Как сварить балку двутавровую: Как сварить двутавры между собой: теория и правктика
Содержание
Сварная двутавровая балка: изготовление, сварка между собой
Автор Сварщик На чтение 5 мин Просмотров 440 Опубликовано
Балочные двутавры стандартных размеров производят в промышленных объемах, по индивидуальным чертежам изготавливают небольшие партии. Сварная балка состоит из трех элементов: двух стенок и промежуточного пояса. Она изготавливается из марочного листового проката, используется в высокопрочных металлоконструкциях. При небольших металлозатратах получаются надежные конструкции, выдерживающие разнонаправленные нагрузки за счет ребер жесткости.
Содержание
- Область применения
- Виды металлических сварных балок
- Технология производства сварных балок двутаврового сечения
- Возможные дефекты
- Сварка двутавровых балок между собой
Область применения
Быстровозводимые здания и сооружения создают с опорными и несущими металлическими каркасами, из них делают перекрытия, фермы. При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
При использовании сварных двутавровых балок снижается вес строений, для них не нужен мощный фундамент.
Сварной двутавр характеризуется высокой прочностью, долговечностью, не подвержен усталостным разрушениям. Он применяется в тяжелом машиностроении, из него делают элементы, испытывающие большое давление, работающие на разрыв.
В отличие от двутавровых катанок, сварные не ограничены в размерах. Сваркой полос получают балки любого сечения и длины. Архитекторы не ограничены в полете фантазии.
В процессе изготовления двутавровых профилей образуется мало отходов. Их можно делать с полками и стенками из разных марок стали: в местах минимальных напряжений используют углеродистую сталь или перфорированные стальные листы, нагруженные части делают из легированного проката.
Виды металлических сварных балок
Налажено непрерывное производство двутавров различного назначения. По стандарту выделяют несколько видов балок двутаврового сечения:
- с небольшой длиной полок по отношению к перегородке, они применяются для подвесных путей, перекрытий, укрепления шахтных выработок;
- с пропорциональным размером перегородки и полок, они применяются при возведении опорных каркасов, армирования декоративных колонн.

По точности изготовления бывают двутавровые профили двух видов: обычные и высокоточные.
Технология производства сварных балок двутаврового сечения
Мелкие партии делают с применением электродуговой или аргоновой сварки в зависимости от марки металла, его способности свариваться.
Для изготовления сварных балок промышленным способом применяются специальные сварочные линии. Для защиты ванны расплава от окисления применяют флюсы.
Сварка балки в автоматическом режиме схожа с ручным изготовлением двутавра. Основные технологические этапы:
- раскрой листового проката на полосы необходимой ширины на терморезке с программным управлением, средняя скорость раскроя 1 м/мин.
- фрезерование торцов на торцефрезерных станках сокращает зазор стыка между стеной и полкой, улучшает качество сварки;
- процесс сборки двутавра осуществляется с большой скоростью на специальном станке, ленты металла фиксируют прижимные приспособления с гидравлическими усилителями; сначала делается т-образный стык, затем присоединяется вторая стенка; такую конструкцию удобно сваривать;
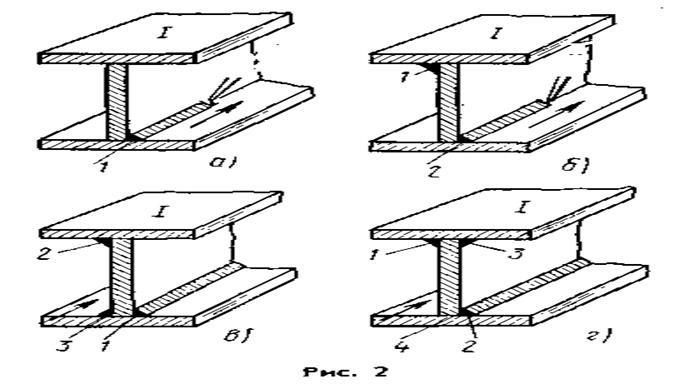
- сварные работы проводятся на автоматах портального типа двух видов: а) наклоненными электродами неглубоко проваривают сразу два шва; б) шов в «лодочку» создается поэтапно: сначала с одной стороны двутавровой перегородки, затем с другой; металл проваривается на большую глубину;
- завершающий этап – правка двутавровой балки на специальных роликах, устраняются небольшие перекосы, возникшие во время сборки и сварки профиля.
Технология изготовления двутавровых балок
Производительность комплексных линий высокая, швы получаются прочные, процент брака невысокий.
Возможные дефекты
Во время сварки двутавровой балки из-за несоблюдения технологии возникает кристаллизация стали от высокой температуры. Из-за расхождения по фазам в металле возникают внутренние напряжения. Снижается прочность и жесткость, увеличивается риск корродирования.
При сварке стальных листов возможны и другие дефекты:
- нарушение формы шва отклонение от формы наружных поверхностей или геометрии стыка;
- прожоги, когда расплав вытекает из ванны, образуются дырки в шве;
- подрезы – канавки вдоль границы соединения;
- трещины, образующие в местах разрыва шва;
- шлаковые или вольфрамовые включения в диффузионном слое, при высокой скорости сварки образуются тугоплавкие оксиды.
Металлоизделия с дефектами ненадежные, они не выдержат большой нагрузки на изгиб, кручение.
Их отбраковывают и проваривают снова, если это возможно.
Сварка двутавровых балок между собой
Монтаж балочных металлоконструкций предусматривает соединение двутавров встык или под углом. Для усиления соединений используют металлические накладки – прямоугольники, вырезанные из листового проката.
Сварка балок встык проводится после обработки торцов. На них делают угловые скосы, чтобы шов хорошо проварился. Дополнительно на каждую из сторон стенок и обе полки обязательно крепят накладки, их приваривают для укрепления и защиты соединительного шва. При таком соединении несущая конструкция из двутавровых балок после сварки не снижается.
Под углом двутавры соединяют так, чтобы второстепенный опирался на главный. В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
В верхней полке главного вырезают равнобедренный треугольник с вершиной в 90°. Его место займет аналогичная вставка второстепенного двутавра, срезы должны плотно прилегать друг к другу. Нижняя полка срезается на ½ ширины так, чтобы срез упирался в полку главной двутавровой балки. Сварка проводится заподлицо. Усиливается соединение нижней накладкой.
Второстепенный швеллер приваривается к опорному двутавру под углом 90°. Сначала стыкуют верхнюю полку швеллера с балочной полкой, срезая их под углом 45°. Нижние полки соединяются так, чтобы швеллер упирался в стенку двутавровой балки, лишнее срезается. Затем наваривается нижняя укрепляющая накладка.
В горизонтальном положении сварку проводить легче. Продольная ось искривляется минимально. При вертикальной сварке возможен прогиб поперечин, поэтому проводят разметку всех ребер жесткости.
Накладки для сварки двутавра выкраиваются в форме ромба, размещаются симметрично продольной оси. Обвариваются косыми швами по всему периметру. Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Накладки концентрируют напряжение у швов, компенсируя изменившуюся после сварки форму сечения.
Двутавровые балки рассчитывают на большую нагрузку. При работе с ними необходимо придерживаться разработанной технологии. Она учитывает распределение усилий по направляющим. Качественно выполненные сопряжения – залог долгой эксплуатации металлоконструкций.
Что такое двутавр сварной и какова сфера его применения?
Двутавровая балка или просто двутавр уже давно широко применяется в строительстве. Ранее двутавр использовался только в крупномасштабном промышленном строительстве, но сейчас его все чаще можно встретить на частных стройках. Это связано с развитием производства и изготовлением особых сварных двутавровых балок, которые можно применять при строительстве загородных домов.
В этой статье мы кратко расскажем, что такое двутавровая балка, как сварить ее своими руками, при этом учесть все особенности и избежать деформаций.
Содержание
Итак, сварной двутавр — это балка, изготовленная из черного металла, имеющая сечение, по форме напоминающее букву «Н». Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.
Свое название балка получила за счет того, что при ее изготовлении дважды используется тавровое соединение.
Двутавры могут быть прокатными или составными (сварными). Прокатные балки производятся методом проката заготовок по специальному станку. Составные балки изготавливаются из нескольких заготовок, которые свариваются между собой. Составные балки встречаются чаще и порой их приходится варить прямо на стройплощадке.
Какими достоинствами обладают балки данного типа? Прежде всего, они помогут сделать перекрытие на больших пролетах без необходимости строительства центральной несущей стены. Также они выдерживают большие нагрузки разного характера, как вертикальные, так и горизонтальные. Они пожаробезопасны, устойчивы к коррозии, позволяют построить здание в кратчайшие сроки. Это лишь некоторые причины, по которым двутавровые балки получили свою популярность в частном и промышленном строительстве.
Все недостатки в основном связаны только с прокатными балками. Их размер ограничен 12 метрами в длину, и зачастую необходимо балки длиннее. А у завода может просто не быть таких станков. Также нет возможности изготовить прокатные балки по индивидуальным эскизам заказчика, а имеющийся ассортимент откровенно говоря не удовлетворяет запросы потребителей. Стыковые балки лишены этих недостатков.
А у завода может просто не быть таких станков. Также нет возможности изготовить прокатные балки по индивидуальным эскизам заказчика, а имеющийся ассортимент откровенно говоря не удовлетворяет запросы потребителей. Стыковые балки лишены этих недостатков.
Изготовление балок
Как мы писали выше, балки могут изготавливаться прокатным или составным способом. Однако, дву тавровая балка, изготовленная составным (сварочным) способом имеет ряд преимуществ над прокатной.
Во-первых, она гораздо прочнее, при этом весит существенно меньше. Во-вторых, она стоит дешевле, поскольку при ее изготовлении можно использовать разные типы сталей, тогда как для изготовления прокатной балки используют заготовку из одной стали. Кстати, из-за возможности использовать разные типы сталей при изготовлении составной балки можно регулировать металлоемкость. Например, рассчитать, в каком месте нагрузка будет наибольшей и использовать там сталь повышенной прочности. А в менее нагруженных местах использовать обычную сталь.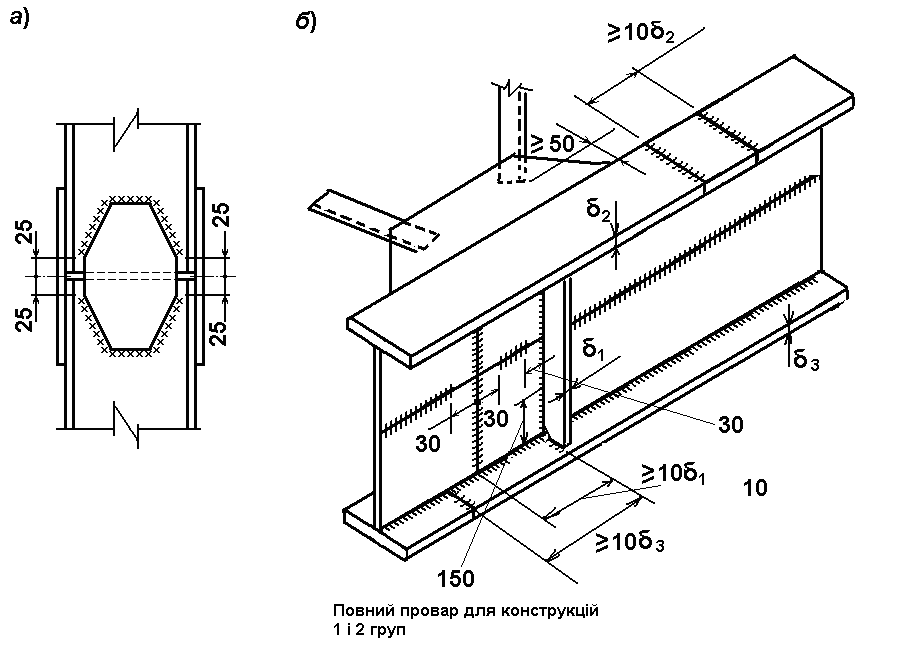
Читайте также: Особенности сварки стали
Кроме того, с помощью составного метода можно изготовить балки практически любого размера, тогда как размер прокатных балок ограничен возможностями станка. Также есть возможность изготовить балку, у которой в одном и другом участке будет отличаться ширина. Чтобы сделать такую балку на прокатном станке нужно дорогостоящее оборудование.
Сварка балок своими руками
Сварка двутавровых балок — это тема для отдельной статьи, но мы постараемся кратко раскрыть ее здесь.Для составных частей рекомендуем выбрать легированную сталь. Она отлично подойдет, если вы собираетесь эксплуатировать балки в частном доме. Сразу оговоримся: сварка двутавра сложна и требует опыта, поэтому рекомендуем все же найти профессионала. Ну а если вы готовы выполнить работу сами, то читайте дальше.
Вы должны подготовить все части будущей балки, четко рассчитать их размер и постараться оценить нагрузки, которые им придется выдержать.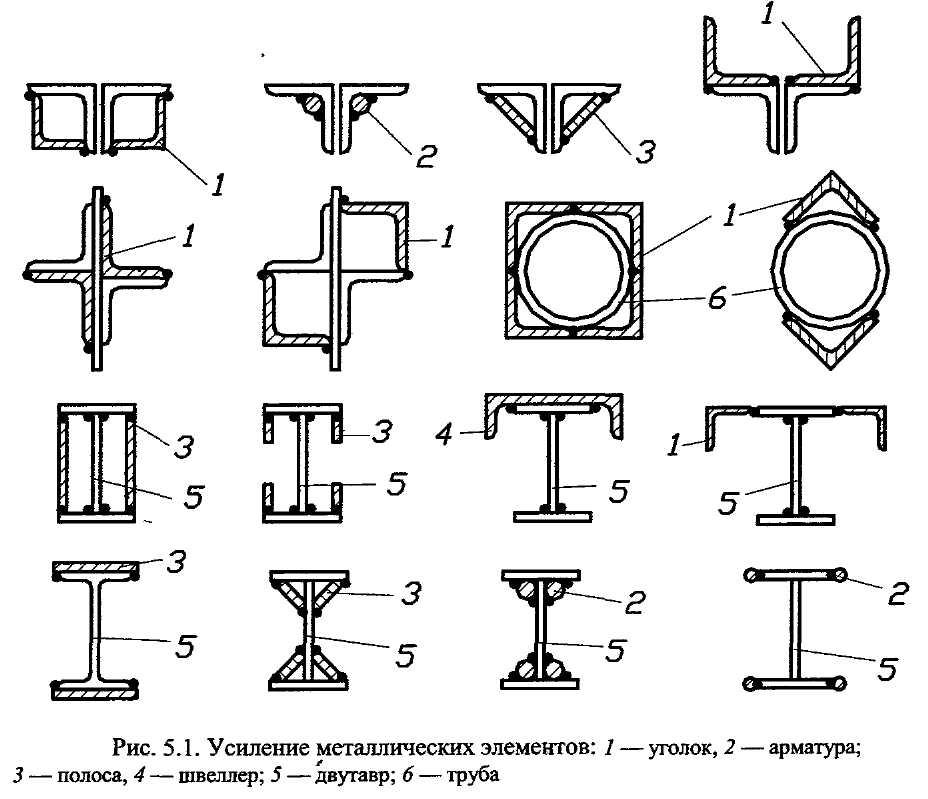 Соедините все части в готовую конструкцию с помощью хомутов. Предусмотрите ребра жесткости. Можно начать сборку и сварку только с вертикальных частей будущей балки, так даже проще.
Соедините все части в готовую конструкцию с помощью хомутов. Предусмотрите ребра жесткости. Можно начать сборку и сварку только с вертикальных частей будущей балки, так даже проще.
Сварка двутавра должна выполняться полуавтоматическим или автоматическим оборудованием и с применением жидкого флюса, иначе металл будет сильно разбрызгиваться. Но можно использовать и другие технологии сварки, в том числе с применением электродов. После сварки балки нужно обработать антикоррозийным составом. Не выполняйте работу в одиночку. Балки тяжелые и их непросто состыковать, если вы один.
Возможные деформации
В процессе самостоятельной сварки можно невольно допустить ошибки, которые в последствии приведут к деформации балки. Хорошо, если деформации проявятся до монтажа. Хуже, если балка прогнется, когда ее смонтируют. Ниже вы можете видеть картинку с рекомендациями по избеганию деформаций.
Как избежать большинства проблем? Ваше готовое сварное соединение не должно работать на растяжение. Это самое главное правило. Учитывая его в своей работе, вы сможете сократить вероятность деформации. Также после сварки двух частей подождите некоторое время, не нужно сразу же продолжать сварку. Так вы не будете накапливать в металле избыточное напряжение.
Это самое главное правило. Учитывая его в своей работе, вы сможете сократить вероятность деформации. Также после сварки двух частей подождите некоторое время, не нужно сразу же продолжать сварку. Так вы не будете накапливать в металле избыточное напряжение.
Особенности
Сварка тавровых соединений и балок в частности имеет несколько особенностей. Их нужно учесть, чтобы качество сварного соединения отвечало всем требованиям нормативных документов.
Читайте также: СНИП и контроль качества
В большинстве случаев тавровый шов нужно делать за один подход, чтобы он получился более прочным. Но у новичков в таких случаях часто могут возникнуть подрезы. Их нужно избегать. Здесь поможет только частая практика, если вы впервые варите тавровый шов, то скорее всего не сможете избежать ошибок. Поэтому рекомендуем потренироваться на ненужных частях стали перед тем, как варить балки для перекрытия.
Если вы варите электродом и при этом одна часть балки имеет меньшую толщину, то стержень нужно держать под углом 60 градусов. И наоборот, если нужно приварить более толстую деталь. Также важно учитывать характер таврового соединения. Какое оно? Одностороннее или двустороннее? Со скосом или без? Какие именно скосы: симметричные или криволинейные? Все это играет большую роль при формировании шва.
И наоборот, если нужно приварить более толстую деталь. Также важно учитывать характер таврового соединения. Какое оно? Одностороннее или двустороннее? Со скосом или без? Какие именно скосы: симметричные или криволинейные? Все это играет большую роль при формировании шва.
Именно по этой причине мы говорили вам о найме профессионального сварщика. Только человек с многолетним опытом сможет понять, на какие части балки приходится больше всего нагрузок, какой тип соединения предпочтительнее и так далее. Нужно понимать, что балка будет держать на себе всю стропильную систему и кровлю, если дом одноэтажный, а может быть плиты перекрытия и еще один этаж дома.
Вместо заключения
Двутавровые балки — отличная альтернатива классическим межэтажным перекрытиям. Но при их сварке нужно учесть множество нюансов и строго соблюдать технологию, иначе ваша крыша гарантировано пойдет «волной». Если вы все же решили использовать в строительстве сварные двутавры, то приобретайте их у известного производителя.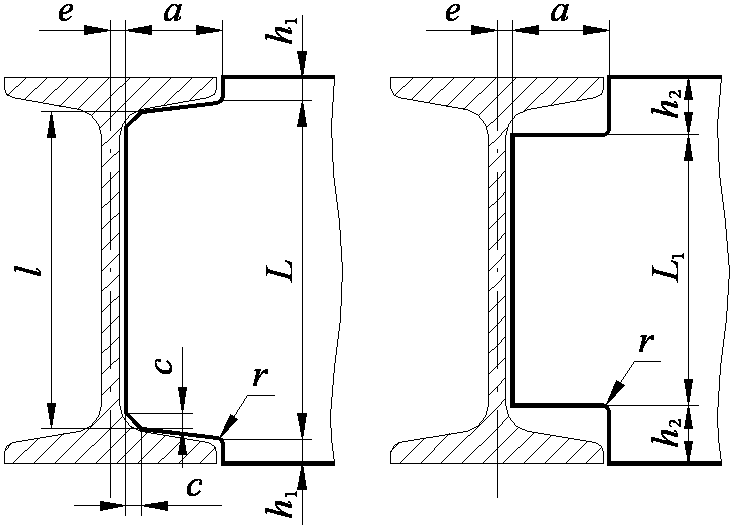 Конечно, вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТам.
Конечно, вы не сможете быть уверены в их абсолютном качестве, но крупный производитель хотя бы будет иметь на руках сертификаты, подтверждающие соответствие их продукции ГОСТам.
Как вам статья?
Системы компоновки балок и роботизированные сварочные системы
Роботизированная сварка для производителей металлоконструкций.
Автоматизированная система сварки стальных балок — это роботизированная система сварки, предназначенная для производителей металлоконструкций — от небольших до крупных цехов и/или предприятий. Он отличается небольшими размерами, полной роботизированной автоматизацией и интеграцией со специальным программным обеспечением. Производственные цеха всех размеров теперь могут рассмотреть возможность решения своих производственных проблем в области сварки с помощью роботизированной сварки.
Преимущества
- Увеличение производства.
- Автоматизированный производственный процесс от САПР к производству.
- Стабильное качество с высококачественными и повторяющимися результатами.
- Без сварщиков – полностью автоматические операции.
- Маленький след.
- Работает с неидеальными деталями.
{
«@context»:»https://schema.org»,
«@type»:»Веб-страница»,
«headline»:»Сварка по схеме балки»,
«url»:»https://www.gssmachinery.com/products/structural-fabrication/beam-layout-welding/»,
«keywords»: «Сварочные аппараты для компоновки балок, Машины и оборудование для сварки компоновки балок, Автоматический сварочный аппарат для компоновки балок, Автоматический сварочный аппарат для компоновки балок, Сварочные машины для компоновки балок Blueprint, Лучшие сварочные аппараты для компоновки балок, Лучшие практики сварочных машин для компоновки балок, Компоновка балок стоимость сварочных аппаратов, Сварочные аппараты для компоновки балок craigslist, Каталог сварочных аппаратов для компоновки балок, Процессы сварки компоновки балок,
Контрольный список сварочного аппарата для компоновки балок, Колонна сварочного аппарата для компоновки балок, Схема сварочного аппарата для компоновки балок, Консольный сварочный аппарат для компоновки балок, Конструкция сварочных аппаратов для компоновки балок, Рабочий цикл сварочных аппаратов для компоновки балок, Дизельные сварочные аппараты для компоновки балок, Примеры сварочных аппаратов для компоновки балок, Балка описание сварочных аппаратов для компоновки, проектирование сварочных машин для компоновки балок, энергия сварочного аппарата для компоновки балок, продажа сварочных аппаратов для компоновки балок, сварочные аппараты для компоновки балок для металла, руководство по сварочным машинам для компоновки балок, сварочные машины для компоновки балок общего назначения, сварочные машины для компоновки балок, портовые перевозки , Домашнее депо сварочных аппаратов для компоновки балок, Сварочные машины для компоновки балок, портовые грузовые инструменты, Список сварочных машин для компоновки балок, Комплект сварочных аппаратов для компоновки балок, Сварочные машины для компоновки балок, ООО, Компоновка сварочных машин для компоновки балок, Урок сварочных машин для компоновки балок, Сварочные машины для компоновки балок планы уроков, Сварочные машины для компоновки балок в прошлом, Линия сварочных машин для компоновки балок, Лазерный сварочный аппарат для компоновки балок, Сварочный аппарат для компоновки балок новейший, Сварочные машины для компоновки балок ручной, Металлические сварочные аппараты для компоновки балок, Сварочные машины для компоновки балок, Производители сварочных аппаратов для компоновки балок , Производители сварочных аппаратов для компоновки балок в Алабаме, Производители сварочных машин для компоновки балок в Хьюитауне, Алабама, Сварочные машины для компоновки балок рядом со мной, Бюджетные сварочные машины для компоновки балок, Сварочные машины для компоновки балок, Цена сварочных машин для компоновки балок, Детали сварочных машин для компоновки балок, Прайс-лист на сварочные аппараты для компоновки балок, Прайс-лист на сварочные аппараты для компоновки балок, Обзор сварочных аппаратов для компоновки балок, Машины для сварки компоновки балок из стали, Машины для сварки компоновки балок из стальной трубы, Аппараты для сварки компоновки балок из стального листа, Машины для сварки компоновки балок, стальные балки, Сварка для компоновки балок запчасти для машин, Инструмент для сварочных аппаратов для компоновки балок, Ящик для инструментов для сварочных аппаратов для компоновки балок, Используемые сварочные аппараты для компоновки балок, Технология сварочных аппаратов для компоновки балок, Техническая поддержка сварочных аппаратов для компоновки балок, Поставка тракторов для сварочных машин для компоновки балок, Прицеп для сварочных аппаратов для компоновки балок, Компоновка балок трансформатор сварочного аппарата, работа сварочных аппаратов для компоновки балок, машина для компоновки балок,
Сборка машины для компоновки балки, Машина для изготовления балок, Машина для сварки балок, Гидравлика Phi, Типы сварочных машин,
Сварочный аппарат, Приспособление для машины для компоновки балок, Применение машины для компоновки балок, Резервное копирование машины для компоновки балок, Бизнес машины для компоновки балок, Изгиб машины для компоновки балок, Стоимость машины для компоновки балок, Машинная резка для компоновки балок, Копирование машины для компоновки балок, Изгиб машины для компоновки балок, Компоновка балок Изготовление машин, Линия для компоновки балок, Загрузка машины для компоновки балок, Руководство по машине для компоновки балок, Управление машиной для компоновки балок, Машина для компоновки балок рядом со мной, Оператор машины для компоновки балок, Пробивка машины для компоновки балок, Пресс для компоновки балок, Лучшие практики сварочных машин для компоновки балок , Лазерная машина, Лазерная сварка, Автоматизированное проектирование сварки, Лазерный луч, Автоматизированное производство, Лазерная сварка, Дуговая сварка, Процесс сварки, Мощность высокого напряжения, Узкая сварка, Быстрое охлаждение, Толщина сварки, Преобразование энергии, Автомобильная промышленность, Крупносерийное производство, Высокоточная сварка, Окончательная сварка, Сильная лазерная сварка, Медицинская промышленность, Фотоны света, Контролируемые параметры процесса, Структура сварки, Сварка в вакууме, Каковы 7 основных типов сварки, Каковы 6 основных видов сварки методы, 5 типов сварочных аппаратов, Какая сварка самая сильная, Какой сварочный аппарат лучше, Для чего используется постоянный ток при сварке, Какой газ используется при сварке, Что такое 9различные типы сварочных процессов, Какие 2 наиболее распространенных типа сварных швов, Каковы шаги по настройке сварочного аппарата, Что такое OC в сварочном аппарате, Сварочные аппараты с балочной компоновкой»,
«about»:
[{«@type»: «thing», «name»: «beam», «sameAs»: [«http://en. wikipedia.org/wiki/Beam_(structure)»,
wikipedia.org/wiki/Beam_(structure)»,
«https://www.google.com/search?q=beam&kgmid=/m/02yj3w»]},
{«@type»: «вещь», «имя»: «сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Сварка»,
«https://www.google.com/search?q=weld&kgmid=/m/0c71s»]},
{«@type»: «вещь», «имя»: «стресс», «sameAs»: [«http://en.wikipedia.org/wiki/Стресс_(механика)»,
«https://www.google.com/search?q=stress&kgmid=/m/0k2lldq»]},
{«@type»: «вещь», «имя»: «калькулятор», «sameAs»: [«http://en.wikipedia.org/wiki/Calculator»,
«https://www.google.com/search?q=calculator&kgmid=/m/024d2»]},
{«@type»: «вещь», «имя»: «электрон», «sameAs»: [«http://en.wikipedia.org/wiki/Электрон»,
«https://www.google.com/search?q=electron&kgmid=/m/02l7x»]},
{«@type»: «вещь», «name»: «сварной», «sameAs»: [«http://en.wikipedia.org/wiki/Welding»,
«https://www.google.com/search?q=welded&kgmid=/m/0c71s»]},
{«@type»: «вещь», «имя»: «вакуум», «тот же самый»: [«http://en.wikipedia.org/wiki/Вакуум»,
«https://www.google.com/search?q=vacuum&kgmid=/m/07zph»]},
{«@type»: «вещь», «name»: «flange», «sameAs»: [«http://en. wikipedia.org/wiki/Flange»,
wikipedia.org/wiki/Flange»,
«https://www.google.com/search?q=flange&kgmid=/m/0cb1x»]},
{«@type»: «вещь», «имя»: «изгибающий момент», «sameAs»: [«http://en.wikipedia.org/wiki/Изгибающий_момент»,
«https://www.google.com/search?q=bending+moment&kgmid=/m/0fkw6h»]},
{«@type»: «thing», «name»: «электронно-лучевая сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Электронно-лучевая_сварка»,
«https://www.google.com/search?q=electron+beam+welding&kgmid=/m/038xfq»]},
{«@type»: «вещь», «name»: «электронный луч», «sameAs»: [«http://en.wikipedia.org/wiki/Cathode_ray»,
«https://www.google.com/search?q=electron-beam&kgmid=/m/01_vg»]},
{«@type»: «вещь», «имя»: «сгибание», «sameAs»: [«http://en.wikipedia.org/wiki/Сгибание»,
«https://www.google.com/search?q=bending&kgmid=/m/04mlwd»]},
{«@type»: «вещь», «name»: «отклонение», «sameAs»: [«http://en.wikipedia.org/wiki/Deflection_(engineering)»,
«https://www.google.com/search?q=deflection&kgmid=/m/043qnk4»]},
{«@type»: «вещь», «name»: «металл», «sameAs»: [«http://en. wikipedia.org/wiki/Metal»,
wikipedia.org/wiki/Metal»,
«https://www.google.com/search?q=metal&kgmid=/m/04t7l»]},
{«@type»: «вещь», «имя»: «напряжение сдвига», «sameAs»: [«http://en.wikipedia.org/wiki/Shear_stress»,
«https://www.google.com/search?q=shear+stress&kgmid=/m/028h3f»]},
{«@type»: «вещь», «имя»: «уравнение», «то же самое»: [«http://en.wikipedia.org/wiki/Уравнение»,
«https://www.google.com/search?q=equation&kgmid=/m/02jnw»]},
{«@type»: «вещь», «имя»: «сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Сварка»,
«https://www.google.com/search?q=welding&kgmid=/m/0c71s»]},
{«@type»: «вещь», «имя»: «сдвиг», «то же самое»: [«http://en.wikipedia.org/wiki/Shear_stress»,
«https://www.google.com/search?q=shear&kgmid=/m/028h3f»]},
{«@type»: «вещь», «name»: «энергия», «sameAs»: [«http://en.wikipedia.org/wiki/Energy»,
«https://www.google.com/search?q=energy&kgmid=/m/0gj9n26»]}],
«упоминания»:
[{«@type»: «вещь», «имя»: «газовая вольфрамовая дуговая сварка (gtaw)», «sameAs»: [«http://en .wikipedia.org/wiki/Gas_tungsten_arc_welding»,
«https://www. google.com/search?q=gas+tungsten+arc+welding+(gtaw)&kgmid=/m/052fbc»]},
google.com/search?q=gas+tungsten+arc+welding+(gtaw)&kgmid=/m/052fbc»]},
{«@type»: «вещь», «имя»: «катод», «sameAs»: [«http://en.wikipedia.org/wiki/Cathode»,
«https://www.google.com/search?q=cathode&kgmid=/m/01_vx»]},
{«@type»: «вещь», «имя»: «сгибание», «sameAs»: [«http://en.wikipedia.org/wiki/Сгибание»,
«https://www.google.com/search?q=bending&kgmid=/m/04mlwd»]},
{«@type»: «вещь», «имя»: «газовый металл», «sameAs»: [«http://en.wikipedia.org/wiki/Gas_metal_arc_welding»,
«https://www.google.com/search?q=gas+metal&kgmid=/m/054581»]},
{«@type»: «вещь», «имя»: «присадочный металл», «sameAs»: [«http://en.wikipedia.org/wiki/Filler_metal»,
«https://www.google.com/search?q=filler+metal&kgmid=/m/07xs80»]},
{«@type»: «thing», «name»: «дуговая сварка металлическим электродом (smaw)», «sameAs»: [«http://en.wikipedia.org/wiki/Shielded_metal_arc_welding»,
«https://www.google.com/search?q=shielded+metal+arc+welding+(smaw)&kgmid=/m/01jp5_»]},
{«@type»: «вещь», «имя»: «сварщики», «sameAs»: [«http://en.wikipedia. org/wiki/Сварка»,
org/wiki/Сварка»,
«https://www.google.com/search?q=welders&kgmid=/m/0c71s»]},
{«@type»: «вещь», «имя»: «электрический ток», «sameAs»: [«http://en.wikipedia.org/wiki/Electric_current»,
«https://www.google.com/search?q=electric+current&kgmid=/m/01vfy»]},
{«@type»: «вещь», «name»: «электронный луч», «sameAs»: [«http://en.wikipedia.org/wiki/Электронно-лучевая_сварка»,
«https://www.google.com/search?q=electron+beam&kgmid=/m/038xfq»]},
{«@type»: «вещь», «name»: «тип катода», «sameAs»: [«http://en.wikipedia.org/wiki/Hot_cathode»,
«https://www.google.com/search?q=type+of+cathode&kgmid=/m/08b2vt»]},
{«@type»: «thing», «name»: «anode», «sameAs»: [«http://en.wikipedia.org/wiki/Anode»,
«https://www.google.com/search?q=anode&kgmid=/m/0z2f»]},
{«@type»: «вещь», «имя»: «трубопровод», «sameAs»: [«http://en.wikipedia.org/wiki/Pipe_(fluid_conveyance)»,
«https://www.google.com/search?q=piping&kgmid=/m/09w9qp»]},
{«@type»: «thing», «name»: «экранированный металл», «sameAs»: [«http://en.wikipedia.org/wiki/Shielded_metal_arc_welding»,
«https://www. google.com/search?q=shielded+metal&kgmid=/m/01jp5_»]},
google.com/search?q=shielded+metal&kgmid=/m/01jp5_»]},
{«@type»: «вещь», «имя»: «сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Сварка»,
«https://www.google.com/search?q=weldment&kgmid=/m/0c71s»]},
{«@type»: «thing», «name»: «электронно-лучевая сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Электронно-лучевая_сварка»,
«https://www.google.com/search?q=electron+beam+welding&kgmid=/m/038xfq»]},
{«@type»: «вещь», «name»: «токи», «sameAs»: [«http://en.wikipedia.org/wiki/Electric_current»,
«https://www.google.com/search?q=currents&kgmid=/m/01vfy»]},
{«@type»: «вещь», «имя»: «электроны», «sameAs»: [«http://en.wikipedia.org/wiki/Электрон»,
«https://www.google.com/search?q=electrons&kgmid=/m/02l7x»]},
{«@type»: «thing», «name»: «электронная пушка», «sameAs»: [«http://en.wikipedia.org/wiki/Electron_gun»,
«https://www.google.com/search?q=electron+gun&kgmid=/m/02khzr»]},
{«@type»: «вещь», «имя»: «сварка», «sameAs»: [«http://en.wikipedia.org/wiki/Сварка»,
«https://www.google.com/search?q=weld&kgmid=/m/0c71s»]},
{«@type»: «вещь», «имя»: «сварка», «sameAs»: [«http://en. wikipedia.org/wiki/Сварка»,
wikipedia.org/wiki/Сварка»,
«https://www.google.com/search?q=welding&kgmid=/m/0c71s»]},
{«@type»: «вещь», «name»: «пайка», «sameAs»: [«http://en.wikipedia.org/wiki/пайка»,
«https://www.google.com/search?q=brazing&kgmid=/m/01x00v»]}]
}
Хехт Групп | 3 способа ремонта поврежденной двутавровой балки
При повреждении несущей двутавровой балки на складе важно отремонтировать ее как можно скорее, чтобы избежать потенциальных угроз безопасности. В зависимости от степени повреждения существует несколько различных способов ремонта поврежденной двутавровой балки. Если двутавровая балка повреждена незначительно, можно просто приварить или прикрутить новый кусок металла, чтобы укрепить поврежденный участок. Однако, если повреждение более серьезное, может потребоваться замена всей двутавровой балки. Чтобы заменить двутавровую балку, сначала необходимо удалить поврежденную балку. Это можно сделать, вырезав его горелкой или пилой. После удаления поврежденной балки новую балку можно установить на место и закрепить болтами или сваркой. Независимо от того, какой метод используется для ремонта поврежденной двутавровой балки, важно убедиться, что ремонт выполнен правильно и что двутавровая балка полностью функциональна, прежде чем снова использовать ее.
Независимо от того, какой метод используется для ремонта поврежденной двутавровой балки, важно убедиться, что ремонт выполнен правильно и что двутавровая балка полностью функциональна, прежде чем снова использовать ее.
Как починить прогнившую балку?
Изображение – https://ginkgosociety.org
Первым шагом в ремонте гнилой деревянной конструкции является удаление гнилой древесины с оригинальной доски или сяма. Затем вы можете заполнить зазор полиэфирным наполнителем или кусочком дерева, используя пластиковый шпатель. Этот материал заполняет любые щели и лечит их, укрепляя и защищая их.
Древесная гниль является основной причиной гибели кирпичных и каменных стен, в которые входят балки или балки. Влажная стена может возникнуть в результате конденсата или влаги, проходящей под полом или через подвал. Вода лилась через потолочную плитку на чердаке Whitby Cottage из-за протекающей крыши, которая позволяла ей проходить прямо к стене. Техническое обслуживание балок и пиломатериалов – Ремонт стыковых соединений смолы . Гнилой конец балки/балки удаляется. Балка снабжена вертикальным пазом. Затем в паз ввинчивается новый конец балки, который затем заполняется смолой.
Гнилой конец балки/балки удаляется. Балка снабжена вертикальным пазом. Затем в паз ввинчивается новый конец балки, который затем заполняется смолой.
Стык в деревянном шарфе ремонтируется. Эта ремонтная техника серьезно рассматривалась, и она чуть не провалилась. Это традиционный метод ремонта балки, он недорогой и может быть выполнен в соответствии с исходными спецификациями. Лаги, в отличие от дуба, намного мягче, что может не выдержать нагрузки от гайки и болта.
Можете ли вы починить гнилые балки?
Если на палубной балке мало гнили, самый простой способ восстановить ее — использовать для нее новую обработанную древесину. Если сгнил только верхний 1 дюйм балки настила, вы можете отремонтировать прогнивший настил, прикрутив обработанную полосу 2 × 4 к существующим балкам пола.
Можно ли починить гнилое дерево?
Если вы вовремя поймаете гнилую древесину, эпоксидная смола может успешно ее восстановить. Если вы ремонтируете гнилую древесину, вы можете окрасить или покрасить ее, чтобы она выглядела как новая.
Ремонт двутавровой балки
Изображение – https://treehouseinternetgroup.com
Двутавровая балка представляет собой разновидность стальной балки , которая характеризуется двутавровым поперечным сечением. Двутавровые балки обычно используются в строительстве и машиностроении и доступны в различных размерах. Если двутавровая балка повреждена, важно быстро отремонтировать ее, так как это может представлять угрозу безопасности. Ремонт двутавровой балки обычно включает в себя сварку или привинчивание нового куска стали к поврежденной двутавровой балке.
Компания Goodwater Boat Works предоставляет услуги двутавровой балки производителям лодок. Чтобы почувствовать, как весело выпекать фабрики, зайдите на http://www.raftrepair.com/gallery.html. Вам понадобится климат-контроль с большим ровным полом, если вы хотите жить в этом доме. Дело в том, что 3 из 3 балок дуют на , а если исправить 3, то остальные будут дуть еще больше. Вам понадобится толулен, который вы должны прочитать на обратной стороне почти всех очистителей тормозных деталей, чтобы получить его. Вшитые перегородки будут меньше по размеру, чем обычные. Это хорошее решение для проблемы весом в 1500 фунтов, но стоит всего 200 долларов. Если вы собираетесь AIRE, не забудьте сделать несколько небольших отверстий на дне, чтобы помочь полу отводить воду. Они просто перечислены на своем веб-сайте как часть своей линейки продуктов, потому что они не продаются отдельно.
Вам понадобится толулен, который вы должны прочитать на обратной стороне почти всех очистителей тормозных деталей, чтобы получить его. Вшитые перегородки будут меньше по размеру, чем обычные. Это хорошее решение для проблемы весом в 1500 фунтов, но стоит всего 200 долларов. Если вы собираетесь AIRE, не забудьте сделать несколько небольших отверстий на дне, чтобы помочь полу отводить воду. Они просто перечислены на своем веб-сайте как часть своей линейки продуктов, потому что они не продаются отдельно.
В любом случае расчетные нагрузки превышают пределы балок при изгибе, кручении и сдвиге, что приводит к разрушению балки. Когда балка достигает соответствующей факторизованной нагрузки, она меняет свою структурную структуру в зависимости от нагрузки, которая может на нее воздействовать, и от того, как она нагружена. Большинство отказов балки вызваны различными факторами, включая изгиб, кручение и сдвиг. Балка выходит из строя в конце срока службы из-за осевой нагрузки, превышающей ее предел упругости. В этом режиме отказа балка начнет деформироваться по всей длине, что приведет к потере прочности и разрушению колонны. Когда балка подвергается вращательному напряжению, превышающему ее предел упругости, она разрушается при кручении. Во время этого режима разрушения балка начнет скручиваться, и ее длина потеряет прочность, что приведет к разрушению колонны. Разрушение при сдвиге происходит, когда балка подвергается расширенной поперечной нагрузке, превышающей ее предел упругости. Во время этого режима отказа балка начнет изгибаться по всей своей длине, что приведет к ослаблению колонны и разрушению балки.
В этом режиме отказа балка начнет деформироваться по всей длине, что приведет к потере прочности и разрушению колонны. Когда балка подвергается вращательному напряжению, превышающему ее предел упругости, она разрушается при кручении. Во время этого режима разрушения балка начнет скручиваться, и ее длина потеряет прочность, что приведет к разрушению колонны. Разрушение при сдвиге происходит, когда балка подвергается расширенной поперечной нагрузке, превышающей ее предел упругости. Во время этого режима отказа балка начнет изгибаться по всей своей длине, что приведет к ослаблению колонны и разрушению балки.
Фиксация стального фундамента
Когда дело доходит до стального фундамента, следует помнить о нескольких вещах. Мы рассмотрим все это через мгновение. Если ваша фундаментная стена серьезно повреждена, вам может потребоваться перестроить весь фундамент.
Для стабилизации стены и предотвращения дальнейших проблем с фундаментом используйте двутавровую балку, опирающуюся на стальную вертикальную балку.
Используйте эпоксидную смолу для укрепления стены.
Ремонт несущих балок
Несущие балки 9Ремонт 0010 — это процесс ремонта поврежденной или ослабленной балки в конструкции. Обычно это включает усиление балки дополнительными материалами, такими как сталь или бетон, для восстановления ее прочности и устойчивости. В некоторых случаях может потребоваться замена всей балки. Этот вид ремонта обычно проводится квалифицированным подрядчиком с опытом работы в этом виде работ.
Наши эпоксидные смолы и соединительные стержни можно использовать для ремонта деревянных балок и восстановления полной прочности конструкции. Если ваши балки сгнили, мы можем сделать новые концы и средние секции в виде комплектов для сращивания древесины и смолы, или вы можете сделать ремонт самостоятельно. Каковы наилучшие способы ремонта трещин и какие материалы вы используете? Трещины рекомендуется вырезать пилой, фрезером, шлифовальной машиной или лобзиком. Нанесите жидкую эпоксидную грунтовку на ремонтный раствор и закрепите ее пластичной эпоксидной замазкой. Прежде чем продолжить, всегда полезно проконсультироваться с инженер-строитель и страховщики здания. Формовочная эпоксидная шпатлевка выпускается в формах объемом 500 мл и 1 литр, а также в форме 2 горшков и 2 жидких формах.
Прежде чем продолжить, всегда полезно проконсультироваться с инженер-строитель и страховщики здания. Формовочная эпоксидная шпатлевка выпускается в формах объемом 500 мл и 1 литр, а также в форме 2 горшков и 2 жидких формах.
Для отвердевания формовочной смолы для литья под давлением в версии с медленным отверждением требуется 2,5 часа. Полиуретановую жидкость можно вводить в полости с помощью стерильного шприца. Этот метод предполагает использование только медленного набора тиксотропной эпоксидной смолы (без усадки) или эпоксидной грунтовки без иголок. Методы введения картриджа варьируются от 2 мм до 4 мм с иглой 2 мм или от 5 мм до 400 мл с иглой 5 мм. Тиксотропную эпоксидную смолу Slow Set следует использовать, если картридж не оседает. Прежде чем продолжить, всегда консультируйтесь с инженером-строителем и страховщиками здания. Как выполнять косметический ремонт с помощью инъекций – подбирая цвет или текстуру вашей кожи.
Ремонт с использованием оригинальных материалов дает цвет и текстуру, которые могут быть достигнуты ремонтником. Этот комплект идеально подходит для заливки отверстий и пустот в древесине и бетоне. Этот материал можно использовать для усиления композитных ремонтных конструкций из стекла, стали, углерода и эпоксидной смолы. Также используются крепления подушек подшипников и ремонт деревянного основания и опорного основания. высокопрочные стержни из нержавеющей стали или оцинкованные можно использовать для крепления или удаления резьбы на M8, M10, M12, M16, M20 и M25. Эпоксидные стержни из стекла были оценены в долгосрочной перспективе в Соединенном Королевстве и Европе в рамках проекта, в результате чего был разработан EUROCODE 5, руководство по проектированию и спецификациям для использования смол в строительстве зданий.
Этот комплект идеально подходит для заливки отверстий и пустот в древесине и бетоне. Этот материал можно использовать для усиления композитных ремонтных конструкций из стекла, стали, углерода и эпоксидной смолы. Также используются крепления подушек подшипников и ремонт деревянного основания и опорного основания. высокопрочные стержни из нержавеющей стали или оцинкованные можно использовать для крепления или удаления резьбы на M8, M10, M12, M16, M20 и M25. Эпоксидные стержни из стекла были оценены в долгосрочной перспективе в Соединенном Королевстве и Европе в рамках проекта, в результате чего был разработан EUROCODE 5, руководство по проектированию и спецификациям для использования смол в строительстве зданий.
Основы армирования балки
Чтобы быть эффективным, любое армирование должно быть спроектировано таким образом, чтобы выдерживать как сдвигающие, так и растягивающие усилия. Стальная арматура сломается, если ее арматура слишком слабая, что приведет к разрушению балки.
