Как выбрать электроды для сварки инвертором: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Выбор тока для сварки электродами
Многим людям кажется, что подобрать качественные электроды, хороший сварочный инвертор и больше ничего не нужно для успешного сваривания. Однако эти люди в чем-то правы, а в чем-то и нет. Для успешного сваривания также необходимо подобрать нужный ток. От чего он зависит? Он зависит от толщины металла, диаметра электрода и материала, из которого изготовлен электрод. Как узнать такие параметры? – это не является тайной, и Вы можете без проблем это прочитать далее в статье.
Для начала Вам нужно определить, какой сварочный ток использовать: постоянный или переменный. При сварке постоянным током прямой полярности глубина приваривания снижается на 40 – 50%, а при сваривании переменным током, провар уменьшается на 15 – 20%.
После того как Вы определитесь с полярностью тока, Вам нужно подобрать ток для используемого диаметра электрода. Для каждого диаметра электродов есть и свой ток. Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
Вот все основные диаметры электродов и ток, который нужен для должного сваривания:
- 1,6 миллиметра – 35 – 60 Ампер;
- 2,0 миллиметра – 30 – 80 Ампер;
- 2,5 миллиметра – 50 – 110 Ампер;
- 3,0 миллиметра – 70 – 130 Ампер;
- 3,2 миллиметра – 80 – 140 Ампер;
- 4,0 миллиметра – 110 – 170 Ампер;
- 5,0 миллиметра – 150 – 220 Ампер;
Исключением являются случаи, когда необходимо нужно сваривать тонкий металл. При сваривании тонкого металла (до 3 миллиметров) нужно использовать электроды толщиной 2 -2,5 при этом используя ток 30 – 70 Ампер.
Также для каждого диаметра электродов есть и своя толщина свариваемого металла:
- 2 – 3 миллиметра толщина металла: 1,6; 2,0 – толщина электрода;
- 3 – 5 миллиметра толщина металла: 2,0; 2,5; 3,0; 3,2; 4,0 – толщина электрода;
- 5 – 8 миллиметров толщина металла: 3,0; 3,2; 4,0; 5,0 – толщина электрода;
Теперь, Вы, зная ток, толщину электрода и толщину металла можете приступать к свариванию. Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор.
Однако для хорошего и качественного сваривания Вам необходимо иметь надежный и недорогой сварочный инвертор.
Безусловно, лидерами продаж являются сварочные инверторы «Темп», но среди них не нужно выбирать для себя самый дешевый. Лучше всего покупать инвертор «Темп ИСА 200» или «Темп ИСА 180». Чем они отличаются от других сварочных аппаратов? Они отличаются тем, что имеют все, что нужно для качественного сварочного аппарата: долговечность, приемлемая цена, тянет электроды диаметром от 1,6 до 5,0.
Эти качества должны побудить Вас сделать правильный выбор.
Теперь у нас остался один вопрос: где все это недорого купить? Сделать удачную покупку Вы можете у наших заводов-изготовителей, которые держат качество продукции на высоте уже долгое время. Наши заводы занимаются продажей только качественных сварочных материалов, поэтому для того чтобы начинать сварочные работы Вам нужно всего лишь сделать заказ всего, что Вам нужно и начинать сварочные работы.
Несмотря на кризис или другие неполадки, наши заводы стараются держать цены как можно ниже, чтобы любой желающий человек мог купить качественный сварочный материал по доступной цене. Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Помните: покупая только качественные товары у нас, Вы сможете без проблем провести все необходимые сварочные работы по низким ценам!
Расшифровка электродов
Лэз-4 для наплавки
Электроды lb52u
Сила тока при сварке
Вакуумные масла
Вакуумные смазки
Смазочное оборудование
Насосы для AdBlue
Сварочное оборудование
Сварочные генераторы
Генератор сварочный относится к многофункциональным устройствам, преобразующим энергию вращения якоря в постоянный ток. Эту энергию можно направить на сварочные работы, а можно просто использовать сварочный генератор в качестве источника питания.
Подробнее…
Сила тока при сварке
Сила тока при сварке зависит от диаметра электрода и толщины свариваемого изделия. Тем не менее, при регулировке тока сварки, в зависимости от применяемого электрода, можно использовать и упрощённый принцип: 1 миллиметр диаметра электрода умножаем на 35 ÷ 40 А сварочного тока. ..
..
Подробнее…
Класс защиты по IP
У всех сварочных аппаратов в технической документации указан класс защиты, например IP21. И, естественно, возникает вопрос, а что это за класс защиты такой и от чего он, собственно, защищает? Класс защиты по IP — это класс защиты электрооборудования от внешних факторов по стандарту IEC-952.
Подробнее…
Выбираем инвертор
Многих начинающих сварщиков занимает вопрос о том, как выбрать инверторный сварочный аппарат. Какой сварочный аппарат выбрать для дома. В этом нехитром деле имеет смысл обратить внимание на соотношение цены и качества, а не просто хвататься за то, что дешевле. При выборе сварочного инвертора учтите следующее…
Подробнее…
- Подробности
- Категория: Сварка (материалы)
Сварочный ток выбираем в зависимости от диаметра электрода. А выбор диаметра электрода во многом зависит от толщины свариваемого изделия.
| Диаметр электрода, мм | Сварочный ток, А |
| 1,6 | 35-60 |
| 2,0 | 30-80 |
| 2,5 | 50-110 |
| 3,0 | 70-130 |
| 3,2 | 80-140 |
| 4,0 | 110-170 |
| 5,0 | 150-220 |
Рекомендации для нижнего положения шва
| Толщина металла, мм | Диаметр электрода, мм |
| 2 — 3 | 1,6; 2,0 |
| 3 — 5 | 2,0; 2,5; 3,0; 3,2; 4,0 |
| 5 — 8 | 3,0; 3,2; 4,0; 5,0 |
При подборе источника тока (сварочного инвертора), в зависимости от применяемого электрода, можно использовать упрощенную формулу: 1 мм диаметра электрода умножаем на 35 ÷ 40 А сварочного тока.
Пример: диаметр электрода 3 мм.
3 х (35…40) = 105…120 А, т.е. источник (сварочный инвертор) должен иметь максимальный ток не менее 120 А.
Важно: для сварки вертикальных и потолочных швов силу тока уменьшают на 10 — 20 %.
- < Назад
- Вперёд >
Руководство по сварочным электродам
Электрод представляет собой металлическую проволоку с покрытием. Как правило, он должен быть изготовлен из материалов, аналогичных по своей природе и составу свариваемому металлу, и существует множество факторов, которые влияют на выбор правильного электрода для вашего конкретного проекта.
В то время как дуговая сварка в среде защитного металла (SMAW) или «стержневые» электроды являются расходуемым материалом и становятся частью сварного шва, другие электроды, например, используемые при сварке TIG, являются неплавящимися, то есть они не плавятся и остаются отдельными от сварного шва , в этих обстоятельствах требуется использование сварочной проволоки.
Выбор правильного электрода имеет важное значение, когда речь идет о прочности сварного шва, качестве сварного шва, минимизации разбрызгивания и очистке.
Целлюлозные электроды
Целлюлозные электроды представляют собой сварочные электроды, покрытые оболочкой, содержащей органические материалы. Как правило, примерно 30% веса покрытия составляет целлюлоза, однако в некоторых странах мира в покрытие могут добавлять бумажную массу и древесный порошок, чтобы уменьшить количество чистой целлюлозы.
Различные органические соединения в электроде будут разлагаться в дуге с образованием двуокиси углерода, монооксида углерода и водорода, каждый из которых увеличивает напряжение внутри дуги, создавая более сильную и твердую дугу. Благодаря этому целлюлозный электрод может проникать до 70% глубже, чем совместимые электроды с теми же значениями тока.
Обычно производится с покрытием тонкой или средней толщины, хотя при этом образуется шлак, который можно очистить после завершения процесса сварки, что может привести к значительным потерям брызг. Тем не менее, благодаря покрытию, заполняющему зазоры, сварка в вертикальном положении и проплавляющие свойства этого типа электрода очень хорошие.
Тем не менее, благодаря покрытию, заполняющему зазоры, сварка в вертикальном положении и проплавляющие свойства этого типа электрода очень хорошие.
Основные характеристики целлюлозных электродов:
- Глубокое проникновение.
- Возможность сварки вертикально вниз.
- Вы можете сваривать металл с хорошими механическими свойствами.
- Разработанная сварочная ванна меньше.
Электроды с низким содержанием водорода
Электрод с низким содержанием водорода — это, по существу, расходный материал для дуговой сварки в среде защитного металла (SMAW), содержание влаги в котором составляет менее 0,6 %, по сравнению с более традиционным содержанием влаги 4–6 %, характерным для целлюлозы. электроды.
Как правило, электроды с низким содержанием водорода, такие как стержневые электроды E7018, обеспечивают пользователю низкий уровень разбрызгивания в сочетании с плавной, стабильной и тихой дугой. Эти особенности делают эти электроды отличным выбором для опытных сварщиков или новичков.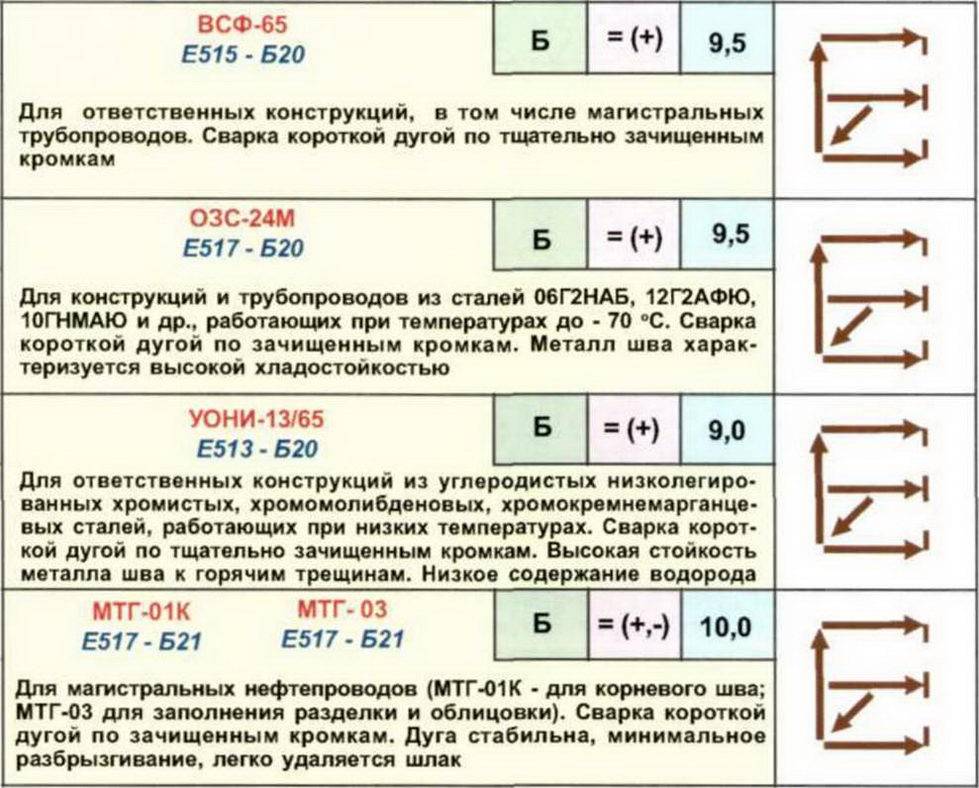 Характеристики этих электродов из присадочного металла обеспечивают сварщику хороший контроль дуги и сводят к минимуму необходимость очистки после сварки.
Характеристики этих электродов из присадочного металла обеспечивают сварщику хороший контроль дуги и сводят к минимуму необходимость очистки после сварки.
В отличие от других электродов, таких как E6010 или E6011, электроды с низким содержанием водорода обеспечивают превосходную скорость осаждения и проплавления, позволяя сварщику в любое время добавлять больше металла в соединение, тем самым повышая прочность сварного шва и одновременно избегая сварки. дефекты, например, несплавление.
Основные характеристики электродов с низким содержанием водорода:
- Хорошее проникновение.
- Хорошее отложение.
- Характеристики тихой дуги.
- Низкий уровень разбрызгивания.
- Хороший сплав.
Электроды из мягкой стали
Как правило, электроды из мягкой стали обеспечивают тихую и стабильную дугу с низким проплавлением, что делает их идеальными для перекрытия широких зазоров и для работы с тонкими пластинами. Однако существуют различные типы электродов из мягкой стали, каждый из которых имеет немного разные свойства, которые делают их более подходящими для различных применений.
Однако существуют различные типы электродов из мягкой стали, каждый из которых имеет немного разные свойства, которые делают их более подходящими для различных применений.
Например, марка 6013 представляет собой электрод общего назначения из мягкой стали, обеспечивающий глубокое проплавление при сохранении ровной и стабильной дуги. Дуга этого электрода легко регенерируется, имеет красивый внешний вид валика и малое разбрызгивание в сочетании с легким контролем образования шлака при сварке вертикально вниз.
Последний электрод из низкоуглеродистой стали, который мы рассмотрим, это 6011. Этот универсальный и глубоко проникающий электрод дает вам ровную и стабильную дугу, используемую для сварки мягких сталей с гальваническим покрытием и некоторых других низколегированных сталей. Его покрытие создает мощную и глубоко проникающую дугу, а слой шлака тонкий и легко удаляется.
Электроды из нержавеющей стали
Как и в случае с другими электродами, которые мы видели выше, электроды из нержавеющей стали снова имеют множество вариаций, каждая из которых немного отличается от предыдущей,
Здесь мы рассмотрим 3 разных класса.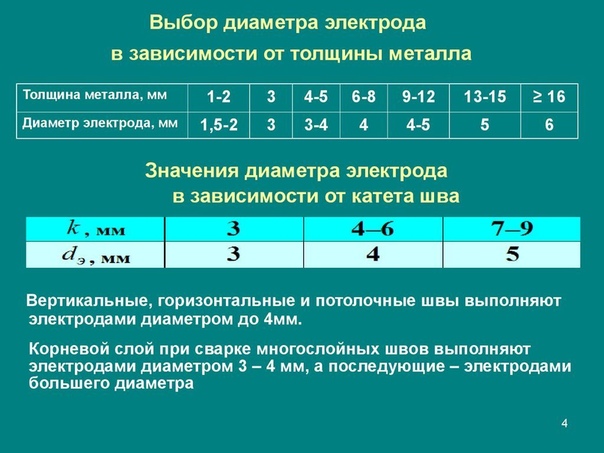 сварочных электродов из нержавеющей стали, 308, 309 и 316, и когда их следует использовать.
сварочных электродов из нержавеющей стали, 308, 309 и 316, и когда их следует использовать.
Если вы работаете с типами 301, 302, 304, 305 и литыми сплавами CF-3 и CF8, мы рекомендуем вам использовать 308L, включая сварочные электроды ER308LSi. Эти электроды из нержавеющей стали идеально подходят для работы с аустенитными нержавеющими сталями, но для таких применений, как электроэнергетика, мы рекомендуем электрод 308H, так как этот электрод с высоким содержанием углерода обеспечивает лучшее сопротивление ползучести при более высоких температурах.
При соединении низкоуглеродистой стали с нержавеющей сталью следует использовать 309L, включая ER309LSi. Это также справедливо при соединении различных нержавеющих сталей, например, 409 сама по себе или нержавеющей стали 304L. Кроме того, их следует использовать для соединения 309 неблагородных металлов.
При работе с основными металлами 316L и 316 и их литыми аналогами, CF-8m и CF-3M, в качестве присадочного металла следует использовать только 316L, включая ER317LSi.
Некоторые приложения 308L могут быть заменены на 309L в качестве присадочного металла, так как для них не требуется молибден, в отличие от приложений 316 или 316L, которые действительно нуждаются в молибдене, и поэтому вы не можете заменить 309 на 316.
Типичные области применения различных электродов из нержавеющей стали включают:
- Сильфоны.
- Теплообменники.
- Части печи.
- Компенсаторы.
- Выпускные коллекторы самолетов.
- Трубка нагревательного элемента.
- Сварка тканого экрана для высокотемпературной обработки полезных ископаемых.
Электроды для ремонта и обслуживания
Как мы видели выше, существует широкий выбор электродов. Каждый из них имеет немного разные свойства и, следовательно, немного другую и уникальную функцию. При выполнении любых работ по ремонту и техническому обслуживанию вы должны убедиться, что используемый вами электрод обладает требуемыми свойствами.
Сначала определите, какой металл вы будете ремонтировать или обслуживать. Затем вы должны определить, нужны ли вам универсальные электроды или электроды с особыми характеристиками. После того, как вы соберете всю эту информацию, вы можете начать сварку, если вы этого не сделаете, и вы используете неправильный электрод, ваш сварной шов может либо выйти из строя, либо вы можете прожечь металл, с которым вы работаете.
Похожие материалы:
Факторы для выбора правильного стержневого электрода | Производство и металлообработка
Перейти к содержимому
Несмотря на то, что многие компании обратились к процессам сварки проволокой, чтобы ускорить производство и упростить обучение, сварка электродами по-прежнему занимает видное место в промышленности — монтаж металлоконструкций, строительство трубопроводов, небольшие производственные работы и операции по техническому обслуживанию/ремонту, и это лишь некоторые из них.
В некоторых случаях стержневые электроды, используемые в процессе, в большей степени соответствуют механическим и химическим свойствам материалов, используемых в данном приложении. В других ситуациях это вопрос спецификаций процедуры сварки или набора навыков доступной рабочей силы. Кроме того, поскольку процесс дуговой сварки отличается высокой портативностью (не требует внешнего защитного газа), это хороший выбор, когда важным фактором является мобильность.
В других ситуациях это вопрос спецификаций процедуры сварки или набора навыков доступной рабочей силы. Кроме того, поскольку процесс дуговой сварки отличается высокой портативностью (не требует внешнего защитного газа), это хороший выбор, когда важным фактором является мобильность.
В основе дуговой сварки, как и любого другого процесса сварки, лежит присадочный металл. Стержневые электроды доступны в различных сплавах, водородных обозначениях и диаметрах. Знание надлежащего продукта для применения является ключом к получению стабильного качества сварки и предотвращению простоев для доработки.
ОЦЕНКА ОСНОВНОГО МАТЕРИАЛА
Целью выбора стержневого электрода является определение того, какой из них обеспечивает наилучшие свойства для данного применения. Наплавленный металл шва должен максимально соответствовать свойствам основного материала и иметь примерно такой же состав и физические свойства. С этой целью очень важно определить прочностные свойства и химический состав основного материала, прежде чем делать выбор.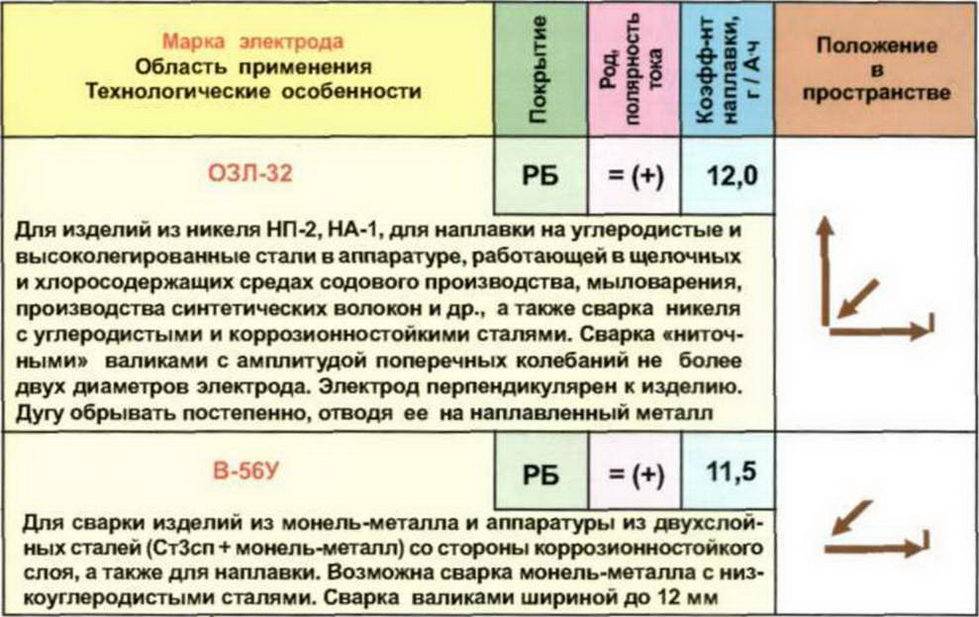
Брюс Морретт обсуждает присадочные металлы, включая трубчатую проволоку, сплошную проволоку и стержневые электроды, представленные на выставке FABTECH 2011 в Чикаго. Он также делится новостями об алюминиевых проводах MAXAL.
В некоторых случаях, особенно при техническом обслуживании/ремонте, основной материал может быть неизвестен. Примите во внимание следующие факторы, которые помогут в идентификации. Во-первых, определите, является ли основной материал магнитным, что указывает на то, что это углеродистая или легированная сталь. Если основной металл не является магнитным, то материалом, скорее всего, является марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Далее, если основной материал неизвестен, может быть полезно использовать «тест касания» шлифовального станка, чтобы идентифицировать его. Большее количество искр, когда шлифовальный станок касается материала, указывает на более высокое содержание углерода, например, связанное со сталью марки A36.
Большее количество искр, когда шлифовальный станок касается материала, указывает на более высокое содержание углерода, например, связанное со сталью марки A36.
Наконец, определите, «вгрызается» ли долото в основной металл или отскакивает от него. Долото вгрызается в более мягкий металл, такой как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хром-молибден или чугун. В совокупности эти тесты могут дать хорошее представление о имеющемся основном материале и помочь упростить выбор стержневых электродов.
СООТВЕТСТВИЕ ПРОЧНОСТИ НА РАСТЯЖЕНИЕ
Предотвращение растрескивания или других неоднородностей сварного шва имеет решающее значение в любом сварочном процессе и может быть достигнуто за счет надлежащего подбора прочности на растяжение основного материала и присадочного металла. Прочность стержневого электрода на растяжение можно определить по первым двум цифрам классификации Американского общества сварщиков (AWS), напечатанной сбоку.
Например, число «60» на электроде AWS E6011 указывает на то, что присадочный металл образует наплавленный валик с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм и, как следствие, будет хорошо работать со сталью с аналогичной прочностью на растяжение.
СВАРОЧНЫЙ ТОК
Некоторые стержневые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Важно, чтобы стержневой электрод соответствовал доступному источнику питания, чтобы получить наилучшие результаты.
Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия, совместимый с данным сварочным током.
Например, стержневой электрод, оканчивающийся на «0», имеет натриевое покрытие с высоким содержанием целлюлозы, что делает его пригодным для сварки DCEP (электрод с положительным электродом), тогда как электрод, оканчивающийся на «8», имеет порошковое покрытие с низким содержанием водорода, калия и железа и может использоваться для DCEP, DCEN (отрицательный электрод) и сварки переменным током.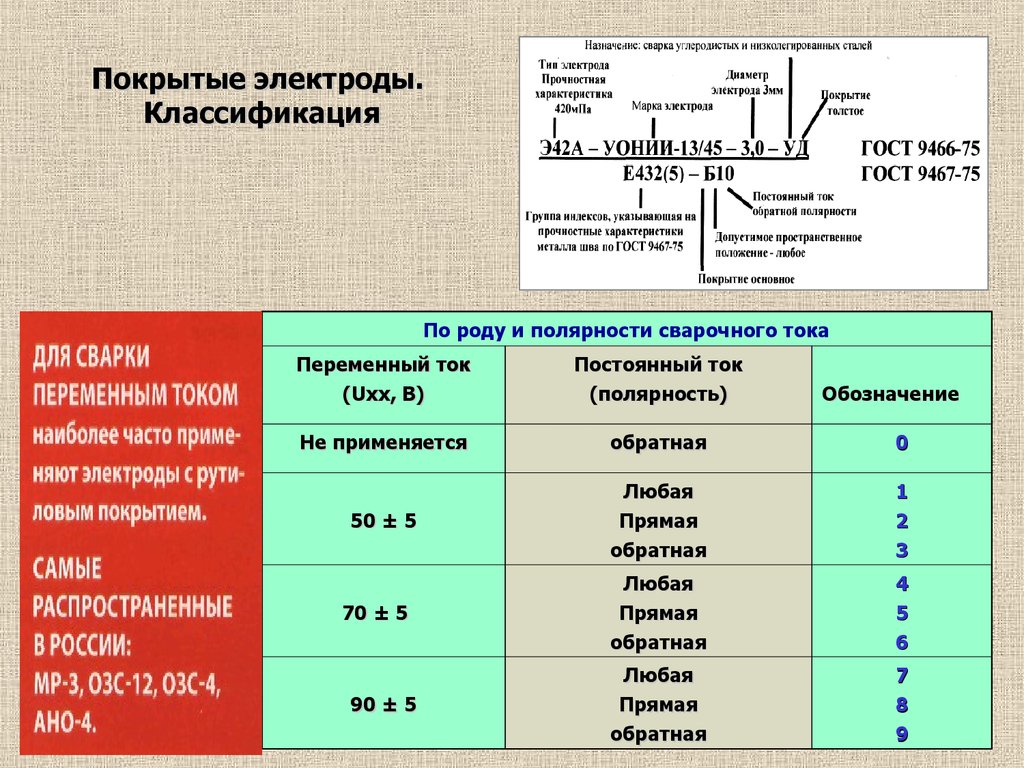 См. рис. 1 в качестве дополнительной справки по покрытиям штучных электродов и сварочным токам.
См. рис. 1 в качестве дополнительной справки по покрытиям штучных электродов и сварочным токам.
Тип тока также влияет на профиль проплавления полученного сварного шва. Например, изделие, совместимое с DCEP, такое как штучный электрод AWS E6010, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «рыть» сквозь ржавчину, масло, краску и грязь.
И наоборот, продукт, совместимый с DCEN, например штучный электрод AW E6012, обеспечивает мягкое проплавление и хорошо работает при соединении двух соединений или при сварке на более высоких скоростях. Это также хороший выбор для сильноточных угловых сварных швов, выполняемых в горизонтальном положении. Стержневой электрод, совместимый с переменным током, такой как AWS E6013, создает мягкую дугу со средним проплавлением и может использоваться для сварки чистого нового листового металла.
ТОЛЩИНА И СОСТОЯНИЕ ОСНОВНОГО МЕТАЛЛА
Толщина или тонкость основного материала также влияет на процесс выбора стержневого электрода.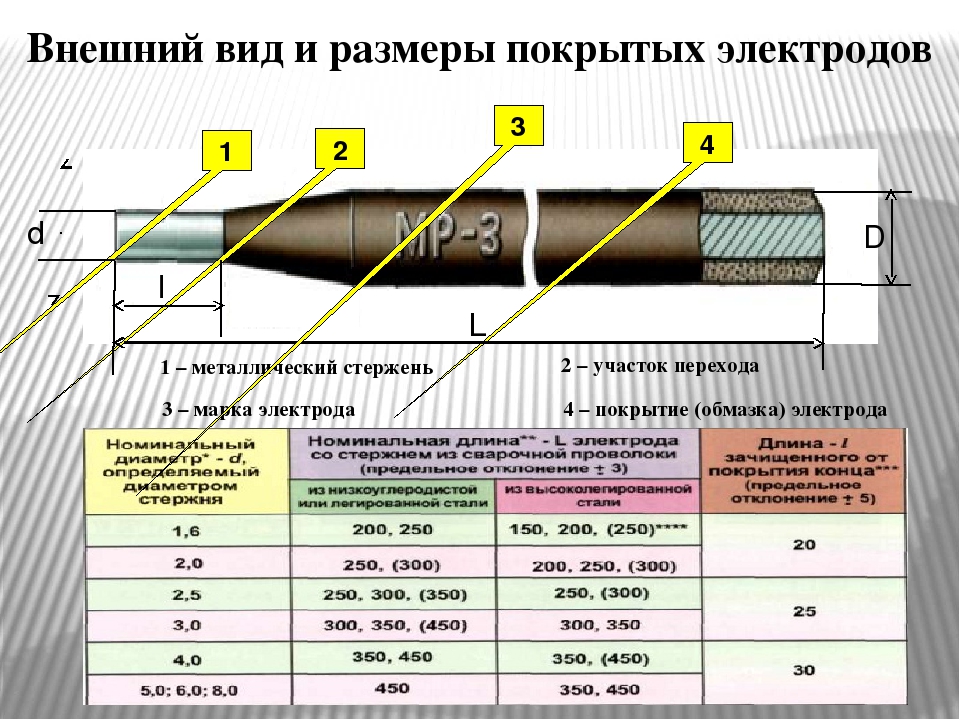 Стержневой электрод с максимальной пластичностью и низким содержанием водорода является особенно хорошим выбором для предотвращения растрескивания на более толстых основных материалах.
Стержневой электрод с максимальной пластичностью и низким содержанием водорода является особенно хорошим выбором для предотвращения растрескивания на более толстых основных материалах.
Например, стержневые электроды с классификационными номерами AWS, оканчивающимися на 15, 16 или 18, обладают превосходными свойствами, способными выдерживать остаточное напряжение, которое может накапливаться в сварных швах толстых профилей.
Для тонких материалов важно выбрать стержневой электрод, обеспечивающий мягкую дугу. AWS E6013 — хороший выбор для предотвращения прогорания или искажения. Стержневые электроды меньшего диаметра также являются хорошим вариантом для сварки более тонких материалов, поскольку они обеспечивают неглубокое проплавление, помогая предотвратить аналогичные проблемы.
Помимо выбора стержневого электрода на основе толщины или тонкости материала, важно оценить конструкцию и посадку соединения. Например, при работе с соединением с плотной посадкой или соединением без фаски лучшим выбором для обеспечения полного сплавления являются стержневые электроды, обеспечивающие хорошее проплавление — продукт AWS E6010 или E6011.
И хотя всегда рекомендуется удалять прокатную окалину, ржавчину, влагу, краску и жир с основного материала перед сваркой — чистые основные материалы помогают предотвратить пористость и увеличить скорость перемещения — если это невозможно, дуги, создаваемые AWS E6010 или E6011 стержневые электроды также способны прорезать такие загрязнения.
Стержневой электрод, такой как AWS E6012, подходит для сварки материалов с широким корневым отверстием, так как этот продукт создает вогнутую поверхность сварного шва, подходящую для перекрытия зазоров и выполнения сварных швов с разделкой кромок.
ПОЛОЖЕНИЕ СВАРКИ
В идеале все сварные швы можно было бы выполнять в плоском положении сварки; это самый простой способ получить контроль над сварочной ванной и добиться наилучшего качества сварки. Однако, поскольку это не так, очень важно выбрать стержневой электрод, который может приспосабливаться к положению сварного шва.
Чтобы определить, для какой позиции (позиций) подходит конкретный электрод, обратитесь к третьей цифре в классификации AWS.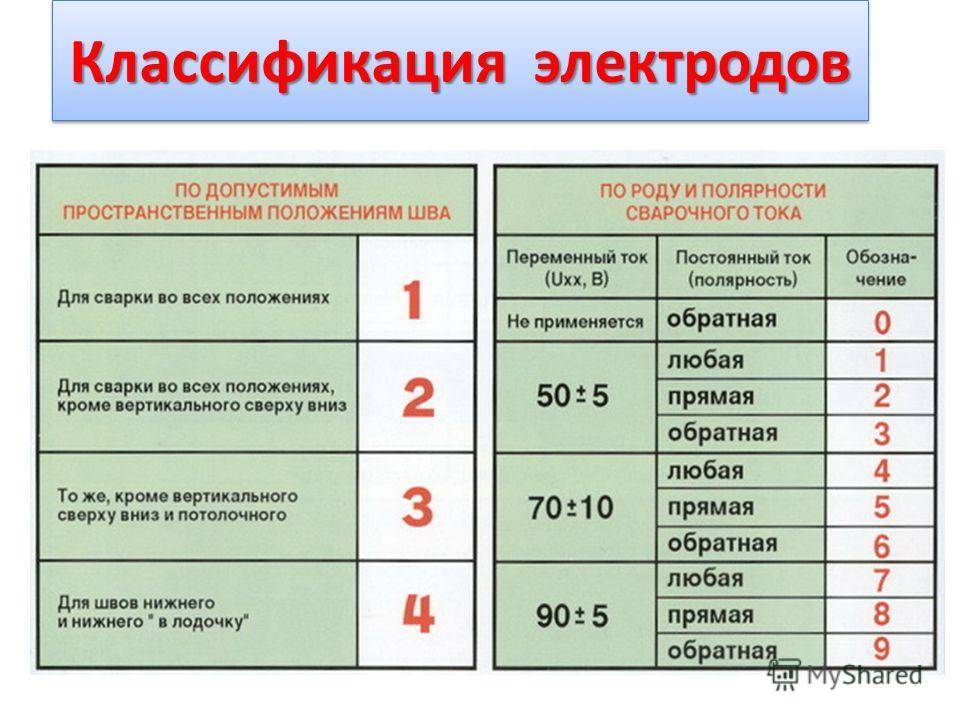 Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
Эти стержневые электроды с цифрой «1» можно использовать для сварки в плоском, горизонтальном, вертикальном и потолочном положениях. Те, у которых есть «2», могут использоваться только для плоской и горизонтальной сварки.
ЗНАТЬ ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ И УСЛОВИЯ ЭКСПЛУАТАЦИИ
Перед тем, как сделать выбор электрода, обязательно оцените условия, с которыми свариваемая деталь будет сталкиваться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур или подвергаться повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью может помочь снизить вероятность растрескивания сварного шва. Кроме того, обязательно проверяйте технические характеристики сварки при работе с критическими приложениями, такими как сосуды под давлением или изготовление котлов.
В большинстве случаев эти сварочные спецификации требуют использования определенных типов электродов, которые могут выдерживать повышенные температуры в течение более длительных периодов времени и/или предотвращать коррозионную стойкость.
