Как варить порошковой проволокой на полуавтомате: Сварка порошковой проволокой без газа
Содержание
Сварка полуавтоматом без газа, принцип работы и особенности сварки порошковой проволокой
К числу разновидностей классической электродуговой сварки относится полуавтоматическая сварка. Если мастер использует такой вид сварки, то ему необходима специальная проволока, которая будет выполнять функции электрода. Во время работы она должна постоянно поступать в сварочную головку.
При сварке электродами все предельно понятно. Мастеру достаточно поместить электрод в специальный держатель, установить массу на заготовку и можно приступать к сварке. Однако обычная сварка инвертором достаточно сложный процесс, когда речь идет о тонких заготовках. Например провести сварочные работы по кузову автомобиля — тот еще квест . Сварка полуавтомат без газа порошковой проволокой дает возможность уверенно работать даже с металлом 0,3 — 0,5 мм толщины.
Принцип полуавтоматической сварки несколько другой. В качестве присадочного материала выступает проволока. Опытные мастера наверняка зададут вопрос: как же образуется газ, который защитит сварочную ванну от окружающей среды? Вот здесь и стоит пояснить, какая же именно проволока используется для полуавтоматической сварки.
Сварка полуавтомат без газа и особенности порошковой проволоки
Люди, имеющие хотя бы минимальный опыт и знания в сфере сварки полуавтоматом, никогда не станут применять обычную проволоку. Это чревато получением крайне некачественного шва, который имеет много неровностей и пустот. Плюс к этому придется использовать очень много проволоки.
При сварке используется специальная порошковая проволока. Она представляет собой стержень, внутри которого находится флюсованный порошок. При задействовании сварочного оборудования флюс нагревается, что приводит к образованию газового облака. Его радиуса вполне хватает для обеспечения надежной защиты расплавляемого материала.
Сварка полуавтомат без газа порошковой проволокой имеет одну особенность, которую должен учитывать мастер. При сварке вертикальных швов повышенная температура распространяется снизу вверх. Чтобы сохранить тепло в сварочной ванне, рекомендуется направлять головку пистолета сверху вниз. Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Также сварка порошковой проволокой без газа предполагает быстрый темп работы.
Сегодня в продаже имеется порошковая проволока самого разного диаметра. Поэтому сварка порошковой проволокой может использоваться при работе, как с тонкими, так и с толстыми металлами.
Плюсы и минусы полуавтоматической сварки с использованием порошковой проволоки
Мастера ценят полуавтоматическую сварку за следующие достоинства:
- Сварочное оборудование имеет малый вес. Не придется брать с собой до места работы тяжелый баллон и редуктор;
- При работе будет хорошо видно место сварочной разделки;
- Не нужно тратиться на покупку смеси газов.
Сварка полуавтоматом порошковой проволокой имеет также ряд недостатков:
- Необходимо приобретать сварочную проволоку. Впрочем, как уже было сказано выше, для такой сварки не потребуется покупать смесь газов. Поэтому данный минус не является существенным;
- Нужно потратить время на выбор качественного сварочного аппарата.

Сварка полуавтоматом для начинающих без газа: настраиваем оборудование
Любые сварочные работы начинаются с подготовки оборудования. Первым делом мастер должен выбрать подходящее значение сварочного тока. Оно зависит от толщины сплавляемых материалов. Соотношение величин можно узнать из инструкции, которая прилагается к полуавтомату. Если установить слишком низкое значение, то это приведет к ухудшению качества обработки материала. В случае завышенного значения появляется риск прожечь деталь.
На следующем этапе подбирается оптимальный режим подачи проволоки. Для этого задействуется комплект сменных шестерен. Перемещаем ручку переключателя в положение «Вперед», а после заполняем воронку.
При выставлении вылета держателя надо сделать так, чтобы наконечник оказался в зоне проведения сварки. Открываем заслонку воронки, нажимаем кнопку «Пуск» и во время этого быстро проводим электродом по месту сваривания.
Надо дождаться момента, когда образуется устойчивая дуга. После этого можно приступать к сварке.
После этого можно приступать к сварке.
Техника сваривания
Сварка полуавтомат без газа для дома пройдет нормально при соблюдении техники сваривания. Важно помнить, что при создании вертикальных швов пары сгораемого при высокой температуре флюса направляются вверх. Поэтому начинать сварку желательно сверху материала. Это особенно актуально при обработке тонких листов из металла.
При выполнении сварки полуавтоматом без газа рукоятку следует держать с малым наклоном кверху. Это позволяет проще удерживать сварочную ванну в области ее образования.
Чтобы не появились капли расплавленного металла, мастер должен водить горелкой по месту соединения достаточно быстро. Порошковую проволоку следует подавать к срезу, расположенному спереди. У порошковой проволоки есть одна особенность. Дело в том, что она слишком мягкая, поэтому надо избегать сильных перегибов шланга.
Иногда шлак может попадать в расплавленную ванну. Если это произошло, то мастеру следует создать второй шов, предварительно удалив шлак с первого.
Техника безопасности при сварке порошковой проволокой
Сварка относится к числу работ с повышенным риском, поэтому мастеру следует:
- Использовать защитные очки и маску. Возникающий в процессе сваривания металла яркий свет крайне вреден для зрения;
- Надеть респиратор или специальные фильтрующие воздух маски. При сварке полуавтоматом порошковой проволокой выделяются опасные для здоровья испарения. Если сварка проходит в помещении, то оно должно быть оборудовано вытяжной системой для эффективного вывода наружу вредных веществ;
- Обеспечить себе защиту от капель расплавленного металла. Мастер должен быть одет в рабочую спецодежду;
- Надеть рабочие перчатки при необходимости перенести сварочные заготовки.
Как варить проволокой без газа
Содержание
- Какие аппараты и виды проволоки используют для сварки без газа
- Когда и для каких целей применяют сварку без газа
- Как настроить полуавтомат для сварки проволокой без газа
- Какие полуавтоматы и проволоку мы рекомендуем
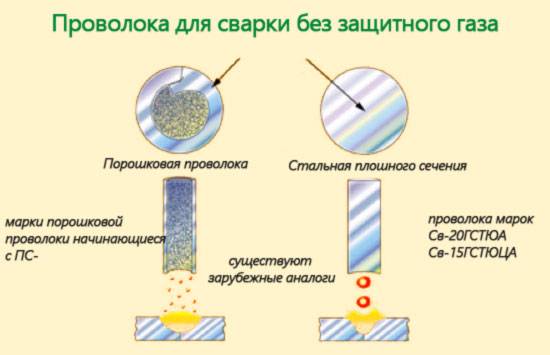
MIG сварку без газа или FCAW выполняют порошковой самозащитной проволокой. Особенность процесса в том, что защита сварочной ванны от воздуха обеспечивается без внешней подачи чистой углекислоты или газовых смесей или флюса.
Особенность процесса в том, что защита сварочной ванны от воздуха обеспечивается без внешней подачи чистой углекислоты или газовых смесей или флюса.
Главный принцип при сварке полуавтоматом без газа — при работе защитные функции выполняет порошок или специальная шихта из различных компонентов, которой наполнена проволока. Это могут быть легирующие, раскисляющие, шлако- и газообразующие вещества. При нагреве, плавлении и разложении они играют роль флюсовой и газовой защиты: облегчают сварку в сложных позициях — потолочной и вертикальной, уменьшают содержание кислорода в расплавленном металле, повышают ударную вязкость, делают шов более прочным и пластичным.
Делимся знаниями о том, как пользоваться полуавтоматом для сварки без газа: работать на улице и в помещении, настраивать аппарат и сваривать.
Какие аппараты и виды проволоки используют для сварки без газа
Для такой сварки используют бытовые, полупрофессиональные и профессиональные полуавтоматы с быстрой и безопасной сменой полярности.
Порошковые самозащитные проволоки различаются химическим составом шихты и назначением. Они могут быть рутилово-органические, флюоритные и карбонатно-флюоритные. В зависимости от типа и предназначения в состав сердечника и наплавленного металла входят хром и марганец, молибден, кремний, алюмосиликаты, углерод.
Когда и для каких целей применяют сварку без газа
Её используют для работы во всех положениях с низколегированными, инструментальными углеродистыми, низкоуглеродистыми конструкционными и марганцовистыми сталями. Области применения:
- Буферные слои и упрочняющая наплавка. Слой наплавленного металла восстанавливает изношенные детали и, исходя из типа проволоки, может стоек к абразивному износу, коррозии, повышенным температурам, ударным воздействиям.
- Сварка неответственных и ответственных металлоконструкций. В зависимости от химического состава наплавленного металла, это мостовые и строительные элементы, а также кузовные и корпусные судовые детали.
Благодаря технике сварки без газа полуавтоматом с порошковой проволокой работают и на открытых площадках. FCAW не чувствительна к сквознякам и ветру.
Её преимущества:
- Мобильность оборудования. Все, что нужно для полуавтоматической сварки без газа, это аппарат, горелка и катушка с проволокой. Чтобы работать на открытом воздухе — «в полях» и при монтаже на высоте не надо нести баллон с редуктором и газовый шланг.
- Универсальность. Сварку можно выполнять и в помещении. Нужно только следить за тем, чтобы была хорошая вентиляция, так как при работе самозащитной проволокой образуется много сварочного дыма.
- Работа в сложных положениях. Шлак удерживает расплавленный металл при сварке вертикально и в потолочной позиции. Он снижает скорость его остывания, помогая сформировать ровный шов.
Из расчета на кг, самозащитная сварочная проволока может быть дороже, чем сплошная. Но она обеспечивает высокую производительность работы и стойкий к образованию трещин шов. Затраты на газ отсутствуют, а потери расходного материала минимальны. В этом она выигрывает у обычной проволоки и электродов.
Затраты на газ отсутствуют, а потери расходного материала минимальны. В этом она выигрывает у обычной проволоки и электродов.
Как настроить полуавтомат для сварки проволокой без газа
Сварку ведут на постоянном токе и прямой полярности. Как правило, современные полуавтоматы позволяют быстро переключать полярность, меняя расположение проводов в панельной розетке.
Чтобы настроить полуавтомат для сварки без газа подключите горелку с самозащитной проволокой к «минусу», а заготовку к «плюсу». После этого выставите нужные параметры:
- Скорость подачи самозащитной проволоки. Она зависит от её диаметра и толщины заготовки. Чем быстрее подается проволока, тем выше сварочный ток.
- Напряжение на дуге. Его подбирают под диаметр проволоки. Чем она толще, тем выше напряжение и шире сварочный шов.
- Индуктивность. Её выбирают под задачу. Чем меньше индуктивность, тем глубже проплавление и больше брызг.
Чтобы качество работы было хорошим, нужно знать, как правильно варить при сварке полуавтоматом без газа.
Горелку необходимо вести углом назад. При такой технике шлак будет вытесняться в хвостовую часть, где начинается отверждение расплавленного металла.
В процессе работы надо поддерживать одинаковое расстояние между заготовкой и наконечником. Оно зависит от силы тока и влияет на тепловложение. При сварке порошковой проволокой это расстояние варьируется от 10 до 15 мм, а при наплавке до 25 мм.
Какие полуавтоматы и проволоку мы рекомендуем
Бытовой полуавтомат Aurora Динамика 2000 работает от однофазной сети, позволяет с помощью байонета быстро сменить полярность для сварки самозащитной проволокой. У аппарата есть регулировка индуктивности. Это дает возможность регулировать жесткость дуги и провар, делать многопроходные и однопроходные лицевые швы.
Компактный сварочник Сварог REAL MIG 160 удобен для работы в помещение и на выезде. Он оснащен плавными регулировками движения проволоки, индуктивности, напряжения на дуге и функцией дожигания. Для сварки можно использовать проволоку 0,6-0,8 мм, что достаточно для заготовок до 3 мм толщиной.
Полупрофессиональный Сварог REAL MIG 200 обладает теми же достоинствами, что и младшая модель, но предоставляет больше возможностей. Он может работать с проволокой до 1 мм, а значит сваривать металл толщиной до 5 мм.
Из недорогих аппаратов советуем Ресанта САИПА-22В/160А. Он весит 14 кг, удобен для небольших ремонтов и работы, при которой важна мобильность. Полярность переключается с помощью выбора нужной клеммы. Сваривать можно проволокой 0,6-0,8 мм.
Из порошковой проволоки рекомендуем E71T-GS для углеродистых марок стали. Она содержит шлакообразующие компоненты, выступающие при сварке в качестве флюсовой защиты расплавленного металла. В результате сварки формируется ровный шов. Катушки в 1 кг удобны для тех, кто работает без газа нечасто. При больших объемах работы на выезде при строительстве и монтаже выгоднее купить катушку E71T-GS в 5 кг. Толщина 0,8 мм дает возможность сваривать заготовки различной толщины. С такой проволокой справляются и полупрофессиональные, и бытовые полуавтоматы.
Советы по избежанию общих проблем с потоком и улучшением сварных шва FCAW
Обновлены: Опубликовано:
Сварка порошковой проволокой имеет много преимуществ при сварке в строительстве, включая высокую скорость укладки и хорошие химические и механические свойства.
Дуговая сварка с самозащитной проволокой с флюсовой проволокой (FCAW) уже много лет является жизнеспособным сварочным процессом. Это было полезно для возведения металлоконструкций, ремонта тяжелого оборудования, строительства мостов и других подобных применений. Это неудивительно, поскольку он обеспечивает высокую скорость наплавки, отличные химические и механические свойства, а также свариваемость, необходимую для этих работ. Тем не менее, это не означает, что в процессе нет проблем. К счастью, обладая некоторыми ноу-хау и небольшой практикой, вы можете предотвратить некоторые распространенные проблемы, связанные с процессом, и добиться необходимого качества сварки.
Совет первый: Избегайте проблем с подачей проволоки
Остановки и сбои в подаче проволоки являются распространенными проблемами на многих рабочих площадках. Они могут стать причиной значительного простоя. Два наиболее распространенных типа проблем с подачей проволоки — обратное прогорание и застревание — приводят к преждевременному гашению дуги, что, в свою очередь, может привести к дефектам сварки.
Предотвратите обратное прожигание, как показано здесь, за счет соответствующей скорости подачи проволоки и расстояния между горелкой MIG и заготовкой.
Прогорание происходит, когда проволока расплавляется в шарик на конце контактного наконечника. Чаще всего это результат слишком низкой скорости подачи проволоки и/или слишком близкого расположения сварочной горелки к заготовке. Чтобы предотвратить эту проблему, обязательно используйте правильную скорость подачи для вашего приложения. Поддерживайте расстояние от контактного наконечника до изделия не более 1 1/4 дюйма.
Во избежание «птичьего гнезда» — спутывания проволоки, препятствующей подаче проволоки — во время сварки FCAW всегда используйте в механизме подачи проволоки приводные ролики с V-образными или U-образными канавками. По сравнению со сплошной сварочной проволокой GMAW (в которой используется приводной ролик с гладкими V-образными канавками), проволока FCAW намного мягче (благодаря своей трубчатой конструкции). Если вы используете неправильный приводной ролик, он может легко сжать проволоку.
Использование правильных приводных роликов и настроек натяжения может предотвратить застревание птиц.
Кроме того, установка правильного натяжения приводного ролика может предотвратить сплющивание и запутывание проволоки. Чтобы установить правильное натяжение, начните с ослабления натяжения приводных роликов. Увеличивайте натяжение, подавая проволоку на ладонь сварочной перчатки, и продолжайте увеличивать натяжение на пол-оборота после проскальзывания проволоки.
Другими причинами застревания птиц являются закупорка внутренней подкладки, неправильно обрезанная подкладка или использование неподходящей подкладки. Незамедлительно замените лайнер, если во время обычной проверки сварочной горелки и кабелей вы обнаружите засорение. Всегда подрезайте вкладыш (используя правильные инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на направляющем канале нет заусенцев или острых краев, и всегда используйте направляющий канал, размер которого соответствует диаметру сварочной проволоки.
Незамедлительно замените лайнер, если во время обычной проверки сварочной горелки и кабелей вы обнаружите засорение. Всегда подрезайте вкладыш (используя правильные инструменты) в соответствии с рекомендациями производителя. Убедитесь, что на направляющем канале нет заусенцев или острых краев, и всегда используйте направляющий канал, размер которого соответствует диаметру сварочной проволоки.
Совет второй: остановите пористость и червячное отслеживание
Пористость и червячные следы являются распространенными нарушениями целостности сварных швов, которые могут ослабить их целостность. Пористость возникает, когда газ попадает в металл сварного шва. Он может появиться в любой конкретной точке сварного шва или по всей его длине. Чтобы предотвратить эту проблему, перед сваркой удалите с основного металла всю ржавчину, жир, краску, покрытия, масло, влагу и грязь. Использование присадочных металлов с добавлением раскислителей также помогает удалять такие загрязнения, но эти продукты никогда не должны заменять надлежащую предварительную очистку. Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Затем поддерживайте соответствующее удлинение или вылет электрода. Как правило, длина провода не должна превышать 1 1/4 дюйма. за пределы контактного наконечника.
Кроме того, для предотвращения червячной траектории — следов на поверхности сварного шва, вызванных газом, создаваемым флюсом в сердечнике проволоки, — избегайте чрезмерного напряжения для заданных настроек подачи проволоки и силы тока. Лучше всего следовать параметрам, рекомендованным производителем присадочного металла для конкретного диаметра сварочной проволоки. Если отслеживание червя происходит, уменьшайте напряжение с шагом в полвольта, пока не устраните проблему.
Совет третий: устраните шлаковые включения
Шлаковые включения возникают, когда шлак, образованный расплавленным флюсом в сердечнике проволоки, попадает внутрь сварного шва. Существует четыре основных причины образования шлаковых включений, и все они могут быть предотвращены с помощью надлежащих методов сварки.
Во-первых, избегайте неправильного размещения валика сварного шва, особенно при выполнении нескольких проходов на толстых участках металла, например, необходимых для корневых проходов сварных швов или широких отверстий с V-образными канавками. Обязательно обеспечьте достаточно места в сварном соединении для дополнительных проходов, особенно для соединений, требующих многократных проходов.
Обязательно обеспечьте достаточно места в сварном соединении для дополнительных проходов, особенно для соединений, требующих многократных проходов.
Чтобы предотвратить слежение за червем, используйте рекомендуемые производителем параметры для данного диаметра провода и при необходимости уменьшите настройку напряжения.
Во-вторых, поддерживайте правильный угол и скорость движения. В плоском, горизонтальном и верхнем положениях угол сопротивления должен составлять от 15 до 45 градусов. В вертикальном верхнем положении угол сопротивления должен составлять от 5 до 15 градусов. Кроме того, если вы заметили включения шлака под этими углами, вам следует немного увеличить угол сопротивления. Поддерживать постоянную скорость движения; если вы будете двигаться слишком медленно, сварочная ванна будет опережать дугу и создавать шлаковые включения.
Далее, поддерживайте надлежащую погонную энергию сварки, так как слишком низкая погонная энергия также может привести к образованию шлаковых включений. Всегда используйте рекомендуемые производителем параметры для данного диаметра проволоки. Если шлаковые включения все же появляются, повышайте напряжение до исчезновения включений.
Всегда используйте рекомендуемые производителем параметры для данного диаметра проволоки. Если шлаковые включения все же появляются, повышайте напряжение до исчезновения включений.
Наконец, перед началом следующего прохода обязательно тщательно очистите поверхность между проходами, удалив весь шлак с помощью отбойного молотка, проволочной щетки или шлифовки.
Совет четвертый: Предотвратите подрезание и отсутствие сварки
Как и другие дефекты сварки, подрезы и непровары могут повлиять на качество ваших сварных швов. Их предотвращение может значительно сократить время простоя и затраты на доработку.
Подрез происходит, когда канавка плавится в основном металле рядом с кромкой сварного шва, но не заполняется металлом сварного шва. Это вызывает более слабую область на носке сварного шва и часто приводит к растрескиванию. Используйте правильный сварочный ток и напряжение. Это ключ к предотвращению подреза (не забывайте следить за параметрами сварки), а также к правильному углу горелки. Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного металла. Если вы используете технику плетения, сделайте паузу с каждой стороны сварного шва.
Чтобы предотвратить непровар, неспособность металла сварного шва полностью сплавиться с основным металлом (или предшествующим валиком сварного шва при многопроходных операциях), поддерживайте правильный рабочий угол и тепловложение. Добейтесь правильного угла, поместив стрингер в нужное место на стыке. При необходимости отрегулируйте рабочий угол или увеличьте канавку для доступа к дну во время сварки. Держите дугу на задней кромке сварочной ванны и поддерживайте угол сопротивления горелки от 15 до 45 градусов. При использовании техники плетения во время сварки кратковременно задержите дугу на боковых стенках паза. Увеличьте диапазон напряжения и/или отрегулируйте скорость подачи проволоки, чтобы добиться полного сплавления. Кроме того, если вы чувствуете, что проволока опережает сварочную ванну, простые регулировки, такие как увеличение скорости перемещения или использование более высокого сварочного тока, могут предотвратить проблемы.
Наконец, обязательно очистите поверхность основного металла перед сваркой, чтобы удалить загрязнения, чтобы предотвратить непровар.
Совет пятый: Избегайте чрезмерного или недостаточного проникновения
Поддержание надлежащего тепловложения во время сварки является ключом к предотвращению таких проблем, как чрезмерное проникновение. Чрезмерное проплавление происходит, когда металл сварного шва проплавляет основной металл и висит под сварным швом. Чаще всего это происходит из-за слишком высокой температуры. Если возникает проблема, выберите более низкий диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.
И наоборот, выбор более высокой скорости подачи проволоки, более высокого диапазона напряжения и/или уменьшения скорости перемещения может предотвратить такие проблемы, как непровар — неглубокое сплавление между металлом сварного шва и основным металлом. Кроме того, подготовьте соединение так, чтобы обеспечить доступ к дну паза. Поддерживайте правильное удлинение сварочной проволоки и характеристики дуги.
Поддерживайте правильное удлинение сварочной проволоки и характеристики дуги.
Заключительные советы
FCAW с самозащитой — надежный процесс для многих строительных работ. Получение качественных сварных швов с его помощью не является делом везения. Это результат хорошей техники сварки, правильного выбора параметров и вашей способности предотвращать проблемы или быстро выявлять и устранять их. Помните, что вооружившись некоторой базовой информацией, вы сможете предотвратить наиболее распространенные проблемы, связанные со сваркой FCAW в самозащитной среде, не жертвуя временем или качеством.
Posted in Блог Amperage, Сварка порошковой проволокойTagged article
Поиск в нашем блоге
Сопутствующие товары
Связанные статьи
Дополнительные ресурсы
Передовой опыт для успешной сварки порошковой проволокой с самозащитной проволокой
Дуговая сварка самозащитной проволокой с флюсовой проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства.

Дуговая сварка с самозащитной проволокой (FCAW-S) предлагает множество преимуществ, включая хорошую свариваемость, высокую скорость наплавки и отличные химические и механические свойства. Это делает этот процесс обычным выбором для многих применений, таких как монтаж металлоконструкций, строительство мостов и ремонт тяжелого оборудования. Но, как и любой сварочный процесс, он не обходится без проблем.
Вот несколько простых советов и рекомендаций, которые помогут решить эти проблемы. Использование этих знаний — с небольшой практикой — может сэкономить время, деньги и нервы, а также помочь добиться высокого качества сварки.
Шлаковые включения
Шлаковые включения — результат захвата расплавленного флюса внутри сварочной проволоки внутри сварного шва — обычно могут возникать при непозиционном и многопроходном применении FCAW-S. Предотвращение этой проблемы зависит от соблюдения ключевых рекомендаций и использования надлежащих методов сварки. К ним относятся:
- Соблюдайте правильную скорость и угол движения.
 При сварке в вертикальном положении используйте угол наклона горелки от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не устранена. Также поддерживайте постоянную скорость перемещения, так как слишком медленное движение может привести к опережению сварочной ванны относительно дуги и образованию шлаковых включений.
При сварке в вертикальном положении используйте угол наклона горелки от 5 до 15 градусов. Используйте угол сопротивления от 15 до 45 градусов при сварке в плоском или горизонтальном положении. При необходимости увеличьте этот угол, если проблема не устранена. Также поддерживайте постоянную скорость перемещения, так как слишком медленное движение может привести к опережению сварочной ванны относительно дуги и образованию шлаковых включений. - Поддерживайте надлежащий подвод тепла, всегда используя рекомендуемое производителем присадочного металла напряжение для определенного диаметра проволоки. Слишком малое тепловложение может привести к шлаковым включениям.
- Тщательно очистите материал между проходами сварки, чтобы удалить шлак.
- Обязательно правильно расположите сварной шов. Оставьте достаточно места в сварном соединении, особенно при корневых проходах и широких отверстиях разделки кромок, чтобы металл сварного шва мог его заполнить.
Пористость
Пористость — это распространенный дефект сварного шва, возникающий, когда газ задерживается в сварном шве. Тщательная очистка основного материала перед сваркой является основным способом предотвращения этой проблемы.
Тщательная очистка основного материала перед сваркой является основным способом предотвращения этой проблемы.
Удалите всю грязь, ржавчину, жир, масло, краску, влагу и другие загрязнения по всей длине сварного соединения. Во время сварки следите за тем, чтобы проволока выступала не более чем на 1 1/4 дюйма за пределы контактного наконечника. Кроме того, использование присадочных металлов с добавлением раскислителей может помочь предотвратить пористость и обеспечить возможность сварки через легкие загрязнения. Однако эти провода не заменяют правильную очистку.
Червячные следы
Другой дефект, червячные следы, относится к следам на поверхности сварного шва, вызванным газом, который создает флюс внутри проволоки. Позаботьтесь о том, чтобы избежать чрезмерного напряжения для настройки подачи проволоки, чтобы предотвратить эту проблему. В ситуациях, когда возникает червоточина, уменьшайте напряжение с шагом 1/2 вольта, пока проблема не исчезнет. Подрезка и непровар
Два дополнительных дефекта, влияющих на качество сварного шва, — это непровар и подрез. Предотвращение этих проблем может помочь сварочным операциям сэкономить время и деньги на переделки и простои.
Предотвращение этих проблем может помочь сварочным операциям сэкономить время и деньги на переделки и простои.
Непровар возникает, когда металл сварного шва не сплавляется должным образом с основным материалом или с предшествующим наплавленным валиком во время многопроходной сварки. Использование неправильного угла пистолета является основной причиной этой проблемы. Поддерживайте подачу тепла и правильный рабочий угол пистолета, чтобы предотвратить непровар. Используйте угол наклона горелки от 15 до 45 градусов и держите дугу на задней кромке сварочной ванны. При использовании техники плетения держите дугу за боковую стенку паза.
Грязная рабочая поверхность – еще одна распространенная причина непровара. Рекомендуется правильная и тщательная очистка поверхности перед сваркой и между проходами.
Подрезка создает более слабую зону на кромке сварного шва, позволяя расплавить канавку в основном металле, которая не заполнена металлом сварного шва. Этот дефект часто может привести к растрескиванию. Во избежание подреза соблюдайте параметры сварки для соответствующего сварочного тока и напряжения. Угол орудий также играет ключевую роль в этом вопросе. Кроме того, обязательно поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного материала.
Во избежание подреза соблюдайте параметры сварки для соответствующего сварочного тока и напряжения. Угол орудий также играет ключевую роль в этом вопросе. Кроме того, обязательно поддерживайте скорость перемещения, позволяющую металлу сварного шва полностью заполнить расплавленные участки основного материала.
Проблемы с проплавлением
Когда дело доходит до проплавления сварного шва, проблематичны как слишком большие, так и слишком маленькие провары. Хорошее проваривание шва имеет решающее значение для выполнения высококачественных сварных швов, поэтому важно обращать внимание на то, сколько металла шва входит в соединение.
Когда металл шва проплавляет основной металл и висит под сварным швом, это является чрезмерным проплавлением. Чаще всего это вызвано слишком высокой температурой. Избегайте этой проблемы, поддерживая надлежащий подвод тепла для приложения. Уменьшите диапазон напряжения, уменьшите скорость подачи проволоки и увеличьте скорость перемещения.
Если проблема заключается в недостаточном проваре или неглубоком сплавлении между сварным швом и основным металлом, помогут противоположные шаги: увеличьте диапазон напряжения и скорость подачи проволоки, уменьшив скорость перемещения.
