Как заточить отрезной резец на токарный станок: Как заточить резец — РИНКОМ
Содержание
Интересные материалы
Форма рабочей части и геометрия отрезных напайных резцов
Рабочая часть всех отрезных резцов представляет собой тонкую стальную пластину, на которую напаяна режущая пластина (рис. 33, а). В зависимости от конструкции резца стальная пластина может быть выполнена как одно целое с корпусом резца или отдельно.В последнем случае пластина крепится к корпусу механическим путем.
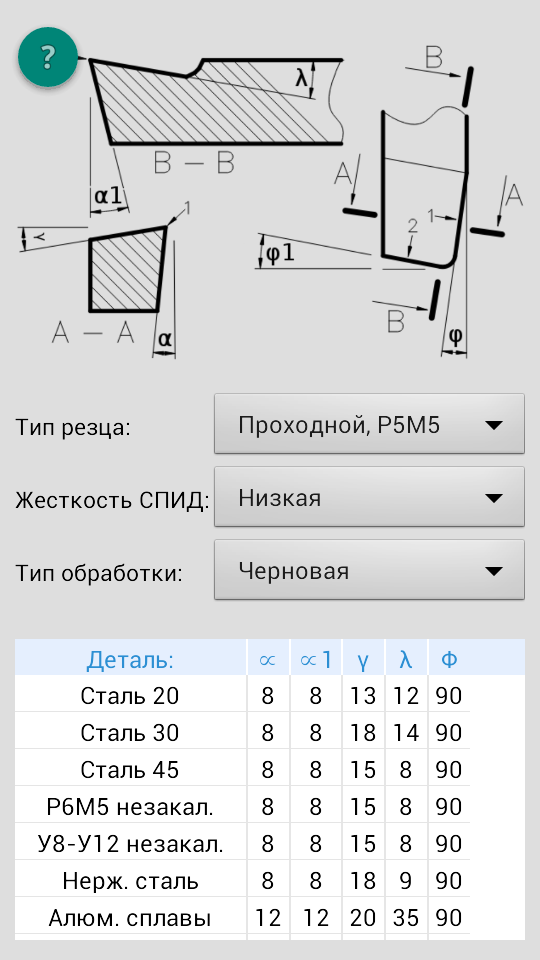
Главные углы, передний у и задний а, могут изменяться в широких пределах, не оказывая существенного влняния на` прочность и жесткость рабочей части. Выбор же вспомогательных углов ф1 и а1: ограничен малыми значениями, так как они утоняют рабочую часть в горизонтальном и вертикальном сечении, тем самым. значительно снижая ее жесткость Так, например, если принять ф1=а1=1°, Н=25мм; l=35 мм; а=4 мм, то после заточки толщина рабочей части в наиболее удаленном от режущей кромки сечении будет иметь следующие значения: сверху а1=3,15 мм, снизу а2=2 мм. Это значит, что жесткость в данном сечении будет примерно в 4 раза уменьшена по сравнению с жесткостью в том же сечении до заточки углов.
Это значит, что жесткость в данном сечении будет примерно в 4 раза уменьшена по сравнению с жесткостью в том же сечении до заточки углов.
Утонение рабочей части можно уменьшить, если заточку вспомогательных задних углов производить периферией шлифовального круга, как показано на рис.33,6. При этом задний угол а1 может быть увеличен до 4—6°, т. е. до оптимальных значений для отрезных резцов. Таких же значений задних вспомогательных углов можно достичь, если толщину стального тела заготовки принять меньше на 1 мм, чем толщина напаиваемой пластины. Особенно благоприятно использование для этого пластин, опорная поверхность которых выполнена угловой (с углом 90°). Такие пластины хорошо центрируются при пайке в призматической канавке резца, и, кроме того изготовлены со вспомогательным углом в плане ф1=2° и а1=3° (тип 13, ГОСТ 17163—82). Заточку и переточку задних вспомогательных резцов с такими пластинами следует производить только по твердосплавной пластине алмазным кругом, стараясь снизить минимальный слой, сохраняя тем самым надолго разницу в ширине режущей кромки а и толщине стального корпуса.
Форму режущей кромки передней поверхности и значение главных переднего и заднего углов необходимо выбирать в зависимостиот от условий обработки (обрабатываемого материала, диаметра отрезаемой головки и жесткости станка).
Геометрические параметры отрезных резцов, показанные на рис. 33,6, рекомендуются для отрезки заготовок из конструкционной углеродистой и легированной стали при высокой жесткости СПИД. Для отрезки заготовок из нержавеющих и жаропрочных сталей и сплавов применяют резцы с лункой на передней поверхности (рис. 33,2), а из титановых сплавов —резцы с изломанной режущей кромкой под углом 120° (рис. 33,0), обеспечивающие раздвоение образующейся стружки и лучшее ее удаление из зоны резания.Таким же эффектом обладают резцыс заточкой показаннойна рис. 33, е.
Отрицательные фаски на передней поверхности,увеличивающиеся по направлению к торцам режущей части, упрочняют, кроме того, режущую часть на уголках. Рекомендуются следующие значения геометрических параметров заточки: f=(1—2) S; f1=0-0,2 мм; r=0,2—0,8 мм; Yf=2—10°. Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Источник: Режущий инструмент для долодых рабочих А.П. Драгун
0 комментариев
0 комментариев
Приспособление для проточки вращающихся центров
Проточка или шлифовка вращающихся центров, как известно, чаще всего производится при полнои их разборке, на что уходит много времени. Предложенный рационализатором А. А. Терешонком новый метод проточки позволяет значительно сократить вспомогательное время и протачивать центр в собственных подшипниках на токарном станке. Центр устанавливается конусом в пиноли задней бабки, после чего она смещается в сторону от центра, как показано на рис. 73. Заготовка небольшого диаметра крепится в патроне токарного станка и служит приводом центра при вращении шпинделя станка. Вращаясь, заготовка и приводит в движение центр.
Вращаясь, заготовка и приводит в движение центр.
Самоточку устанавливают под углом 30°, и проточка резцом осуществляется в своих собственных подшипниках. Данный метод позволяет проточить центр с большой точностью.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
0 комментариев
Спиральный расточный резец
Резец, предложенный токарем-новатором В.Я. Ивановым (рис. 2), предназначен для расточки отверстий небольшого диаметра. Он изготавливается из быстрорежущей стали марки Р9 или Р18.
Рис. 2
Преимущество резца заключается в том, что по мере износа его можно затачивать вкруговую по спирали до самого основания. Это значительно повышает срок службы инструмента. Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
Спиральный расточный резец,
токарный резец,
расточной резец,
токарное дело,
расточка отверстий,
расточной резец из сверла
0 комментариев
токарное дело,
заточка отрезного резца,
Проточка вращающегося центра,
расточной резец,
Форма рабочей части и геометрия отрезных напайных резцов,
расточной резец из сверла,
токарный резец,
отрезные резцы,
расточка отверстий,
Спиральный расточный резец,
вращающийся центр
Как правильно установить отрезной резец на токарном станке
Pereosnastka.
 ru
ru
- Установка резцов в резцедержателе и заготовок в патроне
- К
атегория: - Токарное дело
Установка резцов в резцедержателе и заготовок в патроне
Установка резца. Прежде чем приступить к работе на станке, нужно установить резец в резцедержателе по центру и закрепить заготовку (деталь) в патроне.
Различают центры неподвижные и вращающиеся. Они служат опорой для обтачиваемой длинной заготовки. Закрепляют центры в пиноли задней бабки.
Установив центр в пиноли, вращением маховичка подводят фартук с суппортом вплотную к задней бабке. Затем закрепляют резец в резцедержателе с помощью винтов. Головка резца должна выступать из резцедержателя не более чем на 1,5 высоты стержня, а вершина режущих кромок резца — совпадать с острием центра.
Если вершина резца окажется ниже острия центра, то под стержнем помещают одну, две или три подкладки, подобранные по толщине. Подкладки делают из листовой стали, их ширина и длина должны соответствовать размеру стержня резца.
Подбором подкладок соответствующей толщины добиваются совпадения острия центра с вершиной режущих кромок резца. Затем при помощи ключа закрепляют резец винтами, а резцедержатель — рукояткой.
Правила установки всех резцов одинаковы.
Установка заготовки в патроне. Обтачиваемые заготовки закрепляют на шпинделе станка с помощью различных приспособлений. Наиболее удобен трехку-лачковый патрон. Устроен он очень просто: в корпусе с квадратными отверстиями для ключа размещены три подвижных кулачка.
Закрепляют заготовки в патроне следующим образом. Вращением ключа, вставленного в квадратные отверстия патрона, раздвигают кулачки. Затем помещают заготовку между ними и поворотом ключа сближают кулачки; они должны прочно зажать деталь. Длина выступающей из патрона части заготовки не должна превышать трех ее диаметров.
Рис. 1. Центры: а — неподвижный; б — вращающийся
Рис. 2. Установка резца (дано условно)
Рис. 3. Трехкулачковый патрон
Запомните!
Закреплять заготовку ключом нужно со стороны каждого кулачка, для этого патрон поворачивают на 1—2 оборота.
Устройство инструмента. Штангенциркуль — это универсальный измерительный инструмент.
Рис. 4. Штангенциркуль ШЦ-1 с точностью отсчета 0,1 мм
С его помощью можно измерять толщину деталей, ширину и глубину отверстий.
На штанге — линейке инструмента нанесены миллиметровые деления. Заодно с линейкой сделаны две неподвижные губки: одна для измерения наружных, то есть внешних, размеров; другая — внутренних размеров. На штангу надета рамка с подвижными губками и глубиномером, который представляет собой тонкую, узкую линейку. Глубиномер помещен в продольном пазу обратной стороны линейки.
Рамку можно свободно передвигать вдоль штанги и закреплять в нужном положении винтом. На скосе нижней части рамки нанесены деления (шкала). Это дополнительное измерительное устройство называется нониусом (рис. 129). Нониус позволяет более точно определять размеры деталей до десятой доли миллиметра.
Все вы знаете, что один сантиметр равен десяти миллиметрам. Но можно сказать и записать иначе: миллиметр— это одна десятая, или просто десятая, часть сантиметра, то есть 1 мм=1/10 см = 0,1 см. Если разделить миллиметр на 10 частей, то каждая часть называется одной десятой миллиметра и записывается так: 0,1 мм.
Если разделить миллиметр на 10 частей, то каждая часть называется одной десятой миллиметра и записывается так: 0,1 мм.
Длина нониуса равна 19 мм, а шкала разделена на 10 равных частей. Таким образом, каждое деление нониуса равно 1,9 мм, т. е. на 0,1 мм меньше двух миллиметровых делений штанги.
Когда губки штангенциркуля сомкнуты, нулевое деление (начальное) и последнее деление нониуса совпадают соответственно с нулевым и девятнадцатым делениями штанги (не доходя 1 мм до отметки 2). Остальные деления нониуса и штанги не должны совпадать.
Рис. 5. Нониус штангенциркуля
Рис. 6. Прием измерения штангенциркулем (а) и подсчет по нониусу (б)
Измерение штангенциркулем. Считывают показания штангенциркуля, то есть определяют размеры детали следующим образом.
Целые миллиметры отсчитывают по делениям штанги до нулевой отметки нониуса. В нашем примере нулевое деление нониуса находится между целыми величинами (42 мм и 43 мм) шкалы. Число целых миллиметров на штанге в нашем примере 42.
Затем определяют, какое деление нониуса совпадает с делением штанги. Порядковый номер совпавшего деления нониуса показывает число десятых долей миллиметра— в нашем случае пятое деление.
Итак, размер измеряемой детали составляет 42,5 мм.
Реклама:
Источник: https://pereosnastka.ru/articles/ustanovka-reztsov-v-reztsederzhatele-i-zagotovok-v-patrone
Как выставить резец токарного станка по центру?
Как выставить токарный резец по центру угольником и прутком
Если вы начинающий токарь, то наверняка задаётесь вопросом, как выставить резец по центру. Часто бывает так, что вроде бы и выставил резец токарного станка строго по центру, а через некоторое время он сбивается, что приносит массу неудобств.
Правила заточки токарного инструмента
Чтобы обработка заготовок на токарных станках по металлу была эффективной, качественной и точной, следует регулярно выполнять заточку резцов, тем самым придавая их рабочей части необходимую форму и получая углы с требуемыми параметрами. В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
В заточке не нуждается только инструмент, режущая часть которого выполнена в виде одноразовой твердосплавной пластины. Для выполнения такой важной процедуры в условиях крупных производственных предприятий используются станки со специальными приспособлениями, а занимается этим отдельное структурное подразделение.
Для того чтобы заточить токарный инструмент своими руками на домашнем станке или сделать это в условиях небольшого предприятия, можно использовать различные методики. Выполнение этой процедуры возможно с помощью химических реактивов или с применением обычных точильных кругов. Следует отметить, что заточка токарного инструмента на специализированных или универсальных станках, в которых используется абразивный круг, является самым недорогим, но эффективным методом придания резцам требуемых геометрических параметров.
Варианты заточки резцов с режущими пластинами
Конечно, наиболее качественно токарные резцы по металлу затачиваются на специально предназначенном для выполнения такой процедуры станке. Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Если же подобного оборудования в вашем распоряжении нет, можно воспользоваться универсальным станком с точильным кругом. Подбирая такой круг, важно обращать внимание на материал, из которого изготовлена рабочая часть обрабатываемого инструмента. Так, чтобы эффективно заточить твердосплавный резец, вам понадобится круг из карборунда, имеющий характерный зеленый цвет. Инструменты, рабочая часть которых изготовлена из углеродистой или быстрорежущей стали, прекрасно обрабатываются на станках с кругами средней твердости, изготовленными из корунда.
Заточку токарных резцов по металлу можно выполнять без охлаждения или с охлаждением, что является более предпочтительным. Если заточка выполняется с охлаждением, то холодную воду следует равномерно подавать в то место, где токарный резец соприкасается с точильным кругом. В том случае, когда охлаждение в процессе заточки не используется, после ее выполнения нельзя сразу резко охлаждать инструмент: это может привести к растрескиванию его режущей части.
Научиться затачивать токарные резцы на точильном станке своими руками можно по обучающему видео. В процессе выполнения такой процедуры важно придерживаться определенной последовательности. В первую очередь на точильном круге обрабатывают заднюю основную поверхность, затем заднюю вспомогательную, а в самую последнюю очередь точат переднюю. Последним этапом заточки является обработка вершины резца – придание ей требуемого радиуса закругления.
В процессе выполнения заточки резец постоянно передвигают по кругу, стараясь не прижимать его очень сильно (это можно заметить на видео). Придерживаться такой рекомендации необходимо для того, чтобы поверхность круга изнашивалась равномерно, а также чтобы режущая кромка токарного резца получилась максимально ровной.
Как правильно установить резец на токарный станок?
Для чего нужна правильная установка резца на токарный станок и как правильно осуществить монтаж? Основные правила, а также некоторые тонкости.
Весь ход процесса точения на токарных станках от самого начала и вплоть до окончательного результата в основном определяется грамотной установкой резца в резцедержателе. В противном же случае при его неправильном положении станку грозит довольно быстрый износ режущей кромки.
Не редко также из-за этой неполадки возникают серьёзные поломки оборудования, которые часто влекут за собой следом ощутимые материальные убытки на производстве.
Перед началом необходимо сперва тщательно очистить опорные поверхности держателя. Главное правило установки резца на токарный станок по сути заключается в том, что его вершина обязательно должна находиться на уровни линии центров станка.
Но в иных случаях для дополнительного улучшения работы резца допускаются незначительные отклонения. К примеру, в процессе черновой обработки деталь устанавливают с небольшим превышением над уровнем центров, составляющем от 0.3 до 1.2 мм (зависит исключительно от диаметра обрабатываемого изделия).
Совершенно другой случай – чистовое точение, при котором установка резца осуществляется со снижением на аналогичную величину.
Отдельного упоминания также заслуживают сами подкладки: их следует подготавливать целым комплектом сразу же заблаговременно. Не стоить их заменять на куски металла или же другие иные материалы.
Подкладки нужно класть на опорную поверхность резцедержателя, при этом контролируйте вылет резца – он не должен превышать 1.5 высоты стержня, в противном случае вибрации детали при работе станка не избежать.
Дальнейшая регулировка резца на необходимую глубину может быть произведена двумя путями: методом пробных стружек или с лимбом поперечной подачи. Выбирая первую технологию, резец подводят вплотную до первого касания к поверхности вращающейся детали.
После чего он отводится вправо и далее глубина резания устанавливается уже глаз. Если диаметр проточки детали после этого вышел больше необходимого, всё повторяется с новой глубиной резания до получения требуемого результата.
- Видео: подгонка (установка) резцов под токарный станок.
Источник: https://metmastanki.ru/ustanovka-reztsa-na-tokarnom-stanke
Инструменты для токарного оборудования
Для того чтобы разбираться в правилах заточки резцов для токарных станков по металлу, недостаточно просто посмотреть обучающее видео. Необходимо иметь представление о том, как классифицируются такие инструменты. Самым главным параметром, по которому токарные резцы относят к различным видам, является тип обработки, выполняемой с их помощью. По этому признаку выделяют следующие виды токарных резцов.
Основные типы токарных резцов
Такими резцами заготовки обрабатываются вдоль оси вращения.
Используя эти резцы на токарном станке, уменьшают уступы и выполняют торцевание заготовок.
Как следует из названия, ими формируют наружные и внутренние канавки на поверхностях цилиндрической формы. Создавать канавки на наружных сторонах заготовок можно и при помощи отрезных резцов по металлу. Кроме того, такие резцы позволяют отрезать части заготовки под прямым углом.
С помощью таких инструментов на станках выполняют обработку отверстий.
Такие резцы специально предназначены для нарезания резьбы.
С помощью резцов этого вида на внешней стороне цилиндрических заготовок формируют фасонные выступы или канавки.
С помощью этих резцов на заготовках снимаются фаски.
Операции, проводимые резцами различного типа
Токарные резцы также подразделяются на виды в зависимости от того, в каком направлении с их помощью выполняется обработка заготовки. Так, среди них бывают правые (обработка выполняется по направлению к передней бабке) и левые (обработка по направлению к задней бабке).
Классифицируется токарный инструмент и по материалу изготовления, по способу соединения режущей части с державкой, а также по ряду других параметров.
Установка проходных резцов относительно линии центров станка
Условия работы резца изменяются в зависимости от положения его вершины относительно линии центров станка.
На рис. 5, б резец установлен таким образом, что вершина его находится на высоте центров станка. Задним углом его в этом случае является а, передним — у и углом резания — б.
При установке того же резца выше линии центров (рис. 5, а) передний угол у увеличивается, а угол резания б уменьшается. Условия резания облегчаются, так как стружка легче сходит по передней поверхности, чем при меньшем переднем угле и, следовательно, большем угле резания.
Одновременно с этим, однако, уменьшается задний угол а, что допустимо только до определенных пределов во избежание сильного трения задней поверхности резца об обрабатываемую поверхность (поверхность резания). Если этот же резец установить ниже линии центров станка (рис.
5, в), то, наоборот, передний угол у уменьшается, а угол резания б увеличивается. В результате этого условия резания значительно ухудшаются по сравнению с первыми двумя случаями. Увеличение заднего угла а, получающееся при установке резца ниже центра, не улучшает процесса отделения стружки.
Как заточить лезвие токарного станка?
Заточка лезвия токарного станка состоит из нескольких шагов. Сначала снимите его с токарного станка и повертите в руках, пока не определите режущую кромку. Затем, используя точильный камень, держите режущую кромку под углом около 30 градусов и перемещайте камень круговыми движениями вдоль режущей кромки.
Как снять дверную ручку? Easy Simple
Пожалуйста, включите JavaScript
Как снять дверную ручку? Легкий Простой
Это следует делать несколько раз, пока край не станет острым. После этого используйте масляный брусок, чтобы отполировать режущую кромку и слегка удалить любые заусенцы, которые могли возникнуть при заточке. Наконец, соберите лезвие обратно на токарный станок и проверьте его, чтобы убедиться, что оно правильно заточено.
Как поддерживать заточку токарных инструментов?
Заточка инструментов токарного станка является одним из наиболее важных аспектов обеспечения точных и чистых резов. Чтобы ваши инструменты оставались острыми, вам следует предпринять следующие шаги:
1. Регулярно точите инструменты. Вы должны затачивать режущие кромки ваших токарных инструментов не реже одного раза в две недели. В зависимости от того, как часто вы используете свои инструменты, вам может понадобиться затачивать их еще чаще.
2. Используйте шлифовальный круг или шлифовальную машину для заточки инструментов. Убедитесь, что вы используете хорошо сбалансированную кофемолку и что она устойчива на твердой поверхности. Поместите инструмент в правильное положение для шлифования, сохраняя постоянный угол контакта инструмента.
3. Установите скорость шлифовального круга перед тем, как начать заточку инструмента. Начните с низкой скорости и увеличивайте ее, пока не получите качественный рез. Безопасный диапазон скоростей составляет от 3500 до 7000 об/мин.
4. Осмотрите режущую кромку после заточки. Используйте тонкий точильный брусок или микрометр для измерения угла режущей кромки. Если угол слишком большой, будет сложно получить чистый срез.
5. Повторяйте описанные выше шаги, чтобы ваши инструменты всегда были острыми.
С помощью этих шагов вы сможете поддерживать остроту инструментов токарного станка и каждый раз обеспечивать точные и чистые резы.
Под каким углом вы затачиваете токарные инструменты?
Угол заточки токарных инструментов зависит от типа инструмента и обрабатываемого материала. Если вы точите сталь, например, вы должны использовать более крутой угол для резки, чем если бы вы резали алюминий или пластик.
Стандартные углы заточки токарных инструментов составляют 30° для черновой обработки, 25° для обычной обработки и 20° для чистовой обработки. Для конкретных операций резания, таких как нарезание резьбы, эти углы можно немного отрегулировать.
Кроме того, после заточки может потребоваться хонингование мелкозернистым камнем, так как это поможет улучшить кромку и качество реза. В конечном счете, при принятии решения о том, как заточить инструменты токарного станка, лучше всего ознакомиться с указаниями производителя и принять во внимание материал, с которым вы будете работать.
Какой угол у выемки чаши?
Угол выдалбливания чаши обычно составляет от 25 до 35 градусов, причем наиболее популярным является угол 30 градусов. Этот угол будет определять тип разреза, который сделает выемка. Больший угол сделает рез более плавным, а меньший угол сделает рез более агрессивным.
Форма чаши также влияет на угол наклона, так как для более широкой чаши требуется меньший угол, а для более узкой чаши — более крутой угол. Размер выемки также важен, так как для большей выемки потребуется больший угол, а для меньшей выемки — меньший угол.
При выборе угла для выемки чаши важно учитывать глубину чаши, тип разреза, который вы хотите сделать, и размер выемки.
Под каким углом должна быть выемка шпинделя?
Угол, на который должен быть отрегулирован шпиндель, обычно зависит от типа резьбы или обрабатываемой детали. Как правило, угол должен составлять от 25 до 40 градусов, причем точный угол зависит от конкретной задачи.
Если выемка используется, например, для вырезания длинных изогнутых линий для декоративного рисунка, тогда будет уместен более пологий угол, например 25 градусов. Более крутой угол, например 40 градусов, больше подходит для более мелких деталей, таких как тонкие разрезы и тонкая работа с текстурами.
Также можно установить шпиндель под любым углом между этими двумя крайними значениями в зависимости от задачи, и экспериментирование с различными углами, чтобы найти тот, который лучше всего подходит для конкретного проекта, часто является хорошей идеей.
В конечном счете, правильный угол для шпиндельной канавки будет значительно различаться в зависимости от типа проектов и задач, поэтому самое главное — определить оптимальный угол для конкретной резьбы или обрабатываемой детали.
Что такое помол 40 40?
youtube.com/embed/op3XPi9ZobI?enablejsapi=1&autoplay=0&cc_load_policy=0&cc_lang_pref=&iv_load_policy=1&loop=0&modestbranding=0&rel=1&fs=1&playsinline=0&autohide=2&theme=dark&color=red&controls=1&» title=»YouTube player» allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»» data-no-lazy=»1″ data-skipgform_ajax_framebjll=»»>
Грайнд 40 40 — это тип трюка на скейтборде, при котором обе тележки скейтбордиста скользят по одному и тому же препятствию. Обычно шлифование выполняется на лестницах, выступах, бордюрах, перилах или любой другой плоской и сплошной поверхности.
Этот тип гринда требует, чтобы скейтбордист двигался очень быстро, чтобы полностью преодолеть препятствие. Как следует из названия, оба грузовика должны оставаться в контакте с препятствием на протяжении всего шлифования, что приводит к шлифовке 40 40.
Это отличается от гринда 50 на 50, когда только один грузовик касается препятствия, а другой находится немного за краем. Это может немного усложнить трюк, так как для поддержания контакта грузовиков требуется много баланса и координации.
В конечном счете, гринд 40 40 — это уникальный трюк, для освоения которого требуется много практики, и его не следует выполнять начинающим скейтбордистам.
Как затачивать токарные инструменты?
Для заточки токарных инструментов лучше всего использовать угловую шлифовальную машину. Поначалу это может показаться пугающим и нелогичным, но угловая шлифовальная машина — наиболее эффективный и действенный способ добиться остроты лезвия.
Перед тем, как начать, вы должны зачистить шлифовальный круг соответствующим абразивом, таким как карбид кремния или алмаз. Обязательно держите колесо в стороне, чтобы не вызвать сколов или перегрева лезвия.
Затем установите подручник под тем же углом, что и лезвие, и начните заточку. Сохраняйте равномерное давление, когда вы проводите скосом лезвия по кругу, и край должен начать затачиваться. По мере того, как лезвие затачивается, проводите кончиком лезвия вперед и назад по кругу.
Наконец, используйте точильный камень, кожаную ленту или зеленый абразив для полировки края. Потратив время на правильную заточку токарных инструментов по дереву, вы не только сохраните точность и безопасность, но и продлите срок службы ваших инструментов.
Какое значение имеет заточка режущего инструмента для работы токарного станка?
Заточка режущего инструмента для работы на токарном станке невероятно важна для получения желаемого результата. Когда режущий инструмент не острый, это может вызвать множество проблем, таких как неточные резы, неточность в нарезании резьбы и даже снижение долговечности инструмента.
Заточка режущего инструмента перед использованием гарантирует правильную режущую кромку и обеспечивает чистый и точный срез, а также длительный срок службы инструмента.
Также важно учитывать тот факт, что остро заточенные режущие инструменты могут помочь сократить время обработки. Это особенно важно при обработке большого количества компонентов или деталей. Поскольку режущая кромка заточенного инструмента более точная и стабильная, для резки материала требуется меньшее усилие, что сокращает время, необходимое для завершения операции обработки.
Кроме того, заточка режущего инструмента обеспечивает его безопасность. Незаточенный инструмент может соскользнуть при попытке обработки, что может привести к опасным ситуациям и потенциальным травмам. Более того, это также может привести к проскальзыванию лезвия по компонентам, что приведет к неточным резкам.
Заточка режущего инструмента для работы на токарном станке является ключевым моментом при изготовлении любого изделия. Это обеспечивает точную и последовательную резку и сокращает время, необходимое для завершения операции.
Кроме того, он также обеспечивает безопасность производственной группы, снижая вероятность поскользнуться и получить травму.
Как держать инструменты токарного станка по дереву?
При удерживании токарных станков по дереву важно использовать правильный захват. Большинство экспертов рекомендуют класть указательный и средний пальцы на хвостовик инструмента, который является частью инструмента, входящей в переднюю бабку.
Ваш большой палец должен плотно прилегать к верхней части инструмента, а оставшиеся два пальца обхватывать рукоятку инструмента. Убедитесь, что ваш хват удобен и надежен — неподвижность запястья может помочь предотвратить усталость.
Также рекомендуется потренироваться с легким инструментом, прежде чем переходить на более тяжелый. Перед работой на токарном станке обязательно убедитесь, что инструмент хорошо сбалансирован и его режущая кромка острая.
Также важно носить защитное стекло и фартук во время токарной обработки.
Как заточить твердосплавные токарные инструменты
Последнее обновление 18 ноября 2022 г., 11:57
Далее на этой странице
Можете ли вы заточить твердосплавные токарные инструменты?
Как затачивать твердосплавные лезвия?
- Встаньте рядом с измельчителем, следя за тем, чтобы вылетающие осколки не причиняли вреда людям во время измельчения.

- Держите локти прижатыми к талии, чтобы уменьшить ненужные вибрации во время шлифования.
- Держите токарный инструмент по центру. Он должен быть горизонтальным относительно шлифовального круга.
- Держите кончик инструмента под углом примерно 3–8 градусов вверх.
- Переместите инструмент горизонтально влево и вправо. Это движение должно быть сделано, когда кофемолка касается устройства.
- Когда вам нужно прекратить шлифование, поднимите инструмент, чтобы защитить режущую кромку от повреждения.
Как заточить напайные твердосплавные инструменты для токарных станков?
- Карбид — жесткий материал; поэтому традиционные масляные и водные камни не подойдут. Начните с удаления остатков смолы и осмотрите режущий инструмент на предмет зазубрин и сколов. Если резак поврежден, лучше заменить его. В противном случае приступаем к заточке.
- Для этой операции подойдет тонкий алмазный камень
- зернистостью от 600 до 1000.
- Затачивайте только поверхность фрезы.
- Положите камень на стол и нанесите несколько капель жидкости для притирки. Жидкость предотвращает ржавление и засорение камня.
- Поместите резак плоской стороной на камень и, слегка нажимая, перемещайте его круговыми движениями.
- Обратите внимание на скопление черной суспензии через несколько секунд. Это означает, что алмаз выполняет свою работу.
- Продолжайте затачивать около 30 секунд, и все готово.
Как затачивать твердосплавные зубила?
Вам нужно будет потереть верхнюю часть резака. Сделайте это движение алмазной карточкой для заточки. Действуйте до тех пор, пока суспензия не станет черной.
Как затачивать твердосплавные фрезы с отрицательным передним углом?
- Заточите край алмазным напильником, чтобы образовался заусенец.
- Установите платформу в качестве направляющей, коснитесь пятки и поднимите ручку, пока край не коснется колеса.
- Заточите верхний край, если нижний скос становится слишком маленьким.
- Заострите нижний скос платформы и установите платформу под углом 60 градусов.
- Нарисуйте для себя несколько ориентиров перпендикулярно краю колеса и параллельно краю колеса.
Хороши ли твердосплавные токарные инструменты?
Твердосплавные инструменты отлично подходят для резки, поскольку не требуют заточки. Они очень удобны в использовании, и нет крутой кривой обучения. Наконечники из карбида могут оставаться острыми в течение длительного времени. Лезвия остаются острыми дольше, чем фрезы из быстрорежущей стали. Твердосплавные токарные станки могут шлифовать деревянные поверхности даже после завершения токарной обработки.
Как заточить инструмент для выдалбливания?
Для заточки инструментов для выдалбливания вам понадобятся маленькие кусачки. Настройте свой стол для шлифовки так, чтобы вы не смотрели в сторону от круга. Поверните устройство от круга и отшлифуйте угол этого шлифовального круга примерно на четверть дюйма. Проделайте то же самое с другой стороной. Слегка поверните и снимите часть материала.
Как заточить токарные инструменты вручную
- Установите устройство под углом 35 градусов.
- Ниже мы скосим кромку между двадцатью пятью и тридцатью градусами.
- Выберите камень со средним уровнем зернистости.
- Эта функция необходима для ручных инструментов, которые вы хотите сделать очень острыми. Различные типы инструментов включают стамески, долота и рубанки.
- При работе с древним инструментом, который довольно затупился, вам понадобится камень с грубой зернистостью.
- Заключительный этап — отшлифовать до тонкой кромки.
- Приложите острую кромку к мелкозернистому камню и отшлифуйте царапины. Это движение должно работать, чтобы удалить любые металлические заусенцы.
Можно ли затачивать твердосплавные наконечники?
Твердосплавные наконечники можно безопасно затачивать, если они не повреждены. Если они повреждены, лучше заменить их для достижения максимального уровня точности.
Как затачивать лезвия с твердосплавными наконечниками?
Твердосплавные инструменты можно затачивать с помощью алмазных наконечников. Они работают лучше всего из-за их твердости. Мокрое шлифование является оптимальным методом и требует использования абразивного круга. Вы кладете этот круг на автоматическую шлифовальную машину, которая является точным методом заточки. Вы также можете рассмотреть возможность использования алмазного круга. Основная проблема с этим вариантом заключается в том, что он очень неточен и требует много времени.
Можно ли затачивать пильные полотна с твердосплавными напайками?
Твердосплавные пилы можно затачивать на шлифовальном станке или вручную.
Сколько раз можно затачивать твердосплавный пильный диск?
Твердосплавный пильный диск можно затачивать три или четыре раза, в зависимости от качества.
Как затачивать сверла из карбида вольфрама?
Можно использовать шлифовальный круг из зеленого камня.
Что будет измельчать карбид вольфрама?
Шлифовальный станок с кругом подходящего размера должен шлифовать карбид вольфрама.
Чем затачиваете карбид?
Как затачивать твердосплавные лезвия?
Для самостоятельной заточки твердосплавных лезвий можно использовать алмазный напильник.
Можно ли заточить твердосплав на настольном шлифовальном станке?
Зеленый круг или алмазный круг оптимальны для шлифовки карбида.
Как затачивать сверла с твердосплавными наконечниками?
Эту задачу можно выполнить, аккуратно перемещая гребни сверла и притирая его к вращающемуся колесу.
Как заточить лезвие из карбида вольфрама?
Вы затачиваете лезвие из карбида вольфрама с помощью шлифовального станка с алмазным или алмазным кругом.
Можно ли затачивать твердосплавные насадки?
Как затачивать твердосплавные фрезы?
Твердосплавная фреза — прочный материал. Оптимальный метод заточки – использование алмазного круга.
