Как выбрать электроды для сварки инвертором: Электроды для инверторной сварки:
Содержание
как правильно подобрать электроды инвертора
Как сделать правильный выбор и не ошибиться
Ремонт
6 лет назад
— Анастасия
1 289 Просмотрено
[contents]
- 1 Особенности инверторной сварки
- 2 Виды и характеристика электродов
- 3 Диаметр электрода
- 4 Назначение по виду металла
- 5 Виды покрытия электродов
- 6 Проверенные и популярные марки электродов
- 7 Выбор электродов для сварки инвертором — видео
Особенности инверторной сварки
Инверторы – недорогие и простые в использовании аппараты. Они позволяют быстро получать швы, отвечающие самым строгим требованиям. Особенность механизма в возможности при включении формировать переменное напряжение тока. Его применяют при дуговом сварочном процессе методом плавления.
Во время плавления ток к месту шва подается через специальные металлические стержни, электроды. Их правильный выбор определяется техническими характеристиками и маркой, под которой изготавливается продукция.
Виды и характеристика электродов
Металлические стержни делят на 2 большие группы:
- плавящиеся. Отличаются наружным покрытием, обеспечивающим стабильное горение сварочной дуги и отсутствием шлаков;
- неплавящиеся. Подходят для аргоновой сварки.
В целом сварочные электроды различают по:
- диаметру;
- назначению;
- виду обмазки;
- по стране-производителю и марке изделия.
По уровню работ изделия бывают:
- для обычной сварки;
- для сварки ответственных металлоконструкций.
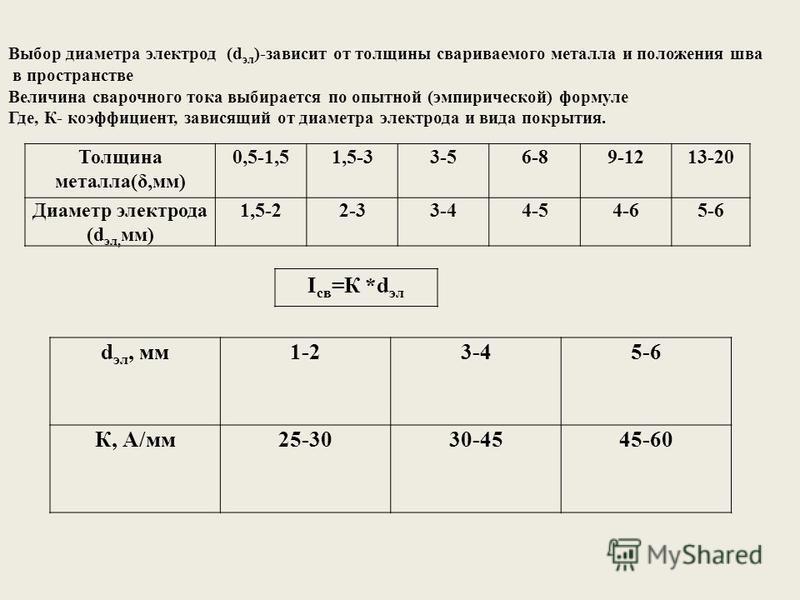
Диаметр электрода
Стержни бывают разной длины от 30 до 45 см. Основные показатели диаметра – 1,6; 2, 3, 3-4; 4; 4-5.
Внимание! Неопытным сварщикам лучше начинать практику с металла толщиной 3-4 см и сварочного электрода с диаметром 3 мм.

Выбор того или иного диаметра зависит от толщины металла. Например, для арматуры 4 мм подойдет стержень с аналогичным диаметром. Чем толще металл, тем больше показатель диаметра. Для каждого диаметра и марки – своя толщина обмазки.
Электроды для сварки инвертором
Назначение по виду металла
Электропроводящие стержни необходимо подбирать в зависимости от типа работы и применения того или иного металла:
- варка углеродистых и низколегированных сталей;
- варка высоколегированных сталей;
- крепление теплоустойчивых сталей, отличающихся высокой прочностью;
- крепление чугуна и сплавов на его основе;
- варка меди и ее сплавов;
- работа с алюминием и его сплавами;
- варка сталей неизвестного состава.
Кроме того отличают электроды, применяемые для наплавки и ремонта металлических изделий.
Виды покрытия электродов
От вида покрытия или обмазки зависит работа с постоянным или переменным током и особенности эксплуатации.
Совет. Для ответственной сварки, требующей максимально эффективного результата, следует подобрать электрод с основным покрытием.
Обмазка бывает:
- Основная. Благодаря сварке с использованием таких стержней получаются прочные швы с высоким показателем ударной вязкости. Швы не стареют и не покрываются микротрещинами, что позволяет использовать изделия в самых суровых условиях. С данными электродами работают только на постоянном токе.
- Рутиловая. Подходит для сварки изделий из малоуглеродистой стали переменным и постоянным током. Узнать изделие можно по синему или зеленому оттенку. Электроды легко разжигаются и отличаются минимальными брызгами при работе. Их можно использовать для скрепления ржавых элементов.
- Кислая. Используется для работы переменным и постоянным электрическим током. На выходе – отличные швы превосходного качества с легко удаляемым шлаком. Основным недостатком считаются токсичные выделения при эксплуатации. Работать электродами с кислым покрытием разрешается только в помещениях с наличием принудительной вентиляции.
- Целлюлозная. Единственная обмазка, позволяющая сваривать металл сверху вниз с помощью постоянного тока. Сварочный шов прочный, но не самый аккуратный. Отличается минимальным количеством шлака.
Проверенные и популярные марки электродов
Инвертор – неприхотливое устройство, и способен работать с сотней видов расходников.
Виды электродов и норма расхода на 1 кг металла
Совет. В производстве сварочных стержней часто встречаются подделки и изделия ненадлежащего качества. Практики рекомендуют остановить выбор на проверенных вариантах.
Популярные марки сварочных электродов:
- УОНИ–13/55. Продукция для профессионалов, благодаря которой шов ровный и прочный;
- МР–3С. Подходит для скрепления элементов при ответственной сварке с высокими требованиями ко шву;
- МР–3. Универсальный вариант для работы с ржавыми и грязными поверхностями;
- АНО. Идеально подходит для новичков, легко зажигается, и гарантируют хороший результат.

Руководствуясь приведенной информацией, легко выбрать подходящий вид сварочных стержней. Для начала – определиться с выбором металла, его толщиной. Затем подобрать электрод известной марки, нужного вида, диаметра и покрытия. Рациональный подбор обеспечит желаемый итог сварки.
Выбор электродов для сварки инвертором — видео
инвертор сварка
Похожие публикации
[adsp-pro-3]
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
«Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т. д.
д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Как выбрать электроды для сварки инвертором
Разнообразие довольно большое, поэтому для того, чтобы выбор был правильным, важно разобраться, в чем состоят различия расходников между собой, и их назначение.
Преимущества инверторной сварки
Опытный сварщик подтвердит, что подбор правильного элетктрода существенно облегчает рабочий процесс и повышает качество сварного шва. Также немаловажную роль играет подготовка к привариванию. Электросварка инвертором, с соблюдением требований, обладает рядом преимуществ:
- Позволяет прочно приварить части.
- Отлично зарекомендовала себя при внутренних, и при наружных монтажах.
- Инверторная сварка пригодна для выполнения как вогнутых, так и выпуклых швов.
- Работа с аппаратом несложна и даже отсутствие опыта не помешает выполнить стойкий шов.

- Шлак довольно просто отделяется. Благодаря этому работник моментально видит надежность приваривания.
Инверторный аппарат позволяет соединять между собой области, поврежденные ржавчиной. Поврежденные детали редко сваривают между собой, при этом, если такая необходимость все же возникла, электросварка подходит отлично.
Классификация
На рынке предоставлено огромное количество электродов. Все они различаются между собой, для того, чтобы было легко подобрать требуемый. Подразделяются на сваривание деталей из:
- высоколегированных сталей;
- алюминия;
- меди и ее сплавов;
- высокопрочных сталей;
- низколегированных и углеродистых сталей;
- чугуна;
- сталей, приваривание которых затруднительно;
- а также для ремонта и наплавки.
Еще одна разница — покрытие. Они могут быть с основным и с покрытием рутилового типа. Первые расходные материалы хороши при сооружении металлоконструкций, которые подвергаются сильным нагрузкам. Стержни второго типа идеальны для того, чтобы приваривание конструкций из низкоуглеродистой стали было прочным, к тому же это делает возможным скрепление мест, поврежденных ржавчиной.
Стержни второго типа идеальны для того, чтобы приваривание конструкций из низкоуглеродистой стали было прочным, к тому же это делает возможным скрепление мест, поврежденных ржавчиной.
Различие по диаметру
Следующая особенность — это диаметр. На прилавках предоставлен многообразный ассортимент стержней разной крупности. Делают покупку, отталкиваясь от производимых манипуляций и толщины соединяемых элементов. Выбирают больший диаметр, если элементы массивны. И наоборот, чем металл тоньше, чем меньшую площадь сечения подбирают. Тонкие имеют свойство быстро сгорать, поэтому для начинающих могут быть сложны в использовании. Небольшой размер идеален, когда требуется наварить некоторое количество прихваток.
Назначение свариваемой металлоконструкции также немаловажно при определении наименования расходника. При трассовом монтаже сварщики берут большие, а электроды диаметром до 2 мм часто используются при варке секционных ворот, при варке ограждений. Самый популярный размер — 3 мм, он используется любителями и профессионалами чаще всех остальных.
На что еще обратить внимание
Инверторные устройства подключаются прямой или обратной полярностью, в зависимости от необходимости. Прямая полярность отличается высокой температурой в момент приваривания. Это влияет на улучшение качество, но при скреплении областей, состав которых не переносит излишний нагрев, может повлиять на нежелательное появление пор. При обратной полярности нагрев не такой сильный, поэтому такое подключение идеально при сваривании тонких мест, чтобы избежать прожога. Это подключение хорошо зарекомендовало себя при манипуляции с металлами, которые не переносят, без потери своих свойств, температуру. Подключение прямой полярностью обычно нужно при скреплении крупных элементов.
Массивность соединяемых частей влияет на площади сечения. Чем крупнее они, тем больше размер. Особо мелкие части сваривают с помощью полуавтоматических устройств.
Силу тока подбирают исходя из состава элементов, ведь при излишнем нагреве возможно появление пор, а это повлияет на износостойкость и надежность соединения и сооружения в целом.
Ассортимент огромен, новичку сложно определить, что именно ему требуется. Можно надеяться, что продавец сориентирует и подскажет, какой расходник нужен для конкретных манипуляций, однако, будет практичнее прийти уже подготовленным, со всей полезной информацией. Зная все особенности, купить нужную вещь гораздо проще, чем не имея вообще никакой информации.
При определении наименования, узнают состав свариваемой металлоконструкции. Также значение имеет назначение свариваемого в будущем. При сооружении ответственной конструкции желательно выбрать стержни с основным покрытием известного производителя, имеющего хорошие отзывы. К примеру, проверенным производителем, является шведская компания ESAB.
Расходники для MMA сварки с покрытием рутилового типа используют, когда имеется коррозия на соединяемых областях. Также они отлично подходят для монтажа в сырых условиях.
После покупки, можно подобрать силу тока. Она зависит от металла, а также от массивности. Излишний нагрев приводит к появлению пор, это сделает соединение недолговечным. Так происходит потому, что влага и воздух попадают в плохо проваренные места и влияют на появление коррозии.
Качество получившегося сварного шва зависит не только от подбора электрода MMA и величины тока, но и от правильной подготовки к свариванию. Видеоуроки об этом есть в общем доступе в интернете. При соблюдении несложных правил, шов получится долговечным и прочным даже при отсутствии опыта.
ВВЕДЕНИЕИДЕНТИФИКАЦИЯ ЭЛЕКТРОДОВ Примером может служить сварочный стержень, обозначенный как электрод 1/8 дюйма E6011.Электрод диаметром 1/8 дюйма Буква «E» означает электрод для дуговой сварки. первые 3 цифры 5-значного числа обозначают минимальную прочность на растяжение (в тысячах фунтов на квадратный дюйм) сварного шва, который будет производить стержень без напряжения. Примеры: E60xx будет иметь прочность на растяжение 60 000 psi E110XX будет 110 000 psi Предпоследняя цифра указывает положение, в котором можно использовать электрод.
Последнее две цифры вместе указывают тип покрытия электрода и сварочный ток, с которым может использоваться электрод. Например, прямой постоянный ток, (постоянный ток -) обратный постоянный ток (постоянный ток +) или переменный ток ИСПОЛЬЗУЕМЫЕ ЭЛЕКТРОДЫ И ТОКИ
ТИПЫ ТОКА Сварной шов будет иметь средний провар. Сварной шов будет иметь средний провар. Переменный ток меняет свою полярность 120 раз в секунду и не может быть изменен, как постоянный ток. РАЗМЕР ЭЛЕКТРОДА И ИСПОЛЬЗУЕМЫЙ ТОКНижеследующее будет служить в качестве основного руководства по диапазону усилителей, который можно использовать для электродов разного размера. Обратите внимание, что эти номинальные значения могут различаться у разных производителей электродов для стержня одного размера. Также тип покрытия на электроде может влиять на диапазон силы тока. Если возможно, проверьте информацию производителя электрода, который вы будете использовать, чтобы узнать о рекомендуемых настройках силы тока. Таблица электродов
Примечание! Чем толще свариваемый материал, тем выше необходимая сила тока и тем больше электрод. НЕКОТОРЫЕ ТИПЫ ЭЛЕКТРОДОВВ этом разделе кратко описаны четыре электрода, которые обычно используются для ремонтной и ремонтной сварки низкоуглеродистой стали. Есть много других электродов, доступных для сварки других видов металлов. Уточните у местного дилера сварочных материалов электрод, который следует использовать для свариваемого металла. E6010 Этот электрод используется для сварки во всех положениях с использованием DCRP. Он обеспечивает глубокий проникающий сварной шов и хорошо работает на грязных, ржавых или окрашенных металлах E6011 Этот электрод имеет те же характеристики, что и E6010, но может использоваться с переменным и постоянным током. E6013 Этот электрод можно использовать с переменным и постоянным током. Он позволяет получить сварной шов средней глубины с превосходным внешним видом сварного шва. E7018 Этот электрод известен как электрод с низким содержанием водорода и может использоваться с переменным или постоянным током. Есть надежда, что эта основная информация поможет сварщику-новичку или домашнему сварщику определить различные типы электродов и выбрать правильный для своих сварочных проектов. Written by Bruce Bauerlein |
 Покрытие на электроде имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средним проплавлением. (Обратите внимание, что этот электрод должен быть сухим. Если он намокнет, перед использованием его необходимо высушить в стержневой печи.)
Покрытие на электроде имеет низкое содержание влаги, что снижает попадание водорода в сварной шов. Электрод может производить сварные швы рентгеновского качества со средним проплавлением. (Обратите внимание, что этот электрод должен быть сухим. Если он намокнет, перед использованием его необходимо высушить в стержневой печи.)Stick Welder ARC — Интернет-магазин оборудования для электродной сварки — Аппараты для электродной сварки — MMA Inverter Technology
VECTOR WELDING® Аппараты для электродной сварки с лучшим соотношением цены и качества
VECTOR WELDING®9 WELDING® предлагает широкий ассортимент аппаратов для электродной сварки. В процессе сварки MMA , , также называемом сваркой STICK или MMA, используются покрытые электроды. В этом процессе сварки электроды одновременно являются держателем дуги и присадочным металлом. Благодаря новейшей технологии IGBT устройства VECTOR WELDING® обеспечивают оптимальную производительность, что делает наши устройства особенно долговечными.
В этом процессе сварки электроды одновременно являются держателем дуги и присадочным металлом. Благодаря новейшей технологии IGBT устройства VECTOR WELDING® обеспечивают оптимальную производительность, что делает наши устройства особенно долговечными.
Конечно, у вас есть выбор между устройствами с однофазным или трехфазным переменным током.
У нас вы получаете высококачественные сварочные аппараты электродов от нашей компании и, таким образом, напрямую от производителя. У нас есть разные модели для профессионального использования и домашнего использования. У нас вы найдете подходящий инвертор сварочный аппарат для самых разных областей применения и самого высокого качества. Наши электродные сварочные аппараты имеют практичные функции, облегчающие работу, и оснащены новейшими технологиями. 9Сварочное устройство 0115 E также можно использовать для соединения очень толстых материалов, а также выполнять работы на открытом воздухе.
При сварке электросварочным аппаратом дуга создается на электроде сварочного аппарата , который отвечает за плавление материала и применяемых штучных электродов . Вот почему его иногда называют аппаратом дуговой сварки . Покрытие сварочных электродов при плавлении выделяет газы, которые поддерживают стабильность дуги. Эти газы предотвращают окисление сварного шва и обеспечивают наилучшие результаты с минимальным образованием пузырей. Шлак также образуется и ложится поверх сварного шва, что также дает лучшие результаты.
Аппараты для электродной сварки могут работать с различными сварочными электродами . Имеются рутиловые или основные стержневые электроды . С помощью электродных стержней с рутиловым покрытием относительно легко получить чистый шов и получить хорошие результаты. Базовые сварочные электроды также могут выполнять сложные работы, например, если заготовка находится в перевернутом положении.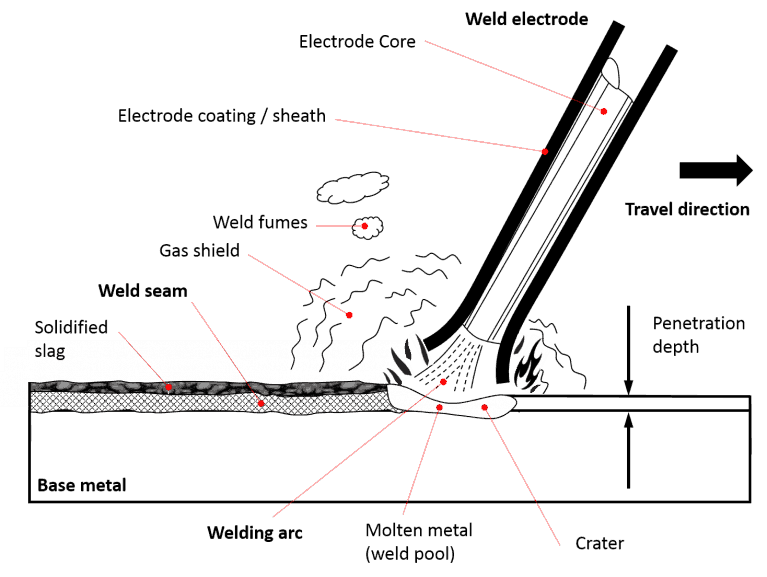
Электросварочные аппараты специально для сектора «сделай сам» часто используются. Электродный сварочный инвертор содержит трансформатор, окруженный портативным и легким корпусом для удобства использования. Устройства так популярны еще и потому, что они доступны по доступным ценам и для использования требуется только один источник питания. Электросварочные аппараты также можно использовать на открытом воздухе и получать отличные результаты даже в плохую погоду. Мощные устройства также могут работать с более толстыми листами и заготовками.
Качество нашего 9Аппараты для сварки электродом 0115 очень хороши и предназначены для требовательных приложений. Долгий срок службы и чистые результаты гарантируют, что вы будете наслаждаться нашими приборами долгое время. Мы рады проконсультировать вас, если вы хотите купить электродный сварочный аппарат или поддержать существующий сварочный аппарат E . Все машины эффективны и экономичны в использовании, а также обеспечивают высочайший уровень комфорта благодаря умным и простым в использовании функциям.
Все машины эффективны и экономичны в использовании, а также обеспечивают высочайший уровень комфорта благодаря умным и простым в использовании функциям.
Аппараты для электродной сварки — высококачественные и эффективные
Если вы ищете электродный сварочный аппарат, вам следует купить высококачественный и надежный аппарат. В компании VECTOR WELDING вы получаете качественные аппараты для сварки электродами напрямую от производителя. Мы предлагаем вам различные модели для домашнего и профессионального использования. У нас вы найдете подходящий инверторный сварочный аппарат высокого качества для различных областей применения.
Наши устройства оснащены новейшими технологиями и характеризуются практичными функциями, облегчающими работу. 9Электродные сварочные аппараты 0115 позволяют сваривать очень толстые материалы. Кроме того, работа может проходить и на открытом воздухе. Ниже вы можете узнать больше о наших устройствах и преимуществах, которые они предлагают.
Аппарат для электродной сварки – преимущества и области применения
Аппараты для электродной сварки в основном используются в секторе «сделай сам». В инверторе электродной сварки есть трансформатор, окруженный легким переносным корпусом. Это способствует комфортному использованию. Электродный сварочный аппарат выгоден тем, что уже доступен по низкой цене. Кроме того, для использования требуется только один источник питания. Наши устройства можно использовать на открытом воздухе в любую погоду и показывать отличные результаты.
Наши мощные продукты могут работать с более толстыми заготовками и листовым металлом. Наши устройства для электродной сварки отличаются высоким качеством и подходят для применения в сложных условиях. Устройства спроектированы таким образом, что гарантируют чистые результаты и длительный срок службы. Это означает, что вы можете положиться на наши устройства и наслаждаться нашими продуктами в течение длительного времени. Мы будем рады проконсультировать вас по нашему сварочному оборудованию перед покупкой и предложить помощь с существующим оборудованием. Предлагаемые нами устройства являются энергосберегающими и эффективными в использовании. Кроме того, они обеспечивают высокий уровень комфорта благодаря простоте использования и умным функциям.
Мы будем рады проконсультировать вас по нашему сварочному оборудованию перед покупкой и предложить помощь с существующим оборудованием. Предлагаемые нами устройства являются энергосберегающими и эффективными в использовании. Кроме того, они обеспечивают высокий уровень комфорта благодаря простоте использования и умным функциям.
Электродные сварочные аппараты — функция
При сварке электродным сварочным аппаратом на электроде сварочного аппарата создается дуга. Это приводит к плавлению материала и используемых стержневых электродов. Из-за этого его иногда называют дуговым сварочным аппаратом. Оболочка сварочного электрода во время работы выделяет газы, которые поддерживают стабильность дуги. Окисление сварного шва предотвращается с помощью газов. Кроме того, они обеспечивают наилучшие результаты практически без образования пузырей. Кроме того, образуется шлак, который лежит поверх сварного шва. Это даст лучшие результаты.
Устройство для электродной сварки может работать с различными сварочными электродами. Существуют основные или рутиловые стержневые электроды. Основные сварочные электроды способны выполнять сложные работы. Это тот случай, когда заготовка находится в перевернутом положении. Используя рутиловые электродные стержни, вы можете относительно легко создать чистый шов и добиться хороших результатов.
Существуют основные или рутиловые стержневые электроды. Основные сварочные электроды способны выполнять сложные работы. Это тот случай, когда заготовка находится в перевернутом положении. Используя рутиловые электродные стержни, вы можете относительно легко создать чистый шов и добиться хороших результатов.
Высококачественное сварочное оборудование
Наши сварочные аппараты подходят для безопасного и тяжелого использования при сборке и строительстве. Профессиональные тренажеры ММА эластичны и имеют металлический корпус. Сварочный электрод воспламеняется даже на генераторе или на длинных силовых кабелях. Наши устройства имеют инверторную технологию мягкого переключения с цифровым управлением. Они обеспечивают стабильную дугу, а также обеспечивают беспроблемную сварку специальными электродами.
Устройства были специально разработаны для целлюлозных электродов. Они на 100% безопасны для вертикальных сварных швов и гарантируют профессиональные сварочные характеристики. Наши устройства мощные и имеют высокий коэффициент использования 60 процентов при 200 А, что является частью международного стандарта. Следующие два электродных сварочных аппарата доступны в нашем интернет-магазине: цифровой профессиональный сварочный аппарат Vector DC E161 Inverter Lift и цифровой профессиональный сварочный аппарат Vector DC E201 инвертор. Продукты, которые мы предлагаем, недавно разработаны и оснащены новейшими силовыми электронными технологиями. Это позволяет нам повысить надежность и удовлетворенность клиентов. Устройства сертифицированы CE и имеют трехлетнюю гарантию на детали. Гарантия на трансформатор пять лет.
Наши устройства мощные и имеют высокий коэффициент использования 60 процентов при 200 А, что является частью международного стандарта. Следующие два электродных сварочных аппарата доступны в нашем интернет-магазине: цифровой профессиональный сварочный аппарат Vector DC E161 Inverter Lift и цифровой профессиональный сварочный аппарат Vector DC E201 инвертор. Продукты, которые мы предлагаем, недавно разработаны и оснащены новейшими силовыми электронными технологиями. Это позволяет нам повысить надежность и удовлетворенность клиентов. Устройства сертифицированы CE и имеют трехлетнюю гарантию на детали. Гарантия на трансформатор пять лет.
↑
Процесс сварки MMA «Stick»
Дата: 28-02-2022
Академия Weldclass
Что такое сварка ММА?
Аббревиатура MMA (или MMAW) расшифровывается как ручная дуговая сварка металлическим электродом. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
«Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
Процесс MMA включает в себя прикосновение к электроду во время работы, чтобы зажечь дугу. Электрод удерживается в электрододержателе и должен постоянно заменяться по мере его износа. Электрод состоит из металлического сердечника, представляющего собой присадочный металл, покрытого флюсовым покрытием, которое защищает сварной шов и предотвращает его окисление. Во время сварки флюс превращается в шлак, покрывающий сварной шов, который откалывается после образования шва.
Каковы преимущества сварки электродами ММА?
Сварка ММА имеет ряд преимуществ по сравнению с альтернативными способами сварки. Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Благодаря инверторной технологии ММА также является портативным процессом и часто используется для работы на стройплощадке и в полевых условиях.
Кроме того, сварка MMA, как правило, более «щадящая», чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки сварки электродами ММА?
Сварка тонких материалов без сквозного продувки может быть сложной задачей в процессе ММА. Это проще сделать с помощью инверторных сварочных аппаратов, таких как серия Weldforce от Weldclass, потому что дуга настолько стабильна, а мощность можно очень точно регулировать.
Сварка MMA/Stick медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки шлака. По этой причине MIG является более популярным выбором для производственных работ.
Какова правильная полярность при сварке MMA/дуговой сваркой?
Полярность относится к направлению тока при сварке.
Некоторые типы и марки электродов лучше всего работают при полярности DC+, другие лучше работают при полярности DC-, и многие электроды работают в любом направлении с очень небольшой разницей. Полярность обычно менее критична при сварке электродом.
DC+ (также известный как DCEP или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме
Это обычно приводит к более глубокому проплавлению сварного шва, с больше «тепла» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Провод заземления, подключенный к положительной (+) клемме
Как правило, это приводит к более высокой скорости осаждения (расплавлению), при этом больше «тепла» направляется на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и области применения.
Толщина материала в зависимости от размера электрода в зависимости от силы тока
Из-за большого количества переменных в любом конкретном приложении не существует единой формулы, говорящей: «для толщины X вам нужно X ампер». Факторы, влияющие на это;
Тип электрода/стержня
Тип сварного соединения: Угловое, стыковое, соединение со скосом или квадратом и т.д.
Положение сварки: Плоское, вертикальное, потолочное и т.д. стороны и т. д.
Требуемая прочность сварного соединения (от которой зависит, допустимо ли меньшее или большее проплавление)
И т. д.
Однако, вот примерное руководство по сварке низкоуглеродистой стали
Предположим:
Одностороннее стыковое соединение с проход сварки.
Использование электродов общего назначения (серия 6013) или электродов с низким содержанием водорода (серия 7016 и 7018).
Эмпирическое правило:
Для материала толщиной от 2 до 6 мм выберите размер (диаметр) сварочного электрода, который на один шаг меньше толщины материала.
Обычно вы можете использовать стержень диаметром до половины толщины основного металла с хорошими результатами. Если стержень меньше этого размера, вы все равно сможете его сварить, но проплавление может быть менее чем удовлетворительным.
Сталь | Рекомендуется | Ампер |
1-2 мм | 1,6–2,0 мм | 40-60А |
3-4 мм | 2,5/2,6 мм | 60-110А |
4–6 мм | 3,2 мм | 90-140А |
6–10 мм | 4,0 мм | 130-190А |
Другие статьи о MMA / сварке электродами
Что такое горячий старт, форсаж дуги и защита от прилипания?
Что такое напряжение разомкнутой цепи (OCV)?
Использование генераторов для сварщиков инверторов питания
Сварки сварки электродов
Преимущества электродов с двумя покрытиями
Почему вы никогда не получите хорошего сварка с плохим зажимом
9999999000 All All All All All All All All All All All All All All All All All All All.
