Как срезать фаски ручным резаком по кругу: Как Снимать Фаску На Трубе Болгаркой
Содержание
Как Снимать Фаску На Трубе Болгаркой
KazrabarБолгарки
Методы и виды снятия фаски с труб и металла
Фаской именуется поверхность изделия, которая образована при обработке проката либо трубы скосом торцевой кромки материала. Фаска нужна для подготовки кромки листов, балок и труб под сварку.
Основными видами фаски являются:
- «Газовая». Это самый дешевенький вид фаски для трубы по причине собственного низкого свойства. Но миф вид один из более всераспространенных. Данная фаска снимается с помощью машин газовой резки серии CG-11. Фаска «Газовая» вам больше понравятся выполнена и на месте поломки. Ее поверхность обычно с соответствующими желобками, образующихся от струи газа (пропан или ацетилен).
- «Плазма». Снаружи Данный вид фаски фактически ничем не отличается от «механики». Его также относится к «заводским».
 Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски. - «Механика». Это заводская фаска, самого наилучшего свойства. Для вырезки фаски «механики» употребляются машины серии «Мангуст» и фаскосниматели «ТТ». В торговле труб по большей части употребляется эта самая фаска по причине качественной работы фаски.
 Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.
Фаска «Плазма» это воздушно плазменный резак, компрессор и машина плазменной резки CG2-11B, заставляющая резак двигаться строго по кругу, при выставлении точно данного угла фаски.Для чего снимают фаску? При сварке заготовок происходит проплавление металла, что значит обеспечивает соединение краев между собой. Напротив толщина металла чем просто 3-5 мм, получение полного и высококачественного соединения становится затруднительным. Для получения высококачественного провара и проводится Такой вид обработки: он позволяет сделать так именуемую сварочную ванну, которая заполняется сварочным составом в ходе сварки. Принципиально держать в голове, что приготовленная под сварку кромка — это кромка с фаской и притуплением (см. набросок и обозначения к нему ниже).
набросок и обозначения к нему ниже).
Значения, приводимые в схеме слева:
Р. притупление (выделено жирным):
d. глубина фаски (глубина разделки) (катет):
w. ширина фаски (выделена жирным):
H. толщина заготовки
Притупление обычно составляет 3-5 мм; оно нужно для дополнительной гарантии надежности сварочного шва. Участок притупления в момент наполнения сварочной ванны сварочным составом проплавляется сам, соединяя таким макаром свариваемые совместно заготовки.
Виды фаски (методы разделки кромок).
Есть три главных метода разделки кромок под сварку: Y-образный, Х-образный, и J-образный. Время от времени в неких источниках они обозначаются знаками: V, K и U, соответственно. Тут и дальше вышеобозначенные методы будут обозначаться знаками: Y, X. J. В большинстве случаев проводится Y-образная разделка кромок, однако существует Х-образный метод. В особенных случаях, когда существует завышенное требование к качеству сварного шва, применяется J-образная фаска, другими словами фаска с криволинейной поверхностью (не путать с криволинейностью кромки!).
Подготовка кромок трубы болгаркой под просвет (фаска под просвет)
В этом вопросе видео я покажу как приготовить кромки трубы под просвет и внедрением болгарки.
Как резать трубу Болгаркой!Подготовка под сварку!
Тут вы наглядно увидите как просто и просто, приготовить отменно трубу под сварку!!!
Кроме главных методов обработки кромок Y, X. J существует еще ряд разделок кромок. Они встречаются совсем не так изредка, и даже не всюду есть возможность отыскать их описание. К примеру, в ГОСТе 5264-80 описывается стыковой тип соединения со сломанным косом кромки; условное обозначение – С14.
На схемах сверху изображены несколько примеров методов обработки:
1: пример Y-образного метода снятия фаски;
4, 3, 4: примеры Х-образного метода снятия фаски;
5: Y-образная обработка торцов 2-ух труб с следующим их соединением;
J-образная фаска позволяет получить сварочную ванну большего объема, чем с Х- или Y-образной фаской. В нашей стране миф метод еще именуют «рюмочным», потому что соединение 2-ух кромок с J-образной фаской снаружи припоминает рюмку. При сравнении (набросок слева), в рюмку заходит по объему чем просто вещества (А), чем в посуду с прямолинейной поверхностью (Б).
Методы снятия фаски.
Снять фаску можно 2-мя методами: механическим и тепловым (таблица 1). Механическое снятие фаски производится при помощи фрезерных, кромкоскалывающих и кромкострогальных станков. Для теплового снятия фаски используются газорезательные машины (стационарные либо портативные), которые делают плазменную либо газокислородную резку. Но более желаемым методом является механический, потому что он позволяет исключить конфигурации физических и хим параметров материала и поэтому перегрева. Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Ни для кого не секрет, в период термообработки появляется так именуемая зона термовлияния. Зона термовлияния – это науглероживание кромки вследствие перегрева материала, которое усугубляет свариваемость и увеличивает хрупкость и ломкость кромки. Несмотря на все эти недочеты, тепловой метод довольно всераспространен по причине собственной простоты и скорости внедрения, и относительно низкой цены оборудования.
Тепловой метод снятия фаски
Механический метод снятия фаски
Недочет:
Конечно зона термовлияния, другими словами участок с модифицированными физическими и хим качествами металла.
Недочеты:
Высочайшая трудозатратность и цена.
Достоинства:
Достоинства:
Отсутствует зона термовлияния, другими словами не происходят физические и хим конфигурации параметров материала.
Таблица 1. Достоинства и недочеты теплового и механического методов снятия фаски.
В таблице 1 сказано, что тепловым методом есть вариант снять фаску стремительно и недорого. Из обрисованных выше методов обработки все-же лучше механический, так как он позволяет сохранить металл от перегрева и от следующих только за этим конфигураций физических и хим параметров. В странах запада, когда, Этот расхожий слух метод именуется cold-cutting (прохладная обработка), другими словами вид обработки, где нет теплового воздействия на металл, а это означает и нет конфигураций в хим и физических свойствах металла.
Видеоматериал:
1. Резка трубы машиной газовой резки CG2-11G, одновременное снятие фаски с трубы осуществляется наклоном резака под нужным углом.
4. Снятие фаски с трубы 76х6мм машиной Мангуст-2МТ
3. Снятие фаски с трубы при помощи фаскоснимателя серии ТТ, а кроме того резка трубы со снятием фаски разъемным труборезом P3-SD
Компании СПИКОМ предлагает к поставке оборудование для снятия фаски с труб и металла с применением всех вышеуказанных методов обработки (газовый, плазменный, механический).
Развальцовка является более всераспространенным методом получения крепких и герметичных соединений труб с трубными решетками (коллекторами) теплообменных аппаратов и котлов
Советы по чистке теплообменных аппаратов и котлов аппаратами ЗЕВС и TURBO
Источник
болгарка, снимать, труба, фаска
Related Posts
Советы по резке от Esab
Эти 20 советов по резке и строжке помогут вам на пути к эффективности и отличному качеству. С 2014 года в номенклатуру оборудования ESAB входят системы для ручной плазменной резки серии Cutmaster, производимые ранее под торговой маркой Thermal Dynamics. Благодаря своим техническим характеристикам, технологическим свойствам и надёжности системы стремительно завоевали доверие даже самых требовательных пользователей.
Производственная программа включает пять машин с номинальным током от 40 до 120 Ампер. Самая мощная машина ряда позволяет качественно разрезать стали толщиной до 40 мм и разделительно до 55 мм. Надёжность Cutmaster подтверждена как при тяжелом режиме эксплуатации в цехах ведущих предприятий страны, так и в экстремальных полевых условиях, в том числе несколькими сезонами работ на Земле Франца-Иосифа в рамках программы по очистке арктических островов архипелага от техногенных загрязнений (топливные резервуары, гражданская и военная техника).
Надёжность Cutmaster подтверждена как при тяжелом режиме эксплуатации в цехах ведущих предприятий страны, так и в экстремальных полевых условиях, в том числе несколькими сезонами работ на Земле Франца-Иосифа в рамках программы по очистке арктических островов архипелага от техногенных загрязнений (топливные резервуары, гражданская и военная техника).
Мы часто сталкиваемся с тем, что эффективность применения систем плазменной резки может быть увеличена, и мы убеждены, что данная статья поможет Вам в этом.
Ни для кого не секрет, что ручная плазменная резка — относительно простой и легкий в применении процесс. Однако из-за этой же простоты многие пользователи, как правило, сразу же берутся за плазматрон и начинают резать задолго до того, как успевают в полной мере изучить все возможности своего аппарата. Прежде чем вы перейдете к процессам резки, взгляните на эти 20 советов, которые помогут вам улучшить качество резки и повысить общую производительность и позволят более эффективно использовать ручную плазменную резку.
Совет №1
Перед тем, как начинать процесс резки, проверьте плазматрон, расходные детали и кабели на предмет чрезмерного износа и повреждений. Если на электроде, стартовом картридже или выходном отверстии сопла имеются следы износа, замените их новыми, соответствующим вашему оборудованию. Резка износившимся расходниками приводит к снижению производительности процесса резки (рис.1).
Рис.1. Поврежденное или изношенное оборудование, или его части, например, расходные детали, показанные выше, снижают производительность процесса резки.
Используйте чистый, сухой сжатый воздух и убедитесь, что давление и расход воздуха соответствуют требованиям вашего оборудования для плазменной резки. Проверьте качество воздуха, подув из сопла плазматрона на чистое стекло сварочной маски — оно должно остаться чистым. Отрегулируйте давление газа на аппарате в соответствии с инструкцией по эксплуатации. Для кабелей плазматрона длиной более 7 м добавьте 34,5 кПа (5 psi) на каждые дополнительные 7 м длины кабеля. Регулируйте давление при включенном потоке воздуха (продувке), чтобы убедиться в том, что настройки давления и потока воздуха будут соответствовать им при резке.
Для кабелей плазматрона длиной более 7 м добавьте 34,5 кПа (5 psi) на каждые дополнительные 7 м длины кабеля. Регулируйте давление при включенном потоке воздуха (продувке), чтобы убедиться в том, что настройки давления и потока воздуха будут соответствовать им при резке.
Совет №3
Для резки толстого металла установите мощность на максимум. Для резки тонкого материала снижение мощности способствует более узкому резу (меньшей ширине реза) и позволяет снизить скорость резки для лучшего контроля.
Совет №4
Часто установки плазменной резки имеют более одного режима работы. В рабочем или стандартном режиме резки есть небольшая задержка в зажигании пилотной дуги перед каждым последующим стартом. В быстром режиме пилотная дуга мгновенно автоматически зажигается при обрыве режущей дуги, и сразу переходит обратно в режущую при её контакте с обрабатываемой деталью. Используйте этот быстрый режим для резки просечных листов и решёток или в процессах строжки или обрезки, где быстрый рестарт будет преимуществом.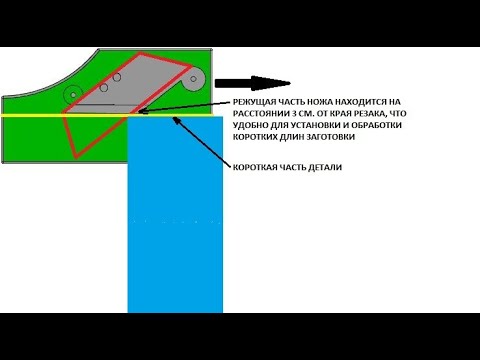 В четырёхтактном режиме дуга остается зажженной, даже если вы отпустите кнопку плазматрона, что снизит усталость руки при длинных резах. Нажмите кнопку пуска ещё раз, чтобы погасить дугу.
В четырёхтактном режиме дуга остается зажженной, даже если вы отпустите кнопку плазматрона, что снизит усталость руки при длинных резах. Нажмите кнопку пуска ещё раз, чтобы погасить дугу.
Совет №5
Подберите правильно сопло и другие комплектующие для работы. Это может быть как сопло для резки с опорой на поверхность металла, так и закрытое сопло и насадка для резки с опорой, а также резка с открытым соплом с использованием или без использования направляющей для резки с зазором. Для резки с опорой сопла на металл, при которой сопло опирается непосредственно на обрабатываемую деталь, требуется сила тока не более 60 Ампер. Данный способ может использоваться для резки материала толщиной до 6 мм. Резка с опорой позволяет снизить вибрацию рук, отлично видеть сопло, получать самые чистые и узкие резы по ширине, и минимальную зону термического влияния. Обратите внимание, что при силе тока более 60 Ампер при всех процессах резки требуется зазор между соплом и поверхностью разрезаемого металла.
Совет №6
Системы плазменной резки категории 40 и 60 Ампер чрезвычайно популярны ввиду их компактности и возможности резки как с опорой сопла на металл, так и резки с зазором между соплом и металлом. Чтобы использовать полную мощность данных систем, вам понадобится дистанционная насадка, обеспечивающая высоту около 3,2 мм, и резка с зазором. Эта техника обеспечит рекомендованное качество резки материала толщиной до 12,7 мм. Она также позволяет резать материал толщиной до 30 мм, но при более шероховатой поверхности реза и меньшей скорости резки. Используйте стандартную направляющую с ножками или роликовую направляющую для поддержания правильного зазора. Более мощным аппаратам плазменной резки могут потребоваться более высокие направляющие, поддерживающие зазор от 3,2 мм до 9,5 мм (рис. 2).
Рис.2. Стандартная или роликовая насадка поможет поддерживать правильное расстояние между соплом и поверхностью разрезаемой детали. На рисунке — плазмотрон ESAB ITorch с направляющей для резки с зазором.

Совет №7
Для дополнительного контроля в процессе резки попробуйте опереться на прочный стол, на котором вы режете, чтобы стабилизировать положение тела. Свободной рукой обхватите другую руку, в который вы держите плазматрон, и сделайте несколько пробных движений, чтобы убедиться, что руки могут свободно двигаться вдоль всей длины реза и ничего не препятствует вести плазматрон. Вы будете удивлены тем, как часто ваши локти сталкиваются с неожиданными объектами.
Совет №8
Чтобы начать резку с края листа, подведите плазматрон к кромке и держите его к ней под углом в 90°. Нажмите на кнопку пуска и перед началом перемещения дождитесь, пока дуга, горящая на краю листа, полностью его не прорежет.
Совет №9
При пробивке (когда нужно начинать резку на поверхности, а не с края листа), начинайте резку сбоку от линии реза, в непосредственной близости от неё. Резку нужно начинать на той стороне от линии реза, где металл не является заготовкой (идет в отходы). Слегка наклоните резак, чтобы направить искры и брызги выдуваемого металла в сторону от сопла плазматрона, это значительно продлит его срок службы. После того, как дуга прожжёт металл насквозь, верните резак в перпендикулярное к поверхности изделия положение и начните его перемещение.
Слегка наклоните резак, чтобы направить искры и брызги выдуваемого металла в сторону от сопла плазматрона, это значительно продлит его срок службы. После того, как дуга прожжёт металл насквозь, верните резак в перпендикулярное к поверхности изделия положение и начните его перемещение.
Совет №10
По возможности выбирайте направление резки так, чтобы резак перемещать на себя, а не от себя, и используйте для движения плечо, а не локоть. Отклоните резак назад (от направления резки) примерно на 5–10 градусов, чтобы минимизировать образование шлака (рис. 3).
Рис. 3. Тяните резак, используя для движения плечо, а не локоть.
Совет №11
Для того, чтобы получить чистый металл в конце реза, отклоните резак назад от перпендикулярного положения, как только достигнете края листа (рис. 4).
Рис. 4. На фотографии выше показан резак ESAB ITorch, наклоненный назад от перпендикулярного положения в конце реза.
Совет №12
Когда вы режете с правильной скоростью, плазменная дуга под заготовкой должна следовать за резаком с отклонением в 5-10 градусов (рис. 5). Если дуга перемещается снизу строго под прямым углом, значит скорость резки слишком низкая, что приведет к резу большей ширины, чем вы хотели, равно как и к избыточному образованию шлака. Небольшой след дуги снизу означает, что вы двигаетесь слишком быстро и не сможете чисто разрезать металл.
Рис. 5. Обратите внимание, как дуга под заготовкой следует за резаком. Это указывает на правильную скорость резки.
Совет №13
Качество поверхности среза также многое говорит о правильной или неправильной скорости резки. Кромка хорошего качества имеет линии, слегка отклоняющиеся назад от направления резки, под вышеупомянутым углом в 5-10 градусов (рис. 6).
Рис. 6. Показатель хорошего качества резки — линии на поверхности среза, повторяющие угол в 5-10 градусов.
Совет №14
Для резки по прямой линии используйте неметаллическую линейку. Металлическая линейка также обеспечит прямолинейность перемещения, но может отклонить дугу к себе, что приведёт к неправильному износу сопла и наклону кромки реза. Использование направляющей для прямолинейной резки с роликовой кареткой предотвратит притяжение дуги к направляющей (см. рисунок 7).
Металлическая линейка также обеспечит прямолинейность перемещения, но может отклонить дугу к себе, что приведёт к неправильному износу сопла и наклону кромки реза. Использование направляющей для прямолинейной резки с роликовой кареткой предотвратит притяжение дуги к направляющей (см. рисунок 7).
Рис. 7. Направляющая для прямолинейной резки, поставляемая ESAB, или неметаллическая линейка помогут Вам осуществить резку по прямой линии.
Совет №15
Чтобы срезать фаску, используйте толстую направляющую. В таком случае она может быть и металлическая, потому что дуга будет направлена в сторону от данной направляющей.
Совет №16
Чтобы срезать фаску под правильным углом по всей длине, используйте регулируемый угольник с роликовой направляющей.
Совет №17
Чтобы быстро, легко и правильно вырезать круг, используйте циркуль с магнитным зажимом и регулируемым держателем резака (рис. 8).
Совет №18
Чтобы переоборудовать систему плазменной резки для строжки (например, для удаления дефектных сварных швов), установите соответствующие расходные материалы и используйте технику производства строжки. Как и в случае резки, от силы тока будет зависеть глубина канавки; меньший ток для неглубокой канавки, больший ток для более глубокой канавки.
Совет №19
Расположите плазматрон таким образом, чтобы сопло было на расстоянии примерно 1,6 мм от заготовки, но не прикасайтесь к ней, так как это сократит срок службы сопла. Помните, что некоторые источники плазменной резки имеют защитную систему от перегрузки, которая снижает мощность (скажем, с 200 до 40 Ампер) при контакте сопла с заготовкой.
Совет №20
Убедитесь в том, что вы направили плазматрон в безопасном направлении, так как искры и капли металла, имеющие высокую температуру, могут лететь на расстояние до 6 метров. Удерживая плазматрон под углом 25-45 градусов соплом вперёд, перемещайте плазменную дугу в направлении строжки. Сохраняйте этот угол для получения постоянной глубины и ширины.
Сохраняйте этот угол для получения постоянной глубины и ширины.
Перед началом использования любой системы плазменной резки ознакомьтесь с её возможностями, прочитав инструкцию по эксплуатации. Инструкция содержит детальную информацию о настройке аппарата, безопасности, режимах работы и о многом другом. На самом деле, многие из советов, содержащиеся в данной статье, можно найти в любой приличной инструкции по эксплуатации. Также загляните на канал ESAB в YouTube для визуального знакомства и получения советов по плазменной резке.
Эти советы помогут при работе с любой имеющейся у Вас системой плазменной резки. Однако, основываясь на нашем опыте и опыте наших потребителей, мы можем утверждать, что Вы получите действительно выдающиеся результаты по производительности, надёжности и удобстве в использовании, применяя установку Cutmaster производства ESAB.
Мы будем рады доказать вам это! Пожалуйста, свяжитесь с представителем ESAB для получения подробной информации и демонстрации оборудования. ®
®
Информация предоставлена компанией ESAB.
Как сделать фаску на древесине с помощью циркулярной пилы | На главную Руководства
Крис Дезиэль
Циркулярные пилы обычно имеют регулировку, позволяющую установить угол пилы в диапазоне от нуля до 45 градусов. Используя эту функцию, вы можете срезать фаску по длине доски и подрезать торец под углом. Обычно легче делать фаски на настольной пиле, но если у вас ее нет, вы можете получить точные результаты с помощью циркулярной пилы. Важно закрепить заготовку так, чтобы у вас было две руки, чтобы управлять пилой, и использовать линейку, чтобы направлять пилу, чтобы она не скользила.
Закрепите доску, которую вы режете, на верстаке с помощью С-образных зажимов. Может быть сложно сделать это таким образом, чтобы не мешать пиле, если вы делаете фаску на узкой доске. Один из способов — зажать средний и дальний конец доски и остановить пилу в середине пропила, чтобы изменить положение зажимов.
Отключите пилу от сети.
 Установите нужный угол лезвия, ослабив регулировочный винт и наклонив опорную пластину, пока стрелка не укажет правильное число. Затяните винт.
Установите нужный угол лезвия, ослабив регулировочный винт и наклонив опорную пластину, пока стрелка не укажет правильное число. Затяните винт.Спланируйте пропил так, чтобы угол на заготовке, которую вы держите, был наклонен в правильном направлении, если вы делаете пропил, когда самая широкая часть основания пилы опирается на самую широкую часть распиливаемой древесины. Возможно, вам придется перевернуть плату и разрезать ее сзади, чтобы сделать это.
Измерьте расстояние от края самой широкой части основания до обращенной к нему стороны лезвия рулеткой и прикрепите линейку к доске на этом расстоянии от линии реза. Это безопаснее, чем использование направляющей, которая идет в комплекте с пилой — она может заклинить, когда вы будете резать фаску.
Наденьте защитные очки и подключите пилу к сети. Держите кожух лезвия открытым одним пальцем, когда начинаете рез, и продолжайте удерживать его, пока половина лезвия не войдет в древесину, затем отпустите его.

Во время резки держите основание пилы на одном уровне с линейкой, но также следите за передним краем лезвия, чтобы оно не сбивалось с линии. Обрежьте полностью до другого конца доски, при необходимости остановившись, чтобы сменить зажимы. Пусть обрезки свободно падают на пол.
Справочные материалы
- Семейный мастер на все руки. Как сделать идеальный рез с помощью циркулярной и торцовочной пилы
- Popular Mechanics: 10 секретов циркулярной пилы; Мастер-мастер
Наконечники
- Отрежьте фаски под углом более 45 градусов на настольной пиле. Ни один из методов, которые вы можете использовать для их резки циркулярной пилой, не является особенно безопасным или точным при углах более 45 градусов.
- Убедитесь, что лезвие острое, и замените его, если оно не острое. Если вы будете резать тупым лезвием, вы сколите, выдолбите или сожжете древесину.
Предупреждения
- Держите основание пилы ровно на поверхности дерева.
 Если вы наклоните ее в середине пропила, пила может отскочить и поранить вас или испортить древесину.
Если вы наклоните ее в середине пропила, пила может отскочить и поранить вас или испортить древесину.
Биография писателя
Крис Дезиэль имеет степень бакалавра физики и степень магистра гуманитарных наук. Помимо неизменного интереса к популярной науке, Дезиэль с 1975 года активно занимается строительством и проектированием домов. Как ландшафтный строитель, он помог основать две садовые компании.
Срезание острого скоса — Чистое домостроение
Руководства по проектам мелкого домостроения
Обрамление
How-To
Плотник Энди Энджел объясняет, как сделать щечный разрез, который выходит за рамки возможностей стандартной пилы.
Энди Энгель
Выпуск 257 — февраль/март 2016 г.
Стандартные дисковые пилы и торцовочные пилы могут выполнять резку под углом до 54°. Хотя это удовлетворяет большинство повседневных потребностей, время от времени вам нужно сделать надрез щеки, который не может выполнить стандартная пила. Например, недавно мне пришлось вырезать скос под углом 71° на блоке 2×6 для винтовой лестницы.
Например, недавно мне пришлось вырезать скос под углом 71° на блоке 2×6 для винтовой лестницы.
Техника заключается в том, чтобы просто отрезать угол на каждом краю доски с помощью циркулярной пилы, а затем соединить разрезы с помощью сабельной пилы или ручной пилы. На самом деле, вы можете сделать полный разрез с помощью любого из этих инструментов, но сабельной пилой точно разрезать сложно, а использование ручной пилы утомительно.
Работа с пиломатериалами с прямоугольными краями имеет решающее значение. Если край не будет прямым к лицу, ваши разрезы не будут выровнены. Тщательная компоновка также важна, потому что точность второй линии компоновки зависит от ее совмещения с первой. Точно так же точность третьей линии зависит от того, как она пересекает вторую линию. Ошибки могут быстро накапливаться.
Резка острого скоса: шаг за шагом
1. Начните с заготовки с прямоугольной кромкой. Пиломатериалы для каркаса могут изготавливаться с прямыми кромками, но изменение влажности может изменить их геометрию. Пройдите через груду пиломатериалов, чтобы найти кусок с квадратными краями. 2. Отметьте один край. Используйте Т-образный скос, транспортир или угольник, чтобы разметить угол на пиломатериале. 3. Компенсация за округление. Облегченные кромки на пиломатериалах затрудняют точный перенос линии среза с кромки на лицевую сторону. Посмотрите прямо вниз на Т-образный скос и лицевую сторону пиломатериала и отметьте их пересечение. 4. Нарисуйте квадратную линию на лице. Эта линия определяет, где вы отмечаете угол на второй кромке, и служит ориентиром при резке. 5. Отметьте угол на втором ребре. Чтобы снова компенсировать закругление, наведите Т-образный скос вниз, чтобы совместить его с квадратной линией на поверхности пиломатериала, затем отметьте вторую линию разреза. 6. Настройте циркулярную пилу. Используйте острое лезвие с тонким пропилом. Не доверяйте настройкам наклона пилы; они редко точны. Вместо этого используйте угольник, чтобы убедиться, что лезвие находится в положении 9.
Пройдите через груду пиломатериалов, чтобы найти кусок с квадратными краями. 2. Отметьте один край. Используйте Т-образный скос, транспортир или угольник, чтобы разметить угол на пиломатериале. 3. Компенсация за округление. Облегченные кромки на пиломатериалах затрудняют точный перенос линии среза с кромки на лицевую сторону. Посмотрите прямо вниз на Т-образный скос и лицевую сторону пиломатериала и отметьте их пересечение. 4. Нарисуйте квадратную линию на лице. Эта линия определяет, где вы отмечаете угол на второй кромке, и служит ориентиром при резке. 5. Отметьте угол на втором ребре. Чтобы снова компенсировать закругление, наведите Т-образный скос вниз, чтобы совместить его с квадратной линией на поверхности пиломатериала, затем отметьте вторую линию разреза. 6. Настройте циркулярную пилу. Используйте острое лезвие с тонким пропилом. Не доверяйте настройкам наклона пилы; они редко точны. Вместо этого используйте угольник, чтобы убедиться, что лезвие находится в положении 9. 0° относительно основания пилы. 7. Сделайте первый разрез. Зафиксируйте приклад. Плотно установите основание пилы на край пиломатериала и не раскачивайте пилу во время резки. На выходе из разреза лезвие должно следовать квадратной линии на пиломатериале. 8. Переверните плату. Повторите разрез с противоположного края. 9. Завершите рез. Сабельная пила справляется с работой быстро, но ручная пила ненамного медленнее. Причина использования лезвия с тонким пропилом в циркулярной пиле состоит в том, чтобы более точно соответствовать ширине пропила сабельной пилы или ручной пилы.
0° относительно основания пилы. 7. Сделайте первый разрез. Зафиксируйте приклад. Плотно установите основание пилы на край пиломатериала и не раскачивайте пилу во время резки. На выходе из разреза лезвие должно следовать квадратной линии на пиломатериале. 8. Переверните плату. Повторите разрез с противоположного края. 9. Завершите рез. Сабельная пила справляется с работой быстро, но ручная пила ненамного медленнее. Причина использования лезвия с тонким пропилом в циркулярной пиле состоит в том, чтобы более точно соответствовать ширине пропила сабельной пилы или ручной пилы.
Инструменты для разметки углов
Угловой угольник
УГЛОВОЙ УГОЛ
Угловой угольник используется для разметки углов старой школы и дает углы с шагом стропила, например, 12-в-12, а не в градусах. Одним из недостатков является сложность использования этого инструмента для измерения некоторых углов, особенно если измеряемые детали короткие.
Т-образный скос
Т-образный скос
Самый простой способ переноса углов: Т-образный скос просто удерживается на месте для дублирования угла, а затем затягивается стопорный винт. Он не дает приращений измерения, а передает углы напрямую.
Стропильный угольник
Стропильный угольник
У большинства плотников есть стропильный угольник под рукой, часто в поясе с инструментами. В то время как они обеспечивают приращение шага стропил, как квадрат каркаса, квадраты стропил также измеряются в градусах.
Угловой искатель
Угловой искатель
Этот транспортир можно использовать для измерения углов в градусах, как стропильный угольник, и для непосредственного переноса углов, как Т-образный скос.
Фото Родни Диаса
Из Fine Homebuilding # 257
Предыдущий:
Быстрее, сильнее пилорамы
Следующий:
Как вырезать паз циркулярной пилой
Обрамление
Каркас
Надежное подробное руководство от профессионалов по созданию прочного дома, соответствующего нормам
Посмотреть руководство по проекту
Просмотреть все руководства по проектам »
Станьте участником и получите неограниченный доступ к сайту, включая
Руководство по каркасному проекту.
