Как своими руками сделать контактную сварку своими руками: Точечная сварка своими руками из аккумулятора и сварочника
Содержание
Контактная сварка своими руками — видео для начинающих
Контактная сварка эксплуатируется при изготовлении изделий однотипного характера, а также для соединения крупных сварных деталей. В ходе работы металл нагревается при помощи тока, который проходит по его стенкам неоднородным путем. Когда выполняется контактная сварка своими руками, видео показывает, что при использовании в бытовых условиях, появляется необходимость эксплуатации мощных источников питания, в отличие от сварки электродугового типа.
Основные параметры, которые характеризуют весь сварочный процесс, это: ток и его время протекания, уровень силы сжатия. В зависимости от этих характеристик, контактная сварка в домашних условиях делится на два типа: жесткую и мягкую.
Разновидности контактной сварки
Особенности процесса сваривания деталей сваркой контактного типа заключаются в том, что свариваемые элементы соединяются между собой по всей торцевой поверхности. Процесс сварки может выполняться двумя методиками: сопротивлением или оплавлением.
При сварке деталей первым методом, детали, которые необходимо сваривать, плотно прижимаются друг к другу, затем в аппарате подается ток. Как только поверхность деталей будет нагрета до пластичного состояния и будет произведена осадка, ток в аппарате можно выключать. Такой метод подходит для сварки деталей, выполненных из стали углеродистого типа, сечение которых имеет форму прямоугольника или овала.
Контактная сварка своими руками (видео демонстрирует это) позволяет сваривать детали и методом непрерывного оплавления. В первую очередь, свариваемые детали должны быть надежно закреплены в зажимах инструмента. Далее детали плавно перемещаются для стыкования друг с другом, в этот момент и включается сварочный ток. В процессе такой сварки оплавлению подлежат только торцевые части изделий. После проведения осадки, ток выключается.
Такой метод сварки на аппарате, который вы собрали самостоятельно, может использоваться только при сварке труб, рельсов и листов тонкостенного характера.
Сварке подлежат разнообразные типы металлов. Главное преимущество этого метода заключается в высоком уровне производительности, однако, есть и недостатки – возможность больших потерь металла при разбрызгивании и угаре.
Устройство инструмента контактной сварки своими руками
Самодельный инструмент используется при сварке деталей, которые изготовлены из листов нержавеющей стали, максимальной толщиной до 0,9 мм. Также аппарат пригоден для сваривания медной проволоки с максимальной толщиной в 1, 5 мм. Контактная сварка своими руками (видео включает в себя поэтапное изготовление аппарата) имеет два основных узла: это блок питания и пистолет для сварки выносного типа.
Блок питания включает в себя реле, которое можно собрать самостоятельно, используя для этого сварочный трансформатор или тиристор. Затем необходимо произвести подключение электрода к одному из выводов обмотки, используя для этого сварочный кабель. Второй вывод непосредственно в процессе сварки подсоединяется к свариваемой детали. Для подключения к источнику питания обмотки трансформатора первичного типа используется диодный мост и тиристор, который подключается к диагонали.
Для подключения к источнику питания обмотки трансформатора первичного типа используется диодный мост и тиристор, который подключается к диагонали.
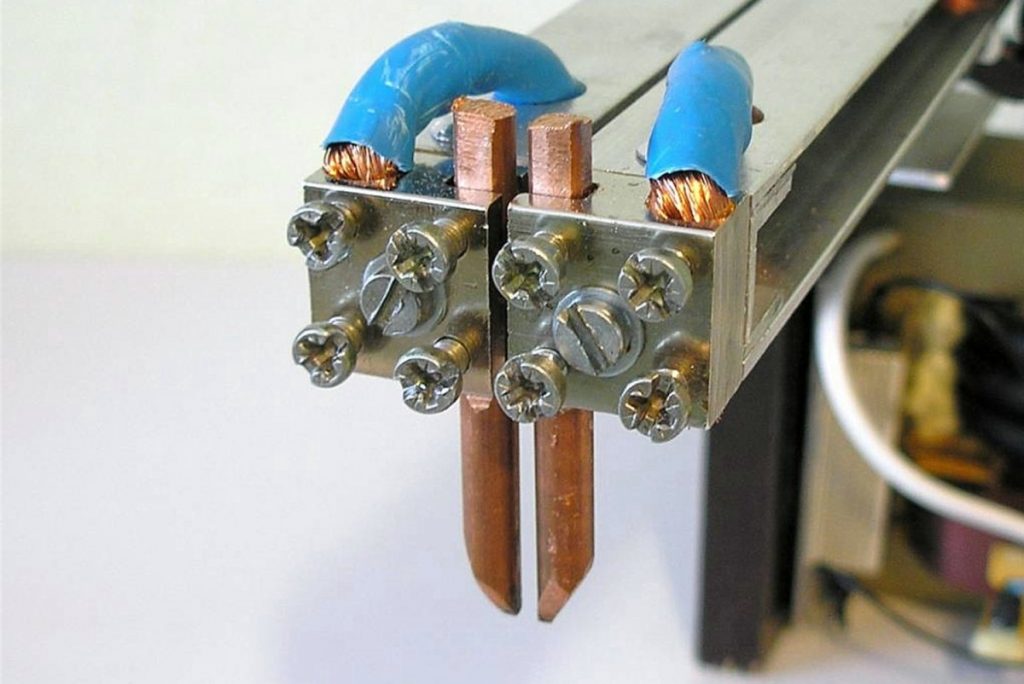
Сборка сварочного пистолета
Для сборки сварочного пистолета используют две идентичных друг другу по размерам и форме детали, которые изготовлены из гетинакса или иного изолятора высокой прочности. В передней части данного элемента сварочного аппарата, находятся следующие элементы: держатель для лампы, микропереключатель, переходник. Выключатель для обозначения подсветки накладных винтов и держателя располагается в конечной части пистолета.
Для соединения накладок используют специальные винты. Они устанавливаются одновременно в переходник, держатель для лампы и в планки распорного типа. В свободном пространстве, которое образовывается между накладками, устанавливается кабель, который далее соединяется с переходником. Сварочный кабель является основой для фиксации переключателя и проводов.
Когда выполняется контактная сварка своими руками (видео наглядно показывает это), сменные электроды крепятся во входные отверстия переходников при помощи специальных гаек. Второй вывод трансформаторной обмотки монтируется на основание, которое не имеет изоляционного покрытия. Для того чтобы в дальнейшем крепить свариваемые детали, подключенный к обмотке кабель оснащается любым зажимом, который будет обеспечивать надежную фиксацию деталей. Наиболее оптимальным вариантом является струбцина.
Второй вывод трансформаторной обмотки монтируется на основание, которое не имеет изоляционного покрытия. Для того чтобы в дальнейшем крепить свариваемые детали, подключенный к обмотке кабель оснащается любым зажимом, который будет обеспечивать надежную фиксацию деталей. Наиболее оптимальным вариантом является струбцина.
Поделитесь со своими друзьями в соцсетях ссылкой на этот материал (нажмите на иконки):
КОНТАКТНАЯ СВАРКА ДОМА [из микроволновки, инвертора, сварочного аппарата]
[Контактная сварка своими руками] – очень полезный навык.
При наличии в свободной продаже любых моделей инвертора, человек, планирующий сваривать в домашних условиях, имеет выбор – приобрести готовый аппарат или сделать его самостоятельно.
В этой статье мы рассмотрим, что это такое, продемонстрируем учебное видео по контактной сварке, дадим пошаговую инструкцию, как самостоятельно проводить контактную сварку и как можно сделать самодельный сварочный аппарат контактной сварки своими руками из микроволновки и использованных автомобильных аккумуляторов.
Содержание:
- Контактная сварка – технология и процесс
- Сварочный аппарат из микроволновки
- Сварочный аппарат из аккумуляторов
Контактная сварка – технология и процесс
Владельцы частных домов, автомобилисты и не только нуждаются в проведении сварочных работ.
В домашних условиях или в условиях небольшой мастерской применение сварочного инвертора для соединения металлических частей вполне по силам.
Принцип его действия заключается в том, что при помощи электрического тока металл разогревается, расплавляется и застывает, образуя сварной шов.
Для фиксации и предотвращения сдвигания, свариваемые детали сжимаются при помощи электродов, по которым подается электрический ток.
Для работы в домашних условиях потребуются мощные источники питания, что влияет на перегрев бытовой проводки.
Перед проведением работ следует убедиться в качестве проводки и, по возможности, заменить ее на новую.
При контактной точечной сварке две заготовки соединяются по поверхности прилегающих краев.
Такая технология подходит для тонких листов, деталей маленького размера и металлических прутов толщиной до 5 мм.
Видео:
Используют три вида соединения поверхностей: с помощью сопротивления, прерывистого оплавления или непрерывного оплавления.
Для сварки сопротивлением подготовленные заготовки или листы фиксируют и нагревают сварочным током до плавления.
Способ применим для следующих металлов:
- низкоуглеродистая сталь;
- цветной металл;
- соединения меди с латунью и сталью.
Ввиду жестких требований к температурному режиму и отсутствию примесей в местах соединения, этот способ используется редко.
При непрерывном оплавлении заготовки, используются клещи или иные фиксаторы детали, соединяют при включенном токе, после плавки краев соединяемых деталей проводится осадка и выключение подачи тока.
Этот способ наиболее применим для труб с тонкими стенами. Допустимо соединение разных по структуре заготовок.
Основной плюс – высокая скорость работы, серьезный минус – вытекание и угар металла по сварному шву.
Прерывистое оплавление происходит при поочередном плотном и неплотном контакте заготовок во время включенного тока.
Клещи зажима обеспечивают замыкание сварочной линии в месте соприкосновения заготовок до достижения ими температуры 900-950 градусов по Цельсию.
Такой способ применяется в случае, если исходной мощности аппарата не хватает для обеспечения непрерывного оплавления.
Таким образом, контактная сварка состоит из следующих шагов:
- Подготовка поверхностей к соединению (зачистка, выравнивание контура).
- Совмещение краев и фиксация заготовок под сварочным аппаратом.
- Подача электрического тока.
- Прогревание и оплавление под его действием краев деталей.
- Осадка и выключение тока.
Рассмотренные выше способы контактной сварки отличаются фиксацией заготовок и подачей тока, в целом, процесс сварки схож.
Для домашней контактной сварки можно сконструировать самодельный аппарат.
Видео:
Его основные рабочие узлы – сварочный зажим и блок подачи напряжения на конденсаторах, к низковольтной обмотке которого присоединяется электрод.
Второе крыло зажима служит опорой или соединяется (в зависимости от крепления аппарата) с заготовкой, имеющей больший размер.
Видео инструкция по контактной точечной сварке представлена выше.
Сварочный аппарат из микроволновки
Прибор для точечной контактной сварки можно изготовить самостоятельно, использовав трансформатор от микроволновки.
При изготовлении такого сварочного прибора нужно взвесить, что будет дешевле – осуществить покупку инвертора или сделать самостоятельно, применив трансформатор из ненужной микроволновки.
Трансформатор – самая дорогая деталь нашего будущего самодельного прибора. Все остальные расходники – провода, кожух и основа, на которую будет производиться крепление, будут практически в любой мастерской.
Нам потребуется мощность трансформатора не менее 1 кВт. С помощью сварочного аппарата, использующего такой трансформатор, реально делать точечную сварку листов до 1 мм.
Удвоение мощности трансформатора позволит работать с листами до 1,8 мм толщиной. Трансформатор современной микроволновки может быть мощностью до 3 кВт.
При необходимости можно использовать два и три трансформатора. Эта цепь позволит увеличить мощность подаваемого тока.
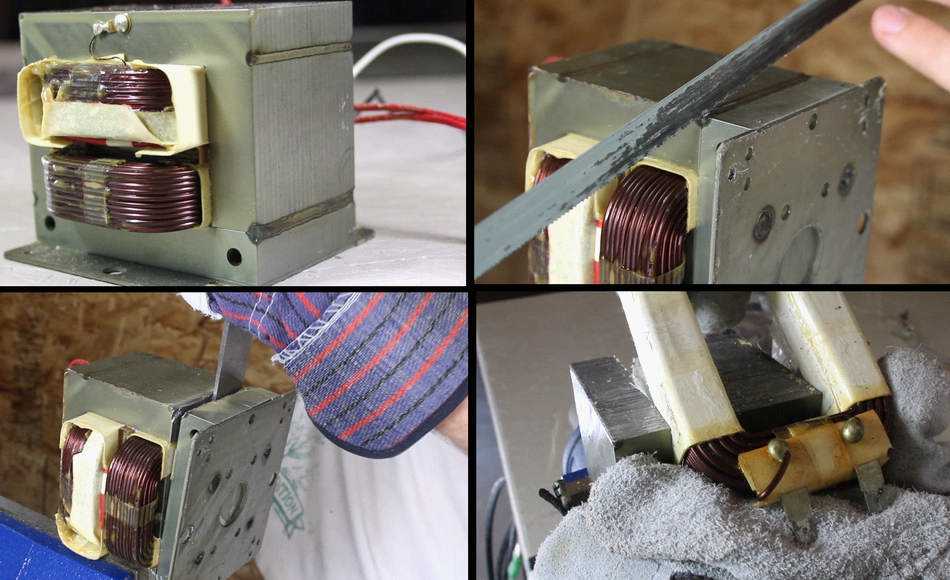
Требуется вынуть трансформатор из металлического кожура и избавится от шунтов для ограничения тока и вторичной обмотки.
Микроволновая печь использует высокое напряжение, поэтому на первичной обмотке трансформатора присутствует меньшее количество петель, чем на вторичной.
Из-за этого появляется разность потенциалов. Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Наша задача – изменить вторичную обмотку, приспособив ее под цели контактной сварки.
Тщательно зачистите трансформатор от остатков вторичной проводки и шунтов, при необходимости используйте металлическую щетку или длинный узкий предмет (например, отвертку).
Нетронутой останется только первичная обмотка, вторичную будем делать заново.
Учитывая высокое напряжение, берем многожильную электрическую проводку с сечением не менее одного квадрата.
Видео:
Если будет использоваться цепь из двух или более трансформаторов, то выводы всех вторничных обмоток от них сводим в одну.
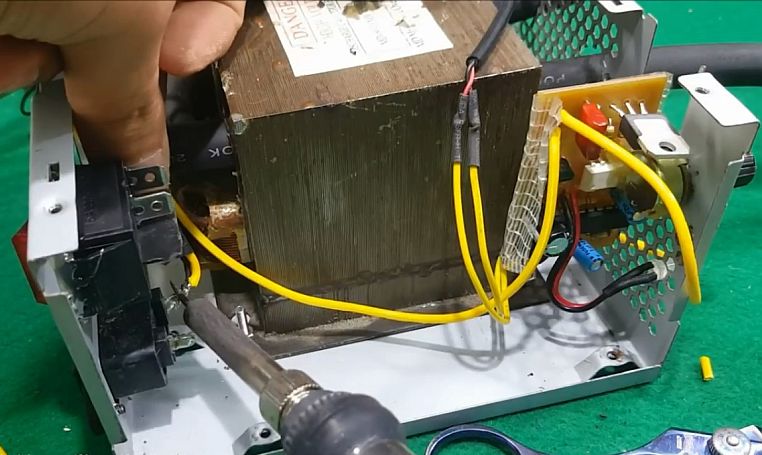
Когда использован один трансформатор, то корпус для него можно приспособить из той же микроволновой печи, уменьшив ширину и длину.
Для системы трансформаторов кожух можно сделать из железного листа, снабдив его изолирующим слоем. Вторичная обмотка формируется 2-4 витками провода.
Однако, толстый слой изоляции, в которую упакован провод, не даст загнуть его по катушке.
Поэтому вынимаем провод из изоляции и в качестве изоляционного покрытия мы сможем применить обычную гибкую изоленту.
Двумя-тремя петлями провода мы добьемся напряжения в 2 Вт.
Для подвода тока к месту сварки создаем рычажный механизм, один рычаг которого жестко закреплен на основной поверхности (для удобства контактной сварки на этой же поверхности можно закрепить с помощью струбцин и трансформатор в кожухе).
Второй рычаг при опускании будет сдавливать детали. Выключатель вводим в цепь первичной обмотки и устанавливаем на верхний рычаг.
Это позволит одновременно сжимать деталь и пускать ток. Клещи в этом случае не используются, а сами наконечники предварительно паяются с проводами для предотвращения окисления.
При точечной сварке будем использовать стержни из меди толщиной больше, чем диаметр провода. В процессе работы их нужно подтачивать и при необходимости менять.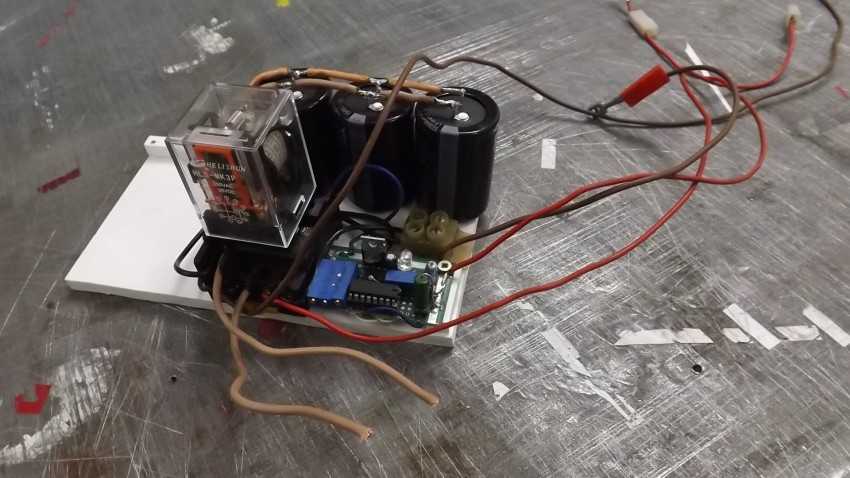
В ходе работы деталь зажимается с помощью рычагов между двумя электродами и пускается ток.
Сварочный аппарат из аккумуляторов
При сварочных работах с помощью электрического сварочного аппарата бытовые электросети терпят существенную перегрузку.
Длительная контактная сварка может привести к расплавлению электропроводки или выходу из строя бытовых приборов. Питание сварочного аппарата можно произвести от автономного источника электроснабжения.
Видео:
В этом качестве может выступать переносная станция (генератор, работающий на бензине или дизеле), что весьма накладно, а можно источник тока сделать самостоятельно.
Понадобится несколько автомобильных аккумуляторов, вполне допустимы бывшие в употреблении. Идеально, если они будут одной емкости.
Тогда сила тока будет рассчитываться, как 1/10 емкости аккумулятора. Если собраны приборы разной мощности, то для расчета понадобится самая маленькая емкость.
Сделаем цепь из последовательно соединенных аккумуляторов, скрепив соответствующие «плюсы» и «минусы» с помощью проводов и кусачек или, что еще лучше, проводами для прикуривания.
Можно использовать также любые клещи. От свободного «минуса» выводим провод на электрод, который зажимаем в клещи, а от свободного «плюса» на рабочую пластину, в цепь рекомендуется поставить реостат.
Получившийся сварочный аппарат для точечной сварки из автомобильных аккумуляторов готов и может быть использован вдали от источника электроэнергии.
К нему можно сделать самодельное устройство для зарядки. Данный вариант может быть успешно использован опытными сварщиками и не рекомендуется для получения навыков сварки.
Как показано в статье, точечная самодельная контактная сварка вполне доступна. Мы рассмотрели варианты и технологию контактной сварки.
Приведенная информация поможет получить начальные навыки контактной сварки и обеспечить создание сварочного инвертора для точечной сварки самостоятельно из подручных средств.
Что делает точечный сварщик: Описание работы, обязанности и ответственность
Потратьте несколько минут, чтобы создать или обновить свое резюме. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 10+ шаблонов резюме, чтобы создать свое резюме точечной сварки.
Обязанности точечной сварки
Вот примеры обязанностей из реальных резюме точечных сварщиков, представляющие типичные задачи, которые они могут выполнять в своих ролях.
- Работа на лазерном станке с ЧПУ, листогибочном прессе и иногда на сварочном оборудовании TIG и MIG.
- Управление пуансоном и ножницами с ЧПУ.
- Программирование и управление сварочным роботом Fanuc.
- Управляйте сварочным роботом Fanuc с двумя руками.
- Установка и эксплуатация ЧПУ, механического и гидравлического листогибочного пресса.
- Сварщик точечной сварки, сварщик MIG, линия сборки, ремонт металла и конечный инспектор линии.

- Управляйте сварочными роботами, тщательно устанавливая детали на место, чтобы можно было установить ходовую часть трансмиссии Toyota.
- Сварка, сборка и упаковка алюминиевых и оцинкованных стальных деталей, из которых состоят домкраты и другие вентиляционные изделия.
- Поддерживайте качество и следите за дефектами различных металлов, включая оцинкованную, нержавеющую и холоднокатаную сталь, а также алюминий.
- Выполните требуемый класс сертификации сварщика, требуемый для работы, которая соответствует строгим правилам AWS.
- Используйте специальные инструменты, такие как: штангенциркули, микрометры, датчики и приспособления для завершения процесса чтения «SPC».
- Программа OTC Diahen для роботизированной дуговой сварки.
- Эксплуатация, программирование и техническое обслуживание робототехники ABB.
- Обеспечение качества на протяжении всего производственного процесса и интерпретация диаграмм SPC.
- Требуется установка/эксплуатация роботизированного сварочного аппарата Panasonic, а также выполнение ручных сварочных работ.

Вакансии для точечной сварки, которые могут вам понравиться
Высокооплачиваемая работа для точечной сварки — от 39 тысяч долларов и выше0005
Не требуется опыт работы в
Неполный рабочий день. Поиск вакансий без диплома
Нужно идеальное резюме точечной сварки?
Наш конструктор резюме на основе искусственного интеллекта поможет вам составить привлекательное и релевантное резюме для работы, которую вы хотите.
Точечная сварка Описание работы
Когда дело доходит до понимания того, что делает точечная сварка, вы можете задаться вопросом: «Должен ли я стать точечной сваркой?» Данные, включенные в этот раздел, могут помочь вам принять решение. По данным Бюро статистики труда, по сравнению с другими профессиями, темпы роста точечных сварщиков описываются как «медленнее, чем в среднем» и составляют 3% в период с 2018 по 2028 год. Фактически, количество вакансий для точечной сварки, которые, по прогнозам, откроются к 2028 году, составляет 14 500 человек.
Годовая зарплата точечной сварки составляет в среднем 32 277 долларов, что составляет 15,52 доллара в час. Однако точечные сварщики могут зарабатывать от 26 000 до 39 долларов.,000 в год. Это означает, что самые высокооплачиваемые сварщики зарабатывают на 13 000 долларов больше, чем самые низкооплачиваемые.
После того, как вы станете точечным сварщиком, вам может быть любопытно узнать, какие еще есть возможности. Карьера не подходит всем. По этой причине мы нашли несколько других вакансий, которые могут вам понравиться. Некоторые профессии, которые могут вас заинтересовать, включают оператора сварщика, сварщика первого класса, ученика сварщика и сварщика-сборщика.
Вакансии точечной сварки, которые могут вам понравиться
Создайте резюме профессионального точечного сварщика за считанные минуты. Просмотрите наши примеры резюме, чтобы определить, как лучше всего составить свое резюме. Затем выберите один из 5+ шаблонов резюме, чтобы создать свое резюме точечной сварки.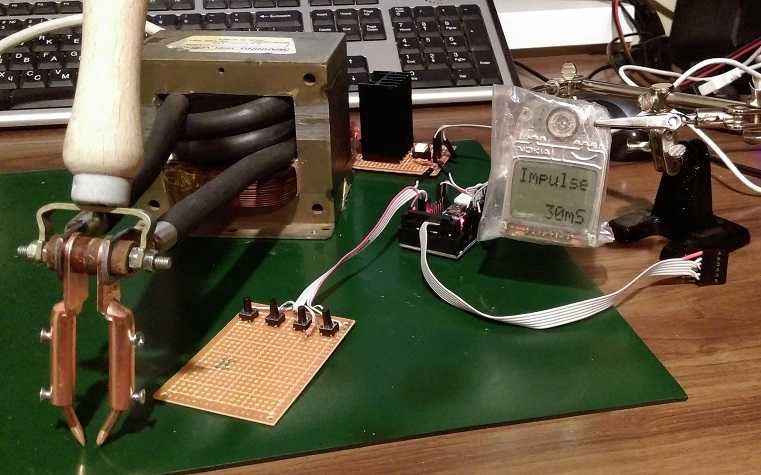
Джейн Ли Стало0011 Drill Press Rheem Manufacturing Montgomery, AL
Сварочный аппарат для точечной сварки 2014–2020 Rheem Manufacturing Montgomery, AL
Роботизированный сварочный аппарат 2004–2014 AerotekMontgomery, AL
Education Some College Courses Precision Metal Working 2004 — 2004 Mississippi CollegeClinton, MS |
|

|
Gabriel Boyd Аппарат точечной сварки Контактная информация Сент-Луис, Миссури (670) 555-0157 Навыки Требования по производству Кара. детали робота для сварки, проверка деталей на наличие дефектов, изготовление и очистка  Оператор робота 2017–2019 Adecco Staffing, США Сент-Луис, Миссури
Оператор вальцов 2014 — 2017 North American Lighting Париж, Иллинойс
Образование Некоторые общеобразовательные курсы 2014–2014 Колледж Валенсии Орландо, Флорида |
|

|
Gabriel Boyd Spot Welder Saint Louis, MO (670) 555-0157 [email protected] 100012 Робот-оператор2017–2019 Adecco Staffing, США•Сент-Луис, Миссури
Roll Operator2014 — 2017 North American Lighting•Paris, IL
Навыки Производственные требованияАвтозапчастиПравила безопасностиПроверки качестваРуководство по безопасностиСварщикиЧПУУправление процессомТяжелое оборудованиеРулетка Образование Некоторые курсы колледжа Общие исследования2014 — 2014 Valencia College • Orlando, FL |

Создайте My Resume
Сборка A Artfory A STARION ARTIONMITE.
Навыки и личностные качества точечной сварки
Мы подсчитали, что 29% точечных сварщиков владеют автомобильными деталями, сверлильным станком и сборочной линией. Они также известны своими мягкими навыками, такими как компьютерные навыки, ловкость и механические навыки.
Мы разбили процент точечных сварщиков, у которых эти навыки указаны в их резюме, здесь:
- Автозапчасти, 29%
Робот-сварщик использовал для своевременной сборки более 4000 автомобильных деталей для отправки.
- Сверлильный станок, 11%
Сверлильный станок использовался для зенкования перфорированных отверстий для лучшей визуальной привлекательности винтов на внешней стороне отбойных/нажимных пластин.
- Сборочная линия, 6%
Обеспечено покрытие производственной сборочной линии.
- Стандарты качества, 6%
Машина для точечной сварки, шлифовальная и упаковочная машина, обеспечивающая высокую производительность и превосходные стандарты качества.

- MIG, 6%
Настройка оборудования и сварных деталей с использованием методов дуговой сварки или сварки MIG.
- Нержавеющая сталь, 6%
Работа с различными металлами, включая нержавеющую сталь и медь, составление чертежей и предоставление соответствующих спецификаций потенциальным клиентам.
«запчасти для автомобилей», «сверлильный станок» и «сборочная линия» — не единственные навыки, которые мы нашли в списке точечных сварщиков в их резюме. На самом деле, мы нашли целый список обязанностей точечной сварки, в том числе:

См. полный список навыков точечной сварки.
Сварщики, поступившие в колледж, чтобы получить более углубленное образование, обычно изучали бизнес и общие науки, в то время как небольшая группа точечных сварщиков изучала точную металлообработку и уголовное правосудие.
Когда вы будете готовы стать точечным сварщиком, вам может быть интересно, какие компании нанимают точечных сварщиков. Согласно нашему исследованию на основе резюме точечных сварщиков, точечные сварщики в основном нанимаются Eaton, Express Employment Indy South и Metalcraft of Mayville. Сейчас самое время подать заявку, так как в Eaton есть 7 вакансий точечных сварщиков, 7 из них в Express Employment Indy South и 5 в Metalcraft of Mayville.
Если вас интересуют компании, в которых сварщики точечной сварки зарабатывают больше всего, вам следует подать заявку на вакансию в General Electric, Eaton и VisionCorp Rep. Мы обнаружили, что в General Electric средняя зарплата точечной сварки составляет 39 873 доллара. В то время как в Eaton сварщики точечной сварки зарабатывают примерно 38 904 доллара.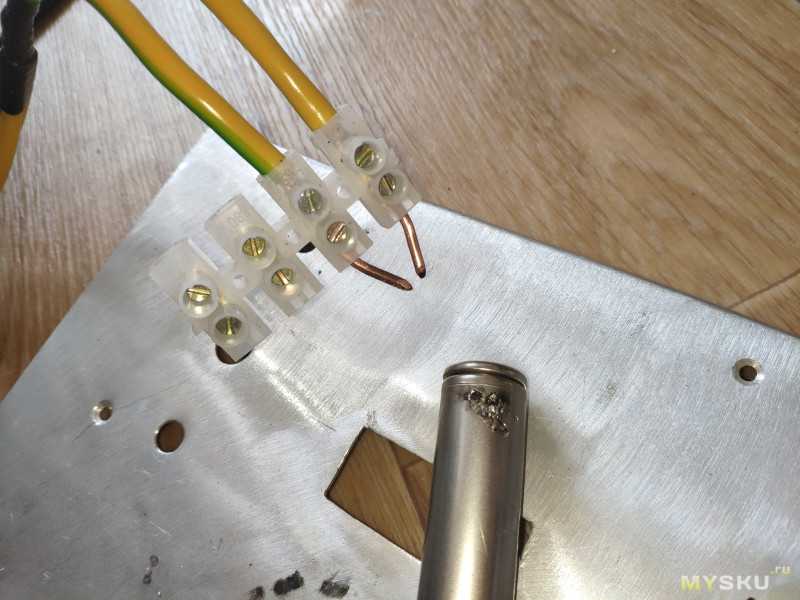 А в VisionCorp Rep средняя зарплата составляет 38 275 долларов.
А в VisionCorp Rep средняя зарплата составляет 38 275 долларов.
Подробнее о зарплатах точечных сварщиков в США.
Три компании, которые нанимают самых престижных точечных сварщиков:
- Eaton7 Spot Walders Jobs
- Express Working Indy South7 Spot Wabs Works
- Металлическое место для сварщиков Mayville5. вакансии рядом в США
Вакансии точечной сварки начального уровня
Практически не требуется опыта
Вакансии точечной сварки на неполный рабочий день
Вакансии на неполный рабочий день Найм сейчас 9Вакансии, добавленные за последние 7 дней в процессе создания выдающегося резюме архитектора.
Что делают операторы сварочных аппаратов
Ученик сварщика анализирует технические спецификации и технические чертежи для планирования компоновки и сборочных сварочных операций. Помимо использования линеек, штангенциркулей, комбинированных угольников и прямых кромок для закрепления, позиционирования и компоновки деталей и сборок в соответствии со спецификациями задания, ученики-сварщики также выполняют свои обязанности на основе установленных процедур безопасности и стандартов качества.
 Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора.
Они используют дуговую сварку, газовую сварку, электросварку и другие формы сварки для сварки узлов и различных компонентов. Кроме того, ученик сварщика использует прецизионные измерительные инструменты, штангенциркули и микрометры, чтобы найти отклонение зазора.В этом разделе мы рассмотрим ежегодные зарплаты представителей других профессий. Возьмем, к примеру, сварщика-станочника. В среднем годовая зарплата операторов сварочных аппаратов на 4894 доллара выше, чем в среднем за год точечных сварщиков.
Хотя их заработная плата может различаться, у точечных сварщиков и операторов сварочных аппаратов есть одна общая черта — несколько навыков, необходимых для каждой профессии. В обеих карьерах сотрудники используют такие навыки, как автомобильные детали, сверлильный станок и сборочная линия.
Что касается сходства, то на этом оно заканчивается, потому что обязанности точечной сварки требуют таких навыков, как «миг», «политика компании», «порошковая окраска» и «ручной труд».
 В то время как оператор-сварщик хорошо разбирается в «деталях машин», «прихватках», «гмау» и «воздушной дуге». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.
В то время как оператор-сварщик хорошо разбирается в «деталях машин», «прихватках», «гмау» и «воздушной дуге». Так что, если вы ищете, что действительно разделяет эти две профессии, вы это нашли.Операторы сварочных аппаратов получают самую высокую заработную плату в технологической отрасли, при этом средний годовой оклад составляет 54 740 долларов США. Но в автомобильной промышленности точечным сварщикам платят больше: средняя зарплата составляет 38 175 долларов.
Уровень образования операторов сварочных аппаратов немного отличается от уровня образования точечных сварщиков. В частности, операторы сварочных аппаратов имеют на 0,5% больше шансов получить степень магистра, чем сварщики точечной сварки. Кроме того, у них на 0,0% меньше шансов получить докторскую степень.
Каковы обязанности сварщика первого класса?
Теперь мы рассмотрим первоклассную профессию сварщика. В среднем сварщики первого класса зарабатывают в год на 12 739 долларов больше, чем точечные сварщики.

Не все в этих работах отличается. Возьмем, к примеру, их навыки. Сварщики точечной сварки и сварщики первого класса включают в свои резюме схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь».
Но в обеих профессиях также используются разные навыки, судя по резюме реальных точечных сварщиков. В то время как обязанности точечной сварки могут включать такие навыки, как «автомобильные детали», «сборочная линия», «стандарты качества» и «политика компании», некоторые сварщики первого класса используют такие навыки, как «флюсовая сердцевина», «воздушная дуга», «плавка». и «фкау».
Что касается образования, то сварщики первого класса имеют такой же уровень образования, как и сварщики точечной сварки. В целом, у них на 3,5% больше шансов получить степень магистра и на 0,0% меньше шансов получить докторскую степень.
Сравнение ученика сварщика
Давайте теперь посмотрим на профессию ученика сварщика. В среднем эти рабочие получают более высокую заработную плату, чем точечные сварщики, с разницей в 1989 долларов в год.

Просматривая резюме нескольких точечных сварщиков и учеников сварщиков, мы обнаружили, что обе роли используют схожие навыки, такие как «сверлильный станок», «миг» и «нержавеющая сталь». Но помимо этого карьеры выглядят очень по-разному.
Как уже упоминалось, эти две профессии отличаются друг от друга навыками, необходимыми для отличного выполнения работы. Например, собирая резюме точечных сварщиков, они, скорее всего, обладают такими навыками, как «запчасти для автомобилей», «сборочная линия», «стандарты качества» и «политика компании». Но ученик сварщика может иметь такие навыки, как «ручные инструменты», «прихватка», «разметка» и «флюсовая сердцевина».
Ученики сварщика обычно учатся на том же уровне, что и сварщики. Например, у них на 0,6% больше шансов получить степень магистра и на 0,1% больше шансов получить докторскую степень.
Описание сварщика-сборщика
Теперь мы рассмотрим сварщиков-сборщиков, которые обычно получают в среднем более высокую заработную плату по сравнению с годовой зарплатой точечных сварщиков.
 На самом деле разница составляет около 1303 долларов в год.
На самом деле разница составляет около 1303 долларов в год.Судя по резюме точечных сварщиков и сварщиков-сборщиков, некоторые навыки, необходимые для выполнения обязанностей на каждой должности, схожи. Эти навыки включают «автомобильные детали», «сверлильный станок» и «сборочную линию». Во-первых, точечному сварщику могут больше пригодиться такие навыки, как «политика компании», «проверка качества», «обеспечение соответствия» и «проверка деталей». Между тем, некоторые сварщики-сборщики могут включать в свое резюме такие навыки, как «спецификации чертежа», «макет», «прихватка» и «gmaw».
Сварщики-сборщики имеют такой же уровень образования, как и сварщики. Разница в том, что у них на 0,3% больше шансов получить степень магистра меньше, и на 0,1% меньше вероятность получить докторскую степень.
Импульсно-дуговая сварка или лазерная сварка: что лучше?
Вам когда-нибудь понадобился сварочный аппарат, но вы были ошеломлены и сбиты с толку всеми различными вариантами сварки?
Ты не один.
 Вопрос: «Что для меня лучший вариант: аппарат для импульсной дуговой сварки Orion, лазерный сварочный аппарат Dado или полноразмерный настольный лазерный сварочный аппарат?» часто является предметом обсуждения в социальных сетях. И это также вопрос, который ежедневно задают каждому консультанту по микросварке Sunstone.
Вопрос: «Что для меня лучший вариант: аппарат для импульсной дуговой сварки Orion, лазерный сварочный аппарат Dado или полноразмерный настольный лазерный сварочный аппарат?» часто является предметом обсуждения в социальных сетях. И это также вопрос, который ежедневно задают каждому консультанту по микросварке Sunstone.Обратная связь от сообщества — это здорово, потому что те, кто дает ответы, имеют практический опыт и могут поделиться своими собственными отзывами о том, что им нравится или не нравится, что сработало или не сработало, и что они могли бы порекомендовать, исходя из своих потребностей и опыта. . Но обратите особое внимание на последнюю часть предыдущего утверждения. Все ответы основаны на их потребностях и опыте. Их потребности и опыт уникальны и могут не совпадать ваши потребности и опыт . Итак, я постараюсь дать ответ, основанный не столько на мнении, сколько на преимуществах и возможностях каждого варианта.
Краткий ответ на вопрос: «Это зависит».
 И импульсно-дуговые, и лазерные сварщики могут добиться очень похожих результатов. Но технологии работают по-разному. Вот как:
И импульсно-дуговые, и лазерные сварщики могут добиться очень похожих результатов. Но технологии работают по-разному. Вот как:Импульсная дуговая сварка состоит из отрицательно заряженного вольфрамового электрода и положительно заряженного заземляющего зажима. Заготовка подключается к положительно заряженному заземляющему зажиму.
Далее процесс сварки состоит из следующих шагов или событий:
- Заправьте газом. Защитный газ, такой как аргон, применяется непосредственно перед зажиганием сварочного процесса. Аргон защищает расплавленный сварной шов от воздействия повреждающих газов, таких как кислород, и действует как переносчик электронов в процессе сварки.
- Электрифицировать. Затем сварочный аппарат подает напряжение между положительной и отрицательной клеммами, в результате чего небольшая часть защитного газа распадается на высокотемпературную электропроводящую плазму.
- Убрать. Многие аппараты для импульсной дуговой сварки втягивают сварочный электрод в этот момент процесса сварки.

- Фунт. Вольфрамовый сварочный электрод испускает электроны под потенциалом сварочного напряжения, а при повышенной температуре также производит термоэлектронную эмиссию электронов. Электронная эмиссия вольфрама вносит основной вклад в сварочный ток. Электроны ускоряются и воздействуют на заготовку с высокой тепловой энергией, таким образом передавая свой импульс зоне сварки. Большое количество энергии также концентрируется в месте сварки, поскольку электроны сварки создают дополнительное падение напряжения, которое поглощается положительным анодом.
- Зажги. Электроны, соединяющиеся с ионами в процессе сварки, излучают свет в широком спектре, при этом большая часть фотонной энергии концентрируется в синей/ультрафиолетовой области спектра.
- Круто. При снятии потенциала напряжения дуга гаснет, а сварочная ванна оседает и затвердевает.
Основные преимущества и уникальные особенности импульсной дуговой сварки:
- Серебро
- Глубже, сильнее
- Более низкая стоимость
- Более дешевое обслуживание
- Меньший размер
Лазерные сварщики работают совсем по-другому.
 Используя лампу-вспышку, неодимовый (Nd) кристалл, некоторые зеркала и фокусирующую оптику, лазерные сварщики могут использовать свет для воздействия на поверхность заготовки с достаточной силой, чтобы нагреть металл и перевести его из твердого состояния в твердое. жидкое состояние. Наиболее важными параметрами лазерного сварочного аппарата являются мощность сварки, длина сварки и диаметр пятна. Точная настройка этих трех параметров позволяет операторам создавать идеальные сварные швы для всех областей применения.
Используя лампу-вспышку, неодимовый (Nd) кристалл, некоторые зеркала и фокусирующую оптику, лазерные сварщики могут использовать свет для воздействия на поверхность заготовки с достаточной силой, чтобы нагреть металл и перевести его из твердого состояния в твердое. жидкое состояние. Наиболее важными параметрами лазерного сварочного аппарата являются мощность сварки, длина сварки и диаметр пятна. Точная настройка этих трех параметров позволяет операторам создавать идеальные сварные швы для всех областей применения.Ключевыми преимуществами или уникальными особенностями продажи лазерных сварочных аппаратов являются:
- Быстрее
- Бесконтактный
- Размер пятна не зависит от энергии сварки
При сравнении импульсной дуги и лазера процессы сварки совершенно разные, но результаты сварки очень похожи. Глядя на изображение ниже, может быть трудно определить, какой сварной шов был выполнен с использованием аппарата для импульсной дуговой сварки, а какой — с помощью лазерного сварочного аппарата.

Обе технологии могут дать успешные результаты для многих различных применений, включая ремонт цепей, изменение размеров колец, перенаконечники, изготовление по индивидуальному заказу. Если вы, скорее всего, будете выполнять небольшие объемы работ, более проводящие металлы (серебро, медь и т. д.), базовый (недорогой) ремонт, то вам лучше подойдет аппарат для импульсной дуговой сварки.
В качестве альтернативы, если вам необходимо выполнить большое количество сварных швов, очень тонкостенных деталей, уникальных и труднодоступных сварных швов или сложных ремонтных работ, то лазерный сварочный аппарат, как правило, будет лучшим вариантом.
Многие из этих и других свойств и областей применения представлены в следующей таблице:
Импульсная дуга
Дадо Лазер
Настольный лазер
Капитальные вложения
Малый и средний
$2-8 тыс.
Маленький
4 тысячи долларов
Большой
$15-25 тыс.
Требования к рабочему пространству
Маленький
Маленький
Средний-большой
Прочность металла
Блестящий, проводящий (серебро, медь)
Слабые стороны металла
Металлы с низкой электропроводностью, такие как «горшок» или бижутерия
Серебро, проводящие металлы (серебро, медь)
Серебро, проводящие металлы (серебро, медь)
Мин./макс. энергия сварки
0,2 – 250 Дж
0,9 – 10,8 Дж
0,2 – 180 Дж
Мин./макс. размер пятна
0,1–4,5 мм
0,2 – 2,0 мм
0,1–2,0 мм
Зона термического влияния
Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния.
 Для типичных ювелирных изделий ЗТВ минимальна.
Для типичных ювелирных изделий ЗТВ минимальна.Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна.
Зависит от энергии сварки, чем больше энергия, тем больше зона термического влияния. Для типичных ювелирных изделий ЗТВ минимальна.
Лучшее использование стратегических/технических преимуществ
Ремонт
Производство, большие объемы
Возможность автоматизации
Зависит от марки/модели
Нет
Зависит от марки/модели
Доступ к сварке
Если вы можете коснуться его сварочным электродом, вы можете сварить его
Если вы видите это через оптику, вы можете сварить его
Если вы видите это через оптику, вы можете сварить это
Личная безопасность
Дуга сваривает только металл
Лазер сварит все, во что попадет, включая кожу и глаза
Лазер сварит все, во что попадет, включая кожу и глаза
Защита заготовки
Дуга сваривает только металл.
 Он никогда не будет направлять энергию сварки непосредственно на камень или другой неметаллический предмет
Он никогда не будет направлять энергию сварки непосредственно на камень или другой неметаллический предметЛазер сварит все, на что попадет, включая камни и другие неметаллические предметы
Лазер сварит все, на что попадет, включая камни и другие неметаллические предметы
Затраты на техническое обслуживание
Минимум — поддерживайте острые и чистые электроды. 5000 сварных швов/электрод 3 доллара.
Минимальный-
Замена лампы-вспышки после 3 миллионов сварок (275 долларов США). Нет фильтра для воды на замену.
От минимального до умеренного — зависит от использования и дизайна производителя. Замена ламп-вспышек после 5+ миллионов сварных швов. У некоторых есть дополнительные требования к фильтру для воды.
ROI
ROI будет зависеть от того, для каких работ он используется, а также от частоты использования.
 Столешница, которая используется для закрытия прыгающих колец на браслете 1-2 раза в неделю, будет иметь ужасный ROI. Импульсная дуга начального уровня лучше подходит для этого применения. Завод с большим объемом производства выиграет больше от лазера, чем от импульсной дуги, потому что у лазера не будет времени простоя для шлифовки и очистки электродов. Лазер также может быть автоматизирован.
Столешница, которая используется для закрытия прыгающих колец на браслете 1-2 раза в неделю, будет иметь ужасный ROI. Импульсная дуга начального уровня лучше подходит для этого применения. Завод с большим объемом производства выиграет больше от лазера, чем от импульсной дуги, потому что у лазера не будет времени простоя для шлифовки и очистки электродов. Лазер также может быть автоматизирован.Предпочтение
Вы единственный, кто может оценить или оценить эту тему. Лучшее, что вы можете сделать, это попробовать все варианты и посмотреть, что вам больше нравится. Возьмите настоящие детали, с которыми вы работаете, и посмотрите, что лучше всего подходит для ваших личных дизайнов и изделий. То, что лучше всего работает для одного ювелира, может не сработать для другого.
Я связался с другом в отрасли, г-ном Джеффом Джорджантесом, который в настоящее время работает руководителем программы «Ювелирные изделия/металлы» в Дартмутском колледже, чтобы узнать его точку зрения на эту тему.
 Вот что он сказал:
Вот что он сказал:«Многие думают, что лазеры всегда лучше. Но я хочу сказать, что это не так. Например, лазеры отлично работают с золотом и платиной, но прецизионные дуговые сварщики немного лучше работают с серебром, медью, латунью. Лазеры не имеют глубокого проплавления. Они создают больше поверхностного шва, чем глубокий шов. Прецизионные дуговые сварщики обычно имеют большую мощность и часто производят сварку с более глубоким проплавлением.
очень разные способы.
«Как так? Давайте рассмотрим каждый вариант. При дуговой сварке самое простое объяснение состоит в том, что если вы возьмете положительный и отрицательный провода и соедините их вместе, вы получите действительно горячую искру. Прецизионная дуговая сварка делает это в очень контролируемом режиме. (Очевидно, это нечто большее, например, создание плазмы.)
«Лазер, с другой стороны, сваривает высококонцентрированным лучом инфракрасного света.
«Я думаю, что проще всего думать о лазерах, как о воде в домашнем садовом шланге.
 Давление, поступающее от патрубка, к которому присоединен садовый шланг, имеет определенное давление, исходящее из него. Если сопло на распылительном конце шланг полностью открыт, вы получаете широкую и тяжелую струю воды, но не очень далеко.Если вы закроете насадку, чтобы сузить струю воды, вы получите более тонкую струю воды, которая идет дальше с большей силой. Лазеры работают так. Вы можете контролировать ширину и мощность лазерного луча. Более широкий луч с той же мощностью будет иметь меньшую силу, чем узкий луч. Вы не можете выполнить такую точную настройку с помощью дуговой сварки.
Давление, поступающее от патрубка, к которому присоединен садовый шланг, имеет определенное давление, исходящее из него. Если сопло на распылительном конце шланг полностью открыт, вы получаете широкую и тяжелую струю воды, но не очень далеко.Если вы закроете насадку, чтобы сузить струю воды, вы получите более тонкую струю воды, которая идет дальше с большей силой. Лазеры работают так. Вы можете контролировать ширину и мощность лазерного луча. Более широкий луч с той же мощностью будет иметь меньшую силу, чем узкий луч. Вы не можете выполнить такую точную настройку с помощью дуговой сварки.«Ответ на вопрос: если вы работаете в основном с золотом и платиной и выполняете много тонких ремонтных работ по металлу, лазер, вероятно, будет лучшим вариантом. Если вы работаете в основном с серебром, латунью и медью, прецизионная дуга сварщик, возможно, лучший вариант. И лазеры, и дуговые сварочные аппараты могут работать с любым из этих металлов, но каждый из них имеет разную прочность.
 Опять же, лазерный сварочный аппарат не всегда лучший вариант для всех ювелиров».
Опять же, лазерный сварочный аппарат не всегда лучший вариант для всех ювелиров».После представления сильных сторон и уникальных особенностей обеих технологий, я хочу предложить изменить первоначальный вопрос «что лучше» и вместо этого заменить его вопросами типа «выиграет ли моя заготовка больше от дуговой сварки или лазерной сварки? ” Или, еще лучше, «какую выгоду я получу от инвестиций в обе технологии и максимального увеличения своих сварочных возможностей? Какие обычные работы я мог бы ускорить или упростить, если бы у меня был лазерный сварочный аппарат, и какие работы можно было бы улучшить с помощью импульсной дуговой сварки?»
Возможно, вы сможете найти стратегические аргументы в пользу обеих технологий.
Я путешествовал по миру и везде, где я был, я изо всех сил старался рассказать людям о различиях и преимуществах каждой из них, с конечной целью продемонстрировать, как обе технологии сварки могут дополнять друг друга. Иногда полезно задать следующие вопросы:
Сколько различных плоскогубцев есть у вас на верстаке? Зачем тебе столько плоскогубцев? Какой смысл иметь дюжину разных плоскогубцев?
Вы можете ответить, что каждая пара плоскогубцев служит разным целям; каждый является специализированным и имеет уникальные функции и возможности.

