Какие электроды лучше для сварки: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
Электроды для сварки труб | Статьи о сварке от МЭЗ
28.01
2021
При прокладке трубопроводов используются электроды разных марок. Выбор оптимальной зависит от характера рабочей среды и ее параметров (температура и т. д.), материала изделия и ряда других факторов. Расскажем о том, какие электроды для сварки труб используются в конкретных случаях.
Какими электродами варить трубы отопления
Для ручной дуговой сварки труб теплосети широко применяются такие марки электродов.
- ЦЛ-9 – низководородные электроды с основным покрытием для труб из углеродистых, легированных и нержавеющих сталей. Позволяют варить в любом пространственном положении постоянным током обратной полярности.
- УОНИ–13/45 – их применяют для соединения труб из углеродистых и низколегированных сталей. Наиболее часто используются стержни диаметром 3 мм. Сварка также выполняется инвертором.
- ЦЛ-20 – ими выполняется инверторная ММА сварка труб из теплоустойчивых и жаропрочных сталей (температура рабочей среды – до 565 °С).


Также широко применяются электроды МР-3. Они позволяют варить трубы паро- и трубопроводов с горячей водой не только постоянным, но и переменным током. Благодаря рутиловому покрытию на поверхности металла допустимо наличие влаги или окислов.
Какими электродами варить оцинкованные трубы
Для сварки труб с оцинковкой применяются электроды с основным и рутиловым покрытием. При этом первые рекомендуется использовать при работе с изделиями из низкоуглеродистой стали, а вторые – с низколегированными. Это марки:
- МР-3, АНО-4, ОЭС-4 – с рутиловой обмазкой;
- УОНИ-13/55, УОНИ-13/45, ДСК-50 – с основным покрытием.
Как сварить трубу электродом при работе с оцинкованной поверхностью? Сварной шов накладывается возвратно-поступательными движениями электрода. Сварка выполняется по увеличенным зазорам при повышенных на 10–50А (в зависимости от толщины стенки) токах, при этом – с более медленным наложением валика (скорость уменьшается примерно на 20%).
Поскольку цинк выделяет опасные для здоровья и экологии испарения, используется защитная среда в виде флюса и, конечно, защитная экипировка. При работе с толстостенными изделиями слой цинка в месте соединения труб удаляется.
Какими электродами варить профильную трубу
Профильные трубы изготавливаются, как правило, из углеродистых конструкционных (1ПС, 2ПС, 3СП, Ст.09г2с) или низкоуглеродистых сталей. Они обладают высоким коэффициентом удлинения (18%) и сопротивлением разрыву (45 кгс/мм). Варить можно как инвертором, так и трансформатором, сила тока – до 60А, дуга – предельно короткая. Для работ применяются следующие электроды:
- АНО-4 – универсальные электроды с рутиловым покрытием;
- УОНИ-13/35 – подходят для сварки опытным сварщиком толстостенных труб;
- МР-3 – варить ими можно без предварительной зачистки кромок;
- МР-3С – позволяют получить шов с повышенными требованиями к качеству металла;
- ОЗС-12 – позволяют варить и на удлиненной дуге, на поверхности кромок должны полностью отсутствовать следы влаги.
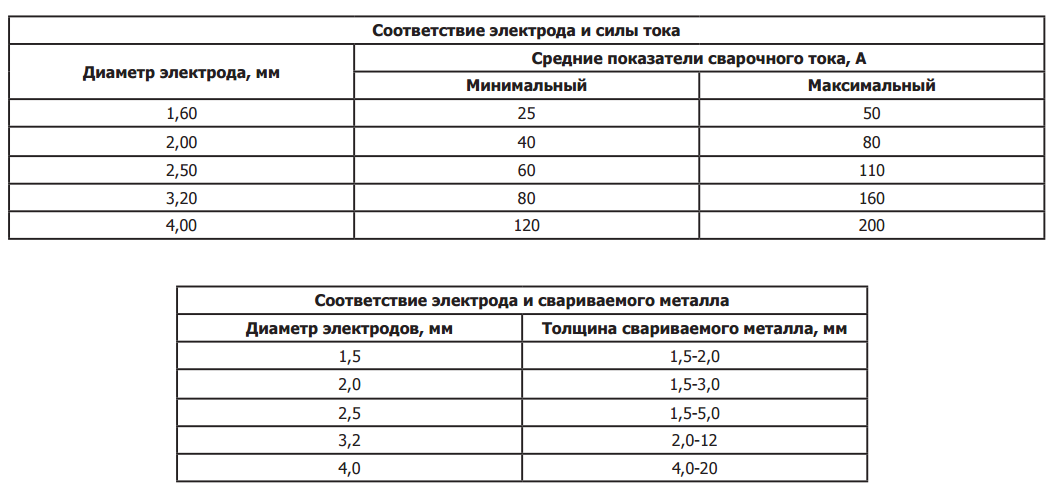
Заварить трубу электродом при соединении встык можно следующим способом. Вначале ставятся прихватки по углам труб, далее варится само стыковое соединение. При работе с тонкостенными (до 2 мм) трубами шов накладывается одним слоем, с толстостенными – в несколько проходов. Для стенок толщиной 1 мм подходят электроды d 1,6 мм, толщиной 2–3 мм – 2-2,5 мм, при толщине 3–6 мм – соответственно, 3–4 мм.
Сварка труб из нержавеющих (хромоникелевых) аустенитных сталей
Трубы из такого сплава широко используются на предприятиях нефтепереработки (теплообменники), газопереработки (установки для получения серы), в холодильном оборудовании, в установках гидроочистки и т. д. В таких сплавах содержится до 18% Ni и до 10% Cr. Самые распространенные марки сталей – 12Х18Н10Т, 08Х18Н10, 08Х18Н10Т. Ручная дуговая сварка может выполняться при температуре не ниже -10 °С без предварительного прогрева зоны соединения. Для сварки применяются электроды:
- МЭЗЦТ-15;
- МЭЗЦЛ-11;
- ЗИО-8;
- ЭА-400/10У и некоторые другие.

Сварка выполняется на предельно короткой дуге. Количество заполняющих сварной шов слоев зависит от толщины стенки трубы, оно увеличивается в следующем алгоритме: при увеличении толщины на 2–2,5 добавляется еще один слой. Так, если при толщине 4–6 мм будет достаточно двух слоев, то при 12–14 мм их будет четыре. По ширине получаемый шов должен быть больше ширины разделки на 2–3 мм по обе ее стороны.
Электроды для газопроводов
Трубы магистральных и сетевых газопроводов варят с помощью следующих марок электродов:
- МЭЗ МК-46.00 (аналог ОК.46) – универсальные электроды с рутиловым покрытием, позволяют варить широкие зазоры;
- УОНИ-13/55;
- МТГ-01К – хорошо подходят для газопроводных магистралей.
Также возможно использование электродов марки МЭЗ ЛБ-52У – они отлично справляются с корневыми, облицовочными и заполняющими швами при соединении труб нефте- и газопроводов.
Электроды для водопроводов
Прокладка водопроводных сетей выполняется с использованием труб из меди, углеродистых, низколегированных сталей, нержавейки или чугуна.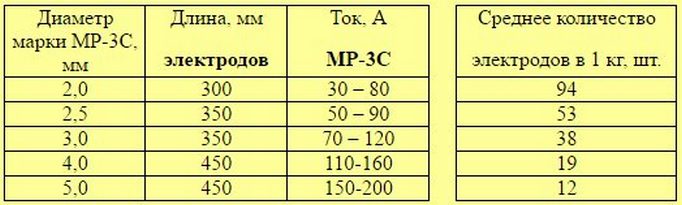 Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
Чугунные изделия, как правило, используются на магистральных линиях. Применяются следующие марки:
- МНЧ-2;
- ОЗЧ-2;
- ЦЧ-4.
Последние используются только для сварки в нижнем положении, однако у них есть существенный плюс: они подходят для сварки чугуна и стали, позволяя приваривать к трубе фитинги, вентили и другую трубную арматуру. Варить можно как горячим, так их холодным способом, без предварительного подогрева.
- Нержавеющие трубы свариваются с использованием НЖ-13, ЦЛ-11.
- Для медных выбирают МН-5, МНЖ-5.
Для углеродистых и низколегированных сталей часто используется марка МР-3С, ее преимущество – возможность работать на низких токах.
Широкий выбор электродов для сварки труб представлен в каталоге МЭЗ. Значительная часть марок имеет аттестацию НАКС, что позволяет использовать данные материалы для работы с ответственными и особо ответственными конструкциями. Вся продукция сертифицирована.
Возможно, вас заинтересует
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(6 кг)
Ø
5
(1 кг)
УОНИ-13/55 (НАКС, РРР, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
5
(4.5 кг)
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
5
(6 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
УОНИИ-13/55 (НАКС, КСМ, РС)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2.6
(1 кг)
Ø
2.6
(4.5 кг)
Ø
3.2
(1 кг)
Ø
3.2
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
МЭЗЛБ-52У (НАКС)
Ток — постоянный обратной полярности; постоянный прямой полярности для корневых швов
Цена с НДС за 1 кг.
Ø
2.5
(1 кг)
Ø
2.5
(4.5 кг)
ЦУ-5
Ток — постоянный обратной полярности (на электроде плюс)
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
МР-3 ЛЮКС
Ток — постоянный обратной полярности, переменный
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/45А (ОСТ 5. 9224-75)
9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
3
(1 кг)
Ø
3
(4.5 кг)
Ø
4
(1 кг)
Ø
4
(6 кг)
Ø
5
(1 кг)
Ø
5
(6 кг)
УОНИИ-13/55 (ОСТ 5.9224-75)
Ток — постоянный обратной полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2. 5 кг)
5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
АНО-21 СТАНДАРТ
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(2.5 кг)
Ø
3
(1 кг)
Ø
3
(2.5 кг)
Ø
4
(1 кг)
Ø
4
(2.5 кг)
УЛЬТРА
Ток — переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2.5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
5
(6.5 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
АНО-21 (НАКС)
Ток – переменный или постоянный любой полярности
Цена с НДС за 1 кг.
Ø
2
(1 кг)
Ø
2.5
(1 кг)
Ø
2. 5
5
(5 кг)
Ø
3
(1 кг)
Ø
3
(5 кг)
Ø
4
(1 кг)
Ø
4
(6.5 кг)
Ø
5
(1 кг)
Ø
5
(6.5 кг)
МР-3 (НАКС, РРР)
Ток – переменный или постоянный обратной полярности
Цена с НДС за 1 кг.
Показать еще
Типичные ошибки начинающих сварщиков
Итак, если Вы новичок в сварке и благодаря ТД «Дока» только что приобрели отличный сварочный аппарат инверторного типа и замечательную маску «хамелеон», тогда это статья для Вас.
Прежде чем приступать к выполнению сварочных работ, хотелось бы поговорить о правилах безопасности при работе со сварочным оборудованием. Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Не стоит игнорировать данный момент. Настоятельно рекомендуем изучить ПУЭ (Правила эксплуатации электроустановок) глава 7.6 «Электросварочные установки». Будьте уверены, что из этого документа Вы почерпнете много полезной информации не только о правилах безопасности при обращении со сварочным оборудованием, но и о электробезопасности всего Вашего загородного дома, дачи.
Далее Вам определенно потребуется качественные перчатки сварщика (краги) и одежда из негорючего материала. Многие пытаются варить в хозяйственных (садовых) перчатках и иногда даже в одежде без рукавов. Поверьте – ожоги от брызг сварки весьма болезненны и заживают очень долго. Также обязательно застегивайтесь на все пуговицы и одевайте качественную обувь. Особенно памятные случаи были с залетанием раскаленного металла и шлака за шиворот и в сапоги с заправленными в них штанами. Крики, танцы, чудеса ловкости начинающих сварщиков.
Старайтесь избегать по возможности использование длинных переносок, так как это ведет к существенным потерям мощности сварочных аппаратов. Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Если вы все же используете такую переноску, разматывайте кабель с катушки до конца.
Электроды обязательно должны быть просушены, при необходимости прокалены. Вам как новичку и так возможно будет непросто разжигать сварочную дугу, делать это непрокаленными электродами в разы труднее. Режимы (температура и время) прокалки указываются на упаковке электродов. В нашем магазине найдется все для сварки, поэтому если Вы решите купить печь или пенал для прокалки электродов то мы будем рады Вам помочь в выборе.
Маска «хамелеон» должна быть настроена под конкретный вид работы и величину сварочного тока. Обязательно внимательно прочтите паспорт или инструкцию по эксплуатации к сварочной маске. Не начинайте сварку, не убедившись в том, что светофильтр исправен. Некоторые забывают перевести его из положения Grind (зачистка) — получают приличного «зайца».
Сварочный ток должен быть подобран в соответствии с типом выполняемого сварочного соединения, не забывайте что в нижнем положении он всегда выше на 20-30% чем в потолочном и на 10-20% чем в вертикальном. Ориентировочная сила тока указывается на коробке с электродами.
Ориентировочная сила тока указывается на коробке с электродами.
Для новичков желательно начинать варить с рутиловых электродов типа МР3-С.
Не рекомендую использовать электроды УОНИ или дедовские запасы «лохматых годов», на первый раз возьмите свежие МР3-С или АНО-21.
Не стоит сразу пытаться варить изделие: бак для бани, либо ставить забор и т.д., несмотря на то, что это в общем-то не очень и трудно. Помните, что главным оружием солдата-новобранца является лопата, а начинающего сварщика — угловая шлифовальная машинка, она же «болгарка». Поэтому для того, чтобы свести использование главного орудия к минимуму в дальнейшем, начинать нужно с наложения (наплавки) пробных валиков, чтобы «почувствовать сварку».
Желательно для первых тренировок найти толстую пластину металла достаточного размера. Зачистите болгаркой до металлического блеска поверхность металла и наложите пробный валик в нижнем положении углом вперед без колебаний электрода слева направо если вы правша и справа налево если левша.
Поэкспериментируйте с величиной сварочного тока и манипуляциями электродом.
Далее наплавляйте валики, производя колебательные поперечные движения. Обычно геометрия манипуляций электродом представляет собой варианты, представленные на рисунке ниже. Валик должен получаться ровным с равномерными чешуйками. Общее правило у профессионалов: сварочный ток должен быть максимально возможным для качественного провара и внешнего вида.
Старайтесь держать короткую дугу, т.е. электрод должен быть постоянно в 2-3 мм от сварочной ванны, для этого его нужно постепенно плавно подавать в зону сварки, исходя из скорости и величины тока. Это тоже надо прочувствовать.
Клемму заземления или «массу» старайтесь крепить как можно ближе к месту сварки. Электрод зажимайте в держаке плотно. Следите за тем, чтобы огарок был не менее 10 см, не стоит дальше жечь электрод.
Наблюдайте за сварочной ванной. Научитесь отличать металл от шлака. Шлак через сварочную маску, выглядит как темные пятна на солнце.
После окончания сварки аккуратно обстучите специальным молоточком шлак. Подчеркиваю аккуратно, не стоит долбить со всей дури, случаев попадания не остывшего шлака на открытые участки кожи и в глаза предостаточно, причем, как правило, страдают именно новички. Если у Вас маска «хамелеон» тогда желательно ее вообще не поднимать при данной операции.
Зажигайте сварочный электрод либо легким постукиванием, либо «чирком» как спичку.
Если электрод прилип и после того как вы его оторвали, не зажигается, то необходимо потихоньку обломать обмазку руками, так как в таких случаях обычно сгорает стержень электрода. Если вы будете стучать электродом, что есть мочи, то наоборот обмазка отлетит больше, чем надо и останется голый стержень, и снова вероятность залипания увеличится в геометрической прогрессии.
Также рекомендуем поэкспериментировать с крутилкой Arc Force (форсаж дуги) на сварочном аппарате. Она предназначена для регулировки «жесткости дуги». «Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
«Мягкая дуга» обеспечивает малое разбрызгивание при мелкокапельном переносе, а «жесткая» позволяет получить глубокое проплавление сварного шва. Также регулировку Arc Force многие сварщики «в теме» используют для предотвращения залипания электрода. Обычно в таких случаях при начале сварки выкручивают ее на полную, а после розжига дуги возвращают в требуемое положение.
Следующий этап курса молодого бойца – вертикальные валики.
Прихватываем пластину, например к заборному столбу, и пробуем положить вертикальный шов. Направление сварки снизу вверх. Если электроды рутиловые, то сварка производится в «отрыв», иначе сварочная ванна «потечет».
В принципе если Вы успешно выполнили наплавку в вертикальном положении, то можно потихоньку приступать к «заборостроению». Для начинающих любителей этого будет достаточно, а остальному научитесь «в бою».
Но для особо пытливых можно попрактиковаться в горизонтальных и потолочных положениях.
Конечно, мало у кого сразу получится хорошо наплавить валик в потолочном положении, однако это даст Вам пищу для размышлений как формируется сварной шов, как себя ведет металл при сварке и т. д.
д.
Для успешного «заборостроения» необходимо не только владение сваркой, но правильной подгонкой, подготовкой под сварку.
Учтите что при сварке металл всегда «сжимается», также его ведет в ту сторону, с которой вы варите. Учитывайте поводки и стягивание при сварке, так как это может сильно сказаться на размерах Ваших конструкций. Рекомендуем по возможности собирать конструкцию на прихватках, применять специальные приспособления (струбцины и т.д.), далее после этого как следует еще раз проверить размеры и геометрию, а обваривать «намертво» конструкцию в самом конце. Если шов длинный, то настоятельно советую варить его от центра к концам короткими швами «в разбежку», в шахматном порядке, если шов двусторонний. Принцип «семь раз отмерь, один отрежь» — в случае сварочных работ актуален как никогда. Это поможет избежать проблем описанных выше.
Если что-то не получается, не отчаивайтесь – обязательно получится позже. Сварка любит терпеливых и настойчивых, учит быть таковыми. В любом случае, ТД «ДОКА» желает Вам удачи!
В любом случае, ТД «ДОКА» желает Вам удачи!
Копирование контента без указания ссылки на первоисточник ЗАПРЕЩЕНО.
Sunstone Welders > Обучение микросварке и технике безопасности > Руководство по выбору электродов
Выбор электрода для сварки сопротивлением является одной из проблем, возникающих при начале работы со сваркой сопротивлением. Материалы электродов различаются и включают медь, вольфрам и молибден; а также различные сплавы каждого из вышеперечисленных материалов. Размер и форма электрода являются важными факторами для получения желаемого места сварки.
Что означает RWMA?
Ассоциация производителей сварочных аппаратов сопротивлением (RWMA). RWMA — это организация, входящая в состав Американского общества сварщиков (AWS), целью которой является продвижение контактной сварки и ее развитие. Использование RWMA и номера является ссылкой на их стандарты и позволяет использовать единую систему классификации для определения сплавов, используемых в сварочных электродах.
Из чего сделаны сварочные электроды?
RWMA 1 Медь
Медно-кадмиевый сплав –
Твердость по Роквеллу 70B, проводимость 90%. Обычно используемый сварочный электродный сплав. Наименее дорогой сварочный материал.
RWMA 2 Медь
Медно-хромовый сплав
Твердость по Роквеллу 83B, проводимость 85%. Используется при сварке стали, никеля и резистивных материалов.
RWMA 3 Медь
Медь Кобальт Бериллиевый сплав
Твердость по Роквеллу 100B, проводимость 48%.
Основной целью является увеличение срока службы электрода и возможность использования с большими усилиями. Для сварки резистивных деталей.
GLIDCOP
– Медь, смешанная в основном с частицами оксида алюминия – Твердость по Роквеллу 68B, проводимость 92%. По своим характеристикам аналогичен RWMA 1 и 2, но с большей прочностью и сроком службы электрода. Устойчив к термическому размягчению. Используется в аккумуляторных электродах EL BATT.
RWMA 11 – медно-вольфрамовый сплав
Твердость по Роквеллу 99B, проводимость 46%. В основном используется для сварки драгоценных металлов и медных сплавов. Обладает более высокой прочностью, чем RWMA 1 и 2, но по-прежнему пригоден для обработки нестандартных форм.
RWMA 13 – Вольфрам
Твердость по Роквеллу 70А, проводимость 32%. Невозможно обработать, чтобы придать ему определенную форму, но можно отшлифовать и заточить до точки. Используется для сварки металлов
, таких как медь и латунь
, и их сплавов. Самая высокая термостойкость и прочность среди всех электродов.
RWMA 14 – Молибден
Твердость по Роквеллу 90B, проводимость 31%. Пригоден для изготовления электродов нестандартной формы. В основном используется для сварки меди, золота, серебра, а также сплавов, в состав которых они входят.
Какой электрод лучше всего подходит для моих материалов?
Лучше всего убедиться, что электрод, контактирующий с металлом, соответствует наилучшему материалу для использования при сварке этого типа. Например, вы бы не хотели сваривать медь, используя медный электрод. Это может вызвать прилипание и приваривание электродов к основным материалам. Кроме того, если используются правильные электроды и они должным образом обслуживаются, то прилипание можно устранить, а техническое обслуживание электродов можно практически исключить.
Например, вы бы не хотели сваривать медь, используя медный электрод. Это может вызвать прилипание и приваривание электродов к основным материалам. Кроме того, если используются правильные электроды и они должным образом обслуживаются, то прилипание можно устранить, а техническое обслуживание электродов можно практически исключить.
Найдите ниже материал, который вы собираетесь сваривать. Рекомендуемые электроды пронумерованы ниже.
Алюминий:
- GLIDCOP
- RWMA 2
- RWMA 3
Бериллий Медь:
- GLIDCOP 7907 9077 Tungs79078
077 Молибден
Латунь:
- GLIDCOP
- Вольфрам
- Молибден
Медь:
- Вольфрам
- Молибден
Оцинкованная сталь:
- GLIDCOP
- RWMA 2
- RWMA 3
Золото:
- GLIDCOP 70970 8 Mottenly
- Tungstenly
- bdenum
Инконель:
- GLIDCOP
- RWMA 2
- RWMA 3
Кантал:
- GLIDCOP
- RWMA 2
- RWMA 3
Ковар:
- GLIDCOP 7
РВМА 3
Молибден:
- GLIDCOP
- RWMA 2
- RWMA 3
Нихром:
- GLIDCOP
37 907 0 RWMA 82
Никель:
- GLIDCOP
- RWMA 2
- RWMA 3
Ниобий:
- GLIDCOP
- RWMA 2
- RWMA 3
Нитинол:
- GLIDCOP
9002 7 RWMA 3
Фосфористая бронза:
- GLIDCOP
- RWMA 3
- RWMA 2
Платина:
- GLIDCOP
- RWMA 2 RWMA 9007 7
Серебро:
- Медь Вольфрам
- GLIDCOP
- RWMA 3
- RWMA 2
Нержавеющая сталь:
- GLIDCOP
- RWMA 2
- RWMA 3
Титан:
7 70090 GLIDCOP
- 7 РВМА 2
- RWMA 3
Вольфрам:
- GLIDCOP
- RWMA 2
- RWMA 3
Есть вопросы? Обратная связь? на базе программного обеспечения Olark для онлайн-чата
Лучшие электроды для сварки электродами в 2023 году
Отказ от ответственности: Workshop Insider является участником партнерской программы Amazon Services LLC. Будучи партнером Amazon, мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
Будучи партнером Amazon, мы зарабатываем на соответствующих покупках. Workshop Insider также является участником других партнерских программ, где мы можем рекомендовать продукт или услугу, не влияя на наши рекомендации.
На рынке представлены сварочные электроды превосходных марок, поставляющие сварочные прутки, которые доставляют удовольствие любителям сварки и удовлетворяют их желания.
Многие новички или даже профессиональные сварщики задаются вопросом, какая сварочная проволока лучше? Какая марка сварочных электродов лучше? Какой сварочный пруток подходит для этой цели? Все зависит от материала, который вы собираетесь сваривать, и требований вашего проекта.
При выборе сварочной проволоки необходимо учитывать различные параметры; сварочный пруток должен соответствовать механическим свойствам и химическому составу основного металла. Кроме того, в процессе выбора учитываются геометрия шва, положение сварки, стоимость и условия эксплуатации.
Несмотря на то, что существуют тысячи электродов для стержневой сварки, наиболее распространенными являются электроды E6010, E6011, E6013, E76014, E7018 и E7018AC.
Когда вы просматриваете в Интернете сварочные электроды, вы можете быть ошеломлены разнообразием, брендами и диапазоном доступных цен. Доступны различные типы сварочных электродов в зависимости от требований и условий сварочных работ.
Для вас как сварщика очень важно выбрать сварочную проволоку, наиболее подходящую для вашего конкретного проекта, чтобы получить наилучший результат сварки. Итак, давайте взглянем на наши следующие лучшие сварочные электроды на рынке. Мы постараемся помочь вам принять мудрое решение при покупке сварочных электродов для вашего следующего проекта.
Лучший электрод для сварки малоуглеродистой стали в 2023 году
- Сварочный стержень Forney E6010 (Лучший сварочный стержень для легких/средних загрязнений, ржавчины или краски) 9001 Сварочный стержень E60178
- 7 Forney (Лучший сварочный стержень для ржавого металла)
- Сварочный стержень Forney E6013 (лучший сварочный стержень для тонкого металла)
- Сварочный стержень Forney E7014 (лучший сварочный стержень постоянного тока) Сварочный электрод Forney E7018 (Лучший сварочный электрод для начинающих)
- Сварочный электрод Forney E7018AC (Лучший сварочный электрод для закаленной стали)
- Рекомендуемая полярность: DCEP (обратная полярность).
- Доступные диаметры: 1/8″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Пруток для сварки во всех положениях с копающей дугой, предназначен для сварки грязных, ржавых и окрашенных металлов.

- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для работ по техническому обслуживанию или капитальному ремонту, а также для корневого прохода при сварке труб.
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Обеспечивает высокую скорость перемещения.
- Сварка во всех положениях, универсальный стержень для глубокого проплавления и быстрой заморозки.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Плавное смачивание дуги и нанесение с низким уровнем разбрызгивания.
- Стержень обеспечивает быструю наплавку и более плоские контурные скругления.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта.
- Рекомендуемая полярность: AC, DCEP или DCEN.
- Доступные диаметры: 5/64″, 3/32″, 1/8″, 5/32″.

- Прочность на растяжение: 60 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, универсальный стержень для мелкого провара, идеален для сварки вертикально вниз. 9№ 0078
- Идеально подходит для соединений с плохой посадкой.
- Стержень обладает отличным смачивающим действием, обеспечивая гладкие и плоские швы.
- Малое разбрызгивание и отличное удаление шлака.
- Используется для всех типов низкоуглеродистой стали, где требуется хороший внешний вид.
- Рекомендуемая полярность: AC, DCEP или DCEN.
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Сварочный стержень во всех положениях с копающей дугой для глубокого провара.
- Стержень предназначен для сварки грязных, ржавых и окрашенных материалов.
- Стержень идеально подходит для соединений, требующих глубокого проникновения.
- Пруток обеспечивает хорошие сварные швы при вертикальной и потолочной сварке с легким шлаком.
- Требуется минимальная подготовка поверхности.
- Отлично подходит для сварки оцинкованной и загрязненной стали.
- Идеально подходит для технического обслуживания или общего ремонта, а также для сварки труб.

- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Идеально подходит для сварки трудносвариваемых сталей, включая толстые секции и защемленные соединения с проблемами растрескивания.
- Отлично подходит для прихватки и сварки вне положения.
- Идеально подходит для общего изготовления холоднокатаной стали.
- Рекомендуемая полярность: AC или DCEP (обратная полярность).
- Доступные диаметры: 3/32″, 1/8″, 5/32″.
- Прочность на растяжение: 70 000 фунтов на квадратный дюйм.
- Электрод прост в использовании.
- Сварка во всех положениях, стержень с низким содержанием водорода общего назначения.
- Электрод легко перезаряжается.

- Отличный контур борта, легкое разбрызгивание и шлак часто самоочищаются.
- Хорошая производительность с источниками питания с низким напряжением холостого хода (OCV).
- Отлично подходит для прихваточных швов, сварных швов с пропусками и сварки в нерабочем положении.
- Идеально подходит для магазинов, ферм, любителей и сварщиков-любителей.
- Создает защитный газ, который защищает сварочную дугу и расплавленный металл от загрязнения воздухом.
- Производят шлак, защищающий металл шва.
- Контроль содержания водорода.
- Улучшение металла сварного шва.
- Добавьте необходимые легирующие элементы в соответствии с требованиями сварочного применения.
- Помогает зажечь дугу.
- E60xx – Прочность на растяжение 60 000 фунтов на кв.
 дюйм
дюйм - E70xx – Прочность на растяжение 70 000 фунтов на кв. дюйм
- E80xx – Прочность на растяжение 80 000 фунтов на кв. дюйм
- E90xx – Прочность на растяжение 90 000 фунтов на кв. дюйм
- E100xx – Прочность на растяжение 100 000 фунтов на кв. дюйм
- E110xx – Прочность на растяжение 110 000 фунтов на кв. дюйм
- E120xx – Прочность на растяжение 120 000 фунтов на кв. дюйм
- Exx1x Плоское, горизонтальное, вертикальное (вверху), над головой.
- Exx2x Плоский, горизонтальный.
- Exx3x Плоский.
- Exx4x Плоский, горизонтальный, верхний, вертикальный (вниз).
- Exxx0 – Целлюлоза, натрий
- Exxx1 – Целлюлоза, калий
- Exxx2 – Рутил, натрий
- Exxx3 – Рутил, калий
- Exxx4 – Рутил, железный порошок
- Exxx5 – с низким содержанием водорода, натрий
- Exxx6 – Низководородный, калиевый
- Exxx7 – Железный порошок, оксид железа
- Exxx8 – Низководородный, железный порошок
- Exxx9 – Оксид железа, рутил, калий
- Exxx0 – DC+ (глубокое проникновение)
- Exxx1 – AC/DC+ (глубокое проникновение)
- Exxx2 – AC/DC- (среднее проникновение)
- Exxx3 – AC/DC+/DC- (светопроницаемость)
- Exxx4 – AC/DC+/DC- (среднее проникновение)
- Exxx5 – DC+ (среднее проникновение)
- Exxx6 – AC/DC+ (среднее проникновение)
- Exxx7 – AC/DC- (среднее проникновение)
- Exxx8 – AC/DC+ (среднее проникновение)
- Exxx9 – AC/DC+/DC- (среднее проникновение)
- (1) – Означает повышенную ударную вязкость для электродов E7018 или повышенную пластичность для электродов E7024.
- (M) – Электрод соответствует большинству военных требований; военные требования обычно включают большую ударную вязкость, более низкое содержание влаги и определенные пределы диффузионного водорода для металла сварного шва.
- (h5), (H8) или (h26) – Указывает максимальный предел диффузионного водорода, измеренный в миллиметрах на 100 граммов (мл/100 г).
- h5 означает 4 мл на 100 грамм.
- H8 означает 8 мл на 100 грамм.
- h26 означает 16 мл на 100 грамм.
- (A1) – Тип стального сплава: углерод-молибден.
- (B1) / (B2) / (B2L) / (B3) / (B3L) / (B4L) / (B5) / (B6) / (B8) — Тип стального сплава: хромомолибден с различным процентным содержанием.
- (C1) / (C1L) / (C2) / (C2L) / (C3) — Тип стального сплава: никелевая сталь с различным процентным содержанием.
- (NM) – Тип стального сплава: никель-молибден.
- (D1) / (D2) / (D3) – Тип стального сплава: марганцево-молибденовый.
- (W) – Атмосферостойкая сталь.
- (G) – Химия не требуется.
- (M) – Военный класс.
38
3 Стержень для сварки легких/средних загрязнений, Ржавчина или краска
Сварочный стержень E6010 образует расплавленный металл, который быстро затвердевает; поэтому электрод относится к категории быстрозамерзающих электродов. Поскольку сварные швы имеют тенденцию к быстрому затвердеванию, электрод требует квалифицированного сварщика для получения качественного сварного шва. 9Электрод 0004
Поскольку сварные швы имеют тенденцию к быстрому затвердеванию, электрод требует квалифицированного сварщика для получения качественного сварного шва. 9Электрод 0004
E6010 представляет собой электрод общего назначения, который эффективно выполняет сварку во всех положениях в положениях вертикально вверх и над головой; однако скорость осаждения электродов невысока. Электродная дуга легко контролируется и образует плоский сварочный валик с образованием легкого шлака.
Преимущество электрода E6010 заключается в том, что он обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6010
Проверьте последнюю цену сварочного электрода Forney E6010
Лучший сварочный электрод для ржавого металла
Электрод E6011 также относится к категории быстрозамерзающих электродов. Электрод E6011 — электрод общего назначения, который эффективно выполняет сварку во всех положениях в вертикальном и потолочном положениях; он используется в основном для сварки листового металла и применения с низким содержанием кремния.
Электродная дуга проста в управлении и обеспечивает плоский сварочный валик с образованием легкого шлака.
E6011 может использоваться как с переменным, так и с постоянным током. Электрод обеспечивает сварку с глубоким проплавлением и может использоваться на окрашенных, оцинкованных и грязных поверхностях.
Основные характеристики сварочной проволоки Forney E6011
Check Forney E6011 Сварочная проволока Последняя цена
Лучшая сварочная проволока для тонкого металла
Сварочная проволока E6013 обеспечивает быстрое замораживание и быстрое заполнение; поэтому электрод классифицируется как заполняющий-замораживающий электрод.
Электрод универсальный, для сварки во всех положениях со средней скоростью наплавки и средним проплавлением. 9Электрод 0004
E6013 используется для сварки листового металла и других слаботочных применений. Электрод удобен в использовании и обеспечивает хороший внешний вид сварных швов с минимальным разбрызгиванием.
Основные характеристики сварочной проволоки Forney E6013
Check Forney E6013 Сварочный стержень Последняя цена
Лучший сварочный стержень постоянного тока
E7014 представляет собой высокоскоростной электрод типа железного порошка; электрод классифицируется как заполняющий-замораживающий электрод. Простота использования и отличные сварочные характеристики делают этот электрод одним из самых популярных стержней на рынке.
Стержень имеет плавные и стабильные характеристики дуги, может использоваться во всех положениях, обеспечивает низкий уровень разбрызгивания и проплавление от среднего до низкого.
E7014 обеспечивает гладкий внешний вид валиков и обеспечивает превосходный густой, легко удаляемый шлак. Этот электрод подходит для высокого наплавления и быстрой сварки.
Основные характеристики сварочной проволоки Forney E7014
Проверьте последнюю цену сварочного электрода Forney E7014
Лучший сварочный электрод для начинающих
E7018 — электрод с низким содержанием водорода; электрод используется с металлом, склонным к растрескиванию и толстыми участками. Электрод обеспечивает сварку с превосходной ударной вязкостью и высокой пластичностью, а также снижает риск растрескивания из-за водородного охрупчивания при сварке толстых профилей.
E7018 обеспечивает превосходное качество сварных швов со сталью, требующей прочности 70 000 фунтов на квадратный дюйм и выше; электрод можно использовать со среднеуглеродистой, высокоуглеродистой и низколегированной сталью.
Одним из основных моментов, которые следует учитывать при использовании E7018, является процедура хранения и сушки; электрод должен оставаться в среде с низкой влажностью, чтобы свести к минимуму влажность покрытия электрода, снизить уровень водорода и избежать водородного растрескивания.
Основные характеристики сварочной проволоки Forney E7018
Сварочная проволока Check Forney E7018 Последняя цена
Лучшая сварочная проволока для закаленной стали
E7018AC представляет собой электрод с низким содержанием водорода на основе железного порошка; электрод используется для сварки закаливаемых сталей без предварительного подогрева и для холоднокатаных сталей, проявляющих чрезмерную пористость при сварке обычными электродами.
Электрод предназначен для сварки во всех положениях; электрод представляет собой версию E7018, специально разработанную для обеспечения оптимальных характеристик при использовании с источником питания переменного тока.
E7018AC гораздо легче зажечь, имеет очень стабильную дугу и работает более плавно, чем обычные электроды 7018, которые плохо работают на старых машинах на 180 и 225 ампер. E7018AC исключительно хорошо сваривает на малогабаритных сварочных аппаратах с низким напряжением холостого хода (OCV).
Основные характеристики сварочной проволоки Forney E7018AC
Check Forney E7018AC Welding Rod Последняя цена
Сварочные электроды Руководство по покупке
Сварочные электроды могут работать от источников переменного или постоянного тока, и все электроды переменного тока могут использоваться от источников переменного или постоянного тока; однако все электроды, предназначенные для постоянного тока, могут не подходить для переменного тока.
Выбор электрода для сварки электродом в основном зависит от материала заготовки, требуемых свойств сварного шва и положения при сварке (плоское, наклонное, вертикальное, потолочное и т. д.).
д.).
Металлический электрод имеет флюсовое покрытие, которое сгорает вместе с электродом и выделяет газы для защиты дуги и сварочной ванны от окисления и загрязнения. Кроме того, флюсовое покрытие очищает сварной шов, улучшает качество сварного шва за счет добавления легирующих элементов и создает защитный шлак на сварном шве, который впоследствии можно отколоть.
Как выбрать лучший сварочный электрод?
Сила превыше всего; при выборе подходящего электрода механические свойства и химический состав электрода должны соответствовать основному металлу.
Конструкция и положение соединения имеют важное значение при выборе стержня. Доступность источника питания — еще один фактор, который следует учитывать; некоторые электроды могут использоваться с переменным или постоянным током, а другие — с переменным или постоянным током.
Если для корневого прохода требуется глубокий провар, будет выбран E6010 или E6011, чтобы обеспечить сварку с достаточным проплавлением. Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.
Однако, когда соединение представляет собой широкое корневое отверстие или тонкий материал, вариант будет E6013.
Для сварки толстых профилей или для применения, где требуется прочность и высокая пластичность соединения, или где существует проблема развития охрупчивающего растрескивания, E7018 обычно является правильным выбором.
При сварке закаленных сталей без предварительного нагрева и для холоднокатаных сталей с чрезмерной пористостью электроды E7018AC обеспечивают более легкий зажигание, чрезвычайно стабильную дугу и более плавный ход по сравнению с обычными электродами E7018.
Какой ток и полярность использовать со сварочным электродом?
Рабочий уровень тока зависит от размера электродов, и обычно рекомендуемый рабочий диапазон тока указывается на коробке электродов.
Общее эмпирическое правило: 40 А на мм диаметра, и, следовательно, ток для сварочного электрода диаметром 3 мм может составлять 120 А. Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Тем не менее, производители электродов могут указать диапазон от 100 до 140 ампер.
Метод отрицательного электрода постоянного тока (DCEN) вызывает накопление тепла в электроде, более высокую скорость плавления электрода и меньшую глубину сварного шва. Метод положительного электрода постоянного тока (DCEP) вызывает увеличение проплавления сварного шва. Когда используется переменный ток (AC), он дает распределение тепла, которое уравновешивает скорость плавления и проникновение электрода.
Что означает скорость наплавки сварочной проволоки?
Скорость наплавки сварочных электродов — это скорость, с которой расплавленный металл из сварного шва может наноситься, выраженная в граммах, килограммах или фунтах в час.
Расчет основан на непрерывной работе, без учета времени простоя при установке нового электрода, очистки шлака или других внешних причин.
Какой размер сварочной проволоки?
Диаметр и длина электрода должны соответствовать требованиям заказа, обычно длина 350–450 мм и диаметр электрода 2,5–6 мм; однако доступны другие длины и диаметры.
Какова цель покрытия сварочных стержней флюсом?
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавленные для улучшения специфических свойств сварного соединения. Флюсовое покрытие играет жизненно важную роль в стабилизации дуги и обеспечивает следующие преимущества:
Например, марганец добавляется во флюсовое покрытие для повышения ударной вязкости и прочности металла шва; кроме того, в качестве раскислителя добавляется кремний, который взаимодействует с расплавленным металлом и образует оксид кремнезема, удаляющий кислород из металла шва.
Металлический порошок добавляется в сварочные электроды, производя то, что мы называем электродами из металлического порошка. Металлические порошковые электроды могут работать с более высокими уровнями сварочного тока. Поэтому он дает более высокую скорость осаждения металла (до 140 %) по сравнению с электродом, не содержащим порошка железа.
Идентификация (классификация) сварочных электродов
Что означает номер на сварочных электродах?
Стандарты AWS A5.1 и A5.5 классифицируют электроды из углеродистой стали и электроды из низколегированной стали для дуговой сварки защищенным металлом. Обозначение электрода разделено на обязательные и дополнительные ; как обязательные, так и дополнительные обозначения должны быть напечатаны на каждом электроде в соответствии с требованиями системы классификации.
Каждая цифра в обозначении электрода используется для обозначения конкретного требования стандарта следующим образом: Предел прочности при растяжении и текучести – в фунтах на квадратный дюйм наплавленный металл
Положения сварки
Покрытие электрода
Ток электрода и проникновение
Дополнительные требования согласно AWS A5. 1
1
Дополнительные требования согласно AWS A5.5
Наш окончательный вердикт
В этой статье мы попытались дать полный обзор лучших электродов для сварки мягкой стали для различных целей и областей применения, чтобы помочь вам сделать лучший выбор при покупке.
При выборе сварочных электродов необходимо учитывать их высокое качество и производительность. Кроме того, вы также должны быть уверены, что стержень совместим с вашим основным металлом, конфигурацией соединения и другими требованиями проекта.
