Какая лучше проволока для полуавтомата: Какая сварочная проволока лучше – омедненная, из флюса, из алюминия?
Содержание
10 лучших марок сварочной проволоки – рейтинг 2022
Место | Наименование | Характеристика в рейтинге |
ТОП-10 лучших марок сварочной проволоки |
| 1 | ESAB | Самые современные методики производства расходников для сварки |
| 2 | MONOLITH | Лучший выбор покупателя |
| 3 | Сварог | Безупречное качество расходников |
| 4 | GRAPHITE | Широкая представленность на российском рынке |
| 5 | Brima | Самая надежная сварная проволока |
| 6 | ASKAYNAK | Лучшее сочетание цены и качества |
| 7 | Кратон | Стабильно высокое качество. Оптимальная фасовка расходников Оптимальная фасовка расходников |
| 8 | WELDO | Стабильное качество сварного шва |
| 9 | ELITECH | Самая широкая сеть представителей в российских регионах |
| 10 | БАРС | Лучшая цена |
Качество сварки полуавтоматом во многом зависит не только от мастерства исполнителя. Многое определяет фирма-производитель сварочной проволоки, поставляющая расходные материалы, диаметр проволоки и характеристики аппарата. Как правило, опытные мастера отдают предпочтение какому-то одному изготовителю, чья продукция гарантирует высокое качество шва.
Как правило, опытные мастера отдают предпочтение какому-то одному изготовителю, чья продукция гарантирует высокое качество шва.
В нашем обзоре представлены лучшие фирмы, выпускающие омедненную или порошковую проволоку для сварочных полуавтоматов различного диаметра. В рейтинге места были распределены на основании не только характеристик выпускаемой продукции – учитывались такие параметры, как стоимость и доступность в продаже. Также влияние оказали отзывы пользователей, отдающих обоснованные предпочтения одному из участников.
ТОП-10 лучших марок сварочной проволоки
10 БАРС
★ Лучшая цена
Страна: Россия
Рейтинг (2022):
4.4
Сварочное оборудование, комплектующие и расходники этой торговой марки справедливо входит в десятку лучших в области данного вида товаров. Качество и надежность материалов обеспечивают тщательный контроль технологических параметров при изготовлении, высокий уровень производства и обязательная проверка на отсутствие дефектов и брака. Фирма активно развивается и всё больше завоевывает российский рынок.
Фирма активно развивается и всё больше завоевывает российский рынок.
В ассортименте сварочных материалов этого производителя можно отдельно выделить популярную порошковую проволоку ESAB ОК ПРО 71. Она позволяет делать аккуратные и долговечные сварные швы. Хорошо зарекомендовала себя в сложных условиях, когда металл имеет окалину или налет ржавчины. Отличается хорошими технологическими свойствами, идеально подходит для сварки металлоконструкций из низколегированных и углеродистых сталей полуавтоматом.
9 ELITECH
★ Самая широкая сеть представителей в российских регионах
Страна: Россия (производится в Китае)
Рейтинг (2022):
4.5
Российская фирма является производителем высококачественных инструментов и оборудования самого разного назначения. Тщательный контроль всего процесса создания изделий – от получения сырья до упаковки, и сертификация продукции согласно стандарту ISO 9001, а также сотни сервисных центров для ремонта по всей России сделали товары данной марки более чем востребованными.
Алюминиевая проволока для сварки Elitech 0606.011100 – один из самых популярных товаров этой компании. Выпускается в еврокатушках по 7 кг, имеет диаметр 1 мм – подходит для сварки любым полуавтоматом. Отличается равномерностью жесткости и размера по всей длине, даже при многократных перегибах не сминается и не сплющивается в подающем ролике. Гарантированно обеспечивает идеальный внешний вид и общее качество шва.
8 WELDO
★ Стабильное качество сварного шва
Страна: Турция (производится в Китае, Индии)
Рейтинг (2022):
4.6
У сварочного оборудования и комплектующих от производителя Weldo имеется со стороны потребителей продукции на российском и зарубежном рынках серьезный кредит доверия. Профессиональные инверторы, полуавтоматы и автоматы для сварки, плазменная резка, электроды и другое оборудование более чем востребованы. Также в ассортименте фирмы имеется серьезный ассортимент материалов для строительства.
Нержавеющая сварочная проволока ER 308LSi (диаметр 1,2 мм), которая выпускается под этой торговой маркой, представляет собой надежный материал для полуавтоматических аппаратов исключительно для сварки деталей и изделий на основе нержавеющей стали в аргоне. Нашла применение в машиностроении, для соединения металлоконструкций, в судостроении и разных сферах промышленности. Отличается хорошей текучестью, повышает равномерность и качественные характеристики готового шва, сокращает разбрызгивание.
Нашла применение в машиностроении, для соединения металлоконструкций, в судостроении и разных сферах промышленности. Отличается хорошей текучестью, повышает равномерность и качественные характеристики готового шва, сокращает разбрызгивание.
7 Кратон
★ Стабильно высокое качество. Оптимальная фасовка расходников
Страна: Россия
Рейтинг (2022):
4.7
Известная более 18 лет качеством и надежностью выпускаемой продукции, эта марка в России занимается производством инструмента и оснастки, а также промышленного оборудования. Сегодня в ассортименте производителя – станки и сверла, компрессоры и ручной инструмент, сварочная техника и материалы. Товары фирмы можно найти повсеместно, при этом сложное техническое оборудование всегда реализуется с гарантией, а в некоторых случаях – пожизненной.
Из числа сварочных материалов производителя самозащитная порошковая проволока E71T-GS диаметром 0,8 мм считается самой удачной. Она продаётся намотанной на пластиковую катушку весом по 1 килограмму. Покупатели уверяют, что она не пузырится во время сварки полуавтоматом, практически не загрязняет горелку и выделяет минимум дыма. При своей более чем доступной стоимости обеспечивает высокое качество сварного шва, легкость и комфорт выполнения сложных задач.
Покупатели уверяют, что она не пузырится во время сварки полуавтоматом, практически не загрязняет горелку и выделяет минимум дыма. При своей более чем доступной стоимости обеспечивает высокое качество сварного шва, легкость и комфорт выполнения сложных задач.
6 ASKAYNAK
★ Лучшее сочетание цены и качества
Страна: Турция
Рейтинг (2022):
4.8
Турецкий производитель «Askaynak», начавший свое развитие в далеком 1974 году, успешно реализует продукцию в практически по всей планете. Основная деятельность состоит из производства сварочного оборудования, а также проволоки, электродов и прочих материалов. В начале этого века фирма стала официальным партнером концерна Lincoln Electric в Америке. Имеет большие производственные мощности, использует только проверенное сырье и передовые технологии.
Среди сварочных проволок этой торговой марки особо стоит выделить серию SG-2. Этот высококачественный материал диаметром 0,8 мм выпускается в катушках по 15 кг и предназначен для сварки низколегированных или малоуглеродистых сталей. Омедненная проволока сплошного сечения от турецкого производителя ASKAYNAK удобна в работе, равномерна по всей длине намотки, улучшает качество шва, создавая идеальные условия для его равномерности и однородности.
Омедненная проволока сплошного сечения от турецкого производителя ASKAYNAK удобна в работе, равномерна по всей длине намотки, улучшает качество шва, создавая идеальные условия для его равномерности и однородности.
5 Brima
★ Самая надежная сварная проволока
Страна: Германия
Рейтинг (2022):
4.9
Всемирно известная марка Brima на рынке комплектующих, оборудования и сварочных материалов пользуется заслуженным уважением, определяющим стабильный спрос. Немецкая фирма уже полвека занимается выпуском сертифицированных полуавтоматов профессионального уровня, дает гарантию на каждое изделие и продаёт экономичные и удобные аппараты, стоимость которых привлекательна для российского потребителя.
Среди расходников для автоматов и полуавтоматов этого производителя самым востребованным и недорогим является сварочная проволока серии Е 71 TGS (диаметр 0,8 мм). Оптимально подходит для металлических конструкций сложных форм, благодаря высокому качеству используется и при строительстве, и в судостроении. Омедненная проволока уменьшает разбрызгивание, позволяет получить чистый без трещин и пор сварной шов с гладкой поверхностью.
Омедненная проволока уменьшает разбрызгивание, позволяет получить чистый без трещин и пор сварной шов с гладкой поверхностью.
4 GRAPHITE
★ Широкая представленность на российском рынке
Страна: Польша
Рейтинг (2022):
4.9
Польская фирма Graphite ведет свою деятельность с 1990 года. Производитель выпускает более 5000 разнообразных продуктов – агрегаты для сварки и другой инструмент, расходники и комплектующие. В качестве маркетинговой стратегии по наполнению российского рынка продукция этого бренда также представлена и под другими марками – NEO, DeFort Bastion, Verto, Frame.
Омедненная проволока GRAPHITE 56H849 (диаметр 1,0 мм) этой марки наиболее востребована для сварки полуавтоматом низкоуглеродистых или углеродистых сортов стали. Она обеспечивает высокую производительность, сокращает разбрызгивание, подходит под автоматы производителей разных стран. Позволяет получить максимально чистые швы без пузырьков воздуха, на месте которых образуются пустоты. Ровно намотана на катушку, чем сокращает риски выхода из строя подающего механизма.
Ровно намотана на катушку, чем сокращает риски выхода из строя подающего механизма.
3 Сварог
★ Безупречное качество расходников
Страна: Россия
Рейтинг (2022):
4.9
Продукция производителя «Сварог» российскому потребителю знакома давно – более 13 лет сварочное оборудование, комплектующие и расходные материалы, а также сопутствующие аксессуары привлекают покупателей своим неизменным качеством. Это единственная фирма в России, которая предлагает 5-летнюю гарантию на свою продукцию, поддерживает широкий ассортимент и полное техническое сопровождение при покупке оборудования.
Для сварки низкоуглеродистой или углеродистой стали подойдёт омедненная проволока марки ER-70S-6 с диаметром 0,8 мм. Наматывается на катушки по 5 кг, по всей длине одинаковая толщина и жесткость. Она обеспечивает стабильность характеристик сварного шва, высокие технологические показатели и прочность соединений. Позволяет получить устойчивое горение с отсутствием брызг и текучести при применении полуавтоматических сварочных аппаратов разного класса.
2 MONOLITH
★ Лучший выбор покупателя
Страна: Россия
Рейтинг (2022):
5.0
Сварочные материалы марки «Монолит», изготавливаемые Светлогорским заводом сварочных электродов, представлены на рынке уже свыше 10 лет. Ежемесячно производитель выпускает не менее 2000 тонн электродов. Данная продукция находит применение в металлургической, нефтегазодобывающей и машиностроительной отраслях. Популярность MONOLITH вполне заслуженна – высокое качество сырья и безупречность продукции проверены годами, и позволяют с уверенностью говорить об этой марке, как лидере не только нашего обзора, но и рынка расходных материалов для сварки.
Одна из самых популярных омедненных проволок этой фирмы – FoxWeld ER70S-6. Имеет диаметр 0.8 мм, подходит для полуавтоматической сварки низколегированной или низкоуглеродистой стали, выпускается в бобинах весом по 5 килограммов. Благодаря покрытию из меди повышает проходимость электрического тока, что обеспечивает постоянство безупречности выполняемых работ.
1 ESAB
★ Самые современные методики производства расходников для сварки
Страна: Швеция
Рейтинг (2022):
5.0
Этот производитель по праву считается лидером в сфере изготовления профессиональных инструментов для резки и сварки – механической, автоматической или ручной. В процессе выпуска расходных материалов фирма использует только инновационные методы и разработки, чтобы обеспечить потребности различных секторов промышленности, в числе которых автомобилестроение, строительство и ремонт, электроэнергетика, транспортная сфера.
Среди всех разновидностей омедненной проволоки для сварки этой марки особо выделяется серия OK Autrod 19.12. Она обладает улучшенными характеристиками по сравнению с непокрытыми аналогами, поскольку снижает сопротивление при подаче тока. Может использоваться для сварки полуавтоматами. В целом помогает добиться высокого качества и прочности сварного шва.
к началу рейтинга
Народное голосование – какой производитель выпускает лучшую сварочную проволоку?
Голосуем!
MONOLITH
Сварог
GRAPHITE
Brima
ASKAYNAK
WELDO
ELITECH
ESAB
БАРС
Кратон
Всего проголосовало: 80
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!
За любой консультацией следует обращаться к специалистам!
Выбор порошковой проволоки
Зачем нужна порошковая проволока, если можно использовать более дешевую сплошную? Строение порошковой проволоки позволяет ей обеспечить параметры, недоступные для обычной проволоки сплошного сечения. Во многих условиях, например, при вертикальной сварке на подъем или в нижнем положении, работе с оцинкованной сталью или другими видами трудносвариваемой стали порошковая проволока оказывается намного производительнее и эффективнее.
Хотя процесс сварки проволокой сплошного сечения в среде защитных газов (MIG/MAG) все еще остается очень популярным, простым и эффективным процессом для многих задач, она имеет свои ограничения и недостатки. Например, процесс MIG/MAG имеет достаточно низкую скорость при сварке в сложных пространственных положениях. В таком случае она возможна методом переноса металла короткими замыканиями, который ограничен многими сварочными кодексами из-за большого риска недостаточного сплавления, или импульсным переносом, для которого требуется особый источник питания и идеально чистая рабочая поверхность.
Возможность добавлять различные вещества внутрь проволоки позволяет регулировать многие ее характеристики. Шлакообразующие вещества помогают защитить сварочную ванну от воздействия окружающего воздуха, обеспечить ей опору и придать шву нужную форму. Железный порошок увеличивает производительность наплавки. Легирующие элементы позволяют образовать низколегированное наплавление или улучшить механические свойства. Раскислители и флюсующие добавки служат для улучшения свойств наплавленного металла.
Газозащитная порошковая проволока (FCAW-G) впервые была выпущена на рынок в 1957 году. Самозащитная порошковая проволока (FCAW-S) появилась несколько позднее, около 1961 года.
Составляющие сердечника газозащитных проволок позволили достигнуть параметров, невозможных для сплошной проволоки. Так как газовая защита обеспечивается газом из внешнего источника, составляющие сердечника можно подобрать так, чтобы максимально улучшить тот или иной параметр сварки, например, добиться стабильного струйного переноса металла при использовании 100% CO2 или в два раза увеличить скорость сварки в вертикальном положении.
Самозащитные проволоки, напротив, сами обеспечивают газовую защиту. Составляющие сердечника включают газообразующие и шлакообразующие вещества, а также соединения для улучшения состава сварочной ванны. Главное преимущество самозащитной порошковой проволоки заключается в ее простоте. Ее можно использовать под открытым небом даже при сильном ветре, причем без необходимости в дополнительном газовом оборудовании.
Существует несколько популярных типов порошковой проволоки, которые обладают различными преимуществами:
Для полуавтоматической сварки в сложных пространственных положениях лучше всего подходит проволока класса E71T-1. Ее быстрозастывающий шлак рутилового типа обеспечивает высокую производительность наплавки при сварке на подъем до 3 кг/час, недоступную ни для одного другого процесса полуавтоматической сварки. Кроме того, проволока E71T-1 также обеспечивает стабильную сварочную дугу и минимальное разбрызгивание даже при использовании 100% двуокиси углерода. Чтобы сделать дугу еще более стабильной и упростить сварку в сложных пространственных положениях, можно использовать газовые смеси аргон/CO2. Именно по этим причинам E71T-1 стала самой популярной порошковой проволокой в мире. Эта проволока рекомендуется для судостроения, сварки конструкционной стали и других задач общего назначения.
Именно по этим причинам E71T-1 стала самой популярной порошковой проволокой в мире. Эта проволока рекомендуется для судостроения, сварки конструкционной стали и других задач общего назначения.
Для полуавтоматической сварки в сложных пространственных положениях без использования защитного газа эффективнее всего оказываются проволоки типа E71T-8. Проволока NR®-232 от компании Lincoln Electric обеспечивает производительность наплавки до 2 кг/час. При вертикальной сварке на подъем она оказывается на 50% быстрее, чем другие проволоки типа E71T-8. Так как эта проволока самозащитная, ее часто используют под открытым небом и для сварки металлоконструкций в монтажных условиях.
Для полуавтоматической сварки пластин большой толщины в нижнем положении рекомендуются проволоки типа E70T-4. Они обеспечивают самую высокую производительность наплавки среди всех проволок для полуавтоматической сварки — до 18 кг/час. Эта проволока широко применяется для сварки толстопрофильных материалов, когда к ним не предъявляются требования по ударной вязкости. Эта проволока также самозащитная и поэтому может легко использоваться под открытым небом.
Эта проволока также самозащитная и поэтому может легко использоваться под открытым небом.
Самую высокую производительность наплавки среди газозащитных проволок обеспечивает тип E70T-1. Они имеют несколько меньшую производительность до 14 кг/час по сравнению с E70T-4, но при этом обеспечивают более стабильную дугу и высокую ударную вязкость. Кроме того, она имеет более высокую производительность, чем проволока для MIG/MAG сварки, пригодна для сварки загрязненных поверхностей и для сварки с легкодоступным 100% CO2 в качестве защитного газа. Проволока типа E70T-1 широко применяется на предприятиях по производству металлоконструкций.
Для сварки стали с цинковым или другим покрытием рекомендуется проволока типа E71T-14. Самозащитная проволока E71T-14 содержит вещества, которые взрываются в дуге, удаляя частицы покрытия и тем самым снижая риск последующего растрескивания и пористости. В результате получается обеспечить высокое качество соединения и увеличить скорость сварки. Проволока E71T-14 применяется в автостроительной отрасли при изготовлении оцинкованной стали.
И, наконец, что лучше использовать для трудносваримаемой стали? Газозащитная проволока E70T-5 обеспечивает высокую стойкость к образованию трещин при сварке трудносвариваемой стали, например, стали T-1 после закалки и отпуска, стали с устойчивостью к истиранию и легкообрабатываемой стали. E70T-5 имеет систему шлакообразования основного типа, схожего с электродами 7018, который удаляет из наплавления фосфор и серу, способные привести к растрескиванию, пористости и падению прочности. E70T-5 обеспечивает самое низкое содержание диффузионного водорода в наплавленном металле среди всех порошковых проволок. В результате это позволяет обеспечить очень высокую стойкость к замедленному водородному растрескиванию. Кроме того, такая проволока обеспечивает высокую ударную вязкость металла.
Порошковая проволока обеспечивает высокую производительность в различных условиях полуавтоматической сварки углеродистой стали:
E71T-1 (FCAW-G): самая высокая производительность наплавки в сложных пространственных положениях.
E71T-8 (FCAW-S): самая высокая производительность наплавки в сложных пространственных положениях без использования защитного газа.
E70T-4 (FCAW-S): самая высокая производительность наплавки в нижнем положении.
E70T-1 (FCAW-G): самая высокая производительность наплавки в нижнем положении при высокой ударной вязкости.
E71T-14 (FCAW-S): самая высокая скорость сварки стали с цинковым и другими видами покрытия.
E70T-5 (FCAW-G): самая высокая скорость сварки трудносвариваемых сталей.
Зачем ограничивать себя проволокой сплошного сечения, если порошковая может выполнить ту же задачу лучше и быстрее? Подобрав подходящую порошковую проволоку для своей задачи вы сможете не только увеличить производительность, но и снизить затраты.
Какая проволока для полуавтомата лучше
Главная » Разное » Какая проволока для полуавтомата лучше
Какая нужна сварочная проволока для полуавтомата и как её выбрать
Сварочная проволока играет решающую роль в процесс сварки – с ее помощью происходит соединение двух и более элементов в единую конструкцию из металла разного рода. Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Отличительной чертой присадочного материала является высокое качество сварного шва. Отчасти это обусловлено механизированной подачей электрода, в качестве которого как раз и выступает проволока, однако, немаловажно также и наличие некоторого опыта работы оператора.
Где применяется присадочный материал
Сварочная проволока-электрод для полуавтомата сегодня весьма востребована, так как это основной расходный материал такого оборудования. По составу она должна быть максимально приближена к основному типу используемого для сварочных работ металла. Поэтому существует немало вариаций присадки, однако, более прочих распространена нержавеющая проволока. Ее используют практически повсеместно (разные отрасли промышленности, производство медицинского оборудования, энергетика и многие другие), что обусловлено ее антикоррозийными свойствами и высококачественным сварным соединением.
В зависимости от условий эксплуатации и типа агрегата используются материалы разного состава. Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Например, сварочная проволока для полуавтомата без газа может отличаться по виду. В данном случае рекомендуется использовать флюс или порошковую проволоку, что обеспечит облако защитного газа без необходимости использования газовых баллонов. Такая присадка по мере сжигания выделяет защитный газ, чего вполне достаточно для выполнения качественного шва.
Маркировка
Сварочная проволока для аппарата полуавтомата существует в большом количестве вариаций (свыше 70), но в широком использовании находятся всего несколько из них. Остальные же по большей части являются узкоспециальными и могут применяться в определенной отрасли промышленности, например, атомной или машиностроительной.
По обозначению можно легко определить состав материала, а также процентное соотношение основных элементов сплава:
Маркировка изделия
Из рисунка становится понятно, какое назначение у проволоки. Это может быть либо СВ (для сварки) либо НП (наплавочная). Содержание углерода показывает процентное содержание этого элемента в составе присадки. Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Содержание легирующих элементов позволяет определить не только наименование, но также содержание элемента в процентах. Если количество столь мало, что не превышает 1%, то число не входит в обозначение.
Далее указываются определенные требования к чистоте присадочного материала (количество в процентах примесей серы и фосфора). Способ выплавки позволяет получить представление о методе изготовления материала. Если проволочный сварочный полуавтомат использует электрод из проволоки, то об этом можно узнать из обозначения — указывается буква Э.
Виды проволоки для сварочных работ
Для создания качественного соединения металлических деталей используется присадку разных видов, каждый из которых создан для работы при определенных условиях. Проволочный сварочный полуавтомат может выполнять шов посредством следующих видов проволоки:
- Со сплошным сечением;
- Порошковая;
- Активированная.
Если структура присадочного материала сплошного сечения вполне понятна – изделие, полностью выполненное из определенного рода сплава для сварки разных металлов. А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
А вот порошковая сварочная проволока для инверторных полуавтоматов изготавливается по другой технологии. Это полое изделие, внутри которого находится порошкообразный материал. При горении во время сварки образует защитное облако газа именно благодаря такому наполнению.
Таблица диаметров
Данный вид изделий встречается в разных исполнениях: двухслойная проволока, с одним и двумя загибами трубчатой оболочки, классический вариант без изменения конфигурации оболочки. Такое разнообразие исполнений объясняется необходимостью избежать деформаций изделия и преждевременного высыпания внутреннего содержимого проволоки. Однако помимо конструктивных особенностей встречаются разные варианты по составу порошкообразного вещества:
- Флюоритные;
- Рутиловые;
- Рутил-флюоритные;
- Рутил-органические;
- Карбонатно-флюоритные.
Существуют исполнения, предназначенные для работы в среде углекислого газа, а в других случаях проволочный сварочный инверторный полуавтомат с использованием порошковой присадки может функционировать без специально создаваемой газовой защиты и тогда эту функцию выполняет сама проволока. Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Каждый из составов порошкообразного вещества создан для сварки металла определенного вида.
Активированный вид в чем-то сходна с порошковым вариантом, но в данном случае используется на порядок меньшее количество порошкообразного вещества (не более 7% от общей массы изделия). Благодаря использованию всего лишь малой доли такого наполнителя технология изготовления позволяет запрессовать его в проволоку сплошного сечения.
Материал для сварки стали
Стальная проволока представлена 77 марками, которые регламентирует ГОСТ 2246-70. Выбор диаметров довольно широк: от 0,3 до 12,0 мм. Для работы в определенных условиях рекомендуется использовать присадочный материал конкретного размера.
Например, проволока сварочная флюсовая для агрегата полуавтомата должна иметь диаметр из диапазона значений от 2 до 6 мм, размеры от 0,3 до 1,6 мм подходят для полуавтоматической сварки в среде защитного газа.
Материал для сварки алюминия
Для алюминия и сплавов используется изделие диаметров от 0,8 до 12,5 мм. В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
В обозначении указывается способ изготовления: В – тянутая, П – прессованная. Если изделие отожженное, будет присутствовать буква М, для нагартованной проволоки — буква Н. Помимо маркировки в обозначении указывается диаметр изделия и способ поставки (в бухтах).
Сварка алюминия и его сплавов производится в среде защитного газа — аргона. Это обусловлено тем, что такой материал очень быстро окисляется при контакте с воздушной средой. По этой же причине рекомендуется после вскрытия упаковки максимально быстро задействовать проволоку.
Материал для сварки нержавеющей стали
Данный вид присадки крайне распространен ввиду надежности сварочного соединения с его использованием. Сварочная проволока нержавейка для агрегатов полуавтоматов изготавливается по госту 18143-72. В качестве исходного материала для производства такой проволоки используется высоколегированная жаростойкая сталь.
Именно присутствие этого вида металла позволяет получить на выходе высоконадежное и устойчивое к образованию коррозии соединение металлических деталей.
Проволока для сварки меди
В зависимости от исполнений такой материал может использоваться для проведения сварочных работ в разных областях: в автомобилестроении, для соединения участков трубопроводов, изготовления и ремонта подшипников скольжения, оцинкованных деталей и прочее.
Типы медной сварочной проволоки
Такой материал варится в среде защитного газа – аргона. В зависимости от состава проволоки она может применяться для сварки разных металлических сплавов.
Материал для чугуна и никелевых сплавов
Данная группа также отличается коррозионной и жаростойкостью, что позволяет использовать такую проволоку для выполнения сварочных работ изделий на основе никелевых сплавов, высоколегированных сталей и разнородных материалов.
Рекомендуется варить в среде чистого газа аргона или смеси с гелием.
Проволока для сварки титана
Наилучшим вариантом в данном случае будет холоднотянутая проволока, изготовленная из листового металла. Как и для любого другого вида материала, состав ее должен быть максимально приближен к составу свариваемого металла. Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Наиболее популярным вариантом для сварки титана является порошковая проволока ППТ-1 и ППт-3. Работу рекомендуется выполнять в среде защитного газа – аргона.
Как подобрать диаметр
Этот параметр напрямую зависит от того, какой толщины металл планируется сваривать. Например, если будет использоваться основной материал толщиной 3-5 мм, то следует купить сварочную проволоку для агрегата полуавтомата диаметром не более 2 мм. Еще один критерий выбора – сила тока, с которой будет выполняться сварка. Для выбора следует использовать специальные таблицы.
Таким образом, помимо выбора параметров полуавтоматической сварки (сила тока, скорость подачи проволоки), важно правильно подобрать вид присадочного материала, а также не ошибиться с выбором размеров.
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.

Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.
Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его.
 В результате шов получается герметичным и прочным.
В результате шов получается герметичным и прочным. - Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра. Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
- Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор. При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла.
 Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.
Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика. - Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.

Как выбрать проволоку для сварки
В быту проведение сварочных работ требуется не часто, в отличие от производственной сферы, где сварка является неотъемлемой частью процесса. Тем не менее, при возникновении потребности варить что-нибудь, возникает также вопрос, как это сделать, с помощью какого агрегата, какие расходники нужны. Выбор способа сварки и расходных материалов напрямую зависит от того, какие материалы необходимо сварить между собой. Например, для сварки тугоплавких и цветных металлов приходится использовать сварочную проволоку, но не лишь бы какую, а под каждый случай подбирается свой вид. Нередко вопрос, как выбрать проволоку для сварки, ставит в тупик начинающего сварщика или мастера, который пользуется аппаратом недавно. В данной статье поговорим о том, какая бывает сварочная проволока и как ее подбирать под те или иные случаи.
- Маркировка сварочной проволоки
- Виды сварочной проволоки
- Проволока для сварки стали
- Проволока для сварки алюминия
- Проволока для сварки нержавейки
- Проволока для сварки меди
- Проволока для сварки чугуна и сплавов никеля
- Проволока для сварки титана
- Диаметр сварочной проволоки
Маркировка сварочной проволоки
Для сварочной проволоки самое главное – это химический состав, именно он является определяющим при выборе. Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Узнать его можно, прочитав маркировку на изделии отечественного производства, которая соответствует ГОСТ 2246-70, или зарубежную маркировку по стандартам AWS.
Так как в странах СНГ производство сварочной проволоки налажено очень хорошо, разберем сначала обозначения на изделиях отечественного производства. Для начала расшифруем буквенные обозначения:
Пример: СВ-08Г2С означает,
- СВ – сварная проволока;
- 08 – массовая доля легированных элементов в составе проволоки. В данном случае проволока содержит 0,08 % углерода;
- Г – в составе есть марганец;
- 2 – не более 2 % указанного перед цифрой элемента. В данном случае не более 2% марганца;
- С – в составе есть кремний. В данном случае после обозначения «С» не стоит цифра, это значит, что кремния в составе меньше 1%, но более 0,5 %.
Пример: СВ-06Х21Н7БТ означает Сварочная проволока, в составе которой 0,06 % углерода, 21 % хрома, 7 % никеля, легированная ниобием и титаном.
Пример: СВ-08Х19Н10МЗБ означает Сварная проволока, в составе которой 0,08 % углерода, 19 % хрома, 10 % никеля, 3 % молибдена, легирована ниобием.
Иногда в маркировке по современным стандартам алюминий обозначается буквой «А».
Пример: СВ-А97 – сварочная проволока, состоящая на 99,97 % из алюминия.
Пример: СВ-АК5 – сварочная проволока, состоящая на 95 % из алюминия и 5 % кремния.
Для заказа той или иной проволоки необходимо точно указывать маркировку. К сожалению, международные стандарты не так просто прочитать, как ГОСТовские, поэтому если не нашли нужную проволоку отечественного производства, обратитесь к специалисту, чтобы он вам подобрал зарубежный аналог.
Виды сварочной проволоки
Всего существует порядка 77 марок сварной проволоки отечественного производства, которые можно разделить на 3 основных категории:
Таким образом, проволока делится по области применения: одна используется для низколегированных сталей, другая – для углеродистых, третья – для сварки цветных металлов или сварки под флюсом.
Например, рассматриваемая выше проволока СВ-08Г2С является легированной, так как в ее состав входит более 2,5 % легирующих металлов: 2 % марганца и более 0,5 % кремния.
Присадочная проволока для сварки
Сварочная проволока является так называемым присадочным материалом. В процессе сварки двух элементов проволока подводится к месту шва и плавится вместе с кромками металлов, заполняя шов. Таким образом, присадочная проволока служит материалом, который восполняет потери на разбрызгивание металла при сварке. Помимо проволоки в качестве присадочного материала можно использовать присадочные прутки и ленты.
Основное требование при выборе присадочной проволоки – у нее должен быть максимально такой же химический состав, что и у свариваемых материалов. Например, необходимо обратить внимание на содержание углерода. От количества данного элемента зависит пластичность шва. Негативными примесями считаются сера и фосфор. Для обеспечения качественного надежного шва и длительного срока эксплуатации изделия состав присадочной проволоки должен быть максимально приближен к составу свариваемых металлов.
Второе требование – температура плавления присадочной проволоки должна быть немного ниже или такой же, как у свариваемых металлов. Обратите внимание на то, когда начинает плавиться проволока, если это происходит позже, чем у свариваемых металлов, то крайне велика вероятность, что металл на свариваемых элементах прожжется. И конечно, немаловажно, чтобы плавление происходило равномерно, тогда шов получится аккуратным (без дефектов) и более прочным. Если же температура плавления подобрана неверно, это грозит появлением трещин в сварочном шве, высокой зашлакованностью шва, разбрызгиванием металла кромок, и что самое худшее – наличием скрытых полостей внутри сварочного шва.
Общие требования к присадочной проволоке:
- Толщина присадочной проволоки должна соответствовать толщине свариваемых элементов.
- Проволока должна быть чистой, без окалины, ржавчины, следов масла или краски, других загрязнений.
- Проволока должна плавиться равномерно, не разбрызгиваясь.
- Получившийся сварной шов должен быть ровным, без трещин и пор в металле.
Чаще всего присадочная проволока используется при сварке в среде защитных газов, которые обеспечивают чистый и надежный шов, защищая сварочную ванну от кислорода. В качестве защитных газов можно использовать аргон, гелий, углекислый газ или смеси аргона и углекислого газа.
Проволока для аргонодуговой сварки цветных металлов должна иметь схожий состав. Например, для сварки алюминия используется проволока СВ-97, СВ-А85, СВ-АМц или ее зарубежные аналоги ER 1100 (OK Autrod 1070 (OK Autrod 18.01)). Данные материалы устойчивы к химическому и атмосферному воздействию, применяются два сваривания изделий из чистого алюминия или его пластичных сплавов (АД1, АМц).
Проволока для сварки полуавтоматом низколегированных сталей является лидером рынка расходных материалов для сварки, так как подавляющее большинство изделий из стали относятся к данной категории. Самой распространенной присадочной проволокой является уже известная нам СВ-08Г2С, которая производится как в обычном варианте – без покрытия, так и омедненной – с антикоррозионной защитой. Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
Использование проволоки с антикоррозионной омедненной защитой делает изделие более качественным, дуга в процессе сварки горит более устойчиво, медный наконечник расходуется медленнее.
В процессе сварки присадочными проволоками используется флюс. Вещества под названием «флюсы» дают возможность сделать структуру шва максимально идеальной, защитив тем самым металл в районе шва от преждевременного разрушения. Благодаря флюсам поверхность металла в сварочной зоне бывает ровной и гладкой, а степень растяжимости металла в зоне сварочного шва высокой. Все это делает изделие более надежным и долговечным.
В качестве флюса используются:
- Борная кислота.
- Бура.
- Окислы кремния.
- Сера.
Чаще всего присадочная проволока продается в бухтах. Перед использованием ее необходимо выпрямить и разрезать на отрезки необходимой длины. Если проволока долгое время не будет использоваться, то ее необходимо защитить, обернув катушку специальной водонепроницаемой бумагой.
Порошковая проволока для сварки
Для усовершенствования процесса сварки в полевых условиях или открытых помещениях используют так называемую порошковую проволоку. Это дает возможность выполнять качественные швы, при этом затрачивая меньше сил и времени на механизацию процесса и очистку материала от брызг. Данный вид проволоки делится на два подвида: газозащитная порошковая проволока и самозащитная порошковая проволока.
Порошковая газозащитная проволока предназначена для сварки полуавтоматом и автоматом низколегированных и углеродистых сталей в среде защитного газа: углекислого газа или его смесях с аргоном.
Благодаря высокому проплавлению такую проволоку можно использовать для сварки угловых, нахлесточных и стыковых соединений практически за один проход. Преимуществами порошковой газозащитной проволоки являются низкий уровень разбрызгивания, шлаковая корка легко отделяется, высокую сопротивляемость пористости и нежелательным шлаковым включениям, стабильный струйный перенос.
Порошковые газозащитные проволоки делятся на такие типы:
Новые виды такой проволоки дают возможность достичь идеальной формы шва, низкого разбрызгивания, высокой скорости ведения шва, высокого коэффициента наплавления и малого дымления, если использовать их для сварки в защитных смесях с большим содержанием аргона.
Порошковая самозащитная проволока еще называется флюсовой или просто самозащитной. Ее сердечник содержит в себе все необходимые шлакообразущие, защитные и деоксидирующие присадки. В итоге отпадает необходимость использовать баллонный газ. Это значительно облегчает задачу, так как с использованием газа связано очень много проблем и опасностей. Порошковая проволока позволяет избежать ряда хлопот с хранением, аттестацией баллонов газа, их заправкой и перемещением с места на место.
Если при обычной сварке полуавтоматом защитная ванна образовывалась с помощью газового потока, который выходил из сопла горелки, то проволока для сварки без газа позволяет создать защиту другим способом – в процессе сварки испаряется флюс, находящийся в сердечнике проволоки, и образует защитный пузырь непосредственно в месте сварки. Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Его невозможно смыть потоком воздуха, поэтому такие проволоки применяются для сварки на открытом воздухе при сильном ветре.
Преимущества порошковой самозащитной проволоки:
- Открытая дуга. Это дает возможность оператору следить за происходящим и перенаправлять наплавляемый металл.
- Гарантированно идеальный состав шва.
- Сваривать можно в любых положениях.
- Компактность оборудования, нет необходимости использовать баллоны с газом, а также оборудование для подачи газа и флюса.
- Специальное покрытие проволоки смазкой дает возможность противостоять механическому давлению роликов, которые подают материал в зону сварки.
Для наплавления открытой дугой используются проволоки диаметром 2,0 – 3,0 мм, а для наплавления под флюсом – диаметром 3,6 мм. Для сварки крупногабаритных изделий применяют проволоку диаметром 5,0 мм.
Технология сварки с использованием самозащитной проволоки не отличается от технологии с применением сплошной сварочной присадочной проволоки. Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Единственное ограничение – полуавтомат для сварки должен иметь режим No Gas.
Проволока для сварки стали
Омедненная проволока СВ-08Г2С используется для сварки трубопроводов, котлов, изделий из конструкционной стали, а также емкостей, которые в процессе эксплуатации будут находиться под высоким давлением. Также она хорошо себя зарекомендовала при работе с тонким металлом и сварке в любом положении. Устойчивость данной проволоки к растяжению находится в диапазоне 900 – 1350 МПа.
В приведенной ниже таблице указаны марки сварочной проволоки, которую можно использовать для сварки стали в условиях защиты газом – аргоном, углекислым газом или смеси этих газов.
Таблица 1. Проволока для сварки стали в защитных газах.
Проволока для сварки алюминия
Для сварки алюминия и его сплавов используется проволока, состоящая из чистого алюминия или с добавлением магния и кремния в зависимости от состава сплава, который сваривается. Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Чаще всего изделия бывают из алюминия (99%), алюминиево-магниевого сплава (4,8 – 6% магния и остальное алюминий) и алюминиево-кремниевого сплава (95% алюминия и 5% кремния). Для каждого из них подбирается своя проволока, это можно легко увидеть из таблицы.
Проволока для аргонной сварки алюминия используется с флюсом, который может иметь такой состав – хлористый калий 27 – 33 %, хлористый литий 9 – 12 %, хлористый натрий 42 – 48 %, фтористый калий 12 – 16 %.
Таблица 2. Проволока для сварки алюминия и его сплавов.
Сварка деталей из алюминия распространена в пищевой промышленности.
Проволока для сварки нержавейки
Сварка изделий из нержавеющей стали или жаропрочных сплавов производится с помощью полуавтомата с использованием защитного газа. Сварочная проволока изготавливается из высоколегированной жаропрочной стали. В состав сварочной проволоки из нержавеющей стали входят кремний и углерод. Кремний обеспечивает прочность сварочного шва и его качество. Углерод не дает образовываться межкристаллической коррозии.
Углерод не дает образовываться межкристаллической коррозии.
Помимо кремния и углерода проволока из нержавейки может содержать хром и никель. Такая проволока более устойчива к коррозии. Она используется в машиностроении, пищевой и легкой промышленности, нефтепромышленности и судостроении.
Таблица 3. Сварочная проволока из нержавейки для сварки нержавеющих и жаропрочных сталей.
Проволока для сварки меди
Использование меди в промышленности и энергетическом машиностроении связано с исключительными свойствами меди противостоять коррозии в агрессивных средах. Чем чище состав металла, т.е. в нем больше меди и меньше примесей, тем устойчивость к коррозии выше. Именно поэтому к материалам на основе меди и к присадочным проволокам предъявляются повышенные требования.
В зависимости от количества примесей различают такие марки меди:
В связи с тем, что сварные швы изделий из чистой меди должны сохранить весь комплекс физических свойств, из-за которых этот металл используется, — теплопроводность, электропроводность, коррозионную стойкость и плотность, к сварочной проволоке предъявляются крайне строгие требования. А в процессе сварки шов не должен загрязняться примесями.
А в процессе сварки шов не должен загрязняться примесями.
Сварочная проволока для меди изготавливается из электролитической меди, а в процессе сварки может использоваться флюс из буры 48 – 53 %, хлористого натрия 32 – 38 %, борной кислоты 10 – 14 %.
Таблица 4. Проволока для сварки меди.
Проволока для сварки чугуна и сплавов никеля
Для сварки никеля хорошо подойдет проволока, легированная такими металлами, как марганец (не более 2%), кремний (не более 0,8 %), магний (не более 0,3 %) и титан (не более 0,1 %). Марганец необходим для раскисления и связывания серы, кремний делает металл более жидкотекучим, магний связывает те остатки серы, которые остались после марганца. Диаметр проволоки для сваривания никеля желательно выбирать равный половине толщины металла свариваемых изделий.
Чугун же трудносвариваемый металл, так как велика вероятность появления трещин в сварном шве. Выходом из ситуации стало использование для сварки проволок, покрытых цветными сплавами, или предварительный подогрев заготовок перед свариванием и использование порошковых проволок.
Таблица 5. Проволока для сварки чугуна и сплавов никеля.
Проволока для сварки титана
Для сварки титана используется холоднотянутая проволока из листового металла. Состав должен быть максимально приближен к составу основного материала. Чаще всего это присадочная порошковая проволока марки ППТ-1 и ППТ-3. Сама технология сварки титана подразумевает использование аргонодуговой сварки и неплавящегося вольфрамового электрода. Расход проволоки составляет 1,2 – 1,5 м на каждый погонный метр шва.
Диаметр сварочной проволоки
Диаметр присадочной проволоки подбирается в зависимости от толщины металла в свариваемых заготовках. Так если толщина изделия 3 – 5 мм, то берут проволоку 2 мм, если толщина 5 – 16 мм, то используют проволоку диаметром 3 – 4 мм. Для более толстых листов 7 – 25 мм можно использовать проволоку 7 мм толщиной.
Для сварочных полуавтоматов выпускается проволока в таких диаметрах: 0,6 мм, 0,8 мм, 1 мм, 1,2 мм, 1,6 мм.
Проволока для сварки с помощью электродов и присадочных прутков – 1,6 – 5 мм.
Самый широкий диапазон сварочной проволоки в категории порошковых проволок – 0,6 – 6 мм.
Помимо толщины изделия на требуемый диаметр сварочной проволоки также влияет сила тока, которая необходима для сварки в конкретном случае. Посмотреть, какие диаметры проволоки необходимо в том или ином случае можно в таблице ниже.
Таблица 6. Диаметр сварочной проволоки в зависимости от силы тока.
Выбор сварочной проволоки – очень ответственная задача. Если предоставленные таблицы все равно не помогли вам разобраться в вопросе, какую проволоку использовать, то лучше обратитесь за помощью к специалисту.
Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал
|
Газ
|
|
Конструкционная сталь
|
СО2
|
|
Конструкционная сталь
|
CO2 + Ar
|
|
Нержавеющая сталь
|
CO2 + Ar
|
|
Легированные стали (низкоуглеродистые )
|
CO2 + Ar
|
|
Алюминий и его сплавы
|
Ar
|
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм
|
Диаметр проволоки
|
|
1 — 3
|
0,8
|
|
4 — 5
|
1,0
|
|
6 — 8
|
1,2
|
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.
 к. не планируем долгой продолжительной сварки.
к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла
|
Сила тока
|
Диаметр проволоки
|
|
1,5 мм
|
70 — 80 А
|
0,8
|
|
2,0 мм
|
90-110 А
|
0,8
|
|
3 мм
|
120 — 140 А
|
1,0
|
|
4 мм
|
140-160 А
|
1,0
|
|
5мм
|
160 — 200 А
|
1,2
|
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Подписаться
9 лучших производителей сварочной проволоки
Обновлено: 07.03.2021 16:41:22
*Обзор лучших по мнению редакции expertology. ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
ru. О критериях отбора. Данный материал носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
Для быстрого и прочного соединения металлических деталей применяется операция сварки. Самой популярной разновидностью в производственной сфере является автоматическая и полуавтоматическая сварка с применением специальной проволоки. Она подбирается под конкретную марку металла, позволяя получить качественный шов. Состав проволочного электрода должен быть максимально близок к свариваемому материалу. Сегодня на отечественном рынке представлен богатый ассортимент сварочной проволоки. Подобрать оптимальный тип помогут рекомендации наших экспертов.
Как выбрать сварочную проволоку
Виды сварочной проволоки. Всего в России существует около 80 марок сварочной проволоки. Специалисты различают 3 разновидности.
- Низколегированная содержит не более 2,5% легирующих добавок в составе.
 На рынке реализуется 6 марок такого материала.
На рынке реализуется 6 марок такого материала. - К легированной сварочной проволоке относят материал с концентрацией легирующих добавок в пределе 2,5-10%. Торговая сеть предлагает около 30 марок проволоки.
- Высоколегированная содержит свыше 10% легирующих компонентов. Существует более 40 марок материала.
Химический состав. При выборе сварочной проволоки эксперты советуют в первую очередь обратить внимание на идентичность химического состава соединяемого материала и электрода.
- Особое внимание следует обратить на концентрацию углерода. Чем ниже содержание этого элемента, тем более пластичным получается шов.
- Негативно отражается на качестве сварочного шва наличие в составе таких химических элементов, как фосфор и сера.
Температура плавления. Еще одно важное требование предъявляется к сварочной проволоке при выборе. Это температура плавления. Специалисты считают, что этот параметр должен быть аналогичным или немного ниже, чем у соединяемых металлов. Аккуратность шва будет зависеть от равномерности плавления проволочного электрода. При неправильном выборе температуры плавления в шве появляются трещины, шлак, а на свариваемых деталях образуются прожоги.
Аккуратность шва будет зависеть от равномерности плавления проволочного электрода. При неправильном выборе температуры плавления в шве появляются трещины, шлак, а на свариваемых деталях образуются прожоги.
Общие требования. Чтобы добиться прочного и долговечного соединения металлических заготовок, следует обратить внимание на несколько нюансов.
- Диаметр должен быть сопоставим с толщиной соединяемых деталей.
- На поверхности проволоки не должно быть окалины, ржавчины, следов краски, масляных пятен и других загрязнений.
- В качестве защитной атмосферы используется углекислота, гелий, аргон, смесь углекислого газа и аргона. Если возникают проблемы с оснащением сварочного аппарата инертным газом, то лучше приобрести проволоку с флюсом. В процессе горения он создает защитную среду в зоне сварки.
Мы отобрали в обзор 9 лучших сварочных проволок. Все они реализуются в торговой сети России. При распределении мест учитывалось мнение экспертного сообщества и отзывы отечественных сварщиков.
Рейтинг лучших производителей сварочной проволоки
Лучшая нержавеющая сварочная проволока
Лучшим способом для прочного соединения деталей из нержавейки является применение сварки с нержавеющей проволокой. В результате образуется монолитный и коррозионностойкий шов. Материал используется в судостроении, строительстве и металлообработке. Эксперты по достоинству оценили возможности нескольких продуктов.
Wester STW08045 0,8 мм 0,45 кг
Рейтинг: 4.9
При создании Wester STW08045 китайский производитель применил особый сплав. В нем содержание углерода сведено к минимуму, а концентрация хрома и никеля прекрасно сбалансирована. Поэтому материал отлично зарекомендовал себя в тех ситуациях, когда имеется большая вероятность появления межкристаллитной коррозии. Эксперты отмечают широкую сферу применения проволоки. Это пищевая и химическая промышленность, производство котлов и трубопроводов. Наиболее подходящей нержавеющей сталью для соединения будет 18Cr:8Ni, а также нержавейка, стабилизированная ниобием. Продукт побеждает в нашем рейтинге.
Продукт побеждает в нашем рейтинге.
Отечественные сварщики отмечают высокую прочность и ровность шва. Похвалы заслуживает оптимальное сочетание цены и качества.
Достоинства
- инновационный сплав;
- прочный шов;
- стойкость к коррозии;
- демократичная цена.
Недостатки
- не обнаружено.
AG ER 316LSi d=0,8*5кг
Рейтинг: 4.8
Пониженное содержание углерода отмечают эксперты и в AG ER 316LSi. Индийский производитель разработал сплав с соотношением хрома, никеля и молибдена 19Сr:12Ni:2,5Mo. Образованный шов может эксплуатироваться в широком диапазоне температур (-196…+350°С), он отличается стойкостью к межкристаллитной коррозии. Проволоку можно применять для соединения широкого спектра хромоникелевых и хромоникельмолибденовых сталей. Модель становится серебряным призером нашего рейтинга за высокие пластические свойства шва и хорошую смачиваемость соединяемых кромок.
Отечественные потребители довольны качеством и доступной ценой проволоки AG ER 316LSi. Из недостатков можно отметить сложности с подбором смеси защитного газа.
Достоинства
- низкая цена;
- широкий рабочий температурный диапазон;
- универсальность применения;
- пластичность шва.
Недостатки
- требуется тщательный подбор газовой смеси.
Читайте также: 4 лучших сварочных аппаратов Ресанта
Quattro Elementi 770-407 0,8 мм 0,45 кг
Рейтинг: 4.7
Итальянская продукция Quattro Elementi 770-407 выделяется на фоне конкурентов высокой ценой. Она предназначена для использования в полуавтоматах при соединении нержавеющих марок сталей. Эксперты отмечают высокую коррозионную стойкость сварочного шва, равномерность его образования. Благодаря итальянской проволоке удается качественно стыковать детали даже неопытным работникам. При этом повышенных требований к сварочному оборудованию не предъявляется.
При этом повышенных требований к сварочному оборудованию не предъявляется.
Профессиональные сварщики и любители лестно отзываются о возможностях проволоки Quattro Elementi 770-407. Она обеспечивает прочный и стойкий к коррозии шов. Единственным недостатком материала является высокая цена.
Достоинства
- высокая коррозионная стойкость;
- ровный и прочный шов;
- прощает ошибки новичкам;
- не требуется дорогостоящее оборудование.
Лучшая омедненная сварочная проволока
Эстетичный внешний вид имеет омедненная сварочная проволока. Но главным достоинством этого материала является низкое контактное сопротивление. Медное покрытие придает стабильность дуге и снижает разбрызгивание расплавленного металла. Эксперты выбрали две проверенные модели.
ELITECH 0606.010000 0.8мм
Рейтинг: 4.9
Высокими техническими характеристиками обладает российско-китайская проволока ELITECH 0606. 010000. Материал получил высокую оценку экспертов за отличный токоподвод. Покрытие нанесено равномерно, оно длительное время защищает стальное волокно от коррозии. В составе содержится минимум вредных примесей, что благоприятно сказывается на безопасности сварщика во время работы. Очень быстро разгорается дуга, швы получаются симметричными и одинаковыми. Омедненная проволока ELITECH 0606.010000 становится победителем нашего рейтинга.
010000. Материал получил высокую оценку экспертов за отличный токоподвод. Покрытие нанесено равномерно, оно длительное время защищает стальное волокно от коррозии. В составе содержится минимум вредных примесей, что благоприятно сказывается на безопасности сварщика во время работы. Очень быстро разгорается дуга, швы получаются симметричными и одинаковыми. Омедненная проволока ELITECH 0606.010000 становится победителем нашего рейтинга.
За эффективное и качественное соединение стальных заготовок проволоку хвалят отечественные сварщики. Материал широко применяется как в производственной сфере, так и в домашнем хозяйстве.
Достоинства
- доступная цена;
- качественное покрытие;
- хороший токоподвод;
- минимум вредных примесей.
Недостатки
- не обнаружено.
ER70S-6/СВ08Г2С GOLDEN BRIDGE ф-1,0 мм
Рейтинг: 4.8
Доступной ценой привлекает российских сварщиков китайская омедненная проволока ER70S-6/СВ08Г2С GOLDEN BRIDGE. Она соответствует требованиям ГОСТ 2245 и является аналогом популярной отечественной модели СВ08Г2С. Экспертам понравилась намотка, производитель предлагает несколько вариантов упаковки (1 кг, 5 кг и 15 кг). Из достоинств материала специалисты отмечают стабильность геометрических размеров. Слой меди равномерно покрывает стальную нить, благодаря этому сварочный аппарат не забивается пылью во время работы. Проволока становится серебряным призером нашего рейтинга.
Она соответствует требованиям ГОСТ 2245 и является аналогом популярной отечественной модели СВ08Г2С. Экспертам понравилась намотка, производитель предлагает несколько вариантов упаковки (1 кг, 5 кг и 15 кг). Из достоинств материала специалисты отмечают стабильность геометрических размеров. Слой меди равномерно покрывает стальную нить, благодаря этому сварочный аппарат не забивается пылью во время работы. Проволока становится серебряным призером нашего рейтинга.
Отечественные пользователи довольны низкой ценой, точными размерами и прочным медным покрытием. Но делать качественный шов удается только на мощных полуавтоматах.
Достоинства
- точные геометрические размеры;
- доступная цена;
- несколько видов упаковок;
- надежная защита от коррозии.
Недостатки
- требуется мощный сварочный аппарат.
Лучшая алюминиевая сварочная проволока
Для сварки заготовок из алюминия и его сплавов требуется специальная проволока. Она подходит для автоматического оборудования и традиционных полуавтоматов. Алюминиевая проволока применяется при изготовлении посуды, автомобилей и самолетов. Специалистам понравились технические параметры следующих материалов.
Она подходит для автоматического оборудования и традиционных полуавтоматов. Алюминиевая проволока применяется при изготовлении посуды, автомобилей и самолетов. Специалистам понравились технические параметры следующих материалов.
Читайте также: 17 лучших сварочных масок
ER5183 (1 мм; 6 кг) ELKRAFT 93621
Рейтинг: 4.9
Широкое применение в судостроении находит алюминиевая проволока ER5183 ELKRAFT 93621. Материал является результатом плодотворного сотрудничества немецкой компании ELKRAFT с китайскими производителями. Именно этот фактор, по мнению экспертов, и стал залогом высокой популярности проволоки в нашей стране. При доступной цене получился качественный продукт, соответствующий требованиям государственных стандартов. Процесс сварки осуществляется в среде аргона при постоянном токе в режиме DC Pulse. Для соединения подходят заготовки из алюминиево-магниевых сплавов, где содержание Mg превышает 3%.
Алюминиевая проволока признается победителем в нашем рейтинге. Пользователи в отзывах хвалят ее за ровный и прочный шов и простоту сваривания.
Пользователи в отзывах хвалят ее за ровный и прочный шов и простоту сваривания.
Достоинства
- доступная цена;
- качественный шов;
- удобство в работе;
- точные геометрические размеры.
Недостатки
- не обнаружено.
AlMg5 (1 мм; кассета 6 кг) Барс
Рейтинг: 4.8
Под высоким давлением может использоваться AlMg5 Барс. Китайский производитель рекомендует использовать материал для соединения алюминиево-магниевых заготовок, в которых содержание магния не превышает 5%. Эксперты включили проволоку в наш рейтинг за низкий расход и доступную цену. Отечественным аналогом считается алюминиевая проволока СВ-АМг5. Для работы требуется аппарат полуавтоматической сварки, работающий на постоянном токе DC. При этом в качестве защитной атмосферы используется инертный газ аргон.
У российских сварщиков нет особых претензий к проволоке AlMg5 Барс. Их устраивает доступная цена и качество сварочного шва. Есть небольшие отклонения толщины, но для опытного работника этот дефект не имеет решающего значения.
Их устраивает доступная цена и качество сварочного шва. Есть небольшие отклонения толщины, но для опытного работника этот дефект не имеет решающего значения.
Достоинства
- доступная цена;
- низкий расход;
- удобство в работе;
- ровная намотка.
Недостатки
- есть отклонение по толщине.
Лучшая сварочная проволока для полуавтоматов
Высокой популярностью пользуется в нашей стране сварочная проволока для полуавтоматов. Этот материал предлагается в разных исполнениях, начиная с холоднотянутой проволоки и заканчивая инновационными продуктами с флюсом. Эксперты выбрали две эффективные модели.
Deka ER308Lsi
Рейтинг: 4.9
В разных сферах находит применение Deka ER308Lsi. Эксперты отмечают пониженное содержание углерода в сплаве, что делает шов пластичным. К достоинствам материала следует также отнести стойкость к высоким температурам. Выполнять сварочные работы рекомендуется в среде углекислого газа или аргона. Проволока подходит для соединения нержавеющих сталей, в которых содержание никеля находится на уровне 8%, а хрома – 18%. Стабильная дуга образуется на постоянном токе DC. Материал становится победителем нашего рейтинга.
Выполнять сварочные работы рекомендуется в среде углекислого газа или аргона. Проволока подходит для соединения нержавеющих сталей, в которых содержание никеля находится на уровне 8%, а хрома – 18%. Стабильная дуга образуется на постоянном токе DC. Материал становится победителем нашего рейтинга.
Отечественных сварщиков устраивает сочетание цены проволоки и ее технических параметров. Она прекрасно зарекомендовала себя при проведении кузовных работ в автомобильной индустрии, а также в строительстве.
Достоинства
- пластичность;
- стойкость к высоким температурам;
- доступная цена;
- широкая сфера применения.
Недостатки
- не обнаружено.
Читайте также: 13 лучших сварочных электродов
QUATTRO ELEMENTI 770-384
Рейтинг: 4.8
Уникальный состав QUATTRO ELEMENTI 770-384 разработали итальянские инженеры.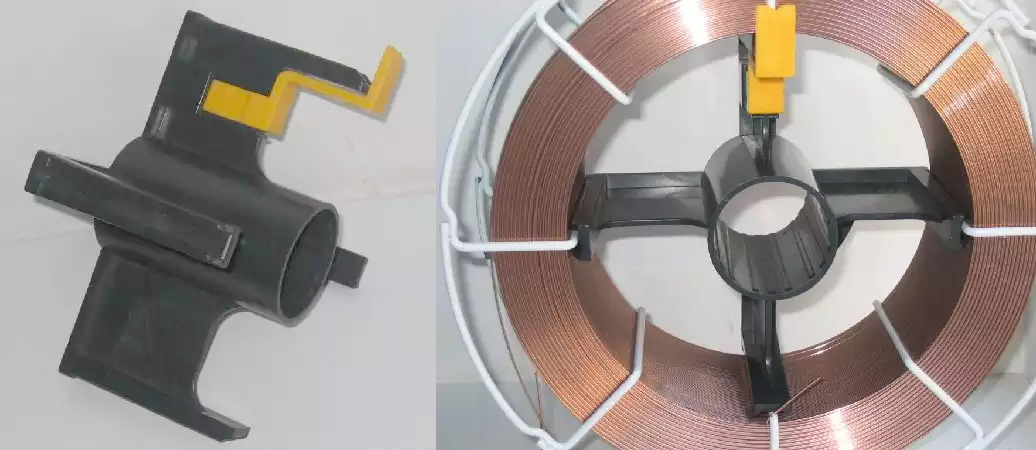 Материал имеет сечение полого цилиндра, внутри которого засыпан особый порошок. Его задача – создание инертной атмосферы в зоне сварки. Кроме того, благодаря порошку происходит формирование и легирование шва. Дополнительно не требуется подвод защитного газа, что упрощает конструкцию сварочного аппарата. Эксперты отдали материалу второе место в нашем рейтинге за инновационность.
Материал имеет сечение полого цилиндра, внутри которого засыпан особый порошок. Его задача – создание инертной атмосферы в зоне сварки. Кроме того, благодаря порошку происходит формирование и легирование шва. Дополнительно не требуется подвод защитного газа, что упрощает конструкцию сварочного аппарата. Эксперты отдали материалу второе место в нашем рейтинге за инновационность.
Пользователи довольны качеством шва, отсутствием брызг, равномерным растеканием. Из недостатков отмечается высокая цена продукта, еще сварщики хотели бы видеть проволоку в килограммовой расфасовке.
Достоинства
- уникальный флюсовый состав;
- не требуется подавать защитный газ;
- качественный шов;
- отсутствие брызг.
Недостатки
- высокая цена;
- нет продукции в килограммовой расфасовке.
Оцените статью | |
Всего голосов: 0, рейтинг: 0 |
Внимание! Данный рейтинг носит субъективный характер, не является рекламой и не служит руководством к покупке. Перед покупкой необходима консультация со специалистом.
Перед покупкой необходима консультация со специалистом.
Сварочная проволока для полуавтомата — виды и маркировка
Сварочная проволока – это изделие определённого химического состава, диаметра, формы, вида производства. Проволока сплошного сечения изготавливается из сталей и сплавов, порошковая проволока изготавливается из стального штрипса, свернутого в трубчатый электрод, наполненный шихтой – порошком. Проволоки применяются для механизированной сварки для значительного увеличения производительности проведения сварочных работ.
1 / 1
Подробное описание
Сварочная проволока выполняет роль присадочного материала. Используется для сварки деталей из: алюминия и его сплавов, меди и медных сплавов, сталей и других сплавов.
Проволока поставляется в катушках, массой, как правило, 1/5/15/18 кг.
Наиболее распространенные диаметры сварочной проволоки сплошного сечения:
-
0,6 мм;
-
0,8 мм;
-
1,0 мм;
-
1,2 мм;
-
1,6 мм.

Наиболее распространенные диаметры сварочных порошковых проволок:
-
1,0 мм;
-
1,2 мм;
-
1,6 мм.
Этих размерных показателей вполне достаточно для удовлетворения потребностей большинства сварочных производств РФ. Диаметр сварочной проволоки, как правило, подбирается под решение конкретной задачи, зависит от величины сварочного тока, пространственного положения, иных факторов.
Об особенностях
Сварочная проволока сплошного сечения «КЕДР» обладает высокими сварочно-технологическими свойствами, присущими европейским аналогам. Длина проволоки на катушке составляет от нескольких сотен метров метров до нескольких километров, что очень удобно при использовании сварки в производственных условиях. Кроме того, при использовании качественной проволоки образуется минимальное количество шлака на поверхности сварного шва, что позволяет минимизировать процедуры по зачистке. Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Свойства проволоки обеспечиваются химическим составом, который включает различные легирующие компоненты:
Разновидности
Омеднённая сплошного сечения
Омеднённая проволока КЕДР используется для сварки изделий из углеродистой и низколегированной стали. Медное покрытие, нанесённое на проволоку, позволяет добиться качественного токопереноса на проволоку в контактном наконечники, также это снижает коэффициент трения и, как следствие, износ расходных частей горелки. Наплавленный металл шва имеет высокое сопротивление ударным нагрузкам и разрыву. За счёт идеально подобранного химического состава проволоки, существенно уменьшается разбрызгивание электронного металла в процессе сварки.
Порошковая проволока газозащитная
По сути порошковая проволока – это металлическая трубка, полость которого заполнена флюсом (шихтой), который применяется для поддержания стабильного горения дуги, образования шлака, формирующего форму шва, защитных функций и др. Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Допустимо добавление легирующих элементов в шихту для получения специальных свойств наплавленного металла. Ключевым преимуществом использования данного типа проволоки является отсутствие разбрызгивания, мягкое горение дуги, контролируемая сварочная ванна, отличный внешний вид шва.
Порошковая проволока самозащитная
Ключевым преимуществом использования данного типа проволоки является отсутствие необходимости в защитном газе с сохранением всех преимуществ использования порошковой газозащитной проволоки.
Проволока сплошного сечения из нержавеющей стали
Проволока из нержавеющей стали применяется для сварки высоколегированных сталей.
Проволока сплошного сечения из цветных металлов и сплавов
Для сварки алюминия и его сплавов применяется либо чистая алюминиевая проволока, либо алюминиевая проволока, легированная магнием, кремнием, марганцем и др. химическими элементами.
химическими элементами.
Медная проволока используется для сварки деталей из медных сплавов, наплавки на стальные изделия.
Ассортимент проволоки ГК КЕДР
В каталоге представлены десятки вариантов проволоки порошковой, стальной омедненной, а также из нержавеющей стали и алюминия. Все расходные материалы для полуавтомата изготовлены из высококачественного сырья. На каждой стадии осуществляется производственный контроль, что позволяет минимизировать отклонения, что позволяет добиться стабильно высокого качества готовой продукции.
Заказать проволоку для сварки в ГК «Кедр» можно в любом количестве по доступной цене и с доставкой по всей России.
Флюсовая и порошковая проволоки для сварочного полуавтомата
01/04/2015
Использование сварочного полуавтомата по сравнению с обычным аппаратом ручной дуговой сварки повышает качество и геометрию сварного шва, что обеспечивается автоматической подачей сварочной проволоки, выполняющей роль электрода. При сварке простыми марками проволоки необходимо дополнительное газобаллонное оборудование для создания в зоне сварки защитной углекислой среды. Когда же полуавтомат приобретен для бытовых нужд, то не слишком выгодно брать к нему еще и газовый баллон со всей необходимой обвязкой. Вместо этого проще купить специальную порошковую или флюсовую сварочную проволоку.
При сварке простыми марками проволоки необходимо дополнительное газобаллонное оборудование для создания в зоне сварки защитной углекислой среды. Когда же полуавтомат приобретен для бытовых нужд, то не слишком выгодно брать к нему еще и газовый баллон со всей необходимой обвязкой. Вместо этого проще купить специальную порошковую или флюсовую сварочную проволоку.
Порошковая проволока
Для сварочных работ порошковая проволока начала применяться относительно недавно, но масштабы ее использования растут постоянно. Кроме высокой эффективности, важным фактором является экономия сварочного материала при работе с порошковой проволокой.
Благодаря своим качествам этот вид проволоки для полуавтоматов широко используется в машиностроении, кораблестроении и многих других отраслях промышленности.
Порошковая проволока для полуавтоматов без использования газа еще называется самозащитной. Защита сварочной ванны происходит за счет компонентов,входящих в состав порошка. Для сварки разных марок стали выпускаются соответствующие марки порошковой проволоки и с разными сечениями.
Для сварки разных марок стали выпускаются соответствующие марки порошковой проволоки и с разными сечениями.
Флюсовая проволока
По своему строению флюсовая проволока для полуавтомата ничем не отличается от порошковой проволоки. В состав ее шихты входит железный порошок, участвующий в процессе формирования наплавленного валика. Сгорающий в процессе сварки флюс выделяет углекислый газ, поэтому использование дополнительной подачи дополнительного газа в зону сварки не требуется.
Еще в флюсовой проволоке в шихте специальные добавки, значительно снижающие разбрызгивание металла при сварке.
Помимо эффективности и экономичности этого сварочного материала можно отметить еще и возможность ведения сварочных работ на открытой местности даже при достаточно сильном ветре, так как образующееся углекислое облако надежно защищает сварочную ванну.
Технологический процесс с использованием порошковой и флюсовой проволоки аналогичен сварке с применением обычной проволоки
Производится варочная порошковая проволока различных диаметров, начиная от 0,6 мм. Необходимый диаметр подбирается в зависимости от силы тока полуавтомата и толщины свариваемого металла.
Необходимый диаметр подбирается в зависимости от силы тока полуавтомата и толщины свариваемого металла.
Описание сварки MIG / MAG >> Руководство eSpawarka.pl
Описание метода MIG / MAG
ICD.pl 9 февраля 2015 Сварка MIG / MAG
Сварка MIG / MAG подразумевает сварку полученной электрической дугой между стержневым электродом и заготовкой. Расходуемый электрод представляет собой проволоку с непрерывной подачей. Дуга и ванна расплавленного металла защищены потоком защитного газа.
Используются следующие специальные термины для процесса сварки плавящимся электродом в газовой защите:
MIG — (металлический инертный газ) — это название используется для описания процесса сварки, когда используется химически инертный газ. в качестве защитного газа инертный , напримераргон, гелий.
MAG — (Металлический активный газ) — это название используется для описания процесса сварки, когда в качестве защитного газа используется химически активный газ active , например CO 2 .

GMAW — (газовая дуговая сварка металла) — сокращение, используемое в основном в США, общее для обоих методов: MIG и MAG и обозначает использование сплошной проволоки.
FCAW — (Дуговая сварка порошковой проволокой) — сокращение от метода сварки, аналогичного MIG / MAG (GMAW), с той разницей, что вместо сплошной проволоки используется порошковая проволока.Если проволока заполнена порошком, выделяющим защитные газы при сварке (метод Innershield ), то внешняя (баллонная) подача защитного газа не требуется.
сварка мигомат, полуавтоматическая сварка, полуавтоматическая сварка — это общие названия сварочного процесса, как методом MIG, так и MAG.
Сварка МИГ / МАГ в настоящее время является наиболее широко используемым методом сварки, на нее приходится примерно 65% всех методов промышленной дуговой сварки.
Схема сварки MIG / MAG
Краткое описание сварки MIG / MAG: Сварочная проволока плавно выходит из горелки и непрерывно плавится в электрической дуге. |
 Расплавленный материал проволоки смешивается с расплавленным материалом, который необходимо связать, с образованием жидкой сварочной ванны. После того, как дуга уходит, сварочная ванна затвердевает, образуя неразъемный шов. Защитный газ непрерывно подается через сварочную горелку и ее газовое сопло, которое защищает расплавленный металл от атмосферы и охлаждает горелку (также используются дополнительные горелки с жидкостным охлаждением).
Расплавленный материал проволоки смешивается с расплавленным материалом, который необходимо связать, с образованием жидкой сварочной ванны. После того, как дуга уходит, сварочная ванна затвердевает, образуя неразъемный шов. Защитный газ непрерывно подается через сварочную горелку и ее газовое сопло, которое защищает расплавленный металл от атмосферы и охлаждает горелку (также используются дополнительные горелки с жидкостным охлаждением).Схема сварки FCAW Innershield (самозащитная проволока)
Сварка FCAW Innershield вкратце: сварка самозатяжной проволокой, как описано выше Метод MIG / MAG, с той разницей, что вместо сплошной проволоки используется проволока с заполненным порошком внутри. |
 Под воздействием высокой температуры сердечник проволоки плавится, и содержащийся в ней порошок образует защитный газ, который создает защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки.
Под воздействием высокой температуры сердечник проволоки плавится, и содержащийся в ней порошок образует защитный газ, который создает защитную атмосферу вокруг сварочной ванны, отсюда и название «самозащитная проволока». При использовании самозащитной проволоки можно отказаться от подачи газа извне (из баллона), что упрощает процесс сварки.Особенности применения Метод сварки MIG / MAG
Преимущества:
универсальный метод — различные металлы и их сплавы можно сваривать во всех положениях,
высокая эффективность сварки — намного выше, чем у покрытых электродов,
относительно низкая стоимость сварочных материалов — общие затраты ниже примерно на 20%, чем затраты на сварку покрытыми электродами,
хорошее качество сварных швов,
возможность механизация и автоматизация метода.
Недостатки:
качество сварных швов во многом зависит от квалификации сварщика,
относительно высокие затраты на приобретение устройств и оборудования,
сварка MAG более склонна к налипанию и пористость сварных швов.

Применение метода MIG / MAG
Метод MAG используется для соединения нелегированных, низколегированных и высоколегированных конструкционных сталей, а метод MIG используется для сварки алюминия, магнезии, медь и другие цветные металлы и их сплавы.
Сварка полуавтоматом (мигомат) применяется практически во всех отраслях сварочной промышленности, в т.ч. тяжелая промышленность и машиностроение, включая верфи, производство стальных конструкций, трубопроводов, сосудов под давлением, а также предприятия по ремонту и техническому обслуживанию.
Полуавтоматические сварочные аппараты широко используются в индустрии обработки листового металла, особенно в автомобильной, кузовной и легкой промышленности. Мигоматы также часто используют для хобби или работы по дому.
.
Сварка нержавеющей стали — Сварка нержавеющей стали с помощью мигомата и тигля
Нержавеющая сталь — это материал, который используется везде, где важна коррозионная стойкость. Таким образом, он используется, среди прочего в строительстве, архитектуре и многих различных отраслях. Как сваривается нержавеющая сталь и как должна выглядеть подготовка к работе? В этой статье вы найдете всю необходимую информацию не только о самой сварке, но и об отличительных особенностях различных типов упомянутого материала.
Таким образом, он используется, среди прочего в строительстве, архитектуре и многих различных отраслях. Как сваривается нержавеющая сталь и как должна выглядеть подготовка к работе? В этой статье вы найдете всю необходимую информацию не только о самой сварке, но и об отличительных особенностях различных типов упомянутого материала.
Что такое нержавеющая сталь?
Нержавеющая сталь — это термин для обозначения тех марок качественной стали, которые устойчивы к повреждениям, вызванным электрохимическими или химическими реакциями с окружающей средой (т. Е. К коррозии). Это возможно благодаря хрому, который составляет не менее 11% от всего материала. Этот элемент вступает в реакцию с кислородом воздуха и, таким образом, на поверхности стали образуется слой оксида хрома. Даже если покрытие повреждено, оно восстановится при повторном контакте с кислородом.Чем выше содержание хрома, тем более стойкой к коррозии становится сталь. Восприимчивость к ржавчине также может быть уменьшена путем добавления молибдена, в то время как никель позволяет сваривать материал и подвергать его холодной обработке.
Существует несколько типов нержавеющей стали:
• аустенитная — содержит минимум 16% хрома и 6% никеля. Наиболее популярны разновидности, содержащие 18% хрома и 10% никеля (обозначены символом 18/10). Основные отличительные особенности — растяжимость и устойчивость к горячему растрескиванию.
• ферритный — содержит не менее 10% хрома, в сплав также входят другие элементы: молибден, титан и алюминий. Эти марки обладают низкой вязкостью и растяжимостью;
• мартенситный — содержание хрома от 11,5% до 17,5%. Отличительной особенностью этой марки является относительно высокое содержание углерода от 0,08% до 0,5%. Это сталь, склонная к образованию холодных трещин, отличающаяся хорошей вязкостью;
• дуплекс — смесь хрома, азота, молибдена и вольфрама. Материал устойчив к растяжению.
Свойства нержавеющей стали влияют на популярность нержавеющей стали. Помимо коррозионной стойкости следует упомянуть возможность использования материала в агрессивной среде. Кроме того, этот вид стали устойчив к высоким температурам.
Использование нержавеющей стали в промышленности
Нержавеющая сталь используется очень широко. Это материал, используемый как в тяжелой промышленности, так и в производстве электроники, а также в строительстве, архитектуре и химической промышленности.Нержавеющая сталь считается чрезвычайно прочной, элегантной и практичной. Его можно использовать для балюстрад, кабин лифтов, труб, листов и канатов. Но это не все. Бытовая техника, без которой мы не могли бы функционировать, также в значительной степени изготовлена из нержавеющей стали. То же самое можно сказать, например, о трубах каталитического нейтрализатора и выхлопных трубах автомобилей или цистерн для пищевых продуктов.
Свариваемые марки нержавеющей стали используются при производстве трубопроводов, гидростатических зондов, футеровок дымоходов, а также используются в судовых и авиационных конструкциях.Список отраслей, в которых используется нержавеющая сталь, очень длинный и включает, среди прочего:
• целлюлозно-бумажную промышленность,
• судостроение,
• текстильную промышленность,
• лакокрасочную промышленность,
• автомобильную промышленность,
• пищевую промышленность,
• фармацевтическая промышленность.
Сварка нержавеющей стали, как это делается?
Существует несколько способов сварки нержавеющей стали, и выбрать подходящий не всегда просто.Нам необходимо знать тип сплава, потому что без этих знаний мы можем способствовать ухудшению структуры материала, в результате чего он потеряет свои свойства. Самыми популярными методами сварки конструкций из нержавеющей стали являются MIG и TIG.
Сварщики МИГ в сварочном цехе allweld.pl
При использовании метода MIG, также известного как GMAW (сварка плавящимся электродом в среде защитного газа), тепло генерируется дугой, возникающей между заготовкой и непрерывно подаваемой металлической проволокой.В этом случае электрод изнашивается. Одним из важнейших преимуществ метода сварки MIG является высокая плотность сварочного тока, обеспечивающая глубокое плавление металла. Также следует упомянуть о быстром плавлении электродной проволоки — это обеспечивает высокую эффективность сварки. Нержавеющую сталь всегда сваривают постоянным током (с положительной полярностью). В методе MIG сварочный пистолет обычно ручной (полуавтоматический метод), его также можно прикрепить к тележке для получения высокой мощности сварки (автоматический метод).
В методе MIG сварочный пистолет обычно ручной (полуавтоматический метод), его также можно прикрепить к тележке для получения высокой мощности сварки (автоматический метод).
Основные параметры, характеризующие сварку MIG нержавеющей стали:
• род и сила тока,
• напряжение дуги,
• тип и интенсивность потока защитного газа,
• скорость сварки,
• длина сварочного шва. свободный выход электродной проволоки,
• диаметр проволоки,
• скорость подачи проволоки.
Метод TIG (GTAW / TIG), то есть дуговая сварка в инертном газе с использованием вольфрамового неплавящегося электрода, позволяет сваривать элементы толщиной от десятых долей миллиметра до нескольких сотен миллиметров.Обычно сварка осуществляется вручную, этот метод используется, в том числе, в сборочных и цеховых работах. При сварке TIG нержавеющей стали используется постоянный ток с отрицательной полярностью. Его основные преимущества: стабильная дуга и небольшая сварочная ванна, отсутствие брызг, эстетичный и красивый вид сварного шва и создание узкой зоны плавления (за счет концентрированного источника тепла).
Параметры, характеризующие сварку TIG:
• тип и сила тока,
• скорость сварки,
• напряжение дуги,
• тип материала и диаметр неплавящегося электрода,
• тип и расход защиты газ
• диаметр доп. материала.
Импульсная сварка нержавеющей стали
Как и при сварке алюминия, для нержавеющей стали можно использовать импульсный ток. Во время работы источник питания подает энергию таким образом, что связующее перетекает в бассейн. Высокая интенсивность импульса заставляет расплавленный металл течь в сварной шов, а низкий базовый ток сохраняет шов и конец сварочной проволоки в расплавленном состоянии. Импульсная сварка также имеет свои преимущества.Полученный сварной шов без брызг и имеет правильное поперечное сечение. Использование пульсации уменьшает зону перегрева материала, что дает очень хорошее проплавление. Сварщик лучше контролирует рабочий процесс, а сам сварной шов лучше и уже.
Сварщик TIG в сварочном цехе allweld. pl
pl
Как уже упоминалось, в методе MIG дуга светится в защитной газовой оболочке между плавкой сварочной проволокой и заготовкой. Газовые смеси чаще всего используются для сварки нержавеющей стали.Это может быть аргон с добавкой кислорода (2%) или углекислый газ, то есть CO2 (3%), что дает стабильную дугу. Иногда можно увеличить глубину плавления и скорость сварки, добавляя гелий и водород к вышеупомянутым смесям. С другой стороны, газы с более высоким содержанием диоксида углерода не рекомендуются для сварки нержавеющей стали, поскольку они способствуют высокой карбонизации в сварочной ванне и окислению хрома.
В качестве защитных газов при сварке TIG используются инертные газы, такие как гелий, аргон или их смеси (иногда с водородом).Бывает, что к выбранному инертному газу добавляют азот, который отвечает за повышение температуры дуги и обеспечивает высокую скорость сварки. В методе TIG защитный газ не только защищает зону сварки и неплавкий электрод от атмосферы, но также влияет на форму сварного шва и напряжение дуги.
Рекомендуемое оборудование для сварки нержавеющей стали
Выбор правильного метода сварки и подходящего устройства позволяет сократить продолжительность работы и получить эстетичный и прочный сварной шов.Опытные сварщики рекомендуют сварочные аппараты таких марок, как, в частности, PATON или MAGNUM. Ниже приводится краткое описание популярных устройств.
Сварочный аппарат MIG / MAG MMA / TIG PATON PSI 250P DC PRO
MIG / MAG MMA / TIG PATON PSI 250P DC PRO — это цифровой полуавтоматический инвертор, подходящий как для дуговой сварки TIG, так и для ручной дуговой сварки MMA, а также в полуавтоматическом режиме. Сварка MIG / MAG на постоянном токе в газовой защите. Оборудование пригодно для промышленного использования.Что отличает эту модель, так это герметичный металлический механизм подачи проволоки.
Сварщик имеет встроенный модуль защиты от слишком низкого и слишком высокого напряжения. Основные функции устройства: Arc-Force (сила электрической дуги), Hot-Start (горячий старт) и Anti-Stick (предотвращение прилипания). Оборудование позволяет проводить сварку импульсным током и адаптировано к стандартной электросети. Максимальный сварочный ток модели составляет 335 А, а энергоэффективность — 90%.В комплект входит сварочная горелка MIG / MAG Abicor Binzel MB25 длиной 3 м, механизм подачи проволоки и сварочный кабель с зажимом заземления. Кроме того, вы можете выбрать для устройства другие аксессуары MIG, например, газовый баллон, проволоку и тефлоновую вставку.
Оборудование позволяет проводить сварку импульсным током и адаптировано к стандартной электросети. Максимальный сварочный ток модели составляет 335 А, а энергоэффективность — 90%.В комплект входит сварочная горелка MIG / MAG Abicor Binzel MB25 длиной 3 м, механизм подачи проволоки и сварочный кабель с зажимом заземления. Кроме того, вы можете выбрать для устройства другие аксессуары MIG, например, газовый баллон, проволоку и тефлоновую вставку.
Инверторный сварочный аппарат MAGNUM THF 208 TIG DC
Оборудование MAGNUM THF 208 TIG DC PULSE — это профессиональный инверторный сварочный аппарат, предназначенный для ручной, электрической сварки TIG и MMA с использованием плавких электродов с покрытием.Аппарат оснащен такими функциями, как: Puls, Smart Puls, который автоматически выбирает параметры пульсирующего тока, Spot (точечная сварка с определением времени сварки в точке), BiLevel (все для метода TIG), Hot -Start, Arc-Force, VRD (все для ММА).
Сварщик имеет четкую цифровую панель управления, которая позволяет быстро настраивать все функции и рабочие параметры. Оборудование позволяет производить сварку силой до 200 А с КПД 60%. Модель отличается высоким КПД и низким энергопотреблением.В комплект входят: сварочный держатель TIG SR-26 длиной 4 м, электрододержатель и массодержатель 2 м.
Оборудование позволяет производить сварку силой до 200 А с КПД 60%. Модель отличается высоким КПД и низким энергопотреблением.В комплект входят: сварочный держатель TIG SR-26 длиной 4 м, электрододержатель и массодержатель 2 м.
При сварке нержавеющей стали могут использоваться дополнительные принадлежности, например, набор принадлежностей для сварки TIG постоянным током. В его состав входят:
• Цанга для сварки TIG SR 26,
• газовая линза с цанговым корпусом, подходящая для горелок TIG типа SR 17/18/26 и их эквивалентов,
• керамическое газовое сопло,
• горелка TIG со средней свечой,
• тефлон изолятор для линз горелок TIG SR 17/1826,
• красный электрод TIG,
• проволока TIG ROD 1,6 мм для черной стали SG3,
• сварочная проволока TIG 308 LSi 1,6 мм,
• проволока сварочная 316 Lsi 1,6 мм TIG.
Насадки для сварки нержавеющей стали
Мы собрали несколько советов, которые помогут вам сваривать нержавеющую сталь. Вот они:
Вот они:
1. Выбор правильного метода — выбор правильного метода сварки и использование правильного оборудования — это способ получить сварной шов хорошего качества. Главное — соответствовать основным свойствам основного металла, поэтому нам нужно выяснить, с каким типом нержавеющей стали мы будем работать.
2. Выбор подходящего защитного газа. Выбор газа для сварки влияет на эффективность защиты, коррозионную стойкость, стабилизацию дуги, внешний вид поверхности и геометрию сварного шва.Защитные газы подбираются в соответствии с выбранным методом сварки.
3. Использование газовой линзы — при сварке TIG рекомендуется использовать газовую линзу. Благодаря этому можно сформировать защитный газ таким образом, чтобы можно было удлинить вольфрамовый электрод даже вдвое. Это облегчает нам доступ к ранее недоступной области.
4. Очистка материала перед сваркой — Перед началом сварки тщательно очистите сталь, например, используя химический растворитель (для мелких деталей) или обезжиривая паром (для больших деталей).
5. Обеспечение коррозионной стойкости — высокая температура, возникающая во время сварки, вызывает окисление (образование оксидных слоев или тусклого цвета) на стальной поверхности. Обесцвеченные участки снижают коррозионную стойкость, поэтому их необходимо очищать щеткой, шлифованием и полировкой, травлением или электрохимической очисткой.
6. Обеспечение равномерной подачи проволоки — может помочь использование тефлоновых вставок.Тефлон используется для сохранения металлургической чистоты при сварке нержавеющих сталей. Углерод может попасть в сварной шов при подаче проволоки по стальной спирали, что нежелательно.
7. Импульсная дуговая сварка — особенно выгодна для тонких листов, тогда мы можем использовать сварочную проволоку большего диаметра.
8. Правильная настройка горелки — горелка должна быть установлена под острым углом, от 10 градусов до 15 градусов
Смотрите другие интересные статьи в нашем блоге:
— Сварка цинка — вся самая важная информация о сварке цинком
— Сварка латуни — вся самая важная информация о сварке латуни
— Сварка алюминия — все самое важное о сварке этого металла
— Сварка чугуна — все самое важное о сварке этого металла
— Сварка электродом — вся самая важная информация о сварке электродом MMA
— Инверторные сварочные аппараты — Все об инверторных сварочных аппаратах
— Зарядное устройство — См. Рекомендуемые зарядные устройства
Рекомендуемые зарядные устройства
— Обозначение сварных швов — Посмотрите, какие типы сварных швов бывают
Руководство по закупкам:
— Сварщик для любителей и начинающих энтузиастов своими руками
— Инверторный сварочный аппарат до 500 злотых
— Инверторный сварочный аппарат до 1 000 злотых
— Инверторный сварочный аппарат от 1000 до 2000 злотых
— Как правильно выбрать сварочный аппарат для ваших нужд
.
Проволока сварочная, проволока сварочная
Настройки файлов cookie
Здесь вы можете определить свои предпочтения в отношении использования нами файлов cookie.
Требуется для работы страницы
Эти файлы cookie необходимы для работы нашего веб-сайта, поэтому вы не можете их отключить.
Функциональный
Эти файлы позволяют использовать другие функции веб-сайта (кроме тех, которые необходимы для его работы).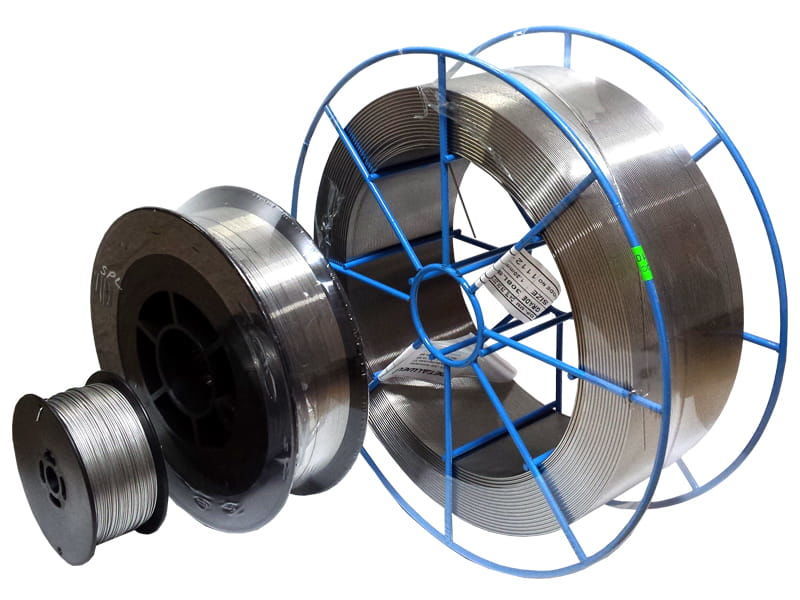 Их включение предоставит вам доступ ко всем функциям веб-сайта.
Их включение предоставит вам доступ ко всем функциям веб-сайта.
Аналитический
Эти файлы позволяют нам анализировать наш интернет-магазин, что может способствовать его лучшему функционированию и адаптации к потребностям пользователей.
Продавцы аналитического программного обеспечения
Эти файлы используются поставщиком программного обеспечения, под управлением которого работает наш магазин.Они не объединяются с другими данными, введенными вами в магазине. Цель сбора этих файлов — выполнить анализ, который будет способствовать развитию программного обеспечения. Вы можете узнать больше об этом в политике Shoper в отношении файлов cookie.
Маркетинг
Эти файлы позволяют нам проводить маркетинговую деятельность.
.
Миграционная сварка | MIG MAG
Дуговая сварка в среде защитного газа (MIG / MAG)
Общая информация.
Метод дуговой сварки плавящимся электродом в газовой защите (GMAW — Gas Metal Arc Welding) нашел свое применение в промышленности в начале 1950-х годов, почти полностью заменив ручную электродуговую сварку покрытыми электродами (MMA — Manual Metal Arc Welding). ). Первоначально в качестве защитного газа использовались только благородные газы — аргон и гелий.Введение в электродную проволоку раскислителей позволило сваривать экран из углекислого газа и газовых смесей. Большинство свариваемых материалов можно сваривать методом MIG / MAG. Легированные и нелегированные стали, алюминий и его сплавы, а также медь, цирконий, титан и их сплавы. Метод MIG / MAG позволяет выполнять полуавтоматическую ручную сварку, а также полностью автоматизировать сварочные процессы с использованием специально разработанных роботов. Сегодня, благодаря многочисленным преимуществам, это один из самых распространенных методов сварки и наплавки металлов.Он используется в производственном секторе, при ремонте и восстановлении деталей машин, в кузовных работах и в других сферах жизни. В зависимости от типа используемого защитного газа различают два основных метода:
В зависимости от типа используемого защитного газа различают два основных метода:
MIG — Metal Inert Gas — дуговая сварка плавящимся электродом в виде сплошной проволоки в среде инертного газа (аргон, гелий).
MAG — Metal Active Gas — дуговая сварка плавящимся электродом в виде сплошной проволоки в защитной оболочке из активных химических газов или газовых смесей (углекислый газ, газовые смеси — CO2 + Ar, CO2 + Ar + O2 и др.) ).
Метод MIG / MAG — Принцип действия
В методе MIG / MAG электрическая дуга светится между заготовкой и расходуемым электродом в виде проволоки, которая также служит связующим звеном. Электродная проволока точно наматывается на катушки (пластик, металл) стандартных размеров Д-100, Д-200, Д-300. В случае стальной проволоки наиболее распространены катушки с массой проволоки 1 кг, 5 кг и 15 кг. При нажатии кнопки на сварочном держателе проволока автоматически и непрерывно подается на кончик электрода. Проволока транспортируется по кабелю, соединяющему механизм подачи проволоки с электрическим приводом со сварочной горелкой. Плавная и непрерывная подача связующего обеспечивает высокую скорость сварки. В методе MIG / MAG скорость сварки находится в диапазоне 0,25 — 1,3 м / мин. Поток защитного газа защищает конец стержневого электрода и сварочную ванну от неблагоприятного воздействия атмосферных загрязнителей. Состав защитного газа оказывает значительное влияние на процесс сварки.Влияет на поведение сварочной дуги. Держатель массы оснащен стандартной вилкой для машинной розетки. Сварочная горелка с водяным охлаждением и евровилкой. количество брызг металла, образующихся при сварке, перенос жидкого связующего, а также глубина проплавления, механические и химические свойства сварного шва.
Проволока транспортируется по кабелю, соединяющему механизм подачи проволоки с электрическим приводом со сварочной горелкой. Плавная и непрерывная подача связующего обеспечивает высокую скорость сварки. В методе MIG / MAG скорость сварки находится в диапазоне 0,25 — 1,3 м / мин. Поток защитного газа защищает конец стержневого электрода и сварочную ванну от неблагоприятного воздействия атмосферных загрязнителей. Состав защитного газа оказывает значительное влияние на процесс сварки.Влияет на поведение сварочной дуги. Держатель массы оснащен стандартной вилкой для машинной розетки. Сварочная горелка с водяным охлаждением и евровилкой. количество брызг металла, образующихся при сварке, перенос жидкого связующего, а также глубина проплавления, механические и химические свойства сварного шва.
Возможна дуговая сварка порошковой проволокой (FCAW). Процесс сварки осуществляется аналогично методу MIG / MAG с использованием сплошной проволоки, с той лишь разницей, что нет необходимости использовать защитный газ. В результате плавления порошковой проволоки аналогично методу ММА создается газовый слой, защищающий сварочную ванну. При сварке порошковой проволокой не забудьте изменить полярность сварочного тока! (Сварочная горелка «-», массодержатель «+»).
В результате плавления порошковой проволоки аналогично методу ММА создается газовый слой, защищающий сварочную ванну. При сварке порошковой проволокой не забудьте изменить полярность сварочного тока! (Сварочная горелка «-», массодержатель «+»).
Позиции для сварки МИГ-МАГ
Согласно номенклатуре, применяемой при сварке, различают следующие положения сварки:
- PA — Подольная (желоб)
- PB — Сторона
- PC — Стенка
- PD — Вылет
- PE — Потолок
Дополнительно:
- PF — снизу вверх
- PG — сверху вниз
Параметры сварки методом MIG / MAG
Ключ к правильному протеканию процесса сварки и, Следовательно, для получения сварного шва, отвечающего указанной прочности и техническим требованиям, необходимо выбрать соответствующие параметры сварки:
a) Тип и полярность сварочного тока:
Чтобы получить интенсивное сплавление электродной проволоки, прямой используется ток с положительной полярностью. Т.е. сварочная горелка подключается к «+», а заземляющая горелка к «-». Исключением из этого правила является ситуация, когда приваривается самозащитная проволока, тогда полярность мигомата должна быть изменена. В современных инверторных устройствах возможна сварка импульсным током с одинарной и двойной пульсацией. Указанные функции особенно полезны при сварке алюминия и его сплавов.
Т.е. сварочная горелка подключается к «+», а заземляющая горелка к «-». Исключением из этого правила является ситуация, когда приваривается самозащитная проволока, тогда полярность мигомата должна быть изменена. В современных инверторных устройствах возможна сварка импульсным током с одинарной и двойной пульсацией. Указанные функции особенно полезны при сварке алюминия и его сплавов.
b) Напряжение дуги:
Влияет на стабильность дуги и количество брызг жидкого металла.Сварку следует производить короткой дугой. Слишком высокое напряжение дуги приводит к менее стабильному свечению дуги, меньшей частоте отказов и большему разбрызгиванию. При постоянном сварочном токе и постоянной скорости подачи проволоки значения напряжения влияют на длину дуги и форму сварного шва. Снижение напряжения приводит к укорачиванию дуги, а увеличение — к удлинению дуги. И наоборот, изменение длины дуги сопровождается изменением напряжения сварочной дуги.Чрезмерное удлинение или укорочение сварочной дуги может вызвать нестабильное свечение дуги и образование сварочных дефектов в сварном шве.
c) Сварочный ток:
Зависит от значения установленного напряжения, диаметра и скорости подачи проволоки. Значение сварочного тока выбирается в первую очередь в зависимости от толщины и химического состава основного материала, количества укладываемых валиков, положения и скорости сварки.
г) Диаметр и тип электродной проволоки:
В связи с тем, что электродная проволока также является связующим, тип электродной проволоки выбирается в зависимости от химического состава свариваемого материала.Наиболее распространенные диаметры электродной проволоки — 0,6, 0,8, 1,0, 1,2, 1,6 [мм]. Выбор диаметра электродной проволоки в основном зависит от толщины основного материала, силы тока и положения сварки. В целом, могут быть приняты следующие правила выбора диаметра проволоки:
- Для основного материала диаметром до 4 мм — проволока диаметром 0,6 — 0,8 [мм]
- Для основного материала диаметром от 4 до 10 мм — проволока диаметром 1,0 — 1,2 [мм]
- Для основного материала диаметром более 10 мм — проволока диаметром 1,6 * мм + и более
Помните, что это целесообразно использовать провода меньшего диаметра.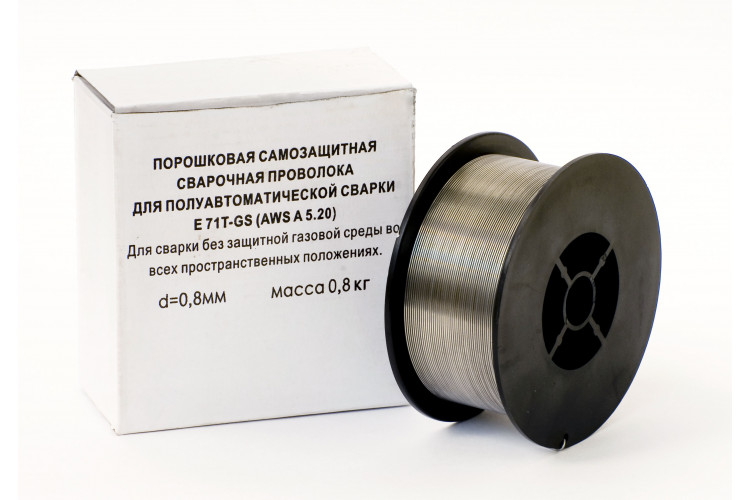 Использование более тонкой электродной проволоки позволяет получить более узкий сварной шов, увеличивает плотность тока (повышенную стабильность дуги), требует увеличения скорости подачи электродной проволоки (при слишком низких скоростях легко нарушить подачу, что отрицательно сказывается на процесс сварки). Использование слишком тонкой электродной проволоки затрудняет технику сварки, а также увеличивает долю меди в сварном шве из-за поверхностного покрытия (ограничивая пластические свойства сварного шва). Диаметр электродной проволоки следует выбирать исходя из приведенных выше правил и опыта сварщика.
Использование более тонкой электродной проволоки позволяет получить более узкий сварной шов, увеличивает плотность тока (повышенную стабильность дуги), требует увеличения скорости подачи электродной проволоки (при слишком низких скоростях легко нарушить подачу, что отрицательно сказывается на процесс сварки). Использование слишком тонкой электродной проволоки затрудняет технику сварки, а также увеличивает долю меди в сварном шве из-за поверхностного покрытия (ограничивая пластические свойства сварного шва). Диаметр электродной проволоки следует выбирать исходя из приведенных выше правил и опыта сварщика.
e) Скорость подачи проволоки:
Для определенного напряжения установите скорость подачи проволоки, чтобы обеспечить стабильный процесс сварки. Если скорость подачи проволоки слишком низкая или напряжение дуги слишком высокое, характерные большие капли жидкого металла образуются на конце проволочного электрода и падают мимо сварочной ванны. Слишком высокая скорость подачи проволоки вызывает заметное «выталкивание» ручки вверх — электродная проволока не может плавиться в сварочной дуге.
f) Длина свободного выхода:
Это расстояние от конца плавящегося электрода до начала контактного наконечника. Его можно регулировать по высоте, на которой сварщик держит сварочную горелку над свариваемым материалом. По мере увеличения длины свободного выхода увеличивается эффективность плавления проволоки (из-за увеличения интенсивности нагрева электрода), что напрямую приводит к увеличению скорости сварки. Слишком длинный и медленный выпуск может вызвать нестабильное свечение электрической дуги и образование брызг из-за нарушений в газовой защите.Слишком короткий свободный выход приводит к заеданию проволоки и разрушению контактного наконечника.
Длина свободного выхода зависит, среди прочего, от:
- Тип и диаметр электродной проволоки
- Напряжение сварочной дуги
- Сварочный ток
- Способ переноса материала (дуга короткого замыкания: 5-16 мм , дуга струи 18 — 26 мм).
Длина свободного выхода также влияет на форму сварного шва и глубину проплавления, и это соотношение показано на рисунке ниже:
г) Расход и состав защитного газа:
Состав защитного газа существенное влияние на качество газовой защиты (что выражается в качестве сварного соединения), величина критического тока и поперечная форма сварного шва. Сварка с защитой от более тяжелых газов (аргон, CO2) упрощает получение эффективной газовой защиты, поэтому, помимо прочего, при сварке чаще используется аргон, чем гелий в качестве инертного газа. Нелегированные и низколегированные стали сваривают в основном в защитных газовых смесях на основе активного аргона с добавками СО2, О2. Высоколегированные стали сваривают в среде инертного газа или, чаще, в смеси аргона с небольшим количеством кислорода и углекислого газа (O2 — от 1% до 3%, CO2 от 2% до 4%).Только инертный газ или смеси инертных газов используются для сварки металлов, подверженных окислению, таких как алюминий, магний, медь, титан, циркон и их сплавы. Расход защитного газа выбирается таким образом, чтобы обеспечить эффективную защиту ванны и сварочной дуги. Приблизительные значения составляют 1,0 л / мин для каждого минимометра диаметра газового сопла (так называемая шкала). Также можно использовать зависимость расхода газа от диаметра электродной проволоки:
Сварка с защитой от более тяжелых газов (аргон, CO2) упрощает получение эффективной газовой защиты, поэтому, помимо прочего, при сварке чаще используется аргон, чем гелий в качестве инертного газа. Нелегированные и низколегированные стали сваривают в основном в защитных газовых смесях на основе активного аргона с добавками СО2, О2. Высоколегированные стали сваривают в среде инертного газа или, чаще, в смеси аргона с небольшим количеством кислорода и углекислого газа (O2 — от 1% до 3%, CO2 от 2% до 4%).Только инертный газ или смеси инертных газов используются для сварки металлов, подверженных окислению, таких как алюминий, магний, медь, титан, циркон и их сплавы. Расход защитного газа выбирается таким образом, чтобы обеспечить эффективную защиту ванны и сварочной дуги. Приблизительные значения составляют 1,0 л / мин для каждого минимометра диаметра газового сопла (так называемая шкала). Также можно использовать зависимость расхода газа от диаметра электродной проволоки:
- Для сварки проволокой диаметром 0,8 — 1,2 мм; 10 — 14 л / мин.

- Для сварки проволокой диаметром 1,6 — 2,4 мм; 14 — 25 л / мин
Отсутствие достаточной газовой защиты приводит к химической реакции жидкого металла с атмосферным воздухом, что приводит к образованию пористости сварного шва и нестабильности сварочной дуги.
ч) Скорость сварки и наклон сварочной горелки:
Правильная скорость сварки позволяет поддерживать соответствующую форму сварного шва при правильно заданных значениях напряжения электрической дуги и сварочного тока. Скорость ручной сварки методом MIG / MAG составляет от 0,2 до 1,4 * м / мин +. Способ направления сварочной горелки также оказывает значительное влияние на ход процесса сварки и форму сварного шва. Большая ширина шва и неглубокое проникновение достигается за счет толкающего способа направления ручки.Выдвижная ручка и сварочная ванна обеспечивают глубокое проплавление и небольшую ширину сварного шва.
Направляя сварочный пистолет, обратите внимание на угол наклона пистолета, который не должен превышать 15 градусов по отношению к вертикали. Это обеспечивает оптимальную форму сварного шва и хорошее сплавление с материалом.
Это обеспечивает оптимальную форму сварного шва и хорошее сплавление с материалом.
Способы переноса жидкого металла при сварке MIG и MAG
В методе MIG / MAG расплавленный металл электрода поступает в сварочную ванну различными способами, в зависимости, среди прочего, от плотности тока, мощности дуги и тип защитного газа.На основании наблюдений за явлениями, происходящими в сварочной дуге, были выделены три метода переноса жидкого металла: a) Короткое замыкание (падение) (диапазон сварочного тока 50 — 180 А) Во время сварки коротким замыканием жидкий металл переносится в сварочную ванну в результате каждого прикосновения к капле металла сварочной ванной. Этот тип дуги используется для сварки тонкостенных материалов (от 1 мм до 3 мм) при малых токах и выполнении сквозных швов.Преимущество сварки короткой дугой заключается в небольшом разбрызгивании металла, правильном образовании стыков и предотвращении чрезмерного плавления. Из-за небольшого размера сварочной ванны сварка короткой дугой особенно выгодна при сварке в принудительном положении. Однако обратите внимание на длину вывода свободного провода. Слишком большая длина свободного выхода при сварке в принудительном положении (потолочном и вертикальном) и низком сварочном токе может привести к так называемомудуговая съемка и образование чрезмерного количества брызг и небольшая глубина проплавления. Кроме того, несовместимость сварки в виде пор и прилипания из-за недостаточного нагрева соединяемого материала часто может возникать во время сварки в смеси Ar / CO2. б) Переходный (смешанный) (диапазон сварочного тока 180 — 250 А) При переходной дуговой сварке жидкий металл попадает в сварочную ванну смешанным образом, то есть в виде капель и брызг. Переходная дуга достигается при более высоких сварочных токах, чем для капельной дуги, применяется для материалов толщиной 3-6 мм.в) Распыление (без короткого замыкания) (диапазон сварочного тока 250-500 А) После превышения критического значения сварочного тока происходит так называемое распылительная арка. Из-за высоких значений критического тока струйная дуга используется для сварки толстых материалов.
Однако обратите внимание на длину вывода свободного провода. Слишком большая длина свободного выхода при сварке в принудительном положении (потолочном и вертикальном) и низком сварочном токе может привести к так называемомудуговая съемка и образование чрезмерного количества брызг и небольшая глубина проплавления. Кроме того, несовместимость сварки в виде пор и прилипания из-за недостаточного нагрева соединяемого материала часто может возникать во время сварки в смеси Ar / CO2. б) Переходный (смешанный) (диапазон сварочного тока 180 — 250 А) При переходной дуговой сварке жидкий металл попадает в сварочную ванну смешанным образом, то есть в виде капель и брызг. Переходная дуга достигается при более высоких сварочных токах, чем для капельной дуги, применяется для материалов толщиной 3-6 мм.в) Распыление (без короткого замыкания) (диапазон сварочного тока 250-500 А) После превышения критического значения сварочного тока происходит так называемое распылительная арка. Из-за высоких значений критического тока струйная дуга используется для сварки толстых материалов. Использование защитных газов с содержанием аргона снижает критическое значение сварочного тока (чем выше процентное содержание аргона в смеси, тем ниже т. Н. Над уровнем моря). При струйной дуге жидкий металл без коротких замыканий попадает в сварочную ванну в виде небольших капель.При сварке со струйной дугой наибольшее влияние на форму сварного шва оказывает сварщик, и дуга горит постоянно. Сварка на высокой скорости в наклонном и боковом положениях особенно выгодна.
Использование защитных газов с содержанием аргона снижает критическое значение сварочного тока (чем выше процентное содержание аргона в смеси, тем ниже т. Н. Над уровнем моря). При струйной дуге жидкий металл без коротких замыканий попадает в сварочную ванну в виде небольших капель.При сварке со струйной дугой наибольшее влияние на форму сварного шва оказывает сварщик, и дуга горит постоянно. Сварка на высокой скорости в наклонном и боковом положениях особенно выгодна.
Инверторные сварочные полуавтоматы и их возможности
Значительный технический прогресс за последние 25 лет, в том числе в области сварочного оборудования, в частности появление инверторных источников сварочного тока, привел к созданию множества полезных функций, улучшенных ход сварочного процесса.Конструкторы станков получили возможность лучше влиять на явления, происходящие во время сварки. Одним из многих нововведений стало введение импульсного тока (с одинарной или двойной пульсацией). Импульсная сварка обеспечивает короткое замыкание и циклический перенос капель жидкого металла в сварочную ванну. Во время импульсной сварки источник генерирует два типа сварочного тока: • Первый — основной сварочный ток, который используется непосредственно для поддержания сварочной дуги и косвенно для плавления кончика электродной проволоки и кромок соединяемых элементов. Второй — пульсирующий ток, обеспечивающий стабильный переход жидкого металла в сварочную ванну, без коротких замыканий и брызг, в ритме импульсов тока, генерируемых источником (Капля жидкого металла образуется быстрее и быстро уходит. Последовательные импульсы помещают последовательные капли в сварочную ванну при отжиге ранее наложенного шва).
Импульсная сварка обеспечивает короткое замыкание и циклический перенос капель жидкого металла в сварочную ванну. Во время импульсной сварки источник генерирует два типа сварочного тока: • Первый — основной сварочный ток, который используется непосредственно для поддержания сварочной дуги и косвенно для плавления кончика электродной проволоки и кромок соединяемых элементов. Второй — пульсирующий ток, обеспечивающий стабильный переход жидкого металла в сварочную ванну, без коротких замыканий и брызг, в ритме импульсов тока, генерируемых источником (Капля жидкого металла образуется быстрее и быстро уходит. Последовательные импульсы помещают последовательные капли в сварочную ванну при отжиге ранее наложенного шва).
Сварка импульсным током по сравнению с традиционной сваркой методом MIG / MAG характеризуется следующими особенностями:
- Подводит меньшее количество тепла к заготовке (тепловая энергия вводится в сварной шов импульсами, сварной шов между импульсами охлаждается)
- Позволяет получать сварные швы высокого качества независимо от положения сварки (мелкозернистая структура шва, повышенная механическая прочность).

- Позволяет получить желаемую форму и геометрические размеры шва (узкий и глубокий провар, плоский и форма сварного шва)
- Устраняет брызги
- Снижает потребление электроэнергии.
Со временем в инверторные сварочные полуавтоматы появилась возможность сварки током с двойной пульсацией. Двойная пульсация — это когда во время нормальной пульсации тока происходит периодическое увеличение мощности (скорость подачи проволоки и ток) с последующим возвратом в исходное состояние. Как правило, частота дополнительной пульсации может составлять от 0,1 до 3 Гц, а приращение скорости подачи электродной проволоки — от 0,1 до 2,5 м / мин.
Преимущества импульсной сварки особенно полезны при сварке алюминия и его сплавов.Алюминий является одним из материалов, которые трудно сваривать, в том числе из-за его высокой теплопроводности (сложность плавления основы, большое количество брызг — капля расплавленного металла «холодная» по сравнению с металлом в сварочной ванне) . Мелкокапельный метод переноса металла, импульсный нагрев и охлаждение сварочной ванны положительно влияют на явления, возникающие при сварке алюминия, устраняя, среди прочего, явление образования брызг. Кроме того, использование двойной пульсации при сварке алюминия позволяет получить шов регулярного масштаба, визуально напоминающий шов, выполненный методом TIG.Сварка пульсирующим током дает сварные швы с мелкокристаллической структурой, очень хорошими механическими свойствами и высокой устойчивостью к горячему растрескиванию.
Мелкокапельный метод переноса металла, импульсный нагрев и охлаждение сварочной ванны положительно влияют на явления, возникающие при сварке алюминия, устраняя, среди прочего, явление образования брызг. Кроме того, использование двойной пульсации при сварке алюминия позволяет получить шов регулярного масштаба, визуально напоминающий шов, выполненный методом TIG.Сварка пульсирующим током дает сварные швы с мелкокристаллической структурой, очень хорошими механическими свойствами и высокой устойчивостью к горячему растрескиванию.
Внедрение инверторных источников сварочного тока привело к дальнейшему развитию полуавтоматических сварочных аппаратов. Новые технологические возможности привели к созданию синергетических источников сварочного тока.
Сварочные полуавтоматы Synergic обеспечивают полностью цифровое управление параметрами сварки. У них есть встроенные готовые программы.По сравнению с «обычными» источниками сварочного тока, в синергетических источниках сварщик ограничен выбором типа и толщины свариваемого материала, другие параметры выбираются устройством автоматически. Синергетические полуавтоматические сварочные аппараты обеспечивают оптимальное протекание сварочного процесса. Даже неопытный сварщик сможет сделать сварные швы с превосходными свойствами.
Синергетические полуавтоматические сварочные аппараты обеспечивают оптимальное протекание сварочного процесса. Даже неопытный сварщик сможет сделать сварные швы с превосходными свойствами.
Предустановленные программы, возможность программирования новых специальных программ, скорость и простота выбора параметров сварки, повторяемость работы делают эти устройства лучшими и самыми современными среди имеющихся на рынке.
Критерии, которым необходимо следовать при выборе migomat
Широкий спектр сварочных устройств, доступных на внутреннем и мировом рынке, затрудняет выбор потенциального пользователя. Каким критериям должен руководствоваться покупатель при покупке мигомата? На что следует обратить внимание при выборе? Подбор полуавтомата следует начинать с определения максимальной толщины стыкуемых материалов. Как только мы узнаем ответ на этот вопрос, мы сможем определить максимальный сварочный ток, который у нас должен быть.В качестве ориентировочного можно предположить, что значение силы тока достигнет 30-40 А на миллиметр толщины основного материала.
После определения максимального сварочного тока обратите внимание на КПД аппарата. КПД определяется для 10-минутного рабочего цикла и выражается в процентах, т.е. полуавтоматический сварочный аппарат с КПД 25% должен обеспечивать непрерывную сварку номинальным током в течение 2,5 минут, прежде чем он отключится из-за перегрева. Чем ниже сварочный ток, тем больше увеличивается время сварки по сравнению со временем сварки с номинальным током.
Например: сварочный аппарат мигомат с КПД 25% при номинальном токе 200А, при сварке током 120А он может достичь КПД 60%. В хороших сварочных устройствах эффективность устройства всегда указана, а устройства, для которых не дана информация об эффективности, могут быть немедленно исключены.
Для любительских и полупрофессиональных приложений эффективности 20-35% должно быть достаточно, в то время как для профессиональных (промышленных) приложений КПД 60% является минимумом, необходимым для обеспечения бесперебойной работы.
Источник сварочного тока. Существует правило как для трансформаторных, так и для инверторных устройств — источники с меньшей мощностью обычно питаются однофазным током с напряжением 230 В, источники с большей мощностью питаются трехфазным током с напряжением 400 В. Так что стоит задуматься над выбором устройства с питанием от напряжения 400В. В случае инверторных мигоматов оба типа с питанием от 230 В и 400 В обеспечивают отличные сварочные параметры.
Существует правило как для трансформаторных, так и для инверторных устройств — источники с меньшей мощностью обычно питаются однофазным током с напряжением 230 В, источники с большей мощностью питаются трехфазным током с напряжением 400 В. Так что стоит задуматься над выбором устройства с питанием от напряжения 400В. В случае инверторных мигоматов оба типа с питанием от 230 В и 400 В обеспечивают отличные сварочные параметры.
Тип и длина сварочного пистолета. В случае небольших и дешевых полуавтоматов к механизму подачи проволоки прикрепляются ручки длиной 3–4 м. Для любительских / полупрофессиональных применений этого решения обычно достаточно. Более дорогие и качественные полуавтоматы оснащены т.н. евророзетка, к которой можно подключить любую сварочную горелку, оснащенную евровилкой. В зависимости от области применения его можно подсоединять к ручкам длиной 3, 4 и 5 метров.Большие полуавтоматы — для промышленного применения с номинальным током более 300 А, в силу своих размеров, обычно доступны в двух версиях — компактной и модульной (с внешним отдельным механизмом подачи проволоки). Перемещение крупногабаритного станка может быть обременительным для пользователя, поэтому в случае организации работы, требующей передвижения полуавтомата по производственному цеху, стоит рассмотреть модульный вариант. Кроме того, полуавтоматы со сварочным током выше 350А следует оборудовать горелкой с жидкостным охлаждением.
Перемещение крупногабаритного станка может быть обременительным для пользователя, поэтому в случае организации работы, требующей передвижения полуавтомата по производственному цеху, стоит рассмотреть модульный вариант. Кроме того, полуавтоматы со сварочным током выше 350А следует оборудовать горелкой с жидкостным охлаждением.
В случае сварки алюминия и легированных сталей, особенно когда речь идет о тонких элементах, стоит рассмотреть вариант приобретения инверторного устройства с возможностью сварки с импульсной или двойной пульсацией. Важно, чтобы полуавтомат был оснащен четырехроликовым механизмом подачи проволоки, который обеспечивает точную и нескользящую подачу проволоки (алюминиевая проволока из-за ее мягкости и легкая поломка сварочного кабеля). Для сварки алюминия требуются специальные подающие ролики (U-образная канавка для предотвращения резания проволоки), тефлоновая вставка и сопла, адаптированные для алюминиевой проволоки.Если вышеперечисленные элементы отсутствуют, их необходимо дооснастить.
Сварочные аппараты Migomat MIG MAG на ProfiMarket
.Алюминиевая проволока
MIG — Сварочные материалы — Arweld
показать после: 6 12 18 30 60 120 Сортировать по: по умолчанию имя по возрастанию по убыванию цена по возрастанию цена по убыванию дата по возрастанию дата по убыванию сначала Рекомендуется
Очиститель белого фетра Binzel для алюминиевой проволоки
Белый очиститель для алюминиевой проволоки.Использование очистителя дает последний шанс очистить поверхность проволоки от окислов, загрязнений и коррозии. Это влияет на более длительный срок службы деталей
Binzel очиститель красный фетр, универсальный для проволоки
Красный универсальный очиститель для стальной и других сварочных проволок.Использование очистителя дает последний шанс очистить поверхность проволоки от окислов, загрязнений и коррозии. Это влияет на более длительный срок службы деталей
Проволока сварочная алюминиевая AlMg4.
 5Mn fi 1.2 7 кг
5Mn fi 1.2 7 кгСвязка алюминиевая из сплава AlMg4,5Mn.Проволока имеет лучшие прочностные характеристики, чем алюминиевая проволока марки АлМг5
.
Проволока сварочная алюминиевая AlMg5 диам. 0,8 0,45 кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 диам. 0,8 2 кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 диам. 0,8 7 кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 fi 1,0 0,45 кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 Fi 1.0 2кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 fi 1.0 7 кг
Самая универсальная марка алюминиевой проволоки
.

Проволока сварочная алюминиевая AlMg5 Fi 1.2 2кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Проволока сварочная алюминиевая AlMg5 fi 1,2 7 кг
Самый универсальный сорт алюминиевой проволоки с 5% магния
Алюминиевая сварочная проволока AlMg5 диам. 1,2 7 кг Esab OK Autrod 5356
OK Autrod 5356 — широко используемый сплав, который классифицируется как связующее общего назначения
Алюминиевая сварочная проволока AlSi5 диам. 0,8 0,45 кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Алюминиевая сварочная проволока AlSi5 диам. 0,8 2 кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Алюминиевая сварочная проволока AlSi5 диам. 1,0 0,45 кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Проволока сварочная алюминиевая AlSi5 fi 1.
 0 2 кг
0 2 кгПроволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Проволока сварочная алюминиевая AlSi5 fi 1.0 7 кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Проволока сварочная алюминиевая AlSi5 Fi 1.2 2кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Проволока сварочная алюминиевая AlSi5, диаметр 1,2 7 кг
Проволока из алюминия с 5% кремнием для полуавтоматической сварки MIG в среде аргона
Алюминиевая сварочная проволока AlSi5 диам. 1,2 7 кг Esab OK Autrod 4043
Один из наиболее широко используемых для сварки алюминиевых сплавов.Предназначен для соединения сплавов AlMgSi и AlSi с содержанием кремния до 7%.
.
Fachowiec.com / Fachowiec.com
ПРОИЗВОДИТЕЛЬ: FACHOWIEC F.H.W.
ГАРАНТИЯ: ПРОФЕССИОНАЛЬНЫЙ F. H.W.
H.W.
Welder Fantasy — это торговая марка, созданная компанией PROFESSIONAL в 1991 году. Инверторные сварочные аппараты TIG / MMA, полуавтоматические сварочные аппараты MIG / MAG, плазменные резаки и другое оборудование, отмеченное торговой маркой Welder Fantasy, уже много лет ценятся тысячами мастерских и предприятий в Польше и за рубежом.Торговая марка Welder Fantasy:
.
— Оборудование высшего качества,
— Гарантия надежности,
— Высокая производительность,
— Лидер на польском рынке.
Te ch nol o gia IGBT — Биполярный транзистор с изолированным затвором — — это современная технология на основе технологии изолированного транзистора вентильные биполярные устройства.Он сочетает в себе простоту управления свинцовыми транзисторами p с высоким пробивным напряжением и скоростью переключения биполярных транзисторов . Использование технологии IGBT значительно увеличивает надежность работы сварочного оборудования .
Использование технологии IGBT значительно увеличивает надежность работы сварочного оборудования .
Welder Fantasy 3in1 OVER 250 Полуавтоматический сварочный аппарат — это микропроцессорный сварочный аппарат, основанный на технологии IGBT, подходящий для сварки углеродистой, нержавеющей, кислотостойкой стали, меди, латуни, магния, титана и всех алюминиевых сплавов. Как первая на польском рынке, OVER TIGMIG 250 обеспечивает сварку MIG / MAG, TIG AC / DC и MMA . Аппарат высшего класса устанавливает новые стандарты среди сварочных аппаратов постоянного и переменного тока, а удобная панель управления обеспечивает выбор всех необходимых рабочих параметров.
Welder Welder Fantasy 3in1 OVER TIGMIG 250 P / 4 позволяет выполнять сварку следующими способами:
MIG / MAG — Дуговая сварка в среде защитных газов — один из наиболее широко используемых процессов при производстве сварных конструкций. Процесс полуавтоматической сварки заключается в сплавлении кромок заготовки и материала плавящегося электрода с теплом электрической дуги, возникающей между электродом в виде сплошной проволоки и свариваемой деталью, в инертной или активной газовой защите.
Процесс полуавтоматической сварки заключается в сплавлении кромок заготовки и материала плавящегося электрода с теплом электрической дуги, возникающей между электродом в виде сплошной проволоки и свариваемой деталью, в инертной или активной газовой защите.
FCAW — Благодаря функции смены полярности можно выполнять сварку без защитного газа самозащитной проволокой FCAW. Метод с использованием самозащитной порошковой проволоки для сварки (во всех положениях) стали нормальной и повышенной прочности, не превышающей 510 МПа.Самозащитную проволоку можно использовать в процессах однослойной и многослойной сварки с использованием источников питания как с плоскими, так и с падающими характеристиками. Проволока предназначена для общепроизводственных работ, в том числе в полевых условиях, и для сварки конструкций, не отвечающих требованиям по ударной вязкости. Сварочный ток постоянным током (-).
AUTO — синергетические настройки — автоматическая регулировка параметров сварки, таких как напряжение, сила дуги и скорость подачи проволоки. Пользователь выбирает толщину сварочной проволоки на панели и тип свариваемого металла, для которого устройство автоматически выбирает параметры сварки.
Пользователь выбирает толщину сварочной проволоки на панели и тип свариваемого металла, для которого устройство автоматически выбирает параметры сварки.
TIG DC PULS Lift-arc — дуга возникает при контакте электрода со свариваемым материалом, импульсная функция позволяет сваривать тонкие элементы, периодически изменяя силу тока.
TIG DC PULS HF — бесконтактный ВЧ зажигание с использованием ионизатора в режиме TIG DC PULS
TIG DC Lift-arc — Методом TIG (угл.: Вольфрам, инертный газ), электрическая дуга возникает в инертном газе (аргоне) между заготовкой и неплавящимся электродом, изготовленным из чистого вольфрама или вольфрама с добавками. В режиме Lift-arc дуга возникает, когда электрод соприкасается с заготовкой. В режиме TIG DC ток постоянный.
TIG DC HF — Чтобы полностью исключить возможность загрязнения шва вольфрамом, рекомендуется, чтобы электрод не касался заготовки; для этого используется бесконтактное зажигание дуги с использованием высокочастотных разрядов, генерируемых ионизатором, встроенным в устройство.
TIG AC PULS Lift-arc — сварка в этом режиме представляет собой комбинацию переменного тока и импульса, что позволяет сваривать очень тонкие детали из алюминия. Дуга зажигается при контакте электрода со свариваемым материалом.
TIG AC PULS HF — функция, позволяющая сваривать тонкие элементы из алюминия.Бесконтактное зажигание благодаря использованию ионизатора.
TIG AC Lift-arc — функция, позволяющая сваривать алюминий с использованием переменного тока, которая выполняет функцию катодной очистки при сварке алюминия. Благодаря возможности настройки параметра AC BALANCE, т.е. баланса переменного тока, можно регулировать соотношение длительностей его фаз друг к другу
TIG AC HF — аналогичная функция, обеспечивающая сварку алюминия переменным током, зажигание осуществляется бесконтактным путем за счет высокочастотного тока, генерируемого ионизатором
MMA DC + — В методе MMA используется электрод с покрытием, состоящий из металлического сердечника, покрытого оболочкой. Электрическая дуга возникает между концом электрода и свариваемым материалом. Дуга зажигается при прикосновении кончика электрода к свариваемому материалу. MMA DC + означает сварку с положительной полярностью: в материале выделяется больше тепла, а в электроде — меньше.
Электрическая дуга возникает между концом электрода и свариваемым материалом. Дуга зажигается при прикосновении кончика электрода к свариваемому материалу. MMA DC + означает сварку с положительной полярностью: в материале выделяется больше тепла, а в электроде — меньше.
MMA DC- — разница между MMA DC + в том, что полярность в режиме MMA DC — отрицательная, поэтому распределение тепла противоположное — больше тепла выделяется на электроде и меньше в свариваемом материале.
Универсальность, несомненно, является одним из самых больших преимуществ OVER TIGMIG . Возможность сварки импульсным током в режиме TIG (с полной импульсной модуляцией) дает пользователям неограниченные возможности при сварке алюминиевых сплавов, углеродистых сталей, нержавеющих сталей
и кислотостойких сталей.
Устройство оборудовано розеткой EURO. Обеспечивает сварку горелками EURO MIG / MAG и EURO TIG .Дополнительная управляющая розетка позволяет подключить к устройству дополнительное внешнее управляющее устройство (например, педаль управления, управление золотниковым пистолетом).
ХАРАКТЕРИСТИКИ УСТРОЙСТВА:
— 2-роликовый механизм подачи проволоки,
— возможность сварки проволокой 5 кг,
— ЖК-дисплей параметров сварки,
— ЖК-дисплей индивидуальной программы,
— возможность сохранения 9 полных программ,
— синергетический MIG / Режим MAG,
— 2 -TAKT и 4-TAKT,
— поток газа до и после сварки,
— время нарастания и спада тока,
— пульсирующий ток,
— режим HF или LIFT,
— двухфункциональная ручка регулировки,
— очень широкий выбор функций сварки:
* HF — аппарат оборудован ионизатором, позволяющим бесконтактно контролировать сварочную дугу.
* PRE и POST GAS — поток газа до и после сварки.
* НАКЛОН ВВЕРХ и ВНИЗ — нарастание и спад сварочного тока.
* PULS — функция импульсного тока, в основном используется для сварки тонких элементов (даже толщиной 0,1 мм), металлов с низкой температурой плавления, например свинца, или сварки в принудительном положении. Другие преимущества импульсной сварки включают меньшую зону термического влияния, большую стабильность сварочной дуги, большую глубину плавления и улучшенный внешний вид поверхности сварного шва.
Другие преимущества импульсной сварки включают меньшую зону термического влияния, большую стабильность сварочной дуги, большую глубину плавления и улучшенный внешний вид поверхности сварного шва.
* Контроль индуктивности MIG / MAG — Правильно выбранная сварочная индуктивность способствует уменьшению количества брызг. Это зависит от диаметра сварочной проволоки, используемого защитного газа, силы тока и положения сварки. Уменьшение индуктивности делает дугу более стабильной и концентрированной, а увеличение индуктивности обеспечивает более гладкую лужу и уменьшает разбрызгивание.Правильно подобранный, он характеризуется стабильной дугой, равномерным переносом капель жидкого металла, поддержанием постоянного размера сварочной ванны и характерным повторяющимся звуком без брызг и взрывов.
* ARC FORCE — функция, которая стабилизирует процесс сварки, поддерживая напряжение сварочной дуги независимо от ее длины, и упрощает контроль количества брызг.
* BURN BACK — функция, предотвращающая прилипание электродной проволоки к контактному наконечнику путем временного выброса проволоки после завершения процесса сварки.Устройство позволяет установить время обратного отжига в диапазоне 0-10 с.
* HOT START — функция, облегчающая начало сварки как в режимах MMA, так и MIG / MAG. Когда зажигается дуга, сварочный ток временно увеличивается, чтобы нагреть материал и электрод в точке контакта и правильно сформировать проплавление и поверхность шва на начальном этапе сварки.
* PRE GAS — контроль времени подачи защитного газа перед сваркой,
* ГОСТ ГАЗ — регулировка времени подачи защитного газа после сварки.
В КОМПЛЕКТЕ СОДЕРЖИТ:
— сварочный аппарат Welder Fantasy 3in1 OVER TIGMIG 250 P / 4,
— горелка MIG / MAG MB36 3 м ,
— Сварочный держатель TIG PARKER 9000 SG PARKER 9000 TIG PARKER 9000 9000 (ПРИМЕЧАНИЕ! Ручка с жидкостным охлаждением, в комплект не входит радиатор! Радиатор доступен под кодом: 0550. 02)
02)
— держатель массы 3 м,
— держатель электрода 3 м,
— газовый шланг,
— инструкция на польском языке. .
ТЕХНИЧЕСКИЕ ДАННЫЕ:
| Мощность | |||||
| Напряжение питания [В] | 1 ~ 230 В ± 10% | ||||
| Частота [Гц] | 50/60 | ||||
| Безопасность [A] | 25 | ||||
| Потребляемая мощность [кВА] | 11 | ||||
| Параметры — MMA | |||||
| Диапазон сварочного тока [A] | 10–200 | ||||
| Выходное напряжение холостого хода [В] | 74 | ||||
| Рабочий цикл для темп.температура окружающей среды 40 o C [A] | 35% | 200 | |||
| 60% | 160 | ||||
| 100% | 130 | ||||
| Параметры — TIG | |||||
| Диапазон сварочного тока [A] | постоянный ток: 10 — 250 переменного тока: 20 — 250 | ||||
| Рабочий цикл при температуре окружающей среды 40 o C [A] | 35% | 250 | |||
| 60% | 200 | ||||
| 100% | 160 | ||||
| Время нарастания / спада [с] | 0-10 | ||||
| Импульсная сварка: Базовый импульсный ток и импульсный [A] Импульсная модуляция [%] Частота импульсов [Гц] Частота переменного тока [Гц] Баланс переменного тока [%] | |||||
| Расход газа перед сваркой [с] | 0–10 | ||||
| Расход газа после сварки [с] | 0–10 | ||||
| Параметры — MIG / MAG | |||||
| Диапазон сварочного тока [A] | 30–250 | ||||
| Номинальное выходное напряжение [В] | 15,5 — 27 | ||||
Рабочий цикл для темп. температура окружающей среды 40 o C [A] температура окружающей среды 40 o C [A] | 35% | 250 | |||
| 60% | 200 | ||||
| 100% | 160 | ||||
| Скорость подачи проволоки [м / мин] | 1,5 — 15 | ||||
| Диаметр сварочной проволоки [мм] | 0,6; 0,8; 1.0; 1,2 | ||||
| Тип лотка | 2R | D200, 5 кг | |||
| Расход газа перед сваркой [с] | 0–10 | ||||
| Расход газа после сварки [с] | 0–10 | Прочие | |||
| Класс изоляции | S | ||||
| Степень защиты | IP21S | ||||
| Масса [кг] | 28 | ||||
| Размеры ДxШxВ [мм] | 280x650x460 | ||||
«WELDER FANTASY» ЯВЛЯЕТСЯ ЗАЩИЩЕННОЙ И ЗАРЕГИСТРИРОВАННОЙ ТОРГОВОЙ МАРКОЙ — см. Документ Защитного сертификата
Документ Защитного сертификата
.
Как сваривать нержавеющую сталь? Применение метода MIG / MAG
Нержавеющая сталь, обычно называемая нержавеющей сталью, является очень популярным металлическим материалом. Сварка нержавеющей сталью автоматом — одна из наиболее часто выполняемых сварочных работ, особенно в домашней мастерской.
Почему сварка в мгновение ока?
Метод сварки MIG / MAG нержавеющей стали используется по нескольким причинам. Важнейшие из них — простота соединения или плавления металлов этим методом, поэтому их могут сделать даже новички, а также высокий КПД благодаря высокой скорости плавления электрода.Это метод, при котором электрод плавкий, то есть изнашивается. Дуга горит в защитном газовом экране между сварочной проволокой и свариваемым элементом — между электродом и металлом шва нет прямого контакта. Mig требует достаточно высокой плотности тока, поэтому этот метод обеспечивает глубокое проплавление стали.
Что нужно?
Сварка нержавеющей стали с помощью мигратора требует надлежащей подготовки, наличия мигомата, соответствующей горелки MIG, вентиляции и средств индивидуальной защиты.Защитный газ также важен, и он подается из внешнего источника, например, из баллона. Выбор газа также очень важен для получения качественного и прочного сварного шва. Для нержавеющей стали лучше всего подходит аргон с небольшой добавкой других газов (2% кислорода или 3% углекислого газа). Иногда в эти смеси добавляют гелий или водород. Для нержавеющей стали не рекомендуется слишком высокая концентрация углекислого газа.
Перед сваркой нержавеющей стали в мгновение ока тщательно подготовьте металлическую поверхность — тщательно очистите, отшлифуйте до блеска, а затем дополнительно обезжирьте химическими препаратами.Лучше всего проверить состав свариваемой стали и выбрать сварочную проволоку, которая больше всего напоминает нержавеющую сталь. Тогда соединение будет прочным и надежным.
Важные параметры
Нержавеющая сталь сваривается в мгновение ока постоянным током и положительной полярностью. При настройке параметров процесса особое внимание следует уделять силе тока, типу и расходу защитного газа, а также скорости сварки. Качество и намотка сварочной проволоки, ее диаметр и скорость подачи одинаково важны для конечного результата.Также важно используемое оборудование — при полуавтоматическом методе пистолет MIG держится в руке, а при автоматическом способе его можно прикрепить к тележке.
.
Сварочная проволока для полуавтомата, выбор проволоки для нержавейки и алюминия
Содержание
- Проволока для сварки нержавейки
- Проволока для сварки алюминия
- Какая должна быть скорость подачи проволоки
- Какая проволока лучше?
Согласно ГОСТ 2246-70 выпускается около 76 видов проволоки для проведения сварочных работ с помощью полуавтомата. Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Дополнительно производится еще несколько десятков наименований продукции, соответствующей определенным ТУ.
Сварочная проволока для полуавтомата позволяет обеспечить максимально прочное соединение деталей, тяжело поддающихся термической обработки, сократить негативное воздействие на поверхность детали и шва.
Наиболее востребованными остаются расходные материалы, предназначенные для работ с нержавеющей сталью и алюминием.
Проволока для сварки нержавейки
Сварочная проволока для полуавтомата по нержавейке производится на основе высоколегированной стали. В результате получаемый шов становится прочным и устойчивым к воздействию влаги, имеет антикоррозионные свойства.
Чтобы добиться высоких прочностных характеристик крайне важно, чтобы наплавляемый металл во время сварки нержавеющей стали, полуавтоматом не вступал в химическую реакцию с водой, кислородом и азотом. С этой целью используется защитный газ, обычно аргон.
Для полуавтоматов используется порошковая сварочная проволока, позволяющая выполнить сварочные работы без применения углекислоты и других защитных газов. По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
По своему строению стержень порошковой проволоки напоминает полую трубку, наполненную присадками, гранулами металла и шлакообразующими материалами.
Под воздействием высокой температуры, проволока для сварки полуавтоматом без газа раскаляется, внутренняя смесь испаряется, в результате образуется защитное облако газа. По мере остывания, на поверхности шва появляется защитный шлак, предотвращающий образование пор и растрескивание соединения.
Флюсовая проволока применяется не только для нержавейки, широкое распространение получило ее использование для получения качественного шва при работах с углеродистыми и низкоуглеродистыми сталями и практически любыми видами цветных металлов, включая титан.
Проволока для сварки алюминия
Алюминий считается одним из самых тяжелых в обработке металлов. Алюминий быстро нагревается, хорошо передает тепло, что в результате обеспечивает большое количество прогораний.
Алюминиевая проволока для сварных работ должна обеспечить надлежащее качество шва. Основными требованиями, предъявляемыми к электродным материалам, являются:
Основными требованиями, предъявляемыми к электродным материалам, являются:
- Равномерная толщина. Механизм подачи проволоки может давать сбои в скорости движения электрода при резком изменении объема материала. Качество расходных материалов должно быть проверено с помощью скальпирования.
- Стабильность скорости подачи проволоки при полуавтоматической сварке независимо от расстояния.
- Качественный равномерный шов с отличным показателем смачиваемости кромок.
- Отсутствие в получаемых соединениях расколов и пор.
Так как диаметр электрода может варьироваться от 0,8 до 2,4 мм, чтобы обеспечить равномерную скорость подачи, наконечник проволоки выбирается по диаметру расходного материала.
Сварочная проволока для сварки алюминия используется при выполнении работ полуавтоматом в среде защитных газов Ar, He, или смеси Ar/He. Допускается применение специальных порошковых электродов.
Какая должна быть скорость подачи проволоки
В большинстве полуавтоматоматических станков и оборудовании с программным управлением, присутствует функция саморегулирования дуги, это несколько облегчает выбор скорости и других параметров.
Регулировка скорости подачи проволоки, сварочного полуавтомата осуществляется следующим образом:
- Горелка отводится от конструкции, подключенной к заземлению аппарата. Зажимается курок, устанавливается скорость, с помощью механического регулятора подачи проволоки, поворачиваемого до значения 100-120 мм/сек. Ток сварки взаимосвязан с интенсивностью движения электрода, поэтому регулировать его не нужно.
- Регулируем напряжение на дуге.
- Подключаем СО². Расход смеси устанавливается на уровне 8-12 л/мин. Если планируется сварка полуавтоматом порошковой проволокой без газа, следует установить меньшую скорость движения электрода.
- Делаем пробный шов на образце. Если аппарат не варит, добавляем напряжение, при этом расход сварочной проволоки не увеличиваем, оставляем прежним. В результате этого эксперимента можно заранее получить и записать значения необходимые при сварке проволокой с флюсом, проведения работ с нержавейкой и алюминием.
Какая проволока лучше?
На вопрос, какая проволока лучше, самозащитная, с флюсом, или общего сечения, не существует прямого ответа. Все зависит от используемого оборудования, условий выполнения работ и других факторов.
Все зависит от используемого оборудования, условий выполнения работ и других факторов.
К примеру, технология сварки порошковой проволокой позволяет выполнять работы в потолочном положении, хорошо справляется с необходимостью в обратном формировании шва.
Недостаток использования проволоки с флюсовой прослойкой, то, что для качественного шва требуется безупречная схема протяжки проволоки в аппарате. Пока таким механизмом может похвастаться только оборудование, изготовленное в странах ЕС. В качестве минуса можно рассматривать высокую стоимость материала и узкий диапазон сварки.
При условии наличия качественного полуавтомата, лучше поменять проволоку общего сечения на порошковую. При работе с алюминием и нержавейкой, использование флюса помогает улучшить качество шва.
Советы по выбору проволоки для (MIG) сварки
Свариваемость
При определении сварочных характеристик проволоки для процесса MIG учитываются перечисленные ниже параметры.
- Прочность металла шва
- Текучесть сварочной ванны
- Форма шва и смачиваемость кромок
- Склонность к разбрызгиванию
Прочность металла шва
Прочность металла шва предполагает низкую пористость, высокое качество сплавления и отсутствие растрескивания. Пористость, основная причина низкой прочности сварочного шва, вызывается избытком кислорода в атмосфере, защитном газе, а также в примесях в базовой плите, которые в сочетании с углеродом в металле шва образуют пузырьки оксида углерода (CO) — угарного газа. Часть угарного газа может оставаться в металле по мере охлаждения шва, образуя поры. Как правило, особенностью сварки MIG с использованием проволоки является очень низкое содержание водорода в наплавленном металле. На итоговое содержание диффундирующего водорода в наплавленном металле шва могут в разной степени влиять такие факторы, как содержание влаги в защитном газе, атмосферные условия и состояние свариваемых кромок.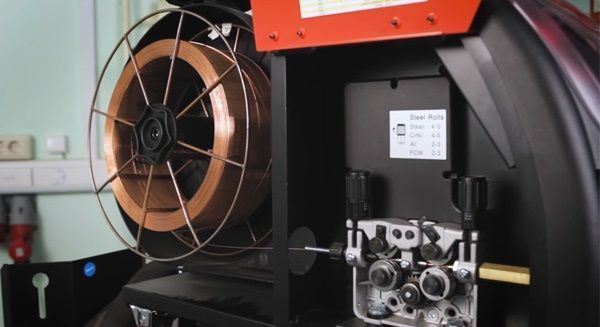
Процесс
Контроль пористости
Чтобы свести к минимуму образование CO и, соответственно, обеспечить наименьший уровень пористости, необходимо раскисление сварочной ванны. Для этого в проволоку Spoolarc добавляются элементы, которые «связывают» кислород, не давая ему соединяться с углеродом и образуя вместо этого безвредный шлак. Эти элементы называются восстановителями. К ним относятся марганец (Mn), кремний (Si), титан (Ti), алюминий (Al) и цирконий (Zr). Алюминий, титан и цирконий — мощные восстановители: они примерно в пять раз эффективнее марганца и кремния.
Текучесть сварочной ванны, форма шва и разбрызгивание
Текучесть расплава в сварочной ванне важна по несколькими причинам. Текучая ванна обычно равномерно смачивает края, благодаря чему формируется плоский и гладкий шов (это особенно важно для угловых сварных швов). Это критично при многопроходной сварке короткой дугой, когда плохая форма шва может стать причиной дефектов, связанных с некачественным сплавлением. Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Плоские, хорошо смоченные швы также необходимы в ситуации, когда важную роль играет внешний вид поверхности и может потребоваться дополнительная шлифовка.
Внимание! Слишком высокая текучесть ванны может привести к сложностям при сварке из неудобного положения или формировании ослабленных горизонтальных угловых швов.
Влияние марганца и кремния
Выбор содержания марганца и кремния в проволоке для сварочного процесса MIG — это, как правило, основное решение, принимаемое оператором. Увеличение количества марганца и кремния влияет на текучесть ванны, форму шва и другие факторы. Благодаря содержанию восстановителей Al, Ti и Zr в проволоке Spoolarc 65 сварочная ванна становится более вязкой. Плотность сварочной ванны делает эту проволоку идеальным выбором для сварки труб (особенно небольшого диаметра), а также для задач, связанных со сваркой в различных пространственных положениях.
Влияние защитного газа и напряжения дуги
Использование защитного газа CO2 ведет к неравномерному переходу металла с проволоки на основной металл, делает профиль шва более выпуклым и увеличивает потери от разбрызгивания.
Защитные газы на базе аргона делают переход металла с проволоки на шов более ровным и равномерным, улучшают форму шва, сводят к минимуму потери от разбрызгивания и уменьшают образование пара.
Повышение напряжения дуги увеличивает текучесть ванны, делает швы более плоскими, усиливает смачиваемость кромок и разбрызгивание. Более высокое напряжение также уменьшает глубину провара и может вести к значительной потере легирующих элементов.
Проволоки Spoolarc предлагаются с медным покрытием, которое наносится с использованием патентованного производственного процесса ЭСАБ HI DEP III, или без покрытия (медной оболочки). Для проволоки Spoolarc доступны различные варианты сплавов, диаметров и упаковок, которые способны удовлетворить самые сложные требования заказчиков.
Проволоки Spoolarc с медным покрытием или без него обеспечивают отличную подачу и стабильность дуги в самых жестких производственных условиях и сценариях применения даже при высокой скорости подачи проволоки, что, в свою очередь, уменьшает время простоя и повышает производительность.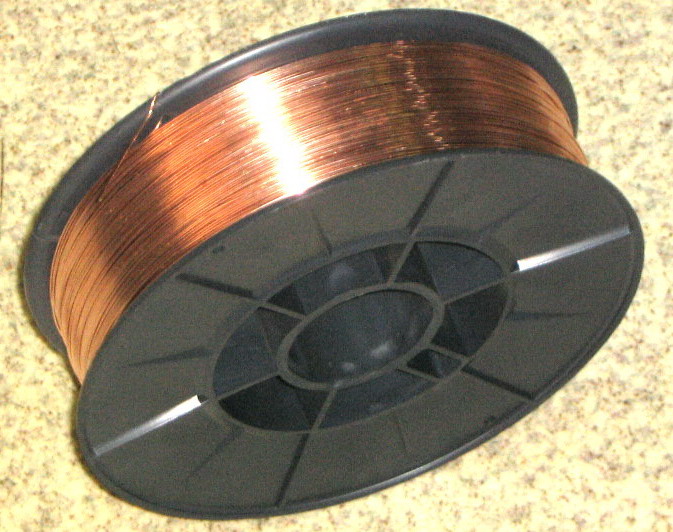
Примечание. Проволоки Spoolarc без покрытия — оптимальный выбор для заказчиков, которым не требуется медное покрытие.
Повышение качества подачи с материалами ЭСАБ
Проволоки Spoolarc
- Все проволоки Spoolarc для сварочного процесса MIG проходят очистку после протяжки. С них удаляется остаток смазки, после чего они проходят процедуру обработки, разработанную компанией ЭСАБ, что помогает обеспечить высокое качество подачи, стабильность дуги и низкое содержание водорода в наплавляемом металле шва.
- Проволока Spoolarc HI DEP III обладает матовой поверхностью с тонким (обычно 0,05 % от веса) медным покрытием, которое отличается плотным прилеганием и исключает образование медных хлопьев.
- В отличие от покрытия многих традиционных видов проволоки для сварки MIG, покрытие проволоки Spoolarc не блестит. Блестящая проволока не обеспечивает высоких сварочных характеристик. Такие проволоки содержат больше меди в покрытии (до 0,30 % от веса), и на них могут образовываться медные хлопья, что снижает их эксплуатационные характеристики.

- Высокопрочная проволока менее склонна к потере устойчивости под сжимающими нагрузками. В компании ЭСАБ большинство видов проволоки для сварочного процесса MIG вытягиваются непосредственно из прутка до окончательного размера, в результате чего образуется высокопрочный продукт, не забивающий систему подачи в случае возникновения каких-либо ограничений или неполадок.
Отличные характеристики дуги
- Выбирая для работы проволоку Spoolarc от компании ЭСАБ, вы сводите к минимуму разбрызгивание — распространенную проблему других проволок для процесса MIG.
- Проволоки Spoolarc образуют высококачественные мягкие дуги при более низком напряжении, что позволяет точно контролировать сварку, снизить содержание водорода в металле шва и улучшить проплавление.
- Проволоки Spoolarc продлевают срок службы контактного наконечника. Запатентованный производственный процесс компании ЭСАБ помогает улучшить передачу тока, снизить дугообразование и уменьшить разрушение контактного наконечника, особенно при сильном токе и высокой скорости подачи проволоки.
 Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
Если контактные наконечники будут изнашиваться медленнее, это позволит существенно сэкономить не только на запасных частях, но и на стоимости работы и времени простоя при замене деталей.
Проволоки Spoolarc от компании ЭСАБ для сварочных швов с низким содержанием водорода. Как правило, водород попадает в шов из влаги на поверхности электрода, особенно при использовании прутковых электродов. Проволоки Spoolarc для сварочного процесса MIG не имеют поглощающего покрытия и поэтому не вбирают влагу. Тщательный контроль за содержанием примесей на поверхности помогает повысить качество сварного шва и устранить проблемы, связанные с наличием водорода. Также исчезает необходимость в печах для сушки влажных электродов.
ВНИМАНИЕ! Не забудьте проверить шов
Данные, содержащиеся в этом руководстве, основаны главным образом на испытаниях AWS, проводимых в стандартных условиях эксплуатации. Однако фактические результаты обычно отличаются от указанных в той мере, в какой условия выполнения работ отклоняются от стандартных. На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
На эксплуатационные показатели конкретного сочетания проволоки и газа могут повлиять перечисленные ниже факторы.
- Химический состав основного металла
- Толщина основного металла
- Размер сварного шва
- Растворение металла шва в основном металле
- Интенсивность теплоотвода (влияет на скорость охлаждения шва)
В связи с этим важно проверить выбранное сочетание проволоки и газа в месте конкретного сварного соединения и при тех условиях, которые создаются непосредственно в ходе производственного процесса. В зависимости от ситуации испытание может быть направлено просто на оценку эффективности сварочного процесса. Оно также может предполагать полную проверку эксплуатационных характеристик сварного шва.
Размещено в
Сварочные материалы
, Теги
GMAW,
Сварка MIG
сварочная проволока для полуавтомата без газа, присадочная проволока, другие виды для алюминиевых сталей
Как выбрать?
Основное предназначение сварочной проволоки – заполнение сварного шва, образующегося в процессе соединения металлических конструкций. Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
Говоря простыми словами, присадки позволяют снизить потери оснований металлических изделий. Главное – правильно подобрать присадку. Сварщики утверждают, что для выбора качественной сварочной проволоки необходимо руководствоваться лишь двумя правилами.
Материал присадки должен быть идентичен составу изделия, подлежащего сварке
Именно поэтому при выборе проволоки крайне важно знакомиться с ее составом. Например, для сварки по чугуну лучше использовать сплошную по сечению проволоку соответствующей толщины
Однако в этом списке могут оказаться и вредные для здоровья человека вещества, а именно сера и фосфор
Соответственно при работе с такой присадкой сварщик должен проявлять максимальную осторожность.
Температура плавления присадки должна быть ниже, чем у соединяемой конструкции. Высокая температура плавления проволоки может испортить варимую конструкцию, оставив на металле места прогаров.
Выбирая проволоку согласно маркировке, необходимо обратить внимание на несколько нюансов:
- диаметр сварочного расходника должен быть идентичен толщине металла;
- на присадке не должно быть даже намека на ржавчину, краску и других химических составов;
- на готовом сварочном шве не должно присутствовать шлака, трещин и даже минимальных пор.

2 Эксплуатационные особенности
Сварка, выполняемая с применением порошковой проволоки используется в настоящее время повсеместно.
Это связано с неоспоримыми преимуществами данного расходного материала. К примеру, при проведении обычной флюсовой сварки, могут возникнуть некоторые затруднения, связанные с невозможностью направления электрода к труднодоступному месту сварки.
Помимо этого наблюдение за процессом формирования шва также будет осложнено. Довольно часто такие сложности возникают в процессе полуавтоматической сварки.
Такой метод сварки имеет массу преимуществ
При проведении процесса с использованием защитного газа тоже могут возникать непредвиденные сложности, например, поток газа может быть нарушен сквозняком.
В сложившихся условиях наиболее целесообразно применение так называемой порошковой проволоки. Это связано с тем, что данная продукция сочетает в себе такие положительные качества электродов, как:
- легирование;
- высокая степень защиты;
- раскисление металла;
- высокий уровень производительности.

Кроме того, порошковая проволока не нуждается в наличии газового баллона, дополнительных шлангов, редукторов, флюсовой аппаратуры и, собственно, флюса.
При проведении сварочного процесса можно со значительной степенью легкости производить направление электрода к разделке.
При этом появляется хорошая возможность для наблюдения за процессом формирования образующегося шва.
2.1 Виды порошковой проволоки
Конструкция представленного расходного материала может быть нескольких видов:
- простая;
- трубчатая;
- с загибами оболочки;
- двухслойная.
Загибы создаются для того, чтобы проволока обладала необходимой степенью жесткости. Помимо этого загибы предотвращают несанкционированное высыпание порошка в процессе сдавливания материала подающими роликами сварочного полуавтомата.
Конструкция порошковой проволоки (вид в разрезе)
В состав порошкообразного наполнителя входит смесь из руд, ферросплавов, химикатов и минералов.
Непосредственная его задача – это надежная защита металла от воздействия воздуха, обеспечение стабилизации дугового разряда, раскисление, легирование и формирование структуры шва.
По классификации составов изделия могут быть:
- рутиловыми;
- рутил-оргаическими;
- рутил-флюоритными;
- карбонатно-флюоритными;
- флюоритными.
По прямому назначению продукция разделяется на два вида:
- Самозащитные – производят сварку без участия дополнительной газовой защиты.
- Изделия для осуществления сварки в среде углекислого газа.
При применении проволок с самозащитными свойствами процесс сварки значительно упрощается. Это связано с исчезновением необходимости использования громоздких баллонов, наполненных газом.
Если применять порошковые проволоки, находящиеся в среде углекислого газа, то механические характеристики шва будут значительно повышены.
2.2 Особенности техники сварки
Представленная порошковая проволока при сварке подразумевает использование шлангового полуавтомата.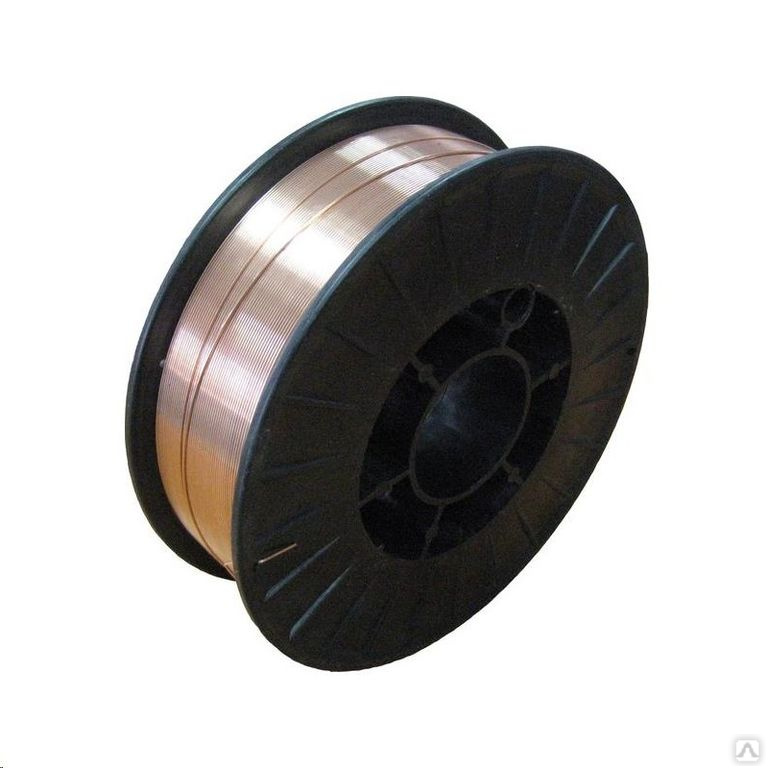
Так как сварной шов будет постоянно доступен для обзора, технология сваривания стыков и угловых соединений практически неотличима от сварки с помощью плавящихся электродов.
Бывают моменты, когда шлак, образовавшийся на верхнем крае поверхности полученного шва, может попасть в зазор, который был образован двумя кромками.
При проведении сварки, состоящей из нескольких этапов, все уже сформированные швы подвергаются интенсивной зачистке с целью избавления от излишнего шлака.
Известно, что порошковая проволока не обладает высокими параметрами механической крепости и жесткости.
С этой целью обязательно необходимо применение специального механизма, обеспечивающего непрерывную автоматическую подачу проволоки. Механизм обеспечивает ограниченное усиление степени сжатия, используя для этого подающие ролики.
2.3 Сварка полуавтоматом с помощью порошковой проволоки (видео)
Портал об арматуре » Сетка » Проволока » Преимущества порошковой проволоки для сварочного аппарата — полуавтомата
Сварка нержавеющих деталей полуавтоматом
Сварка нержавеющих металлов требует особого подхода к чистоте соединяемых кромок и их подготовке к работе. При работе с металлом большой толщины необходимо снимать кромки под углом от 45о до 60о, и зачищать стыки углошлифовальной машиной. Кроме того, с помощью растворителей нужно обезжиривать место сварки, а детали закреплять с зазором 1,5 мм для обеспечения наиболее полного провара по всей толщине металла. Затем необходимо отрегулировать подачу инертного газа или газовой смеси с учётом толщины заготовок.
Предварительные настройки для полуавтомата производятся, исходя из следующих пропорций, а именно:
- при толщине металла менее 1 мм пользуются проволокой 0,6−0.
 8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин;
8 мм со скоростью подачи 150 м/час и расходом газа 6−7 л/мин; - металл толщиной 1,5 мм варят проволокой 0,8−1 мм в диаметре со скоростью движения от 150 до 200 м/ч и подачей защитного газа 6−8 л/мин;
- нержавейку 2 мм соединяют продукцией диаметром 1−1,2 мм, скорость 200−250 м/ч, расход газа от 7 до 9 л/мин;
- для нержавеющей стали 3 мм используют проволоку 1,2−1,4 мм, со скоростью 250−300 м/ч и с подачей газа от 9 до 11 л/мин;
- для деталей более 4 мм толщиной необходима проволока 1,4−1,6 мм при движении выше 300 м/ч, а газ подают с расходом более 11 л/мин.
Напряжение дуги зависит от её длины и выставляется от 19 В до 30 В с экспериментальным подбором, так же как и вылет электрода. На ряде высококлассных инверторов MIG/MAG существует режим регулировки индуктивности, от которой зависит глубина провара и ширина сварочного шва.
Предварительные настройки носят рекомендательный характер и подбираются индивидуально в зависимости от состава металла, сорта проволоки, газовой смеси и скорости сварки.
После подбора проволоки для сварки полуавтоматом применительно к материалу заготовок, необходимо поместить барабан на вал и вставить проволоку в подающее устройство. Затем отрегулировать скорость движения, которая обычно связана с силой сварочного тока, чем больше скорость, тем больше подаваемое значение. Последним этапом подготовки к работе является регулировка параметров газовой смеси, корректировка напряжения и индуктивности
Важно следовать инструкции по пользованию полуавтоматическим инвертором и соблюдать правила техники безопасности при сварочных работах
Технология сварки алюминия полуавтоматом
Качество полученного шва зависит от многих факторов — применяемого аппарата, присадочного материала, качества аргона (при аргоно-дуговой сварке), навыков сварщика. Как сваривать алюминий полуавтоматом? Зависит от модели аппарата, но какой бы она не была необходимо выполнять следующие действия:
подготовку поверхностей заготовок. Удаляют загрязнения разного рода с помощью ветоши. Далее необходимо убрать окислы. Их удаляют с помощью металлической щетки, угловой шлифовальной машинки и травлением специальными растворителями и реактивами. При этом придерживаются таких правил. Щеткой нельзя сильно надавливать на изделие и очистку проводят только в одном направлении. Остатки травящих жидкостей обязательно снимают, используя ацетон растворители или промыванием. У изделий, имеющие толщину более 3 мм разделывают кромки. Угол разделки 60 0;
Удаляют загрязнения разного рода с помощью ветоши. Далее необходимо убрать окислы. Их удаляют с помощью металлической щетки, угловой шлифовальной машинки и травлением специальными растворителями и реактивами. При этом придерживаются таких правил. Щеткой нельзя сильно надавливать на изделие и очистку проводят только в одном направлении. Остатки травящих жидкостей обязательно снимают, используя ацетон растворители или промыванием. У изделий, имеющие толщину более 3 мм разделывают кромки. Угол разделки 60 0;
подогрев. Осуществляют в печах или с помощью горелки. Особенно это касается заготовок, у которых разная толщина. Температура прогрева не должна превышать 110 0С;
настройка аппарата. Независимо от типа применяемого устройства подбирается диаметр проволоки, диаметр наконечника, сила тока и напряжение. Чаще всего используют специальные таблицы, которые имеются в инструкции к изделию. Наиболее выгодными являются устройства импульсного типа, снабженный специальной программой. Сварщик только выставляет значение тока, а микроконтроллер осуществляет подбор остальных параметров в автоматическом режиме;
определиться с положением горелки и скоростью ведения сварочного процесса. Она должна располагаться под углом не более 20 0 к вертикали, сварку ведут на большой скорости только справа налево
Она должна располагаться под углом не более 20 0 к вертикали, сварку ведут на большой скорости только справа налево
Особое внимание необходимо уделить окончанию шва. Его заваривают, возвращаясь назад на мм 20, без выключения сварочной дуги.
На результат сварки влияние оказывает квалификация сварщика и его навыки. Он обязательно должен пользоваться средствами защиты — маской, респиратором, спецодеждой, обувью и рукавицами. На сварщике не должно быть открытых участков тела, т. к. возможно получение ожога от ультрафиолета.
Несколько слов о причинах возникновения брака. Чаще всего после сварки обнаруживаются прожоги, трещины, не правильно заваренный кратер. Трещины возникают из-за нарушения ведения технологического процесса.
При превышении температуры нагрева происходит расширение сплава, а если не обеспечивается медленное остывание, то происходит быстрое сжатие, что и приводит к возникновению трещин и разрывов. Применение теплоотводящих подкладок обеспечит качество сварки. Также негативно сказывается на качестве и недобросовестная подготовка изделия к процессу сваривания.
Также негативно сказывается на качестве и недобросовестная подготовка изделия к процессу сваривания.
Сварочный полуавтомат для сварки алюминия — аппарат, который позволяет повысить производительность труда. Его использование будет эффективным, если будут учитываться все требования производителя устройства, которые указаны в паспорте. Поэтому необходимо тщательно проработать инструкцию и следовать ее указаниям.
Выбор и настройка оборудования
Сварочный полуавтомат для алюминия
Сварка алюминия стандартными MIG- аппаратами носит условный характер, т.е. сварить с ним можно, но ожидать хорошего результата не стоит.
Оптимальным решением в выборе является полуавтомат для сварки алюминия с импульсным режимом. Импульсы пробивают оксидную пленку, уменьшают перегрев алюминия и снижают вероятность прожога.
Импульсная сварка алюминия на постоянном токе
Синергетические импульсно-дуговые аппараты, снабженные специальной программой, еще больше облегчают задачу. Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Сварщику необходимо определиться с выбором свариваемых сплавов и подобрать соответствующую программу. Далее выставить значение силы тока кнопочным регулятором. Подбор остальным параметров осуществляется микроконтроллером автоматически.
Хочется отметить, что данные полуавтоматы не дешевое удовольствие и оправданы в профессиональном применении. В домашних условиях вполне можно обойтись оборудованием без навороченных программ, однако и качество сварочного шва будет несопоставимым.
При покупке универсального сварочного полуавтомата в ценовом диапазоне до 40 т.р., рассчитанного на сварку цветных металлов, в т.ч. алюминия, можно присмотреться к следующим моделям:
- Сварог REAL MIG 200 (N24002)
- Сварог PRO MIG 160 SYNERGY (N227)
- Сварог PRO MIG 200 SYNERGY (N229)
- Grovers MULTIMIG 200 SYN
- Aurora PRO OVERMAN 180
Проволока для полуавтомата
При сварке алюминия полуавтоматом накладываются определенные требования при выборе сварочной проволоки
Важные моменты, на которые нужно обращать внимание:
- температура плавления проволоки должна быть сопоставима с температурой свариваемого металла.
 Меньше разброс – процесс сварки легче;
Меньше разброс – процесс сварки легче; - оптимальный диаметр проволоки 1,2- 1,6 мм;
- больше диаметр-легче подача в зону сварки.
Распространенными типами алюминиевой сварочной проволоки являются ER4043 и ER5356. Предназначены для сварки и ремонта изделий из алюминия и его сплавов с содежанием кремния не более 5%.
Режимы сварки для проволок ER4043 и ER5356
| Диаметр проволоки, мм | Напряжение, В | Ток, А | Расход газа, л/мин |
| 0,8 | 13-24 | 60-170 | 15 |
| 0,9 | 13-24 | 60-170 | 15 |
| 1,0 | 15-26 | 90-210 | 16 |
| 1,2 | 20-29 | 140-260 | 19 |
| 1,6 | 25-30 | 190-350 | 25 |
Проволока для сварки алюминия ER 4043
Сварочная горелка
Для сварочной горелки применяется тефлоновая направляющая для уменьшения трения проволоки. Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Желательно чтобы рукав для сварки алюминия предназначался только для сварки алюминия и не был слишком длинным -3 м самое то.
Push-pul- горелка
Контактный наконечник должен быть предназначен для сварки алюминия (на них помимо диаметра проволоки выбита маркировка AL) простые, используемые для сварки черных металлов и нержавеек не подходят. Связано это с сильным расширением алюминия во время нагрева. Диаметр отверстия должен быть больше диаметра проволоки примерно на 0,4 мм, и в тоже время не сильно большим, чтобы обеспечить хороший электрический контакт.
Использовать алюминиевую проволоку диаметром 0,8 мм затруднительно ввиду пластичности металла и сложностью протяжки. Решением данной проблемы может быть применение сварочной горелки Push Pull (пуш пул). Специальный встроенный механизм улучшит подачу проволоки и позволит увеличить длину горелки.
Механизм подачи проволоки
Ввиду повышенной пластичности и мягкости алюминиевой проволоки по сравнению со стальной, подающий механизм должен иметь ряд особенностей, таких как :
Защитный газ
В качестве защитного газа наиболее часто используется аргон, обладающий хорошим очищающим эффектом и хорошим проникновением в сварочную ванну. При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
При сварке алюминиевых сплавов с высоким содержанием магния в качестве защитного газа используются смеси аргона с гелием( до 75 % гелия в смеси). Такие смеси препятствуют образованию оксидов магния.
Здесь может возникнуть вопрос, как варить алюминий в среде углекислого газа или вообще без газа, ведь аргон достаточно дорогой?
Более дешевый углекислый газ, применяемый для сварки низкоуглеродистых сталей, в данном случае не подойдет. СО2- активный газ, он будет защищать сварочную ванну от воздуха, но при этом будет вступать в реакцию в алюминием, препятствуя образованию прочного соединения. Поэтому в данном случае применяется именно инертный газ.
Сварка полуавтоматом без газа возможна с применением специальной флюсовой проволоки, защищающей сварочную ванну.
Техника безопасности
Использование средств защиты является необходимым условием проведения сварочных работ. Обязательно использование респиратора для органов дыхания, защитной маски, специальной одежды и обуви для защиты от свечения сварочной дуги и брызг расплавленного металла. Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Едкий белый дым, выделяющийся при сварке алюминия провоцирует кашель и головные боли.
Особое внимание следует уделить защите открытых участков тела от влияния УФ-излучения, т.к. при сварке алюминия оно гораздо интенсивнее, чем при сварке других металлов
При попытке сварки в ” шортах” и в “майке” эффект солярия вам обеспечен уже спустя 30 мин.
Сварка полуавтоматом алюминия не сопоставима по качеству с применением TIGа, однако с лихвой компенсируется значительной производительностью. Она является прекрасным решением в случае наплавки или заполнения больших зазоров. В условиях промышленного производства применение полуавтоматов наиболее целесообразно ввиду объемов и высоких требований к скорости. Применение промышленных аппаратов и высокая квалификация сварщика позволяют добиваться отличных результатов.
Преимущества
- Не требуется дополнительное использование флюса и его расчет в определенной пропорции;
- Процесс сварки становится более качественным и уменьшается процент появления брака;
- Использование проволоки становится более простым и эффективным;
- Многие негативные нюансы сложносвариваемых металлов отходят на второй план благодаря правильно подобранному дополнительному расходному материалу;
- Ускоряется соединение, так как сварка флюсовой проволокой позволяет ей быстрее войти в контакт с основным металлом;
- Для автоматических аппаратов это один из лучших вариантов, который гарантирует получение более надежного соединения;
- Не возникает риска, что с флюсом попадут какие-либо лишние элементы в расплавленный шов.

Подготовка свариваемых поверхностей
Чистка алюминия перед сваркой является залогом успешного соединения деталей. Для того, чтобы удалить окислы алюминия, можно пользоваться щетками из нержавеющей стали или растворителями и реактивами для травления.
Правила очистки металла:
- Не пользоваться щеткой, которая использовалась для очистки каких-либо сталей, например нержавеющей или углеродистой.
- Не следует сильно надавливать на щетку — при сильном надавливании окислы проникают в заготовку.
- Очистка металлической щеткой из нержавеющей стали осуществляется только в одном направлении;
- При использовании травящих жидкостей следует позаботиться об их удалении с поверхности заготовки перед сваркой с помощью ацетона или растворителя.
Зачистка алюминия перед сваркой
Разновидности проволоки для полуавтоматов
Подбор сварочной проволоки для полуавтоматов следует выполнять под определенный вид соединяемого металла. Использование присадочного расходного материала существенно улучшает качество шва, предотвращает образование пор и неровностей в соединении.
Основные преимущества использования присадки при выполнении сварочных работ представлены:
- ускорением процесса сварки;
- удобством использование в промышленной сфере;
- существенным снижением вероятности появления брака из-за отсутствия покрытия присадки;
- большим выбором расходников, позволяющим подобрать оптимальную присадку для каждого конкретного случая;
- низким уровнем образования шлака при сварке.
Недостатки использование присадочного компонента при сварке:
- необходимость в постоянной защите;
- сложность в хранении больших мотков;
- сложность в подборе оптимального диаметра присадки;
- необходимость постоянно использовать флюс.
Таблица марок проволоки.
Все виды проволоки для сварки, как правило, делятся на:
- Омедненные.
Данный вид проволоки применяется для сварки углеродистых и низколегированных стальных деталей. Омедненные стальные присадочные компоненты обеспечивают качественный шов и характеризуются низким коэффициентом разбрызгивания металла.
- Порошковые.
Присадочные компоненты таких марок выполнены в виде полой трубки из малоуглеродистой стали. Внутри емкости размещается раскислители и шлакообразующие вещества, обеспечивающие комфортное использование полуавтоматической сварки без защитного газа. Порошковые присадочные проволоки помогают существенно уменьшить образование шлака и сократить время на обработку сварного шва. - Сплошного сечения.
Данный вид проволоки отличается от обычной, тем, что из нее делают сварочные электроды. - Неомедненные.
Присадки такого вида применяются, прежде всего, для работы с изделиями из низкоуглеродистой стали. - Активированные.
Присадки из порошка, применяемые во время проведения сварочных работ в атмосфере углекислого газа. - Газосварочные.
Для работы с углеродистыми и низкоуглеродистыми сортами стали лучше всего использовать газосварочные присадочные компоненты. - Алюминиевые.
Один из немногих видов проволок, подходящих для сваривания алюминиевых деталей. Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности.
Во время работы с алюминиевой присадкой отмечается низкая пористость сварных швов. Подобные присадки активно применяются в судостроительной и молочной промышленности. - Из нержавеющей стали.
Присадочный компонент позволяет сваривать изделия из нержавеющей стали и предотвратить коррозию полученного шва. - Флюсовые.
Данные тип присадочной проволоки широко используется для соединения среднеуглеродистых, низкоуглеродистых и углеродистых сортов стали. Благодаря наличию встроенного флюса подобные присадки можно использовать при сварке без защитного газа. - Легированные.
Один из лучших компонентов, позволяющий проводить сварочные работы в любых газовых смесях и с любыми видами металлов.
Недостатки
- Сварочная проволока для сварки под флюсом имеет относительно высокую стоимость, так что себестоимость процесса соединения становится не всегда выгодной;
- Такие разновидности встречаются не так часто, как стандартные;
- В некоторых случаях проблема плохой свариваемости не решается и все равно требуются дополнительные средства;
- Толщина такого материала более высокая, что усложняет подбор требуемого диаметра для выбранного режима работы.

Физико-химические свойства
Флюсованная сварочная проволока для полуавтоматов обладает хорошей пластичностью и отлично взаимодействует с системой подачи на аппарате. При этом материал имеет большую износостойкость, что облегчает его перемещение, хранение и контакт с другими поверхностями. Это сделано для защит слоя флюса от повреждения. Сварочная проволока для автоматической сварки под флюсом имеет более низкую температуру плавления, чем основной металл. Свойства стального материала позволяют работать как с низкоуглеродистыми, так и с высокоуглеродистыми заготовками.
Проволока для сварки с флюсом
Улучшенные свойства сваривания за счет подобранных мягких металлов и наличия дополнительных элементов, обеспечивают стабильное горение дуги при использовании аргонодуговой сварки. В материале содержится минимальное количество водорода и прочих веществ, которые негативно влияют на состояние шва и могут вызвать трещины, поры и другие элементы брака. Это приводит к образованию относительно небольшой шлаковой корки на поверхности, так что ее можно без проблем снять.
Разновидности
Проволока для сварки под флюсом различается по диаметру и по основному металлу, с которым будет вестись сваривание. От этого и зависит, какой именно флюс будет использоваться:
- Для стали – материал разделяется, в зависимости от уровня легирования, так как может применяться для высоколегированных сталей для замены тех элементов, которые утрачиваются во время температурной обработки. Это касается и сварки нержавейки.
- Для меди – сварочная проволока с флюсом 08 мм, которая создана для работы с медными деталями, помогает улучшить соединение данного тугоплавкого металла при нормальных температурах.
- Для алюминия – при сварке алюминия обязательно требуется флюс, так что данная продукция будет отличным вариантом, чтобы сделать все наиболее качественно и уменьшить вероятность появления брака.
Технические характеристики
| Параметр | Предел прочности, (МПа) | Предел текучести, (МПа) | Удлинение относительное, % | Удар, надрез KV | Какой газ для защиты можно использовать | |
| 0, градусов Цельсия | -20, градусов Цельсия | |||||
| Минимальное значение | 480 | 400 | 22 | 47 | 27 | CO2 |
| Максимальное значение | 580 | 490 | 27 | 120 | 103 |
Особенности выбора
Проволока сварочная флюсовая 0,8 мм используется для самых тонких деталей. Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм
Для других процедур подойдет 2 мм, если толщина металла составляет 2-4 мм. Для производства часто применяют более толстые варианты до 6 мм
При выборе нужно обращать внимание не только на диаметр, но и на состав, так как это более главный параметр. Он должен быть максимально схож с основным металлом
Флюс подбирать не нужно, так как все уже определено автоматически производителем. Для частного использования в небольших объемах лучше покупать сварочную проволоку для полуавтоматов с флюсом в кассетах, а для крупномасштабных работ – в бухтах.
Особенности сварки
Главной особенностью, которой обладает сварка проволокой с флюсом, является отсутствие длительный подготовок. Единственное, что здесь придется сделать, так это скосить кромки места соединения, если толщина металла будет составлять более 4 мм, а также обработать растворами, если металл склонен к образованию оксидной пленки. Проволока для автоматической сварки под флюсом, а также другие ее разновидности, имеет все необходимое, чтобы обеспечить качественное соединение в той сфере, для которой она применяется.
Главное здесь правильно выставить скорость подачи, так как из-за наличия дополнительных материалов температура плавления может быть заметно ниже чем у безфлюсовых аналогов и основного металла. Это хорошо проявляется за счет того, что проволока начинает плавиться без особых проблем даже при работы с малыми толщинами не приводит к перепаливанию металла.
12 лучших инструментов для зачистки проводов, рассмотренных и оцененных в 2022 г. Однако, если вы профессиональный электрик, работающий с многокилометровой проводкой, наличие лучшего инструмента для зачистки проводов под рукой может спасти вам жизнь.
Инструмент для зачистки кабеля поможет вам сэкономить время и силы, особенно если вы прокладываете электропроводку во всем доме. Однажды я экспериментировал, сравнивая установку розеток с помощью плоскогубцев и инструментов для зачистки проводов. Я обнаружил, что опытный работник может сэкономить по крайней мере одну минуту на одном проводе или шесть минут на розетке.
Однажды я экспериментировал, сравнивая установку розеток с помощью плоскогубцев и инструментов для зачистки проводов. Я обнаружил, что опытный работник может сэкономить по крайней мере одну минуту на одном проводе или шесть минут на розетке.
В среднем в каждом доме семьдесят розеток. Это маленькое устройство сэкономило бы мне по крайней мере семь часов на дом только при установке в розетке. Это даже не включает другие задачи, где я сэкономил еще больше времени. Вы определенно сэкономите время и рабочую силу, если у вас есть инструмент для зачистки проводов электрика.
Итак, сегодня я собираюсь сделать обзор двенадцати лучших плоскогубцев для зачистки проводов, которые я видел или использовал. Это мои лучшие обзоры, которые написаны, чтобы помочь вам выбрать лучший инструмент для ваших целей, что позволит вам делать больше за меньшее время, повышая производительность вашей работы.
СОДЕРЖАНИЕ
- Лучшие обзоры проволочной стриптистеры
- 1.
 IRWIN VISE-Grip 2078309 Проволочная стриптизерша
IRWIN VISE-Grip 2078309 Проволочная стриптизерша - 2. Кляйновые инструменты 11063 Вт. Инструмент для зачистки проводов DOWELL 54939
- 5. Автоматический инструмент для зачистки проводов Knoweasy
- 6. Инструмент для зачистки проводов IRWIN VISE-GRIP 2078300
- 7. Инструмент Klein Tools 11055KLE Инструмент для зачистки кабелей
- 8. Саморегулирующийся инструмент для зачистки проводов Tacklife MWS02
- 9. Capri Tools CP20010 Precision Wire Stripser
- 10. Knoweasy FBA_HP008 Автоматический проволочный стриптер
- 11. Mulwark MLK-53744. Ищите при покупке инструментов для зачистки проводов
- Какой инструмент используется для зачистки проводов
- Какие существуют типы инструментов для зачистки проводов
- Какой самый простой способ быстро зачистить провода
- Как зачищать электрические провода
- Сколько проводов нужно зачищать
- Где купить инструменты для зачистки проводов
- Заключение
Обзоры лучших инструментов для зачистки проводов
1.
 IRWIN VISE-GRIP 2078309 Инструмент для зачистки проводов
IRWIN VISE-GRIP 2078309 Инструмент для зачистки проводов - 1.
- он объединяет четыре инструмента в один: инструмент для зачистки проводов, кусачки, обжимной инструмент и плоскогубцы. Он достаточно универсален, поскольку предназначен для работы с проводами разных размеров, от 10 до 22 AWG. И вы можете использовать плоскогубцы на кончике, чтобы вытягивать и закручивать проволоку.
Кроме того, стриппер Irwin имеет встроенные зажимы для проводов, которые можно использовать как на изолированных, так и на неизолированных материалах, что обеспечивает надежность клемм. Вы можете использовать только этот инструмент для завершения установки всей розетки, а это означает, что вы также сэкономите на весе благодаря более легкому ящику для инструментов.
Кромки кусачек также подвергнуты индукционной закалке, чтобы они прослужили столько, сколько вам нужно. Но больше всего мне в нем нравятся ручки ProTouch, которые облегчают удержание и снижают усталость и напряжение рук, даже если я ношу изолирующие перчатки.

Незначительное раздражение, которое у меня вызывает кусачки Irwin, заключается в том, что я думаю, что его ручки слишком длинные. Поэтому всякий раз, когда я открываю его одной рукой, чтобы загрузить следующий провод, который я собираюсь зачистить, ручки кажутся немного громоздкими.
Pros
- Один инструмент сочетает в себе четыре функции: инструмент для зачистки проводов, кусачки, кримпер и плоскогубцы
- Работает с проводами различных размеров, от 10 до 22 AWG
- Плоскогубцы на концах можно использовать для протягивания проводов и образования петель
- Для материалов с изоляцией и без нее
- Режущие кромки проволоки с индукционной закалкой обеспечивают долговечность
- Рукоятки ProTouch облегчают удержание, снижая нагрузку на кисть и предплечье
Минусы
- Раскрывается слишком широко, что делает его громоздким при использовании одной рукой
Я рекомендую инструмент для зачистки проводов Irwin, особенно если у вас большие руки.
 Он позволит вам захватывать, резать, зачищать и обжимать провода, позволяя выполнять все эти действия с помощью всего лишь одного устройства.
Он позволит вам захватывать, резать, зачищать и обжимать провода, позволяя выполнять все эти действия с помощью всего лишь одного устройства.2. Инструменты Klein 11063W Инструмент для зачистки проводов
Инструмент для зачистки проводов Klein также является одним из инструментов, которые я рекомендую профессионалам. Мне нравится эта модель из-за ее сложного зачистного действия, которое позволяет захватывать провод, а затем зачищать его одним сжимающим действием. Благодаря этому зачистка проводов выполняется одной рукой, что позволяет повысить эффективность рабочего процесса.
Этот комбинированный кусачок и инструмент для зачистки проводов Klein tools подходит для одножильных проводов от 8 до 20 AWG и многожильных проводов от 10 до 22 AWG. Он также может аккуратно снимать изоляцию длиной до дюйма (25 мм) за один шаг. Вам не нужно вручную тянуть провод, чтобы обнажить проводник внутри, так как инструмент сделает это за вас.
Проблемой, досаждающей некоторым устройствам для зачистки, являются неточные измерения, которые могут привести к повреждению провода во время зачистки.
 Чтобы избежать этой проблемы, Klein Tools прецизионно обработала отверстия для зачистки, убедившись, что они соответствуют указанному калибру. Наконец, зажим для проволоки также подвергается натяжению, так что зачищенный кабель сохраняет свою геометрию и не деформируется.
Чтобы избежать этой проблемы, Klein Tools прецизионно обработала отверстия для зачистки, убедившись, что они соответствуют указанному калибру. Наконец, зажим для проволоки также подвергается натяжению, так что зачищенный кабель сохраняет свою геометрию и не деформируется.Хотя у меня не было проблем с этим инструментом, у меня есть проблема с компанией. Видите ли, я как-то хотел спросить их службу поддержки об их гарантии. Однако после нескольких писем я так и не получил ответов. Я просто нахожу разочаровывающим, что у такого превосходного предмета будет плохая поддержка.
Pros
- Зачистка комбинированного действия позволяет выполнять зачистку проводов одной рукой
- Вмещает от 8 до 20 одножильных проводов и многожильных проводов от 10 до 22 AWG
- Чисто снимает изоляцию проводов до дюйма за один шаг
- Прецизионно обработанные отверстия для снятия изоляции обеспечивают точную и точную установку проводов
- Захваты с натяжением гарантируют, что кабель не сместится во время зачистки
Минусы
- Плохая поддержка клиентов от Klein Tools
Этот инструмент идеально подходит для тех, кто зачищает много проводов.
 Даже если бы я не получил ответа от службы поддержки, вам не нужно было бы связываться с ними из-за отличного качества сборки
Даже если бы я не получил ответа от службы поддержки, вам не нужно было бы связываться с ними из-за отличного качества сборки3. WGGE WG-015 Многофункциональный инструмент для зачистки проводов
Это один из инструментов для зачистки электрических проводов. инструменты, с которыми я раньше работал. Он может резать и зачищать сплошные медные и алюминиевые провода калибром от 10 до 22 AWG. Я также могу использовать его зазубренный нос, чтобы захватывать, тянуть, формировать и сгибать провода, избавляя меня от необходимости использовать и носить с собой дополнительную пару плоскогубцев.
Я также высоко ценю, когда производители инструментов учитывают интересы пользователя при разработке своих инструментов, и WGGE является одним из таких производителей инструментов. Изогнутая ручка их инструмента имеет эргономичный дизайн, поэтому мне легко держать его и использовать. Мне также нравится высококачественный материал PP+TPR, который они использовали для покрытия рукояток, оптимизируя передачу усилия и уменьшая проскальзывание.

Лучше всего то, что компания придерживается отличной политики обеспечения качества. Если вы когда-нибудь недовольны своим инструментом для зачистки проводов, они либо отправят инструмент на замену, либо даже вернут вам деньги. Я всегда буду уважать компанию, которая гарантирует свое мастерство и поддерживает свою продукцию.
Проблема, с которой я столкнулся при работе с этим инструментом, заключалась в том, что некоторые зубцы на калибрах были немного зазубренными, поэтому я не мог полностью закрыть его в начале. После того, как я немного подпилил грубые края, я, наконец, без проблем использовал стриппер. В остальном я доволен своим многофункциональным инструментом.
Pros
- Резка и зачистка медных и алюминиевых проводов от 10 до 22 AWG
- Зазубренный носик может захватывать, тянуть, придавать форму и сгибать провода
- Эргономичная изогнутая рукоятка облегчает использование и удержание
- Высококачественная рукоятка из PP+TPR оптимизирует передачу усилия и уменьшает проскальзывание
- Отличная политика обеспечения качества с гарантией замены и возврата денег
Минусы
- Некоторые зубья калибров требуют обработки напильником
Я бы порекомендовал этот инструмент, если вы хотите, чтобы ваш набор был чистым и простым.
 С этим в вашем кармане, вы можете оставить свои плоскогубцы и по-прежнему выполнять свою работу.
С этим в вашем кармане, вы можете оставить свои плоскогубцы и по-прежнему выполнять свою работу.4. DOWELL 54939 Инструмент для зачистки проводов
Этот небольшой инструмент для зачистки проводов позволяет зачищать провода простым движением одной руки. Он будет захватывать, тянуть и аккуратно снимать внешнюю оболочку, гарантируя, что проводник не будет поврежден в процессе. Когда у вас есть этот инструмент, вы можете оптимизировать свой рабочий процесс и выполнять больше задач.
Инструмент для зачистки проводов Dowell поставляется со встроенными кусачками, которые позволяют резать медные и алюминиевые кабели калибром от 10 до 22 AWG. В нем также используются высококачественные пружины, которые снижают усилие, необходимое для работы с инструментом. Эта функция позволяет вам делать больше одной рукой.
Мне также нравится дизайн ручки этого инструмента для зачистки проводов, который предотвращает случайное сжатие пальцев во время использования. Бренд также использовал ручки из мягкой резины с поверхностным покрытием, чтобы инструмент не выскальзывал из рук, даже если я работаю во влажных или маслянистых условиях.
Проблема, с которой я столкнулся при использовании этого инструмента, заключается в том, что маркировку размера немного трудно увидеть. Тем не менее, они не являются нечитаемыми, поэтому я все еще могу определить, какую настройку провода использовать.
Плюсы
- Работает простым движением одной руки, что упрощает использование
- Не повреждает проводник
- Встроенный кусачок для медных и алюминиевых проводов от 10 до 22 AWG
- Высококачественная пружина снижает усилие, необходимое для работы с инструментом
- Безопасная конструкция рукоятки помогает предотвратить несчастные случаи, предотвращая сдавливание пальцев
- Рукоятки из мягкой резины с покрытием предотвращают скольжение инструмента
Минусы
- Маркировка на инструменте плохо видна
Если вы аккуратный пользователь, вы можете использовать этот звуковой инструмент для обычной зачистки проводов. Он также ориентирован на безопасность, которая может помочь предотвратить несчастные случаи и травмы во время работы.

5. Автоматический инструмент для зачистки проводов Knoweasy
Если вы одновременно работаете с проводами разных калибров, вам следует искать лучшие модели автоматических инструментов для зачистки проводов. Они называются так потому, что автоматически регулируют диаметр зачистки в зависимости от поперечного сечения провода, с которым вы работаете.
Этот инструмент Knoweasy может точно зачищать провода диаметром от 0,03 до 10 мм без необходимости повторной настройки его настроек. Благодаря этому его острая кромка не повредит сердечник провода, даже если его сечение неожиданно изменится. Он также имеет регулируемый ограничитель длины, поэтому вы гарантированно снимаете только необходимую длину.
Легкий и прочный корпус инструмента изготовлен из ударопрочного стекловолокна и пластика. Это гарантирует, что он может выдерживать суровые условия строительства, будучи при этом удобным и легким в переноске. Кроме того, его лезвия можно заменить, поэтому, как только оригинальные кромки изнашиваются, вам нужно заменить только их, а не весь инструмент.

Тем не менее, вы должны быть осторожны, когда используете новый инструмент. Это связано с тем, что он все еще сильно натянут, и вы можете в конечном итоге перерезать провод вместо того, чтобы зачистить его, если приложите слишком большое усилие. Я настоятельно рекомендую протестировать это на запасных кабелях, которые у вас есть, прежде чем использовать его в реальном проекте, чтобы вы могли привыкнуть к нему.
Pros
- Автоматически регулирует диаметр зачистки в зависимости от сечения провода
- Зачистки проводов диаметром от 0,03 до 10 мм
- Острая кромка зачистки не повредит сердцевину благодаря автоматической регулировке
- Ограничитель регулируемой длины
- Легкий и прочный корпус выдерживает суровые условия, оставаясь при этом удобным
- Лезвия можно заменить для использования в будущем
Минусы
- Сильно натянут в новом состоянии, может случайно перерезать провода, если пользователь к этому не привык
В общем, этот продукт творит чудеса для тех, кто одновременно работает с проводами разных калибров и любит, чтобы их набор был легким.
 Это идеально, особенно для внештатных подрядчиков, которые много работают самостоятельно.
Это идеально, особенно для внештатных подрядчиков, которые много работают самостоятельно.6. IRWIN VISE-GRIP 2078300 Инструмент для зачистки проводов
Критерий выбора лучшего саморегулирующегося инструмента для зачистки проводов — гарантия производителя. Вот почему я рекомендую саморегулирующийся стриппер Irwin Vise Grip — на него распространяется пожизненная гарантия. Эта уверенность дает мне уверенность в том, что этот инструмент прослужит мне всю жизнь и не сломается, когда я его использую.
При зачистке проводов саморегулирующийся инструмент для зачистки проводов Irwin Vise Grip подходит для проводов сечением от 10 до 24 AWG. У него также есть ручка микрорегулировки, которая позволяет мне точно настроить его разрез для калибров меньше 20 AWG. Я также могу использовать этот инструмент для обжима изолированных и неизолированных проводов от 10 до 22 AWG и клемм зажигания от 7 до 9.мм.
Но больше всего мне нравится в стриппере Irwin его саморегулирующийся механизм.
 Теперь мне больше не нужно вручную проверять сечение каждого провода, над которым я работаю. Я также могу регулировать длину полоски с помощью встроенного ограничителя. Эти функции делают меня намного более эффективным, позволяя улучшить рабочий процесс и добиться большего.
Теперь мне больше не нужно вручную проверять сечение каждого провода, над которым я работаю. Я также могу регулировать длину полоски с помощью встроенного ограничителя. Эти функции делают меня намного более эффективным, позволяя улучшить рабочий процесс и добиться большего.Мое единственное пожелание состоит в том, чтобы этот саморегулирующийся инструмент с тисками поставлялся с кусачками для проволоки, так как это то, что большинство людей обычно делают с проволокой. Поскольку у этого инструмента нет этой функции, мне приходится брать с собой в поле дополнительную пару плоскогубцев, что увеличивает мой вес. В противном случае, я думаю, что это совершенно хороший инструмент.
Pros
- Поставляется с пожизненной гарантией
- Зачистки проводов от 10 до 24 AWG
- С регулировочной ручкой для проводов меньше 20 AWG
- Обжим изолированных и неизолированных проводов от 10 до 22 AWG, клеммы зажигания 7-9 мм
- Саморегулирующийся механизм автоматически приспосабливается к кабелям разного сечения
- Встроенный стопор можно отрегулировать, чтобы настроить длину зачистки по желанию
Минусы
- Нет встроенных кусачек, поэтому вам нужно принести в поле дополнительный инструмент
Если вы не возражаете против дополнительной пары плоскогубцев, я определенно рекомендую инструмент Irwin для автоматической зачистки проводов.
 Это также упростит ваш рабочий процесс, потому что вам не нужно проверять калибр для каждой полосы.
Это также упростит ваш рабочий процесс, потому что вам не нужно проверять калибр для каждой полосы.7. Инструменты Klein 11055KLE Инструмент для зачистки кабелей
Если вам нужен мощный профессиональный инструмент для зачистки проводов, который можно также использовать для резки, это правильный выбор. Он предназначен для резки, зачистки и образования петель одножильных кабелей калибром от 10 до 18 AWG и многожильных кабелей от 12 до 20 AWG. Он также достаточно прочен, чтобы можно было срезать винты 6-32 и 8-32.
Кусачки и инструмент для зачистки проводов Klein Tools имеют изогнутые ручки, специально разработанные для того, чтобы помочь вам добраться до небольших и труднодоступных мест, что полезно при установке розеток и работе в небольших электрических коробках. Кроме того, сами ручки имеют двойное погружение для повышения удобства использования. Это позволяет мне снизить уровень стресса и позволяет мне работать быстрее.
Лучше всего то, что его легко читаемая маркировка является огромным преимуществом для большинства профессионалов.
 Это связано с тем, что нам часто приходится работать в плохо освещенных местах. Я ценю хорошо напечатанные надписи на корпусе инструмента, потому что они снижают нагрузку на глаза. Таким образом, это помогает мне предотвратить головные боли, которые иногда возникают из-за того, что я слишком долго щурюсь в темноте.
Это связано с тем, что нам часто приходится работать в плохо освещенных местах. Я ценю хорошо напечатанные надписи на корпусе инструмента, потому что они снижают нагрузку на глаза. Таким образом, это помогает мне предотвратить головные боли, которые иногда возникают из-за того, что я слишком долго щурюсь в темноте.Единственная проблема, с которой я столкнулся, это то, что стриптизерша пришла в пузырчатом конверте. Он не был поврежден каким-либо образом, но хотелось бы, чтобы упаковка была более прочной.
Pros
- Обрезки, зачистки и петли 10–18 AWG одножильные и 12–20 AWG многожильные кабели
- Достаточно прочный, чтобы срезать винты 6-32 и 8-32
- Изогнутые ручки позволяют легко добраться до небольших и тесных пространств
- Рукоятки с двойным погружением повышают удобство использования и снижают нагрузку
- Легко читаемая маркировка снижает нагрузку на глаза и предотвращает головную боль
Минусы
- Пришло в пузырчатом конверте
В общем, этот инструмент понравится профессионалам, работающим в стесненных условиях.
 Его хорошо пропечатанная маркировка также отлично подходит для тех, у кого есть проблемы с чтением мелкого шрифта других стриптизерш.
Его хорошо пропечатанная маркировка также отлично подходит для тех, у кого есть проблемы с чтением мелкого шрифта других стриптизерш.8. Саморегулирующийся инструмент для зачистки проводов Tacklife MWS02
Tacklife предлагает один из лучших инструментов для зачистки больших проводов, с которыми мне приходилось работать. Он может зачищать, резать и обжимать провода от 10 до 22 AWG. Он также может работать с различными клеммами различных размеров, включая изолированные (от 10 до 22 AWG), неизолированные (от 4 до 22 AWG) и зажигания (от 7 до 8 мм²).
Инструмент имеет 8-дюймовую гибкую пружину и расширенные пластиковые захваты, что позволяет увеличить прикладываемое усилие, не прилагая дополнительных усилий за счет рычага. Он также имеет двухцветные нескользящие ручки из TPR, которые облегчают удержание. Эти атрибуты позволяют вам уменьшить нагрузку на руки и руки, позволяя вам достичь большего.
Он также поставляется с автоматически регулируемыми губками, так что вы можете быть уверены, что независимо от калибра, с которым вы работаете, ваш инструмент снимет его должным образом.
Кроме того, он также имеет регулируемые гайки и стопоры, так что вы можете вручную настроить точность инструмента для получения чистых и точных резов каждый раз. Эти функции оптимизируют рабочий процесс и делают его более эффективным.У моего друга, который использовал этот инструмент, оборудование было повреждено во время его использования. Я пока не сталкивался с этой проблемой, значит, это заводской брак. Тем не менее, он был быстро решен, потому что Tacklife ответил на его вопрос в течение 24 часов.
Pros
- Зачистка, обрезка и обжим проводов в диапазоне от 10 до 22 AWG
- Для клемм калибра от 4 до 22 AWG и проводов зажигания сечением от 7 до 8 мм²
- 8-дюймовая гибкая пружина и удлиненные пластиковые захваты увеличивают прилагаемое усилие
- Двухцветные нескользящие ручки из TPR облегчают удержание и снижают нагрузку
- Автоматически регулируемые губки обеспечивают правильное снятие изоляции каждый раз
- Регулируемые гайки и стопоры позволяют регулировать точность вручную
Минусы
- Мой друг повредил свой инструмент, когда использовал его
Этот инструмент для зачистки проводов — хороший выбор, если вы хотите использовать свою силу.
Удлиненные рукоятки позволяют прилагать меньше усилий при зачистке и обжиме, снижая нагрузку.9. Capri Tools CP20010 Прецизионный инструмент для зачистки проводов
Если вы устали от инструментов для зачистки электрических проводов, которые случайно кусают и повреждают жилу кабеля, то этот прецизионный инструмент для зачистки проводов — это то, что вам нужно. Его прецизионная конструкция позволяет легко и без риска повреждения зачищать провода в диапазоне от 8 до 22 AWG.
Он также имеет встроенную рукоятку с натяжением, которая автоматически возвращает инструмент в исходное положение после зачистки. Это позволяет выполнять быстрое комплексное действие по зачистке проводов, что сокращает время каждой зачистки на несколько секунд. Эта черта позволяет вам делать больше с меньшими усилиями.
Сам инструмент изготовлен из литого сплава, что делает его немного легче, чем у других конкурентов, сохраняя при этом прочность. На него также распространяется 10-летняя гарантия, так что вы можете быть уверены, что Capri Tools гарантирует, что его продукция не выйдет из строя при регулярном использовании в течение этого времени.
Меня беспокоит только то, что инструмент не так хорошо сбалансирован, как мне бы хотелось. Я считаю, что его голова значительно тяжелее, чем остальная часть его тела, что заставляет меня чувствовать, что я держу молоток. Тем не менее, он обладает отличными режущими характеристиками, что значительно компенсирует эту проблему.
Pros
- Точная конструкция зачищает провода от 8 до 22 AWG без риска повреждения
- Встроенная рукоятка с натяжением автоматически возвращает инструмент в исходное положение
- Быстрое комбинированное действие для зачистки проводов позволяет делать больше за меньшее время
- Изготовлен из литого сплава, что делает его немного легче, чем у других конкурентов
- Поставляется с 10-летней гарантией производителя
Минусы
- Инструмент немного тяжеловат для головы и кажется неуравновешенным
Если вам нужно устройство, которое надежно и без повреждений зачистит провода, то это именно тот инструмент, который вам нужен.
Пока вы не возражаете против его несбалансированного ощущения, вам это понравится.10. Автоматический инструмент для зачистки проводов Knoweasy FBA_HP008
Я помню это устройство как лучший автоматический инструмент для зачистки проводов, которым я когда-либо пользовался. Я могу сказать это, потому что я нашел его простым и интуитивно понятным в использовании, а также в захватывающей цветовой гамме. Благодаря этому его легко найти в моем наборе инструментов, и он выделяется среди других инструментов на сайтах моих проектов.
Инструмент для зачистки подходит для кабелей от 14 до 24 AWG и предназначен для работы с проводами громкоговорителей. Он также имеет легко регулируемый ограничитель длины, который четко обозначен на губках. Это делает настройку полосы очень быстрой, сокращая мое рабочее время. С помощью этого инструмента я могу очень эффективно подготовить множество кабелей.
Благодаря своей автоматической конструкции режущее лезвие регулируется независимо от сечения проволоки, которую я зачищаю.
Мне также нравится, что у него есть встроенный кусачок, который может работать с проводами до 12 AWG. Эти функции избавляют меня от необходимости носить с собой несколько инструментов на поясе для инструментов.Меня беспокоит только то, что провод иногда соскальзывал, когда я его зачищал. Хорошо, что я могу использовать ручку регулировки давления, чтобы установить нужное количество силы, но я бы хотел, чтобы был способ установить ее автоматически. Таким образом, я мог работать еще быстрее и снизить вероятность повреждения изоляции проводов.
Pros
- Простой и интуитивно понятный в использовании, с уникальной цветовой схемой, позволяющей выделиться
- Подходит для кабелей от 14 до 24 AWG и предназначен для работы с проводами громкоговорителей
- Легко регулируемый ограничитель длины с маркировкой на губках для четкого считывания
- Автоматическая конструкция регулирует лезвие независимо от сечения проволоки
- Встроенный резак для кабелей до 12 AWG
Минусы
- Провод иногда проскальзывал во время зачистки; требуется ручная регулировка давления
Я считаю, что это лучший инструмент для зачистки проводов, который я когда-либо использовал, благодаря этим функциям.
Если вы не возражаете против ручной регулировки давления, я чувствую, что это также подходит для вас.11. Многоцелевой инструмент для зачистки проводов MulWark MLK-53744
Если вам нужна мощная машина для зачистки проводов, которая также может обжимать и даже резать винты, вам следует рассмотреть этот инструмент. В первую очередь, он предназначен для зачистки и резки многожильных проводов от 10 до 22 AWG и одножильных кабелей от 12 до 24. Его высокочастотные термообработанные лезвия могут аккуратно резать провода, даже с толстыми оболочками.
Универсальный обжимной инструмент можно использовать для изолированных и неизолированных клемм, кабельных гильз и различных разъемов. Более того, встроенные кусачки достаточно сильны, чтобы аккуратно срезать медные винты калибра 6-32, 8-32, 10-32, 4-40, 10-24 и 5-40. Вы также можете использовать их, чтобы перерезать 10-22 болта, не повреждая их резьбу. 9№ 0003
Чтобы их было легче держать, ручки изготовлены из нескользящей резины вместо обычного АБС-пластика.
Это делает его более эргономичным в использовании и одновременно снижает стресс и усталость рук. Прежде всего, на все инструменты MulWark предоставляется пожизненная гарантия, что дает вам уверенность в том, что они прослужат столько, сколько вам нужно.Моя единственная проблема в том, что цифры не такие четкие, как мне нравятся. Они никак не влияют на мою производительность, но человек с плохим зрением может не чувствовать того же.
Pros
- Предназначен для зачистки и резки многожильных проводов калибром от 10 до 22 AWG и одножильных проводов от 12 до 24
- Обжимной инструмент для изолированных и неизолированных клемм, кабельных гильз и различных разъемов
- Кусачки достаточно прочны, чтобы срезать медные винты и 10-22 болта
- Нескользящие резиновые ручки делают его эргономичным и снижают нагрузку на пользователя
- Пожизненная гарантия
Минусы
- Цифры не очень четкие
Если вам нужен инструмент для зачистки проводов, достаточно прочный для работы с винтами и болтами, этот инструмент идеально вам подойдет.
Идеально подходит для тех, кто устанавливает электронику и имеет дело с винтами, которые нуждаются в регулировке.12. Eclipse Tools CP-301G Прецизионный инструмент для зачистки проводов
Это хороший инструмент для зачистки проводов, если вы работаете со многими электронными и сетевыми кабелями. Он был специально разработан Eclipse для работы, требующей точной зачистки. Таким образом, он может зачищать провода от 20 до 30 AWG, что делает его идеальным для работы с тонкими, деликатными кабелями.
Надрезы для зачистки создаются на токарном станке с ЧПУ для обеспечения точности. Этот высокоточный процесс помогает инструменту снимать как внешние, так и тонкие внутренние жилы CAT5. Это отличает его от всех других инструментов для зачистки проводов, которые не могут зачищать кабели меньше 22 AWG.
Поскольку он предназначен для работы с легкими и тонкими кабелями, инструменты Eclipse сделали его легким. Это облегчает маневрирование и использование, позволяя избежать повреждения медного провода из-за тяжелых захватов.
Мне также нравится, что они включают в себя предохранительный замок для челюстей, чтобы гарантировать, что они не повредят какие-либо другие инструменты или провода, хранящиеся вместе.Вы должны быть осторожны при использовании этого предмета, так как он острый. Если вы не будете осторожны при зачистке, вы можете случайно перерезать тонкий провод. На самом деле я разрезал пару кабелей этим стриппером, когда он был новым, поэтому я рекомендую сначала потренироваться, прежде чем использовать его в полевых условиях.
Pros
- Специально разработан для точной зачистки и может работать с проводами от 20 до 30 AWG
- Выемки на станке с ЧПУ обеспечивают точность
- Может зачищать как внешние кабели CAT5, так и их внутренние жилы
- Легкая конструкция идеально подходит для работы с легкими и тонкими кабелями
- Предохранительный замок, гарантирующий, что он не повредит провода или инструменты, хранящиеся вместе с ним
Минусы
- Очень острая зачистка требует практики во избежание случайного перерезания проводов
Если вы работаете с электронными и сетевыми кабелями, для которых требуются тонкие и тонкие провода, то этот инструмент для зачистки вам нужен.
До сих пор я не видел ни одного другого стриппера, который бы предлагал такую же точность, как этот.На что обратить внимание при покупке инструмента для зачистки проводов
Когда вы покупаете инструмент для зачистки проводов, вам следует учитывать три вещи: с какими типами проводов вы собираетесь работать, сколько вы собираетесь использовать его, если вам нужно делать с ним другие дела, и его цену.
В большинстве случаев более чем достаточно инструмента для зачистки проводов калибра от 10 до 22 AWG. Однако, если вы собираетесь работать с электроникой и т.п., вам следует найти инструмент для зачистки проводов до 30 AWG.
Если вы планируете зачищать много проводов разного сечения, я рекомендую приобрести автоматический инструмент для зачистки проводов. Это удобная функция, потому что вам не нужно вручную устанавливать калибр проволоки каждый раз, когда вы собираетесь резать. Это ограничивает вероятность ошибки, из-за которой вы случайно повредите жилу провода.
Некоторые автоматические устройства для зачистки проводов даже оснащены устройством для измерения длины, например Harbour Freight или автоматический инструмент для зачистки проводов Klein. Он позволяет вам установить длину зачистки, поэтому вам больше не нужно каждый раз измерять провод, с которым вы собираетесь работать.
Если вы планируете выполнять другие задачи, например, обжимать и резать провода, болты и винты, вам следует искать инструменты, которые предлагают эти функции. Некоторые из них включают в себя кусачки и щипцы как часть инструмента для зачистки проводов. Более того, некоторые мощные инструменты для зачистки проводов также могут срезать болты и винты, так что это тоже следует учитывать.
Наконец, если я сравниваю разные инструменты, которые делают одни и те же вещи, все сводится к тому, какой из них является более доступным продуктом. Конечно, я все равно буду рассматривать бренды, но пока я с ними знаком, более дешевый ценник, скорее всего, меня подкупит.
Какой инструмент используется для зачистки проводов
Самым простым инструментом, который можно использовать для зачистки проводов, являются плоскогубцы. Вы также можете использовать нож для резки и палец, чтобы сделать зачистку. Однако эти средства неэффективны. Они, как правило, занимают значительное количество времени для зачистки проводов и иногда вызывают случайные травмы.
Инструмент для зачистки проводов — лучший инструмент для выполнения этой задачи. Этот тип инструмента специально разработан для этой работы и позволяет даже не повредить жилу провода. Кроме того, он также учитывает безопасность, тем самым сводя к минимуму риск травм рук и пальцев.
Какие существуют типы инструментов для зачистки проводов
Существует три основных типа лучших инструментов для зачистки проводов: регулируемые инструменты для зачистки проводов, калиброванные инструменты для зачистки проводов и автоматические устройства для зачистки проводов.
Регулируемый инструмент для зачистки проводов состоит из захвата с лезвием, настроенным на соответствующий калибр провода.
Это просто в использовании, но вы должны знать настройки, которые вы использовали, так как их легко забыть и вы можете случайно перерезать провод.Инструмент для снятия изоляции имеет несколько пазов для проводов разного сечения. Это позволяет быстро выбрать сечение провода, с которым вы работаете. Это лучше, чем регулируемый инструмент для зачистки проводов, так как вам не нужно вручную устанавливать калибр для каждого разреза. Вы также можете раздеться намного быстрее, так как все, что вам нужно сделать, это вставить провод и потянуть.
Автоматический инструмент для зачистки проводов — лучшее из обоих миров, поскольку он позволяет зачищать провода различного сечения с помощью всего одной метки. Вам не нужно выяснять, с каким датчиком вы работаете, так как инструмент автоматически настраивается. Просто убедитесь, что у вас есть хороший и надежный инструмент, чтобы случайно не повредить сердцевину зачищаемого провода.
Самый простой способ быстрой зачистки проводов
Самый простой способ зачистки проводов — использовать автоматический инструмент для зачистки проводов.
С этим устройством зачистка проводов становится такой же простой, как вставка провода в инструмент для зачистки и вытягивание его. Нет необходимости измерять толщину и длину зачистки, так как она уже определена самим инструментом.Как зачищать электрические провода
Первый шаг при зачистке проводов — это найти соответствующий калибр и поместить его в соответствующий слот в инструменте для зачистки. Вы можете проверить этикетку провода, чтобы найти его правильный калибр, или вы также можете использовать руководство по сравнению на стриптизерше. Однако, если вы используете автоматический инструмент для зачистки проводов, вы можете вообще пропустить этот шаг.
После того, как вы определили правильный калибр, поместите проволоку в губки стриппера. Дайте соответствующее расстояние примерно от дюйма до полутора дюймов от кончика. После этого закройте инструменты для зачистки проводов и дайте им прорезать изоляцию провода. Удерживая губки закрытыми, снимите оболочку с конца проволоки.
При правильном выполнении вы получите чисто зачищенный провод без повреждения жилы. Зачистка проводов — простая задача, если у вас есть правильные инструменты для этого.
Сколько проводов нужно зачистить
Это зависит от того, для каких целей вы собираетесь использовать зачистку. Полосы шириной от полудюйма до трех четвертей обычно более чем достаточно, если она предназначена для подключения провода к розетке или выключателю. Однако, если вы собираетесь соединить два провода, то дюймовой длины зачищенного провода должно быть достаточно.
Где купить инструмент для зачистки проводов
Инструмент для зачистки проводов обычно можно купить в ближайшем хозяйственном магазине. Если вы не можете выйти на улицу или товаров нет в наличии, вы также можете приобрести их онлайн.
Заключение
Инструмент для зачистки проводов является важным инструментом, если вы работаете со многими проектами электропроводки.
Они позволят вам аккуратно зачищать больше проводов за меньшее время. Они также уменьшат отходы, гарантируя, что вы случайно не повредите жилу провода при зачистке. Кроме того, такой специализированный инструмент поможет избежать травм по сравнению с использованием ножа или кусачек для зачистки проводов.Если вы хотите быть более эффективным в своем рабочем процессе, у вас должен быть лучший инструмент для зачистки проводов в вашем наборе. И даже если вы сэкономите лишь немного времени на установку проводов, если вы распределите это по всему проекту, вы потенциально можете сэкономить более одного рабочего дня.
Эдвин Джонс
Меня зовут Эдвин Джонс, я отвечаю за разработку контента для Galvinpower. Я стремлюсь использовать свой опыт в маркетинге для создания надежной и необходимой информации, чтобы помочь нашим читателям. Было весело работать с Эндрю и применять его невероятные знания к нашему контенту.
Wire Bonders Ручной и полуавтоматический шариковый кондер и клиновой клеевой аппарат для корпусов QFN с открытой полостью, полупроводников и МЭМС.
УСТРОЙСТВО ДЛЯ СВЯЗИ ПРОВОДОМ, ПОЛУАВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ СВЯЗИ ПРОВОЛОКИСварочные аппараты
Ручные и полуавтоматическиеTopLine Home • Связующая проволока Танака Оборудование для сварки проволоки
Только для справки
За дополнительной информацией обращайтесь непосредственно к производителю оборудования для сварки проволоки.В алфавитном порядке :
Тип Адрес Контакт 906:30 Склеивающий шарик
Склеивающий клинAnza Technology
4121 Citrus Ave Suite 4
Роклин Калифорния 95677
СШАТел. : +1-916-625-0320www.Anzatec.com
Клиновой клей ASM Pacific Technology
12F, Watson Center
16-12 Kung Yip Street
ГонконгТел.: +852-2424-2021 www.ASMPacific.com
Клиновой клей DIAS Automation
Unit A7-A8
Merit Industrial Bldg
94 Tokwawan Rd
Коулун, ГонконгТел.: +852-2333-6298 www.DIASautomation.com
Клиновой клей EastBond
Парковая ул. 43
Подольск, Климовск
Московская область 142180
Россия 906:30Тел: +7-916-359-39-41 www.
eastbond.ruСклеивающий шарик
Склеивающий клинF&K Delvotec Bondtechnik GmbH
Daimlerstrasse 5-7
Ottobrunn 85521
ГерманияТел.: +49-89-62995 0 www.FKdelvotec.com
Клиновой клей Hesse Mechatronics GmbH
( Hesse & Knipps )
Vattmannstrasse 6
Падерборн 33100
ГерманияТел.: +49-5251-1560-0
Тел. +1-408-436-9300www.hesse-mechatronics.com
Склеивающий шарик
Склеивающий клинHybond
330 State Place
Эскондидо, Калифорния
СШАТел. : +1-760-746-7105www.Hybond.com
Клиновой клей JFP Microtechnic
1 rue du Fond des Pres
MarcoussisФранция
Тел.: +33-1-69-31-35-34 www.jfpmicrotechnic.com
Склеивающий шарик
Склеивающий клинKulicke & Soffa Industries
1005 Virginia Drive
Ft. Вашингтон, Пенсильвания 19034
СШАТел.: +1-215-784-6000 www.KNS.com
Склеивающий шарик 906:30 Kaijo Corporation
3-1-5, Sakae-cho
Hamura-shi Токио 205-8607
ЯпонияТел.: +81-42-555-2244 www.
kaijo.co.jpСпециальные клеи Мех-Эл Индастриз
43 Broad St, Ste C103
Хадсон, Массачусетс 01749
СШАТел.: +1-978-777-7773 www.mech-el.com
Ручной шарик
и клиновидные клеиMicro Point Pro
Hayezira 6
Йокнеам Элит
ИзраильТел.: +972-73-229-3999 www.mpptools.com
Клиновой клей Orthodyne Electronics
Div of K&S
16700 Red Hill Ave
Irvine, CA 92606
СШАТел.: +1-949-660-0440 www.Orthodyne.com
Склеивающий шарик Palomar Technologies
2728 Loker Ave, West
Carlsbad, CAСША
Тел. : +1-760-931-3600www.PalomarTechnologies.com
Склеивающий шарик
Склеивающий клинКорпорация Планар
Партизанский проспект, 2
Минск 220033
БеларусьТел: +375-17-223-7211 www.Planar.by
906:30
Склеивающий шарик
Склеивающий клинQuestar Products International
Santa Rita Road #270
Плезантон, Калифорния 94566
СШАТел.: +1-925-461-0100 www.QuestarProducts.com
Склеивающий шарик Shinkawa Ltd
2-51-1 Inadaira
Musashimurayama-shi Токио 208-8585
ЯпонияТел. : +81-42-560-1231www.shinkawa.com
Параллельный зазор
Ленточный сварочный аппаратSW Tech Equipment
3043 Kashiwa Street
Торранс, КалифорнияСША
Тел.: +1-424-757-0117 www.swTechEquipment.com
Склеивающий шарик
Склеивающий клинTPT GbR
Лархенвег 59а
Карлсфельд 85757
ГерманияТел.: +49-8131-58604 www.tpt.de
Клиновой клей Ultrasonic Engineering
1-6-1 Kashiwa-cho
Tachikawa, Tokyo 190-8522
ЯпонияТел. : +81-42-536-1212www.cho-onpa.co.jp
Склеивающий шарик
Склеивающий клинWest-Bond
1551 S. Harris Court
Анахайм, Калифорния 978-1551
СШАТел.: +1-714-978-1551 www.westbond.com
Корпорация ТопЛайн
95 Шоссе 22 Вт
Милледжвилл, Джорджия 31061, США
Тел.: 1-800-776-9888
электронная почта [email protected]Главная
906:30 Терроризм и обычное оружие
Терроризм и обычное оружие
Оружие массового поражения
Террористы в целом условны в применении оружия; бомбы и пушки их фавориты.
Среди первых очень мощным оружием стали бомбы для автомобилей и грузовиков, особенно при атаках смертников. Террористы используют как взрывные устройства, так и зажигательные бомбы (например, коктейли Молотова). Они также используют бомбы для писем и посылок. Террористы используют ружья, пистолеты, револьверы, винтовки и (полу)автоматическое оружие при убийствах, снайперской стрельбе, вооруженных нападениях и массовых убийствах. Гранаты — от ручных до реактивных — также входят в арсенал террористов. Ракеты используются редко, но известно, что несколько групп владеют управляемыми с плеча ракетами класса «земля-воздух», которые могут сбивать вертолеты, истребители и гражданские авиалайнеры.Общий
Террористы используют как изготовленное , так и самодельное огнестрельное оружие. Термин «изготовленное» означает оружие, изготовленное профессионально на оружейных заводах, а импровизированный описывает оружие, изготовленное непрофессиональными производителями оружия или в незаконных мастерских.
Огнестрельное оружие иногда называют «скучным оружием», что указывает на ствол, из которого выпускается пуля или снаряд, или на трубу, из которой выпускается снаряд.Готовое огнестрельное оружие
Они делятся на подкатегории:
Стрелковое оружие: большинство видов огнестрельного оружия ниже уровня средних пулеметов или, как правило, пулеметов с ленточным питанием. К ним относятся пистолеты (теперь все полуавтоматические или самозарядные), револьверы, винтовки, пистолеты-пулеметы и легкие пулеметы. К стрелковому оружию относятся также так называемые штурмовые винтовки, которые на самом деле являются либо механизмами пистолетов-пулеметов, либо механизмами, обеспечивающими те же возможности стрельбы в корпусе, ложе или корпусе короткой винтовки или карабина. Пистолеты (пистолеты и револьверы) иногда называют пистолетами.
Среднее пехотное вооружение: средние пулеметы (многие из которых с ленточным питанием), минометы меньшего размера, реактивные гранаты и ракеты меньшего калибра с проводным наведением.
Тяжелое пехотное вооружение: крупнокалиберные пулеметы, крупнокалиберные минометы, крупнокалиберные управляемые ракеты, переносные противотанковые ракетные установки и некоторые реактивные снаряды ниже категории артиллерийских.
Самодельное огнестрельное оружие
Это оружие включает в себя любое из вышеперечисленного, которое производится вне профессиональных и легальных оружейных заводов. Не все виды вышеперечисленного оружия были произведены в частном порядке или импровизированы, но такие виды оружия, как автомат Калашникова АК-47 или крупнокалиберный пулемет М-60, находятся в пределах производственных возможностей местных мастеров-оружейников на северо-западной границе Индийский субконтинент. Примитивные минометы и ракетные установки также иногда производятся разными предприятиями.
Производители оружия и названия оружия
Стрелковое оружие
Большая часть стрелкового оружия предназначена для использования в военных целях, но также используется охотничье оружие и иногда полнокалиберное оружие для стрельбы по мишеням.
Общие калибры (отражающие тенденции закупок и пополнения запасов).
5,56 мм
7,65 мм
7,62 мм
9 ммПроизводители / Оружие
Значительное количество коммерческих дробовиков направляется на незаконные черные рынки из-за большого количества коммерческих производителей. Самые распространенные производители оружия:
Беретта.
FN (Национальная фабрика).
Вальтер.
Браунинг.
Кольт.
Глок.
Карл Густав.
Узи.
Уэбли.
Уэбли и Скотт.
Энфилд.
Ли-Энфилд.
Стерлингов.
Стерлинг-Энфилд (Стен).
Брайно-Энфилд (Брен).
Ругер.
Маузер.
А. Калашников (АК).
Томпсон.
Смит и Вессон.
Брино.
Джонсон.
Спрингфилд.
Арусака.
Лебель.
Гаранд.
Виккерс
Токарев.
Армалит.
British Small Arms Co.
SIG.
ППШ.
Люгер.
Хокинс.
Ригель.
Бофорс.
Паркер-Хейл.Примеры:
1) АК-47 (советская винтовка)
АК-47 был принят в качестве стандартной винтовки Советской Армии в 1949 году и сохранял этот статус до тех пор, пока ему не на смену пришел АКМ. Во время холодной войны СССР поставлял оружие антизападным повстанцам-террористам. АК-47 стал символом левой революции; Во всем мире было произведено от 30 до 50 миллионов экземпляров и модификаций АК-47, что делает его самой широко используемой винтовкой в мире.
2) РПГ-7 (реактивная граната)
РПГ-7 был выпущен силами бывшего СССР, вооруженными силами Китая и Северной Кореи и использовался во многих странах, получающих оружие и обучающихся у членов Варшавского договора. РПГ-7 оказался очень простым и функциональным оружием, эффективным против стационарных огневых точек и играющим противотранспортную/противотанковую роль. Считается, что его эффективная дальность составляет примерно 500 метров при стрельбе по неподвижной цели и около 300 метров при стрельбе по движущейся цели.
Сообщается, что он может пробить обычную бронеплиту с расстояния около 12 дюймов.
РПГ-7 широко используется террористическими организациями на Ближнем Востоке и в Латинской Америке и, как считается, находится на вооружении многих повстанческих групп. РПГ-7 доступен на нелегальных международных рынках оружия, особенно в Восточной Европе и на Ближнем Востоке.3) Стингер (FIM92A)
Произведенный в США Stinger представляет собой переносную управляемую с плеча ракету класса «земля-воздух» (ЗРК) с инфракрасным наведением. Он оказался очень эффективным в руках афганских партизан моджахедов во время их восстания против советской интервенции. Его максимальная эффективная дальность составляет около 5500 метров. Его максимальная эффективная высота составляет примерно 5250 метров. Он использовался для наведения на высокоскоростные реактивные самолеты, вертолеты и коммерческие авиалайнеры.
4) СА-7 («Грааль»)
Проданный тысячами после распада бывшего Советского Союза, SA-7 «Грааль» использует оптический прицел и устройство слежения с инфракрасным механизмом наведения для поражения летающих целей с большой силой.
Его максимальная эффективная дальность составляет примерно 6125 метров, а максимальная эффективная высота — примерно 4300 метров. Известно, что он находится на складах нескольких террористических и партизанских групп.Общий
Немногие военные бомбы (кроме сбрасываемых с самолетов) в настоящее время производятся в масштабах и разнообразии, характерных для Второй мировой войны. Исключением из этого обобщения является мина — как противопехотная, так и противотанковая мина. Мины можно без особого труда приспособить при среднем опыте сапера. Около 300 различных типов мин зарыты в землю, ежегодно убивая десятки тысяч людей.
Большинство бомб, собранных террористами, самодельные. Сырье, необходимое для взрывчатых веществ, крадут или незаконно присваивают из военных или коммерческих материалов для взрывных работ или производят из удобрений и других легкодоступных бытовых ингредиентов. Такие собранные бомбы известны как самодельные взрывные устройства (СВУ).
Компоненты
СВУ
имеют основной заряд, прикрепленный к взрывателю.
Предохранитель прикреплен к спусковому крючку. В некоторых типах СВУ эти три компонента практически объединены в единое целое. Спусковой крючок — это часть, которая приводит в действие предохранитель. Взрыватель поджигает заряд, вызывая взрыв. Взрыв состоит из сильного импульса взрывной волны и ударных волн. Воздействие СВУ иногда усугубляется добавлением материалов, таких как железный лом или шарикоподшипники. Иногда спусковой крючок — не единственный компонент, приводящий в действие взрыватель; имеется также устройство защиты от манипуляций, которое приводит в действие предохранитель, когда СВУ берут в руки или перемещают. Цель большинства самодельных взрывных устройств — убить или покалечить. Некоторые самодельные взрывные устройства, известные как зажигательные, предназначены для повреждения или уничтожения огнем. Формат заряда в некоторых СВУ (некоторые из которых не имеют корпуса для размещения компонентов СВУ) может быть фасонным или направленным, что обеспечивает некоторую степень контроля над взрывом. Противопехотные мины и другие типы мин были приспособлены террористами для своих целей.Предпочтительные заряды взрывчатых веществ
- Семтекс.
- RDX (циклонит или гексоген, в зависимости от формы).
- ТЭН (необработанная форма гексогена).
- C4 (пластическая взрывчатка).
- ТНТ (Три нитротолуол)
- Обычное удобрение, используемое в качестве основы.
- Динамит.
Методы / триггеры, используемые для подрыва СВУ
- Давление активировано (физическое).
- Активируется давлением (водяным или атмосферным).
- Электронный сигнал (дистанционное управление).
- Электронный сигнал (радиочастота).
- Электронный импульс (коробка детонатора)
- Photo Electric Cell («на рассвете»).
- Детектор движения.
- Тепловой извещатель.
- Радиационный триггер.
- Соединение цепи (устройство защиты от манипуляций).
- Реле времени (электронное).
- Реле времени (активировано кислотой).
- Провод предохранителя.
Примеры СВУ
Самодельная бомба
Это наиболее распространенный тип террористической бомбы, обычно состоящий из низкоскоростного взрывчатого вещества внутри плотно закрытого куска трубы. Самодельные бомбы очень легко сделать из пороховых, железных, стальных, алюминиевых или медных труб. Их иногда оборачивают гвоздями, чтобы нанести еще больший вред.Коктейль Молотова
Это самодельное оружие, впервые примененное русским сопротивлением против немецких танков во время Второй мировой войны, используется террористами по всему миру. Коктейли Молотова чрезвычайно просты в приготовлении и могут нанести значительный ущерб. Обычно они изготавливаются из таких материалов, как бензин, дизельное топливо, керосин, этиловый или метиловый спирт, жидкость для зажигалок и скипидар, которые легко получить. Взрывчатое вещество помещено в стеклянную бутылку, которая разбивается при ударе. Кусок ваты служит запалом, который воспламеняется до того, как бутылка будет брошена в цель.Бомба для грузовика с удобрениями
Бомба для грузовика с удобрениями состоит из нитрата аммония. Для серьезного повреждения могут потребоваться сотни килограммов. Ирландская республиканская армия, Тамильские тигры и некоторые ближневосточные группировки используют бомбы с нитратом аммония.Барометрическая бомба
Одно из наиболее совершенных видов оружия в арсенале террористов. Детонатор бомбы связан с измерителем высоты, в результате чего взрыв происходит в воздухе.
ГЛАВНАЯ — Кабель SSI
Exceptional Service
SSi Cable Corporation занимается производством микроволновых коаксиальных кабелей с 1989 года.
Высочайшее качество
Все компоненты и методы производства контролируются и проверяются на предмет соответствия спецификациям продукта.
Непревзойденная надежность
Мы гордимся тем, что производим кабельные сборки высочайшего качества и доставляем их вовремя.
О SSI
В чем отличие SSI?
SSI Cable поддерживает нашу продукцию с пятилетней гарантией. Современные электронные системы дороги и должны быть надежными. Кабельные сборки SSi являются наиболее надежными.
НЕРЖАВЕЮЩАЯ Сталь
Преимущество нержавеющей стали
Коаксиальные кабельные сборки SSI из нержавеющей стали имеют рейтинг надежности 100%. Эти тщательно сконструированные коаксиальные кабельные сборки включают в себя коаксиальный кабель в оболочке из нержавеющей стали со сварными интерфейсами кабель/разъем.
SSI КАБЕЛИ
Правильный выбор кабеля
Вы можете выбрать из различных типов тросов, таких как полужесткие, гибкие и из нержавеющей стали. Узнайте о преимуществах различных типов кабелей, чтобы сделать свой выбор.
SSI РАЗЪЕМЫ
SSi Выбор вашего разъема Соединение
Существуют различные типы коаксиальных разъемов, такие как интерфейсы SMA, SMP и BMA. Соединители также бывают разных конфигураций и стилей монтажа: прямые, под прямым углом, на переборке, с фланцем или на поверхность.
КАБЕЛЬ РУКОВОДСТВО ПО СБОРКЕ
Позвольте SSi помочь вам выбрать разъемы и типы кабелей
Существует множество типов разъемов и кабелей на выбор. Руководство по сборке кабеля поможет вам выбрать наилучшую комбинацию разъема и кабеля для вашего проекта.
SSI ОБОРУДОВАНИЕ
Самое современное оборудование
SSi предлагает полный спектр полуавтоматического оборудования для резки, лазерной зачистки, механической зачистки и наведения, а также собственный гибочный станок SSI для сварки TIG.
SSI КАБЕЛЬНАЯ КОРП.
Сегодня существует множество коаксиальных кабелей и разъемов
на выбор. SSI поможет вам выбрать
, который лучше всего подходит для вашего проекта. SSI может предоставить:
Полужесткие кабельные сборки
Медь, алюминий и нержавеющая сталь
Гибкие кабельные сборки
Линии задержки
Сборки с согласованием фаз
Криогенные сборки
Жгуты проводов
Подготовка проводовSSI SERVS1.
Среди клиентов SSI: Raytheon, Qualcomm, Northrop Grumman и другие. Наши услуги включают в себя:
Инженерная поддержка для выполнения вашего проекта
требования
Быстрый ответ на запросы предложений, обычно в течение 24-48 часов
Объем производства от одного до 10 000+
Отсутствие требований к минимальному заказу и быстрая доставкаЧТО НАШИ КЛИЕНТЫ ГОВОРЯТ
«Ребята, вы лучшие! Большое спасибо за вашу постоянную поддержку, вы, ребята, лучшие!»…
Лори С.
Август 2017 г.
Я закажу больше в будущем. Получил кабели.
Выглядит отлично. Спасибо за все. Буду заказывать еще в будущем».…М. Холл
Март 2015
«Большое спасибо за такой быстрый результат! Все выглядело великолепно, большое спасибо за такой быстрый результат!»…
К. Плурде
март 2015 г.
«Именно такие поставщики, как SSI, возрождают мою веру в человечество… Могу ли я получить еще около 200 таких же, как вы? ??»…
Д. О’Ди
Март 2015 г.
«SSI — один из моих лучших поставщиков. SSI — один из моих лучших поставщиков, и этот продукт всегда был на высоте. Я ценю, что SSI всегда своевременно решала проблемы. Спасибо за всю вашу помощь».…
Лори С.
Март 2015
«Команда с расширенной базой снабжения, с которой я когда-либо имел удовольствие работать над любой предыдущей программой». …
П. Хеджес
Май 2018
«Поздравляем компанию SSI Cable с признанием превосходного качества». …
Грег М. — Raytheon
март 2020 г.
«Вау! Действительно впечатляет! Я не вижу это слишком часто.
Отличная работа! …Брайан Д. — Raytheon
Январь 2020 г.
«Я хотел бы поблагодарить вас и вашу команду за такую выдающуюся работу для нас в 2019 году. Я очень горжусь тем, что являюсь частью вашей команды, и с нетерпением жду отличного 2020». …
Кашиф Х. — Raytheon
Декабрь 2019 г.
«SSI — отмеченный наградами поставщик с безупречной репутацией и репутацией в Raytheon. Я с нетерпением жду возможности поработать со всеми вами в будущем». ….
Андреа Т. — Raytheon
Февраль 2020 г.
«Ребята, вы отлично разбираетесь в электрической длине! Спасибо вам и всем сотрудникам SSI за отличную работу».
Дуглас Б. — Raytheon
Февраль 2021 г.
SSI ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
КАК СКОРО Я МОГУ ПОЛУЧИТЬ КАБЕЛИ?
Стандартное время выполнения заказа составляет от 4 до 8 недель после размещения заказа. Однако вы можете ускорить выполнение заказа за дополнительную плату.
КАКОВ ВАШ ГАРАНТИЙНЫЙ СРОК?
5 лет для кабельных сборок из нержавеющей стали, но до сих пор не было сбоев. Мы исправим любую сборку, если окажется, что это наша ошибка.
МОГУ ЛИ Я ЗАКАЗАТЬ ОДЕЯЛО?
Да, вы можете запланировать до 1 года, у SSI есть договорные условия. Свяжитесь с нами, чтобы обсудить ваши требования.
ЧТО ЕСЛИ РАЗЪЕМ СЛОМАЕТСЯ?
Если разъем сломается, SSI может отправить вам новый разъем и сборку за дополнительную плату.
Руководство по автомобильной проводке
» Блог ноу-хау NAPA
Опубликовано Джефферсон Брайант Ноу-хау
Автомобильная проводка, вероятно, является наиболее оклеветанным аспектом автомобильной механики, при ремонте проводки много ловушек, а отслеживание плохих соединений, оборванных проводов и периодически возникающих проблем почти так же напряжно, как и получается. Как только вы обнаружили проблему, вы не хотите усугублять ее, используя неправильный провод.
Не все провода созданы одинаковыми, на самом деле, автомобильные калибры и типы проводов весьма специфичны.Первое правило – никогда не используйте в автомобиле одножильный провод. Сплошная проволока подходит только для дома и промышленного использования, ее никогда не следует использовать в автомобиле, если только вы не используете проволоку для скрутки. Автомобильная проводка должна быть гибкой. Многожильный провод является гибким, тогда как одножильный провод может сгибаться, но не снова и снова. Не используйте одножильный провод в любых автомобильных приложениях.
Хотя это не одножильный провод, он чертовски близок. Верхняя проволока меньшего сечения, но обратите внимание, что нижняя проволока имеет вдвое меньше жил? Это дешевая проволока, которая плохо гнется и не так хороша, как проволока с более высокими жилами над ней.
Выбор правильного размера провода
Основной проблемой при подключении является размер. Провод используется для передачи электрического тока, сила тока, которую он может нести, напрямую зависит от длины и толщины или калибра провода.
Сигнальные провода, например, от датчика к компьютеру, не должны быть очень большими, так как ток (сила тока) довольно мал, но основные силовые провода, такие как генератор переменного тока, электродвигатели (окна, замки и т. д.) — элементы Draw нуждаются в большей проволоке, чтобы выдержать нагрузку. По мере удаления от источника диаметр также должен увеличиваться. Также существует проблема падения напряжения. Каждый раз, когда вы протягиваете провод, будет определенное падение напряжения, как в водяном шланге, чем он длиннее, тем меньше давление на выходе. В электрических цепях бороться с падением напряжения можно через провода большего сечения. Любая используемая вами диаграмма должна быть отмечена падением напряжения на диаграмме. Если падение не отмечено, найдите другой график. Для наших примеров здесь мы используем стандартное падение напряжения 3%, что является максимальным падением напряжения, допустимым для критических компонентов автомобиля.Большие провода, поддерживающие большой ток, могут доставить вам неприятности, если у вас неправильный размер.
Вы всегда можете пойти больше, но никогда не идти меньше.Давайте начнем с базовой 12-вольтовой цепи, которая управляет стеклоподъемниками. Обычный предохранитель в вашей панели предохранителей рассчитан на 25 ампер, что означает, что максимальная мощность цепи составляет 25 ампер. Обычно это допускает отклонение в тяге на 10-15%, поэтому мотор стеклоподъемника потребляет всего около 20 ампер. Во время другого проекта вы пережали провод в двери, и теперь вам нужно его заменить. Стандартный автомобильный первичный провод имеет калибр 18. Это хорошо для сигнальных проводов, но не для сильноточных приложений. Если вы замените этот отрезок провода куском 18-го калибра, это может вызвать пожар. Вместо этого вам нужно соответствовать оригинальному размеру проводки. В большинстве случаев это будет калибр 12, который будет обслуживать 25 ампер на 10-12 футов в длину, что примерно соответствует длине дверного окна до источника питания.
Чаще всего вам придется иметь дело с более распространенными проводами меньшего сечения.
Калибр 22 хорош только для сигнала, как датчики.В следующем примере вы устанавливаете аудиоусилитель в свой автомобиль. Предохранители в усилителе — это (2) предохранителя на 30 ампер, всего 60 ампер. Чтобы определить, насколько большим должен быть провод, вы должны рассчитать примерную длину провода от места установки усилителя до аккумулятора (все усилители должны быть подключены непосредственно к аккумулятору). Для нашего примера мы собираемся с 16 футов. Для 50-амперной цепи длиной более 16 футов и падением напряжения на 3% требуется силовой провод 4-го калибра. Это дает достаточно места для провода, чтобы подавать до 80 ампер. 90 ампер на том же расстоянии потребует провода 2-го калибра.
Wire Gauge Chart by Length and Amps
5 Amps 10 Amps 15 Amps 20 Amps 25 Amps 30 Amps 40 Amps 50 Amps 60 Amps 80 А 100 А Длина проводки 1506 0-5 футов . Провод6-го калибра. проволока проволока 14-го калибра проволока 12-го калибра 10-го каунтируга 8-го каунтевого провода 6-го каунтевого категория 6-го калибра 4-го пейзажа 4-год. . Проволока 4-го калибра Проволока 4-го калибра 10-12 футов 14-го калибра . -Гауге проволоки 4-го калибра 4-го каунтируга 2-го каун. проволока проволока 8-го калибра проволока 8-го калибра 6-го калибра 6-го калибра 4-го каунтинока 4-го калибра 2-го каун. 10-го каунтинома 8-го каунтевого провода 6-го каунтинома 6-го калибра . Провод 2-го калибра 20–25 футов 12-gauge Wire 10-го калибра . -gauge wire 2-gauge wire 1-gauge wire 25-30 feet 12-gauge wire 10-gauge wire 8-gauge wire 6-gauge wire 6 — проволока проволока 4-го калибра проволока 4-го калибра Проволока 2-го калибра Проволока 2-го калибра Проволока 1-го калибра Проволока 0-го калибра Материал проволоки
Не менее важно, из чего сделана проволока.
Медь всегда лучше всего подходит для любого электрического применения, но медь дорогая, поэтому есть несколько доступных альтернатив, включая алюминий, алюминий, плакированный медью. Два основных типа проволоки: OFC (бескислородная медь) и CCA (алюминий с медным покрытием). Алюминий проводит примерно на 40 процентов меньше электричества по сравнению с медью. Это означает, что ваша проводка должна быть больше и нагреваться больше. Алюминий также имеет очень неприятную привычку к коррозии. Эта естественная коррозия ускоряется, когда вы добавляете к смеси электричество. В сочетании с влагой в воздухе начинается процесс, называемый электролизом, который снижает способность провода проводить должным образом. Если вы когда-нибудь открывали провод и обнаруживали, что он покрыт беловатым порошком, это побочный продукт электролиза. Это может случиться и с медью, но это занимает гораздо больше времени и приводит к зеленоватому оттенку провода.Верхний провод из алюминия, нижний из бескислородной меди.
Есть большая разница в производительности.Одним из ключевых моментов при подключении является использование проводов хорошего качества. Оба показанных провода имеют калибр 1, но провод внизу значительно меньше, несмотря на большой экран. Это может привести к опасной ситуации. Покупайте только качественный провод.
То же самое касается проводов меньшего сечения. Это обе первичные проволоки 16-го калибра, но нижняя проволока почти вдвое меньше. Всегда сравнивайте новый провод с существующим, чтобы убедиться, что они одинаковые. Оболочка или экран НЕ являются хорошим сравнением, вы должны проверить сам провод.
Это еще более важно, когда речь идет о сигнальных проводах. Хотя эти провода часто имеют калибр 18 или меньше, качество провода еще важнее, любое дополнительное сопротивление в проводе ухудшит сигнал, и ваш автомобиль пострадает. Существует множество дешевых катушек и комплектов для проводов, в которых используется CCA вместо OFC, поэтому рекомендуется поинтересоваться перед покупкой провода.
Придерживайтесь OFC, и все будет хорошо.Ознакомьтесь со всеми продуктами для электрических систем, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания NAPA AutoCare для текущего обслуживания и ремонта. Для получения дополнительной информации об автомобильной проводке поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Категории
Ноу-хау
Метки
ремонт электрооборудования, электрическая система, проводка прицепа, провод, проводка, жгут проводов
Редуктор на всю жизнь, Джефферсон Брайант проводит в мастерской больше времени, чем где-либо еще. Его карьера началась в автомобильной аудиоиндустрии в качестве менеджера магазина, а затем он проложил себе путь до должности дизайнера продукции в Rockford Fosgate. В 2003 году он начал писать технические статьи для журналов и с тех пор работает автомобильным журналистом. Его работы были представлены в Car Craft, Hot Rod, Rod & Custom, Truckin’, Mopar Muscle и многих других.
Джефферсон также написал 4 книги и выпустил бесчисленное количество видеороликов. Джефферсон управляет Red Dirt Rodz, своей личной студией в гараже, где производятся все его журнальные статьи и технические видеоролики.Машина для сварки проволоки Цена
Свяжитесь с нами, чтобы получить предложение по проволочному клею
Ручные сварочные аппараты — серия 53
5380 Склеивающий материал DIE
Ручные сварочные аппараты / опциональный пресс-клей
- Series 53 — Small, Manual, Easy
- Если вам нужно от 1 до 100 облигаций в день
- Полная ручная настольная клеевая машина
- Непревзойденное соотношение цены и качества
- Чрезвычайно адаптируемые настройки соединения, формы петли, профили усилия и мощности и т. д.
- Bondheads : Gold-Ball, клиновидный клин из тонкой проволоки, BDA — шаровой глубокий доступ, толстая проволока, толстая лента, опционально Устройство для пайки штампов
5380 – DIE-Bonder
СМЕННАЯ ГОЛОВКА- Различные размеры штампов, ориентированные на технологические процессы, пригодные для использования
- Ручное приклеивание штампов с обнаружением касания и программируемым усилием захвата и приклеивания
- Рабочая зона 2 x 2 дюйма для любых вафельных, гелевых упаковок или лотков
- Приклеивание и усилие захвата от 5 до 500 сН программируется
Получите предложение
Полуавтоматический сварочный аппарат
- Серия 56 — гибкая, автоматическая и уникальная
- Если вам нужно от 1000 до 10 000 проволочных соединений в день
- Сменные головки для всех процессов сварки и испытаний
- Полностью автоматическое склеивание с ручной подачей деталей Хранение неограниченного количества связок программы
- Чрезвычайно гибкие настройки соединения, формы петли, профили силы и мощности и т. д.
- Самая мощная система распознавания образов на рынке
- 5600 — Устройство для натяжения и сдвига и 5600c — Автоматическое устройство для натяжения и сдвига
Полуавтоматический сварочный аппарат для проволоки — серия 56
Сделать запрос
Полностью автоматические сварочные аппараты для проволоки — серия 58
Серия 58 Цитата
Полностью автоматические сварочные аппараты
- Серия 58 — полностью автоматическая
- Если вам требуется от 1000 до 100 000 проволочных соединений в день
- Полноценный высокопроизводительный настольный проволочный сварочный аппарат со скоростью более 1 проволоки в секунду
- Сменные автоматические головки2017900 склеивание проволокой с ручной подачей деталей
- Хранение неограниченного количества программ склеивания
- Чрезвычайно гибкие настройки соединения, формы петли, профили силы и мощности и т. д.
- Самая мощная система распознавания образов на рынке
Клеммы для аккумуляторных батарей из толстой проволоки
Серия 86
- Максимальная гибкость благодаря рабочей зоне до 512 x 720 мм для различных применений, таких как соединение аккумуляторов
- Возможность расширения до полностью автоматического тестера соединения
- Непревзойденное соотношение цены и качества
- Хранение неограниченного количества количество программ склеивания
- Чрезвычайно адаптируемые настройки связки, формы петель, профили силы и мощности и т. д.
- Самая мощная система распознавания образов на рынке
- Инновационное программное обеспечение
СМЕННЫЕ СОЕДИНИТЕЛЬНЫЕ ГОЛОВКИ
Серия 86 Устройство для склейки аккумуляторов с толстой проволокой
Цитата из тяжелой проволоки
8650 Устройство для сварки толстой проволоки
8600C – Автоматический тягово-стриптизный тестер
8650 – Сварка толстой проволоки
- Сварка толстой проволоки для алюминиевой проволоки диаметром от 100 до 500 мкм
- Соединение толстой медной проволоки диаметром от 100 до 300 мкм
- Клинья длиной от 50 до 70 мм даже для экстремальных требований к соединению
- Стежковое или цепочное соединение любой длины замена
- Контроль предела деформации (DLC) для проверки качества в режиме реального времени
8600C – автоматический тестер на растяжение и сдвиг0020- Программное обеспечение для анализа
Больше информации
CO2 JetBox для Series 86 —
Оптимальный вариант для соединения аккумуляторов
Одним из важнейших требований при склеивании аккумуляторных батарей проволокой является абсолютная чистота склеиваемых поверхностей аккумуляторных элементов.
Не идеально чистая поверхность делает процесс склеивания крайне сложным и ненадежным. Примеси и другие загрязнения на контактах элементов могут быть результатом органического загрязнения или окисления. Затруднения при склеивании могут быть вызваны также разными производителями ячеек, а также разными условиями хранения ячеек, даже разной продолжительностью хранения.Получите предложение
Склеивание батареи JetBoxHead CO2
Очистка снегом CO2 — наш предпочтительный метод удаления загрязнений с контактов аккумуляторных элементов — он бережно относится к поверхности контактов элементов и может выполняться быстро и легко перед каждым этапом приклеивания.
Сама система состоит из реактивной форсунки, самого JetBox и газа CO2 высокого давления из обычного бензобака. Процесс работает (упрощенно) следующим образом: когда CO2 выбрасывается через сопло, CO2 образует сухой лед, который выдувается на очищаемую поверхность – аналогично обычной пескоструйной очистке. Очень щадящая струя снега CO2 является экологически чистой, полностью нетоксичной и идеально подходит для чувствительных или мелкоструктурных поверхностей.Одним из вариантов интеграции процесса очистки струей снега CO2 для производства аккумуляторных блоков является приобретение CO2 JetBox в качестве автономного решения и ручное управление. Однако для этого требуется, чтобы сотрудник вручную взорвал каждый аккумуляторный блок, что является трудоемкой и дорогостоящей процедурой.
В нашей серии 86 мы предлагаем полностью автоматизированную интеграцию этого процесса .
В качестве дополнения к соединительной головке 8650 (толстая проволока) сопло CO2 устанавливается на соединительную головку. Бесшовная интеграция системы означает, что для вас как оператора бондера ничего не изменится. Программное обеспечение анализирует существующую программу склеивания и автоматически определяет наилучший путь очистки. Затем сразу после этого выполняется соединение проводов.На какой машине это работает?
Основой для этого расширения является серия 86, ориентированная на соединение аккумуляторов. Машина, предназначенная для аккумуляторных блоков большой площади, обеспечивает максимальную гибкость благодаря рабочей зоне до 512 x 720 мм.Он предлагает непревзойденное соотношение цены и качества, а также может быть модернизирован до полностью автоматического тестера склеивания – это уникально в мире.
