Как в домашних условиях гнуть железо: Как гнуть листовой металл в домашних условиях
Содержание
Как гнуть листовой металл в домашних условиях
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Содержание
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
- радиусная,
- многоугловая,
- одноугловая,
- п-образная.
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.

Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Видео:
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
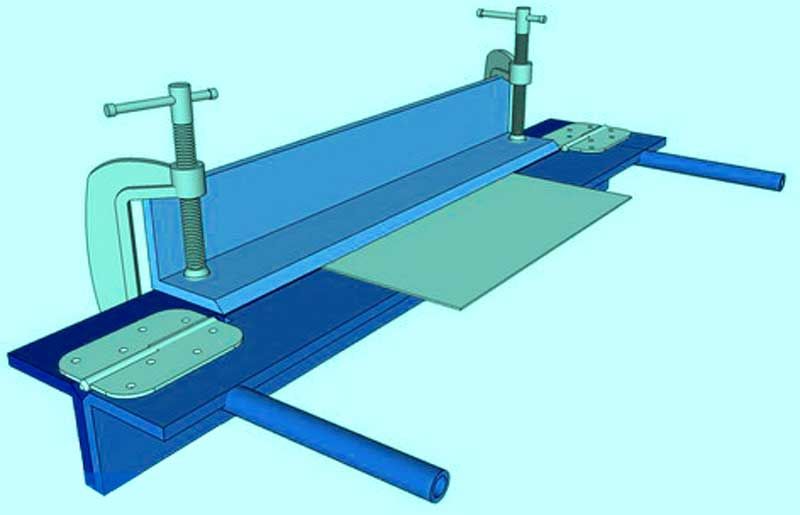
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Видео:
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок. Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Видео:
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Видео:
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Как согнуть металлическую пластину в домашних условиях — Строй Обзор
Содержание
- Технология гибки – основные сведения
- Как выполнить гибку под прямым углом
- Как изготовить листогибочный станок самому
- Сгибание металлического листа при помощи молотка
- Изготовление трубы без применения станка
- Основные принципы
- Типы гибки металлических изделий
- Виды оборудования
- Ручная работа
- Самостоятельное изготовление станка
- Гибка полосы при помощи тисков
- Гибка полосы в кольцо
- Гибка полосы на ребро
В процессе строительства дома или дачи зачастую появляется необходимость в оборудовании водостоков, канализации, каркасов из металла.
При изготовлении подобных изделий необходимо придать плоской заготовке необходимую пространственную форму. Советы опытных мастеров, как загнуть лист металла в домашних условиях, позволят изготавливать конструкции хорошего качества, которые прослужат долгое время.
Технология гибки – основные сведения
Сгибание металла выполняют без сварочных швов, что позволяет избежать коррозии в дальнейшем и получить изделие повышенной прочности. Деформация не требует значительных усилий и выполняется, как правило, в холодном состоянии.
Исключение составляют твердые материалы, вроде дюрали или углеродистых сталей. Технология гибки листового металла разрабатывается соответственно поставленным задачам в таких вариантах, как:
Отдельный случай – сгибание с растяжением. Данную технологию применяют при изготовлении деталей с большими радиусами гибки, небольшого диаметра. При изготовлении деталей своими руками, процесс сочетают с такими операциями, как резка или пробивка.![]()
Для обработки в домашних условиях хорошо подходят мягкие виды металлов и сплавов, такие как латунь, медь, алюминий. Изготовление изделий методом сгибания выполняется на вальцовочных или роликовых станках, либо вручную.
Последняя процедура довольно трудоемкая. Гибку производят при помощи плоскогубцев и резинового молотка. Если лист небольшой толщины, используют киянку.
Как выполнить гибку под прямым углом
Для сгибания скобы из металлического листа потребуется набор инструментов и приспособлений, состоящий из:
- тисков,
- молотка,
- электропилы,
- бруска,
- оправы.
Длина полоски изготавливается по схеме, с тем расчётом, что на каждый загиб должен приходиться запас по 0,5 мм, плюс еще миллиметр на сгибы с обеих сторон. Заготовку помещают в тиски с угольниками. Зажимая её по линии сгиба, обрабатывают молотком.
После этого будущую скобу разворачивают в тисках, зажимают оправой и бруском, формируют другую сторону. Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Заготовку вытаскивают, отмеряют необходимую длину сторон, выполняя загибы по низу.
Треугольником сверяют правильность угла, подправляя молотком неточности. При выполнении обеих операций, заготовку поджимают бруском и оправой. Готовую скобу подпиливают до нужного размера.
Как изготовить листогибочный станок самому
Для придания металлу нужной конфигурации, жестянщики используют листогиб. Но как поступить мастеру, у которого специального оборудования под рукой нет?
На деле вопрос, как гнуть листовой металл в домашних условиях, решается просто. Достаточно использовать собственную смекалку и элементарные приспособления, чтобы изготовить простенький станок.
Чтобы изготовить сгибатель для металлического профиля, потребуются:
- двутавровая балка 80 мм,
- крепеж (болты),
- петли,
- уголок 80 мм,
- струбцины,
- пара рукояток.
Понадобится также аппарат для сварки и устойчивый стол, на котором закрепляют готовый станок.
Основу устройства составляет двутавровая балка, к которой двумя болтами прикручивают уголок, удерживающий заготовку в процессе сгибания. Под него методом сварки крепятся три дверные петли. Вторую их часть приваривают непосредственно к уголку.
Чтобы станок легко поворачивался во время сгибания листового металла, к нему с двух сторон приделывают ручки. Струбцинами готовый станок крепят к столу. Перед укладкой заготовки уголок откручивают или приподнимают. Лист прижимают, выравнивают по краю и загибают, поворачивая станок за рукояти. Самодельное устройство годится только для обработки заготовок незначительной толщины.
Сгибание металлического листа при помощи молотка
Для того чтобы выполнить гибку листа толщиной до 1,2 мм под прямым углом, используют простейшие инструменты – плоскогубцы (струбцины) и резиновый молоток.
Обработку производят на ровном деревянном бруске. Линию сгиба прочерчивают при помощи карандаша и линейки. Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Затем лист зажимают плоскогубцами так, чтобы их концы пришлись точно на линию разметки.
Край постепенно отгибают вверх, продвигаясь вдоль сгиба. После того, как угол приблизится к 90 градусам, лист помещают на брусок и при помощи молотка окончательно выравнивают.
Таким образом изготавливают узкие детали, например кромки из жести.
Совет: резиновый или деревянный молоток используют, чтобы на металле не образовались вмятины. Если сгибание выполняется обычным инструментом, в качестве прокладки нужно взять текстолитовую пластину.
Сгибание листа толщиной до 2 мм удобно проводить на рабочем столе. Металл располагают так, чтобы линия разметки приходилась на кромку. Под обрабатываемый материал подкладывают стальной уголок.
Лист зажимают в тисках при помощи двух деревянных брусков. Сгибание производят при помощи молотка, простукивая металл от одного конца к другому. Край листа при этом направляют вниз так, чтобы в итоге он полностью лег на закрепленный по краю стола уголок.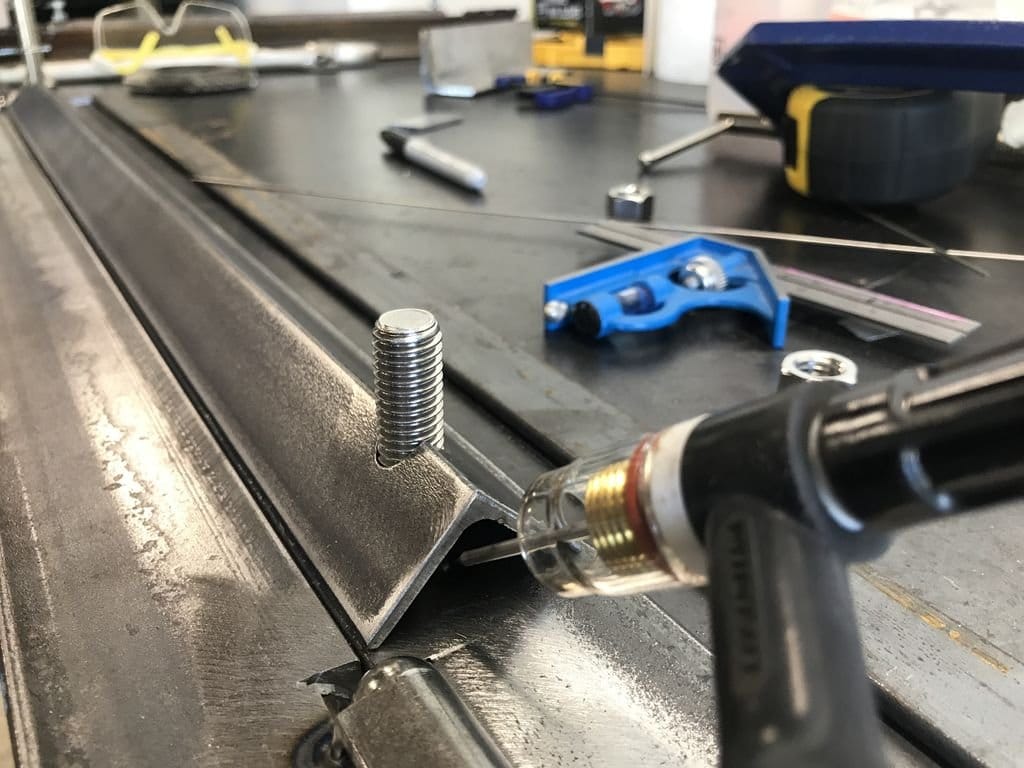 Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Этим способом изготавливают изделия любой ширины, в том числе ящики или мангалы.
Изготовление трубы без применения станка
Домашние умельцы изобрели массу способов сгибания металлического листа в трубу без применения станка.
Предлагаем рассмотреть простейший вариант с использованием походящей по размерам болванки. Изготавливают её из старой трубы подходящего диаметра.
Лист металла раскладывают на полу, отрезают от него кусок нужной длины. Чтобы определить нужный размер, требуемый диаметр трубы умножают на 3,14 и прибавляют 30 мм на шов.
К болванке с двух сторон приваривают перпендикулярно одна к другой по паре трубок. В их отверстия должен свободно вставляться лом.
Рекомендация мастера: способом сгибания металлического листа при помощи болванки удобно изготавливать трубы не более метра в длину.
Чтобы воспользоваться приспособлением, потребуются усилия трех человек. Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Болванку укладывают на край листа. Один человек встает сверху, двое других накручивают металл на болванку, проворачивая лом на 90 градусов.
Всю длину листа скручивают таким способом, оставшийся край подбивают молотком. Шов закрепляют при помощи сварки.
Нужно учесть, что радиус сгиба листового металла зависит от его толщины и способа изготовления. Горячекатаная сталь больше подходит для труб, из холодного проката изготавливают профильные изделия.
Гибка листового металла позволяет при сравнительно небольших усилиях получить изделие нужной формы. Ибо при сварке затрачивается больше усилий как физических, так и финансовых. Лист металла можно сгибать вручную или с применением автоматики, однако общие принципы работы остаются прежними. Именно об особенностях данного процесса и пойдет речь.
Основные принципы
Гнутье металла осуществляется различными методами.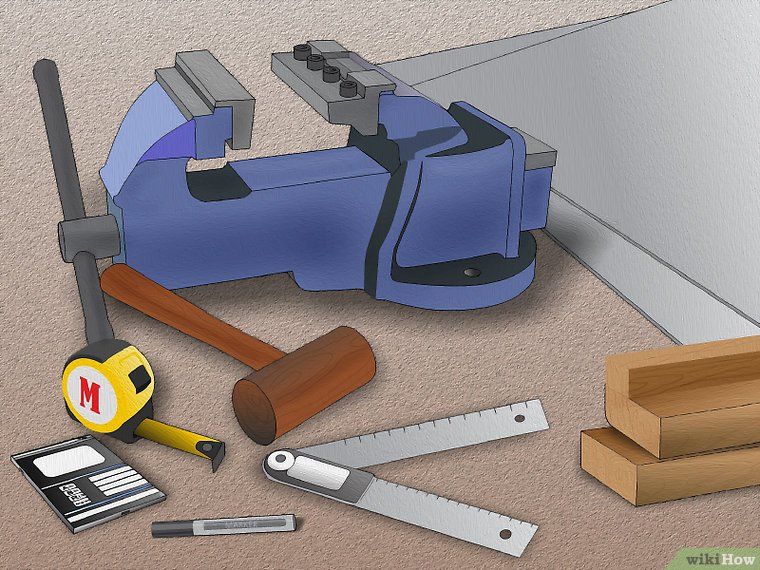 Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Часто используется сварка, однако температурное воздействие способно изменять форму и свойства готового изделия. Это снижает эксплуатационные свойства и точность изготовления.
Так как при гибке металла внешние слои металла растягиваются, а внутренние начинают сжиматься, то необходимо перегибать на заданный угол часть металлопроката относительно другого. Угол же можно отыскать с помощью расчетов.
Изделие деформируется на те значения, которые находятся в заданных пределах. Они зависят от следующих параметров:
- Толщина металлического листа;
- Сколько составляет угол перегиба;
- Насколько прочен материал;
- Скорость и время выполнения процедуры.
Именно от них будет зависеть показатель допустимой деформации. Следующим этапом является выбор типа гибки.
Типы гибки металлических изделий
Сгибание металла производится вручную и с применением автоматических устройств. В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
В первом случае процесс будет достаточно трудозатратен, потребует использования пассатижей и молотка, в результате на эту процедуру уйдет немало времени.
Гораздо проще и качественнее будет механизация процесса с помощью станков и соответствующих приспособлений. Форму цилиндра изделию придают специальные вальцы. С их помощью создаются дымоходы, желоба, трубные изделия.
Развитие станкостроительного производства позволило достичь сгибания материала для изготовления самых сложных изделий. А быстрая замена рабочего инструмента позволяет максимально эффективно и ускоренно перенастроить станочное устройство.
Виды оборудования
Для современного процесса по сгибанию металла имеется немало вариантов новейших аппаратов. На производстве обычно применяются прессы, которые можно разделить на следующие виды:
- Ротационные, гнущие металл с помощью перемещения между специальными валиками.
 Подходят для изготовления крупногабаритных изделий небольшими сериями.
Подходят для изготовления крупногабаритных изделий небольшими сериями. - Поворотные прессы сгибают пластины с помощью гибочных балок и двух плит. Стационарная плита располагается внизу, а наверху находится поворотная плита. Оптимальный вариант для обработки изделий из листового металла с простым рельефом и маленькими габаритами.
- Стандартные прессы пневматические или гидравлические применяются для массовых или мелкосерийных изделий из нержавейки или другого металла. Сгибка производится между пуансоном и матрицей. За счет этого можно обрабатывать даже утолщенные изделия. При этом следует отметить, что гидравлические прессы применяются чаще, чем на пневматике, за счет более простой эксплуатации и стоимости.
Из всех вышеописанных видов оборудования наиболее современным является ротационное. Оно действует в автоматическом режиме, и рабочему не нужно заранее рассчитывать оптимальное значение усилия.
Автоматизированными считаются и поворотные прессы. Здесь отправляется один лист в устройство, который необходимо расположить его как необходимо по заданию. Чаще всего применяется на небольших предприятиях, где работают с металлическими деталями.
Ручная работа
Такая работа производится обычно ручными ножницами. В нужных местах ставятся отметки, по которым будет осуществляться ручная гибка металла. Лист надежно фиксируют в тисках. Массивным молотком производят первый сгиб. Изделие передвигают к новому месту сгиба, зажимают с бруском из дерева, загибают в нужную сторону.
По завершении работы необходимо удостовериться, что изделие соответствует установленным стандартам. Проверка ведется с применением угольника и при необходимости недочеты устраняются.
Самостоятельное изготовление станка
Иногда требуется сделать станок в домашних условиях. Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
Это облегчит работу по сгибке металла и повысит производительность работы. Здесь потребуются уголок, металлическая балка, петли с болтами, струбцины, рукояти, стол и сварочный аппарат. Порядок действий следующий:
- Делается основа из металла, подойдет двутавровый профиль.
- Крепится кверху балки уголок с помощью болтов.
- Сварочным аппаратом под уголок привариваются три петли.
- Сгинаем алюминиевый лист поворотом уголка.
- Плотное прижатие металла обеспечивают две струбцины.
- Уголок необязательно убирать, можно приподнимать его. Кладете изделие промеж профиля и уголка. Затем по краю выравнивается металлический лист.
Проверьте болты, чтобы они крепко были закреплены. Траверсы поверните и согните таким образом, чтобы образовать нужный угол. Это позволит не тратить время на расчеты угла.
Каким бы ни были устройства, главные принципы остаются неизменными. Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
Следуя им, можно получить изделия, соответствующие стандартам и пожеланиям заказчика.
При работе с металлом часто приходится иметь дело с изготовлением изделий из стальной полосы — скоб, хомутов, кронштейнов. Но как согнуть металлическую полосу без потери прочности и добиться необходимой точности конфигурации знают не все. Тем не менее, это достаточно простая операция, которая не требует инструментов особой сложности. Только в случае гибки полосы на ребро необходимо довольно сложное приспособление, которое самому изготовить непросто.
Гибка полосы под углом (60, 90, 120 0 …) в сторону плоскости производится на обычных слесарных тисках, если требуется изготовить единичное изделие или несколько штук. В случае мелкосерийного производства понадобится станок для гибки металлической полосы. При необходимости его можно сделать своими руками.
Гибка полосы при помощи тисков
Сначала рассмотрим вариант гибки на слесарных тисках под углом 90 0 . Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
Для этого необходим брусок квадратного сечения из стали. Зажимаем полосу вместе с бруском таким образом, чтобы брусок находился со стороны неподвижной губки тисков и выступал над верхней кромкой на 1-2 см.
После того, как такой «сэндвич» будет крепко зажат, берем обычный молоток и легкими ударами загибаем полосу в сторону бруска. Если требуется, чтобы поверхность загиба не имела повреждений от ударов, то нужно использовать медную или латунную прокладку, по которой будем наносить удары молотком, а уже от нее усилие будет передаваться на полосу.
Таким образом можно согнуть полосу под любым углом, важно только подобрать опорный брусок с нужным углом среза. Без такой твердой опоры добиться нужного угла будет очень трудно.
Похожие операции производятся и при изготовлении хомутов, только в этом случае в роли матрицы используем толстостенную трубу или пруток нужного диаметра. Как и в случае с прямоугольной гибкой, удары молотком наносятся в сторону неподвижной губки тисков. Такая гибка полосы — процесс медленный и требует аккуратности.
Гибка полосы в кольцо
Более сложная операция — гибка полосы на кольцо. Здесь необходим небольшой и несложный в изготовлении станок, например, как показанный на видео . Он состоит из опорной плиты на которой закреплены три ролика — два опорных и один приводной, на рукоятке длиной 30-40 мм. Приводной ролик может перемещаться вдоль горизонтальной оси и прижимать полосу к опорным. Один из опорных роликов должен иметь возможность сдвигаться перпендикулярно направлению прижима. Таким образом регулируется диаметр получаемого кольца.
Полоса помещается между роликов и прижимается с помощью винтового механизма. При вращении приводного ролика полоса начинает двигаться между ним и опорными и загибаться в сторону привода. После полного прохода полосы получается практически идеальное кольцо. Если сделать рукоятку телескопической, чтобы можно были сделать длиннее плечо, то можно выполнять гибку на кольцо полосы практически любой толщины без особых физических усилий.
Такой самодельный станок для гибки полосы практически ничем не отличается от заводского. При правильном выборе металла для роликов и прижимного устройства, мелкосерийное производство, например для изготовления декоративных оград, ворот или каркасов козырьков и навесов, возможно даже в домашнем гараже, не говоря уже о слесарной мастерской.
Гибка полосы на ребро
Сложнее сделать станок для гибки на ребро. При изготовлении металлического декора такая операция требуется довольно часто. Принцип действия такого приспособления похож на описанный выше, но гибка стальной полосы на ребро требует значительно больших усилий, поэтому прижимной ролик не вращается , а движется на рычаге возвратно-поступательно. Кроме того, на линии подачи полосы необходимо установить прижимное устройство, чтобы полоса удерживалась в нужном положении. Этим приспособлением может служить обычная прижимная колодка на болтах или шпильках с прорезью, сквозь которую и будет проходить полоса.
Если гибка производится часто на полосах различной ширины, то нужно сделать несколько колодок с прорезями, соответствующими тому калибру, который обрабатывается.
Но самодельный инструмент, при всей своей привлекательности и дешевизне, все же уступает промышленному, функционал которого значительно выше.
Ручной инструмент производится в виде универсальных приспособлений, в которых только меняются насадки и рычаги, или в виде целых наборов, где каждый механизм выполняет только одну, максимум две функции. Примером такого комплекта может служить «Холодная ковка» промышленного изготовления.
Инструменты для гибки металлической полосы промышленного изготовления имеют перед самодельными то преимущество, что сделаны они из специальных марок стали и при гибке заготовок достаточно большой толщины не будут деформироваться. Они легко настраиваются на необходимые размеры и не требуют изготовления новых оправок и матриц каждый раз, когда необходимо изменить диаметр или угол загиба.
При этом их стоимость не слишком высока даже для домашнего мастера. Поиск необходимых деталей для самодельного станка, сборка, подгонка и настройка будет стоить не намного меньше, даже в случае надлежащей слесарной квалификации. Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
Если не покупать самые дешевые инструменты, то работать станки для гибки будут на протяжении десятилетий.
сделайте закалку вала и отпуск своими руками
05Дек
Содержание статьи
- Введение
- Технологические нюансы: как правильно закаливать металл
- Термообработка: как лучше закалить железо в домашних условиях
- Проверка твердости после закаливания металла в домашних условиях
- Закалка и отпуск металла в домашних условиях своими руками в масле
- Как закалять сталь в домашних условиях: особенности процесса
- Изготовление горна
- Как самому накалить металл?
- Оборудование и особенности закалки
Процесс термической металлообработки кажется сложным. Но его можно провести даже дома, правда – с дополнительной подготовкой. Перед началом лучше почитать нашу статью о том, как правильно своими руками закалить мягкий металл, сталь или вал в домашних условиях в масле.
Введение
Есть характеристика – наследственная и приобретенная зернистость. Размер зерна может быть меньше и больше, а также он меняется под воздействием высоких температур. Насколько быстро – зависит от количества примесей. Нельзя однозначно сказать, какая кристаллическая решетка, какие соединения лучше. В одних случаях от этого зависит прочность, в других пластичность. Этот показатель необходимо менять в зависимости от того, какая обработка предстоит. Если стальной лист или профиль планируют подвергнуть резке, то следует провести процедуру, приводящую к укрупнению зерна. А если работа предстоит с высокоуглеродистым типом, то лучше обрабатываются заготовки с мелкозернистой структурой. Изменить зернистость достаточно трудно. При этом нужно учитывать наследственную склонность. Это не значит, что сплав в любом случае будет иметь крупные зерна, но при одинаковом нагреве двух брусков с различной наследственностью один быстрее другого произведет рост соединений. Понимать, как правильно закалять металл в домашних условиях можно только выборочно, следует знать химический состав. Сплав имеет множество примесей. Среди них:
Сплав имеет множество примесей. Среди них:
- Феррит. Это основополагающий элемент, которого больше всего. Он несет основные свойства, остальные вещества только увеличивают или уменьшают их.
- Перлит. Увеличивает твердость и прочность на растяжение и сжатие.
- Цементит. Химическая формулы – железо с углеродом. И хоть элемент «С» увеличивает прочностные характеристики, если применять FeC чистым, то можно удивиться его хрупкости.
- Графит. Высокоуглеродистые дамасские стали получаются при насыщении этой примесью в момент обработки методом ковки.
- Аустенит. Формируется в момент очень высокого нагрева. При этом увеличивается пластичность, а также исчезают магнитные свойства.
Если углерода в составе от 0% до 2,18%, то мы имеет дело с низкоуглеродистой (до 0,8%) или углеродистой. А если его больше, чем 2,18%, то перед нами прочный чугун. Делаем вывод: характеристики зависят от двух причин:
- количество примесей;
- степень термальной обработки.

И если первое вы не сможете изменить самостоятельно, то второе – наверняка.
Технологические нюансы: как правильно закаливать металл
Сама процедура включает в себя три шага – нагрев, выдержку и остывание. Оттого, какой результат вы хотите получить и на каком материале работаете, выбирают различные параметры: предел, продолжительность, а также способы охлаждения. Приведем таблицу с несколькими марками стали:
| Марка | Температура в градусах | Среда охлаждения |
| у9, у9а, у10, у10а | от 770 до 800 | вода |
| 85хф, х12 | от 800 до 840 | масло |
| хвт | от 830 до 830 | |
| 9хс | от 860 до 870 | |
| хв5 | от 900 до 1000 | |
| 9х5вф | от 1000 до 1050 | |
| р9, р18 | от 1230 до 1300 | селитра |
Есть две основные цели термообработки:
- повышение прочности – это необходимо для ножей, топоров, сверл и других инструментов, которыми обрабатывают твердые поверхности;
- увеличение пластичности изделия.
 Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
Например перед тем, как ковать или гнуть – применяется скорее не в быту, а при небольшом частном деле.
При проведении технологии нагрева следует следить за цветом заготовки. Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. На поверхности не должно образовываться черных или иных цветных пятен.
Он должен быть насыщенно-красным с оранжевым или желтоватым отливом в зависимости от типа. Как правильно закаливать металл и железо, если нет специальной печи для обжига? Применять паяльную лампу или развести обычный костер – его температура и продолжительность горения достаточно велики для того, чтобы выполнить работу, не превышающую бытовых нужд. Охлаждение можно проводить различными способами. Если срочно нужно сбить нагрев на одном участке изделия, то можно воспользоваться направленной струей холодной воды. Водное, а значит быстрое, остывание необходимо для легированных и углеродистых сталей. После нагрева следует взять элемент щипцами (если это небольшой нож, топор) и поместить в заранее подготовленную емкость с жидкостью. При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
При отпуске нужно охлаждать постепенно – сперва водой, а затем маслом. И третий вариант – постепенное остывание на свежем воздухе. Тоже эффективный способ, когда нужно оставить небольшой эффект пластичности. Посмотрим видео по этой теме:
Термообработка: как лучше закалить железо в домашних условиях
Это процесс нагрева с дальнейшим охлаждением для изменения свойств. Помещаем в печь обычный сплав, а достаем – закаленный, который менее восприимчив к внешним деформациям. Для чего это нужно? При первичной обработке, например при штамповке, резке или литье, внутри сплава появляются внутренние напряжения, которые очень негативно воздействуют на прочностные характеристики и увеличивают хрупкость. Есть четыре типа термообработки:
- Отжиг. Необходим для образования феррита и перлита. Заключается в нагреве в печи до 680-740 градусов, когда уже пройдет порог рекристаллизации.
 В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми.
В результате распадаются старые молекулярные связи и образуются новые. Затем следует некоторая выдержка при температурном режиме 400-500, в конце – остывание, медленное, вместе с нагревательным элементом и просто открытыми дверьми. - Нормализация – аналогичная процедуре для снятия внутреннего напряжения, но нагрев – выше, а охлаждение гораздо быстрее.
- Закалка. Основной происходящий процесс – изменение зернистости, что приводит к нужным результатам. Остывание очень быстрое, часто в воде или масле.
- Отпуск. Бывает в нескольких режимах. О нем поговорим отдельно.
Проверка твердости после закаливания металла в домашних условиях
Привычное для всех в обиходе слово является точным термином и применяется преимущественно к цельным изделиям. Для проверки в поверхность вдавливается шарик или конус из инструментальной стали, а дальше по формулам производится расчет в зависимости от того, насколько глубокий след остался и какая сила была приложена. Есть еще один вариант – прибор Роквелла, но его использование дома или в квартире практически невозможно. Единица измерения твердости – HRC. Для сравнения значений:
Единица измерения твердости – HRC. Для сравнения значений:
- нож кухонный, крепкий, дорогой — от 55 до 63;
- мелкие шестеренки в машинух — от 52 до 58;
- наконечники, инструменты для дрели, сверла — от 60 и выше.
Правильная закалка и отпуск металла в домашних условиях своими руками в масле
Для углеродистых и легированных сталей, лучше всего использовать масляную жидкость. Причины следующие:
- на поверхности заготовки не находится пузырьки;
- поток стимулирует более активную теплоотдачу;
- чтобы не менять тару, чтобы получить две ступени остывания.
Есть специальный аппарат – пирометр – он напоминает градусник, но измерения проводят без непосредственного контакта. Он дорогостоящий, поэтому для работы дома покупать его не стоит. Посмотрим таблицу, как по ней определять температуру:
| Наименование цвета | Температура в градусах Цельсия |
| Ослепительно белый | 1250-1300 |
| Светло-желтый | 1150-1250 |
| Темно-желтый | 1050-1150 |
| Оранжевый | 900-1050 |
| Светло-красный | 830-900 |
| Светло-вишнево-красный | 800-830 |
| Вишнево-красный | 770-800 |
| Темно-вишнево-красный | 730-770 |
| Темно-красный | 650-730 |
| Коричнево-красный | 580-650 |
| Темно-коричневый | 530-580 |
Отпуск
Обработка требуется для того, чтобы убрать напряжения, образованные при первичной обработке. Различают три степени:
Различают три степени:
- низкая — для ножей, медицинских инструментов, ножниц, лезвий;
- средняя — для топоров, пил, дисков для распиловки дерева;
- высокая — для деталей, необходимых в машиностроении.
Для определения побежалости также есть таблица цветов:
| Наименование | Температура в градусах Цельсия |
| Серый | 325 |
| Светло-синий | 310 |
| Ярко-синий | 295 |
| Фиолетовый | 285 |
| Пурпурно-красный | 275 |
| Красно-коричневый | 265 |
| Коричнево-желтый | 255 |
| Соломенно-желтый | 240 |
| Светло-желтый | 225 |
| Светло-соломенный | 200 |
Выбор режима следует осуществлять согласно данным:
| Вид отпуска | Температура в градусах Цельсия | Фазовый состав | Применение |
| Низкий | 120-250 | Мартенсит отпуска | Измерительные инструменты, штампы холодного деформирования |
| Средний | 350-500 | Троостит отпуска | Пружины, рессоры, штамповый инструмент горячего деформирования |
| Высокий | 500-650 | Сорбит отпуска | Валы, кулачки, червячные механизмы, шестерни |
Как закалять сталь в домашних условиях: особенности процесса
Рекомендации:
- нагрев — медленный и постепенный;
- образование темных пятен на поверхности говорит о быстром перегреве;
- дождитесь насыщенного алого цвета;
- режим отпуска должен соответствовать степени закала.

Последний совет можно выполнить, если ознакомиться с таблицей:
| Закалка в градусах цельсия | Отпуск |
| 1200 | 390 |
| 380 | |
| 1100 | 370 |
| 360 | |
| 1050 | 350 |
| 340 | |
| 980 | 330 |
| 320 | |
| 930 | 310 |
| 300 | |
| 870 | 290 |
| 810 | 280 |
| 270 | |
| 760 | 260 |
| 250 | |
| 700 | 240 |
| 230 | |
| 650 | 220 |
| 210 | |
| 600 | 200 |
| <200 |
Изготовление горна
Это оборудование можно купить или сделать самостоятельно. Это специальная печь, позволяющая достигать высоких температур. Посмотрим, можно ли ее сделать дома.
Посмотрим, можно ли ее сделать дома.
Инструкция по изготовлению простого горна
- Купите шамотный кирпич, он устойчив к нагреву до 2500 градусов.
- Внутри трубы – цилиндр диаметром около 10 см.
- Снаружи кирпичная облицовка.
- Для укрепления используйте стальные уголки.
- Сверху цилиндра, посередине горна установите чугунный колосник.
- К трубе снизу прикрепите вентилятор и заглушку, чтобы очищать золу.
- Оборудуйте систему вентилями, чтобы можно было при необходимости прочистить ее.
- Поставьте новое оборудование на ножки по росту мастера.
Как самому накалить металл
Инструкция по использованию печи:
- Разведите огонь.
- Подготовьте 2 емкости — с маслом и с водой.
- Добавьте угли и включите поддув.
- Положите деталь клещами, подождите 15-20 минут.
- Положите заготовку в первую емкость, а затем в воду.
Возможность процедуры дома
Посмотрим на видео, как закалка произведена дома самостоятельно без дополнительного оборудования:
Изготовление камеры для закаливания
Название такой конструкции – муфельная печь. Она делается из огнеупорной глины, которую нужно заливать в любую форму, например, подготовленную из картона. Слой должен быть – 0,8-1 см. Нагревательный элемент – нихромовая спираль из проволоки. Посмотрим видео с подробной инструкцией:
Оборудование и особенности закалки железа
Дома могут быть использованы:
- электрическая или муфельная печь;
- паяльник;
- большой костер на улице.
Выбор нужно осуществлять согласно размерам детали и типу сплава, максимальной температуре нагрева.
Повышение твердости на открытом огне
Если вы не хотите делать горн с поддувом, можно использовать обычный мангал или камин, посмотрим, как это делают на видео:
В статье мы рассказали про закалку стали в домашних условиях, как нагреть металл. Так как процедура сопряжена с риском, просим соблюдать технику безопасности. Обращайтесь в ООО «Роста», если вы решили купить приспособления для промышленного пользования. У нас в наличии и на заказ имеются ручные и полуавтоматические ленточнопильные станки, а также маятниковые, вертикальные и двухстоечные агрегаты. Чтобы уточнить интересующую вас информацию, свяжитесь с менеджерами, мы с радостью поможем в выборе оборудования.
Мебель
— Как выпрямить погнутый металлический каркас шкафа?
Спросил
Изменено
1 год, 10 месяцев назад
Просмотрено
5k раз
Купил цельнометаллический шкаф, но при доставке погнулась ножка. Из-за согнутой ноги дверь не закрывается. Я пытался вернуть его на место с помощью молотка, но безуспешно. У кого-нибудь есть идеи?
Из-за согнутой ноги дверь не закрывается. Я пытался вернуть его на место с помощью молотка, но безуспешно. У кого-нибудь есть идеи?
- мебель
- металл
4
Хороший шкаф, кстати. Я предполагаю, что это черный металл, и если вы поднесете к нему магнит, магнит притянется к металлу. Если это так, купите себе бензобак Mapp и вихревую горелку. Нагрейте изогнутый металл, пока он не станет тускло-красным. Перемещайте горелку по области сгиба, сохраняя металл горячим. Теперь с помощью молотка с гладким бойком (любого типа, лучше всего на 20-24 унции) начните придавать согнутому металлу форму. Начните с легких ударов, пока не почувствуете, как металл реагирует на удары молотка. При необходимости подогрейте повторно.
Если металл твердый, а не трубчатый, вам нужно некоторое время нагревать его. Если вы обнаружите, что металл не движется под ударами молотка, нагрейте его до ярко-красного или оранжевого цвета. Может быть проще повернуть шкаф на бок или вверх, чтобы облегчить удары. Наденьте плотные перчатки, защитные очки и держите рядом ведро с водой.
Может быть проще повернуть шкаф на бок или вверх, чтобы облегчить удары. Наденьте плотные перчатки, защитные очки и держите рядом ведро с водой.
2
Предполагая, что изогнутая часть на самом деле является квадратной полой трубой и , что ножка открыта:
- Положите шкаф на землю согнутой ногой горизонтально и сверху — т.е., если мы смотрим на правую переднюю ножку, положите шкаф либо на заднюю, либо на левую сторону.
- Возьмите металлический стержень немного меньше, чем внутренняя часть ноги. Может подойти кусок арматуры. Вам нужно что-то настолько прочное, насколько это возможно (без огромных затрат…) и по крайней мере несколько футов в длину, потому что все дело в рычаге .
- Вставьте стержень в ножку ровно до изгиба (т.е. примерно там, где крестовина приварена к ножке).
- Согнись сильно!
- По мере того, как вы будете постепенно сгибать ее, задвиньте гриф дальше в ногу и повторите.

Вам могут понадобиться помощники, чтобы удерживать шкаф в устойчивом положении, когда вы сгибаете ножку, но если вы можете прислонить одну сторону шкафа к кирпичной стене (или аналогичной стене) и надлежащим образом упереться, то вы сможете сделать это самостоятельно .
1
Имеется хорошая информация о том, как сгибать стальные трубы.
Дверь не закрывается, потому что погнута дверная рама, а не только ножка.
Вот рисунок, иллюстрирующий проблему.
Одно дело — выровнять ножку, другое — заставить дверь влезть в раму.
Вам нужно выпрямить раму и ножку.
Используя угольник, проанализируйте все, что должно быть квадратным и прямым, чтобы установить базовую линию, прежде чем начать изгиб. Ключом к успеху является знание того, что не так, чтобы вы могли немного согнуть и проверить, чтобы оценить прогресс, а затем еще немного согнуть. Возможно, удар о нижний угол шкафа перекосил и другие углы.
Снимите дверь, если это возможно (и все остальное, что мешает работе со шкафом), а затем следуйте инструкциям по изгибу, приведенным в других ответах. При изгибе вам нужно будет согнуть и ножку, и раму. Часто используйте угольник во время сгибаний, чтобы контролировать свой прогресс.
При наклоне следите за всеми четырьмя углами дверной рамы. Вам нужно четыре угла по 90 градусов, чтобы дверь хорошо закрывалась.
Металлообработка не является чем-то, для чего я развил навыки, поэтому я склоняюсь к тому, чтобы избегать пылающей красноты, громкого лязга и вероятности растрескивания сварных швов из-за моих сжатых кулаков.
Я бы сделал квадратный надрез в верхней части изогнутой части рамы и удалил этот кусок. Установите новую секцию трубы короба, используя внутреннюю вставку и эпоксидную смолу с металлической пропиткой (JB Weld). Вы не хотели бы полагаться на эпоксидную смолу для силы изгиба, поэтому вам понадобится уголок или трубка, хорошо вписывающаяся в соединение. В идеале вы должны соединить горизонтальную трубку таким же образом с отверстием в новой секции ноги. Обильно нанесите эпоксидную смолу на все соединения и дайте ей хорошо высохнуть, затем отшлифуйте и покрасьте.
В идеале вы должны соединить горизонтальную трубку таким же образом с отверстием в новой секции ноги. Обильно нанесите эпоксидную смолу на все соединения и дайте ей хорошо высохнуть, затем отшлифуйте и покрасьте.
| |
| |
| |
|| ||
|| ||
||<-----||-- внутренний рукав
|| ||
|| ||
|| ||
| |
_______________| |
---------|--- <---|-- внутренний рукав
| |
___|___ |
---------------| |
| |
| |
Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google
Зарегистрироваться через Facebook
Зарегистрируйтесь, используя адрес электронной почты и пароль
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Опубликовать как гость
Электронная почта
Требуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания, политикой конфиденциальности и политикой использования файлов cookie
.
Как согнуть угол наклона клюшки для гольфа в домашних условиях (шаг за шагом)
Многие игроки в гольф любят возиться со своими клюшками.
Очень важно понять, какие характеристики лучше всего подходят для вашей игры.
Если вы понятия не имеете, что такое угол наклона и угол лофта, мы настоятельно рекомендуем вам потратить некоторое время на то, чтобы разобраться в этом.
Если вы хотите начать менять угол наклона клюшек для гольфа из дома, вы попали по адресу.
У нас есть несколько простых шагов, которые вы можете выполнить, чтобы согнуть угол наклона клюшки для гольфа в домашних условиях.
Как согнуть угол наклона клюшки для гольфа в домашних условиях
Чтобы согнуть угол наклона клюшки для гольфа в домашних условиях, вам понадобится машина для выравнивания и чердака.
Машина для лежания и чердака поможет вам измерить ваши булавы и согнуть их.
Без использования машины для выравнивания и чердака вы не сможете правильно отрегулировать угол наклона клюшек для гольфа.
Лофт-машину можно приобрести в центре ремонта клюшек для гольфа или у производителя запчастей для клюшек.
Если вы думаете, что будете настраивать клюшки для себя, а также для своих друзей и семьи, цена, которую вы заплатите за станок, будет того стоить.
Этапы сгибания клюшки для гольфа в домашних условиях
Это основные этапы сгибания клюшки для гольфа под углом.
В зависимости от приобретаемой машины процесс может незначительно отличаться.
Шаг 1. Установка клюшки в машину
Когда вы впервые покупаете машину для установки клюшки для гольфа, вам необходимо научиться правильно устанавливать клюшку в машину.
Когда вы впервые начинаете работать с клюшками для гольфа, вам нужно убедиться, что вы правильно поместили их в устройство.
Как вы понимаете, если вы не начинаете с идеально прямоугольного угла, все ваши корректировки лжи не будут основываться на прямоугольности.
Неправильная регулировка не только вредна для гольф-клуба, но и создаст для вас немного больше работы.
Хотя на клюшках для гольфа можно регулировать угол наклона, вам вряд ли захочется менять его изо дня в день.
Шаг 2: Измерьте угол наклона
После того, как вы правильно установили клюшку в машину, вам нужно будет измерить угол наклона.
Угол наклона будет варьироваться в зависимости от используемой вами дубинки.
Здесь вам, вероятно, понадобится изучить клюшки в вашей сумке для гольфа.
Посмотрите на стандартные углы наклона клюшек для гольфа, которые вы используете.
Если ваш угол наклона такой же, как и на складе, вы знаете, что клюшки ранее не сгибались.
Если все же угол наклона несколько отличается, то на это могут быть причины.
Наиболее вероятная причина в том, что клуб является индивидуальным заказом.
Учитывайте это при настройке.
Если вы знаете, что вам нужно отклониться от стандарта на один градус, убедитесь, что вы измеряете от эталона.
Шаг 3. Сгибание булавы с помощью стержня для сгибания
Теперь, когда ваш угол ложа правильно измерен и насколько его нужно отрегулировать, вы можете приступить к измерению.
Лофт-машина поставляется с гибочным стержнем.
Эта перекладина позволит вам изменить угол наклона клюшки.
Вам нужно будет надавить на перекладину против шланга, чтобы угол наклона согнулся.
Этот процесс потребует немного сил.
Если вы обнаружите, что простого нажатия на перекладину недостаточно для изменения угла наклона, вы можете легкими толчками руки заставить ее двигаться.
Для тех, кто очень силен, вы можете выполнять этот процесс медленно.
Слишком сильное нажатие на перекладину может привести к большему изменению угла наклона, чем вам нужно.
Угол наклона клюшки для гольфа обычно нужно отрегулировать примерно на один или два градуса.
Для тех, кто тратит много времени на сгибание клюшек для гольфа, легко ощутить количество, необходимое для сгибания клюшки.
Вы начнете понимать, какое давление нужно, чтобы согнуть на один градус, на два градуса и т. д.
Как только ваша клюшка для гольфа будет согнута, вы можете перейти к последнему шагу.
Шаг 4. Повторное измерение угла ложа
Последним шагом этого процесса является повторное измерение угла ложа.
Вам нужно будет посмотреть, будет ли достаточно работы, которую вы проделали, чтобы согнуть клюшку для гольфа, или вы возвращаетесь к чертежной доске.
Большую часть времени вы захотите, чтобы угол наклона был одинаковым для всех ваших айронов для гольфа.
Если вы установите угол наклона айрона для гольфа на один градус вертикально, вы должны сделать это для всех ваших айронов.
Процесс займет немного времени, но, несомненно, сэкономит вам немного денег и денег.
Профессиональное изгибание клюшки для гольфа может быть немного дорогостоящим, в зависимости от того, куда вы идете, чтобы это сделать.
Почему изменение угла наклона дешевле, чем укорачивание клюшек для гольфа?
Если вы играете в гольф и постоянно вносите изменения в спецификации своих клюшек, вы, вероятно, знаете, что одни корректировки обходятся дороже, чем другие.
На самом деле, изменение угла наклона клюшки для гольфа — это одна из самых дешевых корректировок, которые вы можете сделать с клюшкой.
Это связано с тем, что клюшке не нужно приобретать новый захват для изменения угла наклона.
Каждый раз, когда вы регулируете длину клюшки, вам нужно снять рукоятку.
Когда вы ослабляете контроль над клубом, это автоматически значительно увеличивает стоимость проекта.
Пока ваши ручки в отличном состоянии, вы можете оставить их на клюшках, когда будете регулировать угол наклона.
В большинстве случаев вам просто нужно будет заплатить технику по ремонту клюшек для гольфа, чтобы отрегулировать угол наклона ваших клюшек.
Скорее всего, это обойдется в несколько долларов за клуб.
Изменение длины клюшки для гольфа может стоить около 15 долларов США за клюшку.
Должен ли я изменить угол наклона клюшки для гольфа?
Теперь, когда вы знаете, как изменить угол наклона ваших клюшек для гольфа, вы можете задаться вопросом, действительно ли это необходимо для завершения этого проекта.
Угол наклона клюшки для гольфа очень важен.
Вы, вероятно, заметите, что если угол наклона вашей клюшки для гольфа неправильный, у вас возникнут проблемы с точным ударом по мячу для гольфа.
Если ваша клюшка не сидит должным образом на земле, когда вы выполняете замах в гольфе, вы можете обнаружить, что мяч отклонится влево или вправо дальше, чем вы предполагали.
Необходимость изменить угол наклона клюшки для гольфа обычно возникает у игроков в гольф, рост которых выше или ниже стандартного.
Если вы измените длину клюшки для гольфа, вам придется изменить угол наклона клюшки.
Для игроков с неправильным углом ложа вы заметите, что при настройке требуется много настроек, и клюшка не выглядит естественной.
Если вы не уверены, нужно ли вам менять угол наклона клюшки для гольфа, вам следует пройти примерку клюшки.
При примерке клюшки профессионал возьмет кусок скотча и наклеит его на нижнюю часть клюшки.
Затем вы будете наносить удары в гольф с чего-то, что называется доской для лжи.
Доска для лжи представляет собой идеальную поверхность для ударов, изготовленную из материала типа плексигласа.
Когда вы отбиваете мячи от доски для лжи, вы также делаете отметку на дне клюшки, где находится лента.
Если у вас идеальный угол ложа, удары будут точно в центр нижней части головки клюшки.
Если у вас неправильный угол ложа, вы можете увидеть, насколько он должен быть скорректирован.
В большинстве случаев регулировка будет на один градус горизонтальной или на один градус вертикальной.
Эту липкую ленту можно купить очень дешево в компании по ремонту клюшек для гольфа.
Неплохо время от времени проверять угол наклона, чтобы убедиться, что он подходит для игры в гольф.
Один градус угла наклона имеет такое большое значение?
Если результаты примерки вашей клюшки для гольфа показывают, что вам необходимо отрегулировать клюшки для гольфа на один градус, действительно ли стоит проходить этот процесс?
Ответ на вопрос, стоит ли менять угол наклона, зависит от того, насколько это влияет на вашу игру.
Если вы действительно хорошо играете в гольф и бьете по мячу так, как хотите, вам, вероятно, не нужно менять угол наклона.
Если, однако, вы боретесь со срезом или крючком, который просто не ослабляется, мы настоятельно рекомендуем отрегулировать угол ложа.
Если у вас не отрегулирован угол, вы можете начать приспосабливаться к своему замаху в гольфе.
Эти качели приведут к плохим привычкам и заставят вас работать в будущем.
Если это относится к вашей ситуации, мы настоятельно рекомендуем использовать тренажер для ложа и чердака, чтобы скорректировать угол наклона клюшки для гольфа.
Это не сложный и не дорогой проект, и если он позволит вам начать снимать более низкие баллы, он стоит потраченных денег.
Заключение
Изгиб клюшки для гольфа в домашних условиях, безусловно, повышает ваши навыки обращения с клюшкой для гольфа.
Перезахват или изменение длины клюшки немного проще, чем этот проект.
Тем не менее, при наличии правильной машины для укладки и чердака у вас не должно возникнуть проблем с завершением проекта.
Мы настоятельно рекомендуем убедиться, что вы полностью готовы к регулировке ложа и лофта, прежде чем начинать регулировку угла ложа.
Хотя большинство клюшек для гольфа хорошо реагируют на смену положения клюшки, вам не захочется постоянно регулировать клюшки вперед и назад.
Без надлежащих знаний вернуть клюшкам заводские настройки может быть непросто.
Прежде чем вы начнете сгибать клюшки, прочтите наше руководство и убедитесь, что вам нравится, как работает ваш конкретный станок.
Лучший способ согнуть нержавеющую сталь толщиной 2,5 мм под углом 90 градусов в домашних условиях
- Форум
- Сварочные веб-дисциплины
- Машины – инструменты и методы резки
- Лучший способ согнуть нержавеющую сталь толщиной 2,5 мм под углом 90 градусов в домашних условиях
20.03.2010
#1
Лучший способ согнуть нержавеющую сталь 2,5 мм под углом 90 градусов в домашних условиях
Привет всем,
Мне нужно согнуть нержавеющую сталь толщиной 2,5 мм (чуть более 3/32) под углом 90 градусов вокруг прямоугольного листа, чтобы сделать лоток для стружки для моего маленького токарного станка, сложенные секции будут иметь высоту около 30 мм.

Я делаю это дома и у меня нет гибочного станка или пресса, как лучше всего это согнуть?
Спасибо
Чела
Чела
Сидней, Австралия- «Знать дороже, чем иметь»
Kemppi Minarc, 150 VRD
- Маленький, но способный
- ВИГ/стикОтветить с цитатой
20.03.2010
#2
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Эй, чела,
У меня также нет тормоза или места для большого оборудования, и я использую простой метод, которым пользуюсь уже 20 лет. Я раскладываю материал, отмечаю ширину и длину для нужного мне размера основания и сторон. Затем вырезаю углы. Я беру свой отрезной круг диаметром 4 1/2 дюйма и делаю надрезы. Этот конкретный кусок имел толщину 1/4 дюйма (0,250), и я нарезал его до глубины 0,200. Я прикрепил его к своему маленькому сварочному столу и согнул каждую сторону на 9 градусов.0*. Затем я беру немного квасцов. наклоните и зажмите внутренние углы, чтобы сохранить угол 90*, и заварите внешнюю канавку. Просто возьмите несколько кусков оставшегося материала одинакового размера и сделайте надрезы, чтобы «почувствовать» глубину, чтобы сделать легкий изгиб. Это не трудно. Вот несколько фото.
Я раскладываю материал, отмечаю ширину и длину для нужного мне размера основания и сторон. Затем вырезаю углы. Я беру свой отрезной круг диаметром 4 1/2 дюйма и делаю надрезы. Этот конкретный кусок имел толщину 1/4 дюйма (0,250), и я нарезал его до глубины 0,200. Я прикрепил его к своему маленькому сварочному столу и согнул каждую сторону на 9 градусов.0*. Затем я беру немного квасцов. наклоните и зажмите внутренние углы, чтобы сохранить угол 90*, и заварите внешнюю канавку. Просто возьмите несколько кусков оставшегося материала одинакового размера и сделайте надрезы, чтобы «почувствовать» глубину, чтобы сделать легкий изгиб. Это не трудно. Вот несколько фото.Денни
Прикрепленные изображения
Полная сварка/машина/фабрика. Магазин
Мобильная часть
Окончательно на пенсии*Модератор*
" Слово человека - его честь...без чести нет ничего."
" Слова как пули.... Как только они вылетят из твоего дула, ты не сможешь вернуть их обратно. "
" Ответить с цитатой
20.03.2010
#3
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Спасибо Денни,
Извините, если это глупый вопрос, но какую сторону вы забиваете?
Ноль оказывается внутри контейнера или снаружи? т.е. если вы забиваете верхнюю часть, когда она сидит на столе, вы наклоняетесь или наклоняетесь?
Спасибо
Чела
Чела
Сидней, Австралия- «Знать дороже, чем иметь»
Кемппи Минарк, 150 ВРД
- Маленький, но способный
- ВИГ/стикОтветить с цитатой
20.
 03.2010
03.2010#4
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Первоначально Послано chela
Спасибо Денни,
Извините, если это глупый вопрос, но какую сторону вы забиваете?
Ноль оказывается внутри контейнера или снаружи? т.е. если вы забиваете верхнюю часть, когда она сидит на столе, вы наклоняетесь или наклоняетесь?
Спасибо
Чела
Вы бы нагнулись. Надрез – это внешний край изгиба.
Приходите попробовать и остаться на некоторое время.

Ответить с цитатой
20.03.2010
#5
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Для более тонкого материала, и я бы включил сюда 3/32 дюйма, вы можете прикрепить деталь к стальному столу или толстой пластине на «угловой» линии и осторожно использовать молоток с шариковым штифтом или небольшую кувалду с деревянным бруском, используя много «легких» ударов, чтобы постепенно сформировать изгиб по краю пластины.
 При осторожности и практике изгиб будет примерно таким же хорошим, как один «сломанный» на тормозе.
При осторожности и практике изгиб будет примерно таким же хорошим, как один «сломанный» на тормозе.
Кроме того, для очень тонкого листа можно оставить немного дополнительного материала (вместо того, чтобы вырезать весь квадрат, показанный выше), чтобы сделать соединение внахлестку, а не встык.Ответить с цитатой
21.03.2010
#6
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Спасибо, Rustywrangler и старый iron2,
.
 Я попробую, не уверен, насколько глубоко я смогу зайти со счетом - немного беспокоюсь, что, когда я сгибаюсь, он может отломиться.
Я попробую, не уверен, насколько глубоко я смогу зайти со счетом - немного беспокоюсь, что, когда я сгибаюсь, он может отломиться.Есть ли эмпирическое правило о том, насколько глубокими должны быть партитуры?
Чела
Сидней, Австралия- «Знать дороже, чем иметь»
Кемппи Минарк, 150 ВРД
- Маленький, но способный
- ВИГ/стикОтветить с цитатой
21.03.2010
#7
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
несколько раз, когда я это делал, я делал половину толщины.
Приходите попробовать и остаться на некоторое время.
Ответить с цитатой
21.03.2010
#8
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Первоначально написал chela
Привет всем,
Мне нужно согнуть нержавеющую сталь толщиной 2,5 мм (чуть больше 3/32) под углом 90 градусов вокруг прямоугольного листа, чтобы сделать поддон для стружки для моего маленького токарного станка, сложенные секции будут иметь высоту около 30 мм.

Я делаю это дома и у меня нет гибочного станка или пресса, как лучше всего это согнуть?
Спасибо
Chela
Привет, всякий раз, когда мне нужно согнуть сталь, я просто отношу ее в местный магазин листового металла, и они сгибают ее примерно за 1,50 доллара за гибку, избавляют от хлопот, и она сгибается должным образом и занимает около 5 минут,
Miller Auto Invision 456 + механизм подачи проволоки S-62
C6240B1 Токарный станок с щелевой станиной
Воздушный компрессор объемом 16 футов3
16-скоростная дрель на пьедестале
Ленточная пила Hafco BS-912Ответить с цитатой
21.03.2010
#9
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Привет Эд,
Я согласен с тем, что большинство приложений для гибки можно взять в мастерскую и согнуть довольно недорого, хотя некоторые изгибы со сталью и особенно с алюминием имеют некоторую заметную эстетику с техникой, которую я использую. Вы не сможете добиться такой же резкости изгибов с помощью тормоза, как с помощью техники долбления. У меня на настольной пиле есть алюминиевое полотно со специальной шлифовкой, чтобы сделать V-образный паз для этих острых внешних углов. Я разместил его на этом сайте .... где-то. Мне нравятся острые внешние углы классических / выставочных автомобильных квасцов d / пластинчатых аксессуаров, которые я делаю… опять же, эстетика. Вот несколько фото....
Вы не сможете добиться такой же резкости изгибов с помощью тормоза, как с помощью техники долбления. У меня на настольной пиле есть алюминиевое полотно со специальной шлифовкой, чтобы сделать V-образный паз для этих острых внешних углов. Я разместил его на этом сайте .... где-то. Мне нравятся острые внешние углы классических / выставочных автомобильных квасцов d / пластинчатых аксессуаров, которые я делаю… опять же, эстетика. Вот несколько фото....Денни
Прикрепленные изображения
Полная сварка/машина/фабрика. Магазин
Мобильная часть
Окончательно на пенсии*Модератор*
" Слово человека - его честь...без чести нет ничего."
" Слова как пули.... Как только они вылетят из твоего дула, ты не сможешь вернуть их обратно."Ответить с цитатой
22.
 03.2010
03.2010#10
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Привет, выполнение изгиба со шлифованным металлом действительно даст вам острую кромку, на самом деле 2 кромки на изгиб, но это также будет означать, что толщина металла на изгибе также будет меньше половины толщины пластины, поэтому я предполагаю что ты доволен этим и просто оставишь это так? Наличие острого изгиба также существенно увеличивает риск того, что панель отломится из-за напряжения, возникающего при закручивании металла в этот острый изгиб. Вот почему при брейк-прессе они обычно имеют небольшой радиус, чтобы компенсировать это.
 Чем толще материал, тем больше радиус.
Чем толще материал, тем больше радиус.Miller Auto Invision 456 + механизм подачи проволоки S-62
C6240B1 Токарный станок с щелевой станиной
Воздушный компрессор объемом 16 футов3
16-скоростная дрель на пьедестале
Ленточная пила Hafco BS-912Ответить с цитатой
22.03.2010
#11
Re: Как согнуть 2,5 мм нержавейку под углом 90 градусов в домашних условиях?
Привет Эд,
Да, я снова с вами согласен.
