Резцы для токарного станка отрезные: Резец отрезной
Содержание
Резец отрезной
Главная / *ВИДЫ,ГЕОМЕТРИЯ,РЕЖИМЫ РЕЗАНИЯ ТОКАРНЫХ РЕЗЦОВ / # Резец отрезной
Виды отрезных резцов
Основные размеры
Геометрия отрезного резца
Выбор отрезного резца
Режимы резания при использовании отрезного резца
Маркировка
.
Изготовление ТОРЦЕВЫХ ФРЕЗ, КОНЦЕВЫЕ ФРЕЗЫ-АКЕ-TIDEWAY-WEMARO, ЗУБЬЯ (РЕЗЦЫ) ГНБ, высокогибкий кабель CHAINFLEX
.
Резец отрезной является инструментом, который используется в токарном оборудовании. Его основным предназначением является отрезание относительно небольших слоев металла с заготовки, а также для прорезки узких канавок. В основном они применяются для того, чтобы отрезать лишние части на прутках. Это узконаправленный инструмент, который отлично справляется с возложенными на него задачами. Отрезание лишних частей на прутках относится к грубой обработке, но здесь приходится прилагать большое количество усилий, так что большинство других видов резцов не справляется с данной задачей, так как они быстро изнашивались бы. Их применяют на револьверных и токарных станках, а также на автоматах.
Их применяют на револьверных и токарных станках, а также на автоматах.
Резец токарный отрезной сталкивается в работе со сложными условиями, которые связаны с затруднительным отводом побочной стружки, которая может скапливаться в зоне резания. Это требует дополнительного охлаждения, которого зачастую нет. Форма резца неблагоприятно располагает к этому, так как у нее получается малая жесткость за счет малой толщины и большого вылета. Такие условия нередко приводят к выкрашиванию кромки и сколам на пластинке. При повышении скорости резания ситуация только усугубляется, так что к подбору и режиму резания стоит подходить достаточно ответственно. Лучше всего с этим все справляется резец отрезной Т5К10 и резец отрезной Т15К6, так как они относятся к твердосплавным группам. Эти изделия изготавливаются согласно с ГОСТом 18884-73.
фото:отрезные резцы
Виды отрезных резцов
Существует несколько основных разновидностей, так как резец отрезной может применять в различных производственных случаях. Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
Виды подбираются согласно тому, с чем будет работать инструмент. К примеру:
- Резец отрезной 25х16х140 ВК8 относится к тем изделиям, которые изготавливаются из быстрорежущей стали. Его нельзя применять для работы с калеными металлами и жесткими материалами. Как правило, на поточном производстве их стараются не применять, так как из-за быстрого износа их приходится часто менять, что тормозит рабочий процесс. В то же время их часто используют при обработке нержавеющей стали и чугуна.
- Резец отрезной 25х16х140 Т5К10 – это весьма распространенный вид инструмента, так как режущая его часть изготавливается из твердосплавных пластин. Главным преимуществом здесь является то, что он лучше всех противостоит ударам. Отрезные резцы для токарного станка такого вида могут работать с любыми металлами и выдерживают относительно высокие температуры, которые получаются при работе.
- Резец отрезной 25х16 Т15К6 – этот вид также изготавливается из твердосплавных материалов, но главной его особенностью является возможность переносить практически любые высокие температуры.
 Это самый жаростойкий тип из всей отрезной серии.
Это самый жаростойкий тип из всей отрезной серии.
Основные размеры
| Высота,мм | Ширина,мм | Длина,мм | Маркировка |
|---|---|---|---|
| 12 | 12 | 100 | ВК8 |
| 12 | 12 | 100 | Т15К6 |
| 12 | 12 | 100 | Т5К10 |
| 25 | 16 | 140 | ВК8 |
| 25 | 16 | 140 | Т15К6 |
| 25 | 16 | 140 | Т5К10 |
| 32 | 20 | 170 | ВК8 |
| 32 | 20 | 170 | Т15К6 |
| 32 | 20 | 170 | Т5К10 |
| 40 | 25 | 200 | Т15К6 |
| 40 | 25 | 200 | Т5К10 |
Геометрические параметры отрезного резца
Резец отрезной имеет свое уникальное соотношение параметров в форме резца. Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
Она рассчитана на скорейшее разрезание заготовок, причем даже если речь идет об относительно большой величине. Из-за этого у резца имеется большой вылет. Но зачастую они выполняются достаточно тонкими, что плохо влияет на жесткость. Единственным способом укрепления здесь является изменение состава самой пластины, чтобы ее делали из крепких материалов. Внешне они достаточно сильно выделяются благодаря своей продолговатой форме.
фото:геометрические параметры отрезного резца
Выбор отрезного резца
Отрезные резцы для токарного станка при неправильном выборе или использовании не по назначению могут быстро сломаться. В первую очередь стоит отметить, что для постоянного использования нужно подбирать что-то из твердосплавных материалов. Отрезной резец ВК8 будет более дешевым, но его можно использовать только в тех случаях, если потребность в данных операциях возникает периодически.
«Совет профессионалов! Для автоматического оборудования следует подбирать только резец автоматный отрезной. » Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
» Но среди твердосплавных видов также имеется несколько отличий, которые помогают получить лучшую устойчивость к ударам или вибрации или же сопротивление высоким температурам. Таким образом, одним из главных принципов выбора является то, с какими материалами придется взаимодействовать. Здесь все зависит от особенностей материала и заготовок, с которыми придется работать. Для улучшения результатов, необходимо соблюдать правильные режимы.
Режимы резания при использовании отрезного резца
Отрезные резцы по металлу следует ставить исключительно под прямым углом к оси детали, которая подвергается обработке. Режущая кромка устанавливается выше, в пределах 0,1-0,2 мм, чем обрабатываемая заготовка. Если установить резец кромки ниже, то на торце детали останется необработанный выступ. Расстояние от обработанного торца в прутке до торца закрепляющего приспособления не должно быть более диаметра этого самого прутка.
С учетом того, что резцы данного типа обладают низкой прочностью, отрезание заготовок следует проводить при помощи изогнутого инструмента, у которого режущая кромка направлена вниз. При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
При этом шпиндель следует вращать в обратную сторону. Особенно это касается работы на старых изношенных станках.
Процесс отрезания следует делать как можно ближе к части, которая отвечает за закрепление. Когда происходит резка хрупкого материала, то на поверхности, где происходит отрезание могут появляться углубления. Это значит, что деталь отломилась в процессе резки. Чтобы такого не случилось, не стоит увеличивать скорость резки, а сам процесс стоит делать очень постепенно.
Маркировка
Маркировка отрезных резцов идет согласно материалу изготовления их режущей пластины. К примеру, Т15К6 относят к твердосплавным материалам, к титановольфрамовой группе. Содержание карбида титана достигает 15%, а кобальта – 6%.
Отрезные резцы для токарного станка по металлу
Операции резки по металлу часто выполняются с использованием резцов. Их классификация насчитывает большое количество видов, поэтому начинающему мастеру нужно знать, какие резцы для чего нужны, как они строены и как правильно выбрать этот инструмент.
Содержание
- 1 Основные характеристики отрезных резцов для токарных работ
- 2 Типы и назначение резцов
- 3 Конструктивные особенности токарных резаков
- 4 Отрезной инвертированный режущий инструмент
- 5 По каким параметрам выбираемся резец?
Основные характеристики отрезных резцов для токарных работ
Токарный станок, предназначенный для металлообрабатывающих процедур, в том числе по цилиндрическим, фасонным и плоским поверхностям, в обязательном порядке оснащается резцом. Его характеристики бывают разными, но есть один ключевой момент: изделие для обработки металла должно быть изготовлено из более твердой и прочной стали, чем материал обрабатываемых поверхностей.
Резцы отрезные имеют конструкцию и размеры согласно ГОСТ 18880—73. Они различаются между собой сильнее, чем инструменты для работ по дереву.
Рабочая часть режущего инструмента обычно бывает выполнена в виде клина. Этим резец для токарного станка по металлу похож на некоторые другие приспособления для металлообработки. Конструкция у разных видов резцов может иметь отличия, но она непременно предусматривает тело и головку.
Конструкция у разных видов резцов может иметь отличия, но она непременно предусматривает тело и головку.
Головка включает следующие элементы:
- вершина;
- основная и дополнительная режущие кромки;
- передняя и две задние поверхности.
Форма режущих кромок отличается, например, если посмотреть на резец по металлу подрезной, можно увидеть, что она треугольная, а у других видов — прямая или полукруглая. У резцов по дереву лезвие имеет прямую форму. Тело (стержень) инструмента используется для фиксации в державке или суппорте. Основная кромка выполняет операцию резки. Раскрой заготовки происходит при непосредственном участии тела инструмента.
Резцы токарные имеют и другие особенности:
- Передний угол. Его параметры определяют легкость снятия стружки, скорость и точность обработки заготовки.
- Задний угол. Он образован обрабатываемой поверхностью и плоскостью резца. Если он слишком маленький, одна из граней режущего приспособления будет постоянно тереться о заготовку.
 Слишком большая величина заднего угля затрудняет снятие стружки, так что необходимо выбирать оптимальные параметры.
Слишком большая величина заднего угля затрудняет снятие стружки, так что необходимо выбирать оптимальные параметры. - Угол заострения. Он образован плоскостями передней и основной задней поверхности. Тем меньше его величина, тем эффективнее снимается стружка с заготовки. Но при слишком маленьком угле рабочая поверхность инструмента быстро затупляется, резец приходит в негодность.
- Размер державки (выражается в мм). Например, резец отрезной Т5К10 и многие другие модели имеют размер державки 25х16 мм.
Термины, которые используются при обозначении углов инструмента:
- Основная плоскость. Она проходит через прямые, совпадающие с векторами продольной и поперечной подач, и параллельна опорной поверхности резца.
- Плоскость резки. Она совпадает с режущей кромкой инструмента и располагается по касательной к обрабатываемой поверхности заготовки.
Типы и назначение резцов
Существует несколько разновидностей резцов, предназначенных для определенных операций:
- Подрезные.
 Используются для обтачивания торцов и обработки поверхностей, расположенных под прямым углом к оси вращения. При необходимости этим инструментом можно выполнять работы по дереву на любительском уровне. Отогнутый подрезной резец внешне похож на проходной.
Используются для обтачивания торцов и обработки поверхностей, расположенных под прямым углом к оси вращения. При необходимости этим инструментом можно выполнять работы по дереву на любительском уровне. Отогнутый подрезной резец внешне похож на проходной. - Резьбовые применяются для нанесения наружной и внутренней квадратной, прямоугольной, круглой, треугольной и трапецеидальной резьбы.
- Проходные (упорный, отогнутый и прямой) используются для обточки, подрезки торцов цилиндрических и конических деталей на станках с продольной и поперечной подачей. Пример такого инструмента — резец отрезной 25х16х140 Т5К10.
- Расточные предназначены для вырезания и расточки сквозных и глухих отверстий, углублений и выемок.
- Отрезные применяются для формирования кольцевых канавок и отрезания заготовок от прутов небольшого диаметра на токарных станках с поперечной подачей.
Резец прорезной, фасонный и некоторые другие применяются сравнительно редко. Для обтачивания цилиндрических и конических поверхностей с продольной подачей широко применяется отогнутый резец отрезной 25х16х140 Т15К6.
Особое назначение имеют отрезные канавочные резцы для токарного станка. Их используют для формирования узких канавок. Параметры рабочей головки подбираются в соответствии размерами и формой будущего углубления. Иногда приходится сделать несколько заходов, например, если металл слишком твердый или нужен широкий паз. Соотношение сечения обрабатываемой детали и длины рабочей части инструмента должно составлять примерно 2:1,1.
Конструктивные особенности токарных резаков
Реже всего для металлообработки применяются цельные инструменты. Их делают из цельных стальных заготовок: мелкие — из быстрорежущей стали, более крупные — из углеродистой. Также промышленность выпускает инструменты из различных сплавов, пример — титановольфрамовый резец отрезной Т15К6.
Наварные и напайные резцы (с приваренными и припаянными пластинами) используются для финишной обработки деталей. Они изготавливаются путем приваривания или напаивания пластин к головке.
Они изготавливаются путем приваривания или напаивания пластин к головке.
Важно! При несоблюдении технологии сварочных работ наварной резец быстро приходит в негодность.
Инструмент с механическим креплением минералокерамических твердосплавных пластин применяется для изготовления и обработки деталей в машиностроении. Сменная рабочая пластина крепится к головке механическим путем. Предлагает разные типы металлокерамических резцов, при этом все они унифицированы, что позволяет подобрать резец нужной формы для обработки любой марки металла.
Резцы для токарного станка подразделяются на отогнутые и прямые, левые и правые. На практике больше всего востребованы прямые правые и отогнутые левые. Например, часто используется резец отрезной ВК8 25х16х140, имеющий левое направление подачи.
Универсальные резцы со сборной конструкцией — отдельная категория. Резец токарный отрезной данной конфигурации также называют сборным. Особенность таких резцов в том, что на державке можно закреплять режущие пластины для разных операций, в том числе для обработки поверхностей заготовок под любым углом. Универсальность не означает, что их можно использовать для работы по дереву.
Универсальность не означает, что их можно использовать для работы по дереву.
Отрезной инвертированный режущий инструмент
Обработка деталей в домашних условиях обычно выполняется на маломощных станках со слабыми характеристиками. Работа ведется на малых оборотах, и чтобы качественно обрабатывать деталь, приходится перетачивать стандартный инструмент. Подобные действия требуют предельной аккуратности, иначе можно испортить резец. Инструмент получается хрупким и недолговечным.
Для отрезных работ на слабых любительских станках были спроектированы инвертированные модели со сменной рабочей областью из твердосплавной стали. Используя отрезной прямой резец со сменными пластинами, резку можно осуществлять путем прямого и обратного вращений. Второй режим применяется чаще, поскольку он обеспечивает беспрепятственное снятие стружки и отсутствие заеданий.
Инвертированный резак регулируется по высоте, для этого в составе конструкции предусмотрен треугольник. Рабочие пластины имеют Т-образный профиль, благодаря которому снижается трение о поверхность детали при заглублении. Комплект режущих пластин насчитывает 5-6 штук. Заточка отрезного инвертированного резца возможна до тех пор, пока хватает длины вылета.
Комплект режущих пластин насчитывает 5-6 штук. Заточка отрезного инвертированного резца возможна до тех пор, пока хватает длины вылета.
Длина рабочей области достаточна для того, чтобы работать с толстыми заготовками. Таким инструментом удобно формировать пазы небольшой ширины, особенно в тех местах, где плоскости соприкасаются между собой.
По каким параметрам выбираемся резец?
Критериев выбора режущего инструмента насчитывается немного (как и по дереву), но все они очень важны.
Факторы, от которых зависит эффективность обработки заготовок и долговечность инструмента:
- интенсивность нагрузок;
- вид операции;
- характеристики обрабатываемой поверхности;
- износостойкость режущей пластины.
Выбирая отрезной резец, также нужно иметь в виду, чему отдается приоритет при резке: качеству поверхности или точности геометрических размеров.
Резец отрезной токарный: конструкция, виды, режимы, назначение
Режимы резания при использовании отрезного резца
Токарная обработка металлических заготовок заключается в методичном снятии лишнего металла. Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Припуск – лишний металл, снятый с детали за определенное количество проходов. Главная задача оператора – выбрать такой режим вращения шпинделя и подачи резца, чтобы не происходило перегрева. Скорость выполнения работы не должна существенно ускорять износ оборудования и допускать нештатные режимы работы (перегрев, обработку материала неподходящим или тупым резцом), потенциально опасные для станка и оператора.
Технологи производят расчет режима резания индивидуально для каждого станка, учитывая его износ и специфику операций. В случае решения сложных задач используется метод пробных проходов в виде точения небольших участков при разных условиях. Это сильно растягивает процесс во времени, но может помочь выйти на оптимальные параметры, которые в итоге ускорят работу. Изготовление новой детали на станках с ЧПУ тоже не обходится без пробных проходов и построения алгоритма работы с учетом специфики изделия и особенностей оборудования.
Тщательно спланированный технологический цикл на основе справочных данных и опыта, использование отрезных токарных резцов, соответствующих ГОСТ, и исправного оборудования – залог успешного и безаварийного производства. Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Увеличение производительности – задача, решение которой не должно доходить до абсурда. Эксплуатация на пределе возможностей – гарантия быстрого выхода из строя станочного парка, срыва сроков поставки изделий. Резцы – дорогие расходные материалы, но использование дешевых изделий может привести к поломке станка полностью.
Резцы токарные канавочные.
2130-4120. | Резец применяется для внутреннего контурного растачивания, нарезания внутренних канавок. Правый. Чертеж 2130-4120. Обозначение S32S-CSFCR 5. Левый. Чертеж 2130-4020-01. Обозначение S32S-CSFCL 5. Режущая пластина TGMF 508 IC908 «Iscar». Вес 1, 5 кг. |
2130-4021. | Применяются для нарезания внутренних канавок, фасонного точения. Режущая пластина TSC 4 TT7220 «Taegu Tec». |
| По чертежуОбозначение | Размеры,мм | Масса, кг | ||||||||
| Правый | Левый | d | L | H | H1 | H2 | Dmn | B | W | |
| 2130-4021 S25R-CSFCR3 | 2130-4021-01 S25R-CSFCL3 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 2,65; 3; 3,15 | 1,1 |
| -02 S32S-CSFCR3 | -03 S32S-CSFCL3 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 | |
| -04 S25R-CSFCR4 | -05 S25R-CSFCL4 | 25 | 200 | 11,5 | 30,7 | 23 | 38 | 38 | 4; 4,15 | 1,1 |
| -06 S32S-CSFCR4 | -07 S32S-CSFCL4 | 32 | 250 | 15 | 34,2 | 30 | 42 | 41,5 | 1,5 |
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Технические особенности
Любые резцы для токарного станка по металлу обладают двумя составными частями:
- Рабочий элемент, с помощью которого производится обработка металлической поверхности.

- Державка, которая позволяет закреплять приспособление на токарном станке.
Рабочий элемент состоит из режущих кромок и нескольких плоскостей. Угол заточки кромок находится в зависимости от характера обработки и материала, из которого сделаны заготовки. Державка может быть прямоугольной и квадратной формы:
По конструкции все токарные резцы делятся на следующие разновидности:
- Прямые — приспособления, у которых рабочий элемент и держатель установлены на одной или паре параллельных осях.
- Гнутые резцы по металлу.
- Отогнутые — у такого приспособления рабочий элемент отогнут от оси держателя.
- Оттянутые — ширина державки у этого приспособления больше, нежели ширина рабочего элемента.

Качественная работа с заточенными ножами
Чтобы работа была качественной, нужно постоянно натачивать инструменты. В машиностроительной промышленности используют специализированое оборудование с приспособлениями.
В заточных станках используется два абразивных круга. Белые круги используются для обтачки стальных частей. Второй круг с зеленным оттенком заправляется твердосплавной пластиной.
Лезвия затачивают в следующей последовательности:
- Главный задний угол;
- Вспомогательный задний угол;
- Передний угол;
- Делают закругление по радиусу.
Для заточки лезвий используют охлаждающую жидкость. Можно постоянно ее подавать, так же как во время шлифовки. Для сменных пластин не требуется перезаточка.
Для сменных пластин не требуется перезаточка.
Рекомендации по выбору отрезных резцов по металлу
Отрезной токарный резец является узкоспециализированным инструментом и применяется для выполнения только двух видов операций: отрезания и проточки узких пазов. Поэтому для домашних и небольших ремонтных мастерских одним из основных критериев при его выборе, скорее всего, будет цена. В случае разового использования этого инструмента вполне подойдет российский отрезной резец с напайкой, цена которого в полтора-два раза меньше, чем у одной твердосплавной пластины с механическим креплением. В серийном производстве, особенно на станках с ЧПУ и токарных автоматах, или операция отрезки является завершающей, или после нее следует передача детали в контршпиндель для дальнейшей обработки. В этих условиях к геометрии и качеству работы отрезного инструмента предъявляют особые требования, поэтому в таких производствах альтернативы высокотехнологичным резцам со сменными пластинами попросту нет.
Конструкция отрезного резца
Любой токарный резец состоит из тела и рабочей головки. Особенность отрезного в том, что головка его оттянута, то есть ее ширина должна быть меньше, чем ширина тела. Длина кромки должна быть такой, чтобы было удобно отрезать болванку. На отрезные резаки выпадает большая нагрузка, потому что жесткость функциональной части невелика, а вывод стружки осложнен. Толщина головок довольно мала, поэтому чтобы сохранить их прочность, значения углов принимают около 1 — 3 градусов (задних и в плане). Благодаря такой форме при неправильной установке инструмента или его плохой правке значительно увеличивается трение.
На рабочей головке выделяют следующие зоны: режущая кромка (основная и вспомогательная), вершина головки, передняя поверхность головки и пара задних. Режущая кромка располагается вдоль и заточена в форме клина. Назначение тела или хвостовика — крепление инструмента в подручнике.
Качественно резать можно только правильно заточенным отрезным инструментом. Для правильного выявления углов используются следующие понятия:
Для правильного выявления углов используются следующие понятия:
- основная плоскость: это поверхность, совмещенная с опорной, параллельная подаче в продольной и поперечной плоскостях;
- плоскость резки: касательная к поверхности заготовки, проходит по рабочей кромке.
Отрезные резцы
Такие резцы встречаются в токарном деле чаще других. Их название говорит само за себя, указывая на основную область использования – отрезание. Изделия подаются строго перпендикулярно к оси вращения заготовки. Помимо отрезов с их помощью делают различные канавки.
Основная конструктивная особенность подобных металлообрабатывающих инструментов – очень тонкая ножка. Она позволяет сокращать потери материла при отрезании и имеет накладную пластину из сплава повышенной твердости.
Отрезные резцы
Для удобства использования на станках резцы отрезного типа изготавливают разнонаправленными: лево- и правосторонними. Если возникает сложность с их идентификацией, достаточно положить изделие так, чтобы режущая пластина находилась снизу. По стороне расположения ножки можно понять, к какой группе и относится инструмент.
По стороне расположения ножки можно понять, к какой группе и относится инструмент.
Изделия могут предназначаться для резцедержателей следующих размеров (указано в мм):
ДОБАВИМ ВРАЩЕНИЯ
Вращая токарный станок вручную, попробуйте получить небольшую стружку. Если это не выходит, то отрегулируйте положение инструмента и повторите попытку.
Если вы правша, возьмите токарный резец за рукоять правой рукой, а левой обхватите его сверху (рис. 9).
Рис. 7. Контакт фаски с заготовкой
Резание происходит немного левее от центральной оси резца (рис. 8). Не давите на него сильно. Как только получена небольшая стружка, перемещайте инструмент вдоль подручника и срезайте вершины заготовки.
Рис. 8. Процесс резания
Рис. 9. Правильное удержание резца
Включаем станок:
1. Положите резец на подручник таким образом, чтобы фаска была гарантированно выше заготовки, но не касалась её (рис. 10).
2. Плавно опускайте резец и найдите контакт фаски с деталью.
3. Опустите ещё чуть-чуть и начинайте резать.
Рис. 10. Последовательность точения широким рейером
Если заготовка некруглая, несоосная или квадратная, то начинать обработку следует, отступив от края на 30-40 мм, и вести её в его (края) сторону. Таким образом следует произвести обработку всей поверхности заготовки, не доходя 30-40 мм до противоположного торца. Обработку остальной поверхности заготовки следует произвести в противоположном направлении (рис. 11).
Рис. 11. Начало прохода при обдирке (слева направо)
Постепенно перемещая резец вдоль заготовки, сконцентрируйтесь на том, чтобы ваши движения были как можно более плавными. Толщина срезаемого слоя не должна превышать 1-2 мм.
В процессе работы расстояние между подручником и заготовкой будет увеличиваться. Периодически пододвигайте подручник ПРИ ВЫКЛЮЧЕННОМ двигателе. Сохраняйте зазор равным 3-5 мм.
Меняйте направление резания справа налево и слева направо. Резец должен быть направлен в сторону резания (рис. 12).
12).
Если вы будете располагать инструмент перпендикулярно оси заготовки (рис. 13), а не под углом около 20° к перпендикуляру оси токарного станка, то резание не получится плавным, а обрабатываемая поверхность останется грубой. Экспериментируйте с углом и положением резца, пробуйте углы меньше и больше чем 20°, однако следите за тем, чтобы держать углы фаски резца подальше от дерева (рис. 14).
Рис. 12. Завершение прохода (справа налево)
Рис. 13. Обработка резцом перпендикулярно оси заготовки
Рис. 14. Поверхность детали после обработки: слева резец располагался под углом 20° к оси детали, справа — перпендикулярно к оси детали
Классификация токарных резцов
Производство и разделение этих деталей по отдельным видам происходит по специальному ГОСТу. В этом документе сказано, что существуют следующие категории инструмента:
В этом документе сказано, что существуют следующие категории инструмента:
- Цельные приспособления, которые произведены полностью из стального сплава легированного типа. А также существуют детали, выполненные из инструментальной стали, однако они встречаются достаточно редко.
- Резцы с напаянной твердосплавной пластинкой. Такой инструмент считается самым популярным.
- Резцы, оснащенные съемными пластинками из твердого сплава, закрепляемыми на рабочем элементе с помощью прижимов и винтов.
Резцы по металлу различаются и направлением подающего движения при работе. Так, выделяют следующие виды:
- Левые инструменты — при работе такие резцы подаются слева направо. Если на это приспособление положить свою левую ладонь, то режущая плоскость его будет находиться рядом с большим пальцем.

- Правосторонние резцы характеризуются подачей справа налево.
Прямой и отогнутый проходной инструмент
Прямые проходные резцы зачастую применяются для обработки наружных поверхностей заготовок цилиндрической формы.
Существует два самых распространенных типоразмера державок этого инструмента:
- Квадрат — 25×25 мм (предназначены для специальных видов работ).
- Прямоугольник — 25×16 мм.

Проходные отогнутые изделия используются для обработки торцевых поверхностей. Кроме того, этот инструмент позволяет качественно снимать фаски и выполнять множество других работ. У этого приспособления державки могут иметь разные размеры. Требования, которые предъявляются к этому инструменту, регламентированы в ГОСТ 18877–73 .
Упорный, подрезной и отрезной
Упорные приспособления могут производиться с отогнутым или абсолютно прямым рабочим элементом. Этим инструментом можно обрабатывать цилиндрические заготовки из металлических сплавов. Кроме того, он является самым популярным типом среди многих специалистов.
Внешний вид подрезных резцов похож на проходной, однако первый инструмент обладает треугольной режущей пластинкой, выполненной из твердого металлического сплава.
Отрезная разновидность инструмента считается самой распространенной. Такие резцы используются для отрезания материала под углом в 90 градусов. А также с их помощью делаются всевозможные канавки на поверхности металлических деталей. Выяснить, что у вас в руках находится инструмент именно отрезного типа, нетрудно. Характерной особенностью этого приспособления является тоненькая нога, на которую припаяна твердосплавная пластинка.
Существуют и другие типы:
- для нарезания внутренней и внешней резьбы;
- для обработки глухих и сквозных отверстий.
Все виды токарных резцов обладают своими особенностями и предназначены для разных видов обработки.
Основное назначение инструмента
Этот режущий инструмент применяется в машиностроении на самых разных станках: фрезерных; строгальных; долбёжных; токарных.
С помощью этого инструмента происходит обработка самых разных деталей, с определённой точностью. Чтобы получить изделие нужной формы, с детали снимается несколько слоёв металла. Для этого его прочно закрепляют в резцедержателе.
Рабочая поверхность инструмента имеет очень острую кромку, напоминающую клин. Он врезается в заготовку, деформирует её наружную поверхность. В результате она начинает скалываться. Передняя поверхность инструмента сдвигает её, превращая в стружку.
Поступательное движение продолжается, процесс скалывания не останавливается, продолжается образование стружки. Её внешний вид сильно зависит от нескольких факторов:
- Скорость вращения детали.

- Подача.
- СОЖ.
В зависимости от вида операции, оснастка подразделяется на несколько типов:
- Токарная.
- Долбёжная.
- Строгальная.
Для перемещения заготовки совместно с инструментом в горизонтальном направлении, устанавливается строгальный резец. Если резание происходит вертикально, пользуются долбёжным приспособлением. Оба приспособления работают по одному принципу. Они отличаются от аналогичной токарной оснастки, так как на этом станке процесс резания происходит непрерывно. Когда выполняется строгание или долбление, врезание происходит только во время рабочего хода.
Согласно технологическому процессу, обработка заготовки может иметь несколько операций:
- Черновую.
- Получистовую. Резец имеет режущую пластину с закруглённой режущей кромкой. В результате улучшается шероховатость поверхности.
- Чистовую.
- Тонкое точение.
Обработка глухих отверстий
Очень часто встречаются конструкции, где детали не имеют сквозных отверстий. Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Когда приходится обрабатывать глухие отверстия, устанавливается режущая пластина в виде треугольника. Для удобства работы, рабочая часть державки имеет небольшой изгиб. По диаметру отверстия, подбирается соответствующий габарит державки.
Растачивание сквозных отверстий
Чтобы использовать изогнутый резец, в детали предварительно сверлят отверстие. Его глубина находится в прямой зависимости от размера державки. Чем она длиннее, тем больше глубина отверстия. Толщина слоя снимаемого металла, при такой обработке примерно равна величине загиба режущей части.
Расточной инструмент для работы на токарном станке
Токарная обработка деталей считается одной из важнейших операции машиностроения. При помощи расточного инструмента выполняется обработка глухих или сквозных отверстий.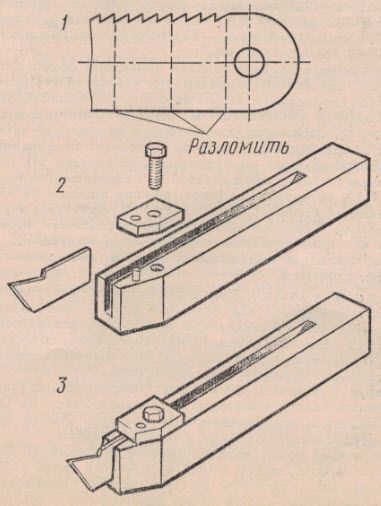
Использование расточного инструмента даёт возможность получить высокую точность обработки и отличную шероховатость поверхности. Расточные операции выполняются только в определённых ситуациях:
- Когда сверление не даёт точных размеров и нужной чистоты поверхности.
- Отсутствует нужный инструмент для получения требуемого диаметра.
- Необходимо получить прямолинейное отверстие с точным расположением оси. Диаметр обрабатываемого отверстия намного больше стандартного размера сверла.
- Очень маленькая длина отверстия.
Для обработки цветных металлов, пластмассы и других лёгких материалов, применяют резцы, для изготовления которых используется инструментальная сталь. Если в рабочую головку установлена твердосплавная пластина, используют прочную нержавеющую сталь.
Во время работы режущая часть начинает изнашиваться, происходит выкрашивание твердосплавной пластины. Резцы приходится перетачивать.
ОБЗОР» src=»https://www.youtube.com/embed/mDXgO4UGSxg?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Как установить на станке
Для получения надлежащего качества и точности обработки необходим правильный монтаж резца. Также ошибки при установке способствуют быстрому износу режущей кромки.
Устанавливается инструмент в резцедержатель строго по центру. Для корректировки его по высоте в арсенале токаря должны быть металлические пластины толщиной от 1 до 4-5 мм. Установка ниже центра приводит к выталкиванию детали, что опасно и для инструмента, и для работника. Если режущая кромка завышена, она перегревается и быстро изнашивается.
При установке режущего инструмента нужно придерживаться простых правил:
- Протереть опорную поверхность резцедержателя.
- Фиксировать инструмент минимум двумя болтами.
- Вылет головки не должен превышать 1,5 высоты державки.

- При черновой обработке допускается завышение режущей кромки на 0,3-1 мм.
После установки инструмента нужно снять пробную стружку. Если поверхность получается ровная и гладкая, стружка не наматывается на резец — можно приступать к работе.
Важно!
Не допускается использование более трех прокладок. Также они не должны выступать за пределы резцедержателя.
Резьбовой̆ резец наружный̆ со сменными пластинами
Постепенно перехожу на современные технологии. Приятно работать качественным и красивым инструментом. Резьбовые резцы входят в разряд самых необходимых для станочника инструментов. И если резьбы малых диаметров можно нарезать метчиками и лерками, то большие диаметры или нестандартные шаги резьбы – только на станке.
Я всегда пользовался резьбовыми резцами из быстрорежущей стали – Р6М5 или Р18. Дешево и доступно. Одно лишь неудобство – точить надо, и при работе со сталями достаточно часто. Заточной станок на балконе, балкон завален всяким крайне необходимым барахлом зимой холодно, вечером темно и т. д. и т.п. Неудобно в общем.
Резцы со сменными пластинами конечно решают все эти проблемы. Обратная сторона медали – цена. Она не бог весть какая большая, но в разы больше заготовки из быстрореза.
Резец приехал в коробочке, с ключом torx в комплекте. Также в набор входил пенал с десятью сменными пластинами
Резец сделан из стали по ощущениям напоминающей знакомую марку Ст45. Производитель уверяет, что она еще и нержавеющая
Впрочем для домашнего применения это не так уж и важно
Маркировка резца SER1212h26. Тело резца в сечении представляет собой квадрат 12х12 мм. Длина резца около 100мм.
Сменные пластины имеют маркировку 16ER AG60. Они предназначены для получистового и чистового точения резьб с профилем угла 60 градусов
Что значит чистовое и получистовое точение? Величину съема металла за один проход. То есть этим резцом не рекомендуют проходить резьбу за один проход, например. Им можно снимать по паре соток вначале, и по сотке ближе к завершению нарезания резьбы.
По большому счету, в домашнем применении большие съемы как правило не используются. Это ограничивается и мощностью двигателей маленьких станков, и общей жесткостью системы СПИД (станок, приспособление, инструмент, деталь). Так что резец вполне себе подойдет для любых домашних станочных применений без ограничений.
Давайте пойдем на станок и попробуем что-то нарезать. В качестве примера я сделал резьбу М6х1 (резьба метрическая, диаметр 6 мм, шаг резьбы 1мм).
Резьба нарезалась легко и приятно. Стружка вилась ровно и с легким шелестом. Съем у меня был 2 сотки вначале, и одна сотка в конце процесса.
Гайка накрутилась чудесно.
Как обычно прилагаю короткое видео
Резюме. Резец замечательный, к покупке рекомендую однозначно. Цена является сдерживающим фактором. Но если в ваших увлечениях доля деталей с резьбой существенна, то деньги вернутся сэкономленным на заточку временем и высоким качеством нарезаемой резьбы.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
Классификация резцов
Производство резцов токарных и разделение их на категории осуществляется по ГОСТу:
- из стали легированной (редко из инструментальной), цельные;
- с твердосплавной напаяной пластиной – самый популярный вариант;
- со съемными пластинками из стали твердосплавной, крепящиеся на рабочей поверхности станка посредством винтов и прижимов.
По характеристикам качества обработки:
- черновые – характеризуются большой скоростью резания, крупной по ширине стружкой;
- получистовые, чистовые – для конечного точения готовой продукции, обладают низкой скоростью резания, снимающейся стружкой небольшой ширины и толщины;
- для тонких технологических манипуляций.
Приспособления для резьбы по металлу также могут иметь разное подающее направление:
- левосторонние – подающиеся слева направо;
- правосторонние – с подающим движением справа налево.
Режущие инструменты для токарных станков. Руководство по инструментам для токарных станков в формате PDF сверление, торцевание, растачивание и резка с помощью токарных режущих инструментов, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Для работы общего назначения используется одноточечный инструмент, но для специальных операций могут использоваться многоточечные инструменты. Посмотрите приведенное ниже видео, чтобы получить представление о работе токарного станка.
При работе на токарном станке для разных операций требуются разные типы режущих инструментов для токарных станков в соответствии с процессом использования режущих инструментов для токарных станков .
Режущие инструменты для токарных станков :
Ниже приведены типы режущих инструментов для токарных станков , используемых в токарных станках:
- Токарный инструмент.
- Инструмент для снятия фаски.
- Инструмент для нарезания резьбы.
- Инструмент для нарезания внутренней резьбы.
- Облицовочный инструмент.
- Инструмент для нарезки канавок.
- Формовочный инструмент.
- Расточной инструмент.
- Отрезной инструмент.
- Инструмент для противодействия
- Инструмент для подключения
- Согласно методу применения подачи
- Правый инструмент
- Левый инструмент
- Круглый нос
WATCH SLIDESHOW OF SLIDESHOW OF: 9003 СЛАВИТЬ СЛАДЕСЕ. способ использования инструмента В основном существует два класса токарных инструментов: Основная функция инструмента для черновой токарной обработки заключается в удалении максимального количества металла за минимальное время, которое позволяют инструмент, работа и станок. Токарный инструмент используется для удаления очень небольшого количества металла. Угол инструмента настолько отшлифован, что он может производить очень гладкую и точную поверхность. Прямые токарные инструменты также используются в качестве инструмента для снятия фаски, когда режущие кромки установлены под углом к фаске. Если необходимо выполнить большое количество работ по снятию фаски, используется специальный инструмент для снятия фаски, боковая режущая кромка которого заточена под углом фаски. 3. Инструмент для токарной обработки уступа Квадратный уступ обтачивается с помощью токарного инструмента с острым лезвием или торцевого инструмента. Скошенный уступ может быть обработан прямым токарным инструментом, имеющим угол боковой режущей кромки и нулевой радиус при вершине. 4.1 Инструмент для нарезания наружной резьбы Метрическая, B.S.W или американская V-образная резьба формируется с помощью инструмента для нарезания резьбы с одной точкой. Его режущие кромки заточены под форму и размер нарезаемой резьбы. Форма инструмента определяется прилежащим углом на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W. он включает угол на вершине инструмента, который должен соответствовать углу резьбы. Это может быть 60° для метрической резьбы или 55° для резьбы B.S.W. Размер или поперечное сечение режущих кромок инструмента зависит от шага резьбы. На рисунке ниже показан H.S.S. инструмент для нарезания резьбы. Таким образом, для обработки различных винтовых резьб с различными шагами используются инструменты для получения точной резьбы. Измеритель резьбового инструмента используется для проверки формы и размера инструмента после его заточки. 4.1.1 Инструмент для нарезания резьбы квадратного сечения Боковой зазор инструмента для нарезания резьбы квадратного сечения имеет первостепенное значение для предотвращения трения инструмента о вертикальную поверхность резьбы. Как правило, передний задний угол определяется путем прибавления 5 ° к углу подъема резьбы, а задний боковой зазор получается путем вычитания 5 ° из угла подъема винтовой линии, если ø — передний боковой задний угол, а — задний боковой клиренс, то из формулы: Ширина режущей кромки должна быть равна половине шага резьбы. Небольшой задний угол от 1° до 2° предусмотрен на боковой стороне инструмента, чтобы предотвратить ребристость поверхности при работе. 4.2 Инструмент для нарезания внутренней резьбы Режущая кромка инструмента точно такая же, как у инструмента для нарезания наружной резьбы, но передний задний угол значительно увеличен, как у расточного инструмента. Инструмент кованого орбитального типа, удерживаемый на расточной оправке. Острие инструмента должно быть выровнено с работой. Читайте также: 22 Различные виды операций на токарном станке 5. Торцовочный инструмент Торцовочный инструмент снимает металл боковыми режущими кромками. Таким образом, в инструменте для торцовки нет необходимости использовать передние грабли. На рисунке показан H.S.S. торцовочный инструмент, предназначенный для отделочных работ. Инструмент имеет угол боковой режущей кромки 2° и угол концевой режущей кромки 34°, может быть размещен в пространстве между концом заготовки и мертвой точкой 60°, оставляя зазор 2° с обеих сторон. Стандартное сечение хвостовика: 20×20, 25×25, 32×32, 40×40 и 50×55, все выражено в мм. Длина инструмента составляет 125, 140, 170, 200 и 240 мм, а радиус вершины варьируется от 0,5 до 1,6 мм. 6. Инструмент для нарезки канавок Инструмент для нарезки канавок подобен отрезному инструменту, показанному на рисунке. 7. Формовочный инструмент Точение криволинейных профилей может быть затруднено при использовании Обычный токарный инструмент может нарушить цель, если копировальная насадка используется для воспроизведения формы шаблона. Плоские формовочные инструменты бывают двух типов: Режущие кромки этих инструментов отшлифованы до формы канавки, выточки или резьбы, которую необходимо нарезать. Инструменты для формирования плоского ласточкиного хвоста имеют более широкую режущую кромку, соответствующую желаемой форме. Конец инструмента «ласточкин хвост» устанавливается в специальный держатель инструмента. Переточка всегда выполняется на верхней стороне инструмента, что не меняет форму инструмента. Эти инструменты предпочтительны в производственных работах, так как могут использоваться очень длинные режущие поверхности, что увеличивает срок службы инструмента. Центр инструмента устанавливается немного выше центральной линии заготовки, чтобы обеспечить эффективный передний задний угол на инструменте. Инструмент будет тереться о заготовку, если центры имеют одинаковую высоту. Центр инструмента обычно выше центральной линии токарного станка на 1/20–1/10 диаметра инструмента. Эта высота называется «смещением». Переточка производится только плоской шлифовкой. 8. Расточный инструмент Расточный инструмент аналогичен левостороннему наружному токарному инструменту в том, что касается его режущей кромки. Инструмент может быть типа долота, вставляемого в расточной оправку или держатель, или кованого типа с хвостовиком. На рисунке показан H.S.S. бита инструмента вставлена в борштангу. Расточная оправка изготовлена из мягкой стали с вырезанными в ней пазами или отверстиями для установки насадки, которая фиксируется винтом с внутренним шестигранником. Величина выступа режущей кромки инструмента из центра стержня определяет диаметр готового отверстия изделия. Сверло обычно вставляется под прямым углом к центральной линии стержня для сверления непрерывного отверстия, проходящего от одного конца к другому концу. Долото устанавливается на одну ось, выступающую за конец стержня, для растачивания глухого отверстия. 9. Инструмент для зенкерования Операция зенкерования может выполняться обычным сверлильным инструментом. Режущая кромка инструмента настолько отшлифована, что после точения может оставить заплечик. Обычно используется цековка с несколькими режущими кромками. 10. Инструмент для подрезки Инструмент для подрезки или нарезки канавок имеет острие и форму режущей кромки, точно соответствующие форме требуемой канавки. Задний угол указан со всех сторон инструмента. Для канавочной режущей кромки используется продольная подача. Угол переднего зазора зависит от отверстия работы. 11. Отрезной инструмент Отрезной инструмент обычно выковывается и используется в качестве бит для инструментов с твердосплавными наконечниками. Отрезной инструмент делается максимально узким, чтобы снимать минимум металла. Ширина режущей кромки только от 3 до 12 мм. Длина режущего инструмента, который вставляется в заготовку, должна быть немного больше, чем радиус обрабатываемого прутка. Поскольку инструмент проникает глубоко в заготовку, вокруг режущей кромки инструмента создается зазор, чтобы предотвратить его трение о рабочую поверхность. Поскольку инструмент является режущим с чистым концом, он не имеет боковых передних кромок, на инструменте предусмотрен небольшой задний передний угол для облегчения потока судов. Читайте также: Скорость резания, Подача, Глубина резания и Время обработки на токарном станке 100023 Правосторонний инструмент На рисунке показан правосторонний инструмент. Это то, что подается от станины токарного станка, т.е. от задней бабки к торцу передней бабки при выполнении таких операций, как точение, нарезание резьбы и т. Правосторонний инструмент формируется на его левом конце, если смотреть сверху, его носик направлен в сторону от оператора. Левосторонний инструмент показан на рисунке. Это то, что подается слева к правому концу станины токарного станка, то есть от передней бабки к концу задней бабки. Левосторонний инструмент используется для нарезания левой резьбы или точения, при котором на правом конце заготовки остается уступ. У левостороннего инструмента режущая кромка сформирована на правом конце, если смотреть сверху, когда его носик направлен в сторону от оператора. Левосторонний инструмент также может использоваться для торцевания. Инструмент для точения с круглым носом показан на рисунке. Возможно подача слева направо или справа на левый конец станины станка. По этой причине у них нет задней рейки и боковой рейки. В некоторых случаях на инструменте предусмотрена небольшая задняя граблина. Читайте также: 7 типов токарных патронов Вот и все, спасибо за внимание. Если у вас есть какие-либо вопросы по «Режущие инструменты для токарных станков », задавайте их в комментариях ниже. Если вы нашли эту статью полезной, пожалуйста, поделитесь ею с друзьями. Теперь вы можете скачать PDF-файл этого поста. Скачать PDF Подпишитесь на нашу рассылку, чтобы получать уведомления: Адрес электронной почты Читайте также: Тормозной токарный станок Чистота поверхности (микродюймы) обязательна для каждой работы по торможению. Оригинальные твердосплавные вставки ACCU Используйте только оригинальные твердосплавные насадки марки Accu. Доказано, что они служат дольше, чем более дешевые карбидные вставки. Отдельный набор из 10 твердосплавных насадок и 10 винтов, Разработан специально для максимального срока службы на моделях Accu-Turn 7700, 89.20, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997 Тормозные токарные станки. 10 упаковок Оригинальные твердосплавные вставки ACCU Десять упаковок. из 10 ( 100 бит и винтов ) Для максимального срока службы токарных станков Accu-Turn моделей 7700, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997. #878051 #878050 на вставках карбида токарного станка автомобиля (карта с 10 битами и винтами) Используется с моделями OCL 8700, 8750 и 8800. Используйте #878050 на модели OCL 8820. Разработаны специально для снижения вибрации, обеспечивая идеальное качество поверхности, рекомендованное OEM. Расточная оправка в сборе – стандартная Уникальная конструкция позволяет этой барабанной фрезе выполнять резку самых разных поверхностей, включая маховики. Расточная оправка поставляется в комплекте с коротким правым держателем инструмента 433779 для барабанов легковых автомобилей. Стандартно для токарных станков Accu-Turn Brake моделей 8911, 8920, 8922, 8944, 8989, 8990, 8991, 8993, 8995 и 8997. Держатель инструмента – правосторонний Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации. 903:30 Держатель инструмента – левый Для роторов и маховиков. Держатель инструмента – Прямой Идеально подходит для использования сдвоенных левосторонних фрез, когда стандарт 433764 не позволяет врезать фрикционную поверхность полностью обратно в квадратный буртик втулки ротора. Держатель инструмента – короткий, правый Для барабанов или маховиков легковых автомобилей. Входит в комплект поставки расточных оправок 433172. Держатель инструмента – изогнутый, правый Оставьте место между монтажным фланцем и обработанной поверхностью трения. Попадает в труднодоступные места Держатель инструмента – изогнутый, левый Оставьте место между монтажным фланцем и обработанной поверхностью трения. Проникает в труднодоступные места без Припаянный к держателю насадок – левосторонний Только для роторов. Припаянный держатель насадок – правосторонний Для роторов, барабанов, маховиков и барабанов для тяжелых условий эксплуатации. Припаянный к держателю биты для тяжелого режима работы – правосторонний Идеально подходит для тяжелых маховиков и барабанов грузовых автомобилей, где требуется более тяжелый держатель для снижения вибрации и получения более гладкой обработанной поверхности трения. Токарные станки — это универсальные машины, которые можно использовать для выполнения различных операций механической обработки. Для выполнения операций на токарном станке требуются специальные режущие инструменты, специально разработанные для каждой операции. Независимо от мощности вашего станка конечные результаты ваших операций обработки зависят от выбора правильного инструмента для операции. Но что отличает эти инструменты и как выбрать правильный инструмент для вашего приложения? Каждый инструмент имеет определенную геометрию, что делает его идеальным для конкретной операции обработки. В этой статье я подробно рассмотрел режущие инструменты для токарных станков и классифицировал их на основе работы, конструкции, материала и направления подачи. Что в этой статье? Как правило, режущие инструменты токарных станков состоят из острой кромки, которая прижимается к поверхности вращающейся заготовки для удаления материала на желаемой глубине. Режущий инструмент устанавливается либо на стойке (токарные станки по металлу), либо на подручнике (токарные станки по дереву). Режущий инструмент на токарном станке можно перемещать вручную (токарные станки по дереву), с помощью маховиков (токарные станки по металлу) или автоматически с помощью числового программного управления (токарные станки с ЧПУ). Эти инструменты можно перемещать вокруг системы осей токарного станка, и траектория движения режущего инструмента по поверхности заготовки определяет ее окончательную форму. В отличие от других операций механической обработки, токарные станки состоят из вращающейся заготовки, установленной на патроне, обычно 3-х или 4-х кулачковом патроне, и стационарного режущего инструмента, известного как режущий инструмент токарного станка. В результате режущие инструменты, используемые в токарных станках, значительно отличаются от инструментов, используемых в других станках, таких как фрезеры, фрезы, сверла и т. д. В зависимости от различных факторов, таких как конструкция, крепление инструмента и области применения, токарные станки можно классифицировать как токарные станки с двигателями, револьверные станки, токарные станки, токарные станки, настольные токарные станки, многошпиндельные токарные станки, оружейные токарные станки и т. д. Более того, в зависимости от управления движением режущего инструмента токарные станки могут быть как ручными, так и автоматическими станками с ЧПУ. Однако инструменты, используемые во всех этих токарных станках, имеют схожую номенклатуру и геометрию. Одноточечный режущий инструмент Хвостовик Хвостовик режущего инструмента — это часть, которая зажимается в держателе инструмента/резцедержателе. Это самая толстая часть режущего инструмента, обычно имеющая прямоугольное поперечное сечение. Боковая поверхность Боковая поверхность – это сторона режущего инструмента, которая вместе с торцом образует режущую кромку. Однолезвийный режущий инструмент обычно состоит из двух боковых сторон: большой и вспомогательной. Торец Торец — это поверхность, по которой скользит стружка при выполнении операции резания. Режущая кромка Режущая кромка лежит на поверхности режущего инструмента. Это край, который выполняет действие удаления материала, когда инструмент скользит по заготовке. Как правило, одноточечный режущий инструмент имеет две режущие кромки: боковую режущую кромку и концевую режущую кромку. В результате режущий инструмент выполняет режущее действие на двух поверхностях, расположенных под прямым углом друг к другу. Носик Носик — это угол режущего инструмента, где сходятся две режущие кромки (боковая и концевая). Слегка изогнутая форма обеспечивает большую прочность, увеличивает срок службы инструмента и обеспечивает более плавный рез. Боковой передний угол Это угол между торцом инструмента и линией, перпендикулярной корпусу инструмента. Боковой передний угол определяет направление схода стружки, а увеличение бокового переднего угла токарного инструмента уменьшает толщину стружки. Боковой задний угол При взгляде спереди боковой задний угол представляет собой угол, образуемый главной боковой поверхностью с поверхностью хвостовика, перпендикулярной основанию режущего инструмента. Обеспечивает зазор для предотвращения трения основной стороны о заготовку во время продольной подачи. Задний задний угол Вид сбоку одноточечного режущего инструмента При взгляде на инструмент сбоку концевой задний угол представляет собой угол, образованный передней кромкой боковой поверхности с линией, перпендикулярной основанию инструмент. Этот угол обеспечивает зазор для предотвращения истирания второстепенной боковой поверхности заготовки. Передний угол Передний угол определяет угол наклона передней поверхности режущего инструмента. Это угол, образуемый гранью с плоскостью, параллельной основанию, проходящей через вершину грани. Режущие инструменты с положительным, отрицательным и нулевым передним углом Как правило, положительный передний угол увеличивает остроту инструмента, но снижает его прочность, и поэтому используется для резки мягких материалов. В то время как отрицательный передний угол увеличивает прочность и облегчает сход стружки, что делает его идеальным для обработки твердых материалов. Однако при этом увеличивается сила резания, что делает процесс подверженным вибрациям и сильному выделению тепла из-за трения. С другой стороны, режущие инструменты с нулевым передним углом обладают нейтральной режущей способностью, имеют простую конструкцию и более просты в изготовлении. Концевой угол режущей кромки Вид сверху на одноточечный режущий инструмент Это угол, образованный концевой режущей кромкой с линией, идущей перпендикулярно телу и касательной к носу. Подобно затылочным уголкам, концевая режущая кромка предотвращает контакт инструмента с обрабатываемой поверхностью заготовки. Угол боковой режущей кромки Это угол, образованный боковой режущей кромкой с линией, идущей параллельно корпусу режущего инструмента. Этот угол влияет на силы резания и толщину стружки, повышая производительность инструмента за счет снижения ударной нагрузки. Радиус вершины Радиус вершины — это радиус кривизны кончика инструмента. Улучшает качество поверхности и увеличивает срок службы инструмента, предотвращая внезапную поломку при ударной нагрузке. Режущие инструменты для токарных станков можно классифицировать не только в ручном исполнении или на держателе, но и на основе их действия, конструкции, материала и направления подачи. Токарный инструмент Токарный инструмент Токарный инструмент используется для удаления материала по длине заготовки. Этот инструмент уменьшает диаметр заготовки для получения желаемой формы и размера. Процесс известен как токарная обработка. Эти инструменты можно разделить на два типа: черновое точение и чистовое точение. Операции, выполняемые токарным инструментом Инструменты для чернового точения имеют идеальную геометрию для удаления максимального объема материала с минимальным временем цикла. В то время как чистовые токарные инструменты имеют сравнительно меньшую режущую кромку и используются для получения гладкой поверхности с точными размерами. Эти инструменты могут использоваться для выполнения различных операций, таких как ступенчатая токарная обработка, конусная токарная обработка, формовка и т. д. под углом к вертикальной оси. Как правило, для снятия фаски используется токарный инструмент, режущая кромка которого установлена под углом к поверхности заготовки. Однако, если угол наклона большой или требуется большое количество снятия фаски, используется специально разработанный инструмент для снятия фаски со скошенной режущей кромкой. Инструмент для нарезания резьбы Инструмент для нарезания резьбы Инструмент для нарезания резьбы используется для нарезания спиральной резьбы на цилиндрической заготовке. Эти инструменты имеют специальную режущую кромку, заточенную в соответствии с шириной и формой желаемой резьбы. Как правило, угол наклона резьбонарезного инструмента зависит от угла нарезаемой резьбы. Он составляет около 60° для метрической резьбы и 55° для резьбы B. Нарезание резьбы на токарном станке Аналогичным образом сечение режущей кромки инструмента влияет на шаг резьбы. Как правило, при проектировании инструмента для нарезания резьбы рекомендуется формировать его таким образом, чтобы его ширина составляла примерно половину значения шага резьбы. Ширина режущей кромки должна быть равна половине шага резьбы. Помимо шага и размера, выбор инструмента для нарезания резьбы также зависит от формы резьбы. Квадратную резьбу можно нарезать с помощью специального инструмента, подходящего для вашего применения. При настройке инструмента для нарезания квадратной резьбы следует помнить, что передний боковой задний угол инструмента должен быть на 5° больше, чем угол наклона спирали требуемой квадратной резьбы. Принимая во внимание, что задний угол на заднем конце боковой поверхности должен быть на 5° меньше, чем угол винтовой линии квадратной резьбы. Поэтому важно выбрать инструмент для нарезания резьбы в зависимости от формы, размера и шага, необходимых для нарезания резьбы. Инструмент для нарезания внутренней резьбы Инструмент для нарезания внутренней резьбы подобен расточной штанге с кромкой для нарезания резьбы на конце. Этот инструмент используется для нарезания внутренней резьбы на таких деталях, как гайки, колпачки и т. д. Торцовочный инструмент Торцовочный инструмент В отличие от других процессов, в которых используются обе режущие кромки инструмента, при торцевании используется только боковая режущая кромка. инструмента для удаления материала. Облицовка обычно выполняется для удаления тонкого слоя материала и получения гладкой поверхности. Операция торцевания на токарном станке Таким образом, торцовочный инструмент аналогичен чистовому токарному инструменту, используемому на торцевой поверхности заготовки. Инструмент для нарезки канавок Инструмент для нарезки канавок Инструмент для нарезки канавок, как следует из названия, используется для создания канавок на цилиндрической поверхности заготовки. Форма паза определяется формой режущего инструмента. Эти инструменты могут иметь V-образную, квадратную или любую другую форму, необходимую для применения. Нарезание канавок на токарном станке Инструмент для нарезки квадратных канавок также можно использовать в качестве отрезного инструмента, когда инструмент постепенно вдавливается в толщину заготовки до тех пор, пока деталь не отрежется и не упадет на станину токарного станка. Формовочный инструмент Формовочный инструмент Формовочный инструмент представляет собой комбинацию токарного инструмента и инструмента для обработки канавок. Эти инструменты используются для изготовления относительно сложных форм за один раз. Токарный инструмент также можно использовать для выполнения операций формовки, но точно спроектированный формовочный инструмент сокращает время цикла и повышает точность. Расточной инструмент Расточный инструмент Расточный инструмент используется для обработки внутренней поверхности отверстия и увеличения его диаметра. Как правило, расточный инструмент состоит из расточной оправки с режущим инструментом, установленным на ее конце под прямым углом к длине оправки. Растачивание на токарном станке Брусок состоит из пазов для зажима режущего инструмента и затягивания его шестигранным ключом. Окончательный диаметр отверстия определяется длиной режущего инструмента от центра борштанги. Расточная оправка может удерживать несколько инструментов разной длины для получения отверстий разного диаметра. В зависимости от типа используемого расточной инструмента он может быть установлен на задней бабке (для длинных заготовок) или на резцедержателе (для очень малой глубины растачивания). Отрезной инструмент Отрезной инструмент Отрезной инструмент похож на инструмент для нарезки канавок, но имеет узкую ширину (3 мм — 12 мм), чтобы свести к минимуму удаление материала во время резки заготовки. Эти инструменты обычно кованые и имеют длину, превышающую радиус заготовки. Отрезной инструмент — это инструмент для обрезки концов, в котором только одна кромка выполняет действие по удалению материала. Эти инструменты не имеют бокового переднего угла, но небольшой задний передний угол облегчает удаление стружки. Кроме того, отрезные инструменты должны иметь зазоры со всех сторон, чтобы предотвратить легкое удаление материала со сторон режущей кромки. Инструмент для накатки Накатка на токарном станке Накатка — это процесс создания узоров с углублениями на поверхности заготовки для улучшения ее захвата. Как правило, применяется для завинчивания предметов, которые требуют крепкого захвата для приложения силы во время завинчивания и отвинчивания. Накатной инструмент состоит из двух или более металлических накатных колес с тиснением на них желаемого рисунка. Накатной инструмент Этот инструмент зажимается в стойке инструмента и прижимается к вращающейся заготовке для удаления материала и создания желаемого рисунка по окружности заготовки. Режущие инструменты также можно разделить на категории на основе их конструкции, которая влияет на их способность создавать большую силу резания. Однокорпусные инструменты Однокорпусные инструменты Однокорпусные инструменты являются одним из наиболее часто используемых инструментов в промышленности. Эти инструменты выкованы из цельного куска металла и отшлифованы, чтобы иметь острую режущую кромку желаемой формы, размера и геометрии. Благодаря тому, что они выкованы из цельного куска металла, они обеспечивают высокую силу резания без риска поломки. Как правило, эти инструменты изготавливаются из высокоскоростных инструментов и имеют небольшую длину. Сварные инструменты Сварные инструменты изготавливаются путем соединения корпуса/хвостовика и головки/бока инструмента с помощью сварного соединения. Как правило, этот тип инструмента состоит из боковой поверхности, изготовленной из специального металла, такого как карбид, и корпуса, изготовленного из сравнительно более дешевого металла. Твердосплавные головки отличаются прочностью и обеспечивают долгий срок службы инструмента при отличном съеме материала. Однако, по сравнению с цельным твердосплавным инструментом, сварной твердосплавный инструмент может обеспечивать меньшую силу резания и поэтому идеально подходит для обработки с малой глубиной резания. Зажимные инструменты Зажимные инструменты для токарных станков Зажимные инструменты состоят из длинной рукоятки или стержня с прорезями для зажима режущего инструмента. Эти инструменты обычно изготавливаются из двух разных материалов и используются для таких операций, как расточка и отрезка, где требуются длинные инструменты. После того, как режущий инструмент затупится, вы можете заменить режущую головку и повторно использовать рукоятку/планку. Режущие инструменты также можно классифицировать на основе их материала, и в зависимости от обрабатываемой детали выбор соответствующего материала инструмента может помочь вам достичь оптимальных результатов. Инструменты из быстрорежущей стали (HSS) Инструменты для токарных станков из быстрорежущей стали Инструменты из быстрорежущей стали являются одними из наиболее часто используемых токарных инструментов, которые сравнительно дешевле и дают отличные результаты при черновой обработке. Эти прочные инструменты могут использоваться для токарной обработки различных металлических заготовок. Кроме того, эти режущие инструменты можно затачивать для заточки режущей кромки и повторного использования инструмента для механической обработки. Твердосплавные инструменты Токарные инструменты с твердосплавным наконечником Твердый сплав — это прочный материал, идеально подходящий для обработки твердых металлов, таких как нержавеющая сталь, углеродистая сталь, быстрорежущая сталь, инструментальная сталь, камень и т. д. Эти инструменты известны своей способностью обеспечивать высокое усилие резания и сохранять остроту в течение долгих часов обработки. Инструменты с алмазными наконечниками Инструменты с алмазными наконечниками обладают высокой износостойкостью и теплостойкостью, что делает их идеальными для обработки хрупких и прочных материалов, таких как графит, алюминий, пластмассы и другие цветные металлы. В отличие от других режущих инструментов, склонных к деформационному упрочнению в условиях высоких температур, инструменты с алмазными наконечниками обеспечивают высокую теплопроводность и низкое тепловое расширение. Это позволяет использовать инструменты с алмазными наконечниками в течение длительного времени без ущерба для остроты инструмента. Инструменты со специальным покрытием Инструмент с покрытием из карбида вольфрама с инструментом из чистого металла Инструменты со специальным покрытием, как следует из названия, обычно представляют собой инструменты из быстрорежущей стали, покрытые специальными материалами, такими как керамика, кубический нитрид бора (CBN), карбид вольфрама, и т. Эти материалы увеличивают срок службы инструмента за счет повышения прочности резания и облегчения удаления стружки. Кроме того, эти покрытия также могут улучшить термический коэффициент инструмента, что благоприятно для сухой обработки. Геометрия инструмента играет важную роль в выборе оптимального направления подачи. Правосторонние инструменты Правосторонние инструменты Правосторонние инструменты идеально подходят для операций, в которых направление подачи устанавливается справа налево, т. е. от задней бабки к передней бабке. Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки вправо, что означает, что поверхность инструмента имеет наклон вправо. Левосторонние инструменты Левосторонние инструменты Точно так же левосторонние инструменты используются для операций обработки, где направление подачи устанавливается слева (передняя бабка) вправо (задняя бабка). Когда эти инструменты установлены на инструментальной ложе и обращены в сторону от оператора, эти инструменты имеют угол наклона боковой режущей кромки влево, что означает, что поверхность инструмента имеет наклон влево. Инструменты с круглым концом Инструменты с круглым концом Инструменты с круглым концом имеют особую геометрию без переднего и заднего переднего углов, что позволяет использовать их как для операций обработки слева направо, так и справа налево. Эти инструменты идеально подходят для чистовой обработки, когда требуется гладкая поверхность. Да, токарный инструмент можно использовать для обработки торца, при условии, что вы наклоните инструмент под соответствующим углом, чтобы поддерживать надлежащий контакт между режущей кромкой инструмента и поверхностью заготовки. Да, вы можете выполнять операции сверления на токарном станке, установив сверло на заднюю бабку и подав его к заготовке. 1. Токарный инструмент
1.1 Инструмент для черновой токарной обработки
Угол резания настолько отшлифован, что может выдерживать максимальное давление резания. 1.2 Токарный инструмент для чистовой обработки
2. Инструмент для снятия фаски
Скругленное плечо обтачивается прямым токарным инструментом с радиусом вершины, соответствующим радиусу скругления заготовки. 4. Инструмент для нарезания резьбы
Носик инструмента заостренный, плоский или закругленный в зависимости от формы корня резьбы. Режущие кромки делают квадратными, закругленными или V-образными в зависимости от формы вырезаемого паза. Простые формовочные инструменты
Передний передний угол не предусмотрен, но задан достаточный угол переднего просвета, который составляет от 10° до 15°. Инструменты круглой формы
8.1 Разная конструкция бурового инструмента
8.2 Расточные оправки:
8.3 Зазор для расточного инструмента
В зависимости от способа подачи подачи
д. 2. Левосторонний инструмент
3. Инструмент с круглым носом
Токарный инструмент с круглым наконечником обычно используется для чистовой токарной операции. Режущие инструменты для тормозных станков
gif» bgcolor=»#999999″> Просмотр категорий
Детали/аксессуары
Ссылки на оборудование Оборудование > Тормозные станки > Запчасти / Аксессуары > Режущие инструменты для тормозных станков
Твердосплавные вставки / режущие инструменты / инструменты для отделки
Sharp Carbide, жесткость креплений и качественные аксессуары имеют жизненно важное значение для
удовлетворительная работа. Никогда не используйте некачественные режущие инструменты вторичного рынка. № модели инструмента Описание #433796
Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках. Каждая пластина имеет три режущие кромки. #433796-10
Высококачественные твердосплавные пластины с положительным передним углом обладают уникальной способностью вырезать твердые участки на роторах, барабанах и маховиках.
Режущие головки в сборе
Все узлы пригодны для обслуживания в полевых условиях. Обращайтесь за инструкциями. #433172 #433763
положительный передний угол, прямой угол #433764
Положительный передний угол, левый угол #434286
Положительный передний угол, без угла Для роторов или маховиков. #433779 #434056
площади без регулировки головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda). #434057
регулировка головки токарного станка. Идеально подходит для узлов иномарок (например, Isuzu Trooper, Toyota Tercel и пикап Mazda). #434283 #434059 #434063 Режущие инструменты для токарных станков: графическое руководство
Что такое режущий инструмент для токарных станков?
Геометрия одноточечного режущего инструмента
Различные типы режущих инструментов для токарных станков
На основании операции
S.W. На основе конструкции
На основе материала
д. На основе направления подачи
Часто задаваемые вопросы (FAQ)
Можем ли мы использовать токарный инструмент для торцевых операций?
Можно ли использовать сверление на токарном станке?
