Флюсовая проволока для полуавтомата: Порошковая (флюсовая) сварочная проволока для полуавтоматов купить в Москве с доставкой по России, цены
Содержание
Флюсовая проволока 0.8 для полуавтомата в категории «Промышленное оборудование и станки»
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 649 грн
от 2 продавцов
2 060 грн
1 648 грн
Купить
Интернет-магазин GIGATOOLS
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
349 грн
317.59 грн
Купить
Сток Торг
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 349 грн
от 2 продавцов
435 грн
348 грн
Купить
Интернет-магазин GIGATOOLS
Проволока для полуавтомата без газа флюсовая (0.8 мм, 1 кг) Gradient E71T-GS
Доставка из г. Львов
437.50 грн
350 грн
Купить
Интернет-магазин ELEKTROMAG
Проволока для полуавтомата без газа флюсовая (0.8 мм, 5 кг) Gradient E71T-GS
Доставка из г. Львов
2 062.50 грн
1 650 грн
Купить
Интернет-магазин ELEKTROMAG
Проволока флюсовая для полуавтомата сварочного толщина 0,8-1 мм Flux #71T-GS
На складе
Доставка по Украине
394 грн
Купить
BudMaster. net.ua — БудМастер Торговля бензо- и электроинструментами, оборудованием для Стройки
net.ua — БудМастер Торговля бензо- и электроинструментами, оборудованием для Стройки
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
310 грн
Купить
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
Доставка по Украине
350 грн
Купить
Strong-metal
Флюсовая проволока для полуавтомата, вес 1 кг. Толщина 0.8 мм. ФП1-08
Заканчивается
Доставка по Украине
650 грн
585 грн
Купить
ТехБаза
Флюсовая сварочная проволока для полуавтомата E71T-GS 0,8 1кг
На складе в г. Киев
Доставка по Украине
440 грн
Купить
ООО СПП АВТОГЕН
Сварка полуавтомат для сварки без газа флюсовой проволокой Kaiser ARC Flux 120
На складе в г. Кропивницкий
Доставка по Украине
4 999 — 5 050 грн
от 2 продавцов
5 200 грн
4 999 грн
Купить
«УКРинструмент» — интернет-магазин строительных инструментов и садовой техники
Проволка для полуавтомата, флюсовая проволка, порошковая проволка 0,8мм флюсовая Турция
Доставка по Украине
399 грн
Купить
StroySam
1-Проволока флюсовая для полуавтомата сварочного толщина 0,8-1 мм Flux #71T-GS
Доставка из г. Харьков
Харьков
394 грн
Купить
БудМастер — магазин строительных и ремонтных инструментов, оборудования для водо- и электроснабжения
Проволока сварочная 0,8 мм 15,5 кг Брутто 15 кг Нетто СВ08Г2С, 4Si1, ER70S-6 ОМЕДНЕННАЯ КАТУШКА ПЛАСТИК D270
На складе в г. Запорожье
Доставка по Украине
1 200 грн
Купить
ЗАПОРІЗЬКИЙ МЕТИЗНИЙ ЗАВОД
Сварочная проволока флюсовая Е71Т-GS; 0,8мм х 1,0 кг
На складе
Доставка по Украине
460 грн
419 грн
Купить
Магазин 1000Товаров. Наш Мир — это Украина!
Смотрите также
Провод монтажный 30AWG 0.25мм 240м 8 цветов для монтажа накруткой dl
Доставка по Украине
460.47 грн
354.56 грн
Купить
DeleryShop
Флюсовая сварочная проволока 0.8 мм 1 кг ЧЕРНАЯ ПЯТНИЦА
Доставка из г. Одесса
320 грн
Купить
Партнер
Флюсовая сварочная проволока Edon E71T-GS 1.0мм 1кг
На складе
Доставка по Украине
320 грн
Купить
Дріт флюсовий E71T-GS Ø0,8 мм (1 кг)
Доставка из г.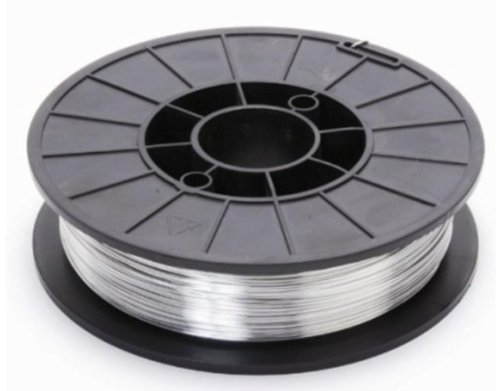 Одесса
Одесса
290 грн
Купить
OKT TRADE
Проволока флюсовая GRADIENT E71T-GS Ø0,8 мм (1 кг) самозащитная
Доставка из г. Одесса
330 грн
Купить
OKT TRADE
Флюсовий зварювальний дріт Gradient E71T-GS (0.8 мм, 1 кг)
Доставка по Украине
299 грн
Купить
Promgurt
Флюсовая сварочная проволока ф=0.8мм.
На складе
Доставка по Украине
400 грн
Купить
Инструмент и сварка
Флюсовая самозащитная сварочная проволока E71T-GS (E71T-8) TM Welding Dragon Ø 0,8 мм (упаковка — 1 кг)
На складе в г. Днепр
Доставка по Украине
273 грн/упаковка
Купить
Спарк-Центр
Флюсовая сварочная проволока 0.8 мм 1 кг ЧЕРНАЯ ПЯТНИЦА
Доставка из г. Одесса
320 грн
Купить
Партнер
Флюсовая сварочная проволока 0.8 мм 1 кг
Доставка по Украине
335 грн
Купить
Партнер
Проволока сварочная 0,8 мм 5,25 кг Брутто 5,0 кг Нетто омедненная ER70S-6 4Si1 G4Si1 СВ08Г2С Св-08Г2С
На складе в г. Запорожье
Запорожье
Доставка по Украине
402 грн
Купить
ЗАПОРІЗЬКИЙ МЕТИЗНИЙ ЗАВОД
Флюсовая сварочная проволока Edon E71T-GS 0.8мм 5кг
На складе
Доставка по Украине
1 500 грн
Купить
Флюсовая сварочная проволока Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
310 грн
Купить
Проволока сварочная 0,8 мм 5,25 кг Брутто 5,0 кг Нетто омедненная СВ08Г2С
На складе в г. Запорожье
Доставка по Украине
402 грн
Купить
ЗАПОРІЗЬКИЙ МЕТИЗНИЙ ЗАВОД
Проволока сварочная флюсовая для полуавтомата
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
особенно выгодно, когда полуавтомат приобретен для работы в гараже или использования в быту, на даче, когда не нужно приобретать баллон, наполненный газом. Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.
Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0. 5- 3мм) в автоматическом режиме.
5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
- Схема сварочного полуавтомата своими руками
Как легко и просто сделать сварочный полуавтомат самостоятельно, не прибегая к дорогостоящим покупкам.
 …
… - Полумостовой инвертор сварочный
Что такое полумостовой инвертор, а так-же как он используется в сварочном деле, вы узнаете из этой статьи. …
- Сварочный мостовой инвертор
Какие схемы управления используются для контроля за работой сварочных инверторов, вы узнаете из этой статьи. …
 …
…Самозащитный пистолет для порошковой проволоки Dura-Flux со сменным кабельным вкладышем
Созданный для работы в суровых условиях, Bernard представляет пистолет Dura-Flux FCAW со сменным вкладышем для силового кабеля, чрезвычайно прочным, но удобным в использовании и использовании.
Сварка порошковой проволокой в самозащитной среде может быть жестокой как для вас, так и для вашего сварочного оборудования. Вот почему Бернар разработал самозащитный пистолет для порошковой проволоки Dura-Flux™, который был чрезвычайно прочным, но при этом удобным в использовании и использовании.
Наши пистолеты Dura-Flux FCAW отвечают высоким требованиям и суровым условиям в строительстве, судостроении, тяжелом производстве и сдаче в аренду. Триггеры неметаллические, чтобы поглощать меньше тепла. Триггеры также снабжены герметичным микропереключателем, который защищает от пыли и грязи, что способствует долгому сроку службы.
подробнее…
- Обзор
- Технические характеристики
- Расходные материалы
- Сменный кабельный ввод позволяет для быстрого и легкого обслуживания силового кабеля
- Дополнительный двойной переключатель расписания для регулировки скорости подачи проволоки во время сварки встроен в рукоятку для защиты от сварочных брызг объектов
- Легкая вращающаяся шейка Hi-Viz™ снижает утомляемость пользователя и улучшает видимость сварного шва
- Обеспечивает оператору возможность сварки силой тока 350 ампер
- Контактные наконечники Quik Tip™ снабжены резьбовым коническим замком , который увеличивает срок службы наконечника за счет отличной теплопередачи и электропроводности. футов
- Номинальная сила тока 350 ампер
- Маленькая предохранительная скоба обеспечивает повышенную маневренность и облегчает доступ к сварным швам
 футов
футовПроцессы
- Сварка самозащитной порошковой проволокой (FCAW-SS)
Рейтинг рабочего цикла
- 60% NEMA при 350 AMPS
Спецификации
- AMPERAGE RATIN
- Предлагается с различной длиной и стилем шейки
- Имеет шейку Hi-Viz™, которая улучшает видимость сварного шва и снижает утомляемость пользователя
- Внутренние триггерные провода
- Дополнительный двойной переключатель расписания
- Доступно для проводов диаметром от 0,045 дюйма (1,2 мм) до 5/64 дюйма (2,0 мм)
| Part Number | Description |
|---|---|
| T1045 | 0.045″ (1.2 mm) |
| T1052 | 0. 052″ (1.4 mm) 052″ (1.4 mm) |
| T1116 | 1/16″ (1,6 мм) |
| T1068 | 0.068″ (1.7 mm) |
| T1072 | 0.072″ (1.9 mm) |
| T1564 | 5/64″ (2.0 mm) |
Чтобы посмотреть это видео, примите настройки, статистику и маркетинговые файлы cookie.
Документация
Видео
Сопутствующие товары
Связанные статьи
Дополнительные ресурсы
Печи для намотки проволоки Keen
Электроды из порошковой проволоки бывают двух типов: газозащитные и самозащитные. Как следует из названия, порошковая проволока в среде защитного газа требует внешнего защитного газа. У самозащитного сорта нет.
Флюсовое покрытие на порошковых проволоках в среде защитных газов затвердевает быстрее, чем расплавленный сварочный материал. Следовательно, создается своего рода полка, которая удерживает расплавленную ванну при сварке над головой или вертикально вверх. Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
Следовательно, создается своего рода полка, которая удерживает расплавленную ванну при сварке над головой или вертикально вверх. Флюсовые проволоки в среде защитного газа хорошо подходят для сварки более толстых металлов. Они также хорошо подходят для сварки в нерабочем положении. С этим типом проволоки удаление шлака выполняется легко.
Самозащитные порошковые проволоки не требуют внешнего защитного газа. С этим типом электрода сварочная ванна защищена, так как при сгорании флюса из проволоки образуется газ. Поскольку самоэкранирующий провод создает собственный защитный экран и не требует внешнего газового баллона, его легче носить с собой.
Преимущества электродов с порошковой проволокой
Использование электродов с порошковой проволокой имеет несколько преимуществ. Эти преимущества включают, но не ограничиваются:
- Обеспечивают высокую скорость осаждения.
- Они хорошо работают на открытом воздухе и в ветреную погоду.
- С правильными присадочными материалами эти электроды могут сделать процесс FCAW «всепозиционным».
- Как правило, порошковая проволока обеспечивает чистые и прочные сварные швы.
Недостатки электродов с порошковой проволокой
Есть проблемы с любым методом сварки. Независимо от процесса и типа используемого электрода существует вероятность непровара между основными металлами. Также могут появиться шлаковые включения или трещины в сварных швах.
Дополнительные проблемы, которые могут возникнуть при использовании порошковой электродной проволоки, включают:
- Оплавление контактного наконечника может произойти, если электрод соприкоснется с основным металлом и сплавит их вместе.
- Если газы не выходят из зоны сварки до затвердевания металла, в сварном шве могут образоваться отверстия и стать пористым.
В чем разница между порошковой электродной проволокой и сплошной электродной проволокой? Один тип электрода лучше другого для сварки? Каковы преимущества и недостатки каждого типа проволоки?
Электроды из сплошной проволоки
Электроды из сплошной проволоки
используются при сварке металлов в среде инертного газа. Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Для таких электродов требуется защитный газ, который подается из газового баллона под давлением. Защитный газ защищает расплавленную сварочную ванну от атмосферных загрязнений.
Сплошные проволочные электроды часто изготавливаются из мягкой стали, покрытой медью для предотвращения окисления и повышения электропроводности. Медное покрытие также помогает увеличить срок службы сварочного контактного наконечника.
Одножильные проволоки — лучший выбор при работе с тонкими материалами, такими как листовой металл. Они должны производить хорошие, чистые сварные швы.
Электроды из сплошной проволоки плохо работают на ветру. Воздействие защитного газа на ветер может нарушить целостность сварного шва.
Какой провод лучше выбрать?
При сравнении порошковой проволоки со сплошной проволокой было бы разумно отметить, что лучший выбор зависит от сварочного задания и места. Оба типа проволоки могут производить качественные сварные швы с хорошим внешним видом сварного шва, если все сделано правильно.
Для более толстых металлов и наружных работ лучше всего подходят электроды с порошковой проволокой. Для более тонких металлов и работ, выполняемых без ветра, электроды из сплошной проволоки могут работать достаточно хорошо.
Электроды из сплошной проволоки, используемые при сварке MIG, не так портативны, как порошковая проволока. Это связано с необходимостью использования защитного газа в MIGW.
Как электроды из сплошной проволоки, так и электроды из порошковой проволоки относительно просты в использовании. Однако электроды с порошковой проволокой более дорогие.
О процессе дуговой сварки порошковой проволокой (FCAW)
Дуговая сварка порошковой проволокой была представлена в 1950-х годах. Это процесс, который очень тесно связан со сваркой металлов в среде инертного газа. В обоих процессах используется одинаковое оборудование и непрерывная подача проволоки, а в MIGW и FCAW используется один и тот же тип источника питания. При дуговой сварке порошковой проволокой обычно используется защитный газ, аналогичный процессу MIGW. Однако дуговая сварка порошковой проволокой также может выполняться без защитного газа. Кроме того, этот тип сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее продуктивным из процессов ручной сварки.
При дуговой сварке порошковой проволокой обычно используется защитный газ, аналогичный процессу MIGW. Однако дуговая сварка порошковой проволокой также может выполняться без защитного газа. Кроме того, этот тип сварки является гораздо более производительным процессом, чем сварка MIG. Фактически, FCAW является наиболее продуктивным из процессов ручной сварки.
Как работает FCAW
В процессе дуговой сварки порошковой проволокой электрическая дуга используется для соединения непрерывного электрода из присадочного металла с основным материалом. (Примечание. В методе сварки MIG используется сплошной металлический электрод, тогда как в процессе сварки FCAW используется полый трубчатый электрод, заполненный флюсом.) Заполненный флюсом металлический проволочный электрод автоматически подается через центр горелки с использованием того же типа оборудование, которое используется в металлической сварке инертным газом. Использование газовой защиты, поставляемой горелкой, защищает сварочную ванну от окисления в процессе сварки. Флюс, находящийся внутри электрода, образует шлак (отходы плавки), который покрывает и защищает сварной шов от атмосферы. Экран, обеспечиваемый флюсом, упрощает процедуру сварки на открытом воздухе, даже на ветру.
Флюс, находящийся внутри электрода, образует шлак (отходы плавки), который покрывает и защищает сварной шов от атмосферы. Экран, обеспечиваемый флюсом, упрощает процедуру сварки на открытом воздухе, даже на ветру.
Пригодность дуговой сварки порошковой проволокой
Дуговая сварка порошковой проволокой — очень гибкий метод сварки. Этот тип сварки подходит для сварки во всех положениях с соответствующим составом присадочного металла и флюса. Высокая скорость наплавки FCAW способствует производительности этого процесса, что обеспечивает качественные сварные швы с превосходным внешним видом. Он часто используется для сварки более толстых профилей и позволяет производить сварной шов с полным проплавлением с обеих сторон полудюймовой пластины за один проход.
Материалы, которые лучше всего подходят для дуговой сварки порошковой проволокой, — это углеродистая сталь, нержавеющая сталь и низколегированная сталь. К сожалению, большинство цветных металлов, включая алюминий, нельзя сваривать методом FCAW.
Из-за высокой скорости сварки и возможности проводить сварку на открытом воздухе, даже в ветреную погоду, дуговая сварка порошковой проволокой часто используется в строительной отрасли.
Аспекты дуговой сварки порошковой проволокой
Как следует из названия, дуговая сварка с флюсовой проволокой представляет собой тип процесса автоматической или полуавтоматической дуговой сварки, в котором используется трубчатый электрод, содержащий флюс, а не твердый электрод. Этот электрод с флюсовой сердцевиной делает FCAW идеальным выбором для многих современных требований к сварке.
Существует два типа дуговой сварки порошковой проволокой: для одной требуется внешняя подача защитного газа, а для другой — самозащитная. Самозащитный тип FCAW получает защитный газ от трубчатого электрода с непрерывной подачей. Мало того, что этот электрод содержит флюс, он также содержит ингредиенты, которые выделяют защитный газ, когда электрод вступает в контакт с сильным нагревом сварщика. Газ защищает дугу и расплавленный металл от атмосферы.
Газ защищает дугу и расплавленный металл от атмосферы.
Дуговая сварка порошковой проволокой (FCAW) и сварка металлов в среде инертного газа (MIG)
Дуговая сварка порошковой проволокой — это метод сварки, несколько уникальный по сравнению со сваркой металлом в среде инертного газа. Что в первую очередь отличает FCAW от сварки MIG, так это тип используемого проволочного электрода и способ защиты расплавленного металла от атмосферы.
В процессе сварки MIG используется непрерывный сплошной проволочный электрод, обычно изготовленный из мягкой стали. Для создания экрана, защищающего ванну расплава, требуется внешний источник газа. Обычно это обеспечивается газовым баллоном высокого давления.
Как и в случае MIG, FCAW требует электричества, присадочного металла и какого-либо способа защиты расплавленного металла от воздуха. В отличие от процесса MIG, в методе с флюсовой сердцевиной используется проволока, которая содержит внутренний сердечник из материалов, выделяющих флюсы и защитные газы при сгорании под действием тепла сварочной дуги. Этот тип провода исключает необходимость внешнего подвода газа, поскольку обладает внутренними экранирующими свойствами.
Этот тип провода исключает необходимость внешнего подвода газа, поскольку обладает внутренними экранирующими свойствами.
Использование метода FCAW
Дуговая сварка порошковой проволокой работает лучше, чем сварка MIG, при работе с более толстыми материалами. Фактически, FCAW рекомендуется только для материалов толщиной не менее 20. При использовании процесса FCAW на более толстых металлах хороший, прочный сварной шов может быть получен за один проход.
Поскольку в процессе сварки порошковая проволока вырабатывает собственный защитный газ, FCAW гораздо лучше работает на открытом воздухе, чем метод MIG. Это внутреннее экранирование может выдержать даже сильный ветер. Нет необходимости возить к месту сварки отдельный газовый баллон, что делает FCAW более удобным.
Одним из недостатков использования FCAW является то, что сварочная дуга образует брызги. В результате готовый шов покрывается шлаком, который, возможно, придется удалять.
Чтобы начать процесс сварки порошковым методом, сварщик сначала нажимает на курок, который начинает непрерывную подачу электрода в стык. Когда электрод проходит через устройство подачи проволоки, он становится электрически заряженным. Когда проволока достигает металлического соединения, происходит короткое замыкание, из-за чего электрод нагревается и начинает плавиться. Когда проволочный электрод плавится, металл тоже начинает плавиться. Вместе плавящийся электрод и металл образуют ванну расплава. Ванна одновременно расплавляет флюсовую сердцевину электрода, создавая защитный экран от окружающей среды и шлак, защищающий сварной шов от загрязнения.
Какие металлы лучше всего подходят для FCAW
Большинство цветных экзотических металлов, включая алюминий, нельзя сваривать порошковой проволокой. Однако сварка порошковой проволокой хорошо подходит для большинства углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Преимущества FCAW
FCAW имеет ряд преимуществ перед другими методами сварки. Например, при дуговой сварке с флюсовой проволокой скорость отложений выше, чем при сварке МИГ. Фактически, он может наплавлять как минимум в три раза больше сварного шва в час, чем сварка MIG. С FCAW также меньше перезапусков, что снижает вероятность дефектов в области перезапуска.
В дополнение к высокой скорости наплавки дуговая сварка с флюсовой проволокой может выполняться на открытом воздухе, даже в ветреную погоду, и при этом получается прочный и качественный сварной шов. Это преимущество делает FCAW популярным выбором в строительной и сельскохозяйственной отраслях.
Электрод, используемый в FCAW, выступает длиннее, чем проволока, используемая при дуговой сварке в среде защитного газа. Это позволяет сварщику намного легче видеть расплавленную ванну и контролировать ее.
Электроды с флюсовой сердцевиной
содержат раскислители, которые уменьшают или устраняют пористость сварных швов.
Процесс FCAW можно выполнять во всех положениях с правильным расходуемым электродом.
Наконечники FCAW
Флюсовые проволоки для FCAW имеют размеры от 0,035 дюйма до 1/8 дюйма в диаметре. Диаметр наиболее часто используемой проволоки в FCAW составляет 0,045 дюйма. Проволока большего размера позволяет сварщику выполнять сварку при более высоком уровне тока.
Пористый сварной шов является слабым сварным швом. Хотя проволока FCAW содержит раскислители, рекомендуется правильно очищать зону сварки, чтобы предотвратить пористость сварного шва. Это означает удаление грязи, масла, ржавчины, краски или покрытия, жира и любого другого мусора с металла.
Чтобы получить желаемые результаты сварки, обычно необходимо поддерживать надлежащий подвод тепла. Этого можно достичь, поддерживая постоянную скорость перемещения сварного шва, а также постоянный ток или напряжение.
Дополнительные аспекты FCAW
Дуговую сварку порошковой проволокой нельзя использовать для сварки цветных экзотических металлов, включая алюминий. Однако FCAW хорошо работает с большинством углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Однако FCAW хорошо работает с большинством углеродистых сталей, сплавов на основе никеля, чугуна и некоторых нержавеющих сталей.
Самозащитные электроды выделяют токсичные пары. При работе с этим типом электрода сварщик должен иметь надлежащую вентиляцию в рабочей зоне или использовать защитную герметичную маску, обеспечивающую приток свежего воздуха.
Методы дуговой сварки порошковой проволокой
Методы, используемые при дуговой сварке порошковой проволокой, во многом аналогичны методам, используемым при других методах сварки, особенно при сварке MIG. Тип электрода, тип флюса, толщина металла и положение сварки помогут определить, какой метод лучше всего подходит для конкретного проекта.
Техника удара слева
Техника обратной сварки часто используется при дуговой сварке самозащитной проволокой с флюсовой проволокой. Этот прием достигается проведением электрода по месту сварки в направлении, противоположном направлению сварки.
При использовании техники «наотмашь» рукоятка сварочного аппарата перетаскивается, как палочный сварочный аппарат. Этот метод хорошо работает при сварке в плоском и горизонтальном положениях. Это также может быть вариантом при сварке в положении 4G, чтобы избежать попадания брызг.
Метод сварки наотмашь создает высокий и узкий шов, который проникает глубоко. Недостаток метода «наотмашь» заключается в том, что сварочную ванну немного сложнее увидеть. Как и при сварке электродом, необходимо следить за размером сварочной ванны за кратером.
Техника удара справа
При дуговой сварке порошковой проволокой в защитных газах часто используется метод сварки спереди. Предварительный процесс требует, чтобы электрод перемещался по рабочей площадке в том же направлении, что и сварка.
Передний метод часто используется при работе с более тонкими металлами. Это может быть лучший метод для использования при сварке в вертикальном положении вверх и для потолочных угловых швов (4F). Техника удара справа также может использоваться в горизонтальном и горизонтальном положениях.
Техника удара справа также может использоваться в горизонтальном и горизонтальном положениях.
В отличие от метода сварки слева, метод сварки справа позволяет легко увидеть сварочную ванну. В результате также легче увидеть сварной шов и не допустить отклонения от стыка.
При работе с передней рукой важно стараться поддерживать правильный угол хода, чтобы предотвратить чрезмерное накопление брызг.
Техника плетения и плетения
Техника сварки стрингерным валиком — это метод, при котором сварные валики наплавляются по прямой линии. При использовании метода плетения швы наплавляются зигзагообразно.
Скорость перемещения сварного шва вперед при использовании метода стрингерного валика выше, чем при методе плетеного валика. Эта более высокая скорость перемещения снижает количество подводимого тепла, что желательно при сварке сталей Т-1.
Техника прямой бусины хорошо работает в любом положении. Однако при сварке в вертикальном положении может быть предпочтительнее частичное переплетение.