Какая лучше проволока для полуавтомата: Как выбрать проволоку для сварки
Содержание
Как выбрать проволоку для сварки
0
votes
+
Голос за!
—
Голос против!
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Присадочная проволока для сварки
- Порошковая проволока для сварки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.

- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
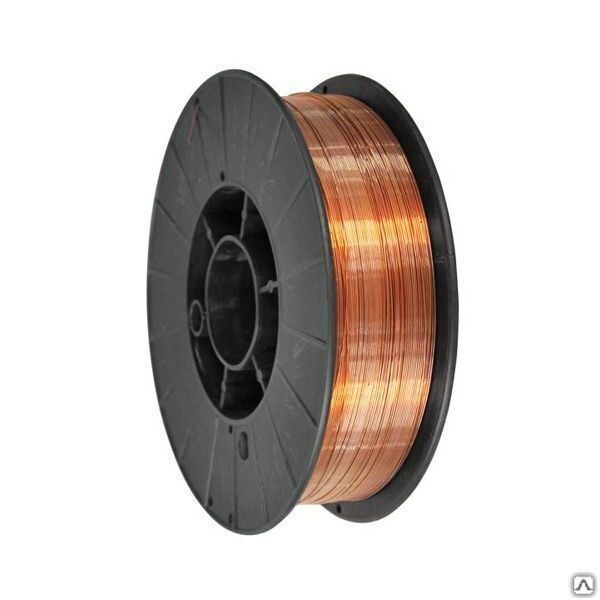
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Как выбрать проволоку для сварки
0
votes
+
Голос за!
—
Голос против!
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Присадочная проволока для сварки
- Порошковая проволока для сварки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.

- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки.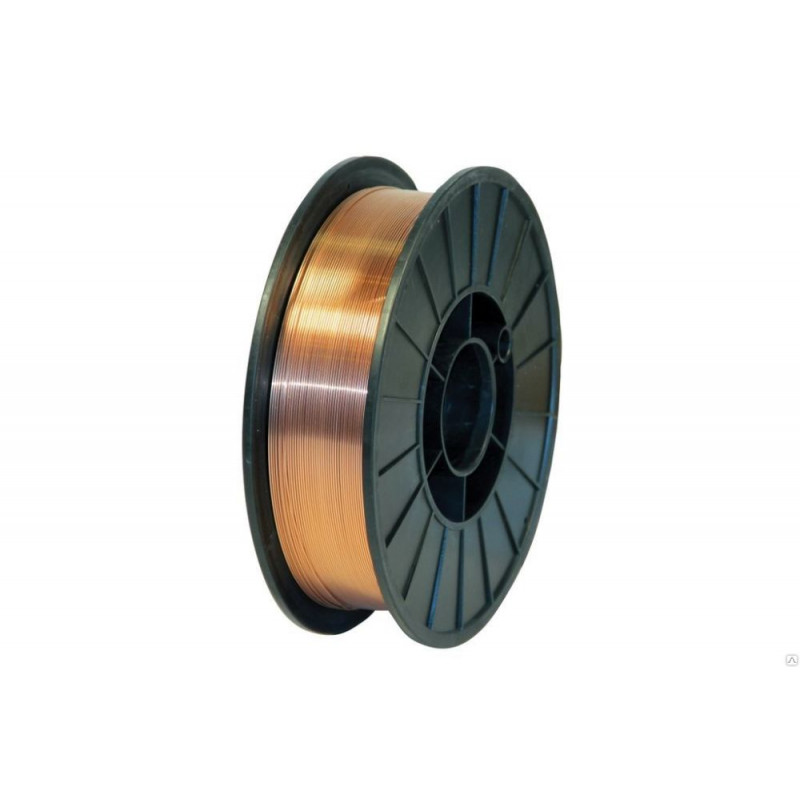 Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Полуавтоматическая горелка MIG с воздушным охлаждением BTB
Оптимизация для повышения производительности. Стандартизируйте для простоты.
Создайте свою совершенную полуавтоматическую горелку MIG с воздушным охлаждением Bernard® BTB. Выбирайте из множества горловин, рукояток и стилей триггеров до , оптимизируйте эргономику сварщика и , доступ к сварке ‒ плюс стандартизируйте с помощью единой линейки расходных материалов до , упрощайте техническое обслуживание и , снижайте затраты .
Вы можете рассчитывать на полуавтоматические горелки MIG с воздушным охлаждением Bernard BTB для доставки производительность и надежность промышленного уровня в самых требовательных и агрессивных средах.
подробнее…
Настроить мое оружие
Обратный поиск
- Обзор
- Технические характеристики
- Конфигуратор
- Расходные материалы
- Аксессуары
Различные варианты рукояток и спусковых крючков
- Выберите один из семи различных стилей изогнутой и прямой рукоятки
- Широкий выбор рукояток и легко заменяемых спусковых крючков позволяет подобрать горелки в соответствии с предпочтениями пользователя и областью применения сварки
- Широкий выбор вариантов угла наклона и длины
- Для регулировки вращающихся шеек не требуются инструменты
Высокопроизводительные расходные материалы
- Выберите из новых расходных материалов AccuLock™ S , Centerfire™, Quik Tip™ или TOUGH LOCK®
- Выберите полимерный кабель Hytrel® (промышленный моноспиральный кабель) или замените его стальным тросом для дополнительной защиты от защемления/перегиба
Варианты вкладышей
- Выберите между новыми вкладышами AccuLock S для безупречной подачи проволоки и заменой вкладышей с защитой от ошибок или стандартными вкладышами QUICK с фронтальной загрузкой Bernard Quick Ligner Liner Autolength ™ System
Процессы
- MIG (GMAW) Сварка
Рейтинг рабочего цикла
- 200 AMP Модель с ног.

- Модель на 300 А – 100%: 300 А с CO 2 , 60%: 300 А со смесью газов
- Модель 400 А – 100%: 400 А с CO 2 , 60%: 400 А со смесью газов
- Модель на 500 А – 100 %: 500 А с CO 2 , 60 %: 500 А со смесью газов
- Модель 600 А – 100 %: 600 А с CO 2 , 60 %: 600 А со смесью газов
Варианты длины кабеля
- 10, 15, 20 и 25 футов
Диапазон размеров проводов
- От 0,023″ (0,6 мм) до 1/8″ (3,2 мм)
Настройте свою полуавтоматическую горелку MIG с воздушным охлаждением BTB онлайн
Создайте свою идеальную горелку MIG!
Настройте нужный номер детали пистолета или выполните обратный поиск существующего номера детали пистолета, а также получите доступ к дополнительным ресурсам и расширенному списку запасных частей со схемой .
Этот новый удобный для мобильных устройств онлайн-конфигуратор теперь включает расходных материалов AccuLock™ S , предоставляет загружаемые диаграммы с разнесенными изображениями и другие ценные выводы, которые можно распечатать, сохранить на потом или отправить по электронной почте.
Проверьте это сегодня!
Инструмент для преобразования номера детали горелки
Щелкните здесь, чтобы преобразовать номер детали вашей старой горелки Q-Gun™, S-Gun™ и T-Gun™ MIG в номер детали горелки BTB MIG.
Номера деталей
Расходные материалы Системы
Расходные материалы AccuLock™ S Расходные материалы Centerfire™ Расходные материалы TOUGH LOCK® Расходные материалы Quik Tip™
Вкладыши для горелок MIG
Вкладыши AccuLock™ S Вкладыши QUICK LOAD®Обычные вкладыши Bernard®Обычные вкладыши для алюминиевой проволоки аксессуары для оружия, которые помогут дополнительно настроить оружие в соответствии с личными предпочтениями и выполняемой работой:
- Муфта и рукоятка Q-образной шейки
- Гибкие шейки
- Подшлемники
- Теплозащитный экран
- Защита шеи
- Специальные насадки
- Крепление для оружия
- Ремкомплекты
Документация
Расходные материалы
Практические инструкции
Видео
Сопутствующие товары
Обновления продуктов
Связанные статьи
Пресс-релизы
Дополнительные ресурсы
Терроризм и обычное оружие
Терроризм и обычное оружие
Оружие массового поражения
Террористы в целом условны в использовании оружия; бомбы и пушки их фавориты. Среди первых очень мощным оружием стали бомбы для автомобилей и грузовиков, особенно при атаках смертников. Террористы используют как взрывные устройства, так и зажигательные бомбы (например, коктейли Молотова). Они также используют бомбы для писем и посылок. Террористы используют ружья, пистолеты, револьверы, винтовки и (полу)автоматическое оружие при убийствах, снайперской стрельбе, вооруженных нападениях и массовых убийствах. Гранаты — от ручных до реактивных — также входят в арсенал террористов. Ракеты используются редко, но известно, что несколько групп владеют управляемыми с плеча ракетами класса «земля-воздух», которые могут сбивать вертолеты, истребители и гражданские авиалайнеры.
Среди первых очень мощным оружием стали бомбы для автомобилей и грузовиков, особенно при атаках смертников. Террористы используют как взрывные устройства, так и зажигательные бомбы (например, коктейли Молотова). Они также используют бомбы для писем и посылок. Террористы используют ружья, пистолеты, револьверы, винтовки и (полу)автоматическое оружие при убийствах, снайперской стрельбе, вооруженных нападениях и массовых убийствах. Гранаты — от ручных до реактивных — также входят в арсенал террористов. Ракеты используются редко, но известно, что несколько групп владеют управляемыми с плеча ракетами класса «земля-воздух», которые могут сбивать вертолеты, истребители и гражданские авиалайнеры.
Общий
Террористы используют как изготовленное , так и самодельное огнестрельное оружие. Термин «изготовленное» означает оружие, изготовленное профессионально на оружейных заводах, а импровизированный описывает оружие, изготовленное непрофессиональными производителями оружия или в незаконных мастерских. Огнестрельное оружие иногда называют «скрученным оружием», указывая на ствол, из которого выпускается пуля или снаряд, или на трубу, из которой выпускается снаряд.
Огнестрельное оружие иногда называют «скрученным оружием», указывая на ствол, из которого выпускается пуля или снаряд, или на трубу, из которой выпускается снаряд.
Готовое огнестрельное оружие
Они делятся на подкатегории:
Стрелковое оружие: большинство огнестрельного оружия ниже уровня средних пулеметов или, как правило, пулеметов с ленточным питанием. К ним относятся пистолеты (теперь все полуавтоматические или самозарядные), револьверы, винтовки, пистолеты-пулеметы и легкие пулеметы. К стрелковому оружию относятся также так называемые штурмовые винтовки, которые на самом деле являются либо механизмами пистолетов-пулеметов, либо механизмами, обеспечивающими те же возможности стрельбы в корпусе, ложе или корпусе короткой винтовки или карабина. Пистолеты (пистолеты и револьверы) иногда называют пистолетами.
Среднее пехотное вооружение: средние пулеметы (многие из которых с ленточным питанием), минометы меньшего размера, реактивные гранаты и ракеты меньшего калибра с проводным наведением.

Тяжелое пехотное вооружение: крупнокалиберные пулеметы, крупнокалиберные минометы, крупнокалиберные управляемые ракеты, переносные противотанковые ракетные установки и некоторые ракеты ниже категории артиллерийских.
Самодельное огнестрельное оружие
Это оружие включает в себя любое из вышеперечисленного, которое производится вне профессиональных и легальных оружейных заводов. Не все виды вышеперечисленного оружия были произведены в частном порядке или импровизированы, но такие виды оружия, как автомат Калашникова АК-47 или крупнокалиберный пулемет М-60, находятся в пределах производственных возможностей местных мастеров-оружейников на северо-западной границе Индийский субконтинент. Примитивные минометы и ракетные установки также иногда производятся разными предприятиями.
Производители оружия и названия оружия
Стрелковое оружие
Большинство стрелкового оружия предназначено для использования в военных целях, но также используется охотничье оружие и иногда полнокалиберное оружие для стрельбы по мишеням.
Общие калибры (отражающие тенденции закупок и пополнения запасов).
5,56 мм
7,65 мм
7,62 мм
9 мм
Производители / Оружие
Значительное количество коммерческих дробовиков направляется на незаконные черные рынки из-за большого количества коммерческих производителей. Самые распространенные производители оружия:
Беретта.
FN (Национальная фабрика).
Вальтер.
Браунинг.
Кольт.
Глок.
Карл Густав.
Узи.
Уэбли.
Уэбли и Скотт.
Энфилд.
Ли-Энфилд.
Стерлингов.
Стерлинг-Энфилд (Стен).
Брино-Энфилд (Брен).
Ругер.
Маузер.
А. Калашников (АК).
Томпсон.
Смит и Вессон.
Брино.
Джонсон.
Спрингфилд.
Арусака.
Лебель.
Гаранд.
Виккерс
Токарев.
Армалит.
British Small Arms Co.
SIG.
ППШ.
Люгер.
Хокинс.
Ригель.
Бофорс.
Паркер-Хейл.
Примеры:
1) АК-47 (советская винтовка)
АК-47 был принят в качестве стандартной винтовки Советской Армии в 1949 году и сохранял этот статус до тех пор, пока на смену ему не пришел АКМ. Во время холодной войны СССР поставлял оружие антизападным повстанцам-террористам. АК-47 стал символом левой революции; Во всем мире было произведено от 30 до 50 миллионов экземпляров и модификаций АК-47, что делает его самой широко используемой винтовкой в мире.
2) РПГ-7 (реактивная граната)
РПГ-7 был выпущен силами бывшего СССР, вооруженными силами Китая и Северной Кореи и использовался во многих странах, получающих оружие и обучающихся у членов Варшавского договора. РПГ-7 оказался очень простым и функциональным оружием, эффективным против стационарных огневых точек и играющим противотранспортную/противотанковую роль. Считается, что его эффективная дальность составляет примерно 500 метров при стрельбе по неподвижной цели и около 300 метров при стрельбе по движущейся цели. Сообщается, что он может пробить обычную бронеплиту с расстояния около 12 дюймов.
Сообщается, что он может пробить обычную бронеплиту с расстояния около 12 дюймов.
РПГ-7 широко используется террористическими организациями на Ближнем Востоке и в Латинской Америке и, как полагают, находится на вооружении многих повстанческих групп. РПГ-7 доступен на нелегальных международных рынках оружия, особенно в Восточной Европе и на Ближнем Востоке.
3) Стингер (FIM92A)
Производимый в США Stinger представляет собой переносную управляемую с плеча ракету класса «земля-воздух» (ЗРК) с инфракрасным наведением. Он оказался очень эффективным в руках афганских партизан моджахедов во время их восстания против советской интервенции. Его максимальная эффективная дальность составляет около 5500 метров. Его максимальная эффективная высота составляет примерно 5250 метров. Он использовался для наведения на высокоскоростные реактивные самолеты, вертолеты и коммерческие авиалайнеры.
4) СА-7 («Грааль»)
Проданный тысячами после распада бывшего Советского Союза, SA-7 «Грааль» использует оптический прицел и устройство слежения с инфракрасным механизмом наведения для поражения летающих целей с большой силой. Его максимальная эффективная дальность составляет примерно 6125 метров, а максимальная эффективная высота — примерно 4300 метров. Известно, что он находится на складах нескольких террористических и партизанских групп.
Его максимальная эффективная дальность составляет примерно 6125 метров, а максимальная эффективная высота — примерно 4300 метров. Известно, что он находится на складах нескольких террористических и партизанских групп.
Общий
Немногие военные бомбы (кроме сбрасываемых с самолетов) в настоящее время производятся в масштабах и разнообразии, характерных для Второй мировой войны. Исключением из этого обобщения является мина — как противопехотная, так и противотанковая мина. Мины можно без особого труда приспособить при среднем опыте сапера. Около 300 различных типов мин зарыты в землю, ежегодно убивая десятки тысяч людей.
Большинство бомб, собранных террористами, самодельные. Сырье, необходимое для взрывчатых веществ, крадут или незаконно присваивают из военных или коммерческих материалов для взрывных работ или производят из удобрений и других легкодоступных бытовых ингредиентов. Такие собранные бомбы известны как самодельные взрывные устройства (СВУ).
Компоненты
СВУ
имеют основной заряд, прикрепленный к взрывателю. Предохранитель прикреплен к спусковому крючку. В некоторых типах СВУ эти три компонента практически объединены в единое целое. Спусковой крючок — это часть, которая приводит в действие предохранитель. Взрыватель поджигает заряд, вызывая взрыв. Взрыв состоит из сильного импульса взрывной волны и ударных волн. Воздействие СВУ иногда усугубляется добавлением материалов, таких как железный лом или шарикоподшипники. Иногда спусковой крючок — не единственный компонент, приводящий в действие взрыватель; имеется также устройство защиты от манипуляций, которое приводит в действие предохранитель, когда СВУ берут в руки или перемещают. Цель большинства самодельных взрывных устройств — убить или покалечить. Некоторые самодельные взрывные устройства, известные как зажигательные, предназначены для повреждения или уничтожения огнем. Формат заряда в некоторых СВУ (некоторые из которых не имеют корпуса для размещения компонентов СВУ) может быть фасонным или направленным, что обеспечивает некоторую степень контроля над взрывом.
Предохранитель прикреплен к спусковому крючку. В некоторых типах СВУ эти три компонента практически объединены в единое целое. Спусковой крючок — это часть, которая приводит в действие предохранитель. Взрыватель поджигает заряд, вызывая взрыв. Взрыв состоит из сильного импульса взрывной волны и ударных волн. Воздействие СВУ иногда усугубляется добавлением материалов, таких как железный лом или шарикоподшипники. Иногда спусковой крючок — не единственный компонент, приводящий в действие взрыватель; имеется также устройство защиты от манипуляций, которое приводит в действие предохранитель, когда СВУ берут в руки или перемещают. Цель большинства самодельных взрывных устройств — убить или покалечить. Некоторые самодельные взрывные устройства, известные как зажигательные, предназначены для повреждения или уничтожения огнем. Формат заряда в некоторых СВУ (некоторые из которых не имеют корпуса для размещения компонентов СВУ) может быть фасонным или направленным, что обеспечивает некоторую степень контроля над взрывом. Противопехотные мины и другие типы мин были приспособлены террористами для своих целей.
Противопехотные мины и другие типы мин были приспособлены террористами для своих целей.
Предпочтительные заряды взрывчатых веществ
- Семтекс.
- RDX (циклонит или гексоген, в зависимости от формы).
- ТЭН (необработанная форма гексогена).
- C4 (пластическая взрывчатка).
- TNT (Три нитротолуол)
- Обычное удобрение, используемое в качестве основы.
- Динамит.
Методы / триггеры, используемые для подрыва СВУ
- Давление активировано (физическое).
- Активировано давлением (водяным или атмосферным).
- Электронный сигнал (дистанционное управление).
- Электронный сигнал (радиочастота).
- Электронный импульс (коробка детонатора)
- Фотоэлектрическая ячейка («на рассвете»).
- Детектор движения.
- Тепловой извещатель.
- Радиационный триггер.
- Соединение цепи (устройство защиты от манипуляций).

- Реле времени (электронное).
- Реле времени (активировано кислотой).
- Провод предохранителя.
Примеры IED
Самодельная бомба
Это наиболее распространенный тип террористической бомбы, обычно состоящий из низкоскоростной взрывчатки внутри плотно закрытого куска трубы. Самодельные бомбы очень легко сделать из пороховых, железных, стальных, алюминиевых или медных труб. Их иногда оборачивают гвоздями, чтобы нанести еще больший вред.Коктейль Молотова
Это самодельное оружие, впервые примененное русским сопротивлением против немецких танков во время Второй мировой войны, используется террористами по всему миру. Коктейли Молотова чрезвычайно просты в приготовлении и могут нанести значительный ущерб. Обычно они изготавливаются из таких материалов, как бензин, дизельное топливо, керосин, этиловый или метиловый спирт, жидкость для зажигалок и скипидар, которые легко получить. Взрывчатое вещество помещено в стеклянную бутылку, которая разбивается при ударе.