Как выбрать шлифовальный круг: Как выбрать шлифовальный круг: полезные советы
Содержание
Как правильно выбрать шлифовальный круг
Понимание принципов работы шлифовального круга поможет вам в правильном выборе инструмента для ваших шлифовальных операций.
Джо Салливан, Компания NORTON.
Шлифовальный круг это, прежде всего режущий инструмент. Это абразивный режущий инструмент.
В шлифовальном круге абразив выполняет ту же функцию, что и зубья в пиле. Но в отличие от пилы, которая имеет зубья только по краям, шлифовальный круг содержит абразивные зерна, распределенные по всему инструменту. Тысячи твердых и крепких частиц, воздействуя на деталь, удаляют материал в виде мелких стружек.
Поставщики абразивов предлагают широкий выбор продукции для широкого поля применения в металлообработке. Неправильный выбор инструмента может стоить рабочего времени и денег. Данная статья представляет основные принципы выбора наилучшего шлифовального круга для работы.
Абразив. Зерно.
Шлифовальные круги и прочие абразивы в связке (bonded abrasives) состоят из двух основных компонентов — шлифовального зерна, которое собственно режет и связки, которая скрепляет зерна между собой и удерживает их во время резания. Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Процент зерна, связки и свободного пространства в круге определяет структуру круга.
Абразивные частицы, используемые в круге выбираются на основании того, как они будут взаимодействовать с обрабатываемым материалом. Идеальный абразив обладает способностью оставаться острым с минимальным числом затупившихся кромок. Когда затупление начинается, абразив скалывается, обнажая свежие режущие вершины.
Каждый тип абразива уникален и отличается от другого твердостью, крепостью, стойкостью к скалыванию и сопротивлением на удар.
Оксид алюминия (aluminium oxide) — наиболее распространенный абразив, используемый в шлифовальных кругах. Это абразив, выбираемый обычно для шлифования углеродистой стали и сплавов, быстрорежущей стали, отожженного ковкого чугуна, изделий из кованного железа, бронзы и подобных материалов. Существует много различных видов абразивов из оксида алюминия, каждый из которых специально изготовлен и подобран для соответствующего вида работ по шлифованию. Каждый тип абразивов обозначается по-своему. Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Обозначение обычно состоит из комбинации букв и цифр, которая варируется в зависимости от производителя.
Циркониевый оксид алюминия (zirconia alumina) — другое семейство абразивов, произведенных из различного сочетания оксида алюминия и оксида циркония. Сплав материалов дает крепкий, стойкий абразив, который отлично применяется в грубой шлифовальной обработке, например, отрезке широкого диапазона сталей и сплавов. Как и оксид алюминия, циркониевый оксид алюминия имеет несколько разновидностей на выбор.
Карбид кремния (silicon carbide) — абразив, используемый в шлифовании серого чугуна, отбеленного чугуна, латуни, мягкой бронзы и алюминия, а так же, камня, резины и других неметаллических материалов.
Керамический оксид алюминия (ceramic aluminium oxide) — новейшее важное достижение в абразивах. Это высокочистое зерно, изготовленное в процессе гель-спекания. В результате получился абразив, обладающий способностью к скалыванию в необходимом количестве на микро уровне, постоянно создавая тысячи новых режущих вершин. Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Данный абразив исключительно крепок и тверд. Он используется главным образом для прецизионного шлифования труднообрабатываемых сталей и сплавов. Абразив смешивается в различных пропорциях с другими материалами для достижения оптимальной производительности в обработке различных деталей.
Коль скоро знакомство с зерном состоялось, следующий вопрос относится к размеру зерна. Каждый шлифовальный круг имеет число, обозначающее эту характеристику. Размер зерна — это индивидуальный размер частицы в круге. Он соответствует количеству линейно расположенных отверстий на одном дюйме сита, используемого для окончательного рассева зерна. Другими словами, большие числа означают меньшее количество отверстий на сите, через которое проходит зерно. Меньшие числа (такие как 10, 16, или 24) означают круг с грубым зерном. Чем грубее зерно — тем больше размер удаляемого материала. Грубые зерна используются для быстрого и объемного съема материала, где окончательная обработка не столь важна. Большие числа (такие как 70, 100 или 180) относятся к кругам из тонкого зерна. Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Они подходят для тонкой окончательной обработки, для небольшой площади контакта, и для использования на твердых и хрупких материалах.
Выбираем связку.
Что бы абразив в круге резал с наибольшей эффективностью, круг должен содержать подходящую связку. Связка — это материал, котрый удерживает абразивные зерна вместе, так что бы они могли эффективно резать. Связка должна изнашиваться по мере изнашивания и вырывания абразивных зерен из круга для открывания новых режущих точек.
Существует три основных типа связок, используемых в обычных шлифовальных кругах. Каждый тип дает различные характеристики кругов для шлифования. Выбор типа связки основывается на таких факторах, как рабочая скорость круга, вид шлифовальной обработки, точность обработки и обрабатываемый материал.
Большинство шлифовальных кругов изготавливается на стекловидных связках (vitrified bonds), которые состоят из смеси тщательно подобранных глин. При большой температуре, вырабатываемой печами, в которых изготавливаются круги, глины и абразивное зерно сплавляются в состояние плавленного стекла. По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
По мере охлаждения, стекло формирует связь, скрепляющую каждое зерно с соседними и удерживающую зерна во время шлифования.
Шлифовальные круги на стекловидной связке очень жестки, прочны и пористы. Они обеспечивают съем материала в широком диапозоне с требуемой точностью. Они не подвержены повреждениям со стороны воды, кислот, масел и температурных изменений.
Стекловидная связка является очень твердой, но в то же время хрупкой как стекло. Она может разрушаться под действием давления при шлифовании.
Некоторые связки производятся из органических веществ. Эти связки размягчаются под действием тепла, выделяемого при шлифовании. Основным типом органической связки является смолянистая связка (resinoid bond), которая производится из синтетической смолы. Круги на смолянистой связке более всего подходят для операций, где требуется быстрый и грубый съем материала, но так же и для более тонкой обработки. Они созданы для работы на высокой скорости и часто используются в мастерских, литейных, для обработки железных чушек, а так же для заточки и гуммирования пил.
Другой тип органической связки — это резина (rubber). Круги, изготовленные на резиновой связке обоспечивают гладкое шлифование. Резиновая связка используется в кругах, применяемых там, где требуется высокое качество окончательной обработки, например, при шлифовании канавок роликовых и шариковых подшипников. Она так же часто используется в отрезных кругах в обработке, где появление заусенцев и прижог должны быть сведены к минимуму.
Твердость связки обозначается в степени твердости шлифовального круга. Говорится, что связка имеет твердую степень если скрепление абразивных зерен очень сильное, которое отлично удерживает зерна от вырывания под действием сил при шлифовании. Говорится, что связка имеет мягкую степень если достаточно небольшого усилия для вырывания зерен из круга. Это весьма относительная характеристика связки, определяющая ее степень или твердость.
Более твердые круги используются при длительном применении, для работ на станках с приводом большой мощности, и для работ с небольшой или узкой площадью контакта.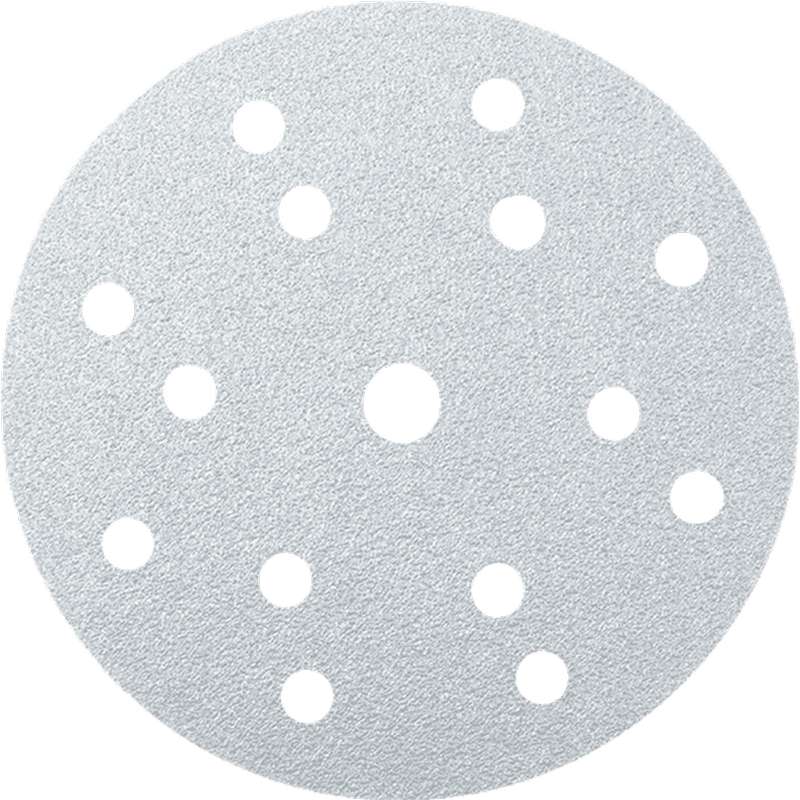 Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Более мягкие круги используются для быстрого, грубого съема материала, для работ с большой площадью контакта, и для обработки твердых материалов, таких как инструментальная сталь и углеродистая сталь.
Формы круга.
Круг сам по себе может иметь различные формы. Изделие, которое прежде всего приходит на ум при мысли о шлифовальном круге — это прямой круг (straight wheel). Шлифовальная поверхность — часть инструмента, предназначенная для работы, находится на периферии прямого круга. Основной разновидностью прямой формы является круг с выемкой, называемый так из-за углубления в центре круга, предназначенного для фланца — детали крепления круга на шпинделе.
На некоторых кругах шлифовальная поверхность находится на боковой стороне круга. Такие круги обычно имеют названия своих форм, как цилиндрические круги, круги-чашки или круги-тарелки. Изготавливают так же секции и сегменты на различных связках, из которых формируют шлифовальные круги. Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Круги, у которых боковая сторона является шлифовальной поверхностью часто используются для заточки зубьев режущего инструмента или для обработки труднодоступных поверхностей.
Смонтированные круги (mounted wheels) — это небольшие шлифовальные круги специальных форм, таких как конусы или пробки, прочно смонтированные на стальной оправке. Используются в ручном инструменте и при внутреннем прецизионном шлифовании.
Собираем все вместе.
Множество факторов следует учесть выбирая подходящий круг для своей работы. Прежде всего — это обрабатываемый материал. Он определяет тип абразива, который вам будет нужен в вашем круге. Например : оксид алюминия или циркониевый оксид алюминия требуются для шлифования сталей и сплавов. Для шлифования литейного чугуна, цветных металлов, неметаллических материалов следует подобрать круг из карбида кремния.
Твердые, хрупкие материалы в основном требуют тонко зернистые и мягкие круги. Твердые материалы препятствуют проникновению абразивных зерен и способствуют их быстрому затуплению.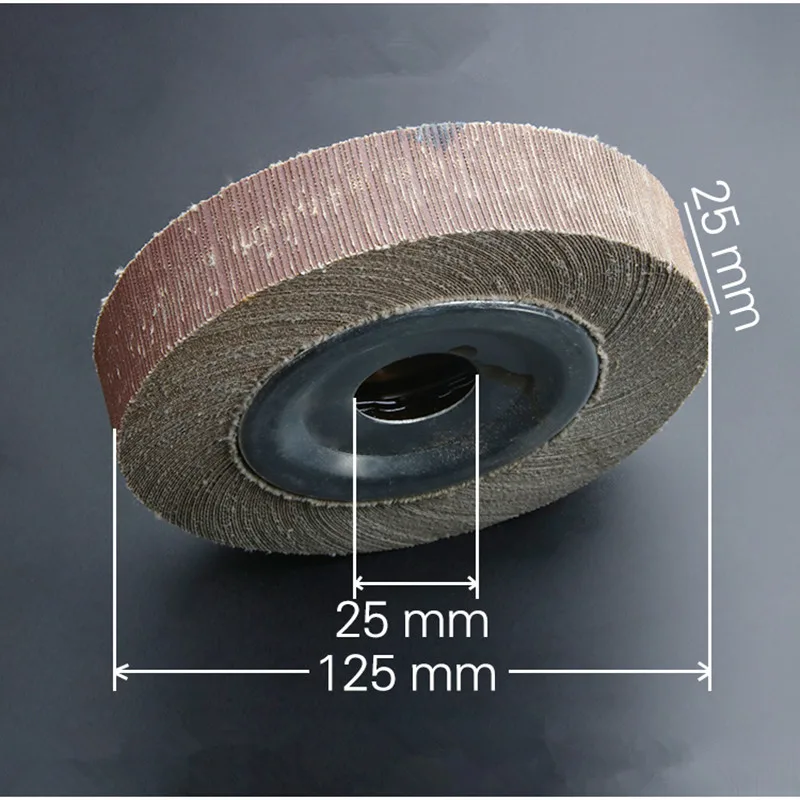 Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Поэтому, сочетание тонкого зерна и мягкой связки позволяет абразиву удаляться прочь по мере затупления, освобождая новые острые грани. С другой стороны, круги из грубого зерна на твердой связке подбираются для мягких, вязких и легко проникаемых материалов.
Следует так же учесть количество снимаемого материала. Более грубое зерно дает быстрое удаление большого количества материала, поскольку способно проникать глубже и срезать больше. Однако, если обрабатываемый материал является труднопроникаемым, мелкозернистый круг будет работать быстрее на той же операции за счет большего количества режущих вершин.
Круги на стекловидной связке производят быстрое резание. Смолянистая, резиновая связки или шеллак используются если следует снять меньшее количество материала и при более высоких требованиях к окончательной обработке.
Другой фактор, оказывающий влияние на выбор инструмента — это рабочая скорость круга. Обычно стекловидные круги используются на скорости не превышающей 6500 футов по периферии в минуту. При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
При большей скорости связка может разрушиться. Органические связки в основном применяются при скорости от 6500 до 9500 футов по периферии в минуту. Для работы на больших скоростях используются круги со специальным укреплением.
В любом случае, нельзя превышать скорости, отпечатанной на поверхности круга или эткетке.
Следующий фактор — площадь поверхности шлифования между кругом и обрабатываемой деталью. Для большей площади используются грубое зерно и мягкая связка, что облегчает процесс шлифования за счет проникновения воздуха и охлаждения места контакта и за счет меньшего давления на единицу площади. Меньшие площади требуют кругов из более мелкого зерна и с большей степенью твердости что бы выстоять под действием повышенного удельного давления.
Далее, следует учесть условия работы при шлифовании. Условия определяются давлением, действующим на круг и на обрабатываемую деталь. Некоторые абразивы специально разработаны для жестких условий работы при шлифовании сталей и сплавов.
Необходимо принять во внимание в т.ч. и мощность станка. В основном, более твердые круги используются на станках большей мощности. Если мощность привода меньше принятой для данного диаметра круга, то следует установить более мягкий круг ; если выше — поставьте более твердый круг.
Сохранение и подача в производство.
Шлифовальные круги должны подаваться, устанавливаться в станке и использоваться с достаточной мерой предосторожности и сохранности.
При складировании круги должны быть всегда защищены от ударов и сколов. Складские помещения не должны подвергаться большим перепадам температуры и влажности, наносящим вред связке некоторых видов кругов.
Сразу после распаковки круг должен быть внимательно изучен на предмет наличия повреждений после транспортировки. Пользованные круги при возвращении на склад так же должны быть внимательно проверены.
Переносятся круги осторожно во избежании падения и ударов, вызывающих появление трещин. Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Круги следует переносить, но не катить. Тяжелые круги подвозятся на тележках или погрузчиках, принимая при этом меры для предотвращения повреждений.
Стекловидные круги перед установкой подвергаются звуковому тесту по стандарту ANSI B7.1 «Нормы безопасности для использования, хранения и защиты шлифовальных кругов». Звуковой тест позволяет выявить наличие трещин в круге. Никогда не пользуйтесь поврежденным кругом !
Необходимо убедиться в том, что скорость вращения шпинделя не превышает максимально безопасной скорости шлифовального круга.
Посадочное отверстие круга должно совпадать с диаметром шпинделя ; круг должен садиться свободно, с небольшим натягом, но без больших усилий. Не пытайтесь подогнать посадочное отверстие. Используйте пару одинаковых, чистых фланцев, диаметром по меньшей мере одна треть от диаметра круга. Поверхность фланцев должна быть плоской, ровной, без выбоин и наростов грязи.
Не допускайте перетягивания гайки шпинделя. При установке направленного круга, следите что бы направление стрелки, изображенной на круге совпало с направлением вращения шпинделя.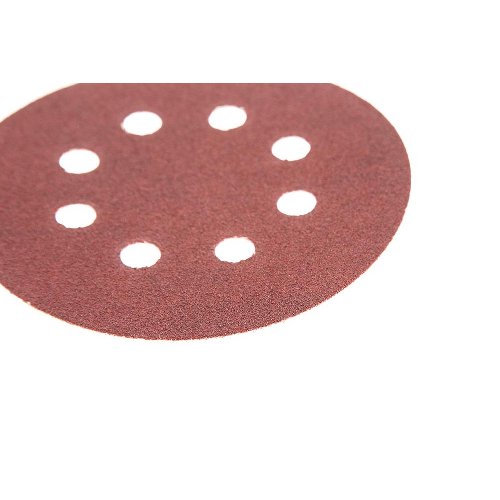
Перед запуском станка убедитесь, что защитные экраны станка все на месте и все крышки плотно прикрыты. Убедившись, что круг должным образом установлен, защитные экраны на месте, включите станок, отойдите в сторону и не менее минуты дайте ему поработать с рабочей скоростью вхолостую, после чего можно приступить к шлифованию.
Шлифуйте только периферией прямого круга. Шлифуйте только стороной цилиндрического, чашечного или сегментного круга. Совершайте соприкосновения плавно, исключая удары и долбление. Усилия не должны быть чрезмерными и не должны вызывать замедлений вращения, изменений звука мотора и перегрева. Следите за амперметром, — чрезмерные усилия вызвают повышение тока.
Если круг сломался во время работы, внимательно осмотрите станок — не повреждены ли защитные приспособления. Так же проверьте фланцы, шпиндель, крепежные гайки — не согнуты ли они, треснуты и т.п.
Анализ системы.
Шлифовальный круг — это один из компонентов инженерной системы, в которую входят : собственно круг, оборудование, обрабатываемая деталь и эксплуатационный фактор. Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Каждый фактор оказывает влияние на другие. Следовательно, пользователь, желающий оптимального исполнения своих шлифовальных операций выбирает круг, который более соответствует остальным составляющим процесса.
Выбор шлифовального круга — AknReal
Шлифовальный круг представляет собой расходный материал, применяемый для обработки поверхностей твёрдых материалов (металл, дерево, камень). Изделия отличаются формой, абразивными свойствами, особенностями применения и другими характеристиками. Изначально круг для шлифовки представлял собой диск с отверстием определённого диаметра в центре. Нынешние технологии позволяют изготавливать более совершенные конструкции: лепестковые, чашечные, конусообразные, цилиндрические абразивы. Все они по-прежнему относятся к шлифовальным кругам.
Какие круги бывают?
Прежде, чем купить шлифовальный круг, нужно разобраться с типом изделия. Характеристик для этого расходного материала достаточно много, начиная с размеров и формы частиц, и заканчивая цветом. Одним из важнейших параметров считается зернистость:
Одним из важнейших параметров считается зернистость:
- Крупнозернистые – применяют в станках высокой мощности. Используются для обдирочных работ;
- Средне- и мелкозернистые – подходят для УШМ. Подходят для высокоточной обработки профилей, закалённых сталей, окончательном шлифовании или заточки инструментов.
Структура диска для шлифовки
Определяется в процентном соотношении абразивных материалов к единице объёма круга. Чем выше показатель, тем плотнее его структура, и тем плотнее расположены зёрна. Диски делят на категории с цифровым обозначением:
- 1-4 – плотные, подходят для резки материалов, шлифования в несколько проходов;
- 5-7 – средние, для наружной шлифовки без использования центра;
- 8-10 – открытые, для торцевой обработки, заточки инструментария, профильной шлифовки;
- 11-12 – высокопористые, идеальны для поверхностей вязких чёрных и цветных металлов.
Формфактор и размеры
Эти параметры зависят от станочного или ручного оборудования.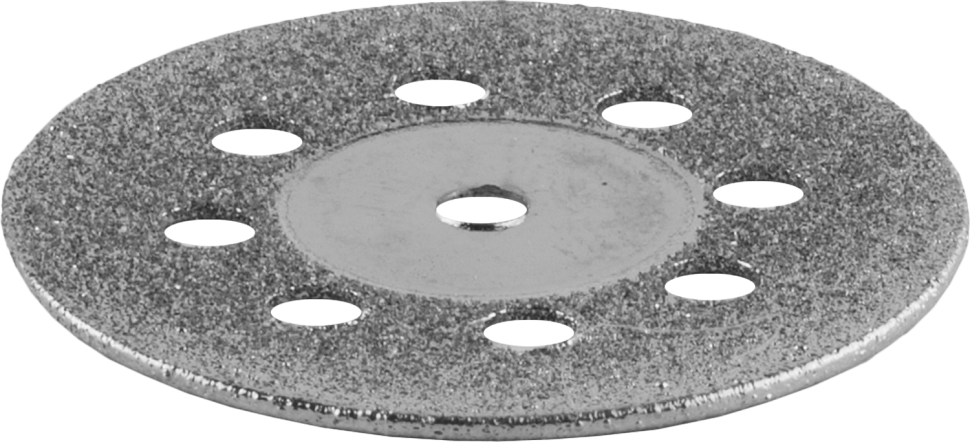 По форме диски бывают:
По форме диски бывают:
- Прямопрофильные (плоские). Подходят для периферийной полировки, шлифовки снаружи и внутри детали;
- С выточкой (одно- и двухсторонней, плоские). Используются во время работ без использования центра диска. В выточках можно разместить зажимные фланцы, что позволяет делать подрезку торца детали одновременно с круглым шлифованием;
- Цилиндровые и конусные. Идеальны для торцевой шлифовки и затачивания инструментария;
- С 2х-сторонним профилем (плоские). Для шлифовки зубьев шестерёнок, резьбы;
- Тарельчатые. Используют для работ с фрезой, зубьями.
Что касается размеров, то здесь многое зависит от самой задачи, точности исполнения, а также вида операции. Для черновых работ подойдут изделия Б класса. Диски класса А хороши в процессе работ по шлифовке деталей, механизмов, работающих на высокой скорости. Изделия класса АА – для работ, требующих высокой точности.
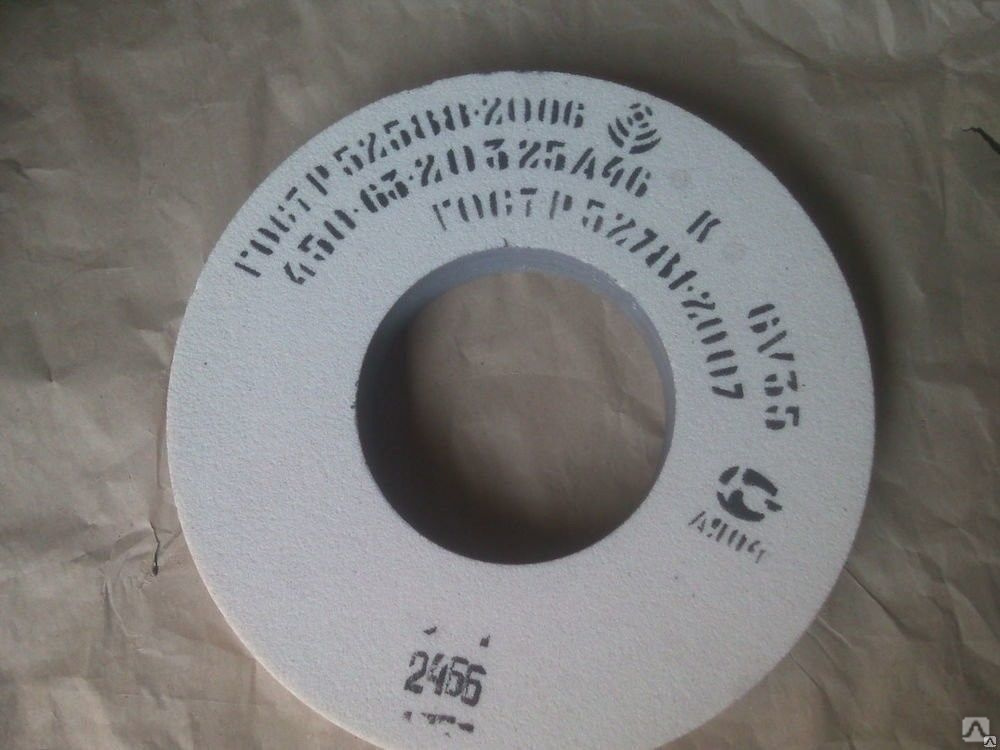
Маркировка
Помочь с выбором может маркировка, которая присутствует на каждом изделии. Нанесена она в соответствии с требованиями ГОСТ, но может отличаться, в зависимости от редакции. На поверхности шлифовального диска можно найти информацию о следующих параметрах:
Нанесена она в соответствии с требованиями ГОСТ, но может отличаться, в зависимости от редакции. На поверхности шлифовального диска можно найти информацию о следующих параметрах:
- Тип абразива;
- Зернистость;
- Уровень твёрдости;
- Особенность структуры;
- Связка;
- Класс неуравновешенности;
- Класс точности;
- Окружная скорость и др.
К наиболее распространённым материалам, используемых в качестве абразива, относятся алмаз, электрокорунд, эльбор, карбид кремния. Все они отличаются техническими характеристиками, прочностью, особенностями применения.
Алмазные круги часто применяют для доводки и заточки инструментов, обработки твёрдых металлов и сплавов. Эльбор – практически не уступает по прочности алмазу, имея при этом более высокую термостойкость (алмаз начинает сгорать при достижении температуры в +800 ℃). Выбирать диск нужно, исходя из поставленной задачи и имеющихся в наличии инструментов.
LinkedIn
NewsVine
Flipboard
Buffer
Digg
Viber
Facebook Messenger
Like
Baidu
Pocket
Skype
Mix
More
Рубрики:
Шлифовальный круг – материал, профиль, зернистость, твердость и размер
В современном мире шлифовальный круг стал незаменимой частью строительных и ремонтных работ. Абразивный инструмент имеет свои тонкости, виды и составляющие, знание которых откроет перед специалистом новые возможности. Важно понимать, как правильно его выбрать.
Абразивный инструмент имеет свои тонкости, виды и составляющие, знание которых откроет перед специалистом новые возможности. Важно понимать, как правильно его выбрать.
Что такое шлифовальный круг?
Это абразивный инструмент особого назначения, в состав которого входят зерна разных материалов, известен всем как шлифовальный круг. Он представляет собой шлифкруг, который способен обработать поверхность для придания изделию более привлекательный внешний вид. Работа на шлифовальном оборудовании является очень тонким процессом, требующим знания определенных тонкостей. Выбирая инструмент, необходимо понимать, что шлифовальные круги для дрели обладают значительной географией.
Зачем нужен шлифовальный круг?
В современном мире абразивный круг применяется практически везде, он широко используется как в бытовом хозяйстве, так и на промышленных участках. При ремонтных и строительных работах данный инструмент является необходимостью, с его помощью можно удалить ржавчину с металлических конструкций или же краску с древесины. Применяя шлифовальный круг для болгарки, можно обрабатывать брусковые щитовые детали. Инструмент является многофункциональной вещью, он способен шлифовать твердые материалы. Это может быть дерево, камень, прочный пластик и другие.
Применяя шлифовальный круг для болгарки, можно обрабатывать брусковые щитовые детали. Инструмент является многофункциональной вещью, он способен шлифовать твердые материалы. Это может быть дерево, камень, прочный пластик и другие.
Виды шлифовальных кругов
Рынок представляет большое количество шлифовальных дисков, среди которых популярными являются следующие:
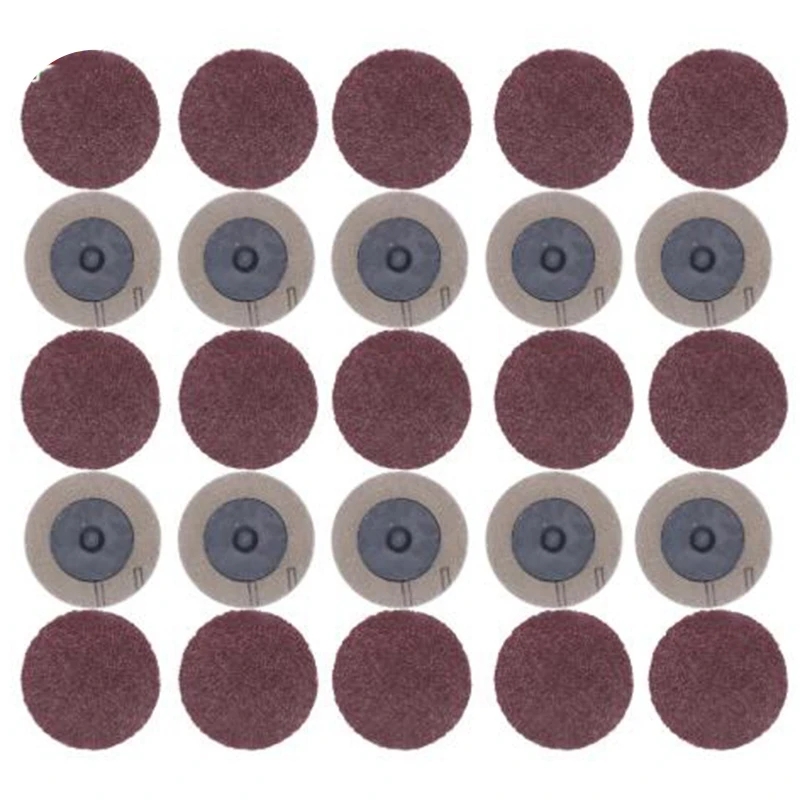
- Диски с липучкой. Данный вид изготавливают из шлифовальной шкурки на велкрооснове, которая благодаря самоклеящейся обложке крепится на основание. Данный материал принято считать расходным, он используется в обработке древесины, металла, при ремонтных и строительных работах. Шлифовальный круг на липучке устанавливают на болгарку. Маркировка зернистости обозначается определенным цветом.
- Круг шлифовальный лепестковый имеет форму веера, отличается высокой эластичностью и способен приспособиться под любую поверхность. Зачастую применяется при шлифовании труб и изделий из древесины.
- Фибровый шлифовальный круг для дрели, предназначен для шлифования поверхностей черного или цветного металла, и даже стали.
 Часто применяется для зачистки швов после сварки и удаления влаги. Основой данного вида круга является целлюлоза.
Часто применяется для зачистки швов после сварки и удаления влаги. Основой данного вида круга является целлюлоза. - Алмазные шлифовальные круги по металлу — незаменимая деталь, если необходимо обработать твердосплавные материалы, стекло, керамику или драгоценные камни, так как он обладает достаточным уровнем хрупкости и твердости.
Как выбрать шлифовальный круг?
Для того чтобы диск служил долгие годы и был эффективным в работе, нужно серьезно подойти к его выбору. Следуя некоторым рекомендациям, можно самостоятельно выбрать качественную модель абразивного инструмента:
- Следует понимать его специфику. Для того чтобы работать на станке, следует приобретать шлифовальные круги, способные выдерживать сильное давление. Работая на болгарке, необходимо выбирать диск, который будет обладать повышенной устойчивостью при скоростном вращении.
- Особое внимание необходимо уделить маркировке. К примеру, шлифовальные круги на липучке должны иметь такие обозначения, как размер, класс, профиль и абразивная композиция.

- Для каждой поверхности и площади шлифования нужно подбирать разные круги.
- Приобретайте инструменты у тех производителей, изготавливающих продукцию согласно требованиям ТУ и ГОСТ.
Материал шлифовального круга
Ассортимент шлифовальных абразивных кругов по видам материалов очень разнообразен. Популярностью пользуется инструменты с электрокорундом, с помощью которого можно изготовить цельные насадки без прессованного материала для оборудования. Востребованными являются инструменты из карбида кремния. Они представлены в двух цветах — черном и зеленом. Прочными кругами считаются те, которые выполнены из эльбора. Материал включает в себя кубический нитрид бора, который не уступает своими свойствами алмазу и отличается своей термоустойчивостью.
Круг алмазный шлифовальный обладает более высокой стоимостью за счет напыления, которое наносится максимально тонким слоем. Круги, прочность которых на порядок ниже, формируются другим способом. Связывающим является керамический состав, в который входят неорганические материалы, такие как кварц и глина.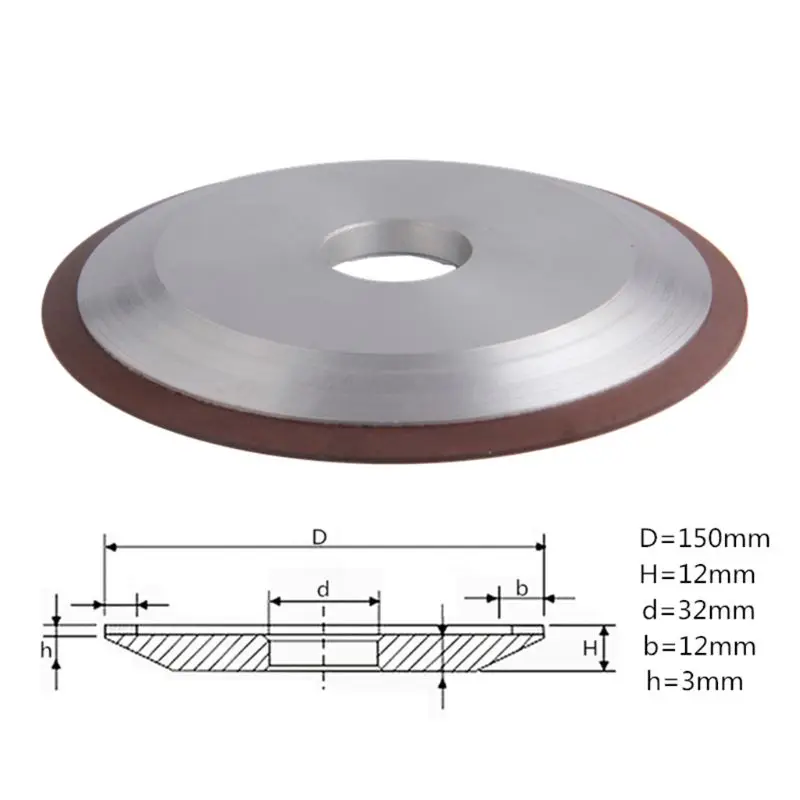 Состав измельчается и добавляется при формировании круга, благодаря чему изделие будет жестким, но при этом иметь необходимую хрупкость.
Состав измельчается и добавляется при формировании круга, благодаря чему изделие будет жестким, но при этом иметь необходимую хрупкость.
Профиль шлифовального круга
Существуют разные операции со шлифовальным кругом, и важно определить его профиль, что продлит службу. Зачастую используются следующие виды:
- Плоские круги с прямым профилем, применяются при внутренней и бесцентровой шлифовке, а также при обработке торов.
- Плоские круги двустороннего вида с коническим профилем. Данный вид используется при шлифовке шестерен и простой резьбы.
- Вариант с выточкой необходим при круглом шлифовании или же при подрезке торцов.
- Абразивный инструмент, обладающий профилем в виде цилиндра и конуса, предназначен для заточки инструментов.
- Тарельчатый вид применяют при заточке инструментов, обладающих несколькими режущими лезвиями.
Зернистость шлифовального круга
Одной из основ абразивного круга является зернистость, от которой будет зависеть его производительность и износ. Зерно, как и любое другое тело, обладает стандартными параметрами объема, однако производители пользуются одним параметром измерения – толщиной. То количество материала, которое снимается, напрямую связано со степенью зернистости инструмента. Например, лепестковый абразивный круг способен обработать даже крупногабаритные трубы из металла. Что касается дерева, то к нему подбирают инструмент, обладающий меньшей зернистостью.
Зерно, как и любое другое тело, обладает стандартными параметрами объема, однако производители пользуются одним параметром измерения – толщиной. То количество материала, которое снимается, напрямую связано со степенью зернистости инструмента. Например, лепестковый абразивный круг способен обработать даже крупногабаритные трубы из металла. Что касается дерева, то к нему подбирают инструмент, обладающий меньшей зернистостью.
Твердость шлифованного круга
Для того чтобы понимать, какую твердость круга следует приобрести, необходимо понимать, для чего будет использоваться инструмент. Обработка твердых пород осуществляется с помощью мягких кругов. Более твердая основа инструмента необходима для обдирочных работ. Чугун и не закаленная сталь нуждаются в шлифовке кругами средней твердости. Мягкий круг понадобится в ситуациях, если необходимо обработать тонкие изделия. Профильное шлифование и обработка изделий с небольшим диаметром нуждается в твердых кругах.
Размер шлифовального круга
Каждое производство использует разные размеры шлифовальных кругов. На рынке представлены инструменты, диаметр которых достигает 1-го мм. Используются они для обработки высокоточных приборов. Абразивные круги крупногабаритные предназначены для труб, используемых при прокладке магистралей и других масштабных мероприятий. Круг абразивный шлифовальный среднего размера отлично обрабатывает стекло. Основные размеры кругов определены согласно ГОСТу 16167-90.
На рынке представлены инструменты, диаметр которых достигает 1-го мм. Используются они для обработки высокоточных приборов. Абразивные круги крупногабаритные предназначены для труб, используемых при прокладке магистралей и других масштабных мероприятий. Круг абразивный шлифовальный среднего размера отлично обрабатывает стекло. Основные размеры кругов определены согласно ГОСТу 16167-90.
Рейтинг шлифовальных кругов
Современный рынок переполнен разнообразием шлифовальных кругов разных компаний-производителей. Предоставляем ТОП-5 лучших брендов, которые предлагают на рынок шлифовальный диск лучшего качества.
- Американский бренд Dewalt. Представляет высокотехнологичную продукцию для строительства. Компания обладает заводами в девяти странах.
- KLINGSPOR – абразивный завод Германии, существующий более 120-ти лет и являющийся одним из ведущих мировых производителей абразивов.
- Bosch – немецкая компания, является ведущим мировым поставщиком в области промышленных технологий.
 Обладает широким ассортиментом абразивов.
Обладает широким ассортиментом абразивов. - Компания Hitachi является одним из крупнейших конгломератов в мире, предоставляющий строительную технику.
Абразивные шлифовальные круги на липучке
Перед нанесением лакокрасочных продуктов требуется специализированная обработка абразивными материалами(шлифовка). Шлифовальные круги традиционно относят к абразивным инструментам. Однако, человеку, мало знакомому с терминологией, вряд ли вообще известно, что такое абразивные инструменты. Так вот, абразивными называют те виды инструментов, которые используются для обработки (механической) различных видов поверхностей. К операциям, выполняемым абразивными инструментами относят: шлифовка, срезание, полировка. Остановимся более подробно на полировке, для выполнения данного процесса можно применять: бруски, шкурки и абразивные шлифовальные круги на липучке.
|
Структура древесины |
Крепление круга |
Рабочий процесс |
Главный элемент, обеспечивающий актуальность абразивного инструмента в различных направлениях промышленности — его способность к самозаточке. Происходит это благодаря составу абразивного инструмента. Материал, используемый для его создания, состоит из нескольких слоев заточенных зерен. Стоит верхнему слою затупиться, как на смену ему приходит следующий слой. Соответственно, чем интенсивней трение — тем выше скорость заточки. Кроме того, всегда возможно произвести заточку инструмента самостоятельно. Достаточно лишь удалить верхний слой абразивного материала и инструмент снова примет начальную форму. Перейдем к одному из самых распространенных абразивных инструментов, а именно — к шлифовальному кругу.
Происходит это благодаря составу абразивного инструмента. Материал, используемый для его создания, состоит из нескольких слоев заточенных зерен. Стоит верхнему слою затупиться, как на смену ему приходит следующий слой. Соответственно, чем интенсивней трение — тем выше скорость заточки. Кроме того, всегда возможно произвести заточку инструмента самостоятельно. Достаточно лишь удалить верхний слой абразивного материала и инструмент снова примет начальную форму. Перейдем к одному из самых распространенных абразивных инструментов, а именно — к шлифовальному кругу.
К отдельному подтипу шлифовальных кругов относится и абразивный диск на липучке. Подобные самозацепляющиеся абразивные круги изготавливаются из особой шлифовальной наждачной бумаги. Размещенный на бумажной основе, тонкий шлифовальный круг имеет, так называемую, липучку на которую он и прикрепляется к опоре. Подобные инструменты широко используются во всех сферах легкой промышленности, наибольшее распостранение они получили в мебельном производстве. Абразивные круги на липучке имеют ряд преимуществ перед обычными шлифовальными дисками:
Абразивные круги на липучке имеют ряд преимуществ перед обычными шлифовальными дисками:
-
Крепление абразивного диска происходит с помощью липучки; -
Возможность использования как полноценный абразивный круг, заметно экономя время на его установку и демонтаж; -
Возможность использования шлифкруга для ручной обработки материала; -
Возможность зачистки поверхностей от лакокрасочных покрытий и ржавчины, и дальнейшая подготовка поверхности к покраске; -
Заметная экономия времени и сил в работе.
Как уже было сказано выше, основа шлифовальных кругов на липучке полностью изготовлена из специальной бумаги. Абразивные круги, изготовленные из карбида кремния и цирконата алюминия считаются самыми прочными, надежными и износостойкими, в то время как диски из оксида алюминия имеют меньший запас прочности, но идеально подходят для работы по дереву. Диски на липучке изготавливаются под определенный размер, что легко позволяет устанавливать их в шлифовальные машины без лишней подготовки.
Уровень зернистости
От степени зернистости напрямую зависит чистота обрабатываемой поверхности. Само зерно — определенный вид кристалла (или его осколков), характеризующийся стандартными единицами измерения физических объектов — длиной, шириной и высотой. От размера зерна, используемого в абразивном материале, зависит и количества слоя, которое снимает инструмент за один подход. Степень зернистости обозначается буквой P с численным обозначением, по принципу: чем выше число — тем меньше зернистость и наоборот. Очень мелкое зерно (от Р400-4000), мелкое (от Р280-360), среднее (Р180-240), грубое (Р100-150), очень грубое (Р40-80).
Работа абразивными шлифовальными кругами
При выборе шлифовального диска важно учитывать многие факторы. В первую очередь — это обрабатываемый материал.При работе с деревом необходимо вначале смочит обрабатываемую поверхность и выждать небольшое количество времени, что позволит приподнять мелкие волокна древесины и провести качественную шлифовку поверхности, если этого не сделать, то древесные волокна, могут проявить себя после нанесения лакокрасочного покрытия и свести на нет все усилия по шлифовке. Работы как правило проводятся в три этапа с применением кругов различной зернистости
Работы как правило проводятся в три этапа с применением кругов различной зернистости
-
Черновая обработка – первый из этапов, на котором придаётся окончательная геометрия изделию, зашлифовываются возможные дефекты, возникшие при пилении, транспортировке и прочих случаях механического воздействия. Применяются абразивные круги с зернистостью 60 – 80. -
Промежуточная обработка позволяет устранить некоторую шероховатость поверхности сохранившуюся в результате работы грубым абразивом, зернистость кругов от 120 до 150. -
Чистовая (финишная) обработка для доведения поверхности до необходимой гладкости, перед проведением лакокрасочных работ, зернистость абразива от 150, 180 до бесконечности.
Выполнение работ по шлифованию именно в три этапа с переходом от крупнозернистым к мелкозернистым кругам является важной частью технологического процесса и позволяет достигнуть максимально качественной обработки.
После каждого из этапов обработки поверхности важно удалять древесную пыль и отслоившиеся элементы абразивного круга, если этого не делать, то возможно проявление дефектов поверхности после нанесения лакокрасочного покрытия.
Как выбрать шлифовальный диск / DISC — Блог
Существует много различных типов шлифовальных инструментов, и они бывают разных форм и размеров. Каждый тип шлифовального круга имеет определенный диапазон применения в зависимости от абразива шлифовального круга, связующего материала и производственного процесса. Если вы выберете неправильно, это будет напрямую влиять на точность обработки, шероховатость поверхности и эффективность производства. Поэтому при шлифовании подходящий шлифовальный круг должен выбираться в соответствии с реальной ситуацией. Как правильно выбрать колесо? Краткое описание шлифовальных кругов, обычно используемых при шлифовании, позволяет четко выбирать колеса.
Выбор абразивов
Выбор абразива зависит главным образом от материала заготовки и метода термообработки.
а. При шлифовании материалов с высокой прочностью на растяжение выберите жесткие абразивы.
б. Когда используется материал с низкой твердостью и высоким удлинением, используйте относительно хрупкий абразив.
с. При шлифовании материалов с высокой твердостью используйте абразивы с повышенной твердостью.
д. Используйте абразивы, которые нелегко обрабатываются химически.
Наиболее часто используемыми абразивами являются коричневый корунд (A) и белый корунд (WA), за которым следуют черный карбид кремния (C) и зеленый карбид кремния (GC). Другие обычно используют хром корунд (ПА), монокристаллический корунд (SA). , микрокристаллический корунд (МА), корунд циркония (ZA).
Шлифовальный круг из коричневого корунда : коричневый корунд имеет высокую твердость и высокую ударную вязкость. Он подходит для шлифования металлов с высокой прочностью на растяжение, таких как углеродистая сталь, легированная сталь, ковкий чугун и твердая бронза. Этот вид абразива имеет хорошие характеристики шлифования и широкую приспособляемость. Он часто используется для удаления грубого помола с большим отрывом. Это недорого и может быть широко использовано.
Коричневое колесо: твердость белого корунда немного выше, чем коричневый корунд, а вязкость ниже, чем у коричневого корунда.
 Во время шлифования абразивные зерна легко расщепляются. Таким образом, измельчающая теплота небольшая, и она подходит для производства рафинированной закаленной стали, высокоуглеродистой стали, быстрорежущей стали и шлифовальных кругов для тонкостенных деталей стоит больше, чем корунда.
Во время шлифования абразивные зерна легко расщепляются. Таким образом, измельчающая теплота небольшая, и она подходит для производства рафинированной закаленной стали, высокоуглеродистой стали, быстрорежущей стали и шлифовальных кругов для тонкостенных деталей стоит больше, чем корунда.Черное карбид кремния: черный карбид кремния является хрупким и острым, с более высокой твердостью, чем белый корунд. Он подходит для шлифовальных материалов с меньшей механической прочностью, таких как чугун, латунь, алюминий и огнеупорные материалы.
Зеленый шлифовальный круг карбида кремния: Твердость и хрупкость из твердого карбида кремния выше, чем черный карбид кремния, с острыми абразивными частицами, хорошая теплопроводность, пригодная для шлифовки карбидной стали, оптического стекла, керамики и других твердых и хрупких материалов.
Шлифовальный круг из хромового корунда: подходит для шлифовальных инструментов, измерительных инструментов, инструментов, нитей и другой обработки поверхности высокого качества.

Монокристаллический шлифовальный круг корунда: подходит для шлифования нержавеющей стали, высоковалютной высокоскоростной стали и прочной вязкости, материалов с высокой твердостью и легкой деформации сгоревшей заготовки.
Шлифовальный диск микрокристаллического корунда: подходит для шлифовки нержавеющей стали, подшипниковой стали и специального ковкого чугуна и т. Д., Используемых для формования шлифования, резки в шлифовании, зеркального шлифования.
Шлифовальный круг из циркониевого корунда: подходит для шлифовки аустенитной нержавеющей стали, титанового сплава, термостойкого сплава, особенно для шлифования в тяжелых условиях.
Выбор размера частиц
Выбор размера частиц в основном зависит от шероховатости поверхности и эффективности шлифования обрабатываемой детали.
Размер частиц относится к размеру частиц абразива, а его размер указывается номером размера. Шлифование крупнозернистым шлифовальным кругом приводит к высокой эффективности производства, но поверхность измельченной детали является грубой. При шлифовании мелкозернистым шлифовальным кругом шероховатость поверхности фрезерованной заготовки хороша, а производительность низкая. В соответствии с предпосылкой удовлетворения требований шероховатости, насколько это возможно, следует использовать крупнозернистые шлифовальные круги для обеспечения высокой эффективности измельчения. Крупнозернистый шлифовальный круг обычно используется для грубого помола, а мелкозернистый шлифовальный круг используется для тонкого шлифования.
При шлифовании мелкозернистым шлифовальным кругом шероховатость поверхности фрезерованной заготовки хороша, а производительность низкая. В соответствии с предпосылкой удовлетворения требований шероховатости, насколько это возможно, следует использовать крупнозернистые шлифовальные круги для обеспечения высокой эффективности измельчения. Крупнозернистый шлифовальный круг обычно используется для грубого помола, а мелкозернистый шлифовальный круг используется для тонкого шлифования.
Когда площадь контакта между шлифовальным кругом и деталью велика, следует использовать более грубый шлифовальный круг. Например, шлифование одной и той же плоскости и шлифовка торца шлифовального круга более грубая, чем размер зерна, выбранный путем шлифования по окружности шлифовального круга.
Выбор твердости
Выбор твердости зависит главным образом от материала обрабатываемой детали, измельчения и качества поверхности.
Твердость относится к степени трудности, с которой шлифовальный круг падает под действием внешней силы. Для удовлетворения требований различного шлифования и обработки материала заготовки шлифовальное колесо разделяется на разные уровни твердости.
Для удовлетворения требований различного шлифования и обработки материала заготовки шлифовальное колесо разделяется на разные уровни твердости.
Шлифовальный диск выбирается жестко, тупые абразивные зерна нелегко отпадают, шлифовальный круг легко блокируется, измельчение нагревается, заготовка легко горит, эффективность шлифования низкая, а качество поверхности на обрабатываемую деталь; шлифовальный круг слишком мягкий, а абразивные частицы все еще отключены, когда они острые, повышенный износ шлифовального круга, легко потерять правильную геометрию, влияет на точность заготовки. Поэтому выбор твердости шлифовального круга должен быть надлежащим образом рассмотрен и должен быть всесторонне рассмотрен в соответствии с такими факторами, как площадь контакта шлифовального круга и заготовки, форма заготовки, способ шлифования, способ охлаждения , и тип связующего агента шлифовального круга.
Следующие принципы выбора твердости стали приведены для справки:
а.
 При шлифовании мягких материалов выберите более жесткий шлифовальный круг; при шлифовании твердых материалов выберите мягкий шлифовальный круг;
При шлифовании мягких материалов выберите более жесткий шлифовальный круг; при шлифовании твердых материалов выберите мягкий шлифовальный круг;б. При шлифовании мягких и твердых цветных металлов твердость следует выбирать более мягкой;
с. Шлифовальный материал с плохой теплопроводностью должен быть выбран более мягким шлифовальным кругом;
д. Когда шлифование поверхности более чем круговое шлифование, твердость шлифовального круга следует выбирать мягкой;
е. При тех же условиях измельчения твердость шлифовального круга с полимерной связью на 1 — 2 меньше, чем твердость шлифовального круга с керамической связью;
е. Когда скорость вращения шлифовального круга высока, твердость шлифовального круга может быть выбрана из мягких от 1 до 2 небольших шагов;
г. Шлифовка с хладагентом на 1-2 порядка превышает твердость шлифовального круга.
Выбор связующего
Выбор связующего следует рассматривать на основе метода шлифования, скорости использования и требований к обработке поверхности.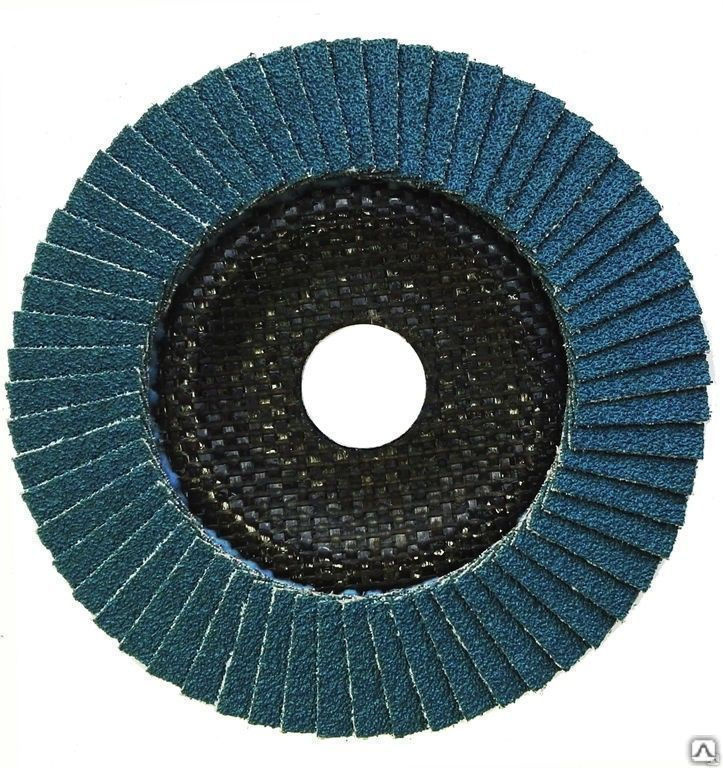
Наиболее часто используемыми абразивными колесными связующими являются керамическое связующее (V) и связующее для смолы (B).
Керамическое связующее представляет собой неорганическое связующее вещество, химическую стабильность, термостойкость, коррозионную стойкость и пористость, шлифовальный круг, изготовленный из этого связующего, обладает высокой эффективностью измельчения, низким уровнем истирания и может поддерживать геометрию шлифовального круга. Самый широкий диапазон применений. Шлифовальный круг подходит для шлифования обычной углеродистой стали, легированной стали, нержавеющей стали, чугуна, твердого сплава, цветных металлов и т. Д. Однако керамическое связующее колесо является хрупким и не может подвергаться сильным вибрациям. Его можно использовать только со скоростью до 35 м / с. ,
Связующее из смолы представляет собой органическое связующее. Колесо, изготовленное этим связующим, имеет высокую прочность, определенную эластичность, низкую теплостойкость, хорошую самоочистку, простоту изготовления и короткий технологический цикл. Могут изготавливаться шлифовальные круги с рабочей скоростью более 50 м / с и очень тонкие шлифовальные круги. Его область применения уступает только керамическим связующим веществам и широко используется в грубом шлифовании, бесплодном шлифовании, разрезании и свободном шлифовании, таком как измельчение стальных слитков, литьевые заусенцы и т. Д. Может производить высокоскоростные шлифовальные круги с высокой гладкостью, тяжелую нагрузку, резку и различные специальные требования шлифовального круга.
Могут изготавливаться шлифовальные круги с рабочей скоростью более 50 м / с и очень тонкие шлифовальные круги. Его область применения уступает только керамическим связующим веществам и широко используется в грубом шлифовании, бесплодном шлифовании, разрезании и свободном шлифовании, таком как измельчение стальных слитков, литьевые заусенцы и т. Д. Может производить высокоскоростные шлифовальные круги с высокой гладкостью, тяжелую нагрузку, резку и различные специальные требования шлифовального круга.
Выбор организации
Выбор организации в основном учитывает давление на заготовку, способ измельчения и материал заготовки.
Организация относится к проценту объема абразивного колеса в шлифовальном круге. Классификация организации шлифовального круга основана на том факте, что 62% процента объема абразивного зерна составляет «0», а объем абразивного зерна уменьшается на 2% каждый раз. Его организация увеличивается на №1 и т. Д. Он разделен на 15 номеров. Чем больше число, тем легче организация.
Чем больше число, тем легче организация.
Плотно организованный шлифовальный круг может размалывать поверхность заготовки и ослаблять шлифовальный круг. Из-за большого зазора он может гарантировать, что в процессе шлифования содержится мелющий мусор, и шлифовальный круг не блокируется. Обычно при шлифовании и шлифовании относительно мягкого металла шлифовальный круг легко забивается, а шлифовальный круг с рыхлой структурой следует выбирать. При формировании шлифования и прецизионного шлифования, чтобы сохранить геометрию шлифовального круга и получить лучшую шероховатость, следует использовать более тесную организацию. Шлифовальный круг; Режущие инструменты для шлифовальных станков и твердосплавные инструменты, чтобы уменьшить тепловую деформацию заготовки, чтобы избежать ожоговых трещин, следует использовать рыхлый шлифовальный круг; шлифовальные термочувствительные материалы, цветные металлы, неметаллические материалы следует использовать более чем 12 # организации Шлифовальный круг.
Форма и размер
Форма и размер следует выбирать в соответствии с условиями шлифовальной машины и формой заготовки.
Обычно используемыми формами шлифовальных кругов являются плоский шлифовальный круг (P), односторонний вогнутый шлифовальный круг (PDA), двухсторонний вогнутый шлифовальный круг (PSA), шлифовальный круг тонкого сечения (PB), цилиндрический шлифовальный круг (N), чаша образный шлифовальный круг (BW), тарелка № 1 Шлифовальный круг (D1) и т. д.
Существует определенный диапазон форм и размеров шлифовальных кругов, которые могут использоваться для каждого типа шлифовального станка. В возможных условиях внешний диаметр шлифовального круга следует выбирать как можно больше, чтобы увеличить скорость линии шлифовального круга, а также повысить производительность и качество поверхности заготовки. Тот же эффект можно получить, увеличив ширину шлифовального круга. ,
Текущая национальная стандартная последовательность записи колес: код колеса, размер (наружный диаметр × толщина × апертура), абразив, размер зерна, твердость, организация, связующее, максимальная скорость рабочей линии.
Пример: P 400 × 150 × 203 A 60 L 5 B 35
По сравнению с алмазным шлифованием колеса из карбида бора, карбида кремния, корунда и других обычных абразивных зерен, алмазные шлифовальные круги имеют острый краевой угол, низкий износ, длительный срок службы, высокую производительность и хорошее качество обработки, но являются дорогостоящими и являются поэтому подходит для тонкого измельчения твердых сплавов и керамики. , полупроводники и другие высокотвердые хрупкие материалы, которые трудно обрабатывать. ,
Характеристики алмазного колеса включают тип абразива, размер частиц, твердость, концентрацию, связующее, форму и размер колеса.
Абразивный:
Широко используется использование синтетического алмаза (JR). Согласно его форме кристалла и прочности частиц, его можно разделить на различные модели в соответствии с их конкретными целями.
Зернистость: Необходимо всесторонне рассмотреть шероховатость детали, производительность шлифования и потребление алмазов.
Твердость: только алмазное колесо с полимерной связью имеет характеристику «твердость». S (Y1) или выше, как правило, используется.
Связующие:
Существует четыре часто используемых связующих, а их связывающая способность и износостойкость — в отношении смол, керамики, бронзы и гальванических металлов. Алмазный шлифовальный круг с полимерной связью обладает высокой эффективностью измельчения, хорошей шероховатостью обрабатываемой детали, широким диапазоном применения, хорошей самозатачивающей способностью и нелегко блокироваться, имеет небольшую теплоту, легко поддается обрезке и в основном используется в переработки. Алмазные шлифовальные круги с керамической связью в основном используются для измельчения различных неметаллических твердых и хрупких материалов, твердых сплавов и сверхтвердых материалов.
Концентрация:
Выбор концентрации зависит от размера используемого шлифовального круга, связующего, формы, способа обработки, эффективности производства и срока службы шлифовального круга. Высокопрочный алмазный шлифовальный круг обладает сильной способностью поддерживать форму шлифовального круга. Когда шлифовальный круг измельчается при низкой концентрации, потребление алмаза часто ниже и должно быть выбрано соответствующим образом.
Высокопрочный алмазный шлифовальный круг обладает сильной способностью поддерживать форму шлифовального круга. Когда шлифовальный круг измельчается при низкой концентрации, потребление алмаза часто ниже и должно быть выбрано соответствующим образом.
Форма и размер:
Он выбирается в зависимости от формы, размера и условий работы заготовки.
Частицы шлифовального круга кубического бора (CBN) прилипают к поверхности обычных шлифовальных кругов только с тонким слоем. Его абразивная вязкость, твердость и долговечность в 100 раз выше, чем у шлифовальных кругов типа корунда. Он наиболее подходит для обработки высокой твердости и вязкости. Большая, высокотемпературная высокопрочная, низкопроницаемая сталь с твердым шлифованием и высокоскоростная или сверхскоростная шлифовка. Его диапазон применения и синтетические алмазы играют дополнительные роли. Алмазные шлифовальные круги обладают уникальными эффектами при шлифовании твердых сплавов и неметаллических материалов, но при шлифовании стальных материалов, особенно при шлифовании специальных сталей, эффект невелик. Шлифовальные круги из кубического нитрида бора почти в 100 раз эффективнее шлифовальных кругов корунда и в пять раз превосходят алмазные шлифовальные круги, но шлифовальные хрупкие материалы уступают алмазу.
Шлифовальные круги из кубического нитрида бора почти в 100 раз эффективнее шлифовальных кругов корунда и в пять раз превосходят алмазные шлифовальные круги, но шлифовальные хрупкие материалы уступают алмазу.
Выбор кубического шлифовального круга нитрида бора аналогичен выбору алмазного шлифовального круга. Однако большинство связующих являются связующими с полимерными связями, а затем гальваническими и металлическими связующими. Шлифовальный круг керамического связующего CBN в основном используется для измельчения труднообрабатываемых черных металлов, таких как титановый сплав, высокоскоростная сталь и ковкий чугун. Шлифовальный круг для измельчения смолы CBN подходит для шлифования ферромагнитных материалов и является идеальным выбором для обработки стальных материалов. Концентрация шлифовального круга CBN обычно более экономична и разумна между 100% и 150%. Он не может использовать обычную жидкость для резания и требует специальной режущей жидкости.
(Продолжение следует)
Как подобрать хороший шлифовальный круг
Шлифовальный диск выполняет свои функции за счет находящихся на его поверхности твердых частиц различной степени зернистости. Эти частицы при трении с обрабатываемой поверхностью либо обдирают, либо шлифуют, либо полируют ее в зависимости от размеров зерна.
Эти частицы при трении с обрабатываемой поверхностью либо обдирают, либо шлифуют, либо полируют ее в зависимости от размеров зерна.
Виды шлифовочных кругов и их назначение будут рассмотрены в рамках данной статьи, также будут даны иллюстрации с фото.
Краткое содержимое статьи:
- Что представляет собой шлифовальный круг
- Назначение абразивов
- Применение шлифовальных кругов в зависимости от размера зерна
- Фото хороших шлифовальных кругов
Что представляет собой шлифовальный круг
Является абразивным инструментом для обработки изделий как на стационарных станках, так и при помощи ручного инструмента. Существует несколько параметров, по которым можно классифицировать шлифовочные круги.
Для их изготовления может использоваться:
- карбид кремния;
- алмаз искусственного либо природного происхождения;
- электрокорунд;
- эльбор.
В зависимости от размеров зерна диски различаются по своему назначению. Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.
Между зернами расположен клеящий и заполняющий состав – связка, придающий ему абразивные свойства за счет пор. Абразив снимает частицы с обрабатываемого материала.
Некоторые диски обрабатываются специальными импрегнированными пропитками, чтобы уменьшить температуру при шлифовке.
Назначение абразивов
В зависимости от вида абразива, из которого изготовлен шлифовальный круг, меняется сфера его применения.
Нормальный электрокорунд обладает хорошей вязкостью, сцеплением со связкой, термостоек хорошо подходит для работы со сталью, чугуном, бронзой и латунью ввиду своих физических свойств.
Белый электрокорунд имеет более однородную структуру, острые кромки, более твердый чем обычный корунд и имеет меньшую шероховатость поверхности. Предназначен для обработки тех же материалов, что и обычный электрокорунд, но за счет меньшего нагрева и износа, применяется также для легированных и инструментальных сталей, заточки зубьев пил, режущих кромок фрез, ножей, сверл. Хорошо подходит для полировки изделий.
Хорошо подходит для полировки изделий.
Карбид кремния тверже, но хрупче электрокорунда. У него выше абразивная способность, но сцепление зерна со связкой слабее, чем у корунда.
Используется для работы с твердыми, но хрупкими веществами – стеклом, фарфором, керамикой, гранитом, а также для составов с повышенной вязкостью – резины, меди, алюминия, жаропрочных сталей.
Алмаз имеет большую механическую прочность, но чувствителен к высоким температурам, реагирует с железом, хрупок, имеет очень хорошие самозатачивающиеся свойства, что придает диску долговечности.
Алмазные круги для шлифовки используются для обработки таких материалов, как чугун, стекло, керамика, твердые сплавы. Хорошо подходит для финишной доводки изделий, заточки сверл, фрез, пил, ножей.
Эльбор второй после алмаза по твердости, не реагирует с железом, теплостоек, хрупок, обладает хорошей абразивной способностью.
Применяется для шлифовки и обработки твердых сталей, заточки инструмента, чистовой обработки, сфера применения эльбора включает в себя участки, где другие абразивы не применяются вследствие высоких рабочих температур.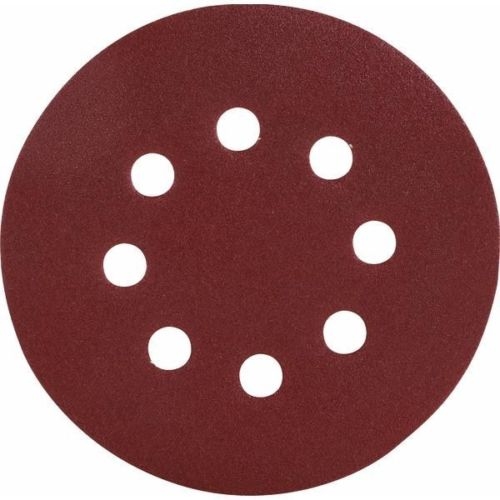
Применение шлифовальных кругов в зависимости от размера зерна
Выбор размера зерна определяется поставленной задачей. На тыльной или лицевой стороне нанесена маркировка, на которой указан размер абразивного зерна.
Для обработки металла и древесины применяют диски с разным размером зерна. Если после обработки на материале остаются дефекты в виде зазубрин, заусениц и царапин, значит, был выбран слишком крупный абразив.
Чем меньше стоящее на маркировке перед буквой Р число, тем для более грубой работы предназначен шлифовальный круг. Ниже приведены назначения дисков в зависимости от зернистости:
- зерно от 16 до 36 – плоская шлифовка торцевой частью диска;
- 24-36 – круговая обдирка плоскостью диска;
- 60-120 – чистовая круговая шлифовка;
- 170-220 – заточка ножей, сверл, фрез;
- 180-320 – финишная шлифовка и доводка.
Диски с крупным зерном применяются преимущественно на мощных стационарных станках, тогда как мелкозернистые нередко используют на ручных углошлифовальных машинках для кропотливых и точных работ по доводке и полировке изделий.
При проведении работ следует придерживаться правил техники безопасности – пользоваться защитными очками и респиратором для защиты органов дыхания от частиц пыли.
Фото хороших шлифовальных кругов
Также рекомендуем просмотреть:
- Какими бывают алюминиевые заклепки
- Лучшие биты для шуруповерта
- Какая монтажная пена лучше
- Выбираем полотно для ножовки по металлу
- Обзор буров и сверл для перфоратора
- Обзор алмазных коронок по бетону
- Лучшие сверла по бетону для дрели и перфоратора
- Как выбрать хороший алмазный диск по бетону
- Какой абразивный диск лучше выбрать
- Фрезы по дереву для ручного фрезера
- Какой патрон для перфоратора лучше
- Выбираем хорошие сверла по дереву
- Типы и размеры скоб для степлера
- Зачем нужен унипак
- Щетка по металлу для болгарки и дрели
- Какую и как выбрать леску для триммера
- Какие сверла по металлу лучше
- Какое масло для бензопилы выбрать
- Отрезные круги для болгарки
- Металлические хомуты для крепления труб
- Как выбрать оцинкованное ведро
- Как выбрать диск для циркулярной пилы
- Виды пилок для электролобзика
- Разновидности лепестковых кругов
- Что такое пакля
- Нейлоновые стяжки
- Виды и применение изоленты
- Выбираем легкое пластиковое ведро
- Как выбрать защитные очки
- Зачем нужен малярный скотч
Помогите сайту, поделитесь в соцсетях 😉
Какой шлифовальный круг выбрать?
Выбор правильного шлифовального круга для вашего проекта очень важен, а выбор из почти непонятного ассортимента может представлять собой проблему.
 Вот почему мы составили этот исчерпывающий обзор, чтобы помочь вам сделать максимально осознанный выбор.
Вот почему мы составили этот исчерпывающий обзор, чтобы помочь вам сделать максимально осознанный выбор.
В этом руководстве рассматриваются:
- Что такое шлифовальный круг?
- Какие абразивы доступны для шлифовальных кругов?
- Чтение шлифовального круга
- Какой размер зерна мне нужен?
- Какой сорт шлифовального круга выбрать?
- Правильный выбор шлифовального круга?
Что такое шлифовальный круг?
Шлифовальный круг — это прецизионный инструмент с тысячами режущих точек на поверхности — абразивными зернами, удерживаемыми на месте связующей матрицей (поэтому они известны как связанные абразивы) и разделенными порами. Эти поры представляют собой полые пространства между абразивными зернами и связкой, которые помогают удалять металлическую стружку, отбрасываемую в процессе шлифования. | У вас есть животрепещущий вопрос о шлифовке? Посмотрите наши видеоролики с часто задаваемыми вопросами по шлифованию, чтобы найти ответ |
Когда круг используется, абразивные зерна врезаются в шлифуемый материал, удаляя нежелательный поверхностный материал в виде мелких стружек.
При шлифовании режущие кромки абразивных зерен стираются; становится все более тупым. В то же время повышенное трение вызывает накопление тепла, которое разрушает абразивное зерно и обнажает новые режущие кромки или начинает разрушать связующие мостики, которые удерживают абразивные зерна на месте.
При обычном шлифовании на керамической поверхности круг необходимо править с помощью инструмента для правки. Варьируя свойства абразива, тип связки, конструкцию круга, можно производить шлифовальные круги с широким диапазоном различных характеристик шлифования.
Какие абразивы доступны для шлифовальных кругов?
Для шлифовальных кругов доступно 4 основных типа абразивных зерен:
Керамический оксид алюминия Запатентованная Norton Quantum керамическая форма оксида алюминия, которую часто называют просто «Керамика», тверже и острее, чем обычные абразивные зерна. Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Это в конечном итоге снижает регулярность необходимости правки шлифовального круга и обеспечивает значительно более холодное режущее действие при использовании. | |
Карбид кремнияБолее твердый, чем стандартный оксид алюминия, с очень острым абразивным зерном. Это универсальный материал, рекомендуемый для шлифования относительно мягких металлов, таких как алюминий или чугун, но также может использоваться для очень твердых материалов, таких как твердый сплав. | |
Циркониевый корундДля чернового шлифования, где требуется большой съем материала. Это зерно связано с высокотехнологичными смоляными связями. | |
Оксид алюминия Обычно рекомендуется для шлифования материалов с высокой прочностью на растяжение, таких как нержавеющая и инструментальная стали, но также может использоваться для обработки некоторых высокопрочных алюминиевых и бронзовых сплавов. Оксид алюминия выпускается разного качества. |


Чтение шлифовального круга
При выборе идеального круга для вашего проекта важно знать, что означают пиктограммы на передней промокательной бумаге. Это руководство поможет вам расшифровать их значение: |
Какой размер зерна мне нужен?
Когда выбирать крупную зернистость: , если чистота поверхности не важна для проекта, можно использовать крупную зернистость. Кроме того, чем крупнее зернистость, тем быстрее снимается припуск, что делает его более подходящим для больших площадей контакта, чем мелкозернистые абразивы.
Они также являются лучшим вариантом для мягких, пластичных и волокнистых материалов, таких как мягкая сталь и алюминий.
Когда выбирать мелкую зернистость: Мелкая зернистость используется, когда отделка является неотъемлемой частью успеха проекта.
Кроме того, выберите более мелкую зернистость, если проект требует более тщательной и точной работы на меньшей площади контакта. Твердые и потенциально хрупкие материалы, такие как стекло, инструментальная сталь и цементированный карбид, лучше всего подходят для абразива с более мелким зерном.
Какой класс шлифовального круга выбрать?
Класс указывает на относительную удерживающую способность связки, которая удерживает абразивные зерна в круге.
Мягкие сплавы:
• Для твердых материалов, таких как твердые инструментальные стали и карбиды
• Для больших площадей контакта
• Для быстрого съема припуска.
Твердые сплавы:
• Для мягких материалов
• Для небольших или узких участков контакта
• Для увеличения срока службы круга.
Правильный выбор шлифовального круга
При выборе шлифовального круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый?
Какой материал вы будете шлифовать и насколько он твердый?
2. Какой припуск необходимо снять с материала?
3. Разработайте форму материала и необходимую отделку поверхности (или отделки).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости круга и подачи будут задействованы? (Продукты Norton разработаны и протестированы для определенных приложений и рабочих скоростей.
В целях безопасности убедитесь, что рабочая скорость машины не превышает максимальную рабочую скорость, указанную на любом изделии.
6. Определите размер и твердость поверхности шлифовального контакта.
7. Будет ли ваша операция шлифования мокрой или сухой?
8. Какая степень шлифовки требуется?
9. Какой метод перевязки?
Какой материал вы будете шлифовать?
Тип материала влияет на выбор абразива, зернистости и марки.
- Абразивы типа оксида алюминия наиболее подходят для шлифования высокопрочных материалов , таких как сталь и ферритный чугун.
 Более рыхлые типы глинозема предпочтительны для более твердых сталей и приложений с большими дугами контакта.
Более рыхлые типы глинозема предпочтительны для более твердых сталей и приложений с большими дугами контакта. - Материалы с низкой прочностью на разрыв и неметаллические материалы наиболее эффективно шлифуются или режутся абразивом из карбида кремния. Твердость материала определяет степень проникновения, которое может быть достигнуто абразивом.
- По этой причине для шлифования твердых материалов и мягких материалов лучше всего шлифовать кругами со средней и крупной зернистостью. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Как правило, чем тверже материал, тем мягче требуется круг .
Запас/материал для удаления
Надеемся, что это руководство помогло вам сделать максимально осознанный выбор. Посмотреть прецизионные шлифовальные круги + Посмотреть черновые шлифовальные круги + | В большинстве случаев (особенно при техническом обслуживании, ремонте и эксплуатации) вы обычно используете шлифовальный круг на угловой шлифовальной машине.В нашей статье об угловых шлифовальных машинах объясняется, почему они должны быть незаменимым элементом в любом инструментальном ящике, сарае или мастерской. Загрузить руководство RAG |

Если у вас есть конкретные вопросы о шлифовке, почему бы не воспользоваться нашим новым разделом часто задаваемых вопросов по шлифованию или не отправить нам письмо по электронной почте.
Заинтересованы в покупке продукции Norton? Попробуйте нашу удобную функцию «Где купить».
7 факторов, используемых для определения спецификации шлифовального круга
Дэйв Гетц, инженер по корпоративным приложениям, Norton | Saint-Gobain Abrasives |
M
любой из нас использовал шлифовальные круги как часть наших обычных, повседневных рабочих функций, но большинство из нас не знает, почему мы используем тот круг, который мы делаем, и даже если круг, который мы используем, подходит для работы.
Существует множество различных типов абразивных зерен с различными размерами зерна, которые скрепляются друг с другом различными связующими веществами. Откуда мы знаем, что использовать?
Это проще, чем мы можем подумать.
. Принимая во внимание каждый из этих семи факторов, можно сузить поле до меньшего списка вариантов, с которых можно начинать любую операцию шлифования. |
 Шлифовальная операция — это система, и в целом нужно учитывать множество частей. Одним из ключевых компонентов является колесо. Чтобы определить, с чего начать, рассмотрим семь операционных факторов.
Шлифовальная операция — это система, и в целом нужно учитывать множество частей. Одним из ключевых компонентов является колесо. Чтобы определить, с чего начать, рассмотрим семь операционных факторов.1. Материал — заземление |
. Первая вещь, когда вы считаете Selection Selectification Whalking Whelping Whalking We Sharking Whalking Whelping Whaliing Whaliing Whaliing Whaling Whaling Whaling Whaling Whleming Whalifing Whaliing Whaliing Whaliing Whaliing Whaliing? Что за материал и насколько он твердый? Легко шлифуется или сложно? Изучив эти элементы, мы можем выбрать правильный тип абразива, характеристики зерна, подходящий размер зерна и тип связки.
Знание свойств материала, с которым мы работаем, помогает нам выбрать правильное абразивное зерно и его характеристики. Обычно мы используем зерна оксида алюминия для измельчения черных металлов и карбида кремния для неметаллов и цветных металлов. Керамические и суперабразивные зерна можно использовать в любом случае, но, как правило, при определенных обстоятельствах, когда измельчаемый материал требует этих типов зерен или когда мы стремимся оптимизировать производительность процесса.
Как только мы узнаем, с какого типа зерна начать, мы можем посмотреть на измельчаемость материала. Если материал легко шлифуется, мы будем использовать прочное/прочное зерно. Поскольку материал легко шлифуется, зерна не должны разрушаться слишком быстро или слишком легко, поэтому для увеличения срока службы круга можно использовать цельное зерно. Для материалов, которые трудно шлифовать, мы будем использовать мягкое/рыхлое зерно, которое легче ломается, остается более острым и фактически измельчает материал.
Для легко поддающихся шлифовке материалов нам понадобится более грубая зернистость. Это связано с тем, что зерно может легко проникать в материал, образовывать и удалять стружку. Использование крупного или крупного зерна увеличивает съем материала, сокращая время цикла.
Другим аспектом круга, на который мы можем ориентироваться в зависимости от шлифуемого материала, является класс или твердость связки. Если материал считается легко измельчаемым, мы можем использовать более твердый сорт, который гарантирует, что круг не выпустит зерно до того, как оно будет израсходовано. Зная, что мы хотим использовать абразивное зерно как можно дольше, мы хотим, чтобы связка удерживала это зерно в круге как можно дольше.
Если материал с трудом или трудно поддается шлифовке, и мы используем блочное, прочное и прочное зерно, мы рискуем просто притупить зерно и открыть дверцу, чтобы решить проблемы, такие как горение, потому что зерно будет тереть и не тереть.
Измельчаемый материал также помогает нам определить размер зерна. Для трудно поддающихся шлифовке материалов мы рекомендуем более мелкую зернистость, потому что меньшая частица будет проникать в твердые материалы и формировать стружку легче, чем более крупная и грубая. Трудные или трудно поддающиеся шлифовке материалы вредны для абразивного зерна и могут привести к его затуплению или затуплению. Поскольку для проникновения в материал нам нужно больше острых наконечников, мы хотим обеспечить высвобождение зерен до того, как они станут слишком тупыми и вызовут металлургические повреждения. Для твердых материалов следует использовать более мягкий сорт, чтобы материал постоянно подвергался воздействию острых зерен. Сплав должен быть достаточно мягким, чтобы высвобождать притупившиеся зерна и открывать для работы новые, более острые зерна. |


2. Серьезность операции |
 . Чем выше давление измельчения или усилие на зерно, тем жестче операция. Именно в таких операциях сегодняшние керамические и суперабразивные зерна хорошо себя зарекомендовали. Точно так же, как материал, который мы шлифуем, жесткость операции помогает нам определить свойства абразивного зерна.
. Чем выше давление измельчения или усилие на зерно, тем жестче операция. Именно в таких операциях сегодняшние керамические и суперабразивные зерна хорошо себя зарекомендовали. Точно так же, как материал, который мы шлифуем, жесткость операции помогает нам определить свойства абразивного зерна.
Для операций с большим давлением или большой силой на зерно мы будем использовать прочное/прочное зерно, поскольку этот тип зерна может выдерживать большое давление, создаваемое во время операции. Жесткие/долговечные абразивы лучше выдерживают давление и не ломаются слишком рано, что позволяет им выполнять требуемую работу.
Жесткость эксплуатации также помогает определить размер зерна. Для более тяжелых операций или большого давления мы хотим использовать более грубую зернистость, чтобы зерна выдерживали давление шлифования. Могут быть случаи, когда мы хотим распределить силу/давление по большему количеству точек резания, но даже в этой ситуации нам нужно, чтобы зерно было как можно более грубым, чтобы выдерживать давление и не превращаться в пыль. |

Для операций с легким давлением или меньшим усилием на зерно мы используем мягкое/рыхлое зерно. Когда суровость эксплуатации низкая, нам не нужно прочное зерно, которое будет только тереться и тупиться. Нам нужен такой, который будет продолжать ломаться, обнажая новые острые точки резания, и мягкие или рыхлые абразивы делают это лучше, удерживая острые зерна в контакте с материалом.
Для операций с небольшим давлением мы используем более мелкую зернистость. Поскольку давление на зерно в целом будет ниже, нам нужно убедиться, что зерно по-прежнему способно правильно разрушаться; если он слишком крупный, зерно может вообще не расколоться и не самозатачиваться.
При работе под небольшим давлением можно использовать более мягкий сорт, потому что нам нужно, чтобы круг разрушался и освобождал тусклое зерно до того, как оно начнет тереться, нагреваться или гореть. Мы также хотим, чтобы колесо ломалось, чтобы на режущую поверхность попадали новые острые зерна, чтобы мы могли выполнять необходимую работу и получать желаемую производительность от зерна. |

3. Требуемая точность обработки и формы |
Мы используем абразивные материалы, такие как шлифовальные круги, из-за их скорости, способности повторять форму и достигать финишной обработки.
Опять же, нам необходимо учитывать требуемую чистоту поверхности, допуски на размеры, требования к сохранению формы и скорость съема припуска. Изучив их, мы можем определить подходящий размер зерна. То, чего нам нужно достичь с кругом, также поможет нам определить степень сцепления или твердость круга.
Для отделки с низким Ra и/или жесткими геометрическими допусками мы, естественно, хотим использовать более мелкую зернистость, потому что фактический размер зерна обеспечивает большее количество точек контакта между заготовкой и кругом. Это помогает с прецизионной отделкой, которая имеет более мелкий рисунок царапин, что приводит к меньшему микродюймовому покрытию.
Когда нам требуется высокая производительность съема материала или когда форма и отделка не так важны, мы хотим использовать крупную зернистость. Независимо от того, нужна ли нам определенная отделка или форма, мы всегда хотим использовать самую крупную зернистость, какую только можем. Более грубая зернистость уберет более крупную стружку и, как таковая, увеличит время цикла резания со снятием припуска. |
 При попытке выбрать правильную спецификацию круга нам нужно посмотреть на операцию и определить, ищем ли мы быстрое снятие припуска или более чистую отделку. Является ли деталь простой/плоской или есть форма, которую нужно удерживать. Знание этих требований поможет нам выбрать правильный шлифовальный круг для процесса.
При попытке выбрать правильную спецификацию круга нам нужно посмотреть на операцию и определить, ищем ли мы быстрое снятие припуска или более чистую отделку. Является ли деталь простой/плоской или есть форма, которую нужно удерживать. Знание этих требований поможет нам выбрать правильный шлифовальный круг для процесса. Кроме того, именно физический размер зерна позволяет нам достигать и удерживать малый радиус и сложные формы лучше, чем мы могли с более крупной или крупной зернистостью.
Кроме того, именно физический размер зерна позволяет нам достигать и удерживать малый радиус и сложные формы лучше, чем мы могли с более крупной или крупной зернистостью.
Когда нам нужна точная геометрическая точность и устойчивость формы, мы должны использовать более твердый сплав. Работая так сильно, как мы можем, колесо дольше удерживает профиль / форму, а также гарантирует, что зерна удерживаются достаточно долго для достижения желаемых результатов.
Следующий комментарий может показаться противоречивым, но когда нам нужна более тонкая обработка и больший съем материала, мы можем использовать более мягкую связку. |
 Круг с более мягкой связкой легко освобождает тусклые зерна и удерживает новые острые зерна в контакте с материалом. Это, в свою очередь, означает, что более острые зерна постоянно подвергаются воздействию при работе, увеличивая съем материала, а также помогая с требуемой отделкой, предотвращая трение и сжигание детали тупыми абразивами. Хотя фактическая отделка в большей степени зависит от размера зерна, наличие острого зерна в зоне шлифования помогает обеспечить требуемую отделку.
Круг с более мягкой связкой легко освобождает тусклые зерна и удерживает новые острые зерна в контакте с материалом. Это, в свою очередь, означает, что более острые зерна постоянно подвергаются воздействию при работе, увеличивая съем материала, а также помогая с требуемой отделкой, предотвращая трение и сжигание детали тупыми абразивами. Хотя фактическая отделка в большей степени зависит от размера зерна, наличие острого зерна в зоне шлифования помогает обеспечить требуемую отделку.
Последним аспектом спецификации колеса, определяемым на основе требований к деталям, является тип скрепления. Когда нам требуются жесткие допуски и выдерживание формы, нам понадобится стекловидный продукт. Керамические круги сохраняют свою форму/форму лучше, чем круги на органической или смоляной связке, но органические связки имеют тенденцию к лучшей отделке. Для отражающей и другой более тонкой отделки следует рассмотреть возможность использования органической или смоляной связки. |
 Органические связки, в отличие от стекловидных, немного поддаются, и часть шлифовальных усилий передается на круг/связку, уменьшая размер стружки. Еще одним преимуществом использования органической связки для финишного шлифования является то, что круги на органической связке разрушаются от тепла при шлифовке, и они, как правило, удерживают зерно немного дольше, позволяя ему растекаться и тупиться. Именно это притупление и трение помогает создать более тонкую отделку.
Органические связки, в отличие от стекловидных, немного поддаются, и часть шлифовальных усилий передается на круг/связку, уменьшая размер стружки. Еще одним преимуществом использования органической связки для финишного шлифования является то, что круги на органической связке разрушаются от тепла при шлифовке, и они, как правило, удерживают зерно немного дольше, позволяя ему растекаться и тупиться. Именно это притупление и трение помогает создать более тонкую отделку.. серьезность операции, поскольку он учитывает величину (или площадь) контакта между изделием и колесом. Этот фактор показывает, как сила, приложенная для образования стружки, будет распределяться по зоне шлифования примерно так же, как площадь поверхности связана с давлением в гидравлической системе. Когда круг прикладывается к заготовке, прилагаемое усилие распределяется по всем точкам резания в зоне заточки. Чем больше площадь контакта, тем меньше сила на коэффициент усиления.
Когда у нас небольшая площадь соприкосновения, нам нужно прочное/прочное зерно. Небольшая площадь контакта соответствует более высокому усилию на зерно, поэтому нам нужно абразивное зерно, способное выдерживать эти усилия без преждевременного разрушения и преждевременного износа. Опять же, когда сила на зерно выше из-за меньшей площади контакта, хорошим выбором может быть керамическое или суперабразивное зерно.
Зная, что у нас небольшая площадь контакта, мы захотим использовать более мелкую зернистость, потому что в дополнение к обеспечению большего количества абразивных точек в области контакта, это также гарантирует, что относительное давление или силы шлифования будут разделены среди многих зерен.
Меньшая площадь контакта обычно также требует использования более твердых колес. Поскольку силы выше в меньших областях контакта, нам нужно, чтобы колесо сохраняло свою форму и не выпускало зерна слишком рано.
Когда площадь контакта увеличивается и становится больше, как у сегмента бланшара, нам нужно более мягкое, более рыхлое зерно. Из-за увеличенного количества зерен, контактирующих с работой в зоне шлифования, усилие на зерно меньше, и зерно может легче ломаться и самозатачиваться.
В операциях с большой площадью контакта нам нужен более крупный зернистость, чтобы усилия шлифования (которые были бы ниже из-за большой площади) распределялись на меньшее количество зерен, тем самым увеличивая давление на зерно, чтобы работа могла выполняться. быть выполнено более эффективно. Силы помогут зерну проникнуть в заготовку и при необходимости помогут разбить/разрушить зерно.
При работе с большими площадями контакта мы рискуем затупить зерно. Это связано с меньшим усилием на зерно, которое мы обычно наблюдаем при операциях с большой площадью контакта.
Заключительные факторы, хотя и важны, только помогают отрегулировать или сузить варианты спецификации колеса. |
 И наоборот, чем меньше площадь, тем выше сила, приходящаяся на зерно.
И наоборот, чем меньше площадь, тем выше сила, приходящаяся на зерно. Поскольку относительное давление при шлифовании в точке контакта будет высоким, для предотвращения преждевременного износа круга используется более твердое зерно.
Поскольку относительное давление при шлифовании в точке контакта будет высоким, для предотвращения преждевременного износа круга используется более твердое зерно. Чтобы компенсировать возможность пригорания, связанного с помутнением зерен, мы хотим, чтобы наш круг был более мягким, чтобы зерно можно было освободить и заменить до того, как нашей детали будет нанесен какой-либо ущерб.
Чтобы компенсировать возможность пригорания, связанного с помутнением зерен, мы хотим, чтобы наш круг был более мягким, чтобы зерно можно было освободить и заменить до того, как нашей детали будет нанесен какой-либо ущерб.5. Скорость колеса |
. Мы должны учитывать рабочую скорость колеса в поверхностной скорости. Чтобы рассчитать поверхностную скорость, используйте эти уравнения или попробуйте наше приложение iGrind. |
Скорость вращения колеса определяет, какая связка больше всего подходит, если требуется высокая скорость или требуется высокая скорость.
Как правило:
И последнее замечание о скорости колеса. Колеса будут вести себя по-разному в зависимости от их скорости. Общепринятой практикой является то, что на каждые 1000 футов в минуту (5,08 м/с) изменяется скорость поверхности, колесо будет действовать на один уровень жестче или мягче в зависимости от того, как изменяется скорость.
Это может быть полезно при устранении неполадок в спецификации колеса и/или для определения класса колеса. |

 При более низких скоростях круга на абразивную частицу действует более высокая сила, что приводит к более быстрому разрушению зерна и/или связки.
При более низких скоростях круга на абразивную частицу действует более высокая сила, что приводит к более быстрому разрушению зерна и/или связки.6. Использование охлаждающих жидко Охлаждающая жидкость в шлифовальной системе по-разному влияет на круги на керамической и органической (смоляной) связке и учитывается при определении класса или твердости круга.
Если используется охлаждающая жидкость:
Если охлаждающая жидкость не используется:
|
 Это обеспечивает более острую и свободную резку.
Это обеспечивает более острую и свободную резку. 7. |
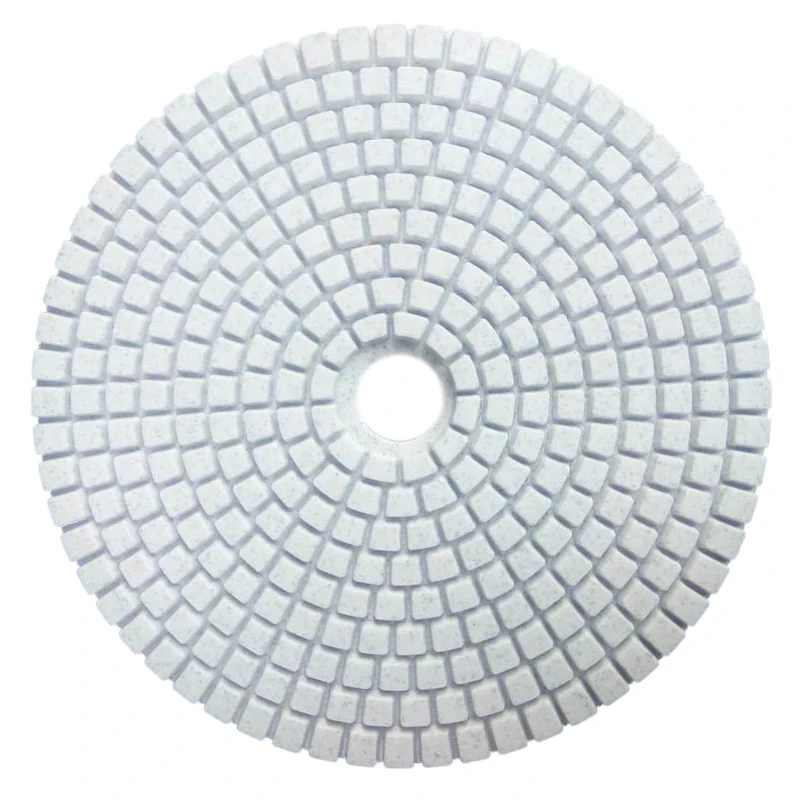 Машина/веретеное лошадь
Машина/веретеное лошадь  Чтобы смягчить это, нам нужно использовать более мягкую марку для наших колес. Мы также можем рассмотреть более рыхлые зерна, чтобы помочь с этим.
Чтобы смягчить это, нам нужно использовать более мягкую марку для наших колес. Мы также можем рассмотреть более рыхлые зерна, чтобы помочь с этим.| Фактор | Абразивный тип и характеристика | Размер грита | класс | Связанный тип | . 0005 0005Учитывайте свойства материала (металл/[черные/цветные] или неметаллы, твердость, шлифуемость и т. д.) | Черные металлы: AI-O или cBN Цветные/неметаллические: SiC или Алмаз Легко шлифуется: твердое/прочное зерно | Легко шлифуется: крупное зерно Трудно шлифуется: мелкозернистое Марка | ||
|---|---|---|---|---|---|---|---|---|---|
2. ТЯЖЕЛОСТЬ ЭКСПЛУАТАЦИИ Учитывайте усилие на зерно, давление измельчения в зоне измельчения | Более тяжелое давление: твердое/прочное зерно Более легкое давление: мягкое/рыхлое зерно | 1 90 Легкий нажим: мелкозернистый | Увеличенный нажим: более твердая связка Легкий нажим: более мягкая связка | ||||||
3. ТРЕБУЕМАЯ ТОЧНОСТЬ ОТДЕЛКИ И/ИЛИ ФОРМЫ Учитывайте требования к чистоте поверхности, допускам на размеры, сохранению формы и съему материала | Более высокий съем материала, базовая форма и/или более грубая обработка: более грубая зернистость Более сложная форма, жесткий допуск и/или более тонкая обработка : Более мелкая зернистость | Более сложная форма, жесткий допуск и/или лучшее удерживание формы: более твердый сплав Более высокий съем материала и/или более тонкая отделка: более мягкий сплав | Улучшение удержания формы: Витрифицированная связка Более отражающая/улучшенная отделка: Связка на основе смолы | ||||||
Контакт: Прочный/прочный Большая площадь контакта: Мягкий/хрупкий | Малая площадь контакта: Мелкая зернистость Большая площадь контакта: Более грубая зернистость | Малая площадь контакта: Более твердый класс Большая площадь контакта: более мягкий сорта | |||||||
5. Рассмотрим необходимую/желаемую скорость колеса в скорости поверхности (SFPM = 0,2618 x Whl Dia x Spindle RPM) | для каждого 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000 1000. SFPM a скорость колеса изменяется ВВЕРХ и ВНИЗ, «эффективный» уклон колеса изменяется сильнее (быстрее) или мягче (медленнее). Это может быть полезно при поиске и устранении неполадок или «наборе номера» спецификации колеса. | Для скоростей 6500 футов в минуту или ниже: застеклованная (застеклованная может работать до 8500 футов в минуту при определенных условиях) Скорость более 8500 футов в минуту: органическая/смола | |||||||
будет использоваться | Для керамических кругов мы учитываем материал и его влияние на материал Для органического/смоляного материала мы рассматриваем круг | Если используется охлаждающая жидкость: Витрифицированный: может стать на 1 класс тверже Органическая/смола: должна быть на один сорт мягче | |||||||
на дюйм ширины колеса | High HP: Harder Grade Low HP: Softer Grade | ||||||||
 Скорость колеса
Скорость колеса
| : ПРИМЕЧАНИЕ. |
 считается; однако возможно, что они могут конфликтовать. Если это произойдет, важно использовать любой ключевой фактор (факторы) для определения окончательной стартовой спецификации.
считается; однако возможно, что они могут конфликтовать. Если это произойдет, важно использовать любой ключевой фактор (факторы) для определения окончательной стартовой спецификации.Как правильно выбрать шлифовальный круг
Шлифование — это процесс механической обработки, который можно найти почти во всех мастерских. Некоторые операции шлифования относительно просты, а другие операции шлифования могут быть сложными, например, те, которые используются для соблюдения очень малых допусков или для обработки сложных материалов. Шлифование имеет широкий спектр применения в производстве. Как и во многих других процессах, выбор лучшего инструмента имеет решающее значение.
Правильный выбор шлифовального круга очень важен для получения хороших результатов (то есть для получения более качественной поверхности и увеличения срока службы шлифовального круга). Существует широкий выбор шлифовальных кругов, и различия между различными типами абразивов иногда могут сбивать с толку.
Шлифовальный круг — абразивный режущий инструмент. Абразивные частицы, распределенные по поверхности шлифовального круга, образуют тысячи режущих точек, которые могут срезать мельчайшие фрагменты материала. Эти частицы удерживаются вместе склеиванием (в большинстве случаев смесью отобранных глин) и разделяются порами.
При использовании шлифовального круга абразивные зерна врезаются в измельчаемый материал, тем самым удаляя нежелательный поверхностный материал мелкими фрагментами. При выборе шлифовального круга необходимо учитывать три наиболее важные характеристики: тип абразива, размер абразивных зерен (или крупных зерен) и тип связки.
Абразив
Существует четыре основных типа абразивных зерен. Каждый тип имеет уникальные свойства с точки зрения твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива неизбежно связан с материалом заготовки.
Глинозем
Глинозем является наиболее часто используемым абразивом в шлифовальных кругах. Обычно его рекомендуют для шлифования таких материалов, как нержавеющая сталь и инструментальная сталь, но его также можно использовать для некоторых высокопрочных алюминиевых и бронзовых сплавов.
Обычно его рекомендуют для шлифования таких материалов, как нержавеющая сталь и инструментальная сталь, но его также можно использовать для некоторых высокопрочных алюминиевых и бронзовых сплавов.
Карбид кремния
Он тверже стандартного оксида алюминия и имеет очень острые абразивные частицы. Обычно используется для шлифования серого чугуна, холодного железа, латуни, мягкой бронзы и алюминия, а также камня, резины и других цветных металлов.
Циркониевый оксид алюминия
Подходит для чернового шлифования, требующего большого объема резания. Это зерно связано с высокотехнологичными смоляными связками.
Керамический глинозем
Часто называемый «керамическим», это самый современный тип абразива. Керамические частицы имеют уникальную микрокристаллическую структуру и могут самозатачиваться. Этот абразив очень твердый. Он в основном используется для прецизионного шлифования самых требовательных сталей.
Гравий
Как упоминалось выше, размер частиц песка зависит от размера абразивных частиц, распределенных по шлифовальному кругу. Чем больше размер частиц, тем мельче абразив. Основное описание типов абразивов варьируется от крупного до среднего и мелкого.
Мелкозернистые шлифовальные круги часто используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала. С другой стороны, когда завершение является основным аспектом проекта, лучше использовать тонкий шлифовальный круг.
Выберите тип шлифовального круга в соответствии с материалом, который вы хотите обработать.
Тип материала влияет на выбор поверхности круга, размера частиц и класса абразива. Абразивы типа глинозема наиболее подходят для шлифования высокопрочных материалов, таких как сталь и ферритный чугун. Для более твердых сталей и изделий с большей дугой контакта предпочтительнее использовать более хрупкий тип оксида алюминия. Наиболее эффективным способом для материалов с низкой прочностью на растяжение и неметаллических материалов является шлифовка или резка абразивным карбидом кремния. Твердость материала определяет тяговое усилие абразива. Поэтому для шлифования твердых материалов необходимо использовать мелкозернистые шлифовальные круги, а для шлифования мягких материалов лучше всего использовать средне- и крупнозернистые шлифовальные круги. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Наиболее эффективным способом для материалов с низкой прочностью на растяжение и неметаллических материалов является шлифовка или резка абразивным карбидом кремния. Твердость материала определяет тяговое усилие абразива. Поэтому для шлифования твердых материалов необходимо использовать мелкозернистые шлифовальные круги, а для шлифования мягких материалов лучше всего использовать средне- и крупнозернистые шлифовальные круги. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Размер зерна
Зерна песка связаны с размером абразивных зерен, распределенных по шлифовальному кругу. Чем больше размер частиц, тем мельче абразив. Основное описание типов абразивов варьируется от крупного до среднего и мелкого. Это базовая таблица с различной степенью детализации.
Мелкозернистая обработка хорошая, а мелкозернистая — плохая. Как правило, шлифовальные круги для шероховатой поверхности используются для быстрого удаления материала. Когда важна обработка поверхности, используйте тонкие шлифовальные круги. Грубые колеса можно использовать для мягких материалов, но твердые и хрупкие материалы обычно должны быть мелким гравием. Шлифовальные круги с низкой зернистостью обычно используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала.
Когда важна обработка поверхности, используйте тонкие шлифовальные круги. Грубые колеса можно использовать для мягких материалов, но твердые и хрупкие материалы обычно должны быть мелким гравием. Шлифовальные круги с низкой зернистостью обычно используются в тех случаях, когда отделка материала не важна, а основное внимание уделяется удалению материала.
Связка
Связка — это материал, который связывает абразивные частицы вместе, поэтому его можно эффективно резать. Связующее должно изнашиваться по мере износа абразивных частиц и выбрасываться, чтобы обнажить новые острые частицы. Причина этого эффекта в том, что песчинки становятся тусклыми, а усилие измельчения увеличивается. Для твердосвязанных зерен срок службы шлифовального круга больше. Но определение конечного продукта ниже, и наоборот. Четыре основных типа склеивания: витрификация, шеллак, смола и каучук. Большинство шлифовальных кругов изготавливаются на стеклянной связке, в состав которой входит тщательно подобранная глиняная смесь. Эти типы колес прочные, пористые и не подвержены влиянию воды, кислоты, масла или изменений температуры.
Эти типы колес прочные, пористые и не подвержены влиянию воды, кислоты, масла или изменений температуры.
Важным аспектом, который следует учитывать при склеивании, является его прочность или качество. Для мягких материалов, небольших или узких контактных площадей или длительного срока службы круга рекомендуется использовать прочную связку или твердые сплавы. Для твердых материалов (таких как твердые инструментальные стали или карбиды) предпочтителен контакт с большой площадью или быстрое удаление заготовок, более слабые связи или мягкие марки.
Как выбрать лучший круг для плоского шлифования – виртуальные события и трансляции
Современные круги для плоского шлифования можно рассматривать как вращающиеся режущие инструменты с бесконечным числом режущих кромок. Последний образован небольшими фрагментами или кристаллами твердого материала и внедрен в более мягкую матрицу или связку. По сравнению со станком, в котором используется одноточечный инструмент, большое количество точек резания, действующих одновременно, приведет к очень небольшой нагрузке в каждой точке, поэтому тенденция шлифовального круга к отскакиванию от заготовки намного меньше.
Здесь применяется тот же принцип, но он изменен из-за более медленного истирания и, как правило, большей нагрузки. Было обнаружено, что эти условия лучше подходят для удаления очень небольших количеств металлов под строгим контролем. Круги для плоского шлифования бывают различных размеров и типов абразивных зерен, а также связки, используемые для повышения производительности шлифования определенных размеров. В этой статье мы расскажем, на что следует обратить внимание при выборе нового шлифовального круга для плоскошлифовальной машины.
Выберите тип круга в зависимости от материала, который вы хотите обработать.
Тип материала влияет на выбор круга для плоского шлифования, размера частиц и класса абразива. Абразивы типа оксида алюминия лучше всего подходят для шлифования высокопрочных материалов, таких как сталь и ферритный чугун. Для более твердых сталей и изделий с большей дугой контакта предпочтительнее использовать более хрупкий тип оксида алюминия. Материалы с низкой прочностью на растяжение и неметаллические материалы наиболее эффективно шлифуются или режутся абразивным карбидом кремния. Твердость материала определяет степень сцепления, которую может получить абразив. Поэтому для шлифования твердых материалов необходимо использовать мелкозернистый шлифовальный круг, а для шлифования мягких материалов лучше всего использовать средне- и крупнозернистый шлифовальный круг. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Материалы с низкой прочностью на растяжение и неметаллические материалы наиболее эффективно шлифуются или режутся абразивным карбидом кремния. Твердость материала определяет степень сцепления, которую может получить абразив. Поэтому для шлифования твердых материалов необходимо использовать мелкозернистый шлифовальный круг, а для шлифования мягких материалов лучше всего использовать средне- и крупнозернистый шлифовальный круг. Для наиболее эффективной работы марку необходимо отрегулировать в соответствии с твердостью материала.
Важные характеристики плоскошлифовального круга
Спецификации плоскошлифовального круга также считаются супершлифовальными кругами. Кроме того, вы можете захотеть узнать, что применение той или иной модели определяется различными спецификациями. Давайте обсудим различные параметры один за другим!
• Тип абразива
Два типа плоскошлифовальных кругов используются в промышленности. Одним из них является карбид кремния, очень острый и очень твердый абразив. Однако его использование в качестве абразива в некоторой степени ограничено его хрупкостью. Карбид кремния используется для шлифования материалов с низкой прочностью на растяжение, таких как серый чугун, холодное железо, бронза, алюминий, медь, латунь и неметаллические материалы. Специальная форма зеленого карбида кремния используется для заточки инструментов с карбидом вольфрама. Другим наиболее распространенным абразивом является глинозем. Он мягче карбида кремния, но намного тверже. Он используется для шлифования материалов с высокой прочностью на растяжение, таких как легированная сталь, отожженное ковкое железо и прочная бронза. Существует еще одна форма глинозема, белая, в отличие от обычной коричневой разновидности. По сравнению с обычным глиноземом этот белый глинозем более склонен к растрескиванию, поэтому плоскошлифовальный круг обеспечивает более острые режущие кромки заготовки. При шлифовании закаленной инструментальной стали или при шлифовании в общих инструментальных цехах следует выбирать шлифовальные круги из белого оксида алюминия.
Однако его использование в качестве абразива в некоторой степени ограничено его хрупкостью. Карбид кремния используется для шлифования материалов с низкой прочностью на растяжение, таких как серый чугун, холодное железо, бронза, алюминий, медь, латунь и неметаллические материалы. Специальная форма зеленого карбида кремния используется для заточки инструментов с карбидом вольфрама. Другим наиболее распространенным абразивом является глинозем. Он мягче карбида кремния, но намного тверже. Он используется для шлифования материалов с высокой прочностью на растяжение, таких как легированная сталь, отожженное ковкое железо и прочная бронза. Существует еще одна форма глинозема, белая, в отличие от обычной коричневой разновидности. По сравнению с обычным глиноземом этот белый глинозем более склонен к растрескиванию, поэтому плоскошлифовальный круг обеспечивает более острые режущие кромки заготовки. При шлифовании закаленной инструментальной стали или при шлифовании в общих инструментальных цехах следует выбирать шлифовальные круги из белого оксида алюминия.
• Размер зерна
Размер зерна также зависит от размера алмаза и диаметра зерна. Для более мелких зерен отделка хорошая, в то время как для более мелких зерен чистовая обработка торца плохая. Как правило, грубые шлифовальные круги используются для быстрого удаления материала. Используйте тонкие шлифовальные круги, когда обработка поверхности считается важной. Грубые колеса можно использовать для мягких материалов, но твердые и хрупкие материалы обычно должны быть мелким гравием.
• Тип связки и прочность связки
Они определяются несколькими факторами, включая степень, прочность и твердость. Следует упомянуть, что с твердостью может справиться материал, который связывает/удерживает абразивные частицы. Для кристаллических зерен с более твердой связкой срок службы шлифовального круга увеличивается. Но чистота конечного продукта ниже, и наоборот. Связующий материал удерживает абразивные частицы в виде плоскошлифовальных кругов. Когда эти частицы становятся тупыми или полностью разрушаются, связующий материал высвобождает тупые частицы, открывая новые острые частицы для продолжения работы. Этот эффект возникает из-за того, что частицы песка становятся тусклыми, а давление измельчения увеличивается. Четыре основных типа склеивания: витрификация, шеллак, смола и каучук.
Этот эффект возникает из-за того, что частицы песка становятся тусклыми, а давление измельчения увеличивается. Четыре основных типа склеивания: витрификация, шеллак, смола и каучук.
• Степень концентрации
Определяет соотношение содержания алмаза и абразивных частиц CBN в абразивном слое. Чем выше концентрация, тем больше количество зерен. При более низких концентрациях абразивных частиц меньше. Сорт является мерой «удерживающей способности» абразивных зерен, которая определяет твердость или мягкость шлифовального круга. Большинство производителей используют буквы для обозначения класса колеса. Хотя стандарт отличается, поскольку класс не является точным значением, буква класса обычно увеличивает твердость от E до Z. Позже в этой статье мы обсудим выбор правильного класса круга для конкретного применения шлифования, но обычно рекомендуется использовать твердые колеса для мягких материалов и мягкие колеса для твердых материалов.
Основные области применения плоскошлифовальных кругов
На плоскошлифовальном станке с горизонтальным шпинделем плоская кромка плоскошлифовального круга соприкасается с заготовкой. Шлифовальный станок с вертикальным шпинделем использует торец шлифовального круга в качестве плоскости. Они обеспечивают быстрое удаление материала и высокую точность. Дисковый шлифовальный станок или двухдисковый шлифовальный станок имеет большую площадь контакта между диском и заготовкой и может одновременно устанавливать вертикальный и горизонтальный шпиндели.
Шлифовальный станок с вертикальным шпинделем использует торец шлифовального круга в качестве плоскости. Они обеспечивают быстрое удаление материала и высокую точность. Дисковый шлифовальный станок или двухдисковый шлифовальный станок имеет большую площадь контакта между диском и заготовкой и может одновременно устанавливать вертикальный и горизонтальный шпиндели.
:: Подробнее : Шлифовальный шпиндель обещает профессиональную шлифовальную способность
Состав круга для плоского шлифования
Круг для плоского шлифования состоит из оксида алюминия, карбида кремния, алмаза и кубического нитрида бора (CBN). Наиболее предпочтительным и желательным является оксид алюминия. Для алмаза и CBN они сделаны из более дешевых материалов, а затем окружены слоем алмаза или CBN. Шлифовальный круг, состоящий из алмаза и кубического нитрида бора, очень твердый по своей природе и может использоваться для экономичной шлифовки керамики, карбидов и других материалов. Точно так же колеса можно отшлифовать с помощью алмаза и CBN. Поверхность шлифовального круга поддерживается абразивами, которые можно установить на верстак или в головку шлифовального круга, чтобы их можно было использовать повторно.
Точно так же колеса можно отшлифовать с помощью алмаза и CBN. Поверхность шлифовального круга поддерживается абразивами, которые можно установить на верстак или в головку шлифовального круга, чтобы их можно было использовать повторно.
:: Подробнее: Плоскошлифовальные станки в автомобильной промышленности
Круги для плоского шлифования на IMTS-Exhibition.com
На нашем сайте вы можете найти множество поставщиков кругов для плоского шлифования, которые подходят для обработки серого чугуна. Просто зайдите в наш раздел продуктов или воспользуйтесь нашей функцией поиска , чтобы найти сотни производителей в нашей базе данных продуктов. Если вы хотите узнать больше о вопросах и областях применения, связанных с серым чугуном, обязательно ознакомьтесь с другими записями нашего блога.
Если вас интересует еще более подробная информация о производстве, обязательно посетите наш отраслевой канал MTS. На этом шоу мы представляем новые продукты и тенденции, посещая производителей на их предприятиях!
Если у вас есть какие-либо отзывы об этой статье или другие предложения, отправьте нам сообщение!
Быстрая ссылка на поставщиков
Как правильно выбрать шлифовальный круг
16 ноября 2020 г.
Выбор подходящего шлифовального круга для конкретного применения часто бывает сложной задачей. Существует несколько типов шпинделей, поэтому различия между различными типами используемых абразивов могут сбивать с толку.
Что такое шлифовальный круг?
Шлифовальный круг представляет собой абразивный инструмент. В шлифовальном круге абразивные зерна распределяются по краям круга, выполняя режущую функцию. Тысячи этих твердых жевательных зерен движутся по заготовке, чтобы срезать крошечные кусочки ткани.
Эти абразивные зерна склеиваются связкой, смесью отобранных глин и разделены порами.
Во время работы шлифовального круга абразивные зерна вгрызаются в ткань, удаляя нежелательный поверхностный материал в виде мелких стружек.
Тип абразива, размеры абразивных зерен (или зернистости) и связка — три наиболее важные характеристики, на которые следует обратить внимание при выборе шлифовального круга.
Как правильно выбрать шлифовальный круг
Эти пять факторов влияют на типы шлифовальных кругов
Стол Пять факторов шлифовального круга
Зерно | Зернистость | Марка | Структура | Бонд |
Природа абразивного зерна | Размер абразивного зерна (F или #) | Удерживающая способность абразивных зерен | Доля зерен на все колесо | Характер связующего |
Типы материалов шлифовальных кругов
Чтобы дать вам больше ясности, мы упомянули все характеристики, которые отличают шлифовальные круги.
Абразивы
Существует четыре основных типа абразивных зерен для шлифовальных кругов. Каждый класс обладает уникальными свойствами, когда речь идет о твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива неизбежно связан с тканью заготовки.
Каждый класс обладает уникальными свойствами, когда речь идет о твердости, прочности, вязкости разрушения и ударопрочности. Выбор абразива неизбежно связан с тканью заготовки.
- Оксид алюминия
Оксид алюминия является наиболее распространенным абразивом, используемым в шлифовальных кругах. Обычно рекомендуется для шлифования таких материалов, как хромистая сталь и зубчатая сталь, но это правильный выбор для резки высокопрочных алюминиевых и бронзовых сплавов.
- Карбид кремния
Более твердый, чем стандартный глинозем, с острым абразивным зерном, в основном используется для шлифования серого чугуна, закаленного железа, латуни, мягкой бронзы, алюминия, камня, резины и других цветных материалов.
- Оксид циркония
Циркониевый глинозем в основном используется для грубого шлифования, где требуется большой съем материала. Это зерно связано с высокотехнологичными смоляными связками.
- Керамический глинозем
Часто упоминаемый просто как «Керамика», это передовой современный вид абразива. Это керамическое зерно имеет уникальную самозатачивающуюся микрокристаллическую структуру. Этот абразив исключительно твердый и мощный. Он в основном используется для прецизионного шлифования в сложных условиях обработки сталей и сплавов, которые наиболее трудно поддаются шлифованию.
Зернистость
Как мы упоминали выше, зернистость определяется размерами абразивных зерен, распределенных по кругу. Чем больше зернистость, тем мельче абразив. Основные описания типов абразивов варьируются от крупного до среднего и мелкого. Вот основная таблица различных размеров зернистости.
- Крупное зерно — 8, 10, 12, 14, 16, 20, 24
- Обычное зерно — 30, 36, 46, 54, 60, 70
- Мелкое зерно — 80, 90, 100, 120, 150, 180, 220
- Очень мелкое зерно — 240, 280, 320, 400, 500, 600, 700, 800, 1000, 1200, 2500
Шлифовальные круги с крупной зернистостью обычно используются в тех случаях, когда отделка ткани не важна, и поэтому основное внимание уделяется удалению материала. С другой стороны, мелкозернистые круги предпочтительнее, когда отделка может быть фундаментальным аспектом проекта.
С другой стороны, мелкозернистые круги предпочтительнее, когда отделка может быть фундаментальным аспектом проекта.
Связка
Материал, удерживающий абразивные зерна вместе, чтобы они могли эффективно резать, называется связкой. Большинство шлифовальных кругов изготавливаются на керамической связке, которая содержит смесь тщательно отобранных глин. Эти отрезные круги прочные и пористые и не боятся воды, кислоты, масел или колебаний температуры.
Важным фактором, который следует учитывать при выборе облигаций, является их прочность или качество.
Связка для шлифовального круга, тип
- Сильные связки. Такие связки рекомендуются для мягких материалов, небольших или узких участков контакта или увеличения срока службы круга.
- Слабые связки или мягкие сорта — такие связки предпочтительнее для закаленных материалов, таких как закаленные инструментальные стали или карбиды, большие площади контакта или быстрое удаление материала.

Формы колес
Само колесо бывает разных форм. Шлифовальная поверхность — часть круга, предназначенная для работы, — находится на периферии прямого круга. Ниже приведены наиболее часто используемые формы шлифовального круга :
- Стандартный вариант конструкции прямого круга состоит в том, что круг с углублением называется так потому, что середина круга утоплена, чтобы соответствовать узлу фланца шпинделя станка.
- На некоторых шлифовальных кругах режущая поверхность находится сбоку от круга. Эти колеса обычно называют в честь их отличительной формы, например, колеса в цилиндре, чашечные колеса и тарельчатые колеса.
- Круги навесные малые Круги шлифовальные по бетону с уникальными формами, такими как конусы или заглушки, которые прочно закреплены на стальной оправке. Они используются для широкого спектра ручных и прецизионных работ по внутреннему шлифованию.
Состав шлифовального круга
Шлифовальный круг состоит из пяти основных частей: тип абразива, связка, размер зерна, структура и марка.
Пять факторов шлифовального круга
Зерно | Зернистость | Марка | Структура | Облигация |
Природа абразивного зерна | Размер абразивного зерна (F или #) | Удерживающая способность абразивных зерен | Доля зерен на все колесо | Характер связующего вещества |
Маркировка шлифовального круга
Маркировка шлифовального круга облегчает идентификацию типа круга. Спецификации шлифовального круга G упоминаются следующим образом:
Коды шлифовального круга :
Таблица
Пример | Маркировка | Коды маркировки |
ВА | Абразивный материал | А – обычный оксид алюминия WA – белый оксид алюминия 19A – смесь А и WA SD – синтетический алмаз ASD – синтетический алмаз, металлическое покрытие FA – оксид алюминия полусыпучий PA – оксид алюминия розовый SA (HA) – монокристаллический оксид алюминия 23А – смесь А и SA AZ – оксид циркония C – черный карбид кремния GC – зеленый карбид кремния RC – смесь C и GC |
60 | Размер зерна | (Грубая) 10, 12, 14, 16, 20 и т. |
К | Класс | (мягкий) A, B, C, D, E и т. д. до V, W, X, Y, X (жесткий) |
7 | Структура | (плотные) 1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14 (открытые) |
В | Тип связки | В – остеклованный Б – резиноид Р – резина О – MgO E – эпоксидная смола М – металл EP – с гальваническим покрытием |
 д. до 600, 800, 100, 1200 (Точная)
д. до 600, 800, 100, 1200 (Точная)Наконец, выбор шлифовального круга может быть процессом, который требует тонны вашего времени и тщательного анализа, но если все сделано правильно, это может привести к значительным результатам.
Оставить комментарий
Руководство для начинающих по различным типам угловых шлифовальных машин
Использование электроинструментов
Этан Назаров 21 ноября 2020 г.
8 36, 36,
Получите максимальную отдачу от своей УШМ, используя различные типы угловых шлифовальных кругов
Знаете ли вы, что ваша УШМ предназначена не только для резки металла? Прикрепляя к нему различные диски и колеса, вы можете справиться с гораздо большим, чем раньше! Прочтите эту статью, чтобы получить больше информации о различных типах кругов для угловых шлифовальных машин!
Что такое угловая шлифовальная машина и как получить от нее максимальную отдачу?
Угловая шлифовальная машина — это электроинструмент, используемый для шлифования, резки, полировки и т. д. Этот ручной инструмент использует диск для выполнения задач, упомянутых ранее. Угловые шлифовальные машины — чрезвычайно полезные инструменты, которые практичны во многих отраслях промышленности, от металлообработки и строительства до деревообработки и кузовных мастерских. Эти электроинструменты очень универсальны, потому что к ним можно присоединить широкий спектр колес и дисков. С помощью этих дисков они могут выполнять различные задачи от шлифовки и резки до шлифовки и полировки.
Эти электроинструменты очень универсальны, потому что к ним можно присоединить широкий спектр колес и дисков. С помощью этих дисков они могут выполнять различные задачи от шлифовки и резки до шлифовки и полировки.
Посетите эту страницу: компания по производству электроинструментов
Мы собрали здесь список различных и полезных кругов и дисков для угловых шлифовальных машин. Если вы хотите получить максимальную отдачу от своей угловой шлифовальной машины и максимально повысить эффективность и производительность, обязательно прочитайте эту статью и получите дополнительную информацию.
Связанная статья: Полное руководство для угловых шлифовальных машин
Круги/диски для угловых шлифовальных машин
Самый очевидный и, вероятно, самый популярный среди различных типов дисков для угловых шлифовальных машин – это шлифовальный диск. Шлифовальные круги бывают разных типов и размеров (поскольку задачи, которые они должны выполнять, и размеры угловых шлифовальных машин различаются).
Твердость и гладкость шлифовального круга измеряется зернистостью. Как и в случае с наждачной бумагой, более низкий номер зернистости шлифовального круга означает, что он грубый, а более высокий номер означает, что шлифовальный круг менее грубый. Мелкозернистые шлифовальные круги удаляют материал быстрее, но они также производят больше искр и создают более грубый вид. Они также могут вызвать небольшие ожоги и больше царапин по сравнению с дисками с высокой зернистостью. Ronix производит высококачественные шлифовальные круги различных размеров.
ronix
Применение
Шлифовальные круги в основном используются для шлифовки, удаления лишнего материала с поверхности, очистки срезов и подготовки металлических деталей к сварке. Они также используются для шлифовки металлических сварных швов и заточки различных садовых инструментов, таких как лопаты.
Отрезные диски
Вторым наиболее часто используемым кругом для угловых шлифовальных машин является отрезной диск. Как ясно из названия, отрезные диски используются для резки металлических прутков и металлических листов. По сравнению со шлифовальными кругами отрезные круги тоньше, чтобы обеспечить наиболее точные разрезы. Поэтому работа с ними более опасна. Если вы внезапно измените положение угловых шлифовальных машин или используете их в положении, при котором они изгибаются, они легко разобьются. Разлетающиеся мелкие части разбитого отрезного круга опасны и могут привести к серьезным повреждениям. Поэтому при работе с попыткой резки угловой шлифовальной машиной следует использовать качественные защитные приспособления. Отрезные диски Ronix изготовлены из материалов самого высокого качества, что делает работу с ними более безопасной по сравнению с некачественными дисками.
Как ясно из названия, отрезные диски используются для резки металлических прутков и металлических листов. По сравнению со шлифовальными кругами отрезные круги тоньше, чтобы обеспечить наиболее точные разрезы. Поэтому работа с ними более опасна. Если вы внезапно измените положение угловых шлифовальных машин или используете их в положении, при котором они изгибаются, они легко разобьются. Разлетающиеся мелкие части разбитого отрезного круга опасны и могут привести к серьезным повреждениям. Поэтому при работе с попыткой резки угловой шлифовальной машиной следует использовать качественные защитные приспособления. Отрезные диски Ronix изготовлены из материалов самого высокого качества, что делает работу с ними более безопасной по сравнению с некачественными дисками.
ronix
Применение
Отрезные диски можно использовать для резки металлических прутков, металлических труб и небольших кусков металлических листов и пластин. С их помощью также можно вырезать сварные швы. Для укорачивания различных болтов также рекомендуется использовать угловую шлифовальную машину и отрезной круг.
Лепестковые круги
Лепестковые круги и шлифовальные круги во многом схожи. Отличие состоит в том, что в отличие от шлифовальных кругов лепестковые в основном используются для чистовой обработки. Вот почему у них более мягкий характер. Опять же, как и шлифовальные круги, лепестковые диски бывают разной зернистости. Чем выше число, тем более гладкий диск.
ronix
Применение
Лепестковый диск используется для сглаживания сильно отшлифованной поверхности. Также отлично избавляет от заусенцев и царапин. Заусенцы и царапины острые, и если дотронуться до них без защиты (например, в защитной перчатке), результатом будут болезненные порезы. Кроме того, вы можете снимать фаски, а также снимать острые края с их помощью и полировать выдолбленный металл.
Проволочные колеса
Проволочные колеса состоят из набора проволок, прикрепленных к основанию в форме круга. Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей. Если у проволочного круга толстые закрученные щетинки, он считается более абразивным и может выполнять работу быстрее и легче. С другой стороны, более тонкие и прямые щетинки считаются менее агрессивными и используются для более тонких работ.
Если у проволочного круга толстые закрученные щетинки, он считается более абразивным и может выполнять работу быстрее и легче. С другой стороны, более тонкие и прямые щетинки считаются менее агрессивными и используются для более тонких работ.
ronix
Применение
Если вы хотите удалить ржавчину с заготовки, одним из самых быстрых и простых способов добиться чистой поверхности является использование проволочного круга. Эти насадки для угловых шлифовальных машин также используются для удаления краски с поверхности.
Алмазные отрезные диски
Алмазные отрезные диски, несомненно, самые острые среди дисков для угловых шлифовальных машин. Эти колеса имеют алмазы, закрепленные на поверхности их кромок. У них обычно есть режущий обод, с помощью которого выполняется процесс резки. Чем выше режущий край, тем они долговечнее и тем дольше вы можете их использовать. Ronix производит алмазные отрезные диски с 10-миллиметровым режущим краем, которые являются эффективными и чрезвычайно прочными.
ronix
Применение
Алмазные отрезные круги благодаря своей алмазной кромке подходят для резки прочных и труднопроницаемых материалов, таких как все виды гранита. Они также используются как для сухой, так и для мокрой резки.
Полировальные диски
Если вам нужна законченная и блестящая поверхность, прикрепив полировальные диски к угловой шлифовальной машине, вы получите то, что хотите. Само название говорит само за себя; с полировальным диском вы можете аккуратно отполировать желаемую поверхность. Как и любая другая насадка для угловых шлифовальных машин, полировальные круги производятся в широком диапазоне форм и материалов, каждая из которых может создать уникальный законченный вид. Обязательно используйте полировальные диски на угловой шлифовальной машине с переключателем скорости. Поскольку полировка требует определенной скорости, не все угловые шлифовальные машины подходят для задач полировки.
ronix
Применение
Для придания блеска металлическим заготовкам полировальные круги – это то, что вам нужно! Вот почему полировальные круги широко используются в автомастерских.
Сопутствующий товар на Amazon:
https://www.amazon.com/Grinding-Wheel/s?k=Grinding+Wheel
Часто задаваемые вопросы:
Есть ли отрезной круг для угловой шлифовальной машины для резки дерева?
Угловой шлифовальной машины для резки дерева не существует. Тем не менее, вы можете использовать лезвие для резки дерева, но это крайне опасно, и я не рекомендую этого делать.
Что такое зернистость в кругах угловых шлифовальных машин?
Твердость и гладкость шлифовального круга измеряется зернистостью. Как и в случае с наждачной бумагой, более низкий номер зернистости шлифовального круга означает, что он грубый, а более высокий номер означает, что шлифовальный круг менее грубый.
Что такое проволочный круг для угловой шлифовальной машины?
Проволочные колеса состоят из набора проволок, прикрепленных к основанию в форме круга. Как и другие диски для угловых шлифовальных машин, проволочные круги изготавливаются разных форм и размеров, поскольку они используются для разных целей.
