Как точить токарные резцы: Как заточить резец — РИНКОМ
Содержание
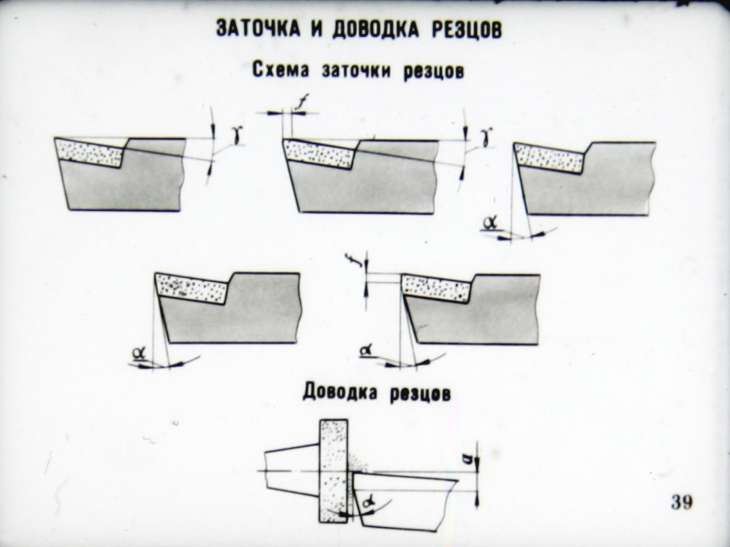
Как заточить токарные резцы по металлу: особенности, углы, доводка
Содержание
- 1 Как сила резания зависит от угла затачивания
- 2 Особенности затачивания
- 3 Типы затачивания
- 4 Углы затачивания
- 5 Проведение доводки
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).
Содержание
- Как сила резания зависит от угла затачивания
- Особенности затачивания
- Типы затачивания
- Углы затачивания
- Проведение доводки
Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от — 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
Есть некоторые особенности, которые необходимо принимать во внимание, осуществляя затачивание резцов для токарного станка своими руками. Задняя часть инструмента обрабатывается за 3 шага:
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).

- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно.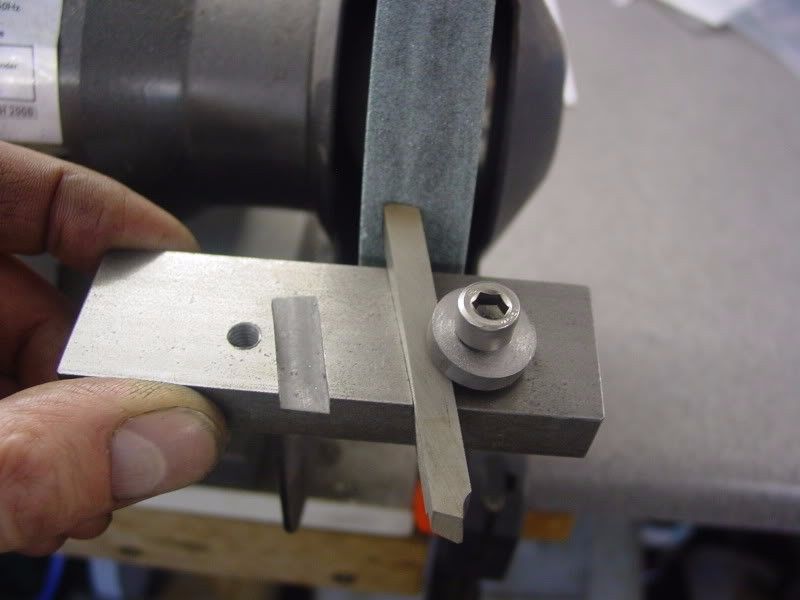 Кроме того, резец прижимается к абразиву (150 г на кв. см).
Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
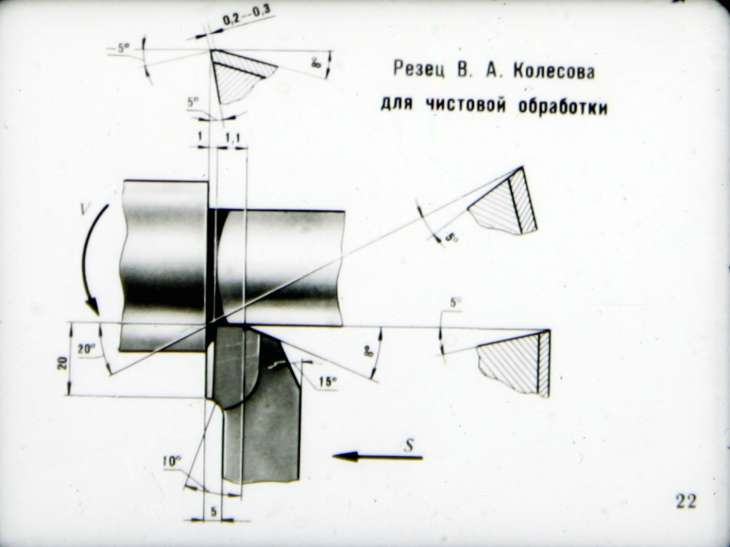
Основной угол в плане должен составлять 30 — 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.
Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
Заточка резца для токарного станка. Основные способы заточки
Представленное в настоящем каталоге токарное оборудование по металлу пригодно для совершения разных производственных операций. Любой токарный станок является универсальным. С его помощью можно нарезать резьбу, проделать отверстия, улучшить форму и характеристики поверхности рабочих заготовок. Для осуществления таких операций в качестве рабочих орудий применяются режущие изделия разного формата, изготовленные из стального закаленного материала.
Любой токарный станок является универсальным. С его помощью можно нарезать резьбу, проделать отверстия, улучшить форму и характеристики поверхности рабочих заготовок. Для осуществления таких операций в качестве рабочих орудий применяются режущие изделия разного формата, изготовленные из стального закаленного материала.
Главными особенностями резца, определяющими его предназначение, являются основные и вспомогательные заточные углы. Заточить резец необходимо для того, чтобы привести его в функциональное состояние.
Способы заточки
Крупные предприятия, которые занимаются обработкой металлов, имеют в своем штате персонал, специализирующийся на том, чтобы затачивать резцы, для чего применяются определенные токарные станки. В небольших мастерских эти операции осуществляются силами обычных мастеров.
Чтобы заточить резец токарного станка, используются такие методы:
- абразивный – при помощи шлифовальных кругов;
- механико-химический – заключается в обработке металла определенными веществами;
- при помощи специализированного оборудования.

Заточить резец абразивным способом можно при помощи заточного токарного станка или используя только лишь шлифовальный брусок. Ручной способ не отличается высоким качеством, поскольку трудно выдержать необходимые углы. Кроме того, при разогреве металлом утрачиваются первоначальные качества, из-за чего результат будет целиком зависеть от навыков и знаний мастера.
Резцы из твердых сплавов обрабатываются посредством зеленого карборунда. Стальные рабочие элементы обтачивают с участием шлифовальных деталей вращения, обладающих умеренной твердостью.
Первоначальные операции осуществляются с применением точильных брусков, абразив которых составляет от 36 до 46, а заключительные – с абразивом в пределах 60-80. Перед монтажом элемента вращения на оборудование нужно проверить его цельность. В процессе работы шлифовальные круги иногда разламываются, нанося травмы операторам и смещая угол заточки.
Механико-химический способ отличает высокая оперативность и результативность, при этом создается идеальная по характеристикам поверхность без трещин и разломов. Метод используется для того, чтобы заточить большие резцы из твердых сплавов. Предварительно на них необходимо нанести медный купорос, обеспечивающий внешнюю защиту. Удаление вещества происходит с помощью присутствующих в нем же абразивных включений. Для осуществления данного способа пригоден токарный станок, укомплектованный вместилищем с динамичным шлифовальщиком. Зафиксированный режущий инструмент осуществляет цикличные перемещения, придавливаясь под давлением к абразивной плоскости.
Метод используется для того, чтобы заточить большие резцы из твердых сплавов. Предварительно на них необходимо нанести медный купорос, обеспечивающий внешнюю защиту. Удаление вещества происходит с помощью присутствующих в нем же абразивных включений. Для осуществления данного способа пригоден токарный станок, укомплектованный вместилищем с динамичным шлифовальщиком. Зафиксированный режущий инструмент осуществляет цикличные перемещения, придавливаясь под давлением к абразивной плоскости.
Что необходимо учитывать, чтобы заточить заготовку
Режущее орудие специализированного токарного станка может перемещаться как параллельно, так и перпендикулярно центру вращения обрабатываемого инструмента резки. Станок, осуществляющий такие операции, должен предельно соответствовать производственным нормам, для чего при выборе этого оборудования необходимо учесть такие параметры:
- диаметр обработки;
- длину рабочей детали;
- интервал между центрами;
- параметры шпиндельного проема;
- мощность двигателя.
Для небольшого производства подойдут компактные настольные типы токарных станков. Цена такой техники существенно ниже оборудования для больших предприятий. При этом необходимо учитывать, что универсальность станка увеличивается пропорционально его цене. Чем дороже стоимость устройство, тем выше его функциональность.
В первую очередь нужно заточить главную заднюю плоскость, затем вспомогательную заднюю плоскость, после – лицевую поверхность и в заключение – концевое закругление.
Для получения идеальной гладкой поверхности необходимо регулярное перемещение инструмента параллельно шлифовальной плоскости. Это способствует равномерному износу и долговечности шлифовального круга.
В процессе работы резец, который нужно заточить, обрабатывают водой, чтобы снизить температуру нагрева.
Ручная доводка осуществляется:
- малозернистым оселком с применением масляных и керосиновых растворов или стальных приспособлений;
- медным кругом с помощью борного карбида и масла.

Доводка осуществляется только для резцов с кромочной шириной не выше трех миллиметров. Лучше доводить резцовый инструмент с помощью токарного станка с чугунным оселком. Это несложно и не займет много времени, зато будет существенно увеличен срок применения и повышен уровень работоспособности изделия. Кроме того, чтобы удачно заточить инструмент, необходимо четко выдерживать требуемые углы.
Заточка токарных инструментов — это просто
Эта статья взята из 65-го выпуска журнала Woodcraft Magazine.
Быстрые и простые стратегии для более безопасных и гладких резов
Для многих предметов мебели требуются токарные элементы, такие как ножки, шпиндели, колонны и тяги. Таким образом, обучение точению является естественным (и часто необходимым) следующим шагом для многих столяров. Кроме того, есть сотни полезных и приятных проектов, которые можно выполнить, имея лишь токарный станок, небольшой набор токарных инструментов и несколько обрезков дерева. Тем не менее, веселье не может начаться, пока ваши инструменты не будут должным образом сформированы и заточены. Столяры пришли к выводу, что инструменты, купленные в магазине, требуют некоторой заточки перед использованием. Удивительно то, что некоторые новые токарные инструменты не затачиваются должным образом. Это может сделать обучение повороту более разочаровывающим, чем должно быть.
Тем не менее, веселье не может начаться, пока ваши инструменты не будут должным образом сформированы и заточены. Столяры пришли к выводу, что инструменты, купленные в магазине, требуют некоторой заточки перед использованием. Удивительно то, что некоторые новые токарные инструменты не затачиваются должным образом. Это может сделать обучение повороту более разочаровывающим, чем должно быть.
Здесь я покажу, как быстро заточить шесть моих наиболее часто используемых инструментов, чтобы вы могли уделить больше внимания токарной обработке.
Обычно я предпочитаю заточку от руки. Для меня ручная заточка сродни езде на велосипеде без тренировочных колес. Как только ваши руки узнают, что заточка — это то же самое, что и токарная обработка, вы обнаружите, что переход от шлифовального станка к токарному станку может быть быстрым и плавным. И когда вы можете подправить лезвие за меньшее время, чем для настройки приспособления, вы, вероятно, будете точить чаще.
Начальный набор инструмента поворота
1–2 «Скребок с круглым нозом
1–8″ Инструмент расставания алмазов
3–4 «Грубая шпинделя
3–8″ Гужа
1 000 » Стаканчик с чашей»
3⁄4″ Перекос
Установка для заточки
Наличие рядом с токарным станком нескольких принадлежностей поможет вам сохранить преимущество ваших инструментов. Если у вас еще нет этих предметов, самое время запастись ими.
Если у вас еще нет этих предметов, самое время запастись ими.
Низкоскоростная шлифовальная машина (колесо 6 или 8 дюймов)
Существуют и другие станки для заточки и придания формы, но лучше всего начать с низкоскоростной шлифовальной машины. Если у вас его еще нет, эта машина обойдется вам от 150 до 250 долларов.
Подручники
Вы должны инвестировать в достойные послепродажные подручники, такие как система заточки Wolverine (№ 125676, $89,99). Платформа и V-образные упоры легко регулируются и надежно фиксируются на месте. Если ваш бюджет позволяет, подумайте о том, чтобы побаловать себя приспособлением Vari-Grind (#125677, $55,9).9) для шпиндельных и чашеобразных бороздок.
Подставка для кофемолки
Мой отец построил эту подставку (справа) для меня 30 лет назад. Мне нравится, что он прочный, но при этом достаточно легкий, чтобы его можно было перемещать вместе с любым токарным станком, который я использую. (Заточка должна требовать как можно меньше шагов. ) Отрегулируйте ножки так, чтобы подручники находились на той же высоте, что и подручники вашего токарного станка.
) Отрегулируйте ножки так, чтобы подручники находились на той же высоте, что и подручники вашего токарного станка.
Шлифовальные круги
Обе стороны моей кофемолки оснащены кругами Norton 3x с зернистостью 80. Я считаю, что эти круги быстро удаляют материал и создают кромку, которую я могу использовать без дополнительного хонингования. Колесо 6 дюймов стоит около 45 долларов; 8-дюймовое колесо стоит 55 долларов.
Когда остальная часть находится в горизонтальном положении на высоте оси колеса, прикоснитесь инструментом к колесу и сдвиньте его в сторону, чтобы выровнять и очистить поверхность.
Алмазный инструмент для правки
Шлифовальные круги требуют частой правки. Легкий проход инструментом для правки (#158522, $17,99), как показано выше, выравнивает поверхность круга, удаляет наросты металла и обнажает свежий абразив.
Транспортир
Вы можете начать с заводских углов инструмента, но со временем вы найдете металлический транспортир (№ 85O45, 20,9 долл. США).9) удобно для проверки угла или установки нового.
США).9) удобно для проверки угла или установки нового.
Маркер с фломастером
Маркер предлагает самый простой способ установить подручник в соответствии с существующим углом. Раскрасьте край инструмента, а затем прикоснитесь им к камню. Когда шлифовальная метка стирает чернила в центре скоса, все готово.
Точильные камни
Косые стамески требуют заточки. Масляный камень (#149103, $31,99) — эффективное и доступное решение. У меня также есть алмазная лопатка (№ 415700, 37,9 долларов США).9) в моем кармане для подкраски со стороны инструмента.
Алмазный отрезной инструмент
Предназначен для резки прямых, точных диаметров и для отделения токарной обработки от ненужной части заготовки, отрезной инструмент представляет собой нечто среднее между режущим инструментом и шабером. Когда кромка проходит по касательной к заготовке со скосом, происходит резка. Когда наконечник входит прямо в заготовку на уровне или немного выше центральной линии, он царапает. Инструменты для разделения бывают нескольких видов: плоские, ромбовидные и «рифленые». Со временем вы захотите приобрести другие инструменты для разделения, но алмаз — хороший инструмент для начала, потому что он прост в использовании. Поскольку наконечник находится в самой толстой части стержня, алмазный отрезной инструмент может выполнять глубокие пропилы без заедания сторон в пропиле.
Как правило, установленные на заводе фаски сходятся под углом 50°, поэтому этот инструмент должен быть готов к работе после быстрой подкраски. (Примечание: меньший угол обеспечивает более чистый срез, но он имеет тенденцию быстро ломаться при использовании для шабрения.) Для заточки отрегулируйте плоскую подставку так, чтобы угол скоса инструмента соответствовал кругу. Затем аккуратно прижмите край к колесу. Сосредоточьтесь на удалении равного количества с обеих граней, чтобы точка оставалась в центре инструмента. Остановитесь, как только край станет прямым и вы почувствуете заусенец. (Я не беспокоюсь о полировке или заточке жернова.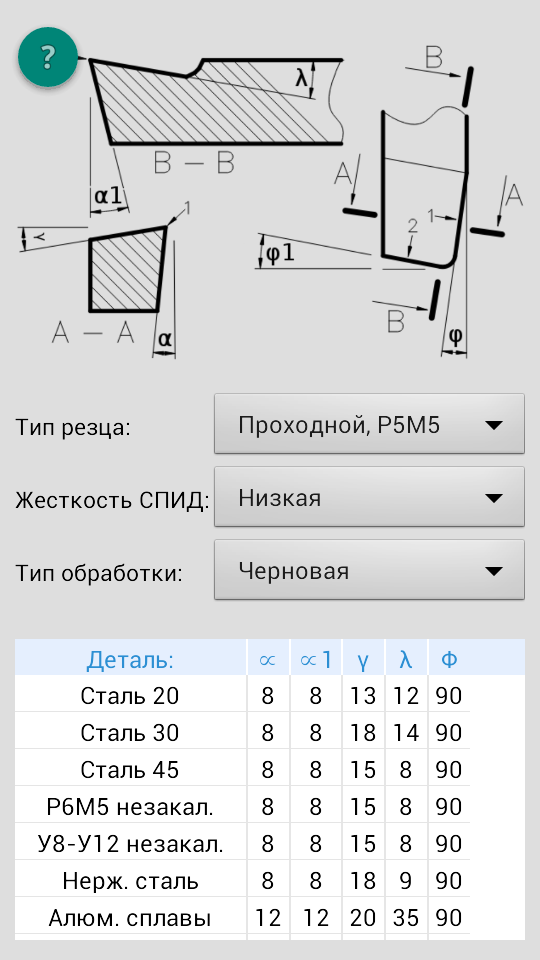 Он сломается, как только кончик коснется заготовки.)
Он сломается, как только кончик коснется заготовки.)
Скребок
Трудно увидеть разницу между изображениями «До» и «После», но если вы проведете пальцем по верхней поверхности обоих инструментов, вы сразу заметите край проволоки или заусенец на правильно подготовленном скребке. Именно этот заусенец дает скребкам возможность создавать гладкие, как стекло, поверхности. Заусенцы недолговечны, но их можно восстановить за считанные секунды.
Отрегулируйте подручник так, чтобы поверхность фаски совпадала с контуром круга. Чтобы углы совпадали, покрасьте кончик инструмента маркером и прикоснитесь им к колесу. Отрегулируйте платформу, пока колесо не коснется середины скоса. Теперь, положив инструмент ровно на опору, осторожно вдавите кончик скребка в колесо и следуйте форме кромки. Для круглого скребка это означает раскачивание рукоятки инструмента вперед и назад. Когда искры начнут падать на верхнюю поверхность инструмента, и вы почувствуете заусенец, все готово.
Примечание. Некоторые токари счищают заусенец полировальным кругом, а затем используют полировальный станок, чтобы нарисовать заусенец. Вытянутый заусенец может быть немного жестче, но я не думаю, что производительность требует этого дополнительного шага. Я считаю, что более частое шлифование быстрее и проще, чем рисование заусенца вручную.
Шпиндельная черновая канавка
Шпиндельная черновая канавка превращает заготовки в цилиндры; он также может поворачивать основные формы, такие как конусы. Обратите внимание, что этот инструмент предназначен только для шпинделей. Он не предназначен для переворачивания чаши.
Работает любой угол скоса от 40° до 55°; так что угол завода-земли является хорошей отправной точкой. Отрегулируйте угол плоской опоры так, чтобы скос инструмента касался камня. Теперь включите болгарку и инструментом, параллельным кругу, коснитесь кончика инструмента. Положите инструмент на подставку и медленно подтолкните долото к колесу. Когда наконечник коснется круга, одной рукой прижмите инструмент к столу и вращайте долото, пока не дойдете до другой стороны, а затем в обратном направлении. Когда вы шлифуете, сосредоточьтесь на том, чтобы крепко удерживать долото на остальных и держать его конец перпендикулярно кругу. Когда искры исходят от верхней части инструмента, работа должна быть завершена.
Когда наконечник коснется круга, одной рукой прижмите инструмент к столу и вращайте долото, пока не дойдете до другой стороны, а затем в обратном направлении. Когда вы шлифуете, сосредоточьтесь на том, чтобы крепко удерживать долото на остальных и держать его конец перпендикулярно кругу. Когда искры исходят от верхней части инструмента, работа должна быть завершена.
Примечание. Некоторые токарные мастера предлагают положить торец рукоятки в V-образный упор, но я считаю, что эта процедура занимает слишком много времени и потенциально опасна. Если край зацепится, вращение шлифовального станка заклинит инструмент в круге. На мой взгляд, шлифовка от руки более безопасна и не менее точна.
Долото для шпинделя
Долото для шпинделя предназначено для вырезания кривых, бухт и других подробных профилей на шпинделях и чашах. Эти формы легче сделать, если вы удлините и изогните скос, чтобы создать «шлифовку ногтя», как показано выше. В отличие от черновой выемки, этот профиль имеет более длинную конусообразную вершину с укороченными выступами, предназначенными для того, чтобы не попасть в разрез.
Заточка шпиндельной выемки требует большей практики, чем другие инструменты, потому что инструмент прокатывается по шлифовальному кругу, одновременно скользя вверх по кругу для заточки крыльев. В отличие от обычной стамески, вы не можете просто установить инструмент на остальные. Чтобы упростить этот двухэтапный процесс, я положил свою руку на V-образный упор, как показано выше слева. (Я думаю, что этот метод держит вашу руку на более безопасном расстоянии от круга.)
При выключенном шлифовальном станке установите долото на отдыхающую руку и двигайте его вперед, пока средняя часть фаски не коснется верхней половины круга, и затем дайте ему откинуться от колеса. Теперь, когда шлифовальный станок включен, поднимите рукоятку, пока полный скос не коснется круга. Поворачивая инструмент, одновременно толкайте его вверх по шлифовальному кругу, как показано на рисунке. Повторяйте этот процесс с одной стороны до тех пор, пока искры не появятся на краю и внутри флейты. Затем повторите процедуру с другой стороны скоса. В качестве последнего шага поверните наружу в обоих направлениях от середины режущих кромок выемки, чтобы сделать однородный непрерывный скос.
В качестве последнего шага поверните наружу в обоих направлениях от середины режущих кромок выемки, чтобы сделать однородный непрерывный скос.
Долото чаши
Я обтачиваю выемки чаши так же, как и выемки шпинделя; тем не менее, я делаю шлифовку с большим углом скоса (около 75°-80°), чтобы обеспечить большую массу под режущей кромкой. Эту долото также можно затачивать от руки, но при создании совершенно новой фаски на более крупной долото я ценю помощь приспособления Vari-Grind.
Чтобы использовать зажимное приспособление, сначала используйте упор так, чтобы кончик выступал примерно на 2 дюйма от передней части зажимного приспособления, как показано на рисунке. Отрегулируйте ножку зажимного приспособления в соответствии с инструкциями производителя, установите его в V-образный упор, а затем выдвиньте остальные. так, чтобы центр фаски находился в центре круга. Теперь включите шлифовальный станок и опустите инструмент на круг. Сначала заточите кончик, а затем поверните и покачайте приспособление в каждом направлении, как показано, чтобы создать равномерный помол (как видно на фото, удобно стоять сбоку от кофемолки, чтобы держаться подальше от рукоятки). 0007
0007
Косое долото
Косое долото — мой любимый инструмент для большинства операций токарной обработки шпинделя. Его можно использовать не только для придания формы, но и для финишной обработки цилиндров, V-образных канавок, валиков и длинных вогнутых кривых. Хотя он считается самым сложным в использовании инструментом, после освоения он может производить обработанные поверхности, гладкие, как наждачная бумага с самой мелкой зернистостью, за короткое время.
Поскольку это инструмент для финишной обработки поверхности, перекос должен быть острым как бритва (буквально, как бритва). К счастью, получить хирургическое лезвие не намного сложнее, чем заточить стандартное стамесочное долото.
Вместо того, чтобы использовать шлифовальную машину, я предпочитаю формировать фаски на дисковой или ленточной шлифовальной машине с абразивом зернистостью 80. В отличие от колеса, эти машины сохраняют плоский скос. (Примечание: во избежание возгорания удалите опилки со шлифовальной машины и прилегающих участков. )
)
Используя в качестве ориентира установленный на заводе скос, положите одну руку на стол шлифовальной машины, а затем поверните наконечник к диску или ремню. , как показано. При этом следите за тем, чтобы не задеть верхний угол инструмента. Чтобы избежать заедания, дайте нижнему краю косой детали коснуться абразива, прежде чем полностью совместить фаску с диском. Повторите эту процедуру на противоположном лице. После шлифовки обеих сторон проверьте фаски, а затем внесите необходимые корректировки, чтобы обе фаски были одинаковой длины.
После шлифовки нужно отточить лезвие. Пока буду еще за станком, настрою масляный камень. Просто совместите скос с камнем и перемещайте инструмент вперед и назад, как показано, пока не получите зеркальную поверхность. Несколько проходов с каждой стороны должны помочь. В эти дни я также ношу алмазную ракетку в кармане фартука. Этот аксессуар обеспечивает удобный способ подправить край перед чистовой обработкой. Я обнаружил, что могу повторно заточить лезвие несколько раз, прежде чем потребуется его переточка.
Он острый или нет?
Если вы пробовали использовать новый токарный инструмент или пытались слишком долго точить, не возвращаясь к шлифовальному станку, то вы уже знаете, как тупой инструмент будет тянуть или рваться при точении, оставляя поверхность, которую можно невозможно отшлифовать до гладкости. Хитрость заключается в том, чтобы знать, когда инструмент нуждается в подкраске, до того, как будет нанесен ущерб. Способность определить разницу требует определенного опыта, тем более что некоторые породы дерева труднее обтачивать, чем другие.
Один из быстрых способов определить, является ли инструмент острым или нет, — перетащить его край по ногтю миниатюры. Если край зацепится и создаст завиток, все готово.
Лучший совет, который я когда-либо слышал, звучит так: «Если сомневаетесь, точите». Какими бы острыми ни были мои инструменты, у меня все же есть привычка подправлять край перед тем, как сделать окончательный разрез.
О нашем авторе
Ник Кук является одним из основателей Американской ассоциации токарных мастеров и проводит семинары по токарной обработке по дереву по всей стране. Он только что завершил 1219кольца для салфеток из знаменитого дуба Toomer’s Corner Oak Университета Оберн.
Он только что завершил 1219кольца для салфеток из знаменитого дуба Toomer’s Corner Oak Университета Оберн.
Как заточить ножи газонокосилки
Когда вы косите газон затупленным ножом газонокосилки, трава может стать коричневой из-за неровных срезов. По этой причине важно иметь острые лезвия газонокосилки. Это может сохранить траву здоровой и зеленой, а стрижка прослужит дольше.
Все, что вам нужно сделать, это заточить лезвие, чтобы получить чистый срез. При этом время стрижки газона сократится, а трава сможет быстро восстановиться. Здесь мы объясним вам, как безопасно заточить нож газонокосилки.
Требования –
Инструменты, необходимые для заточки ножей газонокосилки, включают торцевой ключ или набор трещоток, тиски, напильник и тряпки. Материалы, которые вам потребуются, это рабочие перчатки и смазка WD-40.
Outline
Когда нужно точить нож косилки?
Когда вы стрижете траву, питательные вещества возвращаются на газон, поэтому трава становится сильной и зеленой. Для этого важно обеспечить чистые срезы. Можно предложить чистый срез острой косилкой. Однако при регулярном использовании лезвие газонокосилки может затупиться и затупиться. Важно время от времени осматривать лезвия.
Для этого важно обеспечить чистые срезы. Можно предложить чистый срез острой косилкой. Однако при регулярном использовании лезвие газонокосилки может затупиться и затупиться. Важно время от времени осматривать лезвия.
- При наличии изношенных лезвий их необходимо снять и заточить кромки.
- Рекомендуется затачивать нож косилки не реже двух раз в сезон.
- Некоторые люди часто затачивают лезвия после 25 часов использования.
- Вам также придется затачивать их, когда лезвия ударяются о камни, которые могут оставить вмятины.
- Иногда вам будет трудно косить газон, когда газон намекает на то, что лезвия затупились.
- Вы должны обращать внимание на различные признаки, такие как неравномерная высота травы, вмятины или зазубрины, оборванные травинки или потертые края травы.
Снятие и очистка лезвия
Чтобы заточить лезвие, необходимо безопасно снять лезвие с газонокосилки. Всегда рекомендуется отключать источник питания или аккумулятор. Всегда отсоединяйте провода свечей зажигания. Это помогает защитить от любого рода ударов из-за мощности. Вы можете сделать это следующим образом:
Всегда отсоединяйте провода свечей зажигания. Это помогает защитить от любого рода ударов из-за мощности. Вы можете сделать это следующим образом:
- Для большей безопасности вы можете надеть защитные очки и перчатки.
- Во-первых, всегда опорожняйте бензобак, чтобы предотвратить проливание топлива. Вам нужно осторожно перевернуть косилку на бок. Однако убедитесь, что карбюратор и воздушный фильтр обращены вверх.
- С помощью перманентного маркера или жирного карандаша отметьте нижнюю часть лезвия. При этом вы сможете установить его правильной стороной после заточки лезвия.
- Теперь вам придется искать орехи. Используя гаечный ключ или головку, вы можете легко ослабить гайки, чтобы освободить нож косилки. Приложите большее усилие, если хват очень тугой. Вам нужно зажать лезвие и скрепить его куском дерева.
- Если в любом случае резьбовой вал и гайки слиплись, необходимо нанести проникающее масло. Всегда позволяйте ему сидеть в течение нескольких часов.

- Перед заточкой всегда придется протирать лезвие салфеткой из микрофибры или сухой тряпкой. Иногда вы можете обнаружить, что лезвие покрыто скошенной травой, и вам придется использовать проникающее масло. Оставьте на некоторое время, а затем сотрите мусор жесткой щеткой.
Как заточить лезвие газонокосилки?
Чтобы подготовиться к уборке, вам нужно будет собрать инструменты. Сначала вам нужно будет убедиться, что лезвие повреждено или затупилось. Имейте в виду, что противоположные стороны лезвия имеют режущую кромку до 4 дюймов. Чтобы осмотреть лезвие, вам нужно зажать лезвие косилки на рабочем столе. Держите режущую кромку вверх. Внимательно посмотрите на знаки, если он требует заточки или замены. Замена должна быть сделана, если лезвие имеет трещины или если оно сильно изогнуто. Если лезвие затупилось или имеет сколы, его придется заточить.
Заточку ножей газонокосилки можно выполнять несколькими способами. Для ручной заточки вам потребуются абразивы или металлические напильники. Если вы хотите заточить его на станке, вам понадобится настольная шлифовальная машина, угловая шлифовальная машина или точилка для лезвий.
Если вы хотите заточить его на станке, вам понадобится настольная шлифовальная машина, угловая шлифовальная машина или точилка для лезвий.
При заточке нужно делать это осторожно, чтобы не порезать палец. Если это лезвие острое как бритва, вероятность затупиться еще больше. Желательно пойти на замену, а не иметь постоянную заточку.
Ручная заточка
Всегда надевайте защитные перчатки и защитные очки. Вам придется защищаться от металлической стружки и искр.
- Используйте точильный камень или напильник диаметром 10 дюймов, чтобы заточить край лезвия. Вам нужно держать файл примерно около 45 градусов.
- Начните с заточки с верхней стороны.
- Вам придется толкать напильник в одном направлении, не пиля вперед и назад.
- Во время пломбирования вы сможете почувствовать зубья напильника. Когда такого ощущения нет, придется немного надавить.
- Попробуйте добраться до шероховатостей и следить за углом кромки лезвия.
 Обратите внимание, что большинство лезвий требуют заточки менее чем за 50 проходов напильником.
Обратите внимание, что большинство лезвий требуют заточки менее чем за 50 проходов напильником. - После обработки одной кромки ее необходимо освободить от тисков.
- Повторите процесс, перевернув его на другую сторону.
Заточка с помощью приспособления для заточки лезвий
Здесь также необходимо надеть перчатки и наушники.
- Для начала вам придется зажать лезвие в тиски.
- Возьмите стандартную дрель и вставьте в нее точилку для лезвий. Точилка поставляется с точильным камнем со скошенной кромкой. Он также имеет хвостовик 0,25 дюйма и направляющую часть.
- Начните с нажатия курка дрели, чтобы запустить ее.
- Теперь вы можете поместить измельчитель на лезвие косилки. Чтобы иметь правильный угол заточки, вы должны прижимать плоскую направляющую к задней части лезвия. Кроме того, режущая кромка должна входить в скос.
- Применяя среднее давление, вам придется двигать камень вперед и назад.
 Проверяйте лезвие после каждых пяти ходов. На нем не должно быть шероховатостей или зазубрин, и он должен быть очень острым.
Проверяйте лезвие после каждых пяти ходов. На нем не должно быть шероховатостей или зазубрин, и он должен быть очень острым. - Завершите лезвие и переверните лезвие. Начните процесс и заточите другой край.
При использовании точилки никогда не перегревайте край лезвия. Если он горячий, вы можете окунуть его в ведро с водой.
Заточка с помощью угловой шлифовальной машины
Начнем с того, что вы всегда должны носить защитные средства, такие как средства защиты органов слуха и глаз, а также рабочие перчатки.
- Зажмите лезвие с помощью тисков. Для УШМ можно использовать лепестковый диск.
- Рекомендуется совместить режущую кромку ножа косилки с ножом измельчителя.
- Медленно перемещайте кофемолку по краю лезвия.
- Попробуйте сделать это на существующей кромке и убедитесь, что нет шероховатостей.
- Выполнив один край, вы можете повторить его, перевернув.
Если вы чувствуете, что заточка завершена, вы всегда можете это проверить.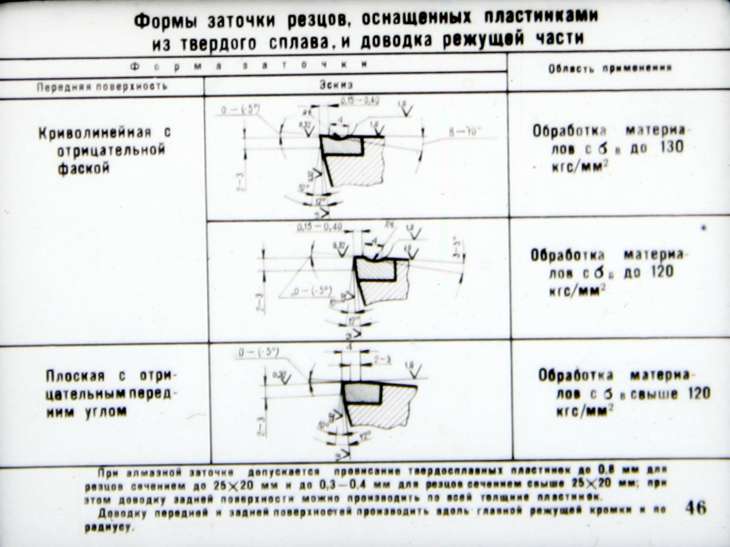 Возьмите лист бумаги или травинку, и она должна легко резаться.
Возьмите лист бумаги или травинку, и она должна легко резаться.
Проверка балансировки лезвия
Перед установкой лезвия важно проверить его балансировку. Несбалансированное лезвие может привести к вибрациям, которые могут повредить его компоненты. Хорошо сбалансированное лезвие будет иметь плавный ход. Любой дисбаланс может даже повредить вашу косилку, и вам придется искать замену. Есть даже способы проверить балансировку лезвия с помощью балансировочного станка. Вы можете подтвердить это следующим образом:
- Вы можете начать, поддерживая лезвие как весы и используя отвертку. Теперь вставьте кончик отвертки в отверстие лезвия. Вы обнаружите, что лезвие будет балансировать или падать на рукоятку.
- Держа лезвие горизонтально, вы должны отпустить его. При этом учитывайте, что она должна оставаться ровной.
- Основным признаком несбалансированного лезвия является падение лезвия с одной стороны.
- Может даже случиться так, что глубинная сторона тяжелее.
 Вам придется удалить немного металла, сняв несколько ударов.
Вам придется удалить немного металла, сняв несколько ударов.
Переустановка блейда
Переустановка блейда является ключевым фактором, определяющим общую производительность. Если он недостаточно затянут, газонокосилка будет затруднена при запуске. Во время этого процесса вы можете легко очистить чашу вокруг лезвия. Убедитесь, что вам нравится чистый участок под косилкой. Удалите обрезки травы или грязь с помощью шпателя или скребка.
- Начните с установки лезвия на болт. Обратите внимание, что отмеченная сторона должна быть направлена вверх.
- С помощью торцевого ключа можно затянуть гайку. Он должен быть надежным и очень тугим, чтобы газонокосилка могла плавно запускаться.
- Теперь вы можете подключить провод свечи зажигания, а также источник питания.
- На следующем шаге вы должны заправить бензобак.
- Чтобы избежать испарений, вам придется выкатить косилку за пределы сарая или гаража.
- Наконец, вы можете увидеть, плавно ли запускается газонокосилка.

