Какие электроды для инвертора лучше: Электроды для инверторной сварки:
Содержание
Какие электроды лучше для инвертора
1. Назначение и типы
Стержень, который подводит электрический ток к месту сварки, называется электродом. Так коротко определяют назначение этого важного элемента сварочного процесса. Чтобы работа была эффективной, он должен отвечать ряду требований, например: стержень и его покрытие должно плавиться равномерно, в период хранения должен сохранять свои технологические и физико-химические характеристики, обладать низкой токсичностью во время сварки. Если описывать сам процесс с использованием этих расходных материалов, то для него требуется неизменная дуга горения, чтобы получился качественный шов, разбрызгивание металла должно быть минимальным, а образующийся в процессе шлак должен легко отделяться от шва. Продолжая коротко характеризовать электроды, в том числе для инверторов, скажем об их классификации по строению.
- Неплавящиеся представляют собой прутки – вольфрамовые или углеродистые.
 Эти стержни только подводят ток, а присадка подается отдельно.
Эти стержни только подводят ток, а присадка подается отдельно. - Плавящиеся являются металлическими стержнями с покрытием. В процессе сварки они расплавляются, участвуя непосредственно в образовании шва. Покрытие состоит из смеси органических, неорганических и других веществ, которые придают электроду определенные свойства, например, для защиты сварного шва от воздействий окружающей среды.
 Эти стержни только подводят ток, а присадка подается отдельно.
Эти стержни только подводят ток, а присадка подается отдельно.
2. Особенности сварочного оборудования
Чтобы разобраться, какие электроды лучше всего подходят для инвертора постоянного тока, важно понимать особенности и технические нюансы такого оборудования. Оно состоит из нескольких ключевых элементов: центрального управляющего блока, трансформатора, высокочастотного преобразователя, сетевого фильтра, силового выпрямителя. Инверторный сварочный аппарат работает в условиях нестабильного напряжения. Отличается от других агрегатов тем, что имеет в своей конструкции электронное устройство, способное преобразовать входящее напряжение до рабочих характеристик, другими словами, он способен генерировать стабильный постоянный ток. Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
Находит широкое применение, так как устойчив к скачкам напряжения, дает возможность регулировать ток в более широких диапазонах, чем обычные аппараты, и способен создавать неизменную дугу, в результате чего шов получается практически идеальным. При работе с ним недооценивать качество электродов нельзя. Их состав и диаметр определяют качество процесса и в итоге срок эксплуатации сварочного оборудования. Инверторные сварочные аппараты имеют неограниченную продолжительность действия, которую надо учитывать, выбирая расходные материалы. Используя оборудования такого типа можно осуществлять сварку даже с неочищенными металлами, например, в случае аварийной ситуации на водопроводных или теплотрассах. Для работы требуются плавящиеся электроды для сварки инвертором, диаметр и состав которых зависит от материала свариваемых деталей.
3. Распространенные марки
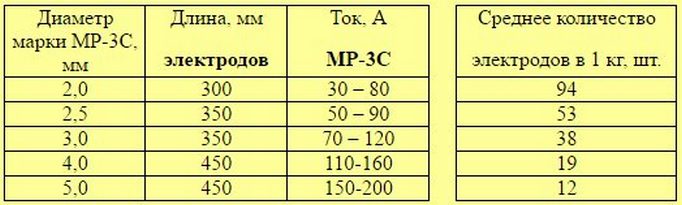
Для каждой стали необходимы электроды определенной марки. Особенно это относится к материалам с различными покрытиями и примесями. При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
При использовании инверторных сварочных аппаратов расходные материалы могут вести себя по-разному – эти особенности учитывать стоит. Примеры использования и некоторые характеристики расходных материалов мы приводим в таблице.
Перечень электродов в соответствии с видами стали
|
Марка
|
Вид
|
Характеристики некоторых расходных элементов
|
|
1-я группа: УОНИ 13/55, УОНИ 13/45
2-я группа: МР-3, МР-3С
3-я группа:
|
Углеродистая
|
1-я группа – одни из самых сложных электродов, которые используются для создания высококачественных прочных швов на конструкциях с повышенной нагрузкой.
2-я группа – электроды для универсальных работ и сварки неочищенного и ржавого материала. Последние можно использовать для создания сварочных швов с повышенными требованиями к герметизации и сопротивляемости материала
|
|
АНО-4
|
Легированная
|
Относятся к легковоспламеняющимся электродам. Обеспечивают стабильное горение дуги, минимальное разбрызгивание металла, шов высокого качества, и при этом шлак легко отделяется. Пользуются популярностью среди начинающих сварщиков
|
|
ЦЛ-11
|
Высоколегированная
|
Первые предназначены в основном для работы с нержавеющей сталью, вторые – для жаропрочных и деталей литья
|
|
ОЗЧ-2
|
Чугун
|
В состав покрытия входят компоненты, которые препятствуют образованию трещин из-за содержащегося водорода
|
|
Т-520
|
Чугун (наплавка)
|
Используются для сварки деталей машин, которые работают, например, в условиях быстрого абразивного изнашивания
|
 Требуют квалификации сварщика и особого внимания к процессу.
Требуют квалификации сварщика и особого внимания к процессу.4. На что обращать внимание при выборе
На что обращать внимание при выборе
Выбор диаметра электрода определяется толщиной материала. Например, для проваривания широких стенок требуется больше времени и больше материала расходного элемента. Чем он толще, тем дольше будет работа в непрерывном режиме, тонкий электрод в этом случае быстро прогорит. Специалист может рассчитать длительность процесса и размер шва. Так, например, для сварки уголков или профильных труб не требуется жесткого соблюдения требований герметизации, поэтому для работы могут использоваться универсальные электроды от 0,5 до 2 мм для сварки инвертором. Для выполнения сложных трассовых сварочных работ с толстыми элементами конструкции или профильными опорами для сборки требуются элементы большего диаметра.
Выбор по внешнему виду важен не менее, чем надпись на упаковке. Сухая поверхность элемента, который должен быть плотным. Вздутия, наплывы и всевозможные поры исключаются. Иногда допускаются продольные трещины, неровности и задиры определенного размера – эти значения следует проверять по ГОСТу.
В качестве упаковки должна выступать водонепроницаемая бумага или картонные коробки в герметичной полиэтиленовой пленке. На коробке указываются свариваемые материалы, значения тока и особые условия сварочного процесса. В обязательном порядке ставятся обозначения электродов в соответствии с принятой маркировкой. Пишется также их расход. На практике этот параметр является довольно условным: на разных материалах и конструкциях разного назначения расход одного и того же расходного материала может быть различным.
5. В качестве вывода
Соотношение полезного металла и шлака в процессе сварки характеризуется коэффициентом наплавки, который, в том числе, зависит от условий хранения электродов. Отсыревшие элементы можно высушить, но их коэффициент наплавки будет уже гораздо меньше. Поэтому при покупке важно тщательно проверять упаковку и хранить расходные материалы в соответствии с нормами. Качество шва должно быть безупречным, особенно если речь идет о герметичном и наружном соединении. Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
Правильно подобранный электрод позволяет создавать ровные швы с необходимой выпуклостью или вогнутостью. Не менее важно подобрать эти элементы так, чтобы эффективно выполнить сварку по металлу, который подвержен коррозийному воздействию. Качество сварки во многом определяется и тем, как отходит шлак. Неправильные электроды для инвертора приведут к тому, что шлак отлетит вместе со швом, несмотря на все старания работника.
В чем разница между сваркой переменным и постоянным током? – Всё для сварки
Содержание
- Что такое полярность?
- Сварка различными токами
- Какой электрод использовать?
Если вы уже работали со сваркой или хотя бы немного знакомы с ней, то, скорее всего, слышали термины “AC” и “DC”. AC и DC — это различные типы токов, которые используются в процессе сварки. Поскольку при сварке используется электрическая дуга, создающая тепло, необходимое для расплавления металла, ей необходим стабильный ток с различной полярностью, которая зависит от свариваемого материала.
Чтобы сделать качественный сварной шов, для начала нужно понять, что означают эти два тока на сварочном аппарате, а также на электродах.
Но сначала: в чем разница между сваркой переменным и постоянным током?
Сварка DC и AC относится к полярности тока, проходящего через электрод аппарата. AC означает переменный ток, а DC — постоянный. Прочность и качество сварного шва будут зависеть от полярности электрода.
Что такое полярность?
Скорее всего, вы знакомы с термином «полярность».
Электрические цепи имеют полюса — отрицательный и положительный. В цепи с постоянным током (DC) движение электронов идет в одном направлении от плюса к минусу. Применительно к сварке отрицательный полюс получает меньше тепловой нагрузки.
Переменный ток (AC), как следует из названия, меняется в направлении, в котором он идет. Половину времени он идет в одном направлении, а другую половину — в противоположном. Переменный ток меняет свою полярность примерно 120 раз в секунду при токе 60 Гц.
Прямая полярность при сварке постоянным током дает более глубокое проплавление металла. А обратная полярность отлично подходит для сварки тонколистовых заготовок за счет меньшего тепловложения.
Покрытые электроды иногда могут использовать любую полярность, в то время как некоторые будут работать только на одной.
Качественный сварной шов предполагает правильное проплавление и равномерное наплавление валика, а для этого необходимо использовать правильную полярность. При неправильной полярности вы не только получаете плохое проплавление и неравномерное образование валика, но и чрезмерное разбрызгивание и перегрев, а в некоторых случаях можно даже потерять контроль над дугой.
Электрод также может быстро сгореть.
Большинство сварочных аппаратов для дуговой сварки имеют обозначенные клеммы или направления, чтобы сварщики точно знали, как настроить сварочный аппарат на переменный или постоянный ток. Некоторые сварочные аппараты также используют переключатели для изменения полярности, а некоторые требуют переподключение клемм кабеля.
Сварка различными токами
Различные типы сварных швов требуют разного вида токов из-за природы их возникновения и оказываемого ими воздействия.
Сварка переменным током
Сварка переменным током считается уступающей сварке постоянным током и поэтому используется редко. Сварочные аппараты переменного тока чаще всего используются только при отсутствии аппаратов постоянного тока.
Сварку переменным током чаще всего используют для соединения толстолистового металла, быстрой наплавки и TIG-сварки с высокой частотой, хотя иногда она также используется для устранения проблем, связанных со сварочной дугой. Проблемы с дугой возникают, когда она прерывает сварное соединение, которое должно свариваться при более высоких уровнях тока, что происходит в основном при работе с электродами, имеющими большой диаметр.
Сварка переменным током также может использоваться для намагниченных металлов, что невозможно при сварке постоянным током. Постоянное изменение направления тока при сварке переменным током означает, что намагниченный металл не будет влиять на электрическую дугу.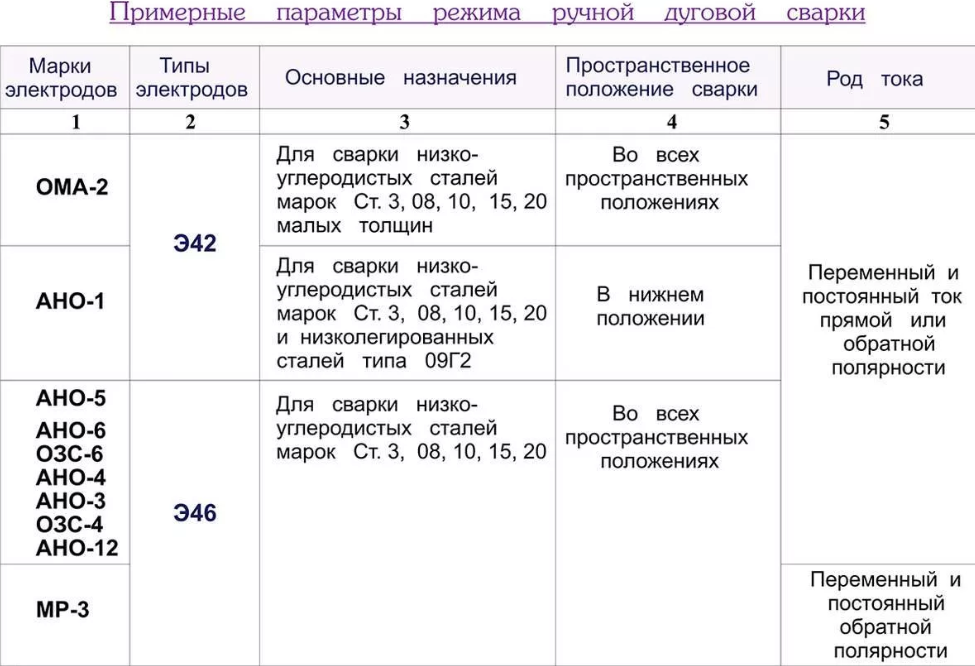
Переменный ток также лучше подходит при работе с высокими температурами. Так как он обеспечивает высокий уровень тока, что создает глубокий провар, и поэтому используется для сварки при строительстве кораблей.
Сварка переменным током хорошо подходит для ремонта оборудования, так как многие из них имеют намагниченные поля и участки, подвергшиеся ржавчине.
Однако, нестабильность направления при сварке переменным током также может быть недостатком в том, что процесс имеет меньшую производительность, чем при сварке постоянным током.
Сварка постоянным током
Сварка постоянным током, как и сварка переменным током, имеет свои преимущества, и используется в случаях, когда сварка переменным током не может обеспечить должного результата, например, вертикальная сварка, пайка одним припоем или TIG-сварка нержавеющей стали.
Сварка на постоянном токе имеет более высокую скорость осаждения, она лучше всего подходит для сварщиков, которым требуются большие размеры наплавленного слоя.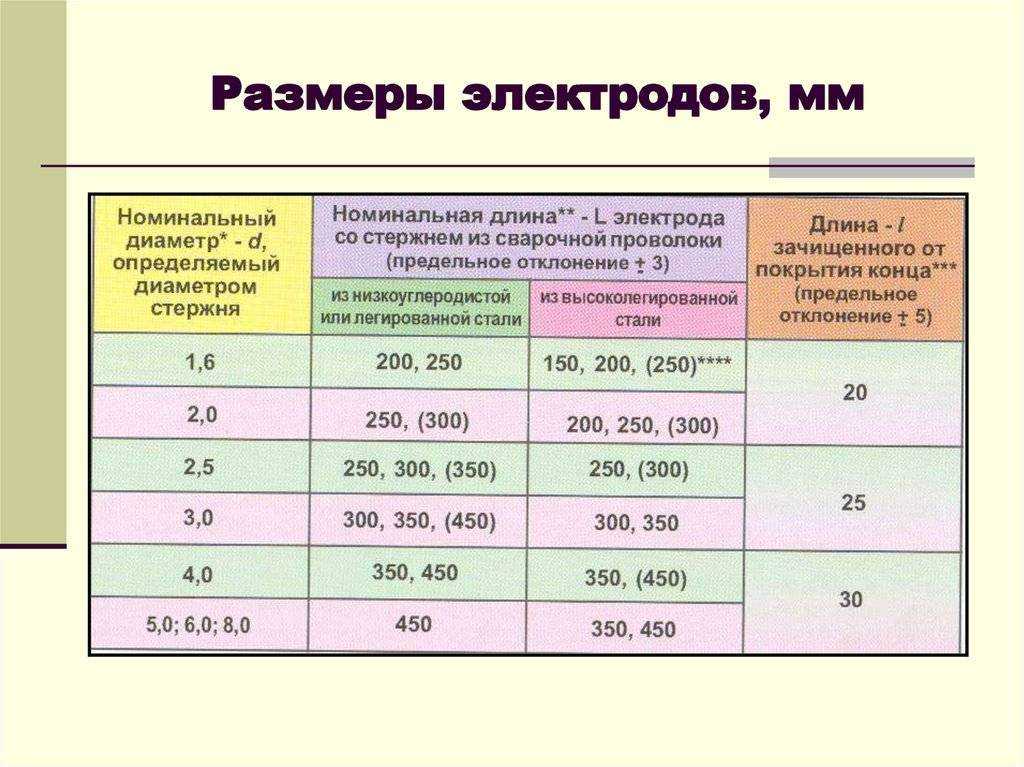 Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
Несмотря на то, что сварка переменным током обеспечивает лучшее проплавление, она имеет более низкую скорость осаждения, что может быть непригодно.
При сварке постоянным током образуется также меньше брызг, чем при сварке переменным током, что делает сварочный шов более равномерным и гладким. Постоянный ток также является более надежным, и поэтому с ним легче работать, так как электрическая дуга остается стабильной.
Сварка постоянным током часто используется для сварки тонких металлов. Оборудование, работающее с этим типом тока, также дешевле, что помогает сократить расходы.
Однако, несмотря на то, что само оборудование имеет более низкую стоимость, процесс фактического использования постоянного тока немного дороже.
Это происходит из-за того, что необходимо специальное оборудование для преобразования переменного тока на постоянный, потому что это не предусмотрено электрической сетью. Однако, поскольку постоянный ток лучше подходит для большинства видов сварочных процессов, эти затраты считаются необходимыми.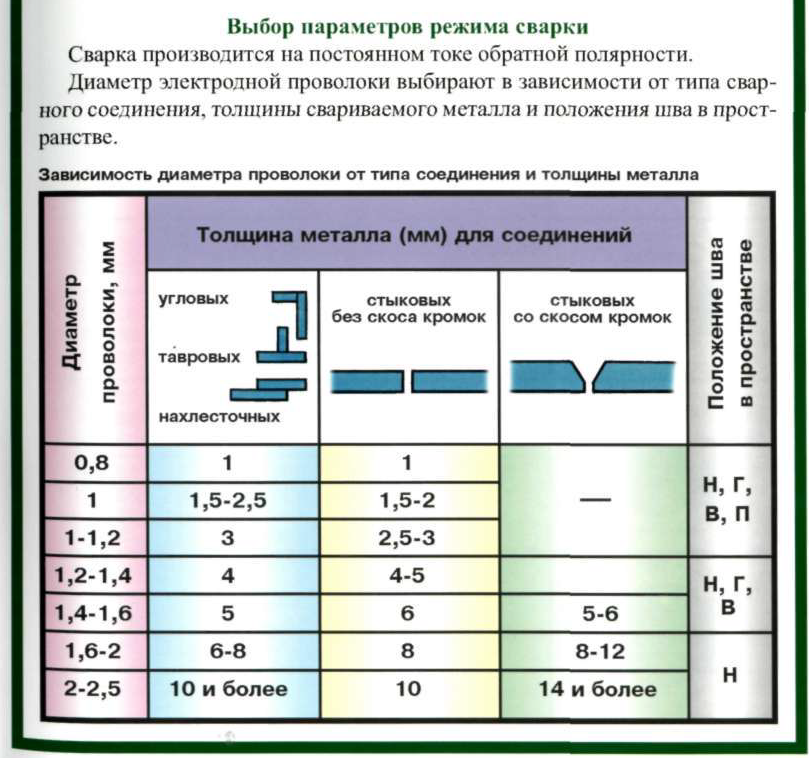
Хотя сварка постоянным током лучше для многих металлов, она не рекомендуется при работе с алюминием, так как для этого требуется выделение тепла высокой интенсивности, что невозможно при использовании постоянного тока. Кроме того, если при работе с постоянным током будет создаваться магнитное поле, то возрастет риск дугового разряда, что может быть опасно.
Какой электрод использовать?
Так как вид используемого тока влияет на полярность на электроде, надо учитывать используемый электрод.
Для сварки методом TIG чаще применяют постоянный ток прямой полярности. Иногда также используют ток обратной полярности или переменный ток. В этих случаях применяют вольфрамовые электроды с легирующими добавками для улучшения стабильности дуги.
Например, используют:
- WP — вольфрамовые электроды для сварки на переменном токе;
- WL-20 и WL-15 — легированные вольфрамовые электроды для сварки на постоянном и переменном токах.
Для ММА сварки в основном использую покрытые плавящиеся электроды.
В настоящее время производители выпускают электроды с четырьмя видами обмазки:
- Кислое (маркировка “А”). В его составе железо и марганец в довольно большом объеме. Можно сваривать неочищенный металл.
- Основное (маркировка “Б”). Эти электроды можно использовать для работы на переменном токе, но из-за малого потенциала ионизации не рекомендуется этого делать.
- Рутиловое (маркировка “Р”). Лучше всего подходит для работы на переменном токе. Небольшое разбрызгивание металла и хорошее качество шва.
- Целлюлозное (маркировка “Ц/С”). Подходит для работы на переменном и постоянном токе, но выдает много брызг металла.
Существует несколько различных видов электродов для сварки переменным током, но многие из них могут использоваться как для сварки переменным током, так и для сварки постоянным током.
Выбор правильной полярности и тока, а также правильного электрода может иметь решающее значение для выполнения хорошего сварного шва.
Лучший вольфрам для сварки алюминия TIG – Baker’s Gas & Welding Supplies, Inc.
перейти к содержанию
Эд Цижевски
Из-за того, что существует множество различных аппаратов для сварки TIG, некоторые из которых предлагают инверторную технологию и все предлагают различную мощность, может быть сложно определить лучший вольфрам для сварки TIG алюминия. Многие сварщики рассказывали истории о том, как электроды с 2% тория слипались, а сварные швы из чистого вольфрама оставляли месиво металла, которое нужно было шлифовать до конца дня. Имея это в виду, какой вольфрамовый электрод лучше всего подходит для сварки алюминия TIG?
Выбор вольфрама зависит от нескольких факторов. Они включают вашу конкретную машину, толщину свариваемого металла и доступные настройки. Итак, вот несколько советов и общих правил, которые помогут вам начать. Имейте в виду, что некоторые из этих советов могут отличаться в зависимости от вашей конкретной машины.
Узнайте о вольфрамовом электроде для сварки алюминия методом TIG
Следующие электроды можно использовать для сварки алюминия методом TIG, но есть несколько правил и предостережений, которые необходимо обсудить ниже:
- Cerated (на переменном токе)
- Лантанат (переменного и постоянного тока)
- Торированный (только DC)
- Зеленый: чистый вольфрам (только для переменного тока)
Не используйте зеленый цвет на стороне переменного тока, так как чистый вольфрам будет слипаться, особенно если вы используете инвертор. У некоторых сварщиков есть особый любимый вид вольфрама. Они могут поклясться торированным или чистым вольфрамом. Правда в том, что каждый вид вольфрама, перечисленный выше, может работать, если у вас есть правильные настройки и правильное приложение. См. таблицу вольфрамовых электродов ниже.
*Нажмите на таблицу, чтобы загрузить PDF-файл для печати.
При сварке алюминия методом TIG легко ошибиться, поэтому есть много других моментов, которые следует учитывать. Если вы впервые свариваете алюминий в среде переменного тока TIG, мы рекомендуем использовать 2% церия в 3/32. Три надежных варианта включают Blue Demon, Weldcraft или CK. Ceriated – самый популярный выбор из-за легкого запуска дуги при малых токах.
Если вы впервые свариваете алюминий в среде переменного тока TIG, мы рекомендуем использовать 2% церия в 3/32. Три надежных варианта включают Blue Demon, Weldcraft или CK. Ceriated – самый популярный выбор из-за легкого запуска дуги при малых токах.
Размер электрода для сварки алюминия методом TIG
Одна из наиболее распространенных ошибок сварщиков, работающих с алюминием, заключается в выборе слишком маленького электрода. Часто для сварки алюминия необходимо использовать электрод диаметром 1/8 дюйма, чтобы получить достаточное количество тепла и создать стабильную дугу. Слишком маленький электрод создаст неаккуратный шов.
Если вы работаете на переменном токе с лантансодержащим электродом, вы можете использовать электрод 3/16 дюйма или 3/32 дюйма. Таким образом, ключевым моментом является соответствие выбора и размера электрода настройкам и проекту.
Для получения дополнительных советов подпишитесь на наш канал YouTube или свяжитесь с нами, и мы можем сделать рекомендацию.
Ознакомьтесь с нашей коллекцией вольфрама! Мы предлагаем лучшие бренды и предлагаем премиальные и экономичные варианты.
Если вы хотите попробовать каждый тип вольфрама, не разорившись, ознакомьтесь с набором Weldporn Five Flavors Assorted Tungsten Pack или ознакомьтесь с этой публикацией в блоге, чтобы найти таблицу и дополнительную информацию о выборе подходящего вольфрама.
Посмотреть все >
Измените свой опыт резки с Hypertherm SYNC: лучшее решение для плазменной резки
Плазменные резаки Hypertherm SYNC — это линейка передовых машин плазменной резки, которые обеспечивают точность, скорость и универсальность в компактном, простом в использовании корпусе. Мы собираемся выделить самые большие преимущества систем SYNC и расходных материалов.
Подробнее
Режьте умнее, а не сложнее: знакомство с Thermal Dynamics Cutmaster 30+
Если вы ищете прочный плазменный резак, который не сломит банк, Cutmaster 30+ может быть идеальным для вас! Нажмите здесь, чтобы узнать больше о новой версии Cutmaster.
Подробнее
ESAB Ruffian ES150G — сочетание мощности и портативности
Компания ESAB только что анонсировала свой первый сварочный аппарат с приводом от двигателя для рынка США — Ruffian. Сварочный аппарат Ruffian ES150G с приводом от двигателя разработан с учетом портативности, мощности и надежности. У нас есть демонстрационная установка, и мы протестируем ее!
Подробнее
Какие электроды лучше использовать для инверторной сварки
Чтобы стать сварщиком, недостаточно просто приобрести популярный инверторный сварочный аппарат. Для него еще нужны электроды, разобраться в различных их видах новичку очень сложно.
По типу покрытия сердечника электроды делятся на 4 вида:
- Основной используется, как и целлюлозный, при работе на постоянном токе;
- Рутил — подходит как для постоянного, так и для переменного тока. Хорошо загорается и дает мало искр;
- Кислый — опасный для здоровья материал; невозможно работать в помещении;
- Целлюлоза.

Для бытового применения лучше всего зарекомендовали себя электроды с основным и рутиловым покрытием. Имеют маркировку УОНИ 13/55 и МП-3.
Эти два типа можно с успехом использовать в быту. Но первый вид капризен и больше подходит для опытных мастеров. А вот второй универсален, его могут использовать новички.
УОНИ 13/55 предназначены для сварки углеродистых и низколегированных сталей. Они дают пластичные соединения, выдерживающие ударные нагрузки и низкие температуры.
instagram viewer
Заготовку необходимо хорошо очистить, иначе могут появиться сварочные поры.
Работают при сварке постоянным током и обратной полярности.
Электроды МР-3 также работают с такими сталями, как УОНИ 13/55. Но их использование допустимо как на постоянном, так и на переменном токе. Их преимущества: низкое разбрызгивание и стабильная дуга. Шов хорошего качества дают электроды марки МП-3С.
Электроды АНО популярны в России.