Как своими руками сделать контактную сварку своими руками: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Контактная сварка своими руками
У многих домашних мастеров возникают проблемы с проведением сварочных работ. Основной причиной является отсутствие практических навыков работы со сваркой, а также отсутствие сварочного аппарата. Наилучшим выходом из положения может стать контактная сварка своими руками, которую вполне возможно изготовить и освоить самостоятельно, без каких-либо особых теоретических знаний и навыков. С помощью контактной сварки можно соединять между собой стальные трубы, медные и алюминиевые провода, а также другие элементы и конструкции.
Самодельная точечная контактная сварка
Прежде чем приступать к непосредственному изготовлению аппарата, необходимо заранее уточнить, как можно самому сконструировать и собрать контактную сварку. Такая сварка может применяться не только в домашних условиях, но и в небольших мастерских.
Принцип действия устройства довольно простой. При использовании контактной сварки создаются сварные соединения деталей. Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соприкасающиеся элементы в точке касания нагреваются электрическим током, проходящим через них. Одновременно к зоне соединения прикладывается сжимающее усилие. Параметры контактной сварки зависят от теплопроводности материала, размеров деталей, мощности сварочного оборудования. Напряжение в силовой сварочной цепи должно быть низким – от 1 до 10 вольт, время сварки составляет от 0,01 до 3-4 секунд. Работы проводятся при высоком токе сварочного импульса – от 1000А и более. Зона расплавления металла должна быть очень маленькой, а сжимающее усилие в точке сварки достигать значения 10-100 кг.
Соблюдение установленных параметров и технических условий является залогом высокого качества сварных соединений. Наиболее простой конструкцией считается сварочный аппарат с переменным сварочным током, сила которого не регулируется. В основе управления соединением деталей лежит изменяющаяся продолжительность поступающего электрического импульса. Для этой цели можно использовать простейшее реле времени, или вообще обойтись без него, регулируя подачу обычным выключателем.
В целом изготовить самому контактную точечную сварку достаточно легко. Основной узел – трансформатор – можно взять от старой микроволновой печи, телевизора, инвертора и других устройств. У выбранного трансформатора обмотки перематываются под необходимое рабочее напряжение и выходной сварочный ток.
Все виды электрических соединений должны выполняться качественно и обеспечивать хороший контакт. Используемые провода должны иметь сечение, соответствующее протекающему по ним току. Особое внимание следует обратить на силовую часть, расположенную между электродами клещей и трансформатором. В случае плохого контакта в этих местах возможны большие потери энергии, а также возникновение неисправностей, вплоть до искрения.
Элементы самодельного устройства
Перед изготовлением аппарата контактной сварки в первую очередь следует побеспокоиться о преобразователе, мощности которого должно быть достаточно для того чтобы электрический импульс варил металл.
Всем этим требованиям вполне удовлетворяют трансформаторные устройства, имеющиеся в составе большинства моделей микроволновых печей. Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
Для их использования достаточно удалить встроенную вторичную обмотку и заменить её новой.
При разборке старого устройства следует действовать крайне осторожно, стараясь не повредить сердечник преобразователя. Все имеющиеся на нём дополнительные элементы (шунты, в частности) также необходимо будет снять.
Для того чтобы изготовить трансформатор для контактной сварки (точнее – его новую вторичную катушку) потребуется толстая медная шина в надёжной изоляции.
Её толщина должна составлять не менее одного сантиметра, так что для получения требуемого низковольтного напряжения (2 Вольта) достаточно будет намотать не более трёх витков.
Для самостоятельной сборки аппарата, рассчитанного на большую мощность, необходимо будет задействовать два таких трансформатора, включённых в цепь питания последовательно.
При их использовании следует исходить из возможностей действующей бытовой электросети и не допускать того, чтобы она работала со значительной перегрузкой.
На рисунке приводится схема включения такого комплексного трансформатора, состоящего из двух последовательно включённых катушек.
Для изготовления контактного блока можно будет воспользоваться самой простой конструкцией, предполагающей использование электродов для сварки стандартной формы.
В качестве электродов рекомендуется использовать подходящие по сечению и форме медные прутья. Их толщина выбирается из расчёта, чтобы она соответствовала мощности подводящих шин.
В отдельных случаях для этих целей могут применяться отслужившие свой срок жала старых паяльников мощностью более 100 ватт. С общим видом полученного из этих запчастей контактного блока можно ознакомиться на фото.
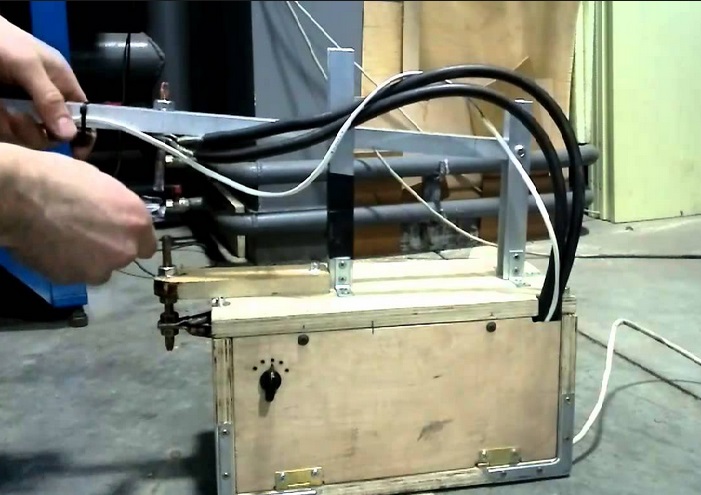
Аппарат контактной сварки своими руками
Большинство сварочных операций, выполняемых в домашних условиях, предполагают работу с листовым металлом, толщиной не более 1 мм. Диаметр прутков и проволоки не превышает 4 мм. Поэтому контактная сварка своими руками, схема которой будет рассмотрена ниже, должна быть рассчитана именно на эти параметры. Сварочные аппараты работают от сети переменного тока, напряжением 220 вольт, частотой 50 Гц. Выходное напряжение, образующееся на концах контактно-сварочного механизма, составляет 4-7 вольт. Максимальное значение импульсного сварочного тока – до 1500 ампер.
На принципиальной электрической схеме представлены основные части устройства. В состав аппарата входит силовая часть, цепь управления и автоматический выключатель (АВ1), с помощью которого включается питание и обеспечивается защита при аварийных ситуациях.
Все элементы схемы представлены на рисунке 1. Сюда же входит сварочный трансформатор Т2 включенный в цепь с бесконтактным тиристорным однофазным пускателем МТТ4К. С помощью этого пускателя первичная обмотка трансформатора подключается к питающей цепи.
Схема обмоток сварки с указанием количества витков отображается на рисунке 2. В первичной обмотке имеется шесть выводов, которые можно переключать и регулировать выходной сварочный ток во вторичной обмотке ступенчатым способом. Самый первый вывод всегда подключен к сети, а остальные пять применяются для регулировочных процессов. После выбора нужного режима, к сети подключается только один из них.
Пускатель МТТ4К изображен отдельно на рисунке 3. Данный модуль выполнен в виде тиристорного ключа. Когда его контакты № 4 и 5 замыкаются, происходит коммутация нагрузки через контакты № 1 и 3, включаемые в разрыв цепи первичной обмотки трансформатора Т2. Максимальная нагрузка пускателя, на которую он рассчитан, составляет 800 вольт, а сила тока – до 80 ампер.
В состав схемы управления входит блок питания, сама цепь управления и реле К1. Для блока питания может применяться любой трансформатор с мощностью не выше 20 ватт. Он работает от сети 220В и выдает на вторичной обмотке значение напряжения от 20 до 25В. Функцию выпрямителя выполняет диодный мост, например, КЦ402 или другой элемент с такими же параметрами. Для создания выпрямителя можно использовать и отдельные диоды.
Режимы работы
В процессе точечной контактной сварки производится соединение двух заготовок на участках их непосредственного прилегания. Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Этим приёмом, как правило, пользуются при необходимости сварки небольших по габаритам деталей из тонкого листового материала (толщиной не более 0,5 см).
Свариваемые поверхности могут соединяться различными способами, но на практике особо распространены следующие три режима оплавления:
- непрерывное оплавление в зоне контакта;
- прерывистое сваривание;
- точечная сварка с сопротивлением.
Каждый из методов следует рассмотреть подробнее. При этом надо понимать, что внешний вид самодельного аппарата зависит от деталей, которые мастер смог применить в процессе конструкции.
Непрерывный режим
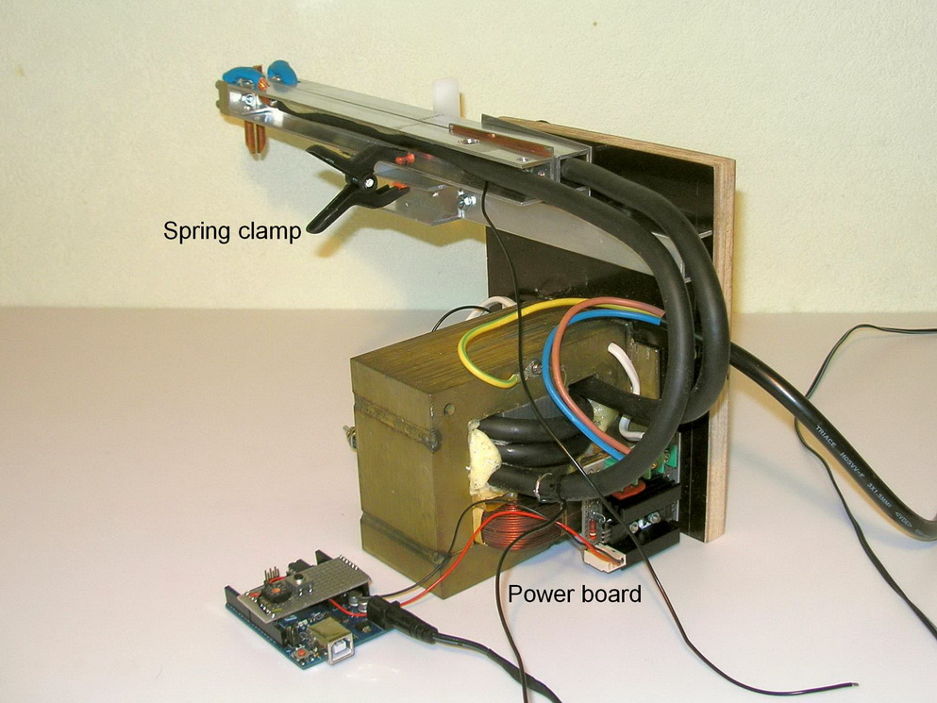
Для реализации режима непрерывного оплавления, помимо основного аппарат, могут применяться специальные клещи для сварки или подобные им образцы жёстких фиксирующих приспособлений.
В этом режиме после подачи тока в зону контакта, его края сразу же оплавляются, и одновременно с этим производится осадка расплавленного материала под внешним давлением. По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
По завершении процедуры импульсный ток выключают, а место сварки оставляют до момента полного остывания.
Этим режимом контактной сварки чаще всего пользуются при монтаже тонкостенных трубных изделий или других заготовок с подобной им структурой.
Основным достоинством данного метода считается высокая скорость выполнения сварочных операций. Единственный его недостаток – это то, что из контактной зоны может вытекать расплавленный металл, что нередко приводит к образованию угарного газа.
Прерывистое сваривание
Режим прерывистой сварки реализуется путём поочерёдного усиления и ослабления контактного прижима клещей в точке соединения заготовок. При каждом очередном замыкании внимательно следят за тем, чтобы температура в зоне контакта не превышала 900 °-950 °. Этим методом принято пользоваться при нехватке рабочей мощности сварного аппарата для осуществления непрерывного оплавления.
Обычно он востребован при работе с цветными металлами и различными видами промышленных сталей. Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
Однако из-за повышенных требований к соблюдению температурного режима его применение крайне ограничено.
С эффектом сопротивления
Особенностью стыковой сварки металлических заготовок с эффектом сопротивления является предварительное их сжатие, производимое непосредственно перед пропусканием импульсов сварочного тока.
Этим она коренным образом отличается от сваривания оплавлением, при котором до пропускания импульсного тока соединяемые части не имеют плотного контакта.
При этом начальная стадия сварки сопротивлением, а именно – установка листовых заготовок в электродных губках аппарата и их фиксация – полностью аналогична тем же процессам, происходящим при сварке оплавлением.
Ещё одной особенностью этого метода является то, что величина действующего на соединяемые детали давления на порядок выше того же показателя для уже рассмотренных режимов.
Ознакомление с вариантами самостоятельного изготовления аппаратов для точечной сварки позволяет убедиться в доступности этого метода. Его вполне возможно реализовать на практике собственными силами.
Его вполне возможно реализовать на практике собственными силами.
Устройство и работа цепи управления
В сварочном аппарате цепь управления служит своеобразным реле времени. При включении К1 на заданный временной промежуток, задается, таким образом, время, в течение которого электрический импульс будет воздействовать на свариваемые детали. В состав цепи управления входят электролитические конденсаторы С1-С6, с напряжением заряда не менее 50 вольт, переключатели П2К с независимой фиксацией, а также кнопки КН1 и два резистора R1 и R2.
Емкость конденсаторов составляет: для С1 и С2 – 47 мкФ, С3 и С4 – 100 мкФ, С5 и С6 – 470 мкФ. Контакты кнопки КН1 должны быть: один – нормально-замкнутый, другой – нормально-разомкнутый. Когда включается автоматический выключатель АВ1 начинается зарядка конденсаторов, подключенных через П2К к блоку питания и цепи управления. С помощью резистора R1 выполняется ограничение начального зарядного тока, в связи с чем срок эксплуатации емкостей существенно увеличивается.
Зарядный ток в этот момент протекает через нормально-замкнутый контакт кнопки КН1. После нажатия на эту кнопку, происходит размыкание нормально-замкнутой контактной группы, после чего цепь управления отключается от блока питания. Далее замыкается нормально-разомкнутая контактная группа, в результате чего заряженные емкости подключаются к реле К1. В этот момент происходит разрядка конденсаторов и под действием тока срабатывает подключенное реле.
Поскольку нормально-замкнутые контакты находятся в разомкнутом состоянии, реле не может быть запитано напрямую от блока питания. От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
От времени разряда конденсаторов зависит продолжительность замкнутого состояния контактов 4 и 5 в ключе МТТ4К и, соответственно, продолжительность сварочного импульса. После полной разрядки конденсаторов реле К1 отключается, и сварочный процесс прекращается. Для подготовки сварки к следующему циклу, кнопку КН1 нужно отпустить. Сама разрядка конденсаторов осуществляется через переменный резистор R2, с помощью которого более точно регулируется продолжительность сварочного импульса.
Возможные регулировки в процессе сварки
Чтобы шов получился ровным и красивым, необходимо чувствовать полуавтомат и уметь его правильно отрегулировать. Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Нужно выставить необходимые параметры по настроечным таблицам, которые прилагаются к технической документации на аппарат конкретного типа. Варить при низком рабочем токе нельзя: это скажется на качестве шва, а в некоторых случаях даже соединить части между собой не удастся. Соблюдается такой принцип: чем толще металл, тем выше сила рабочего тока или напряжения (зависит от принципа действия полуавтомата).
Более подробно о регулировке на видео:
Как самостоятельно научиться ручной дуговой электросварке ММА – что потребуется для работы
Наш совет новичкам: начинайте обучение с этой технологии. Она менее затратна, не требует особенного обращения, а инструкция по безопасности проста. Для процесса нужны:
- Сварочный аппарат. Можно использовать распространенные, простые и недорогие трансформаторы, выпрямители для постоянного тока или современные инверторы, которые не дают скачков напряжения, а поэтому предлагают ровный шов.
- Провода. При выборе обращайте внимание на качественную изоляцию из резины, на вилки, которые предназначены для вашей модели прибора, и на сечения проводов – от 16 до 35 квадратных миллиметров.

- Держатели для электродов. Их можно сделать и своими руками, но это не рекомендуется из-за малой надежности. Оптимальными считаются «прищепки», которые крепко захватывают инструмент. Материал изготовления – латунь или медь. Электрододержатель будет постоянно находиться в руках у сварщика, поэтому требуется его примерить по размеру ладони и по тяжести.
- Зажим для массы. Также должен быть крепким и надежным.
Видео: как выбрать сварочный инвертор
Изготовление трансформатора
Контактная сварка, основным конструктивным элементом которой является трансформатор, выполняется своими руками. Можно извлечь трансформаторное оборудование из любого устройства, главное, учесть расчет трансформатора, чтобы сила тока была не менее 2,5 А. Старую обмотку следует удалить, и установить кольца на магнитопровод из тонкого электропроводного картона. Этот провод обматывается лакотканью более чем в 3 слоя.
Для изготовления первичной обмотки следует использовать провода, изолированные тканью для лучшей пропитки, диаметром 1,5мм. Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Для вторички лучше применить многожильный провод 20 мм в диаметре в кремнийорганической изоляции. Рассчитать количество витков из расчета мощность аппарата. После наматывания перчвички наматывается хлопковая лента, затем на нее накладывается вторичка. Все пропитывается лаком.
Сварщик контактной сварки ручной машины должен знать все конструктивные элементы. Вакансии на эту специальность востребованы. Дуговая сварка тоже имеет в своем конструкторском решении трансформатор.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:
- полумесяцем;
- по круглой, треугольной спирали;
- зигзагами.
В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
общие сведения и технология, изготовление сварочного аппарата своими руками
Нередко встречаются ситуации, в которых необходимо соединить металлические изделия или отремонтировать различные конструкции. Чтобы справиться с этим, нужно знать, как сделать точечную сварку своими руками. Аппарат для её проведения можно собрать самостоятельно в домашних условиях. Это значительно упростит весь процесс и убережёт от больших финансовых затрат.
- Общие сведения
- Основные преимущества
- Краткая технология
- Подготовительные мероприятия
- Выбор электродов
- Материалы и инструменты
- Изготовление оборудования
- Источник питания
- Намотка трансформатора
- Сборка блоков контакта
- Техника безопасности
Общие сведения
Самодельная точечная сварка — это довольно трудное мероприятие, которое требует наличия специального оборудования и навыков подобной работы. Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Однако при правильном подходе можно значительно упростить процесс и выполнить работу в кратчайшие сроки.
Основные преимущества
Такой способ соединения металлических деталей имеет большое количество преимуществ. Все они делают точечную сварку одной из самых часто используемых. Среди положительных моментов стоит выделить следующие:
- прочность шва;
- дешевизна процесса;
- уменьшение затрат времени;
- простота оборудования;
- возможность выполнения в условиях домашней мастерской;
- автоматизация на предприятиях.
Среди большого количества преимуществ, есть и один недостаток. Специалисты считают такой вид соединения негерметичным.
Краткая технология
Сварка любых изделий происходит по одному и тому же принципу. При этом важно внимательно проводить все операции и не упустить даже самый незначительный нюанс. Только в этом случае можно добиться идеального шва и его прочности.
Вся технология состоит из нескольких этапов:
- Соединяемые детали совмещаются в нужном положении и надёжно фиксируются.
- Затем они помещаются между электродами сварочного аппарата и плотно сжимаются.
- После этого обрабатываемые детали нагреваются. Это нужно делать до тех пор, пока материал не станет пластичным и легко деформируемым.
- Устройство передаёт кратковременный импульс, благодаря которому металл плавится в местах контакта с электродами.
- Как только действие тока прекращается, расплавленный материал застывает и надёжно скрепляет детали между собой.
Подготовительные мероприятия
Основой успешного проведения любого вида работ считается правильно проведённая подготовка. Она позволяет взять всё необходимое для осуществления бесперебойного процесса. Для успеха проведения контактной сварки из сварочного аппарата своими руками необходимо правильно выбрать электроды и все необходимые инструменты.
Выбор электродов
Главный атрибут контактной сварки — электрод. С его помощью выполняется весь процесс, поэтому очень важно купить оптимальный вариант для проведения определённой работы.
Электрод выполняет функцию подводки тока к свариваемым деталям и сжатия металла. Как правило, он изготавливается из сплавов, обладающих высокой теплопроводностью. Наибольшему воздействию подвергается наконечник. Он разогревается до огромных температур и очень быстро изнашивается. Из-за этого во время работы необходимо постоянно его подтачивать. Наиболее часто используемая форма наконечника — конус.
Как правило, электроды стоят довольно дорого, поэтому очень важно максимально продлить срок их службы. Для этого нужно соблюдать такие условия:
- Для сварки изделий из того или иного материала необходимо подбирать оптимальные для него виды электродов.
- Не использовать тонкие наконечники для тяжёлой сварки.

- Пользоваться водяной рубашкой.
- Соблюдать условия хранения электродов и избегать их механических повреждений.
Специалисты не рекомендуют подпиливать их, так как это может привести к трещинам и неровностям. Из-за таких дефектов процесс сварки усложнится, а полученный шов будет некачественным.
Материалы и инструменты
Для проведения контактной сварки своими руками нужно изготовить соответствующий агрегат. Делается он при помощи определённого набора инструментов и минимального количества доступных каждому материалов. В процессе работы над устройством понадобится:
- электрическая дрель;
- болгарка;
- фрезер;
- ножовка по металлу;
- напильник;
- паяльник;
- молоток;
- зубило;
- острый нож;
- отвёртка;
- ножницы по металлу;
- металлическая линейка;
- штангенциркуль;
- гаечные ключи.
Изготовление оборудования
После того как выполнены все подготовительные мероприятия, можно приступать к работе над устройством. Его сборка выполняется в несколько этапов и может занять значительный промежуток времени.
Источник питания
Аппарат для точечной сварки делается на основе источника импульса, использующего принцип разряда конденсатора. Благодаря ему можно соединять детали толщиной до 0,5 миллиметров.
Особенности работы такого источника питания:
- Нужная сила тока создаётся на выходе вторичной обмотки трансформатора.
- Управление разрядом осуществляется за счёт тиристоров.
- Необходимый заряд накапливается на обкладках конденсаторов. При этом вспомогательная цепь трансформатора должна быть отключена.
- В качестве выпрямителей сигнала используются диоды.
В случае необходимости можно воспользоваться схемой применяемого устройства. С её помощью новичкам будет проще добиться желаемого результата.

Разряд конденсаторов осуществляется так:
- Во время размыкания главной цепи происходит зарядка установленных конденсаторов.
- После включения сварочного аппарата они разряжаются на обмотку. Сила разряда меняется при помощи тиристоров.
- Весь цикл повторяется при выключении устройства.
При сварке более крупных заготовок (толщиной до 4 миллиметров) необходимо в несколько раз усилить мощность разряда.
Намотка трансформатора
Одна из главных составляющих аппарата для точечной сварки — выходной трансформатор. С его помощью на электрод подаётся нужная сила тока. Такой прибор можно делать своими руками и использовать его в общей конструкции. Для этого нужно выполнить несколько простых действий:
- Из поломанного трансформатора изымается сердечник. Необходимо выбирать тот, который будет состоять из стальных пластинок с поперечным сечением не менее 60 квадратных сантиметров.
- На одну из его стоек наматывается первичная обмотка.
 Для этих целей лучше всего применять медные провода диаметром не более 3 мм.
Для этих целей лучше всего применять медные провода диаметром не более 3 мм. - Поверх обмотки кладётся специальная бумага для трансформаторов. Она выполняет функцию электроизоляции и помогает уберечь устройство от преждевременного выхода из строя.
- Края провода фиксируются на контактной колодке, которая располагается в верхушке сердечника.
- На другую стойку наматывается вторичная обмотка. Делается она в виде двух витков шины, которая собирается из медных проводов.
- Для дополнительной безопасности она обматывается любым видом изоляции.
- Сверху также кладётся трансформаторная бумага, а концы провода выводятся на колодку.
Если всё правильно сделать, то получится трансформатор мощностью 3 тысячи ватт.
Сборка блоков контакта
Для изготовления аппарата точечной сварки чаще всего используется блок контактов пистолетной формы. Процесс его сборки довольно трудоёмкий и может занять немало времени.
Пошаговая инструкция:
- Первым делом берутся 2 пластины из текстолита или гетинакса. Их толщина должна варьироваться в пределах 8−10 миллиметров.
- Из них выпиливаются две заготовки, которые по форме напоминают пистолет. Их длина не должна превышать 25 сантиметров.
- В передней части деталей выполняются полукруглые проточки для установки электродов. Их радиус должен быть примерно 6 мм, а длина — 6 см.
- Отступив от крайнего среза треть метра, вытачивают паз прямоугольной формы для установки гайки, которая будет крепить электрод.
- В месте изгиба исходной заготовки просверливаются необходимые отверстия для крепления пускового выключателя.
- По всей поверхности двух частей пистолета проделываются отверстия для их соединения друг с другом.
- Затем выполняются проточки, которые обеспечат беспрепятственный подвод кабеля.
- Из медного прутка диаметром 8 миллиметров делается электрод длиной не менее 60 мм.
- На одном из краёв нарезается резьба под используемую в устройстве гайку.
- Верхушка электрода затачивается в виде конуса с закруглённым концом.
- На следующем этапе работы выполняется сборка всех деталей. Для этого на электрод накручивается гайка.
- Затем к торцу припаивается провод, соединяющийся с пусковым механизмом.
- После этого вставляется и подключается выключатель.
- Обе половинки пистолета прочно скрепляются между собой.
Техника безопасности
Любой процесс сварки, даже в случае микросварки своими руками, должен выполняться с соблюдением мер безопасности. Это позволит не только сохранить здоровье, но и предотвратить множество негативных последствий. Кроме этого, сварщик должен использовать специальные средства защиты, которые уберегут его от воздействия раскалённого металла и электрического тока.
Среди основных требования безопасности стоит выделить следующие:
- Заземление всех потенциально опасных частей оборудования.
 Такая мера поможет избежать поражения током.
Такая мера поможет избежать поражения током. - Перед началом работы необходимо проверять исправность устройства.
- Надевать защитные средства, которые помогут избежать удара током.
- Все элементы управления не должны быть под высоким напряжением.
- В устройстве должны быть использованы провода с большим сечением.
- Использовать рукавицы, которые уберегут руки от случайно отлетевших брызг металла, а также специальный головной щиток. Последний убережёт глаза сварщика от негативного воздействия яркой вспышки.
- Применять защитные средства для органов дыхания или выполнять работу в хорошо вентилируемом помещении. Это нужно для того, чтобы выделяющиеся во время работы вредные пары не попадали в лёгкие.
- Все кнопки аварийного отключения должны находиться в рабочем состоянии. При этом доступ к ним нельзя загораживать какими-либо предметами.
- Место проведения работы желательно отгородить щитками, чтобы избежать различных негативных последствий, возникающих в случае непредвиденной ситуации.

- Необходимо максимально снизить вероятность получения травмы от движущихся частей аппарата.
Точечная сварка — это довольно трудоёмкое мероприятие, которое требует не только специальных устройств, но и определённых навыков в работе. При этом весь процесс можно производить в домашних условиях и получать требуемый результат с минимальными затратами. При правильном подходе к делу и соблюдении техники безопасности можно увеличить вероятность положительного исхода дела и снизить риск получения каких-либо травм.
Точечная сварка | Сварка сопротивлением
- Защищает от
ТРАВМЫ В ТОЧЕЧНЫХ СРЕДСТВАХ
с полностью
ПАССИВНАЯ система - Устанавливается на любой тип
точечной сварки - ЭКОНОМИТ ДЕНЬГИ
улучшение КАЧЕСТВА сварки
- Загружаемая печатная версия этого документа в формате PDF
нажмите здесь - Видео Unitrol Soft Touch
- Флаер Soft Touch
- Обзор Soft Touch
- Soft Touch Артикул
- Исследование соответствия точечной сварке OSHA
- Перепечатка статьи из журнала Welding Journal
- Таблица выбора мягкого касания
Unitrol Soft Touch
НОВАЯ ФУНКЦИЯ ДЛЯ UNITROL SOLUTION
UNITROL сообщает о новой функции безопасности, которая теперь доступна на всех устройствах управления контактной сваркой Unitrol.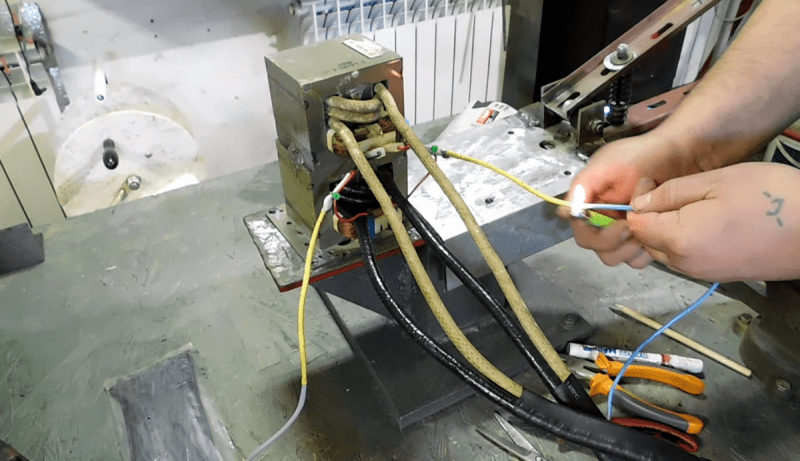 Эта запатентованная функция удерживает усилие электрода на очень низком уровне до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления SOLUTION также могут быть обновлены для этой функции SOFT TOUCH. Система SOFT TOUCH не может быть установлена на сварочном автомате какой-либо другой марки.
Эта запатентованная функция удерживает усилие электрода на очень низком уровне до тех пор, пока не станет безопасным приложение полного сварочного усилия. Существующие элементы управления SOLUTION также могут быть обновлены для этой функции SOFT TOUCH. Система SOFT TOUCH не может быть установлена на сварочном автомате какой-либо другой марки.
КАК ЭТО РАБОТАЕТ: После инициации электроды начинают замыкаться при МАЛОЙ СИЛЕ. Система Unitrol TOUCH SENSOR определяет, когда электроды замыкаются на свариваемом металле или рядом с ним. Если препятствие обнаружено до закрытия, электроды вернутся в полностью открытое положение. При изменении силы сварки или расстояния между электродами регулировка SOFT TOUCH не требуется.
Система настраивается в полевых условиях с блокируемыми настройками (для соответствия требованиям OSHA), так что усилие между электродами на начальном участке хода остается достаточно низким, чтобы избежать серьезных травм пальцев оператора. Для прессовщиков это даже уменьшит усилие между электродами до значения, значительно меньшего, чем собственный вес домкрата.
Для прессовщиков это даже уменьшит усилие между электродами до значения, значительно меньшего, чем собственный вес домкрата.
СИСТЕМЫ БЕЗОПАСНОСТИ:
Если переключатель датчика уже замкнут при запуске сварочного аппарата, электрод даже не начнет двигаться, а на дисплее будет показано, какой вход датчика в это время закрыт.
Если провода датчика от системы SOFT TOUCH отсоединились или имеют плохой контакт, электроды закроются с небольшим усилием, а затем вернутся после короткой задаваемой пользователем задержки (1-999 циклов).
НЕОБХОДИМОЕ АППАРАТНОЕ ОБЕСПЕЧЕНИЕ: Чтобы эта система работала, вам необходимо добавить 5-ходовой электромагнитный клапан с внешним управлением, челночный клапан и прецизионный регулятор давления к существующей 4-ходовой системе с внешним управлением (или прямой действующий) электромагнитный клапан. Unitrol предлагает три комплекта для простой установки:
ГРУЗОВЫЕ МАЧТЫ: Этот комплект #9181-34W используется на:
- ПРЕСС-СВАРОЧНЫХ МАШИНАХ , которые имеют собственный вес (с отключенным воздухом от сварочного аппарата) более 50 фунтов.
 Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
ЛЕГКИЙ ВЕС: Этот комплект #9181-34Y используется на:
- ПРЕСС-СВАРОЧНЫХ МАШИНАХ , которые имеют собственный вес (с отключенным воздухом от сварочного аппарата) менее 50 фунтов или не падают. это собственный вес.
- СВАРОЧНЫЕ МАШИНЫ ДЛЯ КОРОМЫШЕНИЙ. Комплект поставляется с заводской прокладкой для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.
ЛЕГКИЕ ПРЕССОВЫЕ ПЛАТЫ: Этот комплект #9181-34H используется на:
- ПРЕСС-СВАРОЧНЫХ МАШИНАХ , которые имеют собственный вес (с отключенным воздухом от сварочного аппарата) менее 50 фунтов и плавно падают на сила тяжести. Комплект поставляется на заводе для быстрой установки и включает в себя все необходимые компоненты и соединительные трубки.

РЕЗЕРВНЫЙ ДАТЧИК: Вы также можете добавить свой собственный бесконтактный датчик или систему LVD, настроенную на замыкание переключателя, когда расстояние между электродами составляет менее ¼ дюйма. РЕШЕНИЕ не включит клапан высокого давления до тех пор, пока металл не будет обнаружен, а бесконтактный переключатель не будет закрыт. Это часто полезно для приложений, где свариваемые детали не являются плоскими до процесса сварки.
ОБЕСПЕЧЕНИЕ БЕЗОПАСНОСТИ ОПЕРАТОРОВ МАШИНЫ ТОЧЕЧНОЙ СВАРКИ
Роджер Хирш, президент компании Unitrol Electronics Inc.
До недавнего времени я никогда не думал, что безопасность при точечной сварке имеет такое большое значение. Вот история:
Мы получили звонок в панике от компании, у которой было большое количество наших средств управления контактной сваркой Unitrol SOLUTION. После двух несчастных случаев в их отделе контактной сварки в течение двух месяцев OSHA пригрозило закрыть их отдел сварки, если не удастся найти приемлемый способ защиты электродов сварщика.
ПРОБЛЕМА: Из-за точечной сварки деталей сварщикам приходилось держать детали так, чтобы их пальцы находились близко к электродам. Крепления пробовали менять так, чтобы был достигнут запас прочности, но это только тормозило производство, а для большинства свариваемых деталей даже было невозможно.
Он объяснил, что должна быть установлена система безопасности, не зависящая от каких-либо настроек или регулировок оператора. А при замене электродов или регулировке держателей для изменения расстояния между электродами система безопасности должна была продолжать работать без необходимости регулировки
ПЕРВАЯ ИДЕЯ: Первой попыткой найти решение было использование световой завесы для защиты области между электродами. Однако от этой идеи быстро отказались, когда поняли, что оператор должен удерживать и перемещать детали рядом с электродом и находиться в зоне световой завесы. Кроме того, при смене работы и регулировке электродов требовалась очень тонкая настройка системы световой завесы.
ВТОРАЯ ИДЕЯ: Затем они решили установить систему кольцевой защиты. В этом типе защиты проволочная петля на конце стержня устанавливается вокруг верхнего сварочного электрода. Петля направляется вниз в начале каждого сварного шва до того, как электрод начнет двигаться. Электрод не закроется, если петля остановится, не дойдя до заданного расстояния (как это произошло бы, если бы петля коснулась пальца).
Системы кольцевой защиты были установлены на шести сварочных аппаратах, а затем продемонстрированы защитнику OSHA . Он сказал, что это приложение для защиты ринга не пройдет проверку OSHA . Проблема заключалась в том, что оператор мог легко победить ринггарда. Также он указал, что реальная безопасность защитного кольца полностью зависит от механической регулировки проволочного кольца наладчиком. Другими словами, единственное время, когда это было безопасно, было тогда, когда кольцо было установлено на нужной высоте, и оператор не сгибал и не поворачивал его не на своем месте.
Адвокат OSHA сказал им, что они должны найти ПОЛНОСТЬЮ ПАССИВНУЮ СИСТЕМУ .
Он объяснил, что необходимо установить систему безопасности, не зависящую от каких-либо настроек или регулировок оператора. А при замене электродов или регулировке держателей для изменения положения электродов система безопасности должна была продолжать работать без необходимости регулировки.
РЕШЕНИЕ: Компания Unitrol приняла вызов и разработала SOFT TOUCH , полностью пассивная запатентованная система, которая обеспечивает очень низкое усилие электрода, когда область между электродами небезопасна, и прикладывает полное усилие электрода только тогда, когда это безопасно. Эта новая разработка была сделана с использованием электронных датчиков, а не механических переключателей или движущихся частей.
ПРИНЦИП РАБОТЫ SOFT TOUCH: SOFT TOUCH — это полностью пассивная отказоустойчивая система, которая управляется системой управления сваркой Unitrol SOLUTION . Потому что SOFT TOUCH является частью системы управления, а не просто дополнительной системой, она полностью интегрирована в процесс сварки. Это означает, что система работает «прямо из коробки» без необходимости соединять и программировать несколько компонентов.
Потому что SOFT TOUCH является частью системы управления, а не просто дополнительной системой, она полностью интегрирована в процесс сварки. Это означает, что система работает «прямо из коробки» без необходимости соединять и программировать несколько компонентов.
ПОСЛЕДОВАТЕЛЬНОСТЬ: При замыкании педального или ручного переключателя для начала сварки
- Сварочные электроды закрываются с небольшим усилием. Уникальные пневматические системы, разработанные Unitrol для этого процесса, могут уравновешивать вес цилиндра на больших прессах для сварки. Даже если собственный вес ползуна составляет сотни фунтов, усилие, создаваемое электродом, будет составлять 40 фунтов или меньше.
- Элемент управления SOLUTION проверяет, обнаруживается ли металл между электродами и в течение максимального времени. Это делается с помощью электронных сигналов внутри сварочного аппарата и не использует никаких внешних датчиков.
- Если за это время металл не обнаружен, электроды размыкаются и остаются в таком положении до тех пор, пока ножной или ручной переключатель не будет отпущен.
 В то же время дисплей SOLUTION показывает, что превышено ВРЕМЯ ОБНАРУЖЕНИЯ.
В то же время дисплей SOLUTION показывает, что превышено ВРЕМЯ ОБНАРУЖЕНИЯ. - Если металл обнаружен в течение этого времени, применяется полное сварочное усилие, и нормальная последовательность сварки завершается.
ДОПОЛНИТЕЛЬНАЯ СИСТЕМА: При желании к сварочному аппарату можно добавить концевой выключатель, который будет закрываться, когда расстояние между электродами меньше 1/4”. В этом случае система управления SOLUTION должна видеть и наличие металла между электродами, и замыкание концевого выключателя. Это полезно, когда поверхности сварки на деталях, таких как С-образные петли, не соприкасаются в начале последовательности сварки и используются электроды, чтобы соединить их вместе..
ПОЛНОСТЬЮ ПАССИВНЫЙ: Пользовательские настройки отсутствуют. Даже при изменении высоты электрода или регулировке давления сварки система SOFT TOUCH работает без каких-либо изменений настроек. По сути, оператору нечего настраивать. Все настройки заперты в шкафу.
По сути, оператору нечего настраивать. Все настройки заперты в шкафу.
РЕЗУЛЬТАТ: Компания установила SOFT TOUCH на один сварочный аппарат и прошла проверку со стороны OSHA. В итоге они установили 22 системы и вернулись к трехсменному производственному графику.
ДОБАВЛЕНИЕ SOFT TOUCH НА ВАШУ СВАРОЧНУЮ АППАРАТНУЮ МАШИНУ: Система SOFT TOUCH доступна только для установки на новые и существующие системы управления сваркой Unitrol SOLUTION. В комплект входит запираемый на замок корпус NEMA-12, в котором размещены компоненты для точной настройки давления, и специальные клапаны, которые должны быть добавлены к существующему электромагнитному клапану сварщика.
Ваш авторизованный дистрибьютор Unitrol может помочь вам выбрать систему управления SOLUTION с функцией SOFT TOUCH для любого аппарата точечной сварки, включая PRESS WELDERS, ROCKER ARM WELDERS и TRANSGUNS.
OSHA RESEARCH FOR SOFT TOUCH CONCEPT
Май 2004 г.
Компания Unitrol связалась с представителем OSHA и обсудила требования к точкам защемления.
ограждения для сварщиков сопротивлением. Работа системы SOFT TOUCH также была
обсуждалось. Представитель OSHA рекомендовал следующие правила для охвата
Требования к этому устройству:
1910.212(a) (общее машиностроение)
Защита машины
http://www.osha.gov/pls/oshaweb/owalink.query_links?src_doc_type=STANDARDS&src_unique_file=1910_0212&src_anchor_name=1910.212(a)(1)
1910.212(a)(1)
Типы ограждений. Должен быть обеспечен один или несколько методов ограждения машин.
защитить оператора и других работников в зоне машины от опасностей, таких как
те, которые создаются рабочей точкой, входными точками захвата, вращающимися частями, летящими стружками и
искры. Примеры методов ограждения: барьерные ограждения, двуручные спусковые устройства,
электронные устройства безопасности и т. д.
д.
Примечание Unitrol: Сенсорная панель SOFT TOUCH является «электронным защитным устройством» в том смысле, что она
замыкает электромеханическое реле, когда оно электронно определяет, что электроды
закрывается на металлическую часть в рабочей зоне до приложения большой силы.
1910.255(b)(4) (машины контактной сварки)
Защита. Все операции прессовой сварки, где есть возможность вмешательства оператора.
пальцы, находящиеся под операцией, должны быть эффективно защищены с помощью устройства
например, электронная схема защиты глаз, два ручных пульта управления или защита, подобная предписанной.
для пробивного пресса, 1910.217.
Примечание Unitrol: Для этого применения рекомендуются следующие секции:
1910.217(c)(3)(iii)
Рабочее устройство датчика присутствия должно защищать оператора, как указано в
пункт (c)(3)(i)(a) настоящего раздела, и должен быть заблокирован в цепи управления для
предотвратить или остановить движение слайда, если рука оператора или другая часть его тела находится в пределах
сенсорное поле устройства во время опускания ползуна пресса.
Примечание Unitrol: Электрод на маломощном поршне становится «датчиком» в этой системе.
«Ход вниз» сварочного аппарата с установленной системой Soft Touch начинается при высоком
давление прикладывается к стержню сварщика.
1910.217(c)(3)(iii)(b)
Устройство нельзя использовать в качестве расцепляющего устройства для инициирования движения ползуна.
Примечание Unitrol: Эта схема Soft Touch не запускает никаких клапанов. Это только вход в
контроль сварки, чтобы указать, что свариваемая деталь была обнаружена между
электроды.
1910.217(c)(3)(iii)(c)
Устройство должно быть сконструировано таким образом, чтобы сбой в системе не мешал
обычное останавливающее действие не применяется к прессу, когда это требуется, но предотвращает
начало последовательного хода до тех пор, пока неисправность не будет устранена. Неудача должна быть
Неудача должна быть
указывается системой.
Примечание Unitrol: В начале каждого хода мы проверяем, закрыта ли система датчиков.
Если это так, то ход датчика никогда не начинается, а на дисплее системы управления отображается неисправность.
датчик должен быть открыт, прежде чем любые другие действия со сварочным аппаратом возможны.
6 Навыки сварщика сопротивлением для вашего резюме
Резюме исследования. Ниже мы составили список наиболее важных навыков сварщика сопротивлением. Мы ранжировали лучшие навыки на основе процента резюме сварщиков сопротивлением, в которых они фигурировали. Например, 45,5% резюме сварщиков сопротивлением содержали прихватку как навык. Давайте выясним, какие навыки на самом деле необходимы сварщику сопротивления, чтобы добиться успеха на рабочем месте.
- Наиболее распространенный сложный навык сварщика сопротивлением — прихватка. 45,5% сварщиков сопротивления имеют этот навык в своем резюме.

- Вторым наиболее распространенным трудным навыком для контактной сварки является контактная сварка, указанная в 37,8% резюме. Третье место по распространенности занимает точечная сварка в 7,2% резюме.
- Три общих навыка межличностного общения для сварщика сопротивлением: ориентация на детали, ловкость рук и физическая сила.
Самый распространенный навык
Галс — 45,5%
Галс в морских терминах означает направление, в котором движется лодка, чтобы выровняться с углом ветра и позволить лодке принимать ветер прямо на свои паруса. Tack — это также слово, используемое для описания крепления вещи к месту. В швейной промышленности он используется для описания процесса временного сшивания кусков материала.
Ниже мы составили список наиболее важных навыков для сварщика сопротивлением. Мы ранжировали лучшие навыки на основе процента резюме сварщиков сопротивлением, в которых они фигурировали. Например, 45,5% резюме сварщиков сопротивлением содержали прихватку как навык. Давайте выясним, какие навыки на самом деле необходимы сварщику сопротивления, чтобы добиться успеха на рабочем месте.
Давайте выясним, какие навыки на самом деле необходимы сварщику сопротивления, чтобы добиться успеха на рабочем месте.
6 основных навыков сварщика сопротивлением для вашего резюме и карьеры
Вот как прихватка используется в резюме сварщика сопротивлением:
- Закрылки для прихватки для истребителя F 135.
- Сварка прихватками с использованием med Weld 200s, шовная, точечная и стежковая сварка с использованием компьютерных сварочных машин Sciaky Chicago.
- Сварка рам прицепов после их изготовления и прихватки, шлифовка и выравнивание, где необходимо, поддержание порядка на складе
- Собранные и сваренные прихватками стальные рамы и другие составные части машин и оборудования при подготовке к окончательной сварке.
- Сварка прихватками на производственной линии с использованием мостовых кранов и вилочных погрузчиков для размещения готовой продукции в складских помещениях
Вот как контактная сварка используется в резюме сварщика контактной сварки:
- Изготовление стальных шкафов и картотечных шкафов для офисного использования, работа с обжимными прессами, проволокой и контактной сваркой.

- Скорректированные электрические токовые и временные циклы машин контактной сварки для нагрева металлов до температуры склеивания.
- Скорректированные электрические токовые и временные циклы машин контактной сварки для нагрева металлов до температуры склеивания.
- Эксплуатация аппаратов для контактной электросварки с использованием надлежащего пространства/давления и циклов нагрева.
- Работа на штамповочных машинах и оборудовании для контактной сварки.
Вот как точечная сварка используется в резюме сварщика сопротивлением:
- Точечная сварка холодильных стеллажей Вентиляторы Ограждения Цинкование готового изделия
- Запрограммированный и управляемый промышленный аппарат для точечной сварки.
- Автомобильные детали, изготовленные методом точечной сварки.
- Загруженный и работающий станок для точечной сварки
- Использовал различные машины для изготовления ящиков для инструментов, включая тормозной пресс, автоматический штамповочный пресс, штамповочный пресс и точечную сварку.

И если вы ищете работу, вот пять лучших работодателей, которые сейчас нанимают:
- Barnes Group Jobs (1)
- B&H Photo Video Jobs (3)
- Eaton Jobs (1)
- NSI Вакансии (1)
- Clarion Jobs (1)
Вот как проверка качества используется в резюме сварщиков сопротивлением:
- Загрузите детали в сварочный аппарат, вставьте гайки или шпильки и выполните цикл сварки, а также проверьте сварной шов, выполните проверку качества деталей
- Проверка качества продукции и деталей.
- Собрать части в гиг
Сварка деталей вместе, проверка качества изделий и деталей.
Пакет собранных деталей - Точечная сварка пользовательских рождественских венков, проверка качества и измерения.
- Детали точечной сварки вместе,
Продукт отделки металла,
Проверка качества деталей на наличие дефектов,
Уборка рабочих мест,
Вот как ручные инструменты используются в резюме сварщиков сопротивлением:
- Использование основных производственных инструментов, таких как точные измерительные устройства, и опыт использования различных ручных инструментов.

- Подготовка к дневной работе: протягивание проводов и удлинителей, разгрузка трубных стоек и ручных инструментов.
- Эксплуатировал разнообразное оборудование, включая электропилы, шлифовальные машины, шлифовальные машины, сверлильный станок, вилочный погрузчик и основные ручные инструменты.
- Изготовлено в цехе подержанной ленточной пилы, утюжного станка, магнитной дрели, шлифовальной машины, ацетиленовой резки и других ручных инструментов.
- Детали, просверленные, скрепленные болтами, свинченными или заклепками вместе с малым допуском вручную или с использованием ручных инструментов или электроинструментов.
Вот как ЧПУ используется в резюме сварщиков сопротивлением:
- Изготовление турбинных двигателей и деталей самолетов. Эксплуатация станков с ЧПУ и поддержание чистоты и безопасности на рабочем месте.
- Прошел обучение работе на оборудовании с ЧПУ, работе и программированию роботизированного сварочного аппарата.

- Выполняет ручную обработку деталей и работу обрабатывающего центра с ЧПУ.
- Работал оператором/учеником на вертикальных обрабатывающих центрах с ЧПУ.
- Выполнение операций плазменной и лазерной резки с ЧПУ в соответствии со спецификациями.
Расскажите нам, какую работу вы ищете, и мы покажем вам, какие навыки нужны работодателям. Начало работы
Восемь наиболее распространенных навыков, основанных на резюме сварщика сопротивлением в 2023 году. 3,5%
навыки востребованы
Вакансии с актуальными навыками
Вакансии сварщика сопротивлением, которые могут вам понравиться
Высокие рабочие места для сварщиков с высоким сопротивлением — 57 тыс. Долл. США и
Поисковые задания вблизи в США
Устойчивость Время Вакансии Нанимаем сейчас
Активно нанимаем
Вакансии сварщика сопротивления, добавленные за последние 7 дней
Вакансии сварщика сопротивления без диплома
Поиск вакансий без требуемой степени
Список навыков, чтобы добавить к вашему сварщику сопротивления резюме
Согласно последним тенденциям, наиболее важные ключевые слова сварщика сопротивления для вашего резюме:
- Сварка сопротивления
- Spepding
- SPET.
 Проверка качества
Проверка качества - Ручной инструмент
- ЧПУ
Готовы составить резюме сварщика сопротивлением?
Выберите свой текущий опыт работы, чтобы начать создавать резюме
Начальный уровень
Младший уровень
Средний уровень
Старший уровень
Менеджмент
Высшее руководство
Онлайн-курсы для сварщиков сопротивлением
Один из лучших способов приобрести навыки, необходимые для того, чтобы стать сварщиком сопротивления онлайн курс. Мы нашли несколько онлайн-курсов от Udemy и Coursera, которые помогут вам продвинуться по карьерной лестнице. Поскольку сварщикам сопротивления необходимы такие навыки, как прихватка, сварка сопротивлением и точечная сварка, мы нашли курсы, которые помогут вам улучшить эти навыки.
Рекламное раскрытие информации
Устойчивость к противомикробным препаратам — теория и методы
Курс будет охватывать темы, связанные с устойчивостью к противомикробным препаратам, с основными определениями и обзором использования противомикробных препаратов, а также возникновения и распространения устойчивости. Курс познакомит вас с концепциями и важностью распространения и распространения резистентности, а также с тем, как это происходит. Он покажет вам, как бактерии становятся устойчивыми и какие механизмы они могут использовать для этого. В рамках курса вы также пройдете обучение методам антимикробной…
Курс познакомит вас с концепциями и важностью распространения и распространения резистентности, а также с тем, как это происходит. Он покажет вам, как бактерии становятся устойчивыми и какие механизмы они могут использовать для этого. В рамках курса вы также пройдете обучение методам антимикробной…
Подробнее на Coursera
MLOps (операции машинного обучения) Основы
Этот курс знакомит участников с инструментами MLOps и передовыми методами развертывания, оценки, мониторинга и эксплуатации производственных систем машинного обучения в Google Cloud. MLOps — это дисциплина, ориентированная на развертывание, тестирование, мониторинг и автоматизацию систем машинного обучения в производственной среде. Специалисты по машинному обучению используют инструменты для постоянного улучшения и оценки развернутых моделей. Они работают (или могут быть) с учеными по данным, которые разрабатывают модели, чтобы обеспечить скорость и точность при развертывании…
Подробнее на Coursera
Использование Python для взаимодействия с операционной системой
К концу этого курса вы сможете управлять файлами и процессами в операционной системе вашего компьютера. Вы также узнаете о регулярных выражениях — очень мощном инструменте для обработки текстовых файлов — и попрактикуетесь в использовании командной строки Linux на виртуальной машине. И это может показаться натянутым прямо сейчас, но вы также напишете программу, которая обрабатывает кучу ошибок в реальном файле журнала, а затем генерирует файл сводки. Это очень полезный навык для IT…
Вы также узнаете о регулярных выражениях — очень мощном инструменте для обработки текстовых файлов — и попрактикуетесь в использовании командной строки Linux на виртуальной машине. И это может показаться натянутым прямо сейчас, но вы также напишете программу, которая обрабатывает кучу ошибок в реальном файле журнала, а затем генерирует файл сводки. Это очень полезный навык для IT…
Подробнее на Coursera
Применение метагеномики для эпиднадзора за патогенами и устойчивостью к противомикробным препаратам
Область метагеномики и секвенирования целых сообществ является многообещающей областью для раскрытия состава микробных сообществ и их связи с болезнями и устойчивостью к противомикробным препаратам в человеческой популяции. . Биоинформационные инструменты чрезвычайно важны для понимания метагеномных данных путем оценки присутствия патогенов и детерминант устойчивости к противомикробным препаратам в сложных образцах. В сочетании с соответствующими объяснительными данными метагеномика является мощным инструментом наблюдения.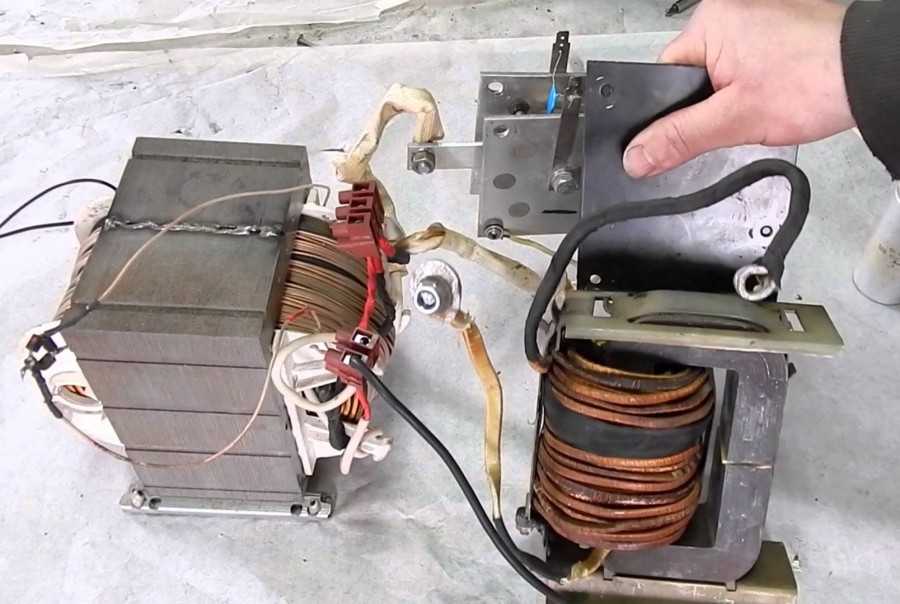 В…
В…
Подробнее на Coursera
Введение в машинное обучение для всех
Этот курс из трех модулей знакомит с машинным обучением и наукой о данных для всех, кто имеет базовые знания о моделях машинного обучения. Вы узнаете об истории машинного обучения, приложениях машинного обучения, жизненном цикле модели машинного обучения и инструментах для машинного обучения. Вы также узнаете о контролируемом и неконтролируемом обучении, классификации, регрессии, оценке моделей машинного обучения и многом другом. В наших лабораториях вы получите практический опыт работы с этими машинами…
Подробности на Coursera
Запуск машинного обучения: обеспечение успеха в операционной деятельности благодаря лидерству в машинном обучении Gold Standard
Машинное обучение правит миром. Он генерирует прогнозы для каждого отдельного клиента, сотрудника, избирателя и подозреваемого, и эти прогнозы более эффективно управляют миллионами бизнес-решений, определяя, кому звонить, отправлять по почте, одобрять, тестировать, диагностировать, предупреждать, расследовать, заключать в тюрьму, назначать дату , или лечиться.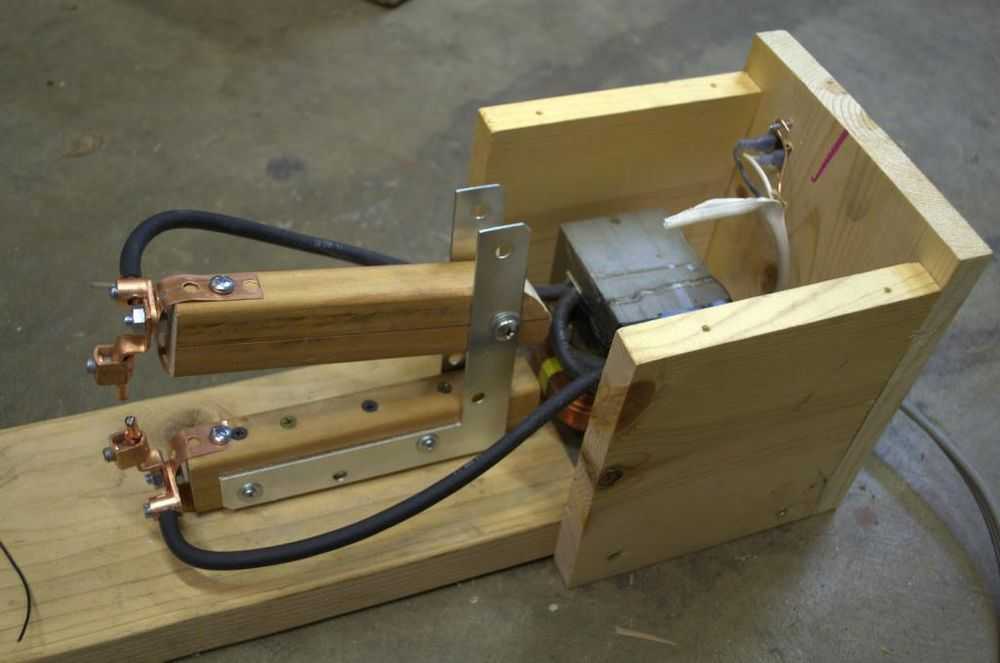 Но для того, чтобы это заработало, вы должны преодолеть распространенный разрыв между лидерством в бизнесе и техническими ноу-хау. Запуск машинного обучения — это не только задача управления, но и…
Но для того, чтобы это заработало, вы должны преодолеть распространенный разрыв между лидерством в бизнесе и техническими ноу-хау. Запуск машинного обучения — это не только задача управления, но и…
Подробнее на Coursera
Программирование фрезерных станков с ЧПУ с использованием G-кода
(296)
Научиться читать и писать программы ЧПУ с FANUC G Code еще никогда не было так просто…
Подробнее на Udemy
Программирование токарных станков с ЧПУ с использованием G-кода
(315)
Обучение токарным станкам с ЧПУ с использованием FANUC G-кода…
Подробнее о Udemy
Курс аудитора системы менеджмента качества ISO 9001:2015
(6,190)
Как внедрить или провести аудит системы менеджмента качества в соответствии с ISO 9001:2015…
Подробнее о Udemy
ISO 9001:2015-Внедрение и аудит системы менеджмента качества
(589)
Узнайте, как для внедрения и аудита системы управления качеством в соответствии с ISO 9001: 2015. ..
..
Подробнее о Udemy
5G O-RAN (Open RAN): Архитектура, процедуры и варианты использования
(331)
Путь к O -RAN, функциональное разделение RAN, разделение 7.2x для O-RAN, виртуализация O-RAN, RIC без и близкого к RT, нарезка в O-RAN…
Подробнее о Udemy
ISO/IEC 27001. Система управления информационной безопасностью.
(7,906)
Узнайте, как ваша компания может защитить свою информацию и пройти сертификацию по стандарту ISO/IEC 27001…
Подробнее об Udemy
Операционные системы, часть 3: Синхронизация и блокировка
(532)
Узнать концепции операционных систем с нуля, поскольку операционная система составляет основу компьютерных наук …
Подробнее на Udemy
Введение в программирование ЧПУ
(1,442)
Научитесь программировать фрезерные и фрезерные станки с ЧПУ, использующие язык GCODE… (796)
Опередите конкурентов, быстро добавьте в свое резюме очень ценные сведения, которые ищут работодатели. ..0041
..0041
(384)
Изучите концепции операционных систем с нуля, поскольку операционные системы составляют основу компьютерных наук… Практические примеры управления рисками, соответствия требованиям, аудита, безопасности информационных систем, банковских специалистов…
Подробнее об Udemy
Операционные системы с нуля — часть 2
(873)
Изучение управления памятью в операционных системах как формах операционных систем ядро информатики…
Подробнее о Udemy
Машинное обучение и глубокое обучение в Python и R
(5,008)
Охватывает регрессию, деревья решений, SVM, нейронные сети, CNN, прогнозирование временных рядов и многое другое с использованием Python и R…
Подробнее о Udemy
Привет (реальный) мир с ROS — операционная система для роботов
Хотите сделать первые шаги в робототехнике? Вы ищете практический подход и хотите учиться на практике? Присоединяйтесь к нашему курсу и узнайте, как запрограммировать полную роботизированную систему из реального мира с помощью ROS! Операционная система для роботов (ROS) позволяет быстро создавать роботизированные приложения благодаря доступу к большому набору программного обеспечения и инструментов с открытым исходным кодом.
