Какие лучше электроды для инвертора: Какие электроды лучше использовать для инверторной сварки, как выбрать по диаметру, покрытию, назначению, какие лучше, рекомендации для начинающих
Содержание
Какие электроды лучше для инвертора
Содержание статьи:
Какие электроды лучше для инвертора
Многие начинающие сварщики, кто только приобрёл инвертор, задаются вопросом о том, какие электроды для него лучше. На сегодняшний день существует достаточно большое разнообразие сварочных инверторов, в самых различных ценовых категориях.
Промышленные аппараты имеют большую мощность и высокий «ПВ». Аппараты для бытовой сварки отличаются небольшими габаритами и легким весом. Одним из важнейших критерием инвертора для сварки является максимальное значение сварочного тока.
Сегодня сварочные инверторы самый распространённый тип источника дуги. Сварка на постоянном токе характеризуется повышенным качеством сварного шва и меньшим разбрызгиванием металла. Вкупе с правильным выбором электродов для сварки, таким образом можно получить высочайшее сварное соединение.
Какие электроды бывают и чем они отличаются
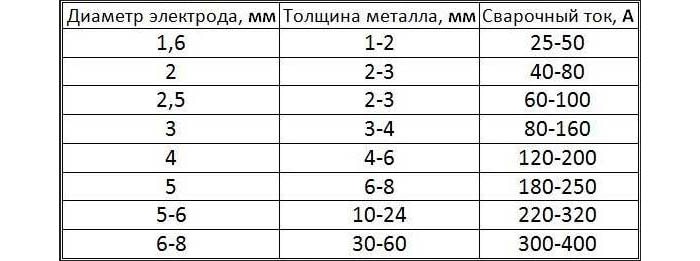
Инвертором можно варить любыми электродами, главное чтобы они были правильно подобраны согласно толщине свариваемого металла, а также, некоторым другим нюансам. Существуют электроды с основным типом покрытия и с рутиловым. Варить рутиловыми электродами намного проще.
Существуют электроды с основным типом покрытия и с рутиловым. Варить рутиловыми электродами намного проще.
Связано это, прежде всего с тем, что рутиловые электроды лучше горят и не так требовательны к подготовке металла. Сварочная дуга при использовании рутиловых электродов стабильная, а металл разбрызгивается меньше всего.
Главное правило при выборе электродов для инвертора связано с тем, чтобы они максимально по своим свойствам подходили к свариваемому металлу. То есть, обмазка электродов может быть рутиловой или основной, а вот материал изготовления стержня совершенно разный.
Сердечник электрода, который плавится, может быть изготовлен из углеродистой или низколегированной стали. Бывают электроды по нержавейке и чугуну, а также для наплавки меди. Следовательно, электроды нужно выбирать в зависимости от того, какой именно металл будет использоваться для сварки.
Какие электроды лучше для инвертора
Существуют электроды, которые наиболее всего подходят для инверторной сварки:
Рутиловые электроды — в этой многочисленной группе особенно выделяются электроды марок МР-3, ОК46, АНО-21 и ОЗС-12. Однако, несмотря на то, что все это электроды с рутиловой обмазкой, они имеют ряд своих особенностей.
Однако, несмотря на то, что все это электроды с рутиловой обмазкой, они имеют ряд своих особенностей.
Так, например, электрод МР-3 хорошо справляются со сваркой ржавого металла. Такие электроды, как АНО-21, отлично подходят для сварки потолочных и вертикальных швов. А в целом, рутиловыми электродами проще всего варить начинающим сварщикам, тем, кто только осваивает инвертор.
Из популярных электродов, которые имеют основное покрытие, следует выделить электроды УОНИ-13/15, ОК48 и LB-52. Также, не менее популярной маркой электродов являются электроды с основным покрытием L-52U, которые относятся к профессиональным электродам для сварки трубопроводов.
Для сварки инвертором нержавейки применяются электроды: ОЗЛ-8, НЖ-13, ОЗЛ-6, ЦТ-15 и ЦЛ-11. При этом выбор всё-таки стоит основывать на свойствах и характеристиках свариваемого металла.
Поделиться в соцсетях
Какими электродами лучше варить инвертором
Большинство новичков в сваривании, считают, что для сваривания инверторами нужно использовать какие-то другие виды электродов, которые должны отличаться от электродов, предназначенных для сваривания трансформаторными сварочными аппаратами.
Для того чтобы понять, какие электроды лучше всего подбирать для сваривания тем или иным сварочным аппаратом, Вам нужно знать некоторые особенности каждого из них, поэтому мы их разберем в данной статье.
Сварочный ток регулируется в обоих видах сварочных аппаратов, несмотря на то, что существуют разные диапазону регулировок, они в среднем одинаковы и допускают регулировку в довольно больших пределах. А теперь перейдем к роду сварочного тока. В основном трансформаторные сварочные аппараты могут давать, как постоянный, так и переменный ток.
Конечно, в случае если трансформаторный сварочный аппарат оборудован выпрямителем, то только в этом случае Вы можете получать постоянный и переменный сварочный ток с одного сварочного инвертора. У инверторов в этом отношении есть небольшое отличие: они дают только постоянный сварочный ток.
Узнав такую особенность сварочных аппаратов, Вы можете задаться вопросом, означает ли это, что существуют какие-то особенные виды сварочных электродов, которые подходят для того или иного сварочного аппарата. На пачке сварочных электродов должно быть указано, для какого сварочного тока предназначен данный вид электродов.
На пачке сварочных электродов должно быть указано, для какого сварочного тока предназначен данный вид электродов.
Поэтому если у Вас есть инверторный сварочный аппарат, который выдает переменный ток, то Вы можете использовать любые электроды, предназначенные для сваривания переменным током, независимо от их марки или производителя.
А теперь переходим к полярности сварочного тока. Если Вы производите сваривание переменным, то такого параметра при сваривании током данного тока вообще не существует, поэтому Вам нужно обращать внимание на полярность только в случае использования постоянного тока.
Чаще всего полярность сварочного тока устанавливается с помощью подключения проводов к нужным разъемам, поэтому Вы сами можете установить нужную полярность сварочного тока. Узнать требуемую полярность для сваривания определенными электродами Вы можете на пачке, в которой упакованы Ваши электроды.
Получается так, что разницы между инверторными и трансформаторными сварочными аппаратами практически не существует. Однако нередко бывает так, что сварщики при использовании разных сварочных аппаратов замечали разницу при сваривании и говорили, что сваривание тем или другим сварочным аппаратом лучше или хуже. Такая неразбериха обусловлена тем, что у сварочных аппаратов может быть разная комплектация, поэтому разная сила тока или другие свойства при сваривании могут отличаться.
На самом деле большее влияние на качество сварочного шва имеет тип и марка сварочного электрода. Поэтому очень важно правильно подбирать сварочные электроды в зависимости от того какой металл Вы будете сваривать или что Вы ожидаете от сварочного шва.
Электроды lincoln electric
Сварочные электроды мр-3с
Электроды хобэкс
Правильный выбор вольфрама
Но это уже не так, поскольку сварочная промышленность перешла на использование инверторных машин переменного тока GTAW, которые включают технологию прямоугольной волны.
Выбор правильного вольфрама становится все более важным вопросом с инверторной технологией, чтобы максимизировать ее преимущества. В прошлом чистый вольфрам был лучшим выбором для GTAW переменного тока, но сегодня отраслевые эксперты рекомендуют редкоземельные вольфрамы вместо чистого вольфрама при использовании источника питания инверторного типа.
Технология прямоугольной волны: основы
Технология прямоугольной волны обеспечивает улучшенный запуск дуги, более стабильную дугу и контроль баланса. С контролем баланса оператор может изменять продолжительность полупериода переменного тока, регулируя отрицательный электрод (EN) от 45 до 68 процентов. На ранних сварочных аппаратах частота была зафиксирована на уровне 60 герц, как и основная мощность.
Сегодняшние инверторные машины переменного тока GTAW увеличили свою скорость, расширив контроль баланса переменного тока с 30 до 99 процентов EN, а также их возможность регулировать выходную частоту сварки переменным током в диапазоне от 20 до 250 Гц.
Инверторный сварочный аппарат AC GTAW подходит для сварки алюминия, поскольку он позволяет точно настроить профиль сварного шва, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты, обеспечивая улучшенное управление направлением.
Регулятор частоты переменного тока можно представить себе как регулируемое сопло на пожарном шланге: оно изменяет форму и силу потока воды — или, в данном случае, сварочного тока — от широкого веера к более сфокусированному потоку. Если требуется более мягкая и широкая дуга, вы снижаете частоту переменного тока. Если вам нужна более мощная и жесткая дуга, вы можете увеличить частоту. 9Рис. 1 В режиме переменного тока ток чередуется между работой и вольфрамом.
До тех пор, пока не была разработана передовая технология прямоугольной волны, сварщики использовали чистый вольфрам для применений переменного тока, потому что он образовывал гладкий шар. Редкоземельные вольфрамовые электроды, хотя и подходят для отрицательных электродов постоянного тока (DCEN), имеют тенденцию образовывать небольшие конкреции, а не гладкие шарики при использовании в обычных приложениях.
Сварка переменным током отличается от сварки постоянным током (см. Рисунок 1 ). При сварке переменным током, поскольку ток чередуется между рабочим и вольфрамовым электродом, больше тепла направляется на электрод, чем при DCEN. Это проблема, потому что редкоземельные вольфрамовые электроды начинают трескаться и раскалываться под воздействием тепла обычной сварки переменным током, а электричество или дуга испускаются под разными углами. Поскольку электричество идет по пути наименьшего сопротивления, дуга будет блуждать. Также существует больший риск включения вольфрама в основной материал.
В то время как чистый вольфрам обладает свойствами, необходимыми для обычного GTAW на переменном токе, он плохо выдерживает нагрев. Редкоземельные элементы — торий, церий и лантан — добавляются к вольфраму для увеличения его пропускной способности по току, что позволяет ему выдерживать большее количество тепла и сохранять точку.
| Рисунок 2 Обратите внимание на различия между этими вольфрамовыми наконечниками (слева направо): заостренные, усеченные и скругленные.  Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу. Усеченная точка предпочтительнее, потому что она обеспечивает узкую сфокусированную дугу. |
Использование редкоземельного вольфрама имеет смысл с инверторной технологией, поскольку инверторы отводят больше тепла от вольфрама. Инвертор делает это с улучшенным контролем баланса и регулируемой выходной частотой переменного тока. Чем меньше тепла концентрируется на вольфраме, тем меньше образование шариков, и на электроде может сохраняться острие. Поскольку заостренный электрод обеспечивает узкую сфокусированную дугу, вы можете улучшить управление дугой и более точно направить тепло на место соединения. Это помогает контролировать ширину валика, что напрямую влияет на искажения.
Для сварки переменным током с инвертором GTAW вольфрам должен быть подготовлен так же, как и для сварки DCEN. Как только дуга установится, форма электрода будет определяться балансом переменного тока и частотой переменного тока. Чем выше процент и частота EN, тем острее останется точка. Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Тем не менее, кончик электрода может слегка скругляться, сохраняя при этом большую часть конусности (см. Рисунок 2 ).
Конечно, если в вашей процедуре сварки используется чистый вольфрам, инверторы с расширенным контролем баланса и регулировкой частоты переменного тока могут концентрировать тепло на сварном шве, а не на электроде. Тем не менее, чистый вольфрам все же будет иметь склонность к слипанию.
| Рис 3 Большинство экспертов рекомендуют электроды с церием и лантана для сварки как на переменном, так и на постоянном токе из-за их производительности и отсутствия радиации. Испытания показали, что цериевые и лантансодержащие электроды по своим сварочным свойствам не уступают торированным электродам и могут применяться практически для любых сварочных работ. Следует помнить, что не все марки электродов созданы одинаково. |
 Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы. Рисунок 4
Качественный электрод имеет равномерное распределение оксида в вольфрамовой матрице. Мелко и равномерно распределенные оксиды положительно влияют на такие сварочные свойства, как стабильность дуги, характер воспламенения, расход и срок службы. Рисунок 4 Различия существуют даже среди редкоземельных вольфрамов (см.0026). В результате процесса деформации при изготовлении электродов оксиды удлиняются и появляются в структуре в виде линейных фаз. Производители электродов ввели проверки качества, которые проверяют ряд факторов: химический состав, размер зерна, плотность, диаметр, твердость, длину, прямолинейность и шероховатость.
Если для металла, который вы свариваете, требуется инвертор, один вольфрамовый электрод может работать почти во всех случаях. Если вы свариваете алюминий или магний инвертором переменного тока и используете неподходящий вольфрам, вы не получите максимальных преимуществ от передовой технологии прямоугольной волны. Использование подходящего вольфрамового электрода — это первый шаг к получению всех преимуществ инверторной технологии.
Брент Уильямс — менеджер по продукции TIG Solutions в Miller Electric Mfg. Co., 1635 W. Spencer St., P.O. Box 1079, Appleton, WI 54912-1079, 920-734-9821, www.millerwelds.com.
Как выбрать лучший вольфрам для сварки TIG на переменном токе. Производительность Racing Industry
Максимальное использование преимуществ инверторной технологии при сварке TIG на переменном токе зависит от многих факторов. Особенно важным является выбор правильного вольфрама для оборудования и области применения.
В прошлом чистый вольфрам считался единственным выбором для сварки ВИГ таких материалов, как алюминий, магний или другие сплавы, для которых требуется дуга переменного тока.
Но инверторная технология в современных аппаратах для сварки TIG на переменном токе предоставила больше возможностей. Чистый вольфрам больше не рекомендуется. Современные легированные вольфрамовые электроды, часто называемые редкоземельными вольфрамами, содержат такие элементы, как церий или лантан, и превосходят традиционный чистый вольфрам, помогая оптимизировать качество и производительность.
ПРЕИМУЩЕСТВА TIG-ИНВЕРТОРОВ
Промышленность перешла на инверторные аппараты для сварки TIG на переменном токе, в которых используется передовая технология прямоугольных импульсов для улучшения качества сварки, увеличения скорости перемещения и снижения эксплуатационных расходов.
Компания Miller Electric Mfg. LLC запатентовала выход переменного тока прямоугольной формы и регулируемую функцию контроля баланса в 1970-х годах. Эта технология позволила перейти через диапазон нулевой силы тока быстрее, чем обычная синусоидальная волна, улучшив запуск дуги и создав более стабильную дугу.
Сегодня технология инвертора переменного тока TIG следующего поколения обеспечивает больше преимуществ в дополнение к синусоидальной форме волны.
ТРИ (3) РАСШИРЕННЫЕ ВОЗМОЖНОСТИ ДЛЯ ПРЯМОУГОЛЬНЫХ СИГНАЛОВ:
1. Инвертор TIG переменного тока в сварочном аппарате Miller® Dynasty® создает плавную и стабильную дугу, поскольку прямоугольный сигнал проходит через нулевую точку в тысячи раз быстрее, чем на основе выпрямителя. сварщик. Эти сварочные аппараты имеют настолько быстрые инверторы, что встроенные высокочастотные возможности используются только для зажигания дуги — больше не требуется непрерывная работа при сварке алюминия. Эти инверторные машины также предлагают пусковые функции Lift-Arc™, исключающие использование высокой частоты как на постоянном, так и на переменном токе.
сварщик. Эти сварочные аппараты имеют настолько быстрые инверторы, что встроенные высокочастотные возможности используются только для зажигания дуги — больше не требуется непрерывная работа при сварке алюминия. Эти инверторные машины также предлагают пусковые функции Lift-Arc™, исключающие использование высокой частоты как на постоянном, так и на переменном токе.
2. Сварочные аппараты с инвертором расширяют контроль отрицательного баланса электродов (EN). Сварочные аппараты Dynasty позволяют операторам точно настраивать время продолжительности от 50 до 99 процентов. Увеличение продолжительности EN-части цикла может помочь добиться большего проникновения. Это также способствует более узкому сварному шву и увеличению скорости перемещения до 20 процентов. Кроме того, он снижает нагрев вольфрама, что позволяет использовать вольфрам меньшего диаметра для сварки меньших или более тонких деталей.
3. Сварочные аппараты с инвертором позволяют операторам регулировать выходную частоту сварки (не путать с высокой частотой для зажигания дуги) от 20 до 400 Гц в случае усовершенствованных моделей Dynasty. Выходная частота обычных сварочных аппаратов зафиксирована на уровне 60 герц. Нижний частотный диапазон создает более широкий конус дуги, расширяя профиль валика, что отлично подходит для наплавки. Увеличение частоты, особенно выше 100 Гц, приводит к более узкому и сфокусированному конусу дуги. Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, на корневых швах и угловых швах, а также в других местах, где требуется точная сварка.
Выходная частота обычных сварочных аппаратов зафиксирована на уровне 60 герц. Нижний частотный диапазон создает более широкий конус дуги, расширяя профиль валика, что отлично подходит для наплавки. Увеличение частоты, особенно выше 100 Гц, приводит к более узкому и сфокусированному конусу дуги. Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, на корневых швах и угловых швах, а также в других местах, где требуется точная сварка.
Инвертор переменного тока TIG идеально подходит для сварки алюминия, поскольку он позволяет сварщикам точно настраивать профиль сварочного валика, контролируя форму конуса дуги и усилие дуги за счет улучшенного баланса и контроля частоты. Это позволяет операторам изменять форму и силу сварочного тока с широкого веера на более сфокусированный поток. Чтобы получить более мягкую и широкую дугу, сварщики могут снизить частоту переменного тока. Для более мощной дуги сварщики могут увеличить частоту. Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
В то время как чистый вольфрам традиционно лучше выдерживает нагрев, поскольку он скругляется, а не образует небольшие узелки, он больше не является идеальным решением для сварки TIG на переменном токе. Характеристики чистого вольфрама в сочетании со сваркой на переменном токе приводят к тому, что вольфрам сжимается, образуя более широкий конус дуги и возможное блуждание дуги. Когда шарик из чистого вольфрама становится больше, чем внешний диаметр вольфрама, он может нагреться настолько, что вольфрам расколется или выпадет и загрязнит сварочную ванну.
Редкоземельный вольфрам сохраняет остроту и не слипается, как чистый вольфрам. Кроме того, такие технологии, как улучшенный контроль баланса и выходная частота, отводят больше тепла от вольфрама, чтобы свести к минимуму образование конкреций, что делает редкоземельный вольфрам лучшим вариантом для сварки TIG на переменном токе.
ВЫБОР РЕДКОЗЕМЕЛЬНОГО ВОЛЬФРАМА
При выборе редкоземельного вольфрама для сварки TIG рекомендуемые варианты: 2% церия, 2% лантана или 1,5% лантана. Вольфрам, содержащий церий и лантан, лучше выдерживает сварку TIG на переменном токе, чем вольфрам с 2%-ным содержанием тория.
В то время как торированный вольфрам остается наиболее распространенным в сварке TIG на постоянном токе, из-за опасений по поводу радиации большинство экспертов настоятельно рекомендуют электроды с церием или лантана для сварки TIG на переменном и постоянном токе. Испытания показали, что цериевые и лантансодержащие электроды не уступают торированным электродам или даже превосходят их по сварочным свойствам.
Еще одним преимуществом выбора вольфрама из редкоземельных металлов в сочетании с передовой технологией прямоугольной формы является возможность использования вольфрама меньшего размера, что обеспечивает больший контроль и более сфокусированную дугу.
Не все электроды одинаковы. Обязательно выбирайте качественный электрод с равномерным распределением оксида в вольфрамовой матрице. Это улучшает сварочные свойства, такие как стабильность дуги, поведение при воспламенении, расход и срок службы.
Обязательно выбирайте качественный электрод с равномерным распределением оксида в вольфрамовой матрице. Это улучшает сварочные свойства, такие как стабильность дуги, поведение при воспламенении, расход и срок службы.
ОБЩИЕ ВОПРОСЫ ПРИ ВЫБОРЕ ВОЛЬФРАМА
- Какой металл сваривается?
- Требуется ли мощность для сварки на переменном или постоянном токе?
- Является ли источник сварочного тока традиционным или основанным на инверторе с расширенным контролем баланса и регулируемой выходной частотой?
- Какой диапазон силы тока необходим?
- Электрод какого диаметра нужен и как его затачивать?
Также рекомендуется свериться с таблицей выбора вольфрама.
МАКСИМАЛЬНО ПОЛУЧИТЕ ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ ТЕХНОЛОГИИ
При сварке алюминия или магния инверторным сварочным аппаратом TIG на переменном токе неподходящий вольфрам может свести на нет преимущества передовой технологии прямоугольной волны.