Расчет сварочного трансформатора: Расчет сварочного трансформатора – методика вычисления для сварочного полуавтомата + Видео
Содержание
Формулы для расчета сварочного трансформатора
Сварочный трансформатор в быту – вещь распространенная, и не всегда он бывает заводского изготовления. Многие умельцы предпочитают собрать трансформатор самостоятельно – так и дешевле, и интересней. Перед началом работ необходимо провести правильный расчет сварочного трансформатора, и желательно, чтобы его параметры были близки к промышленным образцам. При таком подходе можно будет воспользоваться ст
андартными формулами.
Формулы, приведенные ниже, обеспечивают оптимальные характеристики и правильное подключение сварочного трансформатора, параметры обмоток, а также геометрические размеры аппарата. Но нужно иметь в виду, что эффективно эти формулы будут работать только при соблюдении всех стандартных параметров, требуемых от сварочного трансформатора.
Требования, которые предъявляются к электрическому аппарату, очень узкопрофильные и соблюсти их в реальном устройстве достаточно сложно. Да и не у всех радиолюбителей есть широкие возможности обеспечить хорошую материальную базу. Поэтому приходится искать такую конструкцию магнитопровода, которая легко воплощалась бы в жизнь, и все необходимые материалы для нее можно было легко купить. Но все эти требования служат только одному — технические и эксплуатационные параметры собранного устройства должны удовлетворять требованиям конструктора.
Поэтому приходится искать такую конструкцию магнитопровода, которая легко воплощалась бы в жизнь, и все необходимые материалы для нее можно было легко купить. Но все эти требования служат только одному — технические и эксплуатационные параметры собранного устройства должны удовлетворять требованиям конструктора.
Формулы для расчета стандартного аппарата
Как рассчитать сварочный трансформатор, работающий от переменного напряжения 220 В с частотой 50 Гц с максимальным током сварочной дуги IМ = 150 А? Правильный расчет потребует следующей исходной информации:
- Входное Uраб на первичной обмотке трансформатора U1 (вольт).
- Uраб на вторичной обмотке U2 (вольт).
- Номинальная и максимальная сила тока на вторичной обмотке I (ампер).
- Площадь магнитного сердечника Sс (см2).
- Площадь окна трансформатора So (см2).
- J — плотность тока в проводе (A/мм2).
Максимальное Uраб дуги, которое соответствовало бы максимальному току дуги, рассчитывается по следующей формуле:
Udm= 20 + 0,04 x 150 = 26 В
При этом принимается, что на обмотке II сварочного трансформатора напряжение холостого хода (обозначается Uхх) должно на 200%-220% быть больше максимально допустимого напряжения рабочей дуги, и определяться по формуле:
Uxx = Udm x (1,8…2,5) = 26 x (1,8…2,5) = 47…65 В
Чем больше (в пределах допустимого) напряжения Uхх трансформатора, тем лучше устойчивость дуги и момент ее розжига.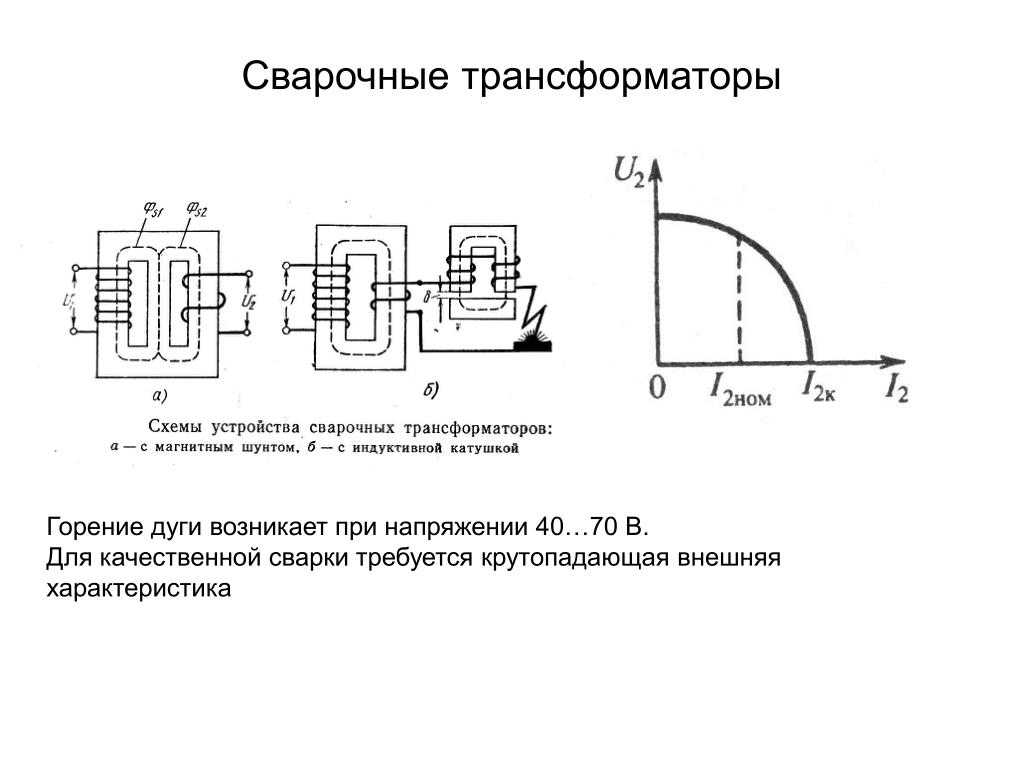 Действующим ГОСТ-ом 95-77Е максимальное напряжение на II обмотке Uхх ограничивается 80 вольтами. Оптимальное Uхх необходимо выбрать 65 вольт, которое обеспечивает качество горения электрода и соответствует ГОСТ 95-77Е.
Действующим ГОСТ-ом 95-77Е максимальное напряжение на II обмотке Uхх ограничивается 80 вольтами. Оптимальное Uхх необходимо выбрать 65 вольт, которое обеспечивает качество горения электрода и соответствует ГОСТ 95-77Е.
Дальнейшие расчеты проводятся, отталкиваясь от справочного значения индукции магнитопровода. Средняя индукция — Вт = 1,42 Тл. Также необходимо рассчитать мощность сварочного трансформатора Рг (габаритная мощность):
Pr = Im x Uxx = 65 x 150 = 9750 Вт
Стандартная формула площади окна сварочного трансформатора:
SoSc = 100 x Pr/2,22 x Bm x J X Frx Ko x Kc см4, где:
- J — плотность сварочного тока в I и II обмотках для медных(Cu) обмоток — 8 А/мм2, для алюминиевых (Al) обмоток — 5 А/мм2 и 6,5 А/мм2 для обмоток комбинированного типа (CuAl).
- F – частота напряжения в электросети, Гц.
- Кo — коэффициент заполнения пустого окна сварочного трансформатора (расстояние между набором магнитопровода) — 0,33-0,4.
- Кс — коэффициент заполнения полос стали (зависит от плотности сборки железа) — 0,95.

Если первичную (I) обмотку наматывать медным проводом, а вторичную (II) — алюминиевым, то площадь будет равна:
SoSc = 100 x 9750/2,22 x 1,42 x 6,5 x 50 x 0,33 x 0,95 = 3035 см4
Самодельный сварочный трансформатор стержневого типа имеет такие соотношения в габаритах:
- X = 1,6
- Y = 2
- Z = 2,5…5
Где X = c/a, Y = b/a, Z = h/a
При значении Z = 4 результат SoSc = a4 x 12,8
Рассчитав все эти параметры, можно вычислить габариты «a» сердечника магнитопровода:
a = 4√ SoSc/12,8 = 4√3035/12,8 = 3,9 см
При значении а = 4 см можно рассчитать остальные значения габаритов — c, b, h:
- c = a x X = 4 X 1,6 = 6,4 см
- B = a x Y = 4 x 2 = 8 см
- H = a x Z = 4 x 4 = 16 см
ЭДС для одного витка любой обмотки необходимо узнать, чтобы дальше вычислить количество витков и Imax для I и II обмоток устройства:
Eb = 4,44 x 10-4 x Bm x F X Sc x Kc = 4,44 x 10-4 x Bm x F X a x b x Kc = 4,44 x 10-4 x 1/42 x 50 x 32 x 0,95 = 0,958 В/виток
Вторичная обмотка будет иметь:
W2 = Uxx/Eb = 65/0,958 = 68 витков при сечении провода II обмотки из алюминия:
S2 = Im/JAI = 150/5 = 30 мм2 (допускается вместо провода круглого сечения использование квадратной алюминиевой шины сечением 5×6 мм2).![]()
Первичная обмотка будет иметь:
W1 = U1/Eb = 220/0,958 = 230 витков при максимальном токе: I1m = Im x W2/W1 = 150 X 68/230 = 44,35 A
При расчете медного провода для I обмотки его сечение рассчитывается по следующей формуле:
S1 = I1m/JCu = 44,35/8 = 5,54 мм2
Стержневой трансформатор имеет первичная и вторичную обмотки, которые располагаются на отдельных катушках, поэтому при параллельном их включении катушки будут иметь по 230 витков влагостойкого эмалевого провода ПЭВ-2 Ø 1,9 миллиметров (2,827 мм2), а при последовательном – по 115 витков влагостойкого провода ПЭВ-2 Ø 2,7 миллиметров (5,7 мм2). Самодельный бытовой сварочный трансформатор рассчитан на ток 160-200 ампер. Такие параметры выбираются, исходя из оптимальной массы аппарата для бытового пользования.
Диаметр электродов
Для сварочного трансформатора при работе используют так называемые наплавляемые электроды разных диаметров. Для правильного выбора электрода необходимо знать напряжение сварочного тока конкретного трансформатора и толщину детали, на которой будут проводиться работы. В таблице приведены значения диаметров электродов в зависимости от номинального тока и толщины детали.
В таблице приведены значения диаметров электродов в зависимости от номинального тока и толщины детали.
| Толщина металла, в миллиметрах | Диаметр электрода, в миллиметрах | Сварочный ток, А |
1 — 2 | 1,6 | 25 — 50 |
2 — 3 | 2 | 40 — 80 |
2 — 3 | 2,5 | 60 — 100 |
3 — 4 | 3 | 80 — 160 |
4 — 6 | 4 | 120 — 200 |
| 6 — 8 | 5 | 180 — 250 |
| 8 — 24 | 5 — 6 | 220 — 320 |
| 30 — 60 | 6 — 8 | 300 — 400 |
Для того чтобы была возможность проводить работы одним устройством на деталях разной толщины, аппарат необходимо дополнить механическим или электронным регулятором силы тока.
Бытовое назначение сварочного агрегата очевидно — работа с металлом разной толщины, при этом желательно, чтобы можно было использовать электроды разных диаметров. Но при слишком большой силе сварочного тока металл может прогореть, а при небольшом значении он просто не расплавится. Встроенный регулятор, который понижает сварочный ток до требуемого значения, помогает решить эту проблему. Регулятор обеспечивает плавную или ступенчатую регулировку силы тока в диапазоне 50-200 А.
На сегодняшний день разработано много всевозможных электрических схем агрегатов, которые работают и по классическим схемам, и с использованием выпрямителей или инверторов. Но, чтобы сделать сварочный трансформатор своими силами, специалисты рекомендуют выбрать простую и проверенную схему, которая будет работать надежнее.
К тому же в ней не будет использоваться электроника, что также повышает степень надежности аппарата. Это может быть тороидальный сварочный трансформатор или дроссельный сварочный трансформатор с мощным диодным мостом. Но для создания надежного устройства необходимы предварительные расчеты, подтверждающие заявленные рабочие характеристики аппарата. Зачастую трансформатор сварочный изготавливается по расчетам, произведенным для магнитопровода, который имеется в наличии. При таких расчетах может меняться последовательность вычислений, но сами формулы и значения характеристик меняться не могут.
Но для создания надежного устройства необходимы предварительные расчеты, подтверждающие заявленные рабочие характеристики аппарата. Зачастую трансформатор сварочный изготавливается по расчетам, произведенным для магнитопровода, который имеется в наличии. При таких расчетах может меняться последовательность вычислений, но сами формулы и значения характеристик меняться не могут.
Похожие статьи
- Трансформатор для сварки: тонкости собственноручного производства
- Трансформатор для контактной сварки проводов в том числе и медных своими руками
- Сварочный аппарат переменного тока: в чем его преимущества и польза?
- Сварка в доме – нужна ли она
Расчет сварочного трансформатора для любого сердечника
Всевозможных схем сварочных агрегатов от простейших и до инверторов существует превеликое множество. Для создания самодельного сварочного аппарата лучше выбрать простую и высоконадежную схему, которая не содержит сложной и дорогой электроники. Но в любом случае, кроме схемы, потребуется предварительный расчет сварочного трансформатора. Только после этого можно приступать к его практическому изготовлению.
Для создания самодельного сварочного аппарата лучше выбрать простую и высоконадежную схему, которая не содержит сложной и дорогой электроники. Но в любом случае, кроме схемы, потребуется предварительный расчет сварочного трансформатора. Только после этого можно приступать к его практическому изготовлению.
Схема сварочного трансформатора.
Специфика расчета таких трансформаторов заключается в том, что параметры их компонентов в большинстве случаев подбираются в соответствии с уже имеющимися деталями – чаще всего с данными магнитопровода. Поэтому стандартные методы расчета, которые разработаны для промышленного трансформатора, для самодельного сварочника не всегда применимы. Особенно ярко это проявляется при выходе того или иного параметра за стандартные границы.
Основные характеристики и структура сварочного трансформатора
Выбор максимального значения сварочного тока
Таблица 1. Характеристики сварочных трансформаторов.
Прежде всего, следует определиться, на какое максимальное значение сварочного тока будет рассчитываться трансформатор. Взаимосвязь между толщиной свариваемых металлов, диаметром электродов и сварочным током показана в таблице 1. Учитывая, что используя однофазный трансформатор, получить ток более 200 А практически нереально, домашнему мастеру приходится ограничиваться электродами диаметром не более 4 мм. Чаще всего 3 мм.
Взаимосвязь между толщиной свариваемых металлов, диаметром электродов и сварочным током показана в таблице 1. Учитывая, что используя однофазный трансформатор, получить ток более 200 А практически нереально, домашнему мастеру приходится ограничиваться электродами диаметром не более 4 мм. Чаще всего 3 мм.
Следует установить наиболее подходящий верхний предел сварочного тока и наматывать обмотки под соответствующую ему мощность. При этом следует ясно понимать, что с ее ростом возрастают вес сердечника, сечение и стоимость провода. Кроме того, более мощный трансформатор сильнее греется и быстрее изнашивается. Да и не каждая сеть выдержит такую нагрузку. Золотая середина – аппарат с выходным током 110-120 А.
Прочие рабочие характеристики
Трёхфазный стержневой трансформатор.
Максимальная величина выходного тока – главная характеристика любого сварочника, но наряду с нею следует определиться и с другими важными параметрами:
- Диапазон регулирования величины выходного тока.
 В самодельных аппаратах обычно создается ряд ступеней – от 50 А до верхнего предела.
В самодельных аппаратах обычно создается ряд ступеней – от 50 А до верхнего предела. - Напряжение холостого хода. Чем оно выше, тем легче зажечь дугу. Из соображений безопасности не должно превышать 80 В.
- Номинальное выходное напряжение, которое необходимо для устойчивого горения дуги. Для сварки тонких металлов это напряжение должно быть более низким и наоборот.
- Мощность – потребляемая и выходная. Чем меньше их разность, тем выше КПД изготовленного трансформатора, тем он лучше.
- Номинальный рабочий режим характеризует продолжительность непрерывной работы. Для сварочного трансформатора собственного изготовления он не превышает 20-30%. Номинальный режим 20% означает, что из 10 минут рабочего времени можно варить 2 минуты, а остальные 8 трансформатор должен охлаждаться на холостом ходу.
Устройство сердечника трансформатора
В зависимости от формы магнитопровода различают следующие разновидности трансформаторов:
- стержневые;
- броневые;
- тороидальные.

Основные понятия и классификация трансформаторов.
На стержневом трансформаторе обмотки окружают стержни сердечника. На броневом, напротив, магнитопровод частично обхватывает обмотки. В тороидальном обмотки распределяются по магнитопроводу равномерно.
Броневые и стержневые сердечники изготовляются из отдельных тонких, изолированных друг от друга пластин. Материал – трансформаторная сталь. Тороидальные наматываются в виде рулона из ленты, изготовленной из той же трансформаторной стали.
Важнейшей характеристикой любого сердечника является площадь его поперечного сечения. Именно от нее в очень большой степени зависит мощность трансформатора. У стержневого магнитопровода под площадью его поперечного сечения понимают площадь любого из стержней, а у тороидального – тора. У броневого – это площадь сечения его среднего стержня.
КПД трансформаторов стержневого типа выше, чем броневых. Кроме того, у них лучше условия охлаждения обмоток и, следовательно, допустимые плотности тока в обмотках. Поэтому сварочные трансформаторы, как правило, бывают стержневыми. Но все чаще для его изготовления стараются применить тороидальный сердечник. Дело в том, что масса и габариты такого сварочника почти в полтора раза меньше, чем стержневого при прочих равных параметрах. Но здесь возникают трудности с его намоткой.
Поэтому сварочные трансформаторы, как правило, бывают стержневыми. Но все чаще для его изготовления стараются применить тороидальный сердечник. Дело в том, что масса и габариты такого сварочника почти в полтора раза меньше, чем стержневого при прочих равных параметрах. Но здесь возникают трудности с его намоткой.
Расчет сварочного трансформатора
Схема намотки сварочного трансформатора.
Поскольку при самостоятельном изготовлении сварочника приходится довольствоваться имеющимися в распоряжении магнитопроводами, производить строгий расчет не имеет смысла. Чаще всего достоверно неизвестны магнитные свойства и другие характеристики трансформаторной стали. Одной магнитной проницаемости, которую нетрудно определить экспериментально, для точного расчета недостаточно. Поэтому рациональнее ограничиться приблизительным расчетом.
Сначала производится оценка потребной электрической мощности. Основное мерило здесь – максимальная величина сварочного тока, которая, в свою очередь, определяется наибольшим диаметром электрода (см. таблицу 1). Электрическая мощность сварочника:
таблицу 1). Электрическая мощность сварочника:
Р = Uд * Iм,
где Uд – напряжение горения дуги (обычно берется значение 25 В), Iм – максимальный сварочный ток. Например, для трансформатора, рассчитанного на ток до 150 А, электрическая мощность должна составлять:
Р = 25 В * 150 А = 3750 Вт.
Габаритная мощность трансформатора, зависящая от параметров магнитопровода, должна быть обязательно больше электрической. Именно габаритную мощность способен «потянуть» сердечник. При расчетах в качестве исходной чаще всего используется следующая формула, связывающая габаритную мощность с размерами сердечника:
Sо* Sс = 100 * Рг /(2,22 * Вс * j * f * kо* kc) (см4),
Схема трансформатора с первичной и вторичной обмоткой.
где Sо – площадь окна сердечника, Sс – площадь его поперечного сечения, Рг – габаритная мощность, Вс – магнитная индукция поля в сердечнике, j – плотность тока в проводах обмоток, f – частота переменного тока, kо- коэффициент заполнения окна, kc- коэффициент заполнения сердечника.
Sо и Sс находят прямыми измерениями габаритов сердечника. Например, для стержневого магнитопровода (см. рис. 2) Sо= h * l, Sс= а * b. С достаточной для практического расчета точностью можно считать, что:
- Вс = 1,42 Тл;
- kо= 0,33 для провода круглого и 0,4 – прямоугольного сечения;
- kc = 0,95;
- частота переменного тока в сети – 50 Гц;
- для самодельного трансформатора с номинальным рабочим режимом 20%, допустимая плотность тока в медных обмотках – 8 А/мм2,в алюминиевых – 5 А/мм2,в комбинированных медно-алюминиевых – 6,5 А/мм2.
Если подставить в формулу все эти значения, получается формула, связывающая между собой Sо, Sс и Рг:
Рг = k * Sо* Sс,
где k – коэффициент, значение которого зависит от формы сердечника и материала обмоток. Выглядит она следующим образом:
- если обе обмотки медные – для тороидального трансформатора k = 2,76, для стержневого – 2,47;
- если медно-алюминиевые – для тороидального k = 2,24, для стержневого – 2;
- если обе алюминиевые – для тороидального k = 1,72, для стержневого – 1,54.

Пользуясь последней формулой, можно легко оценить «потянет» ли имеющийся сердечник заданные параметры. Если да, остается рассчитать число витков в каждой из обмоток. Для первичной адаптированная формула выглядит следующим образом:
N1 = 40 * U1 / Sс,
где U1 – напряжение на ней (В).
Тороидальный трансформатор.
Для вторичной катушки с учетом КПД трансформатора формула приобретет следующий вид:
N2 = 42 * U2 / Sс,
где U2 – напряжение вторичной обмотки (В). Число витков во вторичной обмотке можно найти и экспериментально – намотать поверх первичной обмотки несколько (лучше 10) витков, измерить на них напряжение, а затем пересчитать – сколько витков нужно для обеспечения необходимого выходного напряжения.
Площадь поперечного сечения провода в обмотках можно рассчитать по формуле:
S = I / j,
где I – значение силы тока в обмотке, j – допустимая плотность тока в ней.
Пример расчета сварочного трансформатора
В качестве примера рассмотрим расчет и изготовление сварочника, изготовленного из статора асинхронного трехфазного электродвигателя.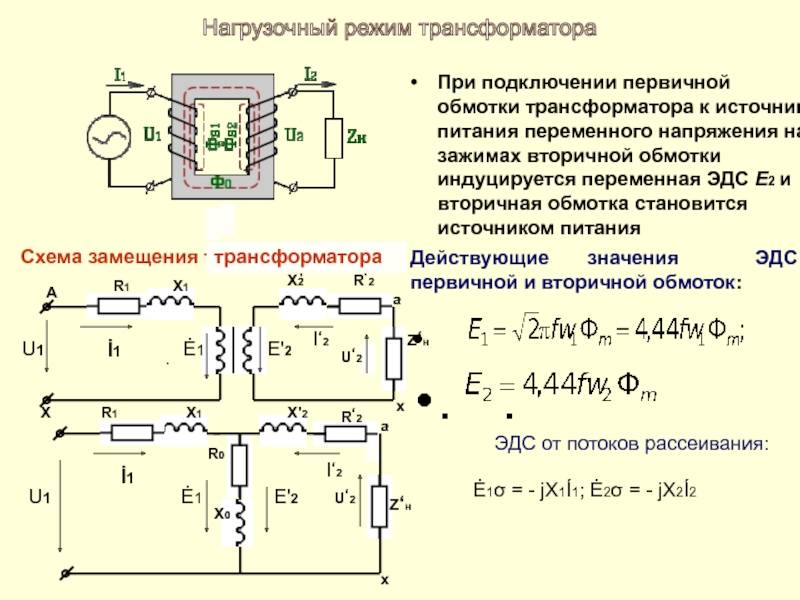 Удалив провода обмоток из пазов статора и вынув его из корпуса электродвигателя, получаем неплохой тороидальный сердечник – основу будущего сварочного трансформатора.
Удалив провода обмоток из пазов статора и вынув его из корпуса электродвигателя, получаем неплохой тороидальный сердечник – основу будущего сварочного трансформатора.
Выступы пазов иногда срубают острым зубилом, что позволяет уменьшить вес сердечника. Но на электрические параметры трансформатора они практически не влияют, поэтому в большинстве случаев их не трогают. Вид на сердечник с торца показан на рис. 3а, сбоку – на 3б, намотанный трансформатор – на 3в.
Схема расчета сварочного трансформатора.
Зададимся целью изготовить трансформатор, рассчитанный на максимальный сварочный ток 150 А и напряжение 60 В. Его электрическая мощность равна:
Р = 150 А * 60 В = 9000 Вт.
Произведем оценку габаритной мощности магнитопровода. Диаметр окна равен 12 см (см. рис. 3а), а его площадь:
Sо= π * d2/ 4 = 3,14 * 144 / 4 (см2) ≈ 113 см2.
Площадь поперечного сечения сердечника:
Sс=h * Н = 1,74 см * 20 см ≈ 35 см2
Габаритная мощность сердечника:
Рг = 2,76 * 113 * 35 (Вт) ≈ 10916 Вт.
Поскольку Рг > Р – магнитопровод подходит для изготовления трансформатора с требуемыми параметрами.
Переходим к расчету обмоток. Начинаем с числа витков. Для первичной обмотки оно равно:
N1 = 40 * 220 / 35 = 251 виток.
Количество витков для вторичной обмотки:
N2 = 42 * 60 / 35 = 72 витка.
Максимальный ток во вторичной обмотке 150 А. Тогда площадь поперечного сечения проводника, которым она наматывается, должна быть равна:
S2 = 150 А /(8 А/мм2) ≈ 19 мм2.
Из определения коэффициента трансформации ток в первичной обмотке:
I1= I2 * N2 / N1 = 150 А * 72 / 251 (А) ≈ 43 А.
Площадь поперечного сечения провода, которым она намотана:
S1 = 43 А /(8 А/мм2) ≈ 5,4 мм2.
Таким образом, можно утверждать, что предлагаемая методика расчета сварочного трансформатора, позволяет осуществить его практически для любого сердечника, оказавшегося в распоряжении домашнего мастера.
Уравнения и расчеты, относящиеся к контактной сварке
Это некоторые из основных расчетов, с которыми вам следует ознакомиться, если вы покупаете оборудование или изучаете процесс контактной сварки.
Расчеты времени
Циклы сварки
Первые аппараты для контактной сварки были привязаны к частоте электроснабжения машины. По этой причине вы по-прежнему довольно часто будете встречать Weld Cycles в документации по контактной сварке. В Северной Америке частота сети составляет 60 Гц. Во многих других частях мира частота сети составляет 50 Гц.
Карта мира, показывающая частоту сети общего пользования по странам. Не во всех окрашенных областях имеется сетевое питание. Япония использует как 50 Гц, так и 60 Гц.
Однофазные машины переменного тока по-прежнему подсчитывают количество циклов сетевой частоты для контроля времени сварки. Инверторы (иногда называемые сварочными аппаратами постоянного тока средней частоты [MFDC]) часто работают на частоте 1000 Гц, что упрощает расчет времени.
Время сварки (в миллисекундах) = количество циклов сварки / рабочая частота
В Северной Америке при частоте 60 Гц:
Время сварки (в миллисекундах) = количество циклов / 60
Пример
15 циклов времени сварки мс])
В Англии и Европе, Китае и большинстве других мест в мире с частотой 50 Гц:
Время сварки (в миллисекундах) = количество циклов / 50
пример
15 циклов времени сварки
Время сварки (в миллисекунды) = 15/50 = 0,300 секунды (или 300 миллисекунд [мс])
Рабочий цикл
Рабочий цикл используется для математического снижения номинальных характеристик сварочного трансформатора. Сварочные аппараты для контактной сварки очень редко работают со 100% рабочим циклом (что равносильно постоянному включению, как лампочка). Они часто включаются только на короткие промежутки времени. Если бы все сварочные аппараты сопротивления были рассчитаны на 100% рабочий цикл, все они были бы огромными и очень дорогими. Таким образом, рабочий цикл можно использовать, чтобы сделать оборудование более подходящим для повседневной «нормальной» работы.
Сварочные аппараты для контактной сварки очень редко работают со 100% рабочим циклом (что равносильно постоянному включению, как лампочка). Они часто включаются только на короткие промежутки времени. Если бы все сварочные аппараты сопротивления были рассчитаны на 100% рабочий цикл, все они были бы огромными и очень дорогими. Таким образом, рабочий цикл можно использовать, чтобы сделать оборудование более подходящим для повседневной «нормальной» работы.
При покупке сварочного аппарата следует соблюдать осторожность, так как расчеты рабочего цикла могут быть изменены таким образом, чтобы машины звучали более мощно, чем другое оборудование. См. диаграммы ниже в разделе «KVA как функция рабочего цикла». «50 кВА» — это не всегда сравнение яблок с яблоками.
В Северной Америке общепринято оценивать сварочные трансформаторы на уровне 50 %. На некотором импортном оборудовании вы увидите рейтинг рабочего цикла, равный 20%. Можно найти трансформаторы с рейтингом всего 4%. (Трансформатор, рассчитанный на 0%, означает, что вы никогда не сможете его использовать.![]() )
)
Рабочий цикл = (время сварки) / (прошедшее время)
прошедшее время часто рассчитывается с использованием 2 секунд, но также может быть рассчитано в течение одной минуты
пример (1 минута) время сварки 15 циклов (250 мс) в Северной Америке
Рабочий цикл = (4 сварки X 0,250 с) / 60 с = 0,01667 = 1,67% рабочего цикла
пример (2 секунды) время сварки 15 циклов (250 мс) в Северной Америке
Рабочий цикл = (1 сварка X 0,250 с) / 2 с = 0,125 = 12,5% рабочего цикла / 1000
S (кВА) = полная мощность в кВА
I (A) = ток в амперах
В (СКЗ) = действующее напряжение
пример
I (А) = 153 А
В (СКЗ) = 460 В
S (кВА) = 70 кВА
Расчет трехфазного тока в кВА
S (кВА) = sqrt(3) x I (A) x V (RMS) / 1000
S (кВА) = полная мощность в кВА
I (A) = ток в амперах
В (СКЗ) = действующее напряжение
пример
I (А) = 153 А
В (СКЗ) = 460 В
S (кВА) = 122 кВА
КВА как функция рабочего цикла
Px = Pmax X sqrt(Dc)
Px = KVA(x%Duty)
Pmax = KVA(100%Duty)
Dc = Duty Цикл (пример: 30%=0,30)
пример
Dc= 0,5
Pmax= 100 кВА
Px = 70,7 кВА
пример
Dc= 0,5
Px = 100 кВА
Pmax= 141,4 кВА входное напряжение/сила тока к выходному напряжению/силе тока.![]()
Мощность на входе трансформатора должна быть примерно такой же, как на выходе. Следовательно:
Мощность (вход) = Мощность (выход)
и
Мощность (Ватт) = Вольты X Ампер
Вольт (вход) X Ампер (вход) = Вольт (выход) X Ампер (выход)
Вольт (вход) / Ампер (выход) = Вольт (выход) / Ампер (вход)
Производство: лазер с ЧПУ, гидроабразивная резка, плазма, сварка | Как рассчитать количество витков, необходимых для сварочного трансформатора? | Практик-механик
РадиумПринс
Пластик
#1
Итак, у меня завалялся большой трансформаторный сердечник, который я купил на гаражной распродаже. Я хочу подключить его, чтобы он работал как импровизированный сварочный аппарат переменного тока. Для начала я решил просто подключить его так, чтобы он выдавал необходимую силу тока только для одного типа электрода, 1/8 дюйма 6013s.0003
Я хочу подключить его, чтобы он работал как импровизированный сварочный аппарат переменного тока. Для начала я решил просто подключить его так, чтобы он выдавал необходимую силу тока только для одного типа электрода, 1/8 дюйма 6013s.0003
Итак, вот мое затруднительное положение: я знаю, что ток, необходимый на рабочем конце, составляет 80-130 А. Я также знаю, что входное напряжение в первичной обмотке составляет 220 В. Мне нужно спланировать количество витков как в первичной, так и во вторичной обмотках. Для этого мне нужно знать соотношение 90 162 В 90 163 вход/90 162 В 90 163 выход или отношение 90 162 1 вход/ 1 выход.
Но я не могу понять, как рассчитать напряжение, необходимое во вторичной обмотке ( В вых.) или Ампер, необходимое на первичной обмотке ( I в).
Я понимаю, что в реальных сварочных аппаратах для поддержания постоянного тока электроника внутри сварочного аппарата постоянно контролирует ток и при необходимости регулирует напряжение, чтобы поддерживать его на заданном уровне.
Но я пока не хочу вдаваться во все это колдовство электроники. Я просто хочу сделать простое предположение о том, какое напряжение требуется во вторичной катушке, чтобы поддерживать дугу на уровне 125 ампер. Как я могу это рассчитать?
TL;DR Пытаюсь подключить импровизированный сварочный аппарат. Входное напряжение в первичной обмотке 220 Вольт. Мне нужно рассчитать напряжение, необходимое во вторичной обмотке трансформатора, чтобы он поддерживал дугу при токе 125 ампер с стержневым электродом 1/8 дюйма 6013. Как мне рассчитать это необходимое напряжение?
Эндрюмоусон
Горячекатаный
#2
Вам нужно знать количество витков на вольт на первичной обмотке, а затем использовать его для расчета количества витков на вторичной обмотке для создания необходимого напряжения, которое обычно составляет 55 или 80 в зависимости от стержня.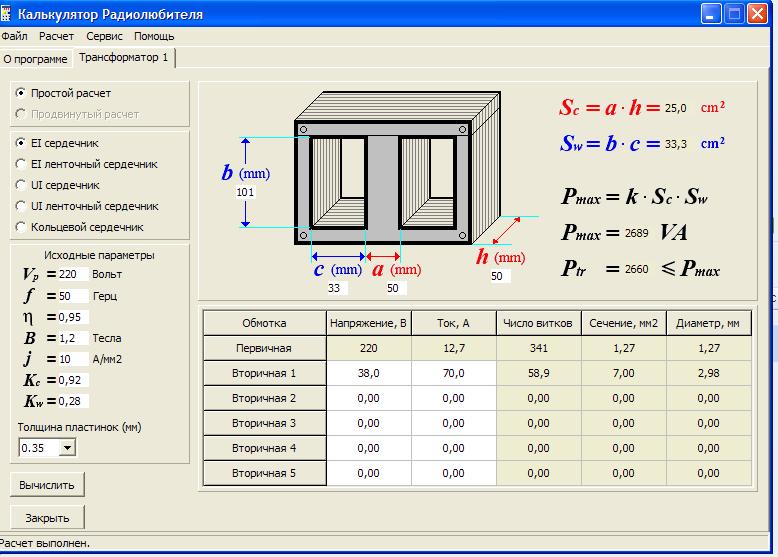
Поскольку вы не знаете количество витков на вольт на первичной обмотке, измерьте его, временно намотав несколько витков, аккуратно продев отрезок провода, и измерьте полученное напряжение, используйте это значение для расчета TPV и, следовательно, включите вторичную обмотку.
Когда я учился в школе, делал множество нечетных обмоток трансформатора, а дома занимался электрическими проектами!
DDoug
Алмаз
#3
Уверяю вас, что «болотный стандарт» переменного тока. Buzzbox не имеет электроники.
Посмотрите на сайте Lincoln кривые вольт/ампер, и все станет ясно.
Также обратите внимание на несколько нажатий для выбора степени нагрева.
Пока вы занимаетесь намоткой сердечника, взгляните на руководство для сварочного аппарата Miller Diarc.
Он имеет третью обмотку для подавления магнитного потока, тем самым давая вам необходимое управление
, не делая сердечник подвижным.
РадиумПринс
Пластик
#4
Постоянный ток и постоянное напряжение на выходе
Вы имеете в виду кривую вольт/ампер? Я не уверен, что я должен понять из этого, но я обязательно пройду через это.
Спасибо за предложение коснуться и предложение руководства dialarc.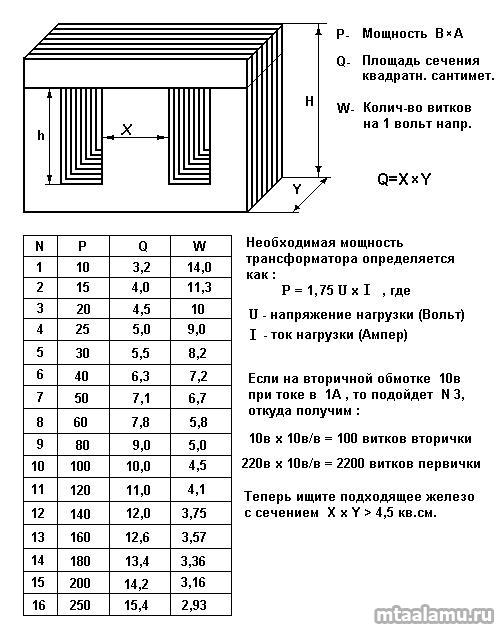 Я обязательно проверю их!
Я обязательно проверю их!
ТДегенхарт
Алмаз
#5
Это работает как магнитный усилитель?
Том
Стростковый
Титан
#6
На этой странице вы узнаете, как рассчитать минимальное количество первичных витков, которое может выдержать сердечник без насыщения. Зная это, вы будете потреблять около 25 В под нагрузкой. Типичные сварочные аппараты имеют гораздо более высокие напряжения без нагрузки, потому что они используют шунтированные сердечники или реакторы насыщения или некоторую их комбинацию, чтобы заставить его вести себя как источник постоянного тока, а не постоянного напряжения.
Зная это, вы будете потреблять около 25 В под нагрузкой. Типичные сварочные аппараты имеют гораздо более высокие напряжения без нагрузки, потому что они используют шунтированные сердечники или реакторы насыщения или некоторую их комбинацию, чтобы заставить его вести себя как источник постоянного тока, а не постоянного напряжения.
Лучше всего использовать большой охлаждающий вентилятор и анемичную вторичную обмотку с напряжением, превышающим 25 В, чтобы сопротивление упало до 25 В при полной нагрузке. Используйте несколько кранов для управления силой тока. В качестве альтернативы, сделайте обмотки для тяжелых условий эксплуатации и добавьте какой-нибудь резистор (полоса стальных изделий). В любом случае вы получите ограниченный диапазон, в котором он ведет себя как источник питания постоянного тока.
Еще одна вещь, которую можно попробовать, это просто слепо магнитно шунтировать трансформатор до тех пор, пока вы не получите хорошее ограничение по току, и отказаться от резистора. Полностью методом проб и ошибок, и никоим образом не гарантируется.
Полностью методом проб и ошибок, и никоим образом не гарантируется.
Существует множество продвинутых электромагнетиков для ограничения тока.
Если бы я предположил, не выполняя никаких расчетов и не видя вашего ядра, вам нужно около 120 витков на первичную обмотку, что даст вам около 1,2 Тесла в сердечнике и 25 витков на вторичной обмотке для 50-вольтового выхода без нагрузки, с несколькими нажатиями. Дополнительные повороты здесь оставляют место для экспериментов, если вы можете вписаться. Первичный и вторичный должны быть такого размера, чтобы занимать одинаковое количество места на ядре. Намотайте первичную обмотку над вторичной с зазором между ними, чтобы набить стальными пластинами, чтобы они действовали как шунт, ограничивающий магнитный ток. Если шунты не позаботятся об этом полностью, вам нужно будет добавить сопротивление последовательно с выходом около 0,2 Ом макс. При размещении катушек важно рассчитать длину, а затем сопротивление провода, чтобы убедиться, что оно меньше, чем сопротивление дуги.
50 В — это низкое напряжение холостого хода для дуговой сварки. Вы можете увеличить это и добавить больше шунтов/сопротивлений, но ваша эффективность будет хуже. Как я уже говорил, вы получите только около 40-50% эффективности.
РЕДАКТИРОВАТЬ: я забыл указать ссылку на страницу: Катушки и трансформаторы
Если вы в конечном итоге не хотите делать сварочный аппарат, расчеты для точечной сварки немного проще.
цианид
Титан
#7
Три.
Закройте глаза, повернитесь трижды, откройте глаза, идите к сварочному аппарату или к свалке, купите сварочный аппарат.
Трехступенчатый сварочный трансформатор постоянного тока регулирует свою мощность не по количеству Wingdings, а по напылению клиньев. ( плотина проверка орфографии )
Сделай себе одолжение. Разбери коробку для жужжания Миллера, и ты начнешь понимать, почему «количество обмоток» для данного усилителя — совершенно неправильный вопрос.
DDoug
Алмаз
#8
цианидекид сказал:
Три.
Закройте глаза, повернитесь трижды, откройте глаза, идите к сварочному аппарату или к свалке, купите сварочный аппарат.Трехступенчатый сварочный трансформатор постоянного тока регулирует свою мощность не по количеству Wingdings, а по напылению клиньев. (проверка орфографии)
Сделайте себе одолжение. Разберите жужжащую коробку Miller, и вы, возможно, начнете понимать, почему «количество обмоток» для данного усилителя — совершенно неправильный вопрос.
Нажмите, чтобы развернуть…

Обратите внимание на «Местоположение» ОП…..
Адама
Алмаз
#9
Это не так просто, источник дуговой сварки работает на основе постоянного тока, поэтому сердечник является такой же ключевой частью конструкции, как и обмотка, и от того, как он насыщается, необходимо, чтобы он работал.
Без постоянного тока вы получите что-то более похожее на постоянное напряжение, это напряжение зависит от длины дуги, затем ток увеличивается по мере того, как дуга становится короче, и значительно уменьшается по мере того, как дуга становится длиннее. Поскольку нагревательный эффект дуги вызывается только током, а не напряжением, это становится серьезной проблемой и делает ваш сварочный аппарат практически непригодным для использования.
цианид
Титан
#10
копатель Дуг сказал:
Обратите внимание на «Местоположение» OP.
….
Нажмите, чтобы развернуть…
Спасибо, копатель, пропустил это, но «свалка» все еще применяется, принципы здесь проясняются с помощью «подвижного магнитного шунта», «трансформатора со скользящим сердечником»
DDoug
Алмаз
#11
цианидекид сказал:
Спасибо, копатель, пропустил это, но «свалка» все еще применяется, принципы здесь проясняются с помощью «подвижного магнитного шунта», «трансформатора со скользящим сердечником»
Нажмите, чтобы развернуть.
..
Движущееся ядро сложно построить. Добавление простой обмотки в соответствии с дугой шкалы Миллера
должно быть намного проще выполнить с ограниченными ресурсами.
Эндрюмоусон
Горячекатаный
#12
Для простого начинающего сварщика в этом нет необходимости.
17 лет Я купил у своего тогдашнего работодателя (Mullards) лом большого трансформатора, отрезал вторичную обмотку, не нарушая пластин, затем намотал на какой-то толстый медный провод, который я купил как голую медь, повесил трубку и нанес несколько слоев. полиуретанового лака. Когда он полностью высох, я намотал себе вторичную обмотку на 55 вольт, аккуратно намотав нить на шпульку.
полиуретанового лака. Когда он полностью высох, я намотал себе вторичную обмотку на 55 вольт, аккуратно намотав нить на шпульку.
Я использовал этот самодельный трансформатор, чтобы вварить днище в свой 1959 Лягушачий-Глазый Дух. Это было нелегко, многому пришлось учиться, но я справился, и я случайно узнал, что этот автомобиль ВСЕ ЕЩЕ едет по дороге, в котором участвует друг моего школьного друга.
Смысл этой истории: Если вы не можете позволить себе надлежащий комплект, но готовы работать над ним, эти вещи возможны.
DDoug
Алмаз
№13
andrewmawson сказал:
Для простого начинающего сварщика в этом нет необходимости.
17 лет Я купил у своего тогдашнего работодателя (Mullards) лом большого трансформатора, отрезал вторичную обмотку, не нарушая пластин, затем намотал на какой-то толстый медный провод, который я купил как голую медь, повесил трубку и нанес несколько слоев. полиуретанового лака. Когда он полностью высох, я намотал себе вторичную обмотку на 55 вольт, аккуратно намотав нить на шпульку.
Я использовал этот самодельный трансформатор, чтобы приварить поддон к моему Frog-Eyed-Sprite 1959 года. Это было нелегко, многому пришлось учиться, но я справился, и я случайно узнал, что этот автомобиль ВСЕ ЕЩЕ едет по дороге, в котором участвует друг моего школьного друга.
Смысл этой истории: Если вы не можете позволить себе надлежащий комплект, но готовы работать над ним, эти вещи возможны.
Нажмите, чтобы развернуть…

Мысль добавить несколько кранов не приходила вам в голову?
