Расшифровка мр 3с: Сварочные электроды МР-3С купить в Москве и области
Содержание
Электроды лэз мр-3с
Электрод представляет собой металлический стержень, имеющий длину около 45 см и покрытый специальным составом. Один конец электрода зажимается электрододержателем, а другой предназначен непосредственно для контакта с изделием путем зажигания и поддержания дуги. В процессе выполнения сварочных работ происходят сложные высокотехнические процессы. Свойства электродов характеризуются свойствами шкала, который образуется из основы покрытия электрода.
Электроды должны легко зажигаться и обеспечивать хорошее горение сварочной дуги, равномерно расплавляться и покрывать шов шлаком. С положительно характеризует состав электродов и отсутствие трещин, пор, брызг во время работы.
Классифицируются электроды в зависимости от вида сварочных работ, от используемых основных материалов, от используемого тока и так далее. Так, электроды лэз мр-3с нашли широкое применение при проведении сварочных работ с использованием ручной дуговой сварки. При этом должны быть конструкции и изделия из углеродистых сталей. Данный вид расходных сварочных материалов применяется при изготовлении шва в различных положениях: нижнее, вертикальное, потолочное и сверху вниз. Используется ток постоянный обратной полярности и переменный с напряжением холостого хода около 50В. Сила тока зависит, как правило, от диаметра электрода и положения шва. Чем больше диаметр используемого электрода лэз мр-3с, тем выше потребуется сила тока.
При этом должны быть конструкции и изделия из углеродистых сталей. Данный вид расходных сварочных материалов применяется при изготовлении шва в различных положениях: нижнее, вертикальное, потолочное и сверху вниз. Используется ток постоянный обратной полярности и переменный с напряжением холостого хода около 50В. Сила тока зависит, как правило, от диаметра электрода и положения шва. Чем больше диаметр используемого электрода лэз мр-3с, тем выше потребуется сила тока.
Сегодня в специализированных магазинах можно приобрести электроды МР-3с диаметром от 2 до 6 миллиметров. При этом, для сварки шва в положении сверху вниз используются только диаметр 2-3 мм. Плавление электродов МР-3с характеризуются коэффициентов наплавки в 8,5 г/Ач. На 1 кг наплавленного металла расходуется около 1,7 кг электродов. Шов, образующийся при использовании электродов, обладает следующими основными механическими свойствами: сопротивление разрыву до 460 МПа, относительное удлинение 20%, ударная вязкость 80 Дж/см2. Химический состав наплавленного металла в процентном выражении состоит из углерода, около 0,12%, марганца, кремния, серы и фосфора.
Химический состав наплавленного металла в процентном выражении состоит из углерода, около 0,12%, марганца, кремния, серы и фосфора.
Электроды мр-3с лэз с рутиновым покрытием используются для сварочных работ, где исходная сталь обладает высоким содержанием углерода, а также низколегированная сталь. Рутиловое покрытие, представлено бросающимся в глаза синим цветом, защищает готовый шов от окисления и попадания шлаков в процессе проведения работ.
Сварочные электроды лэз изготавливают на Лосиноостровском электродном заводе. Продукция ОАО «ЛЭЗ» соответствует требованиям всем европейским стандартам качества. Готовая продукция завода получила аттестаты от таких известных компаний по определению качества, как Госстандарт России, «TUV» ,ООО «ВНИИСТ» и многие другие.
Электроды lb52u
Электроды озс
Электроды ви-10-6
в чем разница, технические характеристики, описание, расшифровка – Расходники и комплектующие на Svarka.
 guru
guru
Общая информация
Для чего они предназначены? Электроды МР3 применяются для сварки деталей из сплавов с содержанием углерода до 0,25%. Они могут работать в самых сложных условиях, при повышенной влажности заготовок и даже при наличии налета ржавчины. Такое свойство особенно полезно при выполнении ремонтных работ на трубопроводах.
Варить допускается во всех сварочных положениях, кроме вертикального. Сварку можно производить как при тесном контакте деталей, так и с некоторым зазором между ними. При этом следует снизить значение сварочного тока во избежание появления трещин.
Чем отличаются: легким розжигом электродуги и высокой стабильностью ее горения. Разбрызгивание капель расплава из сварочной ванны сведено к минимуму. Состав обмазки подобран таким образом, что в ходе сварки она выделяет мало токсичных веществ. Образующуюся корку шлака легко отделить от материала шва при зачистке.
В качестве источника рабочего тока можно использовать как традиционные сварочные трансформаторы, таки современные инверторы. Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
Они должны обеспечивать напряжение от 50 вольт и выше. Электроды для сварки углеродистых сплавов МР 3 годятся для работы как переменным, так и постоянным током. Они позволяют сваривать заготовки различной толщины.
При правильной разделке кромок они осуществляют качественный глубокий провар. Следует уделять особое внимание правильному выбору значения рабочего сварочного тока. Он зависит как от диаметра электрода, таки от сварочного положения. Завышенный ток не позволит в полной мере воспользоваться преимуществами изделия.
Для получения прочного и долговечного шва сами электроды должны быть качественно просушены и прокалены.
Электроды МР-3
| Каталог / сварочные электроды МР-3, электроды для сварки МР-3 |
Электроды МР-3 ГОСТ 9466-75 предназначены для сварки конструкций из углеродистых сталей С, ВСт3сп, БСт3сп и других сталей во всех пространственных положениях, кроме вертикального сверху вниз, с содержанием углерода до 0,25%. Наплавленный металл работает в условиях пониженных температур (до -20 оС). Вид покрытия — рутиловое. Тип тока — постоянный или переменный.Электроды для сварки МР-3. Характеристики. Купить электроды МР. Назначение и длина электродов МР.
Наплавленный металл работает в условиях пониженных температур (до -20 оС). Вид покрытия — рутиловое. Тип тока — постоянный или переменный.Электроды для сварки МР-3. Характеристики. Купить электроды МР. Назначение и длина электродов МР.
| Марка | Электроды МР-3 | ГОСТ 9466-75 ТУ 36.23.25-007-90 | |
| Назначение | Для сварки ответственных конструкций из углеродистых сталей с содержанием углерода до 0,25% | ||
| Диаметр, мм | 2,0 2,5 3,0 3,25 4,0 5,0 | Длина, мм | 300;350 300;350 350 300;350 450 450 |
Механические свойства электродов МР. Продажа элетродов МР.
| Механические свойства, не менее | ||||
| металл шва | сварное соединение | |||
| предел прочности, Мп (кгс/мм2) | относительное удлинение, % | ударная вязкость, Дж/см2 (кгс/см2) | предел прочности, Мп (кгс/мм2) | Угол загиба, град. |
| 450(46) | 18 | 78(8) | 450(46) | 150 |
Химический состав(%):
| Массовые доли элементов, % в наплавленном металле | ||||||
| углерод, не более | кремний | марганец | никель | молибден | сера, не более | фосфор, не более |
| 0,08 0,12 (для диаметра 2,5) | 0,07-0,2 | 0,5-0,8 | — | — | 0,04 | 0,045 |
Рекомендуемый ток, положение шва в пространстве при сварке:
| Рекомендуемый ток | Положение шва в пространстве |
| ток постоянный и переменный |
Особые свойства электродов МР-3: допускают сварку влажного, ржавого, плохо очищенного от окислов и других загрязнений металла. Имеют повышенную производительность процесса сварки.
Технологические особенности сварки:
Сварку конструкций средних и больших толщин в нижнем положении производят на повышенных режимах с наклоном электрода в сторону направления сварки (углом назад). Рекомендуется средняя длинна дуги.
Рекомендуется средняя длинна дуги.
Прокалка перед сваркой : 140-180 °С; 0,5 ч.
Осуществляем продажу электродов МР 3 и производим отгрузку любым видом транспорта от 100 кг все регионы России.
Как купить электроды МР-3 по низким ценам:
- заполните простую форму «Оформить заказ» вверху страницы;
- позвоните по телефону +7;
- отправьте заявку на электронную почту;
Условия продажи:
- Реализация металлоизделий оптом и в розницу;
- Безналичный расчет, путем перевода денежных средств с банковского счета;
- Возможность отсрочки платежей;
- Бесплатные консультации наших специалистов;
- Оказываем услуги упаковки товара по требованиям заказчика;
- Готовы произвести продукцию любой сложности на заказ по чертежам заказчика.
Условия доставки:
- Доставка продукции осуществляется со склада из наличия;
- При необходимости мы можем предоставить услугу ответхранения;
- Готовы предоставить скидку на доставку согласно условиям партнерских программ транспортных компаний;
- Возможность самовывоза товаров со складов.
Гарантии:
- Вся продукция сертифицирована, отпускается после технологического контроля;
- Метизы, крепеж, канаты, сетка, проволока, электроды и другая металлопродукция соответствуют ГОСТ и ТУ;
- Возможность возврата товара в соответствии с законодательством Российской Федерации;
Доставка по РФ: Москва, Санкт-Петербург, Архангельск, Астрахань, Барнаул, Белгород, Брянск, Владимир, Волгоград, Вологда, Воронеж, Екатеринбург, Иваново, Ижевск, Йошкар-Ола, Казань, Калуга, Киров, Кострома, Краснодар, Курган, Курск, Липецк, Омск, Оренбург, Пенза, Пермь, Псков, Ростов-на-Дону, Рязань, Самара, Саранск, Саратов, Севастополь, Симферополь, Смоленск, Ставрополь, Тамбов, Тверь, Томск, Тула, Тюмень, Ульяновск, Уфа, Челябинск, Ярославль и др.
Представленная на данном сайте информация содержит каталог справочной информации о более 3000 наименованиях металлоизделий, носит информационный, ознакомительный характер, может быть применена в разных областях деятельности предприятий.
| Проволока стальная Электроды сварочные Канат стальной Крепежные изделия | Сетка металлическая Болты шестигранные Гайка ГОСТ, DIN Заклепки стальные | Шплинты разводные Шайбы ГОСТ, DIN Шпильки резьбовые Прокат калиброванный | Стропы, такелаж Гвозди строительные Трос стальной Винты ГОСТ, DIN |
Конструкция и материал изготовления
В центре изделия находится стержень из сварочной проволоки Св -08, он покрыт обмазкой на основе рутила. В него добавлены в качестве присадок алюмосиликат либо карбонат. Присадки повышают вязкость металла наплавки, предохраняют от появления трещин и пор в материале шва.
Имеют такие электроды 3 модификации: собственно МР 3, МР 3с и МР 3м. В обмазку стержней марки МР-3м добавлен ильменит, а в обмазку электродов марки МР-3с – добавки для повышения степени ионизации. В чем между ними разница: по основным физико-механическим характеристикам разницы между всеми тремя моделями практически нет. Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
Различия проявляются в ходе работы: МР-3с благодаря ионизирующим присадкам в обмазке позволяет проводить легкий розжиг дуги на бытовых сварочных инверторах малой мощности.
У них также снижен объем выделяемых в атмосферу вредных веществ, прежде всего: марганца. С таким составом проще получить однородный шов на сварочных аппаратах малой мощности.
Диаметр проволоки находится в диапазоне 2-6 мм, а длина- от 30 до 45 см. По нему определяется и диаметр электрода, указанный в маркировке.
Если стержни хранились на сухом складе в заводской упаковке, в их дополнительном прокаливании нет нужды. Однако, если по каким –либо причинам влажность обмазки превысит 1,5 %- потребуется прокаливание от 40 до 60 минут при температуре около 170оС. Работать влажными электродами недопустимо: обмазка теряет свои свойства, и вряд ли получится прочный и долговечный шов.
Обмазка делается на основе рутила, или диоксида титана в состоянии порошка. Он смешивается со связующим, и стрежни окунают в получившуюся массу. Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
Концы стержня на 20 мм не покрывают обмазкой: один из них будет зажат в держателе, а другой используют, чтобы разжечь электрическую дугу. Далее обмазанные электроды просушивают при высокой температуре.
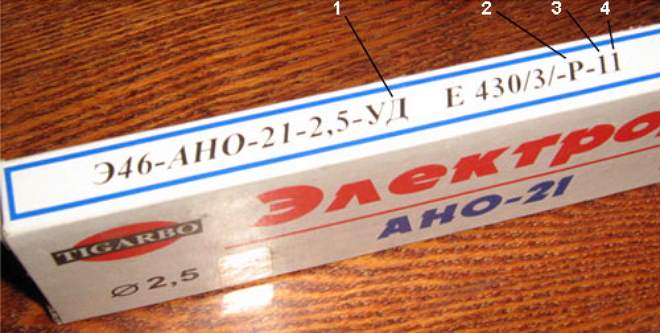
Готовые изделия после просушки окрашивают в синий цвет и наносят на покрытие маркировку. Расшифровка МР-3 означает:
- М – рутиловое покрытие;
- Р – высокое качество шва;
- 3- номер модели в модельном ряду производителя
В состав материала стержня, кроме железа, входят присадки в следующих процентных долях:
- Марганец 0,66;
- Кремний 0,1;
- Углерод 0,1;
- Фосфор 0,03;
- Сера 0,019.
Готовые изделия пакуют в коробки, герметизируемые полимерной пленкой для сохранения низкого уровня влажности. Допускается отгрузка в картонных коробках и в пачках из технической бумаги.
Общепринятая классификация покрытия
Электроды для ручной дуговой сварки, которые имеют специальное покрытие, представляют собой стержень, имеющий длину до 400 миллиметров. Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
Они производятся из сварочной проволоки, где после этого наносится дополнительный слой. Существует основная классификация покрытий:
- Стабилизирующие. Это особенные материалы, которые включают в собственный состав легко ионизирующие элементы. Их нужно наносить достаточно тонким слоем на стержень электродов.
- Защитное покрытие. Это механическая смесь из разных материалов. Представленный слой способен защитить расплавленный металл от воздействия окружающей среды. При этом защитное покрытие стабилизирует горение дуги, легирует и рафинирует швы металла.
- Магнитное покрытие. Их нужно наносить непосредственно на проволоку во время выполнения сварочных работ. Это действие осуществляется при помощи электромагнитных сил, которые появляются между проволокой и порошком.
Технические характеристики
Технические условия производства МР 3 регламентируются ГОСТ 9466 и 9467. В этих документах также есть описание порядка проведения контроля качества и приемочных испытаний и применимости изделия.
МР-3 относятся к группе сварочных материалов Э46. Они рекомендованы для соединения низколегированных, углеродистых и конструкционных сплавов, механическое сопротивление разрыву которых менее 50 кгс/мм2. Толщина деталей может составлять от 3 до 20 мм.
Сопротивление на разрыв материала шва должно составлять 46 кгс/мм2. Коэффициент наплавки сварного соединения определяется равным 8,5 г/А*ч. Производительность наплавки приблизительно 1,7 кг в час. Для получения 1 кг наплавленного материала уходит до 1,7 кг электродов.
Чтобы сваривать металлоконструкции большой толщины в нижнем сварочном положении, следует наклонять электрод в сторону движения держателя. Сварка большими токами требует особой внимательности сварщика и строгого соблюдения технологических указаний, поскольку на этих режимах велик риск появления пористости шовного материала и других дефектов шва.
Изделия расфасовываются по коробкам со следующими параметрами (для длины 30 см):
| Диаметр, мм | Вес одного электрода, г | Количество в коробке, шт. | Вес коробки, кг |
| 3 | 30 | 83 | 2,5 |
| 4 | 60 | 41 | 2,5 |
| 5 | 92 | 54 | 5,0 |
Для длины в 45 см вес больше в полтора раза.
Хранить изделия следует в сухом теплом складе, температура не должна опускаться ниже +15оС. Условия хранения должны исключать возможность повреждения упаковки и увлажнения стержней.
Увлажненные изделия применять для сварки недопустимо, они должны быть прокалены в специальном шкафу или муфельной печи при температуре 170о С не менее одного часа.
Особенности использования
При работе с МР 3 допустимо использование как переменного, так и постоянного тока. Сварочный источник должен давать напряжение холостого хода от 50 вольт. При работе постоянным током используется обратная полярность подключения. При этом положительный контакт присоединяется к держателю, а отрицательный- к заготовке.
Электроды отличаются следующими преимуществами:
- легкий розжиг и стабильное горение электродуги;
- выполнение долговечного, хорошо проваренного шва с заданными геометрическими параметрами;
- минимизировано разбрызгивание капель расплава;
- хрупкая корка шлака, образующаяся над шовным материалом, просто и быстро удаляется при зачистке;
- облегченный повторный розжиг электродуги после перерыва в ведении электрода;
- высокая производительность сварки.
Несмотря на то, что изделие оптимизировано для сложных условий работы, ни в коем случае нельзя пренебрегать подготовкой зоны шва к соединению. Чем лучше будет зачищена и обезжирена заготовка, тем прочнее и долговечнее получится шов.
Шовный материал имеет ударную вязкость 80 Дж./см2, допускает изгиб до 150о, а величина относительного удлинения равна 18%.
Материал шва имеет физико-механические параметры, близкие к характеристикам металла самой детали. Поэтому шов не создает дополнительных механических напряжений, ослабляющих всю конструкцию и снижающих ее прочность и надежность.
Применение
Сварочный аппарат и электроды МР-3 работают в паре. Сварка возможна двумя видами тока, как на постоянном так и на переменном. При постоянном токе требуется установка обратной полярности.
Диаметр стержня прямо пропорционален от значения сварочного тока.
При работе с электродами 3 мм с условием варки в вертикальном положении можно установить от 90 до 110А. Потолочном-от 100-120А, нижнем- от 100 до 140А.
Если выбор пал на моедли 4 мм, сварка в вертикальном положении при силе токе от 140 до 180А. Потолочном положении от 140А до 180, нижнем положении— от 160 до 220А.
С изделиями диаметром 5мм следует работать только в нижнем и вертикальном положении. В вертикальном положении установите силу тока от 160 до 220А, в нижнем положении -от 180 до 260А
Модели диаметром 6мм и больше годятся только для сварки при нижнем положении при силе тока от 300 до 360А.
Рекомендуемые значения тока
Рабочий ток зависит от диаметра выбранного электрода и от сварочного положения. Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
Рекомендации по выбору сведены в таблицу, сила тока дана в амперах
| Диаметр, мм | Вертикальный шов, сила тока | Нижнее положение, сила тока | Потолочное положение, сила тока |
| 3 | 90-110 | 100-140 | 100-120 |
| 4 | 140-180 | 160-220 | 140-180 |
| 5 | 150-200 | 180-260 | Не применяется |
| 6 | Не применяется | 300-360 | Не применяется |
Важно помнить, что это ориентировочные значения. Для конкретных деталей выполняется пробный шов, и сила тока подстраивается в зависимости от его результатов. Начинать следует с минимальных значений, поскольку рутиловые электроды не любят завышенных значений силы тока.
Если пробный шов демонстрирует недостаточный уровень провара, силу тока следует постепенно, шагами по 5 ампер, увеличивать до получения удовлетворительных результатов. При завышенных значениях рабочего тока повышается разбрызгиваемость металла, снижается стабильность дуги. На заготовках малой толщины возможно появление прожогов.
На заготовках малой толщины возможно появление прожогов.
Табель успеваемости Откажитесь от пятерок и четверок ради 4-х и 3-х
Реклама
ПРОПУСТИТЕ РЕКЛАМУ
Норт Уэстолл (вверху) со своей матерью Ребеккой получил 27 троек в своем последнем табеле успеваемости по сравнению с 16. Кредит… Сюзанн ДеЧилло / The New York Times
PELHAM, N.Y. В начальной школе Prospect Hill больше нет пятерки за усилия.
На самом деле пятерок больше нет. Вместо буквенных оценок по английскому или математике школьники в этом зажиточном пригороде Вестчестера теперь получают табели успеваемости, заполненные числами, показывающими, как они справляются с десятками конкретных навыков, таких как «стратегии декодирования» и «чувство чисел и операции». Самая низкая оценка, 1, указывает на то, что учащийся не соответствует академическим стандартам штата Нью-Йорк, а высшая оценка, равная 4, отмечает «отличное соответствие стандартам».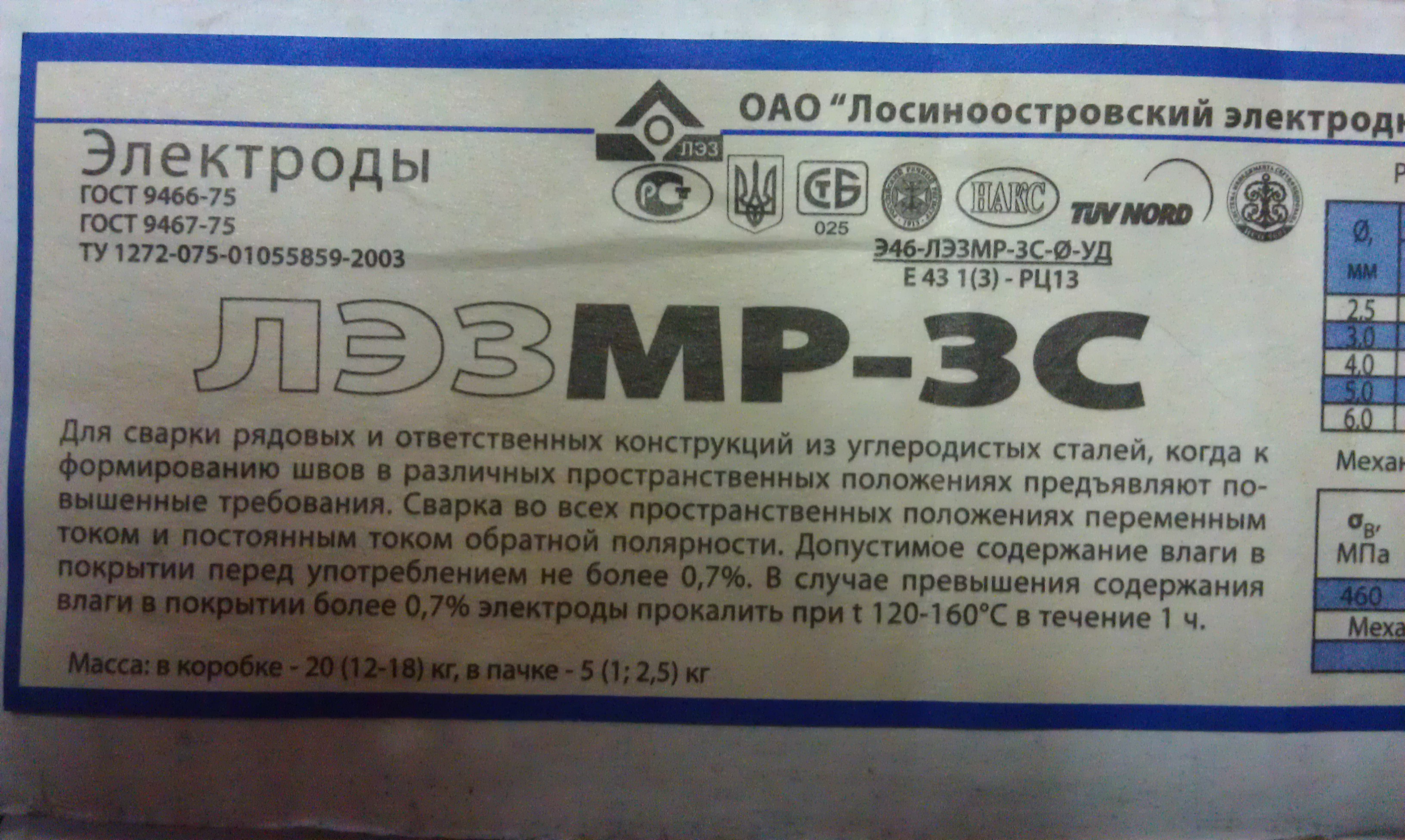
Их называют табелями успеваемости, основанными на стандартах, и они являются частью новой системы, процветающей по всей стране в качестве последнего рубежа в 20-летнем стремлении установить строгие академические стандарты и требовать государственных испытаний по материалам.
Педагоги хвалят их за установление четких ожиданий, но многие родители, которые решили жить в Пелхэме из-за его уважаемых школ, находят их сбивающими с толку или еще хуже. Среди их жалоб есть то, что, поскольку новые оценки основаны на ожиданиях на конец года, 4-ки, как правило, не выставляются до последнего периода оценки (должностные лица школы планируют изменить этот аспект в следующем году).
«Мы бегаем по школе и говорим: «2 — это круто», — сказала Дженнифер Лэпи, родительница, выросшая в Пелхэме, — но в моем мире 2 из 4 — это не так уж и круто».
Когда в сентябре Пелхэм перешел с традиционных табелей успеваемости на основанные на стандартах в своих четырех начальных школах, он присоединился к растущему числу округов на местном и национальном уровне, включая Йонкерс, Нэшвилл, Денвер и Сан-Диего. (Некоторые школы Нью-Йорка также приняли новые карты по усмотрению их директоров.)
(Некоторые школы Нью-Йорка также приняли новые карты по усмотрению их директоров.)
В то время как городские районы, как правило, внедряют эту систему в рамках усилий по повышению результатов стандартных тестов и успеваемости в школах, испытывающих затруднения, официальные лица в престижных пригородных районах, таких как Пелхэм , где более 85 процентов учащихся сдают государственные тесты говорят, что они надеются, что Цифры обеспечивают более последовательную оценку в классах, снижают рост оценок и позволяют лучше сосредоточиться на отдельных академических навыках.
Томас Р. Гаски, профессор Джорджтаунского колледжа в Кентукки и автор книги «Разработка табелей успеваемости на основе стандартов», которая скоро будет выпущена, сказал, что новый подход является более точным, поскольку он оценивает каждого учащегося по сравнению с установленный набор критериев, а не оценка по кривой, которая сравнивает членов класса друг с другом.
«Дилемма с этой системой заключается в том, что вы действительно не знаете, научился ли кто-нибудь чему-нибудь», — сказал доктор Гаски об оценивании по кривой. «Они все могли бы быть несчастны, просто некоторые менее несчастны, чем другие».
«Они все могли бы быть несчастны, просто некоторые менее несчастны, чем другие».
Исполнительный директор Национальной ассоциации директоров средних школ Джеральд Тироцци , который поддерживает основанные на стандартах табели успеваемости , сказал, что многие педагоги и родители были далеки от готовности отказаться от буквенных оценок, особенно для старших школьников, отчасти потому, что они беспокоятся о влиянии на такие вещи, как список почета и классовое звание.
«Я думаю, что нынешняя система оценок — A, B, C, D, F — укоренилась в нас, — сказал мистер Тироцци. «Это язык, который понимают приемные комиссии колледжей; это язык, который понимают родители».
За пределами Сан-Франциско округ Сан-Матео-Фостер-Сити отложил планы по распространению основанных на стандартах табелей успеваемости в своих четырех средних школах из начальных школ, где они использовались с 2006 года, после того как родители собрали собрания школьного совета и собрали более 500 подписей против.
«Случилось так, что отличники сказали: «Мне не нужно так усердно работать», и все они перестали пытаться», — сказала Эллен Ульрих, мать двоих детей из Сан-Матео, которая лоббирует гибридную карту, которая сохраняйте буквенные оценки за достижения и усилия наряду со шкалой от 1 до 4 для конкретных навыков.
Родители жаловались, что, поскольку новая система оценивания основана на ожиданиях на конец года, 4 балла, как правило, не выставляются до окончательного периода оценивания. Фото… Сюзанна ДеЧилло/The New York Times
Уилметт, штат Иллинойс, пригород Чикаго, в этом году заменил запутанный набор букв, цифр и символов стандартным форматом для классов с первого по четвертый. «Мы хотели, чтобы родители четко знали, каковы на самом деле достижения их ребенка, — сказала Мелани Горовиц, директор Центральной школы Уилметта, — не затуманивая вопрос тем, как часто они выполняли домашнее задание или участвовали в занятиях».
Разросшаяся школьная система округа Монтгомери в штате Мэриленд в этом году приняла основанные на стандартах табели успеваемости в 24 из 130 начальных школ, чтобы обеспечить более последовательную практику выставления оценок в различных сообществах от богатого Потомака до Сильвер-Спринг, где есть группы малообеспеченных семьи.
А здесь, в округе Вестчестер, округ Ирвингтон перешел на основанные на стандартах карты не только для того, чтобы сделать оценки менее субъективными, но и для того, чтобы родители были лучше информированы об успеваемости их детей, сказала Карен Келлог, заместитель директора.
В Пелхэме табель успеваемости второго класса включает 39 отдельных баллов по навыкам: по 10 по математике и словесности, по 2 по естественным наукам и общественным наукам, и всего 15 по искусству, музыке, физическому воспитанию, технологиям и «обучению». поведение» вовлеченность, уважение, ответственность, организованность. Сам табель успеваемости состоит из одной страницы, но к нему прилагается 14-страничное руководство, объясняющее различные навыки и подсчет очков.
Деннис Лауро, суперинтендант Pelham, сказал, что табели успеваемости, основанные на стандартах, помогают студентам планировать свои собственные курсы для улучшения; в рамках процесса каждый из них разрабатывает индивидуальные цели, которые обсуждаются с учителями и родителями, и составляют портфолио работ.
«Я никогда не был отличником, и это постоянно расстраивало меня», — сказал доктор Лауро. «Никто никогда не удосужился рассказать мне, как получить эту пятерку, чтобы перейти на следующий уровень».
Кэти Скэндоул, четвероклассница, приклеила список целей к светло-зеленой обложке своего блокнота; это включало работу над грамматикой и чтение книг, чтобы улучшить ее понимание. «С некоторыми я уже познакомилась, над некоторыми мне еще нужно поработать», — объяснила она.
Пятиклассник Норт Вестолл получил 27 троек за этот отчетный период по сравнению с 16 в его первом табеле успеваемости в декабре. «Я поставил перед собой цель получить 3 балла по письму и очень, очень этого хотел», — сказал Норт на днях, перебирая цифры на родительском собрании. «Я получил это, потому что я не торопился со своей работой, чтобы дойти до конца. Я смотрю в словаре. Я больше не ненавижу это».
Его мать, Ребекка, позже сказала, что ей было трудно понять новые табели успеваемости, но она была рада, что учеников больше не сравнивают друг с другом. «Я не против конкуренции, но я не думаю, что ей место в пятом классе», — сказала она.
«Я не против конкуренции, но я не думаю, что ей место в пятом классе», — сказала она.
Но другая родительница, Дженис Инграм Белл, сказала, что считает табели успеваемости безличными, назвав их «подвальной версией табеля успеваемости», которая недостаточно различает уровни способностей учащихся. Ее второклассница, Дженнифер, была потрясена, обнаружив, что второй раз подряд получает двойки по английскому языку, несмотря на то, что каждый вечер читала с родителями.
Отвечая на эти жалобы родителей, чиновники округа Пелхэм заявили, что планируют изменить систему в следующем году, чтобы использовать контрольные показатели для каждого контрольного периода вместо стандарта на конец года , чтобы давать более своевременные снимки успеваемости учащихся (и позволить гораздо большему количеству учащихся чтобы заработать 4 с самого начала). Они также планируют возвращать комментарии учителей и ищут способы признания усилий и отношения учащихся.
Эти изменения могут помочь Даниэль Комо, ученице четвертого класса, с скептически настроенными родственниками, такими как ее дядя Винни.
