Какая проволока лучше для полуавтомата: Проволока для полуавтомата — виды и правила выбора
Содержание
Выбор проволоки и правила работы полуавтоматическим сварочным аппаратом
Востребованность полуавтоматов для сварки на рынке сварочного оборудования продолжает расти с каждым годом. Это обуславливается их очевидными преимуществами: доступная стоимость, широкий диапазон режимов работы, простота в настройке и эксплуатации. Тем не менее, начинающему мастеру не всегда под силу разобраться, как правильно пользоваться полуавтоматом. Первое, что нужно знать – это устройство и принцип работы агрегата, а также основные рекомендации по выбору проволоки для сварки.
Содержание
- 1 Устройство и принцип работы полуавтомата
- 2 Выбор электродной проволоки
- 3 Правила сварки полуавтоматом
- 3.1 Как держать горелку
- 3.2 Движения горелкой
- 3.3 Скорость сварки
- 3.4 Скорость подачи газа
- 3.5 Длина выхода проволоки
- 3.6 Полярность
- 3.7 Звук при сварке
- 4 Меры безопасности при работе
Устройство и принцип работы полуавтомата
Основное предназначение полуавтоматического сварочного аппарата – это дуговая сварка с применением плавящегося электрода, который обдувается защитным газом. Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Аппарат используется для соединения низколегированных и малоуглеродистых сталей, как протяженными, так и прерывистыми швами.
Данное оборудование предназначено для работы в закрытых, хорошо вентилируемых помещениях при температуре воздуха от -10°С до +40°С.
Состоит полуавтомат из следующих элементов:
- основного блока, вырабатывающего сварочный ток необходимой величины;
- блока подачи проволоки;
- сварочной горелки с подсоединенным кабелем, через который проходит силовой провод, газовый шланг, управляющий провод и направляющая для проволочного электрода.
Принцип работы агрегата заключается в следующем. При нажатии на кнопку пуска, расположенную на рукоятке горелки, начинается подача электродной проволоки (4), тока и защитного газа через сопло (2). Ток на проволоку поступает через токопроводящий наконечник (4). При соприкосновении ее с основным металлом возникает электрическая дуга, которая начинает плавить электрод. Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Капли электродного металла, попадая на основной металл (8), образуют шов (6). При этом сварочная ванна (7) находится под обдувом защитным газом (10), который предотвращает попадание в нее кислорода и азота из атмосферного воздуха. Благодаря газовой защите сварной шов получается прочным и качественным.
Работа полуавтомата возможна и без защитного газа. В таком случае применяется электродная проволока, имеющая специальное порошковое покрытие. При высоких температурах данное покрытие испаряется, и образующиеся при этом газы выполняют защитную функцию для сварочной ванны.
Выбор электродной проволоки
Электродная проволока является оснасткой, без которой сварочный аппарат не сможет работать. Подается она с помощью специального механизма и выполняет функцию электрода.
Для полуавтоматов существует две группы материалов для сварки:
- проволока сплошного сечения;
- порошковая электродная проволока.
Разновидностей первого варианта насчитывается более 76. Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Но чаще всего, используется лишь малая их часть. Остальные виды оснастки узкоспециализированные и применяются на производстве. Главное, что нужно учитывать при выборе проволоки – это тип металла, из которого будет свариваться конструкция. Чаще всего автоматом приходится варить низкоуглеродистые и низколегированные стали с использованием не омедненной и омедненной проволоки.
Омедненная проволока пользуется наибольшей популярностью среди сварщиков благодаря антикоррозийному покрытию. Но не все знают, что при плавке меди в воздух попадают вредные испарения. Не омедненная проволока является более безвредной и имеет защищающее от коррозии покрытие.
Также на полуавтоматах используется порошковая проволока, не требующая при варке наличия защитного газа. Электродная проволока имеет специальную маркировку, например, такую: СВ-08Г2С. Расшифровывается она следующим образом:
- СВ – сварная проволока;
- 08 – означает, что массовая доля углерода в составе оснастки составляет 0,08%;
- Г – данной буквой обозначается марганец, который есть в составе проволоки;
- 2 – цифра указывает, что содержание марганца 2%;
- С – данная буква говорит о наличии кремния в составе оснастки, если после буквы нет цифры, то его содержится не более 1%.

Далее приведена таблица, в которой расшифрованы буквенные обозначения всех добавок, входящих в состав сварочной проволоки.
Например, пользуясь таблицей, можно расшифровать маркировку СВ-06Х21Н7БТ, которая означает: сварочная проволока имеет 0,06% углерода, 21% хрома, а никеля – 7%; проволока легирована двумя металлами, ниобием и титаном.
Для сварки низколегированных сталей (это 90% всего металлопроката) используется проволока 08Г2С диаметром 0,6 мм. Она может применяться как в быту, так и для кузовного ремонта. К тому же, ее можно использовать на агрегатах с током до 500А. Для сваривания нержавеющих сталей используют проволоку марки Св01Х19Н9. Алюминий и медь варятся в аргонной среде, соответствующей по составу проволокой. Алюминий варят марками СВ-97, СВ-А85 и СВ-АМц. Для сварки меди применяют оснастку марок СВ-97, СВ-А85 и СВ-АМц.
Совет! Если предстоят работы полуавтоматом в полевых условиях либо на открытом воздухе, то можно использовать порошковую проволоку, которой не требуется обдув защитным газом.
Диаметр электродной проволоки подбирается в соответствии с толщиной свариваемого металла.
Правила сварки полуавтоматом
Прежде всего, приступая к работе полуавтоматом, предназначенные для соединения детали должны быть хорошо зачищены от краски и ржавчины. Также следует зачистить место, к которому будет прикреплен зажим для массы.
Как держать горелку
Удерживать горелку можно и одной рукой, но качество шва будет лучше, если использовать обе. Одна рука служит опорой, а другая удерживает горелку.
При таком способе легче контролировать угол и расстояние горелки от заготовки, а также проводить необходимые движения для формирования качественного шва. Чтобы руки оставались свободными, нужно использовать сварочную маску, которая закрепляется на голове.
Идеального угла при работе полуавтоматом не существует. Обычно для соединения заготовок, лежащих в одной плоскости, используется наклон горелки (от вертикального положения) в 15-20 градусов. Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Соединяя детали, находящиеся под углом друг к другу, используется наклон горелки в 45°. Каждый сварщик с приобретением опыта подбирает для себя наиболее удобный угол наклона инструмента с учетом различных ситуаций.
Движения горелкой
Для формирования качественного шва существует много способов движений горелкой.
- Для металлов толщиной 1-2 мм применяется волнисто-зигзагообразное движение. Таким образом, дуга захватывает оба листа металла и не успевает прожечь его. В результате шов получается герметичным и прочным.
- Для сваривания металлов любых толщин применяют прямой шов, исключающий какие-либо движения в сторону. Но в таком случае от оператора требуется наличие определенного опыта, чтобы при перемещении горелки дуга равномерно воздействовала на обе сопрягаемые детали.
- Если предстоят работы по металлу толщиной меньше 1 мм, то следует уменьшить силу тока и скорость подачи проволоки, а также использовать проволоку меньшего диаметра.
 Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов.
Сварка должна происходить короткими импульсами, с паузой между ними около 1 секунды. Пауза нужна для остывания металла и сливания следующих сегментов в монолитный шов. - Если сопрягаются длинные, тонкие детали, то сварка проводится короткими сегментами или точками, расположенными на определенном расстоянии. Также, чтобы избежать деформации деталей, можно варить поочередно, короткими сегментами, с разных концов сопрягаемого отрезка.
Совет! Чтобы варить вертикальный шов, горелка ведется сверху вниз со скоростью, достаточной для опережения расплавленного металла. Наклонять горелку следует немного вверх, чтобы сварочная ванна удерживалась теплом.
Скорость сварки
Это скорость перемещения электрической дуги вдоль места сопряжения деталей, и контролируется она оператором полуавтомата. Скорость передвижения инструмента должна соответствовать напряжению дуги, скорости подачи проволоки, толщине металла и требуемой форме шва. При высокой скорости перемещения горелки образуется много брызг, защитный газ остается в быстро застывающем шве и вызывает в нем образование пор.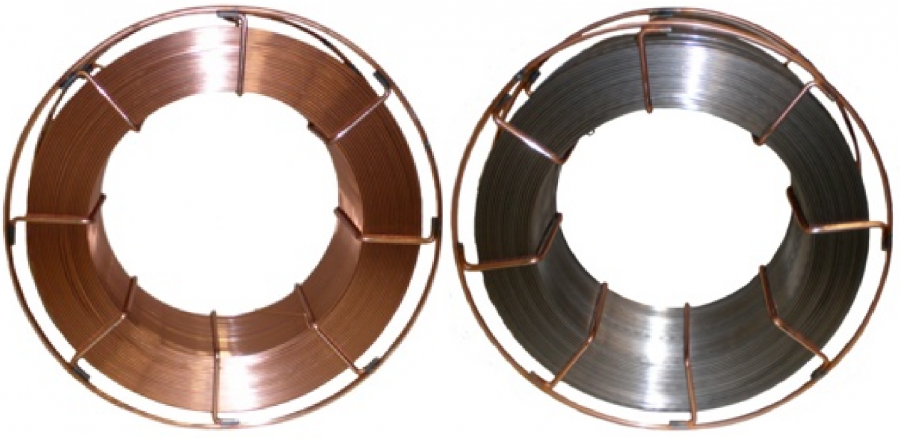 При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
При медленной скорости перемещения горелки образуется излишнее воздействие электрической дуги в материал, что может прожечь его насквозь. Кроме этого, при соединении массивных деталей образуется толстый шов. На следующем рисунке показано, как выглядят швы при разной скорости перемещения горелки.
Скорость подачи газа
Подача газа должна быть достаточной, чтобы обеспечить обдув подаваемой проволоки. При слабом потоке газа не будет обеспечена защита шва от окисления. Но и при высокой скорости потока защита будет недостаточной из-за возникновения завихрений. Все эти отклонения от нормы делают шов пористым и непрочным. Поэтому очень важно добиться ровной подачи газа, чтобы поток не вызывал завихрений и в полной мере обеспечивал защиту места сварки.
Длина выхода проволоки
Проволока перед тем, как коснется металла, должна выходить из наконечника на 6-13 мм. От этого значения зависит сопротивление и температура данного отрезка электрода. Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Чем сильнее вылет проволоки из наконечника, тем меньшим будет размер дуги. В результате, шов получится толстым и узким, с низким проникновением в металл. Если длину выхода оснастки уменьшить, то увеличится проникновение дуги в металл, а шов станет более тонким и широким.
Совет! Для порошковой проволоки, работающей без газа, вылет должен быть в пределах 30-45 мм.
Полярность
Под полярностью в сварочном оборудовании подразумевается направление тока в его цепи. При прямой полярности на проволоку подается отрицательный заряд, а на свариваемую деталь – положительный. При обратной полярности все наоборот: проволока – плюс, а заготовка – минус.
Важно! При работе без защитного газа, порошковой проволокой, используют метод прямой полярности, а с газом – обратной полярности.
Звук при сварке
Прислушиваться к звукам сварки важно, особенно новичкам при обучении. Правильное звучание при сварке полуавтоматом напоминает звук жарящегося на сковороде мяса. Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
Когда слышится “шипяще-жужжащий” звук, это значит, что соблюден баланс между настройками тока, скоростью подачи проволоки и газа. На изменение звука при работе аппарата может влиять:
- плохой контакт между зажимом массы и деталью;
- наличие застывших брызг на наконечнике горелки, препятствующих нормальному потоку газа;
- плохо очищенная от ржавчины или краски область сварки.
Меры безопасности при работе
При работе со сварочным оборудованием необходимо соблюдать следующие меры безопасности.
- Сварщик должен защищать все участки тела от попадания на них брызг раскаленного металла. Для этого используется спецодежда, плотно закрывающая открытые участки тела, а также защитные перчатки. Одежда должна быть из плотного материала, который может выдержать попадание раскаленных брызг. Ни в коем случае одежда не должна быть из синтетических волокон, которые при воздействии высоких температур начинают плавиться. Такой материал мгновенно прогорает, что может вызвать ожоги у сварщика.

- Поскольку при сварке образуется жесткое ультрафиолетовое излучение, то от него необходимо защищать глаза, используя маску с затемненным стеклом. Не так давно в продаже появились маски со стеклом “хамелеон”, которое затемняется при появлении яркого света. Также от ультрафиолета должны быть защищены и другие участки тела.
- Обувь должна быть закрытой, чтобы исключить попадание в нее раскаленных брызг.
- Помещение, где проводятся сварочные работы, должно иметь принудительную либо естественную вентиляцию (наличие окон, которые можно открыть). Вдыхание паров и дыма, образуемого в процессе сварки, пагубно влияет на здоровье человека.
10 лучших марок сварочной проволоки – рейтинг 2022
Место | Наименование | Характеристика в рейтинге |
ТОП-10 лучших марок сварочной проволоки |
| 1 | ESAB | Самые современные методики производства расходников для сварки |
| 2 | MONOLITH | Лучший выбор покупателя |
| 3 | Сварог | Безупречное качество расходников |
| 4 | GRAPHITE | Широкая представленность на российском рынке |
| 5 | Brima | Самая надежная сварная проволока |
| 6 | ASKAYNAK | Лучшее сочетание цены и качества |
| 7 | Кратон | Стабильно высокое качество. Оптимальная фасовка расходников Оптимальная фасовка расходников |
| 8 | WELDO | Стабильное качество сварного шва |
| 9 | ELITECH | Самая широкая сеть представителей в российских регионах |
| 10 | БАРС | Лучшая цена |
Качество сварки полуавтоматом во многом зависит не только от мастерства исполнителя. Многое определяет фирма-производитель сварочной проволоки, поставляющая расходные материалы, диаметр проволоки и характеристики аппарата. Как правило, опытные мастера отдают предпочтение какому-то одному изготовителю, чья продукция гарантирует высокое качество шва.
Как правило, опытные мастера отдают предпочтение какому-то одному изготовителю, чья продукция гарантирует высокое качество шва.
В нашем обзоре представлены лучшие фирмы, выпускающие омедненную или порошковую проволоку для сварочных полуавтоматов различного диаметра. В рейтинге места были распределены на основании не только характеристик выпускаемой продукции – учитывались такие параметры, как стоимость и доступность в продаже. Также влияние оказали отзывы пользователей, отдающих обоснованные предпочтения одному из участников.
ТОП-10 лучших марок сварочной проволоки
10 БАРС
★ Лучшая цена
Страна: Россия
Рейтинг (2022):
4.4
Сварочное оборудование, комплектующие и расходники этой торговой марки справедливо входит в десятку лучших в области данного вида товаров. Качество и надежность материалов обеспечивают тщательный контроль технологических параметров при изготовлении, высокий уровень производства и обязательная проверка на отсутствие дефектов и брака. Фирма активно развивается и всё больше завоевывает российский рынок.
Фирма активно развивается и всё больше завоевывает российский рынок.
В ассортименте сварочных материалов этого производителя можно отдельно выделить популярную порошковую проволоку ESAB ОК ПРО 71. Она позволяет делать аккуратные и долговечные сварные швы. Хорошо зарекомендовала себя в сложных условиях, когда металл имеет окалину или налет ржавчины. Отличается хорошими технологическими свойствами, идеально подходит для сварки металлоконструкций из низколегированных и углеродистых сталей полуавтоматом.
9 ELITECH
★ Самая широкая сеть представителей в российских регионах
Страна: Россия (производится в Китае)
Рейтинг (2022):
4.5
Российская фирма является производителем высококачественных инструментов и оборудования самого разного назначения. Тщательный контроль всего процесса создания изделий – от получения сырья до упаковки, и сертификация продукции согласно стандарту ISO 9001, а также сотни сервисных центров для ремонта по всей России сделали товары данной марки более чем востребованными.
Алюминиевая проволока для сварки Elitech 0606.011100 – один из самых популярных товаров этой компании. Выпускается в еврокатушках по 7 кг, имеет диаметр 1 мм – подходит для сварки любым полуавтоматом. Отличается равномерностью жесткости и размера по всей длине, даже при многократных перегибах не сминается и не сплющивается в подающем ролике. Гарантированно обеспечивает идеальный внешний вид и общее качество шва.
8 WELDO
★ Стабильное качество сварного шва
Страна: Турция (производится в Китае, Индии)
Рейтинг (2022):
4.6
У сварочного оборудования и комплектующих от производителя Weldo имеется со стороны потребителей продукции на российском и зарубежном рынках серьезный кредит доверия. Профессиональные инверторы, полуавтоматы и автоматы для сварки, плазменная резка, электроды и другое оборудование более чем востребованы. Также в ассортименте фирмы имеется серьезный ассортимент материалов для строительства.
Нержавеющая сварочная проволока ER 308LSi (диаметр 1,2 мм), которая выпускается под этой торговой маркой, представляет собой надежный материал для полуавтоматических аппаратов исключительно для сварки деталей и изделий на основе нержавеющей стали в аргоне. Нашла применение в машиностроении, для соединения металлоконструкций, в судостроении и разных сферах промышленности. Отличается хорошей текучестью, повышает равномерность и качественные характеристики готового шва, сокращает разбрызгивание.
7 Кратон
★ Стабильно высокое качество. Оптимальная фасовка расходников
Страна: Россия
Рейтинг (2022):
4.7
Известная более 18 лет качеством и надежностью выпускаемой продукции, эта марка в России занимается производством инструмента и оснастки, а также промышленного оборудования. Сегодня в ассортименте производителя – станки и сверла, компрессоры и ручной инструмент, сварочная техника и материалы. Товары фирмы можно найти повсеместно, при этом сложное техническое оборудование всегда реализуется с гарантией, а в некоторых случаях – пожизненной.
Из числа сварочных материалов производителя самозащитная порошковая проволока E71T-GS диаметром 0,8 мм считается самой удачной. Она продаётся намотанной на пластиковую катушку весом по 1 килограмму. Покупатели уверяют, что она не пузырится во время сварки полуавтоматом, практически не загрязняет горелку и выделяет минимум дыма. При своей более чем доступной стоимости обеспечивает высокое качество сварного шва, легкость и комфорт выполнения сложных задач.
Покупатели уверяют, что она не пузырится во время сварки полуавтоматом, практически не загрязняет горелку и выделяет минимум дыма. При своей более чем доступной стоимости обеспечивает высокое качество сварного шва, легкость и комфорт выполнения сложных задач.
6 ASKAYNAK
★ Лучшее сочетание цены и качества
Страна: Турция
Рейтинг (2022):
4.8
Турецкий производитель «Askaynak», начавший свое развитие в далеком 1974 году, успешно реализует продукцию в практически по всей планете. Основная деятельность состоит из производства сварочного оборудования, а также проволоки, электродов и прочих материалов. В начале этого века фирма стала официальным партнером концерна Lincoln Electric в Америке. Имеет большие производственные мощности, использует только проверенное сырье и передовые технологии.
Среди сварочных проволок этой торговой марки особо стоит выделить серию SG-2. Этот высококачественный материал диаметром 0,8 мм выпускается в катушках по 15 кг и предназначен для сварки низколегированных или малоуглеродистых сталей. Омедненная проволока сплошного сечения от турецкого производителя ASKAYNAK удобна в работе, равномерна по всей длине намотки, улучшает качество шва, создавая идеальные условия для его равномерности и однородности.
Омедненная проволока сплошного сечения от турецкого производителя ASKAYNAK удобна в работе, равномерна по всей длине намотки, улучшает качество шва, создавая идеальные условия для его равномерности и однородности.
5 Brima
★ Самая надежная сварная проволока
Страна: Германия
Рейтинг (2022):
4.9
Всемирно известная марка Brima на рынке комплектующих, оборудования и сварочных материалов пользуется заслуженным уважением, определяющим стабильный спрос. Немецкая фирма уже полвека занимается выпуском сертифицированных полуавтоматов профессионального уровня, дает гарантию на каждое изделие и продаёт экономичные и удобные аппараты, стоимость которых привлекательна для российского потребителя.
Среди расходников для автоматов и полуавтоматов этого производителя самым востребованным и недорогим является сварочная проволока серии Е 71 TGS (диаметр 0,8 мм). Оптимально подходит для металлических конструкций сложных форм, благодаря высокому качеству используется и при строительстве, и в судостроении. Омедненная проволока уменьшает разбрызгивание, позволяет получить чистый без трещин и пор сварной шов с гладкой поверхностью.
Омедненная проволока уменьшает разбрызгивание, позволяет получить чистый без трещин и пор сварной шов с гладкой поверхностью.
4 GRAPHITE
★ Широкая представленность на российском рынке
Страна: Польша
Рейтинг (2022):
4.9
Польская фирма Graphite ведет свою деятельность с 1990 года. Производитель выпускает более 5000 разнообразных продуктов – агрегаты для сварки и другой инструмент, расходники и комплектующие. В качестве маркетинговой стратегии по наполнению российского рынка продукция этого бренда также представлена и под другими марками – NEO, DeFort Bastion, Verto, Frame.
Омедненная проволока GRAPHITE 56H849 (диаметр 1,0 мм) этой марки наиболее востребована для сварки полуавтоматом низкоуглеродистых или углеродистых сортов стали. Она обеспечивает высокую производительность, сокращает разбрызгивание, подходит под автоматы производителей разных стран. Позволяет получить максимально чистые швы без пузырьков воздуха, на месте которых образуются пустоты. Ровно намотана на катушку, чем сокращает риски выхода из строя подающего механизма.
Ровно намотана на катушку, чем сокращает риски выхода из строя подающего механизма.
3 Сварог
★ Безупречное качество расходников
Страна: Россия
Рейтинг (2022):
4.9
Продукция производителя «Сварог» российскому потребителю знакома давно – более 13 лет сварочное оборудование, комплектующие и расходные материалы, а также сопутствующие аксессуары привлекают покупателей своим неизменным качеством. Это единственная фирма в России, которая предлагает 5-летнюю гарантию на свою продукцию, поддерживает широкий ассортимент и полное техническое сопровождение при покупке оборудования.
Для сварки низкоуглеродистой или углеродистой стали подойдёт омедненная проволока марки ER-70S-6 с диаметром 0,8 мм. Наматывается на катушки по 5 кг, по всей длине одинаковая толщина и жесткость. Она обеспечивает стабильность характеристик сварного шва, высокие технологические показатели и прочность соединений. Позволяет получить устойчивое горение с отсутствием брызг и текучести при применении полуавтоматических сварочных аппаратов разного класса.
2 MONOLITH
★ Лучший выбор покупателя
Страна: Россия
Рейтинг (2022):
5.0
Сварочные материалы марки «Монолит», изготавливаемые Светлогорским заводом сварочных электродов, представлены на рынке уже свыше 10 лет. Ежемесячно производитель выпускает не менее 2000 тонн электродов. Данная продукция находит применение в металлургической, нефтегазодобывающей и машиностроительной отраслях. Популярность MONOLITH вполне заслуженна – высокое качество сырья и безупречность продукции проверены годами, и позволяют с уверенностью говорить об этой марке, как лидере не только нашего обзора, но и рынка расходных материалов для сварки.
Одна из самых популярных омедненных проволок этой фирмы – FoxWeld ER70S-6. Имеет диаметр 0.8 мм, подходит для полуавтоматической сварки низколегированной или низкоуглеродистой стали, выпускается в бобинах весом по 5 килограммов. Благодаря покрытию из меди повышает проходимость электрического тока, что обеспечивает постоянство безупречности выполняемых работ.
1 ESAB
★ Самые современные методики производства расходников для сварки
Страна: Швеция
Рейтинг (2022):
5.0
Этот производитель по праву считается лидером в сфере изготовления профессиональных инструментов для резки и сварки – механической, автоматической или ручной. В процессе выпуска расходных материалов фирма использует только инновационные методы и разработки, чтобы обеспечить потребности различных секторов промышленности, в числе которых автомобилестроение, строительство и ремонт, электроэнергетика, транспортная сфера.
Среди всех разновидностей омедненной проволоки для сварки этой марки особо выделяется серия OK Autrod 19.12. Она обладает улучшенными характеристиками по сравнению с непокрытыми аналогами, поскольку снижает сопротивление при подаче тока. Может использоваться для сварки полуавтоматами. В целом помогает добиться высокого качества и прочности сварного шва.
к началу рейтинга
Народное голосование – какой производитель выпускает лучшую сварочную проволоку?
Голосуем!
MONOLITH
Сварог
GRAPHITE
Brima
ASKAYNAK
WELDO
ELITECH
ESAB
БАРС
Кратон
Всего проголосовало: 84
Внимание! Представленная выше информация не является руководством к покупке. За любой консультацией следует обращаться к специалистам!
За любой консультацией следует обращаться к специалистам!
Полуавтоматический сварочный аппарат — West Bond
Полуавтоматический сварочный аппарат
4KE / 4KEH Multi-Loop, Multi Wire, Wedge / Ball / Ribbon Wire Bonder, 3-ходовой трансформируемый, моторизованные оси Z и Y
АВТОМАТИЧЕСКАЯ ТОЧНОСТЬ за долю стоимости. Двигатели с микропроцессорным управлением управляют осями Y и Z для серии параллельных, одинарных или множественных арочных проводов, сохраняя одинаковые формы петли и связи. Эта система идеальна для подключения мощных высокочастотных устройств, где критически важными являются одинаковые соединения и формы контура. В таких приложениях, как микроволновая печь, полупроводники, радиочастоты и гибридные продукты.
НЕОГРАНИЧЕННЫЙ РАЗМЕР ДЕТАЛИ: Доступ к удаленным мишеням соединения на больших корпусах или модулях с шасси WEST·BOND без горловины и конструкцией микроманипулятора. Все компоненты машины расположены над горизонтальной плоскостью соединения, что устраняет любые ограничения по размеру или форме упаковки. В версии EX этой системы бондер можно подвешивать над очень большими деталями.
В версии EX этой системы бондер можно подвешивать над очень большими деталями.
КОНВЕРТИРУЕМОСТЬ: Компания WEST·BOND представила первый тройной трансформируемый проволочный сварочный аппарат еще в ноябре 19 года.69, сегодня WEST·BOND представляет новую инструментальную головку, которая может склеивать все: клин 45°, подачу 90° для проволоки и ленты, а также склеивание шариков.
4KE_specs
Технические характеристики
4KE_спецификации
Брошюра
4546E / 454630E Устройство для сварки проволоки Wedge-Wedge, моторизованные оси Z и Y (высокая частота)
АВТОМАТИЧЕСКАЯ ТОЧНОСТЬ за небольшую часть стоимости. Моторные приводы с микропроцессорным управлением для осей Y и Z соединяют последовательность параллельных, одинарных или множественных изогнутых проводов, сохраняя одинаковые формы петли и соединения. Неограниченный глубокий доступ к целевым объектам связи на корпусах ИС любых размеров X-Y с шасси без горловины WEST•BOND и конструкциями микроманипуляторов. Идеально подходит для соединения мощных, высокочастотных устройств, где критична идентичная форма соединения и контура.
Неограниченный глубокий доступ к целевым объектам связи на корпусах ИС любых размеров X-Y с шасси без горловины WEST•BOND и конструкциями микроманипуляторов. Идеально подходит для соединения мощных, высокочастотных устройств, где критична идентичная форма соединения и контура.
КОНВЕРТИРУЕМОСТЬ для клинового соединения с угловой и вертикальной подачей проволоки достигается простой заменой зажимных механизмов, оба из которых включены в модель 4546E. Модель 4546E расширяет возможности конвертации за счет головок с углом поворота 45° и 90°. Все программные переменные и настройки связи для каждой конфигурации сохраняются в памяти между преобразованиями.
КОНВЕРТИРУЕМОСТЬ: WEST·BOND представила первый тройной трансформируемый проволочный клеевой станок еще в ноябре 1969 года, сегодня WEST·BOND представляет новую инструментальную головку, которая может склеивать все: клин 45°, 9Подача 0° для проволоки и ленты, а также для соединения шариков. Простая замена зажимных узлов, инструмента для соединения и проводникового тракта, обеспечиваемая программным режимом, позволяет использовать обычную подачу проволоки под углом 45°, провод или ленту с глубоким доступом, шариковое соединение, изолированный провод и одноточечное соединение выводов/язычков. Все запрограммированные переменные склеивания, а также настройки машины для каждого режима склеивания сохраняются в памяти машины.
Все запрограммированные переменные склеивания, а также настройки машины для каждого режима склеивания сохраняются в памяти машины.
4500espc
Технические характеристики
4500espc
Брошюра
Обжимной станок: также полуавтоматический: komax
К продуктам:
Мы будем рады предоставить вам дополнительную информацию о наших продуктах без каких-либо обязательств.
Свяжитесь с нами!
Просто спросите нас!
Зачистка и обжим ленточных контактов
Зачистка и обжим наконечников проводов
Обжим наконечников проводов и кабельных наконечников
Обжим свободных контактов и кабельных наконечников
Сращивание кабелей
Это позволяет соответствовать международным стандартам и правилам, Например, качество обжима согласно критерию качества DIN 46228. Другой вариант — это полностью автоматический обжимной станок, который вы также можете найти на нашем веб-сайте.
Другой вариант — это полностью автоматический обжимной станок, который вы также можете найти на нашем веб-сайте.
Вместе мы подберем для вас подходящее обжимное оборудование. В дополнение к стандартным приложениям мы также можем разработать приложения для клиентов в любое время. Запишитесь на консультацию прямо сейчас, без обязательств!
Thonauer предлагает подходящие обжимные инструменты для обжима свободных, соединенных, изолированных и неизолированных кабельных наконечников. Можно обрабатывать даже специальные размеры (S) кабельных наконечников с пластиковыми манжетами. Другие обжимные материалы включают изолированные компрессионные кабельные наконечники, неизолированные трубчатые кабельные наконечники и обжимные наконечники. Обработка одножильных, многожильных кабелей, даже с короткой зачисткой, точеных и электрических контактов, плоских штекеров и стыковых разъемов не представляет проблемы. Обжимать можно как малые, так и большие сечения.
Изюминкой нашего ассортимента продукции является bt 752 от Komax, который может даже совмещать три процесса: снятие изоляции, позиционирование втулок и обжим — и все это в одном устройстве.
