Как варить аргоном латунь: Сварка латуни – основные технологии, особенности, видео
Содержание
особенности подготовки поверхности и советы опытных мастеров
Сварка латуни электрической дугой в среде аргона – это опасный процесс, который должен выполняться с соблюдением строгих правил. Их незнание или нарушение ведет к некачественному шву, а также создает угрозу для здоровья сварщика. В статье подробно рассмотрены особенности латунных сплавов, технология сварки, используемые аппараты, расходные материалы и СИЗ для сварки латуни аргоном.
- Особенности латуни
- Где применяется ТИГ сварка латуни
- Технология аргонодуговой сварки латуни
- Преимущества и недостатки
- Особенности сварки латуни аргоном
- Рекомендуемые режимы сварки
- Аппараты для сварки латуни аргоном
- Расходные материалы для сварки латуни методом TIG
- Маски для аргонодуговой сварки латуни
Особенности латуни
Латунь – это сплав меди и цинка. Соотношение металлов может быть от 90:10 до 60:40. Возможно создание специальных сплавов латуни, в состав которых входит свинец, никель, марганец, олово и другие материалы. Это позволяет сократить расходы на изготовление.
Соотношение металлов может быть от 90:10 до 60:40. Возможно создание специальных сплавов латуни, в состав которых входит свинец, никель, марганец, олово и другие материалы. Это позволяет сократить расходы на изготовление.
Еще латунь более прочная, чем медь, поэтому выдерживает повышенное давление и механические нагрузки на излом, растяжение. Материал не подвержен коррозии, и активно используется в сантехнике, коммуникациях для передачи жидкости.
Касательно сварки, латунь ведет себя не так, как черный металл. На поверхности присутствует оксидная пленка. Температура ее плавления – 950 ⁰С, а самого материала – 900 ⁰ С. Поэтому необходима повышенная сила тока, чтобы расплавить оксид Cu2O, но затем металл начинает прогорать. Из жидкой сварочной ванны начинает испаряться цинк, который опасен для здоровья. У сварщика при отравлении может кружиться голова, болеть живот, появиться рвота, дрожь в руках. Вылетающий из сплава водород приводит к кипению сварочной ванны и оставляет глубокие поры. Поэтому к аргонодуговой сварке латуни нужно подходить ответственно, основательно подготовившись.
Поэтому к аргонодуговой сварке латуни нужно подходить ответственно, основательно подготовившись.
Где применяется ТИГ сварка латуни
Правильно выполненные швы по латуни аргоновой сваркой герметичные и прочные. Поэтому метод сварки применим для монтажа трубопроводов из латуни, используемых на предприятиях химической промышленности, в системах кондиционирования, охлаждения и пр. Аргоном очень удобно приваривать как трубы между собой, так и резьбы, фланцы.
Метод TIG подходит для изготовления теплообменников, используемых в котлах и газовых колонках. Подойдет для пайки большого объема проводов, проволоки, фигурных изделий, ремонта сантехники (вентили, краны). Поскольку латунь хорошо наплавляется, сваркой наращивают поверхность материала под последующую проточку на токарном станке, нарезку резьбы. Это позволяет использовать аргоновую сварку для реставрации и восстановления деталей из электротехники, автомобилей и других механизмов.
Технология аргонодуговой сварки латуни
Суть аргоновой сварки латунного сплава заключается в разогреве кромок материала электрической дугой. Разряд горит между концом вольфрамового электрода и изделием. Температура дуги составляет 3000-5000 ⁰С, поэтому она без труда плавит материал. Чтобы кислород не вступал в реакцию с жидким сплавом, из сопла подается инертный газ – аргон. Он защищает сварочную ванну, устраняя кипение.
Объем шва и заполнение зазоров между кромками обеспечивается подачей присадочной проволоки. Она подбирается по составу свариваемого сплава латуни (с таким же содержанием цинка и других элементов). По окончании сварки идет постпродувка аргоном для охлаждения вольфрамовой иглы и замка шва. Для работы потребуются: аргоновый сварочный аппарат с горелкой, маска, защитные перчатки, присадочная проволока.
Преимущества и недостатки
К плюсам сварки латуни аргоном относительно газопламенной сварки относятся:
- уменьшенное тепловложение в материал;
- возможность создавать узкие швы;
- минимальные температурные деформации изделий при нагреве;
- отсутствие необходимости в последующей механической обработке шва;
- высокая скорость сварки;
- возможность работать во всех пространственных положениях.

Основные недостатки аргонодуговой сварки латуни: опасность для здоровья за счет выделение паров цинка, пенящаяся сварочная ванна из-за улетучивания водорода, тугоплавкая оксидная пленка, мешающая процессу. После сварки на поверхности остается белый налет, немного портящий внешний вид поверхности. Но он легко удаляется.
Особенности сварки латуни аргоном
Варить латунь аргонодуговой сваркой можно при толщине материала от 2 мм. Можно пробовать соединять и более тонкие листовые детали, но есть вероятность проваливания кромок, поэтому под изделие нужно подкладывать графитовое основание. Оно не позволит прилипнуть расплавленной латуни и поддержит ровность поверхности.
Сам процесс сварки происходит в такой последовательности:
- С кромок и по 10 мм от них удалите оксидную пленку. Это можно сделать механическим путем болгаркой, щеткой по металлу. Или воспользуйтесь азотной кислотой, после которой поверхность промойте горячей водой.

- Соедините кромки с зазором, исходя из толщины металла. Рекомендации по этому поводу даются ниже в таблице.
- Установите сварочный ток на аппарате TIG с уменьшением на 20% при старте, и спадом в конце. Это позволит аккуратно начать сварку и завершить с постепенным застыванием сварочной ванны, чтобы не образовался свищ. Если сварка латуни выполняется быстро, без предварительной подготовки, наоборот установите стартовый ток выше на 10%, чтобы без труда пробить оксидную пленку.
- Присадку подавайте капельно – держать конец проволоки постоянно в сварочной ванне не требуется.
- Сварка ведите короткими валиками. Если металл тонкий, используйте прерывистую дугу.
Шов получается крупночешуйчатым, но красивым. Во время сварки слышен треск от испарения цинка – это нормально.
Рекомендуемые режимы сварки
Инвертор ТИГ настраивается в зависимости от толщины латунных заготовок. Рекомендуем для сварки латуни использовать следующие параметры в таблице.
Рекомендуем для сварки латуни использовать следующие параметры в таблице.
| Толщина латуни, мм | Сила тока, А | Напряжение, В | Зазор между кромками, мм | Расход газа, л/мин |
|---|---|---|---|---|
| 2 | 90 — 120 | 10 — 14 | 0 — 0,5 | 10 — 12 |
| 3 | 150 — 200 | 11 — 15 | 0,5 — 1,0 | 12 — 14 |
| 4 | 250 — 300 | 12 -16 | 1,0 — 1,5 | 12 — 14 |
Аппараты для сварки латуни аргоном
Для аргонодуговой сварки латуни подойдут инверторные аппараты TIG, способные выдавать силу тока, соответствующую толщине металла. Например, для работы с тонколистовой сталью используйте БАРСВЕЛД Profi TIG-207 D или Redbo Expert TIG-200. Для сварки латуни сечением 4-5 мм выбирайте БАРСВЕЛД Profi TIG-357 DP AC/DC.
Хорошим подспорьем станет импульсный аппарат с частотой 100 Гц. В нем подача сварочного тока происходит импульсами, что сокращает тепловложение, снижает деформацию заготовки. Такое сварочное оборудование актуально для сварки тонкостенной латуни аргоном. Среди популярных версий Сварог TIG 200 P DSP PRO W212 или БАРСВЕЛД Profi TIG-217 DP AC/DC.
Расходные материалы для сварки латуни методом TIG
Чтобы шов не пенился, был прочным и герметичным, необходим присадочный материал, идентичный основному. Для сварки латуни аргоном используют латунные прутки. Чаще всего в них содержание меди 60:40. Есть и другие пропорции. Диаметр возможен от 1,6 до 3 мм. Прутки выпускаются длиной 1 м, но для удобства их можно разрезать пополам, чтобы упростить работу сварщика.
Еще понадобятся вольфрамовые электроды. Латунь почти не «плюется», поэтому электроды тупятся медленно, если сварщик не залезает кончиком иглы в сварочную ванну. Диаметр электрода возможен от 1,6 до 3,2 мм. Подбирается по толщине материала.
Подбирается по толщине материала.
Маски для аргонодуговой сварки латуни
Чтобы не отравиться парами цинка, сварщику необходима маска с трубоблоком, если работа ведется в закрытом пространстве (внутри емкости, огромного котла). Самый доступный вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR). Неплохая модель есть от Kemppi под названием BETA 90 SFA+PFU 210E.
Когда латунь сваривается в условиях мастерской, гаража, потребуется принудительная вентиляция в виде вытяжки. Тогда можно воспользоваться обычной маской-хамелеоном.
Ответы на вопросы: технология сварки латуни аргоном: особенности, технология и советы опытных мастеров
Как вести горелку при сварке латуни аргоном?
СкрытьПодробнее
Горелка держится под углом 45⁰. Сварку можно вести на себя или справа-налево.
Как подавать присадку во время сварки латуни?
СкрытьПодробнее
Латунная проволока подается со стороны еще не соединенных деталей, т. е. перед швом, а не позади сварочной ванны. Пруток подносится к электрической дуге, пока от него не отделится капля расплавленного металла, а затем убирается. Это позволит избежать бугров в сварочном шве и сделать аккуратную чешую.
е. перед швом, а не позади сварочной ванны. Пруток подносится к электрической дуге, пока от него не отделится капля расплавленного металла, а затем убирается. Это позволит избежать бугров в сварочном шве и сделать аккуратную чешую.
Как подготовить латунь перед аргоновой сваркой?
СкрытьПодробнее
Нужно удалить оксидный слой. Используется болгарка с лепестковым диском или щетка по металлу. Можно обработать поверхность азотной кислотой и промыть горячей водой.
Можно ли сварить тонкую латунь 1,5 мм аргоном?
СкрытьПодробнее
Можно, но понадобится графитовая подложка, чтобы разогретый материал не проваливался, а затем его можно было легко отделить от основания. Еще легче сварка пройдет при помощи импульсного сварочного аргонового аппарата. Он снижает тепловложение в материал.
Что лучше: сварка латуни аргоном или газопламенная пайка?
СкрытьПодробнее
Лучше аргоновая сварка, поскольку материал меньше нагревается, шов получается узким и аккуратным. При работе пламенем заготовки могут сильно деформироваться от нагрева, сварка ведется гораздо медленнее. По герметичности шва оба метода равны.
При работе пламенем заготовки могут сильно деформироваться от нагрева, сварка ведется гораздо медленнее. По герметичности шва оба метода равны.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
новинка
Быстрый просмотрКруг шлифовальный Кратон A 30 TBF 125х6,0х22,2
94 руб
новинка
Быстрый просмотрМашина угловая шлифовальная DENZEL AG125-1100A (26908)
4 750 руб
Быстрый просмотрСпрей для выявления деффектов сварки и трещин ПРОЯВИТЕЛЬ Crack Testing Agent, WEICON (500 мл)
3 935 руб
Быстрый просмотрУстройство для подачи присадочной проволоки ESAB TIG-PEN
6 384. 66 руб
66 руб
Собственный импорт
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
60 800 руб
Собственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС)
535 руб / пар
Собственный импорт
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS
365 руб
Собственный импорт
Быстрый просмотрМаска сварщика c турбоблоком БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR)
72 350 руб
Быстрый просмотрЩетка для зачистки швов (латунированная стальная проволока, пласт. ручка)
ручка)
150 руб
Собственный импорт
Быстрый просмотрГорелка аргонодуговая БАРСВЕЛД TIG-17 V, 4 м
6 790 руб
Собственный импорт
Быстрый просмотрПрутки латунные БАРСВЕЛД CuZn40 ⌀ 2,0 мм (1000 мм)
2 560 руб / кг
Латунь – это сплав меди с цинком. Основными трудностями при сваривании латуни является: — Поглощение газов расплавленным металлом; — Повышенная склонность металла сварочного шва к образованию пор и трещин; — Выгорание цинка при сваривании из сплава; Стоит отметить, что пары цинка ядовиты, поэтому производить сваривание латуни нужно в респираторе. Для того чтобы предотвратить испарение цинка можно использовать различные флюсы или присадочные материалы. При сваривании латуни стоит учитывать тот факт, что при температуре от 300 до 600 градусов по Цельсию латунь склонна к образованию трещин.
Подготавливать кромки под сварку нужно в зависимости от свариваемого металла. Металл, имеющий толщину до 1 миллиметра, сваривается с отбортовкой кромок, при толщине от 1 до 5 миллиметров – без скоса кромок. Кромки металла шва зачищаются от металлического блеска механическим путем или протравливаются в растворе с азотной кислотой. Ее содержание в нем составляет примерно 10%. После того как протравление выполнено, кромки промываются горячей водой и насухо протираются. Состав присадочного материала так же оказывает большое влияние на процесс сварки. При сваривании латуни используются многие разновидности прутков и присадочных проволок. Прекрасные результаты сваривания дает кремнистая латунная проволока, которая имеет в своем составе 0,5% кремния. При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла. Иногда сваривание латуни производится с использованием газовой сварки.
Для того чтобы понизить испарение цинка нужно, чтобы конец ядра сварочного пламени должен быть расположен на расстоянии от 10 до 70 миллиметров от поверхности сваривания. Сваривание производится левым способом. При сварке латуни газовой сваркой присадочную проволоку нужно держать под углом 90 градусов к мундштуку. Сваривание производится окислительным пламенем. Сваривание латуни можно производить с помощью различных видов сварки, однако руководствуясь советами по тому, как правильно производить сваривание тем или иным методом, можно достичь прекрасных результатов. |
 Содержание цинка в сплаве составляет от 20 до 55%. Латунь обладает высокой прочностью, антикоррозионной стойкостью, неплохой свариваемостью и пластичностью. Благодаря таким качествам латунь является материалом, нашедшим широкое применение в современной технике.
Содержание цинка в сплаве составляет от 20 до 55%. Латунь обладает высокой прочностью, антикоррозионной стойкостью, неплохой свариваемостью и пластичностью. Благодаря таким качествам латунь является материалом, нашедшим широкое применение в современной технике.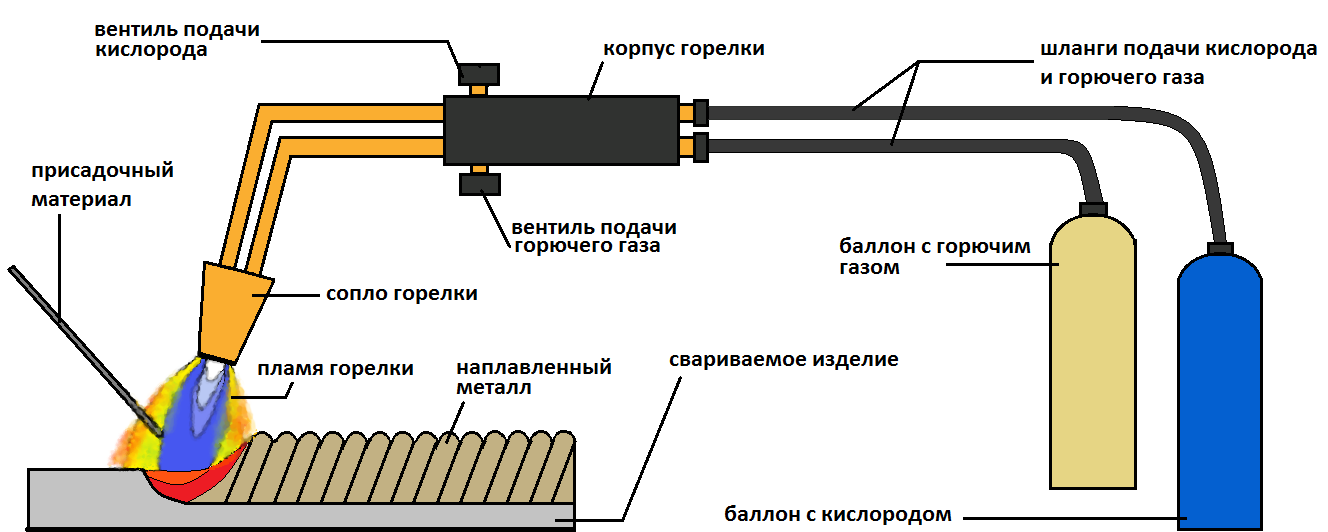 Если толщина металла составляет от 6 до 15 миллиметров, то производится разделка V-образного типа. Металл толщиной от 15 до 25 миллиметров сваривают, предварительно сделав Х-образную разделку кромок. Притупление составляет от 2 до 4 миллиметров.
Если толщина металла составляет от 6 до 15 миллиметров, то производится разделка V-образного типа. Металл толщиной от 15 до 25 миллиметров сваривают, предварительно сделав Х-образную разделку кромок. Притупление составляет от 2 до 4 миллиметров. Качество сваривания зависит от мощности сварочного пламени. Мощность устанавливается исходя из расчета расходов ацетилена 100 – 120 кубических дециметров в час на 1 миллиметр толщины металла для сварки.
Качество сваривания зависит от мощности сварочного пламени. Мощность устанавливается исходя из расчета расходов ацетилена 100 – 120 кубических дециметров в час на 1 миллиметр толщины металла для сварки.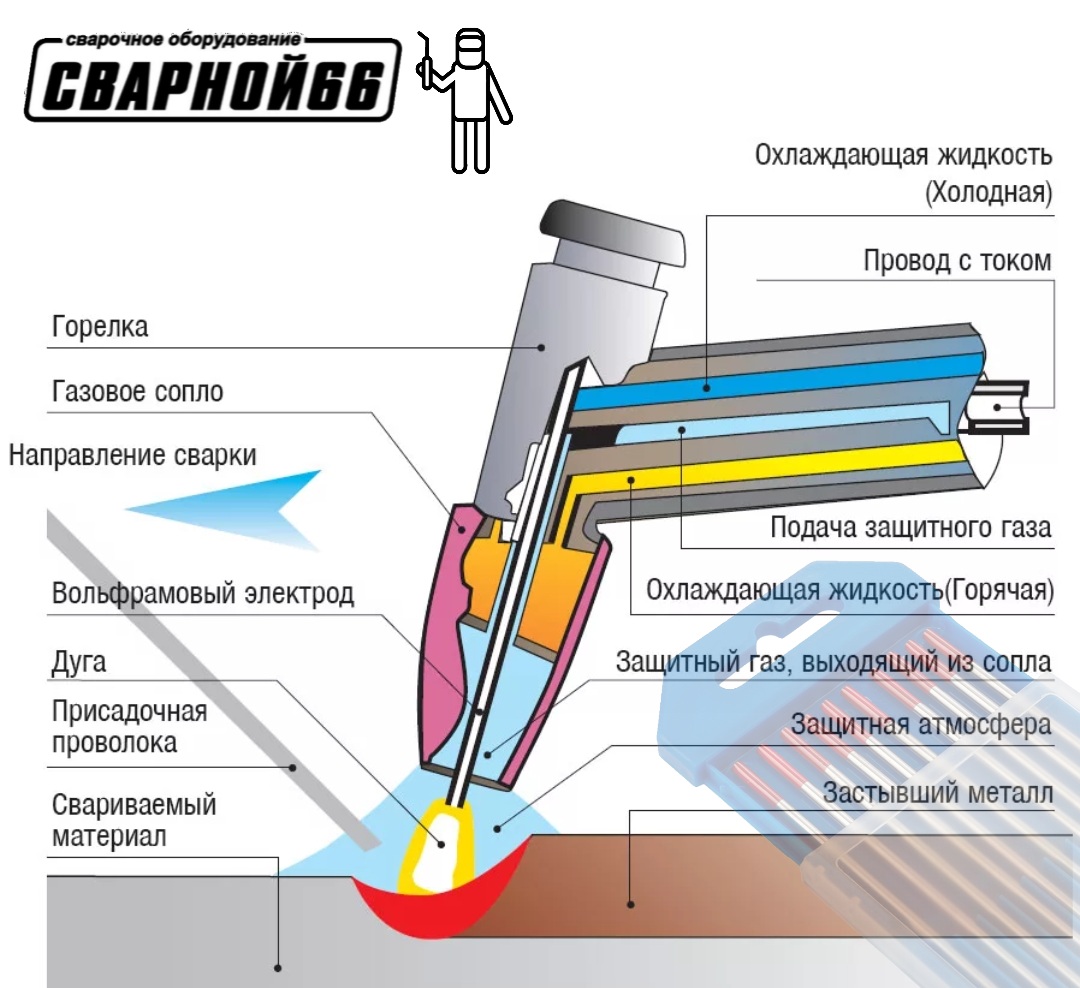 А это в свою очередь снижает прочность соединения. Чтобы обеспечить качество сварных конструкций применяется сварка латуни аргоном.
А это в свою очередь снижает прочность соединения. Чтобы обеспечить качество сварных конструкций применяется сварка латуни аргоном.
 Цинк, входящий в состав материла, в буквальном смысле испаряется, чем негативно влияет на пластичность латуни. Возникает две проблемы:1. Вопрос прочности свариваемого шва, поскольку материал теряет пластичность, а водород, который имеется в оксидной пленке и шлаках, восстанавливается во время нагрева и тем самым вспенивает структуру шва. 2. Возможность надышаться вредными парами цинка и прочих присадок. Особенности технологии, используемой при сварке латуниЧтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:• обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;• после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;• перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;• отдавать предпочтение сварке в инертной среде, а также газовой технологии;• в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;• оптимальным шлаком для работы считается смесь метилового спирта и метилбората.
Цинк, входящий в состав материла, в буквальном смысле испаряется, чем негативно влияет на пластичность латуни. Возникает две проблемы:1. Вопрос прочности свариваемого шва, поскольку материал теряет пластичность, а водород, который имеется в оксидной пленке и шлаках, восстанавливается во время нагрева и тем самым вспенивает структуру шва. 2. Возможность надышаться вредными парами цинка и прочих присадок. Особенности технологии, используемой при сварке латуниЧтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:• обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;• после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;• перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;• отдавать предпочтение сварке в инертной среде, а также газовой технологии;• в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;• оптимальным шлаком для работы считается смесь метилового спирта и метилбората. Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью.
Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Услуга сварки латуни и бронзы в нашей мастерской проводится опытными специалистами с помощью аргона. Высокое качество работы любой сложности и умеренные цены – это главный принцип наших мастеров. |
Наша мастерская оказывает любые виды услуг по сварке и пайке латуни со сталью. |
 Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.
Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.| Сварка латуни с нержавейкой | |
Специальная технология сварки аргоном, которую используют наши мастера, позволяет выполнить сварку латуни с нержавейкой повышенной сложности. Все, что нужно — это доверить свою проблему специалистам и наслаждаться полученным результатом. |
По сути, сварка цветных металлов — это ювелирное дело, учитывая, что мастер в ручную обрабатывает каждый миллиметр шва при сварке.
Выгодные преимущества аргона
Сварка с использованием инертного аргона позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Однако, в процессе сварки латуни аргоном существуют и сложности. Как правило сложности в данном процессе возникают по причине испаряемости цинка. Известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни. Важно, что при этом образовывается достаточно ядовитая окись цинка. Следовательно, сварка латуни кроме профессионального подхода требует и использования специальных средств защиты (респиратора) либо, как минимум, сильной воздушной вытяжки.
Немаловажной остается и финансовая часть вопроса. Аргон считается доступным вариантом относительно цены. Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Заказать
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Как варить латунь?(TIG, аргон) — Аргонщик.рф — megasvarshik на DRIVE2
Привет, читатели!
Сегодня пойдет речь о сварке латунных сплавах с использованием аргонодуговой установки. Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Срочно изготовленный из подручных средств переходник из латуни
Латунь — сплав меди и цинка, с присутствием других включений(плохо свариваемый). Они и мешают в процессе сварки, тк при разогреве свариваемого металла, цинк и др. включения начинает испаряться, образовывая поры и шлак в св.соединении.
При сварке латуни обязательно использовать вентиляцию — цинк опасен. При ремонтной сварке латуни я использую медную присадочную проволоку, ток должен быть минимален, для проплавления металла, а разделка кромок должна быть широкой. Так же не стоит сразу пытаться заварить весь дефект, необходимо сначала сделать несколько пробных швов и посмотреть на их вид.(если это возможно)
Я всегда могу вам помочь со сваркой в среде аргона. Сварка латуни в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Видео, в котором показано, как варить латунь.
www.drive2.ru
Сварка латуни: методы и параметры для успешного соединения
Вам интересно узнать о проблемах и решениях для сварки латуни? Известно, что латунь, медно-цинковый сплав, плохо поддается сварке из-за низкой температуры кипения цинка, который вызывает испарение и окисление в процессе сварки.
J21S-25T 500mm Deep Throat Power Pr. ..
..
Пожалуйста, включите JavaScript
Однако при использовании силиконсодержащей сварочной проволоки и соответствующих методов сварки, таких как электродуговая сварка и аргонодуговая сварка, свариваемость латуни может снизиться. быть улучшена.
В этой статье мы углубимся в детали сварки латуни, включая ключевые моменты процесса, параметры сварки и обработку после сварки. Независимо от того, являетесь ли вы сварщиком или просто интересуетесь наукой о сварке, эта статья обязательна к прочтению!
1. Свариваемость латуни
Латунь представляет собой медно-цинковый сплав, и из-за низкой температуры кипения цинка (всего 907℃) очень легко испаряется в процессе сварки, что самая большая проблема при сварке латуни.
В высокотемпературных условиях при дуговой сварке латунным электродом количество испарения цинка может достигать 40 %, что приводит к снижению механических и коррозионно-стойких свойств сварного соединения, повышает его чувствительность к коррозия под напряжением.
Испаряющийся цинк сразу же окисляется на воздухе до оксида цинка с образованием белого дыма, что вносит большие трудности в работу и влияет на здоровье сварщика.
Поэтому при сварке латуни необходимо усиление вентиляции и других мер защиты.
Плохая свариваемость латуни может вызвать такие проблемы, как пористость, трещины, испарение цинка и окисление во время сварки.
Для решения этих проблем при сварке обычно используется кремнийсодержащая сварочная проволока, поскольку кремний образует плотную оксидную пленку на поверхности расплавленной ванны, блокируя испарение и окисление цинка и предотвращая проникновение водорода.
После сварки можно провести отжиг при 470-560 ℃ для устранения напряжения и предотвращения явления «саморастрескивания».
2. Методы сварки латуни
Наиболее распространенными методами сварки латуни в производстве являются дуговая сварка электродом и аргонодуговая сварка, и их ключевые технологические точки следующие:
(1) Дуговая сварка электродом : Используется латунный сварочный пруток с бронзовой проволокой, такой как ECuSn-B (T227), ECuAl-C (T237). Проволока с сердечником из чистой меди, такая как ECu (T107), может использоваться для латунных отливок, не требующих высоких требований к сварке.
Проволока с сердечником из чистой меди, такая как ECu (T107), может использоваться для латунных отливок, не требующих высоких требований к сварке.
Источник питания должен иметь положительное соединение постоянного тока, а угол V-образной канавки должен быть не менее 60°-70°.
Если толщина листа превышает 14 мм, поверхность сварного соединения перед сваркой следует тщательно очистить, чтобы удалить все масляные примеси, которые будут выделять газообразный водород.
Во время работы следует использовать сварку короткой дугой, при этом сварочный стержень не должен раскачиваться горизонтально или продольно, а перемещаться только по прямой линии сварного шва. Скорость сварки должна быть быстрой, не менее 0,2-0,3 м/мин.
При многослойной сварке необходимо удалять оксидную пленку и шлак между слоями. Медная жидкость латуни обладает высокой текучестью, поэтому ванна расплава должна находиться в горизонтальном положении. Если ванну расплава необходимо наклонить, угол наклона не должен превышать 15°.
(2) Аргонодуговая сварка: проволока для сварки олово-латунь HSCuZ-1 (HS221), проволока для сварки железо-латунь HSCuZn-2 (HS222) и проволока для сварки кремний-латунь HSCuZn-4 (HS224) используются в ручной вольфрамовой аргонодуговая сварка.
Эти сварочные проволоки содержат большое количество цинка и во время сварки выделяют большое количество дыма. Также можно использовать бронзовую сварочную проволоку, такую как HSCuSi (HS211) и HSCuSn (HS212).
Параметры сварки при ручной вольфрамо-аргонной сварке латуни приведены в таблице.
| Материаловедение | Толщина пластины/мм | Форма паза | Диаметр вольфрамового электрода/мм | Тип и полярность источника питания | Сварочный ток/ | Аргон расход газа А/(л/мин) | Температура предварительного нагрева/℃ |
| Обычная латунь | 1,2 | Заделка | 3,2 | Прямое подключение постоянного тока | 185 | Без подогрева | |
| Оловянная латунь | 2 | V-образный | 3,2 | Прямое подключение постоянного тока | 180 | 7 | Без предварительного нагрева 9 0061 |
За счет испарения цинка, разрушающего защитный эффект аргона газа, при сварке латуни следует выбирать большее отверстие сопла и расход аргона.
Как правило, предварительный подогрев перед сваркой не требуется, за исключением соединений толщиной более 10 мм и соединений со значительной разницей в толщине между свариваемыми кромками, в этом случае требуется предварительный подогрев только более толстой части свариваемой кромки.
Источник питания может использовать положительное соединение постоянного тока или переменного тока. При использовании источника переменного тока для сварки количество испарения цинка относительно невелико.
Для параметров сварки следует использовать больший сварочный ток и более высокую скорость сварки.
Параметры сварки латунных листов толщиной 16-20 мм: сварочный ток 260-300 А, диаметр вольфрамового электрода 5 мм, диаметр сварочной проволоки 3,5-4,0 мм, отверстие сопла 14-16 мм, расход аргона 20-25л/мин.
Для уменьшения испарения цинка присадочная проволока может быть «закорочена» с заготовкой во время работы, а дуга может максимально инициироваться и поддерживаться на присадочной проволоке, избегая прямого контакта дуги с основным металлом . Основной металл в основном нагревается и плавится за счет теплопередачи расплавленного металла ванны.
Основной металл в основном нагревается и плавится за счет теплопередачи расплавленного металла ванны.
При сварке следует по возможности выполнять однослойную сварку. Швы толщиной менее 5 мм лучше сваривать за один проход.
После сварки сварную деталь следует нагреть до 300-400 ℃ для отжига, чтобы устранить сварочное напряжение и предотвратить растрескивание латунного компонента во время использования.
0
акции
Как сварить латунь вместе
11 января 2023 г. 11 января 2023 г.
| 12:33
Сварка латуни — сложная, но полезная задача. Для достижения успеха требуется определенный набор навыков и правильная техника. Но как только вы освоите основы, вы сможете создавать красивые произведения искусства или ремонтировать существующие предметы. Давайте углубимся в то, что нужно для сварки латуни.
Подготовка к сварке
Сварку латуни лучше всего выполнять с помощью сварки TIG, при которой для нагрева металла используется электрическая дуга. Перед началом важно убедиться, что участок чистый, без пыли и мусора. Это гарантирует отсутствие загрязнений на поверхности латуни, которые могут помешать процессу сварки.
Перед началом важно убедиться, что участок чистый, без пыли и мусора. Это гарантирует отсутствие загрязнений на поверхности латуни, которые могут помешать процессу сварки.
Перед началом процесса сварки также важно убедиться, что две латунные детали надежно скреплены вместе. Это гарантирует, что они останутся прочно на месте во время сварки, что позволит получить точные и точные результаты.
Процесс сварки
После того, как все подготовлено, пора начинать сварку! Во-первых, используйте горелку TIG с нерасходуемым наконечником вольфрамового электрода и аргоном в качестве защитного газа. Начните с нагрева одной стороны соединения, пока не достигнете комфортной рабочей температуры (около 700°F). Как только эта температура будет достигнута, перейдите к другой стороне соединения и начните нагревать его.
Когда обе стороны достаточно нагреты, начните медленно прожигать горелку вдоль обеих сторон, пока между ними не образуется расплавленная лужа. Дайте этой луже остыть в течение примерно 30 секунд, прежде чем продолжить сварочный проход. Повторяйте этот процесс до тех пор, пока вы не закончите свой сварочный проход и не дадите всему полностью остыть, прежде чем переходить к другой части вашего проекта или отсоединять куски латуни друг от друга.
Повторяйте этот процесс до тех пор, пока вы не закончите свой сварочный проход и не дадите всему полностью остыть, прежде чем переходить к другой части вашего проекта или отсоединять куски латуни друг от друга.
Изготовление сварного шва
Теперь, когда ваши латунные детали подготовлены для сварки, вы можете перейти к самому сварному шву. Убедитесь, что у вас есть все необходимое защитное оборудование, такое как перчатки, защитные очки и маски, прежде чем приступить к обеспечению максимальной безопасности на протяжении всего этого процесса. Теперь возьмите сварочный аппарат MIG (инертный металлический газ) и присоедините электроды и порошковую проволоку в соответствии с инструкциями производителя. Будьте осторожны, не затягивайте их слишком сильно, так как это может повредить электроды и сам сварочный аппарат. Установите силу тока в соответствии с инструкциями или рекомендациями производителя в зависимости от типа используемого металла, а затем включите сварочный аппарат, чтобы он был готов, когда вам это нужно.
