Какие нужны электроды для инверторной сварки: Какие электроды лучше использовать для инверторной сварки?
Содержание
Какие электроды лучше использовать для инверторной сварки?
Все сварщики знают, что такое электрод и как производить сварочные работы, но какие электроды лучше использовать для инверторной сварки в быту знают немногие. Бытовое использование предполагает выбор подходящего электрода под марку стали и этот подбор должен быть точным!
Что такое сварочный инвертор?
На смену старым трансформаторным сварочным аппаратам пришли небольшие и мобильные сварочные инверторы. Сейчас совсем необязательно, что для сварки ответственных конструкций используются сварочные аппараты больших размеров. Тем более иногда применение громоздких аппаратов невозможно из-за сварки в недоступных или плохо доступных местах. Теперь качественно и оперативно можно сваривать и совсем маленьким сварочным аппаратом, например, IR 200 от бренда Fubag и этим в наши дни уже никого не удивишь.
Сварочные аппараты нужны как основной источник питания при ручной дуговой сварке методом плавления электрода. Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Стабильные показатели сварочного тока для прочного соединения металла в месте сварки – это основное условие, предъявляемое к инвертору для получения отличного шва. Еще одним требованием можно считать правильно подобранный допустимый для этого металла сварочный электрод. И от того насколько правильно выбран вид электродов зависит положительный результат сварочных работ.
Какими электродами лучше варить инвертором?
Инверторная сварка подразумевает под собой применение для сварки плавящегося электрода по ГОСТ 9467-75. Все электроды можно поделить на:
-
• Электроды для сварки углеродистых и низколегированных сталей. -
• Электроды для сварки серого, высокопрочного и ковкого чугуна. -
• Электроды для наплавки. -
• Электроды для сварки высоколегированных сталей.
-
• Электроды для сварки и наплавки цветных металлов и сплавов.
Каждый электрод из этих в своем составе имеет отдельный тип проволоки и покрытия по ГОСТ 9466-75. На поверхность проволоки наносится опрессовкой тонкий слой обмазки и после сложного производственного процесса на выходе получается готовый сварочный электрод.
Чтобы определить какие электроды лучше использовать для инверторной сварки именно в вашем случае нужно учесть ряд рекомендаций:
-
• Разделяют сварку ответственных конструкций и обычных. Опытные сварщики предлагают при сварке ответственных конструкций выбрать УОНИ, а при сварке обычных – АНО или МР-3. -
• УОНИ – используют в работе опытные работники, так как совершать работы такими сварочными электродами сложнее, чем обычными. Необходим опыт в сварочных работах при выборе этой марки.
-
Остановимся на основных видах и разновидностях сварочных электродах, рассмотренных выше подробно: -
• УОНИ-13/55 – применятся опытными специалистами, гарантируют более качественный шов даже при пониженных температурах зимой. -
• МР-3С синие электроды применяют для получения качественного шва при постоянном и переменном токе обратной полярности. -
• МР-3 – электроды с рутиловым покрытием используются для сварки даже при ржавой и загрязненной поверхности. Имеют ряд выгод от использования – стабильное горение дуги, лучшая производительность, отличное отделение шлака после сварки. -
• АНО-36 – самые популярные сварочные электроды рутил-целлюлозным покрытием. Эти электроды можно не прокаливать перед сваркой*, их легко зажигать и производить сварку.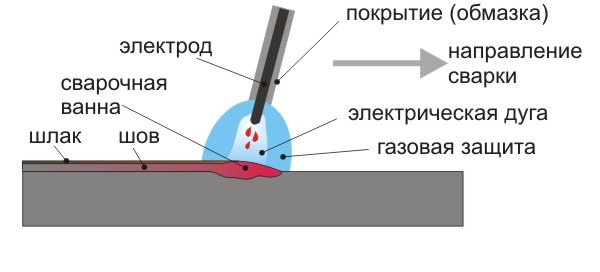 Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
Рекомендуем выбрать такие электроды если Вы новичок и не имеете достаточного опыта в проведении сварочных работ.
-
• ОЗС-12 — самая широко используемые сварочные электроды. Часто берут при домашнем использовании. Позволяет выполнить сварку на низких токах.
Для каких материалов какие электроды выбрать?
Каждый сварщик должен знать, что для каждого материала нужно подобрать свой электрод. Наши специалисты рекомендуют при сварке инвертором использовать:
-
• Высоколегированная и нержавеющая сталь (нержавейка) – ОЗЛ-8, ЦЛ-11, НЖ-13, ОЗЛ-6 по ГОСТ 9466-75 и ТУ. Эти марки самые востребованные и популярные. -
• Используйте электроды для углеродистых и низкоуглеродистых сталей – ОЗС 12, АНО — 21, МР-3, МР-3С по ГОСТ 9466-75 и ТУ. -
• Для низколегированных — УОНИ 13/45, УОНИ 13/55, УОНИ 13/65.
-
• Сварка чугуна электродом в домашних условиях инвертором можно выполнить электродом ЦЧ 4В (на основе сварочной проволоке СВ-08А), МНЧ-2 (на основе никелевой проволоки).
При выборе любого сварочного электрода производства ООО Ватра вы застрахованы от неудач. Наши сварочные электроды изготовлены на самом передовом оборудовании и отвечают всем требованиям предъявляемом к сварочному процессу и шву.
Проводить все сварочные работы мы рекомендуем только качественными сварочными аппаратами — это застрахует вас от ошибок и значительно упростит работу. Качественное сварочное оборудование прослужит дольше недорогих китайских аналогов.
Мы предлагаем на рынке сварочное оборудование FUBAG – немецкий бренд – зарекомендовавший себя как качественный продукт за разумные деньги. Оборудование Fubag будет радовать Вас долгие годы. Выбирайте профессиональные электроды и качественное сварочное оборудование Fubag у нас в компании!
Какие электроды лучше для инвертора
Содержание
- Кратко об инверторах
- На что обратить внимание при выборе расходников для инвертора
- Популярные марки расходных материалов для инверторной сварки
- Что влияет на качество работы инвертором
- Рекомендации начинающим сварщикам
- Заключение
Кратко об инверторах
Сегодня существует достаточно большое количество инверторных сварочных аппаратов. Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Большинство производителей предлагают промышленные и бытовые инверторы в различных ценовых категориях. Промышленные инверторы отличаются большей мощностью и повышенным «ПВ». Также одним из основных отличий служит максимальный выдаваемый сварочный ток. Как правило, у профессиональных аппаратов максимальные значения тока выше. Еще одним отличием может служить возможность подключения не только к бытовой сети 220 V, но и к 380 Вольтовой промышленной сети.
Сварочные инверторы являются наиболее распространённым типом сварочных аппаратов на массовом рынке. За счет своей универсальности и относительной компактности они практически вытеснили такие аппараты, как трансформаторы и выпрямители. Возможность инвертора выдавать постоянный и переменный ток делает его поистине универсальным. Именно благодаря этому для сварки инвертором подходят все типы покрытых сварочных электродов. А вкупе с небольшими габаритами и высокой мобильностью такой тип оборудования остается вне конкуренции.
На что обратить внимание при выборе электродов для инвертора
Существует ряд параметров, которые необходимо учесть при выборе сварочных материалов. Рассмотрим основные факторы, чтобы лучше понимать, что влияет на выбор электродов для сварки инвертором и какие лучше подходят для тех или иных работ.
Назначение электродов
По своему назначению сварочные электроды разделяются на несколько групп. Такое разделение обусловлено типом металла подлежащего соединению и его техническими характеристиками. Назначение изделий также закреплено в ГОСТ 9466-75.
- Сварка углеродистых и низколегированных сталей;
- Сварка легированных теплоустойчивых сталей;
- Сварка высоколегированных сталей с особыми свойствами;
- Электродуговая наплавка поверхностных слоев с особыми свойствами;
- Сварка и наплавка чугуна;
- Сварка и наплавка меди и сплавов.
Таким образом, электрод для инвертора лучше выбирать, ориентируясь сперва на его назначение.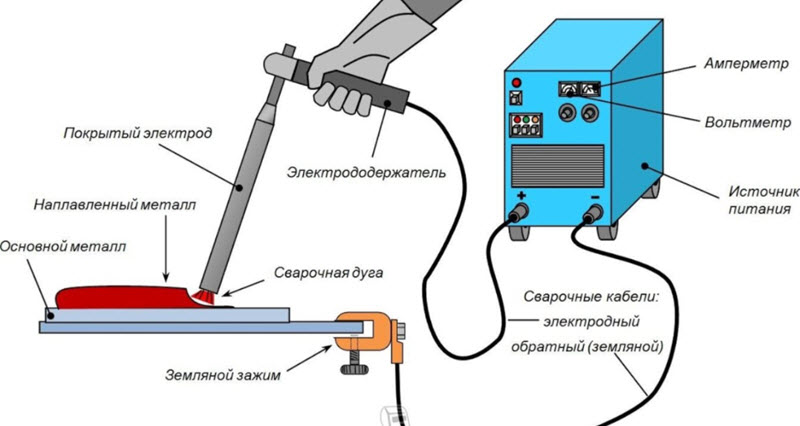 Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Это позволит избежать ошибки, например, сварки «нержавеющих» сталей электродами для «черных» металлов. В таком случае металл шва будет подвержен коррозии. Выбирайте расходные материалы, основываясь на типе соединяемого металла и его характеристиках. После чего можно определить необходимый тип расходника (например, для низколегированных сталей это может быть Э46 или Э50А).
Когда определено назначение электрода, можно переходить к выбору конкретной марки, подходящей по характеристикам, а также выбрать диаметр изделия.
Тип покрытия
Существует несколько типов покрытия сварочных электродов, наиболее популярными из которых являются рутиловое и основное. Эти типы покрытия имеют кардинальные различия, которые проявляются при их применении. У нас есть отдельная большая статья о видах покрытия сварочных электродов, их плюсов и минусов.
Основное покрытие
Изделия с основным покрытием имеют ряд преимуществ. Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Они обеспечивают высококачественный шов, стойкий к межкристаллитной коррозии и знакопеременным нагрузкам. Допускают выполнение работ и эксплуатацию готовой конструкции в условиях низких температур. Однако для их успешного применения необходимы определенные навыки. Также такие изделия обязательно подлежат прокаливанию перед использованием. А металл подлежащий соединению должен быть очищен от грязи и ржавчины. Работают такие электроды только на постоянном токе обратной полярности.
Рутиловое покрытие
Изделия с таким типом покрытия достаточно универсальны и подходят для сварки инвертором новичкам. Они обеспечивают качественное соединение при сварке даже по окисленному или загрязненному металлу. Однако при возможности зачистить участок сварки лучше это сделать. Работают эти расходники как на постоянном, так и на переменном токе. За счет состава обмазки они достаточно легко поджигаются повторно, а в процессе работы образуется относительно мало шлака. При этом отделение шлака не требует значительного механического воздействия.
Выбор типа покрытия основывается на требованиях, предъявляемых к сварному соединению. Среди них могут быть временное сопротивление разрыву, предел текучести, ударная вязкость и другие. На требования, обозначенные выше, может влиять тип свариваемого металла, его химический состав и прочие характеристики.
Диаметр электрода
Выбор диаметра зависит от толщины свариваемого металла. Для большей наглядности эта зависимость показана в таблице ниже.
|
Толщина стали (мм) |
1,5-2,0 |
3,0 |
4,0-5,0 |
6,0-12,0 |
>13 |
|
Диаметр электрода (мм) |
2 |
2,5-3 |
3-4 |
4-5 |
5-6 |
Для соединения металлов толщиной менее 1,5 мм ручная дуговая сварка инвертором, как правило, не применяется. Также следует учитывать, что от толщины стали и диаметра электрода, а также от пространственного положения сварки зависит настройка силы сварочного тока. Так что если планируете варить толстый металл, берите инвертор с высокими значениями максимального тока.
|
| ||||||
|
|
|
2,5 |
3 |
4 |
5 |
6 |
|
|
40-64 |
65-80 |
70-130 |
130-160 |
180-210 |
|
В среднем на 1 миллиметр диаметра электрода добавляется 20-30 Ампер тока. Для каждой конкретной марки значения тока могут слегка отличаться. Обычно рекомендуемые значения силы сварочного тока нанесены на пачку с материалами. Как правило, в процессе работы мастер проводит более тонкую настройку исходя из субъективных ощущений.
Популярные марки электродов для инверторной сварки
Существует несколько наиболее распространенных и популярных марок электродов используемых при сварке инвертором.
Популярные электроды с рутиловым покрытием типа Э46
Наиболее распространенными электродами из этой группы являются изделия следующих марок: GOODEL-OK46, МР-3, МР-3С, ОЗС-12 и АНО-21. Несмотря на то, что эти марки относятся к одной группе и имеют схожие характеристики, они имеют ряд особенностей, которые определяют их применение. Например, МР-3 лучше переваривают ржавчину, а АНО-21 используются преимущественно для потолочных швов.В остальном эти расходники являются взаимозаменяемыми. Такими электродами удобнее всего работать начинающим сварщикам.
Популярные электроды с основным покрытием типа Э50А
В этой группе популярными можно назвать изделия марок УОНИ-13/55, GOODEL-OK48, а также LB-52 и его высококачественный аналог GOODEL-52U. Также как у материалов из предыдущей группы у них есть ряд отличий. УОНИ-13/55 чаще используются для соединения конструкционных сталей при строительстве мостов и ответственных конструкций. GOODEL-OK48 предпочтительней использовать при работе с толстолистовым металлом. А GOODEL-52U являются профессиональными электродами для сварки нефтепроводных труб и трубных элементов. Все эти марки обладают высокими техническими характеристиками и стойкостью к низким температурам.
Электроды для сварки нержавейки инвертором
Для соединения высоколегированных сталей (нержавейки) используются марки: НЖ-13, ОЗЛ-8, ОЗЛ-6, ЦЛ-11, ЦТ-15, ЭА-400/10, ЭА-395/9. Здесь выбор должен основываться на характеристиках и химическом составе свариваемого металла.
Электроды для сварки чугуна
Для работы с чугуном можно использовать изделия марок: МНЧ-2, ОЗЧ-2, ЦЧ-4. При этом МНЧ-2 применяются для сварки, наплавки и заварки дефектов чугунного литья деталей из серого, ковкого и высокопрочного чугуна. ЦЧ-4 для холодной сварки конструкций из высокопрочного чугуна с шаровидным графитом и серого чугуна с пластинчатым графитом. А ОЗЧ-2 для соединения и наплавки серого и ковкого чугуна и заварки дефектов чугунного литья.
Электроды для сварки меди
Для работы с медью применяют расходники марок: Комсомолец-100 и ОЗБ-2М. При этом изделия Комсомолец-100 предназначены для сварки и наплавки изделий из меди технических марок, а также разнородных соединений меди со сталью. А ОЗБ-2М для сварки и наплавки оловянно-фосфористых и художественных бронз, наплавки на сталь и бронзу и для заварки дефектов бронзового литья, а также латуни.
Электроды для резки
Для резки листового проката, и арматуры хорошо подойдут изделия марки ОЗР-1. Они пригодны для удаления дефектных мест сварных швов, или их участков, прихваток, заклепок и многого другого. Следует учитывать, что резка производится на повышенных значениях тока в пределах от 260 до 680 Ампер, в зависимости от диаметра электрода и толщины металла.
Что влияет на качество сварки инвертором
Мы уже рассказали, какие электроды лучше для сварки инвертором и готовы перейти к факторам, влияющим на качество сварного шва.
- Навыки и опыт сварщика. Именно это является определяющим фактором. Опытный и грамотный сварщик всегда может выполнить качественную сварку с соблюдением всех технологий. Заметьте, что мы написали именно «навыки и опыт», так как существуют виды производств, в которых сварщики выполняют однообразные работы. Например, сварщик, выполняющий на производстве только горизонтальный шов, с большой долей вероятности не сможет выполнить качественный вертикал сверху вниз. Мы ни в коем случае не хотим обидеть сварщиков, но такие случаи встречались на практике. Не зря же существует специальная аттестация сварщиков в НАКС, прохождение которой открывает доступ к выполнению определенных видов работ.
- Качество материалов. Это второй определяющий фактор. Электроды для сварки инвертором должны быть качественными. Также они должны правильно храниться, а перед применением прокаливаться согласно рекомендациям, указанным на упаковке.
- Качество оборудования. Инвертор должен быть качественным, способным обеспечивать стабильную работу. Частой проблемой при не качественном оборудовании являются скачки напряжения, невозможность стабилизировать дугу, а также залипание электрода.
Мы перечислили три основных фактора, влияющих на качество сварного соединения. Туда же можно отнести и правильность подбора диаметра изделия, его марки, установки силы тока, условия в которых проводятся работы и многое другое.
Рекомендации начинающим сварщикам
Как и обещали в начале статьи, приведем несколько рекомендаций начинающим сварщикам.
- Начинать практику лучше с рутиловых электродов. За счет состава покрытия ими легче работать. Такие расходники обладают более легким поджигом (в том числе и повторным), а также позволяют варить на средней дуге. Это в свою очередь дает возможность лучше видеть и контролировать сварочную ванну. Также плюсом таких изделий можно назвать легкое отделение шлака.
- Правильно установленная полярность и сила тока – залог успеха. Если необходимо провести работы на постоянном токе прямой полярности, то свариваемое изделие подключается к зажиму «+», а электрод к «–». Соответственно при обратной полярности подключение осуществляется наоборот заготовка подсоединяется к клемме «–», а держак к «+». Силу тока лучше устанавливать в пределах указанных производителем, регулируя ее в процессе сварки.
- Перед тем как приступить к работе следует потренироваться на обрезках, схожих по характеристикам с металлом заготовки. Это позволит настроить силу тока и привыкнуть к металлу.
- Соблюдение техники безопасности является важным условием проведение сварочных работ. Не приступайте к сварке, не обезопасив себя и окружающих от возможных ожогов, поражений током и «зайцев». Используйте защитную одежду и перчатки, а также специальную маску или очки. Убедитесь в правильном подключении сварочного аппарата. Не допускайте нахождения в месте сварки легковоспламеняющихся объектов. Также не допускайте в место проведения работ посторонних людей (без специальной защиты) или животных (могут получить ожог глаз глядя на сварочную дугу).
- Регулярно улучшайте свои навыки. Изучайте новые материалы, пробуйте различные положения сварки и расходники. Проходите курсы повышения квалификации. Практикуйтесь, и результат не заставит себя ждать.
Заключение
В этой статье мы кратко рассмотрели информацию об инверторах. Рассказали о типах покрытия и назначении сварочных материалов. Ответили на вопрос, какие электроды лучше для сварки инвертором. Привели популярные марки сварочных материалов и дали несколько советов начинающим сварщикам.
Если Вам понравилась статья, делитесь ей в социальных сетях, вступайте в группу завода сварочных материалов «GOODEL» ВКонтакте, подписывайтесь на Twitter и Instagram.
Электроды для сварки инвертором
Быстро и оперативно сварить любые, даже самые сложные конструкции из металла, можно при помощи инверторов. Эти агрегаты быстро вошли в современные операционные процессы, потому что просты в эксплуатации, при этом сварной шов получается высокого качества, ровным и аккуратным. Конечно, главной составляющей сварного процесса – это электроды для сварки инвертором. По сути, это металлический стержень, который покрыт специальным материалом, называемым обмазкой.
Сварочные электроды изготавливаются из разных стальных проволок, соответствующих ГОСТу 2246-70. Поэтому электроды для инверторной сварки делятся по сырьевому материалу на несколько групп.
- Изготовленные из легированной проволоки. К примеру, из Св-08Х3Г2СМ.
- Из высоколегированной – Св-30Х15Н35В3Б3Т.
- Из углеродистой – Св-10Г2.
Марки сварочной проволоки указаны по одной, но их список достаточно широкий.
Что касается защитного покрытия (обмазки), то его специально наносят на стержень, чтобы предохранить сварочную ванну от воздействия на расплавляемый металл кислорода. Именно этот химический элемент негативно сказывается на качестве материала, создавая на его поверхности оксидные пленки. Это перовое. Второе – это стабилизация дуги.
Защитное покрытие наносится на сварочный стержень методом прессования, поэтому связь двух материалов очень высокая. Сама же обмазка делится на четыре типа.
- Основная.
- Рутиловая.
- Кислая.
- Целлюлозная.
Первый и последний тип используются только при сварке постоянным током. Остальные и при постоянном токе, и при переменном.
Содержание страницы
- 1 Какими электродами лучше варить инвертором
- 2 Марки электродов
- 2. 1 УОНИ
- 2.2 МР
- 2.3 АНО
- 2.4 ОК 63.34
- 2.5 Угольные и графитовые электроды
- 2.
- 3 Сварочный процесс
Какими электродами лучше варить инвертором
Электроды для инвертора делятся на две группы.
- Обычные, которые используются повсеместно для любых конструкций. К ним относятся марки АНО и МР.
- Расходники для ответственных конструкций. К ним относится марка УОНИ.
Все сварщики считают, что марка УОНИ очень капризна. Не каждый может варить этими электродами, здесь нужен опыт и квалификация. Поэтому сварку инвертором для начинающих мастеров лучше проводить обычными видами.
Марки электродов
Чтобы ответить на вопрос, как выбрать электроды, необходимо разобраться с марками, обозначенными выше.
УОНИ
Основное их назначение – сварка изделий из углеродистых и низколегированных сталей. Как уже говорилось выше, их используют для сборки конструкций, к которым предъявляются повышенные требования. Особенно жесткие требования к сварным швам, которые должны обладать повышенной ударной вязкостью и пластичностью.
Сварка может производиться при низких температурах. Обмазка – основная, ток – постоянный, полярность – обратная. Диаметр стержня: 2-5 мм. Сварочный шов – качественный, высокой плотности. Сваренные этими электродами конструкции прекрасно справляются с перепадами температуры, нагрузками на изгиб и ударами.
МР
В этой категории две позиции.
- МР-3. Используются для соединения углеродистых заготовок, стык которых может выдержать сопротивление (временное) до 490 МПа. Обмазка – рутиловая, ток – переменный или постоянный, полярность – любая. Варить электродом можно в любых положениях с оговоркой. Так при нижнем положении сварка проводится электродами диаметром до 6 мм, в вертикальном положении до 5 мм, в потолочном (верхнем) до 4 мм. С помощью МР-3 можно варить заготовки с ржавым покрытием, загрязненные. С ними сварка проводится с повышенной производительностью.
- МР-3С. Это модель, которая используется для тех же целей, что и предыдущая. Сваренный ею стык может выдержать сопротивление до 450 МПа. Обмазка – рутило-целлюлозная, ток – переменный и постоянный, полярность – любая. Положение сварки – любое. Ими можно варить даже влажные металлы.
Марка расходников МР для начинающих можно назвать, как самые лучшие электроды. Не капризны, легко переносят сам процесс, небольшое разбрызгивание металла, плюс отличный шов.
АНО
Надо отдать должное этой марке, которую все специалисты считают универсальной. Именно АНО сегодня является самым популярным брендом. Если уж выбирать из всех видов, предложенных производителями, то именно этот.
С помощью этих электродов (сварочных для инвертора) можно варить заготовки толщиною до 5 мм в разных положениях, даже в вертикальном сверху вниз. При этом стыковка двух металлов может быть: стыковочной, внахлест, угловой. К чистоте свариваемых кромок не большие требования, можно проводить сварку окисленных поверхностей. Производится ими и корневая сварка толстых заготовок. Обмазка – рутило-целлюлозная. Ток – переменный или постоянный. Полярность – любая.
Есть в модельном ряду данного вида марка АНО-4 с рутил-карбонатной обмазкой, которую используют для сваривания ответственных конструкций.
ОК 63.34
Если появляется необходимость сварить две заготовки из нержавеющей стали, то это можно сделать при помощи инвертора, используя электрод от шведского производителя ESAB. Кстати, этим электродом можно соединять изделия из конструкционной стали.
Шов от такого расходника получается равным с плавным переходом от основного металла. При этом шлак образуется в малых количествах, отбивать его легко. Можно варить любые положения стыков в металлах толщиною 6-8 мм в корневой сварке. Хотя сам электрод был разработан для сваривания тонких изделий из нержавейки. Можно соединять им стыковые соединения и нахлесточные. Используется также для многослойной сварки не только в горизонтальной плоскости, но и в вертикальной.
Угольные и графитовые электроды
Графитовым и угольным электродом варят металлы дугой редко. Такой вид сварки производится в защитных газах с присадочной проволокой или прямым действием. При этом сам электрод не расплавляется, плавится металл, который сваривают. Угольным электродом сварку ведут постоянным током с прямой полярностью.
Важная составляющая сварочного процесса – это плотное прижатие кромок заготовок друг к другу. Это можно сделать прихватками, точечной сваркой или механическими приспособлениями (струбцинами, зажимами и так далее). Кстати, эта технология может быть использована только в нижнем положении.
Сварочный процесс
Работа сварщика зависит не только от правильно выбранной марки электродов. Придется правильно подбирать их диаметр, точно выставить параметры сварки на самом инверторе. В основном это касается силы тока. К тому же будет немаловажным знать, к какому выходу (плюсу или минусу) подключить выбранный вами расходник.
Диаметр сварочного стержня должен быть равен толщине заготовки, которые нужно приварить. К примеру, толщина свариваемых деталей равна 3 мм. Значит, их лучше варить электродом диаметром 3 мм. Если варится толстый металл, к примеру, 10 мм, то можно использовать любой из диаметров, потому что сварка в данном случае будет проводиться послойно. Но даже здесь лучше использовать толстый расходник.
Что касается полярности, то она зависит от того, к какому выходу подключается электрод: к минусу или к плюсу. Если к минусу, а плюс соответственно подсоединяется к свариваемой заготовке, то это прямая полярность. Если наоборот, то это обратная.
В чем отличия двух видов подключения. Всем известно, что поток электронов (он же и является электрическим током) движется от минуса к плюсу. И тот элемент сварочного процесса, который подключен к плюсу, нагревается сильнее. То есть, если менять расположение электрода относительно положения подключения, можно менять интенсивность его нагрева.
Внимание! Электродом диаметром 3 мм варить металл толщиною 2 мм лучше на обратной полярности. А тем же расходником варить металл толщиною 6 мм лучше на прямой полярности.
Теперь, что касается силы тока при сварке инвертором. Обычно он указывается на упаковке. Но можно использовать простое соотношение: на один миллиметр диаметра стержня 20-30 ампер тока. Скажем прямо, диапазон достаточно широкий. Но необходимо будет учитывать режим укладки сварного шва. То есть, он будет укладываться непрерывно без отрыва, или с отрывом. В первом случае при расчете берется показатель 20 ампер, при втором 30. Хотя все это лишь рекомендации, потому что нужно учитывать достаточно широкий список критериев сварочного режима.
- Текучесть основного металла, его марка.
- Скорость движения руки сварщика.
- Положение электрода во время сваривания. К примеру, в потолочном положении ток уменьшают.
Оптимальный режим придет со временем с опытом. Поэтому сварщик должен обращать внимание на сварочную ванну. Именно она показатель качества выбранного режима. Правильный шов должен быть равномерным. Если в ванной образовалось много металла, значит, или дуга слишком короткая, или скорость сварки была недостаточной. Если в ванной получилось седло, то слишком быстро варился шов, или дуга отказалась длиной. Смещение металла в ванной в одну из сторон говорит о том, что не было выдержано ровное строго по оси движение электрода. К тому же при этом сила тока была большой.
Выбрать хороший вариант, который соответствует режиму и металлу, не всегда просто. Новичку это не под силу, поэтому производители на упаковке дают рекомендации. Более или менее они совпадают с фактическими. Но, как было сказано выше, все придет с опытом. Предлагаем ознакомиться с видео – какие электроды лучше выбрать для сварки инвертором.
процесс сварки, виды электродов, производители
На фоне популярности инверторных сварочных аппаратов многие владельцы вынуждены самостоятельно решать вопрос о приобретении необходимых аксессуаров для выполнения сварки. И к довольно важным вопросам следует отнести выбор подходящих электродов. Этому вопросу необходимо уделить особое внимание, поскольку от качества этих изделий зависит прочность создаваемого соединения.
Что представляет собой инверторная сварка
Вот уже на протяжении многих лет сварочные инверторы пользуются большим спросом среди рядовых потребителей, которые являются более совершенным вариантом в отличие от стандартных трансформаторных аппаратов, которые были широко распространены до появления этого оборудования. Востребованность эти аппаратов обеспечила невысокая цена и отсутствие проблем в использовании. С их помощью можно с минимальными затратами времени и довольно качественно соединять различные геометрические изделия и детали.
Чаще всего подобное оборудование используется в ситуации, когда приходится проводить дуговую сварку путем плавления обрабатываемых участков, что обусловлено высокой надежностью оборудования. Среди достоинств, которыми обладают инверторы, следует выделить постоянство показателей и стабильность сварочного тока, за счет чего можно создавать соединение, обладающие высокой прочностью, что достигается благодаря высококачественному шву.
Инверторная сварка представляет собой процесс, для которого применяется специальное оборудование, позволяющие поддерживать при включенном источнике тока переменное напряжение. При проведении подобных работ с использованием инверторного агрегата также приходится применять и иные устройства, которые предусмотрены схемой сварки:
- система управления,
- сетевой выпрямитель и фильтр,
- трансформатор,
- преобразователь частоты.
Основная же роль в инверторной сварке отводится используемым электродам. Эти изделия имеют вид стальных электропроводящих стержней, которые используют для подвода к сварочной зоне тока. Важным моментом является то, что для каждого оборудования должен применяться свой электрод для сварки инвертором. По этой причине необходимо с учетом всех особенностей выбирать стержни, обеспечивающие подачу тока.
Лучшие электроды для инверторной сварки
В качестве материала, на основе которого создаются электроды плавящегося типа, к которым прибегают для инверторной и дуговой ручной сварки, выступает сварочная проволока, обладающая необходимыми характеристиками, которые определены ГОСТом от 1970 года за номером 2246. Указанный стандарт предусматривает классификацию электродов на основании сферы использования инверторного аппарата:
- легированные. Для их производства могут применяться различные виды проволоки Св-08Х3Г2СМ, Св-08ГСМТ, Св-10Х5М и др.
- углеродистые. В качестве материала для них используют проволоки Св-10Г2, Св-10ГА, Св-08ГА и др.;
- высоколегированные. Для их изготовления применяются проволоки Св-10Х11НВМФ, Св-12Х11НМФ, Св-04Х19Н11М3 и др.
Электродные стержни в обязательном порядке предусматривают особое покрытие, которое создают методом опрессовки. Назначение этого покрытия состоит в следующем:
- защита сварочной ванны от атмосферных воздействий;
- создание благоприятных условий для более устойчивого горения дуги.
Если владелец впервые планирует проводить инверторную сварку, то он должен иметь в виду, что используемые электроды для сварки инвертором могут быть классифицированы на две категории. Первая представлена изделиями, при помощи которых сваривают наиболее важные металлоконструкции.
Вторая же группа включает электроды, которые применяются для соединения конструкций из стали обычного назначения. Как считают эксперты, лучше всего проводить инверторную сварку с применением электродов УОНИ, если речь идет о соединении ответственных конструкций. Если приходится сваривать конструкция обычного назначения, то выбор можно остановить на АНО либо МР-3.
Нужно сказать, что электроды для сварки инвертором марки УОНИ отличаются достаточной сложностью в работе. Осуществлять сварку с применением подобных стержней может только опытный специалист, а для новичка подобная работа может быть сопряжена с определенными трудностями, что не гарантирует получения прочного соединения.
Популярные электроды
На текущий момент наибольший интерес проявляется к электродам для сварки следующих производителей:
УОНИ 13/55. В первую очередь их используют опытные сварщики. Особенностью этих стержней является то, что с их помощью можно создать очень надежный шов, отличающийся наилучшим показателем плотности.
МР-3С. На них выбор останавливается в тех ситуациях, когда необходимо создать шов, обладающий наивысшими характеристиками прочности и надежности. С использованием таких стержней сваривают элементы посредством использования переменного и постоянного тока обратной полярности.
МР-3. Отличительной особенностью электродов этой марки является ее универсальность применения. Они подходят для соединения металла с загрязнённой поверхностью. К тому же их можно применять и для сварки влажных и ржавых конструкций.
АНО. Именно стержни этой марки и пользуются наибольшим спросом в нашей стране. Среди их достоинств следует выделить отсутствие необходимости в предварительной прокалке. Процедура их зажигания отличается достаточной простотой, их применение обеспечивает создание высокопрочного и сверхнадежного соединения. Причем уровень подготовки того, кто выполняет сварочные работы, не оказывает влияние на конечный результат.
Сварка материалов — какие электроды выбрать?
Если у вас запланирована сварка определенных конструкций, то необходимо учесть, что выбор электрода для сварки инвертором будет зависеть от материала, из которого изготовлено соединяемое изделие. По мнению экспертов, наилучшими для сварки считаются следующие изделия:
- для конструкций из нержавейки и высоколегированной стали рекомендуется применять электроды ЦЛ11, изготовленные в соответствии со стандартами 10052-75 и 9466-75;
- для конструкций из углеродистых сталей лучше всего применять стержни, изготовленные в соответствии с ГОСТом 9466–75 и 9467–75 – ОЗС–4, УОНИ–13/45, АНО–21, МР–3С Н11М3ТБ и др.
- для соединения поверхностей из малоуглеродистых сталей наилучшим выбором будут стержни, имеющие альменитовое и рутиловое покрытие.
- наиболее качественную сварку конструкций из разных марок чугуна могут обеспечить стержни, изготовленные в соответствии с ГОСТом 859–78 – ОЗЧ–2.
Приобретая любой из выше рассмотренных стержней для сварки в любой торговой сети, которая располагает эпидемиологическими сертификатами, можно быть уверенным, что создаваемое с их помощью соединение будет отличаться наивысшей прочностью и надежностью. Вместе с тем человеку, который будет осуществлять инверторную сварку, будут обеспечены наиболее безопасные условия работы.
Говоря об инверторе, следует заметить, что возможности этого оборудования позволяют соединять любые поверхности с применением большинства доступных на сегодняшний день электродов. Именно с этим и связан высокий интерес к этому аппарату. При этом в продаже можно встретить такие стержни, с применением которых нельзя добиться требуемого результата сварки и обеспечить шву привлекательный вид. К тому же не все электроды в состоянии гарантировать необходимый уровень безопасности при использовании подобного оборудования. Поэтому при осуществлении инверторной сварки необходимо использовать только рекомендованные для подобных работ электроды.
Ресанта — известный бренд инверторных аппаратов
Подавляющее большинство профессиональных сварщиков и домашних мастеров чаще всего останавливает выбор на инверторных аппаратах, выпускаемых под маркой Ресанта. Что касается выбора наиболее подходящих для такого оборудования электродов, то здесь необходимо придерживаться схемы, которая была изложена выше. Поэтому, приобретая любой из рекомендованных стержней для сварки, вы можете не беспокоиться о качестве соединения. Использование их в сочетании со сварочными аппаратами Ресанта обеспечит вам безопасность при работе.
Разновидности инверторов Ресанта
Среди доступных на сегодняшний день инверторных установок этой марки следует выделить ряд аппаратов, отличающихся наибольшим уровнем функциональности:
- устройства, представляющие серию Проф. Среди опций, которые предлагают эти аппараты, следует выделить «Форсаж дуги», «Горячий старт», «Антизалипание». Также у них предусмотрена защита от перегрева аппарата, имеется широкий диапазон настройки тока для качественного выполнения сварки;
- серия Компакт: модели аппаратов являются наилучшим выбором для применения в домашних условиях;
- инверторные аппараты плазменной резки ИПР-40 и ИПР-25.
Заключение
Хотя инверторные сварочные аппараты обладают множеством преимуществ, обеспечивая высокое качество соединения, все же конечный результат во многом зависит от типа используемых для сварки электродов. По этой причине подходить к выбору этих изделий следует так же тщательно, как и к покупке и самого сварочного оборудования. Особенностью предлагаемых электродов является то, что не все они обеспечивают одинаковое качество соединения. Немаловажная роль здесь отводится материалу, из которого выполнены соединяемые поверхности.
Вместе с тем отдельные электроды требуют наличие определенных навыков работы с ними, поскольку они рассчитаны на специалистов и используются для решения узких задач. Поэтому, чтобы избежать ошибок при выборе электродов для инверторного сварочного оборудования, рекомендуется отдавать предпочтение электродам универсального назначения, которые отлично подойдут для качественной сварки большинства конструкций.
- Автор: Александр Романович Чернышов
- Распечатать
Оцените статью:
(3 голоса, среднее: 3. 7 из 5)
Поделитесь с друзьями!
Какими электродами лучше варить инвертором?
Выбор электродов для инвертора напрямую влияет на эффективность сварки и на качество шва. Иногда это определяет разницу между идеальным соединением и испорченным изделием. При этом подобрать подходящий электрод не так просто, как может показаться. Они отличаются типом, размером, материалом и т.д. И каждый параметр может оказаться решающим. Давайте разберемся, как правильно выбирать электроды для инверторного сварочного аппарата.
Все электроды можно разделить на две большие группы:
Плавящиеся электроды
Неплавящиеся электроды
Для большинства видов сварки используют первые. Неплавящиеся электроды применяются только для аргонодуговой сварки TIG. Критерии выбора для каждой группы электродов различаются, поэтому сначала мы расскажем все о плавящихся электродах, а потом поговорим о неплавящихся.
Раздел: Электроды сварочные
Критерии выбора плавящихся электродов
Сразу обратите внимание на материал сердечника электрода. Он должен быть из того же металла, что свариваемые детали. Вы без труда найдете электроды с сердечником из стали, чугуна, алюминия, меди и т.д. Есть даже электроды для сварки изделий из различных сплавов. Чем более похожи материалы, тем лучше. Например, при сваривании стальных изделий важно учесть количество легирующих элементов и углерода в составе стали.
Покрытие электрода также играет большую роль в процессе сварки. Есть четыре основных типа покрытия:
- Основной – состоит из фтористых соединений и карбонатов. Применяется при многократной проварке швов. Соединение получается прочным и пластичным. Уменьшается риск появления дефектов.
- Кислотный – состоит из оксида железа, марганца и кремния. Используется для эффективного соединения деталей, имеющих ржавчину или оксидную пленку.
- Рутиловый – в составе присутствует диоксид титана. Заметно снижает разбрызгивание металла во время сварки. Ржавчина и остатки краски на металле почти не влияют на качество шва.
- Целлюлозный – имеет около 50% органических соединений в составе (мука, целлюлоза, смолы). Электроды с такой обмазкой заметно повышают прочность соединения.
Выбор диаметра электрода зависит от толщины свариваемого металла и силы тока, используемого во время работы:
- Ø 2 мм – толщина детали: до 2 мм, сила тока: 55 – 65 Ампер.
- Ø 2,5 мм – толщина детали: 2 – 3 мм, сила тока: 65 – 80 Ампер.
- Ø 3 мм – толщина детали: 3 мм, сила тока: 70 – 130 Ампер.
- Ø 3,2 – 4 мм – толщина детали: 4 – 5 мм, сила тока: 130 – 160 Ампер.
- Ø 4 – 5 мм – толщина детали: 6 – 12 мм, сила тока: 130 – 210 Ампер.
- Ø 5 мм – толщина детали: от 13 мм, сила тока: 210 – 240 Ампер.
Также обратите внимание на марку электрода. На рынке их очень много, однако для начала достаточно знать несколько самых популярных:
- АНО – подходит как профессионалам, так и начинающим сварщикам. Электрод легко воспламеняется и хорошо плавится. Перед работой не нужно прокаливать.
- МР-3 – универсальный электрод для любых типов работ. Хорошо соединяет металлы с оксидной пленкой и небольшой ржавчиной на поверхности.
- МР-3С – используется для создания наиболее прочных и аккуратных швов.
- УОНИ 13/55 – требуют хорошего навыка сварки, однако позволяют получать очень надежные и качественные соединения.
Критерии выбора неплавящихся электродов
Неплавящиеся электроды применяются для аргонодуговой сварки TIG. В первую очередь нас интересует материал из которого изготовлен электрод. Это определяет сферу его применения.
- Угольный – подходит как для сварки, так и для резки. Также позволяет быстро и эффективно устранять дефекты на металлических поверхностях. Работает практически с любыми металлами (черными и цветными) на токе силой до 580 Ампер.
- Графитовый – применяется для сварки цветных металлов, чаще всего меди или алюминия. Отличается устойчивостью к высоким температурам и механическому износу. При этом затачивать такой стержень гораздо проще.
- Вольфрамовый – самый распространенный тип неплавящихся электродов. Применяется для работы с любыми металлами. Высокая термоустойчивость позволяет использовать вольфрамовый электрод даже при работе на очень высоких температурах.
Возможно, кого-то удивит такой подбор материалов. Но помните, что эти электроды не плавятся во время сварки. Поэтому нет смысла делать электроды из того же металла, что и свариваемые детали. Гораздо выгоднее и эффективнее использовать другие материалы.
Нужный диаметр неплавящегося электрода, как и в случае с плавящимся, зависит от силы тока и толщины свариваемых изделий:
- Ø 1 – 1,6 мм – толщина детали: 0,5 – 1 мм, сила тока: до 10 – 130 Ампер.
- Ø 1,6 – 2 мм – толщина детали: 1 – 2 мм, сила тока: 30 – 160 Ампер.
- Ø 2 – 3 мм – толщина детали: 2 – 4 мм, сила тока: 50 – 180 Ампер.
- Ø 3 – 4 мм – толщина детали: 3 – 6 мм, сила тока: 100 – 340 Ампер.
- Ø 5 – 6 мм – толщина детали: от 5 мм, сила тока: 200 – 450 Ампер.
Также перечислим самые популярные марки вольфрамовых электродов:
- WP – сварка алюминия, магния и их сплавов. Для работы используется переменный ток.
- WT-20 – сварка углеродистой, низколегированной и нержавеющей стали. Постоянный ток.
- WС-20 – сварка любой стали. Переменный или постоянный ток.
- WL-15 – сварка легированной и нержавеющей стали. Переменный или постоянный ток.
- WL-20 – сварка нержавеющей стали. Переменный или постоянный ток.
- WY-20 – сварка меди, а также углеродистой, низколегированной и нержавеющей стали. Постоянный ток.
- WZ-8 – сварка алюминия, магния и их сплавов. Переменный ток.
Поделиться:
Читайте также
Чем отличается сварочный аппарат от инвертора?
Вам может быть интересно
Какие электроды лучше для сварки инвертором?
Екатерина
Использование инверторных сварочных аппаратов особенно популярно у новичков и гаражных умельцев, поскольку такие аппараты просты в использовании и позволяют качественно выполнить множество видов сварочных работ. Но, не смотря на простоту эксплуатации, применение инверторного сварочного аппарата требует использовать для работы определенные типы электродов. Качественные электроды помогают выполнить надежный и прочный шов, а эта тема особенно актуальна для сварщиков, выполняющих работу на заказ, когда долговечность и качество выходят на первый план.
Современный рынок предлагает десятки типов электродов для сварочного аппарата, и порой непросто понять, какие лучше. Какие стержни для резки металла инвертором или для сварки инвертором можно использовать, как правильно выбрать хорошие электроды, их диаметр и назначение? На эти, и многие другие вопросы мы ответим в этой статье. С помощью нашей статьи вы сможете сделать правильный выбор электродов для сварки инвертором и узнаете, какие электроды нужны новичку в первую очередь.
Содержание статьи
- Как выбрать электроды для инверторной сварки
- Диаметр
- Назначение
- Покрытия
- Как качественно выполнить сварку инвертором
- Зарубежные производители
- Какие электроды для инвертора лучше при сварке аппаратом Ресанта
- Как резать металл сварочным инвертором
- Вместо заключения
Как выбрать электроды для инверторной сварки
Выбирая лучшие электроды для сваривания важно учитывать, что от выбранных комплектующих во многом зависит качество и долговечность сварного шва. Не стоит гнаться за самой доступной ценой при выборе электродов, поскольку это может стать причиной некачественной работы. Конечно, профессиональный сварщик сможет сделать идеальный шов, используя любые электроды, но это лишь результат многолетней практики. Если вы не имеете большого опыта, лучше переплатить, но получить достойный результат.
Существует несколько наиболее распространенных марок электродов, пользующихся популярностью у начинающих и практикующих мастеров:
- Марка АНО: стержни этой марки отлично воспламеняются, не нуждаются в прокаливании. Марка популярна как у новичков, так и у профессионалов своего дела.
- Марка МР-3: универсальные, наиболее распространенные. Их можно использовать даже для соединения деталей, которые были подвержены слабой коррозии.
- Марка МР-3С: электроды этой марки лучше использовать, если требуется сделать особо прочный и аккуратный шов.
- Марка УОНИ 13/55: позволяет выполнить шов высочайшего качества. Эту марку предпочитают сварщики с высокой квалификацией, поскольку опыт позволяет им без труда выполнять работу быстро и качественно. Начинающим мастерам будет сложно работать с электродами этой марки. Если вам нужен эстетичный шов, но не хватает опыта, выберите марку МР-3С.
Помимо марки существует ряд других важных характеристик, о которых мы поговорим далее.
Диаметр
Выбирая сварочные электроды для инверторов важно также учесть их диаметр. Конечно, если вы используете инверторный сварочный аппарат, то нет смысла предъявлять к нему повышенные требования, поэтому можно использовать стержни до 2 мм. Об этом говорят многие сварщики с десятилетним опытом, но они не учитывают, что такие работы можно выполнить лишь с ограниченным количеством деталей. Если вы желаете выполнять различные работы, то диаметр электрода нужно выбирать тщательнее.
Например, какими электродами лучше варить инвертором, если металл большой толщины? Ведь такая деталь требует длительного прокаливания. Можно потратить уйму сил и времени, используя привычный электрод малого диаметра, но мы рекомендуем просто выбрать больший диаметр. Чем толще металл, тем больше диаметр электрода. На то, какие электроды лучше для инвертора, оказывает влияние и специфика вашей работы. Если вам предстоят трассовые работы, то мы рекомендуем выбрать больший диаметр электрода, чтобы облегчить труд и сократить время. В то же время, для сварки профилей вполне достаточно электродов диаметром до 2 мм. С таким диаметром вы сможете сварить даже секционные ворота для автомобиля, не говоря о более простых конструкциях.
Назначение
Помимо марки и диаметра они разделяются по своему назначению. От этого тоже зависит, какие электроды лучше для инвертора. Условно они делятся на следующие электроды:
- Для сварки углеродистых или низколегированных металлов.
- Для сварки деталей, изготовленных из прочных теплоустойчивых металлов.
- Для работы с нержавеющей сталью.
- Для работы с алюминиевыми и медными сплавами или непосредственно алюминием и медью.
- Для сварки чугунных деталей.
- Для мелких ремонтов и наплавки.
- Электроды универсального назначения, применяемые для сварки деталей из неизвестного металла.
Покрытия
Производители часто наносят на электроды специальные покрытия, улучшающие их характеристики. Среди наиболее распространенных покрытий можно выделить основное и рутиловое. Основное покрытие самое популярное, используется большим количеством производителей. Благодаря ему удается получить шов высокого качества. Ну а в сочетании с правильно подобранным диаметром электрода и большим опытом сварщик способен сделать шов максимально качественным и слабо подверженным механическим нагрузкам.
Рутиловое покрытие популярно у мастеров, работающих с низкоуглеродистой сталью. Благодаря такому покрытию исключено образование пор в сварных швах, такие электроды можно использовать с переменным и постоянным током, и можно использовать повторно. Также электродами с рутиловым покрытием просто удобнее пользоваться, выполняя работу в труднодоступных местах, при плавлении такое покрытие не выделяет опасных веществ (в отличие от других покрытий), что позволяет сохранить здоровье.
Как качественно выполнить сварку инвертором
Используя инвертор можно получить достаточно качественный шов, но для этого нужно учесть три важных параметра:
- Правильно установленная сила тока для сварки;
- Оптимальный диаметр выбранного сварочного стержня;
- Учет толщины металла.
Как было сказано выше, толщина электрода является одним из главных факторов качества сварного шва. Добавим, что от диаметра также зависит плотность тока. Если превысить значение плотности, дуга потеряет свою устойчивость, будет хуже проваривать металл и значительно увеличится ширина шва. Это не критично, если эстетическая сторона работы не так важна. Сварку тонких металлов лучше доверить полуавтоматичеким сварным автоматам. В противном случае, шов может получиться непрочным и слишком широким. Это особенно критично при использовании электродов большого диаметра: в сварном шве образуются поры, существенно снижающие его прочностные характеристики.
Обратите внимание на установленный параметр силы тока. Самый удобный способ узнать рекомендуемую силу тока — просто взглянуть на упаковку. Большинство производителей указывают на ней всю необходимую информацию.
Зарубежные производители
Отвечая на вопрос «Какие электроды выбрать для сварки инвертором?» стоит упомянуть зарубежных производителей. На нашем рынке представлено множество брендов, но мы остановимся на европейских. По нашему мнению, именно компании Abicor Binzel, ESAB, Böhler Welding и ELGA являются лучшими.
Какого бы производителя вы не выбрали, их продукцией можно проводить все типы сварочных работ: варить углеродистую сталь, стыки труб, выполнять особо сложные работы с трудносвариваемым металлом, варить чугун, медь и алюминий. Если вы варите на заказ или выполняете работу с повышенной степенью ответственности, то выбирайте зарубежных производителей. Их качество в разы превосходит продукцию российских производителей, поскольку на производстве действует строгий контроль.
Какие электроды для инвертора лучше при сварке аппаратом Ресанта
Сварочные электроды для Ресанты нужно выбирать так же, как и для других аппаратов, а именно обращая внимание на саму деталь. Отвечая на вопрос, какие электроды лучше для инверторной сварки Ресантой, мы советуем увеличивать диаметр электрода и силу тока в зависимости от толщины детали.
Например, при толщине детали 10 мм предпочтительно использовать стержень диаметром 5 мм. Компания Ресанта сама производит электроды, они имеют диаметр от 2.5 до 5 мм. Но у них есть один недостаток — пониженная пластичность.
Как резать металл сварочным инвертором
Многие начинающие мастера спрашивают: «Какие сварочные электроды лучше для инвертора при резке?» Но в этом вопросе уже кроется ошибка.
Чтобы понять, какие выбрать электроды для резки металла инвертором, учтите важную особенность: сейчас существуют специальные электроды для резки и больше нет необходимости использовать для этого стандартные сварочные стержни.
Да, раньше мастера использовали для резки сварочные стержни, но они это делали лишь за неимением лучшего варианта. Специализированные электроды для резки обеспечивают стабильную дугу и легко окисляют жидкий металл, убирая его с места резки. Работа выполняется быстрее и качественнее. Диаметр таких электродов варьируется от 3 мм до 6 мм.
Вместо заключения
Так какие электроды лучше для сварки? Кратко резюмируя все выше сказанное, мы выделили несколько пунктов, на которые следует обратить внимание, чтобы понять, какие электроды выбрать для сварки инвертором:
- Если вам предстоит особо ответственная работа (например, вы изготавливаете изделие на заказ), то рекомендуется использовать комплектующие проверенных зарубежных производителей. Также выбирайте с основным покрытием. Но если вы просто любитель, и это не является для вас работой, то используйте бюджетные комплектующие отечественных производителей.
- Учитывайте состояние поверхности деталей. Выбирайте рутиловое покрытие, если детали были подвержены незначительной коррозии.
- От толщины металла напрямую зависит выбор диаметра электрода и сила постоянного тока. Чем толще деталь, тем больше диаметр электрода и параметр силы тока.
Теперь вы знаете, как выбрать электроды для инверторной сварки. Мы не составляли рейтинг, поскольку в конечном итоге каждый мастер сам выбирает, что для него лучше. Мы лишь постарались помочь правильно подобрать электроды для качественной работы. Желаем удачи!
Похожие публикации
Сварка алюминия инверторными источниками питания
Постоянный ток трансформатор.
В прошлом трансформатор работал непосредственно от входящего переменного тока частотой 50 или 60 Гц. На этих частотах в трансформаторе выделяется много тепла, поэтому он должен быть относительно большим и тяжелым. Кроме того, если используется частота 60 Гц, управляющие сигналы могут выдаваться не более чем 120 раз в секунду.
Инверторы были введены в сварочные источники питания сначала для выработки постоянного тока (DC), а затем для выработки переменного тока. В этих источниках питания входящая мощность переменного тока частотой 50 или 60 Гц сначала выпрямляется до постоянного тока и фильтруется, а затем подается в секцию инвертора источника питания, где полупроводниковые элементы управления включают и выключают ее на частотах до 20 000 Гц. Гц, эффективно преобразовывая его обратно в высокочастотный переменный ток.
Этот импульсный высоковольтный высокочастотный переменный ток затем подается на главный силовой трансформатор, где он преобразуется в низковольтный переменный ток частотой 20 000 Гц, пригодный для сварки. Наконец, он проходит через схему фильтрации и выпрямления для получения постоянного сварочного тока. Выход управляется полупроводниковыми регуляторами, которые модулируют скорость переключения переключающих транзисторов.
Поскольку силовой трансформатор работает на частоте 20 кГц, он намного более эффективен, чем трансформатор, работающий на частоте 60 Гц. Это означает, что трансформатор может быть намного меньше и легче, поэтому сам блок питания может быть легким. Источники питания для дуговой вольфрамовой сварки постоянным током (GTAW) на основе инвертора обычно весят от 30 до 50 фунтов. С некоторыми из этих блоков питания потребляемый ток при 205 А составляет 29 А при однофазном напряжении 230 В. Хотя результирующая экономия затрат на инверторный источник питания часто завышается, годовая экономия на источнике питания обычно составляет 10 процентов от покупной цены источника питания.
Инверторные блоки питания также очень тонко «измельчают» поступающий переменный ток, что приводит к стабильному постоянному току без типичных пульсаций с частотой 60 Гц и стабильной сварочной дуге.
Переменный ток
В течение многих лет инверторные блоки питания могли питать только постоянный ток. Инверторов, выдающих переменный ток, просто не существовало. Это ограничивало использование инверторов для сварки алюминия, который обычно сваривается методом GTA с использованием переменного тока. Затем кому-то пришла в голову идея упаковать два инвертора в один корпус. Запуск их с разной полярностью и поочередное включение и выключение генерировало псевдо-переменный ток. Некоторые инверторы до сих пор генерируют переменный ток таким образом.
Способность генерировать переменный ток делает инверторные источники питания подходящими для сварки алюминия методом GTAW. Поскольку напряжение дуги никогда не проходит через нуль, дуга переменного тока становится более стабильной. Большинству источников питания GTAW на основе инвертора не требуется, чтобы высокая частота была постоянно включена для обеспечения стабильности, что снижает количество радиочастотных помех (RFI), создаваемых источником питания.
Поскольку управляющие сигналы могут передаваться на любой частоте, вплоть до удвоенной частоты инвертора (40 кГц), можно изменять частоту сварочного тока переменного тока. Некоторые машины могут выдавать переменный ток с частотой от 20 до 150 Гц. По мере увеличения частоты конус дуги и сварной шов становятся уже, что приводит к более глубокому проплавлению сварного шва.
В GTAW проплавление сварного шва происходит в отрицательной части цикла переменного тока. Во время электродно-положительной части цикла проплавление шва уменьшается, и больше тепла передается вольфрамовому электроду, но дуга фактически удаляет оксиды с поверхности алюминия, облегчая сварку. Таким образом, в то время как большинство других материалов сваривают методом GTA с использованием постоянного тока, алюминий обычно сваривают с использованием переменного тока.
Сварка с инверторами
Ранние источники питания GTAW давали простой синусоидальный выходной сигнал переменного тока с равным количеством положительного электрода и отрицательного электрода. Однако такое количество положительных электродов было ненужным для адекватной очистки. Более поздние источники питания позволяли изменять соотношение отрицательного электрода к положительному электроду, обычно примерно с 65 процентами отрицательного электрода и 35 процентами положительного электрода.
Инверторные блоки питания обеспечивают достаточную очистку дуги даже при положительном электроде всего на 15 процентов. Уменьшение количества положительного электрода помогает увеличить проплавление сварного шва и уменьшить количество тепла, попадающего на вольфрамовый электрод. Это позволяет использовать заостренные электроды меньшего диаметра, которые концентрируют и сужают сварной шов.
Электроды из чистого или цирконированного вольфрама с тупым концом обычно рекомендуются для сварки переменным током с обычными источниками питания. Ситуация меняется при использовании инверторов. Большинство инверторов оптимизированы для зажигания дуги и лучшей сварки с использованием заостренных вольфрамовых электродов с 2-процентным содержанием тория. Многие пользователи также сообщают о хороших результатах при использовании заостренных вольфрамовых электродов с церием или лантана.
Что такое инверторный сварочный аппарат? Об инверторной технике и сварке
Дата: 13-12-2018
Weldclass Academy
Как работает инверторная технология (в сварочных аппаратах)?
Говоря простым языком, инвертор — это электронная система регулирования напряжения. В случае инверторного сварочного аппарата он преобразует питание переменного тока в более низкое полезное выходное напряжение, например, из источника переменного тока 240 В в выходное напряжение 20 В постоянного тока.
Устройства на основе инвертора используют ряд электронных компонентов для преобразования энергии — в отличие от обычных устройств на основе трансформатора, которые в основном зависят от одного большого трансформатора для регулирования напряжения.
Инвертор работает за счет увеличения частоты основного источника питания с 50 Гц до 20 000 – 100 000 Гц. Это достигается за счет использования электронных переключателей, которые включают и выключают питание очень быстро (до 1 миллионной доли секунды). Управляя таким образом источником питания до того, как он попадет в трансформатор, можно очень значительно уменьшить размеры трансформатора.
Каковы преимущества использования инверторных сварочных аппаратов?
Изделия на основе инвертора имеют множество преимуществ по сравнению с обычными устройствами на базе трансформатора:
- Вес и размер : Это наиболее важное и впечатляющее преимущество инверторного сварочного аппарата по сравнению с обычными аппаратами. Например, инвертор весом менее 5 кг, размером меньше чемодана, который удобно носить на плече, может иметь выходную мощность, сравнимую с 50-килограммовой трансформаторной машиной.
- Эффективность : Качественные инверторные аппараты, такие как инверторные сварочные аппараты Weldforce, будут иметь рейтинг эффективности около 80-90%, в то время как обычные сварочные аппараты имеют значительно более низкий КПД около 50%. Это связано с тем, что более крупные трансформаторы в обычных машинах имеют большее сопротивление и, следовательно, теряют значительное количество мощности (или энергии) за счет рассеивания тепла.
- Использование мощности генератора : Быть очень эффективным означает, что использование мощности генератора гораздо более целесообразно для инверторных сварочных аппаратов, которые могут работать на небольших портативных генераторных установках, что часто невозможно с традиционными трансформаторными машинами. Следует отметить, что существуют риски, связанные с использованием мощности генератора — для получения дополнительной информации прочитайте нашу статью об использовании генератора со сварочными инверторами.
- Рабочий цикл : Как правило, с инверторными машинами можно достичь гораздо более высоких рабочих циклов, опять же из-за разницы в размерах трансформатора. Хотя мелкие компоненты инверторной машины быстро нагреваются, их можно охладить гораздо проще и быстрее. Однако в обычных «трансформаторных» сварочных аппаратах компоненты намного больше и, следовательно, имеют тенденцию накапливать тепло и дольше охлаждаться.
- Выход постоянного тока : Многие традиционные «трансформаторные» сварочные аппараты MMA (стержневые) имеют только выход переменного тока, что означает, что они ограничены в типах электродов, которыми они могут сваривать. Однако в инверторных аппаратах ток гораздо легче преобразовывается в постоянный, что означает, что они могут сваривать широкий спектр различных сварочных электродов. Это также означает, что некоторые инверторы MMA (стержневые) также подходят для сварки TIG на постоянном токе, что невозможно с обычными аппаратами переменного тока.
- Производительность : Производительность качественных инверторных сварочных аппаратов значительно выше, чем у обычных сварочных аппаратов. Это особенно заметно при сварке ММА (стержнем), когда операторы считают, что сварка намного проще и им не нужно «бороться» с дугой. Это в основном связано со способностью инверторных машин иметь более высокое напряжение холостого хода и включать такие функции, как горячий старт, защита от прилипания и форсирование дуги. Ярким примером этого является сварка тонких материалов: при использовании обычного сварочного аппарата это, как известно, сложно, если вообще возможно, но с инверторными аппаратами, такими как серия Weldforce, которые имеют бесступенчатую регулировку силы тока и очень стабильную дугу, выходную мощность можно очень сильно уменьшить. низкий, так что он будет сваривать листовой металл толщиной 1,6 мм или секцию трубы с относительной легкостью и контролем.
- Функции : Электроника инверторных машин намного легче поддается возможности включения дополнительных функций (таких как режим TIG) и делает существующие функции более управляемыми.
Что такое инверторная технология IGBT?
Аббревиатура IGBT расшифровывается как «Биполярные транзисторы с изолированным затвором». Это быстродействующие переключающие устройства, используемые во всех инверторных сварочных аппаратах Weldclass, которые облегчают регулирование напряжения.
В некоторых инверторных машинах используется более старая технология MOSFET / транзисторы. Технология IGBT предлагает значительные преимущества по сравнению с полевыми МОП-транзисторами. Пожалуй, наиболее важным преимуществом является то, что IGBT менее уязвимы к колебаниям мощности сети и генератора, что делает их гораздо более надежными и менее подверженными повреждениям или отказам.
БТИЗ
Дополнительные статьи об инверторных сварочных аппаратах;
Что такое рабочий цикл и как он рассчитывается?
Использование генераторов для питания инверторных сварочных аппаратов
Все артикулы для сварочных аппаратов
Несмотря на то, что были приняты все меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
Сварочные аппараты
Комментарии
Обратите внимание: спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Как выбрать сварочную силу тока?
Как выбрать сварочную силу тока?
Включите JavaScript
Как выбрать сварочную силу тока?
Попытка понять все циферблаты и цифровые показания сварочного аппарата может быть пугающей. Несколько элементов управления на аппарате для сварки стержнем будут проще, чем на аппарате TIG. Топовый аппарат TIG может иметь до 20 ручек управления для различных настроек.
Аппараты для ручной сварки, аппараты для сварки MIG и аппараты для сварки TIG имеют различные элементы управления на передней части аппарата. Они предназначены для регулировки уровня тока, необходимого для сварки.
Но как узнать, на какой сварочный ток или напряжение установить аппарат?
Установка силы тока на сварочном аппарате, будь то Stick (SMAW), MIG (GMAW) (*обычно используется настройка напряжения) или TIG (GTAW), зависит от некоторых ключевых переменных, таких как область применения и основной материал, процесс сварки , и электрод.
Как только вы определите эти три основные переменные, вы можете настроить свой сварочный аппарат и начать наложение сварного шва. В этой статье мы подробно обсудим эти три переменные, а также дадим несколько «советов для профессионалов»!
Применение сварки и основной материал
В этом разделе мы обсудим применение сварки, основной материал и, в частности, как это относится к выбору силы тока на сварочном аппарате.
Сварочное приложение
Сварочное приложение имеет прямую зависимость от силы тока, используемой при сварке.
Микросварка TIG и сварка лазерным лучом имеют схожие области применения, но в случае сварки TIG сила тока довольно низкая. Однако в случае лазерной сварки сила тока вообще отсутствует, поскольку внутри заготовки отсутствует электрический ток. Напротив, сварка MIG и сварка Stick (а иногда и сварка TIG) могут использовать очень высокие настройки силы тока для достижения оптимального проникновения в заготовку.
Например; Высокотехнологичная сварка TIG на выпускном коллекторе вертолета будет иметь совершенно другую необходимую силу тока, чем, скажем, для нефтепровода. Разница будет заключаться в сварке более тонких экзотических металлов и приварке трубы диаметром три фута к следующей по порядку трубе.
В некоторых приложениях сила тока выбирается для удобства. Например, вы можете захотеть сварить MIG лист металла с другим листом металла в своей мастерской, поэтому вы можете увеличить силу тока, чтобы как можно быстрее наложить сварной шов.
Это не означает, что быстрое прохождение сварного шва является хорошей практикой, но ускорение сварного шва в некритичных условиях очень распространено.
СОВЕТ ПРОФЕССИОНАЛА: Если вы заинтересованы в том, чтобы увидеть все виды сварки в одном месте, вам следует посетить верфь, производственный цех или местное техническое или профессиональное училище. Скорее всего, вы можете увидеть конкретное приложение для сварки, которое вас интересует, и вы можете захотеть продолжить изучение этого приложения с точки зрения карьеры.
Основной материал
Категория основного материала довольно широка. Поэтому мы сосредоточимся на двух основных направлениях в категории основного материала. И это Тип и Толщина.
Обе эти области очень тесно связаны с тем, какая сила тока должна использоваться на сварочном аппарате.
Как тип материала может повлиять на выбор силы тока?
Тип материала, используемого в различных сварочных работах, может широко варьироваться от сварки к сварке, от рабочей площадки к рабочей площадке или даже от технологии сварки к технологии сварки.
Прежде чем думать о том, на какую силу тока настроить сварочный аппарат, следует задаться вопросом, какой металл вы будете сваривать.
Основными типами материалов, которые можно сваривать стандартными методами сварки, являются углеродистая сталь, нержавеющая сталь и алюминий. Для всех трех типов материалов требуются разные значения силы тока на соответствующих сварочных аппаратах. Наиболее заметна разница между черными и цветными металлами, т.е. между сталью и алюминием.
Причина, по которой для некоторых материалов требуются более высокие или более низкие значения силы тока, зависит от температуры плавления сырья. Это очень заметно при взгляде на алюминиевые материалы. Прежде всего потому, что температура плавления алюминиевого материала обычно составляет около 1200 градусов по Фаренгейту.
Выбор силы тока при сварке алюминия
При сварке алюминиевых материалов обычно необходимо переключать ток с постоянного (постоянный) на переменный (переменный). Кроме того, сила тока должна быть увеличена, чтобы компенсировать более высокую температуру плавления алюминия.
Сварка алюминия методом ВИГ уникальна тем, что используется переменный ток из-за его характеристик очистки. Это достигается за счет переменного сварочного тока с одного направления на другое.
После зажигания дуги в алюминиевом сварочном валике TIG и образования сварочной ванны оператор должен перемещать валик относительно быстро. Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Сварочный ток с электродом для стали различной толщины
Регулировка тока сварки с электродом для компенсации толщины стального материала аналогична процессам, необходимым для компенсации толщины материала с помощью сварочного аппарата MIG.
Аппараты для сварки электродом имеют простую ручку управления на передней части аппарата, которая регулирует силу тока поворотом запястья. Таким же образом, сварочные аппараты MIG обладают той же упрощенной функциональностью, которая пригодится, когда вы хотите переключиться с толстой детали на тонкую.
СОВЕТ ПРОФЕССИОНАЛА: Если вы не уверены, какую силу тока использовать с определенным куском материала, будь то толстый или тонкий, алюминий или сталь, всегда полезно потренироваться на сварке на куске материала. похож на конечную металлическую заготовку, которую вы собираетесь сваривать. Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала.
Сварка электродом: переход от тонкой заготовки к толстой
Сварка электродом, которая имеет наиболее заметные изменения при переходе от тонкой заготовки к толстой.
Сварка электродами отличается от сварки MIG и TIG тем, что оператор сварки должен выбрать другой электрод, который лучше всего подходит для толщины заготовки. Тот же электрод, который хорошо подходит для тонкой стали, не будет так полезен при сварке более толстой стали. Это связано с тем, что более толстый кусок стали требует большего проплавления и более широкого корня шва.
Более тонкий электрод не справился бы с задачей – он просто слишком быстро израсходуется.
Процесс сварки и выбор силы тока
Сварочные процессы, которые мы рассмотрим в контексте выбора силы тока, представляют собой три основных процесса: TIG (дуговая сварка вольфрамовым электродом в газе, или GTAW), MIG (дуговая сварка металлическим электродом в газе, или GMAW), и Stick (дуговая сварка защищенным металлом или SMAW).
Существуют и другие технологии сварки, которые можно обсудить в контексте выбора силы тока. Но эти три технологии сварки чаще всего используются новичками.
Сварка ВИГ
Сварка ВИГ в целом предназначена для тех сварщиков, у которых наилучшая зрительно-моторная координация, поскольку большинству сварщиков ВИГ требуется координация рук, глаз и ног — почти как вождение автомобиля!
Уникальной характеристикой сварки TIG, когда речь идет о силе тока, является то, что ножная педаль сварочного аппарата TIG регулирует силу тока, необходимую для сварки, в зависимости от ввода пользователя.
Ножная педаль начинается с 0 ампер в состоянии покоя и постепенно увеличивается по мере того, как сварщик нажимает на педаль до определенного предела. Предел регулирования силы тока с помощью ножной педали ограничен силой тока аппарата для сварки ВИГ и/или настройками аппарата.
Некоторые аппараты для сварки TIG имеют функцию «Пиковая сила тока» на панели управления, которая должна быть установлена примерно на 40-50 % выше желаемого диапазона силы тока, который будет использоваться при сварке.
Некоторые аппараты для сварки TIG имеют другие функции управления силой тока, такие как фоновая сила тока или точная регулировка силы тока при использовании переменного тока. Но эти корректировки выходят за рамки этой статьи.
Сварка MIG
В этой статье мы будем использовать настройки переменного напряжения вместо настроек силы тока, которые чаще используются в других технологиях сварки.
Настройки напряжения на стандартном аппарате для сварки MIG определяют мощность, используемую во время сварки MIG. Всегда существует необходимый баланс между напряжением и скоростью подачи проволоки. Тем более, что скорость подачи проволоки необходимо увеличивать, так как напряжение также увеличивается, иначе сварочная ванна не будет должным образом снабжаться присадочным материалом.
Для тонких материалов вы должны начать с самой низкой настройки напряжения, а для более толстых материалов вы соответственно увеличите напряжение. Сварочные аппараты MIG по своей природе стабильны, если основные материалы не меняются слишком сильно. Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
СОВЕТ ПРОФЕССИОНАЛА: Все сварочные аппараты MIG разные, и все виды сварки разные. После того, как вы найдете оптимальную настройку сварки для вашего аппарата MIG (для вашего конкретного применения), запишите его на бумаге и прикрепите к боковой части вашего сварочного аппарата. Это избавит вас от головной боли, которая возникает, когда другой оператор использует ваш аппарат, или
Сварка стержнем
Сварка стержнем, как упоминалось ранее, имеет наиболее значительную корреляцию между нанесением сварного шва и силой тока сварки.
Сварщик стержневой сварки может использовать одну настройку силы тока в один день, когда он или она сваривает стальной лист для конструкции, а затем использовать другую настройку в другой день, когда он или она сваривает поверхность ковша обратной лопаты.
Хорошей новостью о электродной сварке является то, что существуют таблицы , которые можно легко найти в Интернете в магазине сварочных материалов, и обычно очень хорошо предсказывают силу тока, необходимую для определенной толщины сварного шва и прилагаемого сварочного электрода.
Если вы будете следовать уровням силы тока, указанным на одной из этих диаграмм, вы будете в хорошей форме. Если вам нужно внести незначительные коррективы в температуру сварки, находясь «под колпаком» во время сварки электродом, самый простой способ добиться этого — слегка отвести сварочный стержень от сварочной ванны, чтобы слегка «длинная дуга». Это позволит получить более широкую и горячую лужу.
СОВЕТ ПРОФЕССИОНАЛА: Хорошее эмпирическое правило для настройки вашего аппарата для ручной сварки (SMAW) на приблизительную правильную настройку для начала: настройка силы тока должна быть примерно такой же, как десятичный эквивалент диаметра стержня. Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8” будет (0,125) 125 ампер, диаметр стержня 5/32” будет (0,157) 155 ампер. Это эмпирическое правило работает для большинства размеров электродов, и как только вы зажжете дугу и получите первый сварной шов на своей детали, вы сможете отрегулировать настройки оттуда.
Электрод
Единственным процессом сварки, который имеет значительную корреляцию между электродом и силой тока, является сварка электродом или SMAW. Этот тип сварки электродом и сила тока настолько зависят друг от друга в этой категории, что именно поэтому эта тема вошла в тройку основных факторов выбора силы тока.
В процессах сварки TIG и сварки MIG используются электроды по определению, но при сварке TIG используется полуплавкий вольфрамовый стержень, а при сварке MIG используется легкоплавкая проволока, оба из которых не имеют большого значения, когда речь идет о выборе силы тока.
Существует множество типов электродов для электродуговой сварки, и каждый из них предназначен для своего конкретного применения. Например, электроды отличаются друг от друга толщиной свариваемого основного материала.
Различаются также по расположению – горизонтальное, вертикальное или над головой. Эти различные свойства отражены в четырех- или шестизначном числе, напечатанном на каждом электроде-стержне для удобства справки.
Эти числа сообщают пользователю, для какого источника питания, положения сварки, прочности на растяжение и проплавления был разработан данный электрод.
Наиболее распространенными электродами на рынке являются электроды 6010, 6013 и 7018. Эти три электрода очень распространены в промышленности благодаря их невероятной гибкости в применении.
Как правильно выбрать электрод и силу тока?
Электрод 6010 предназначен для глубокого проникновения в заготовку, тогда как электрод 6013 предназначен для меньшего проникновения. Для наилучшего внешнего вида сварщика сварщик должен выбрать сварочный электрод 7018.
После того, как вы выбрали электрод для сварки в стержнях, прочтите информацию на боковой стороне контейнера с электродом, чтобы узнать, какую силу тока рекомендует производитель электрода. Конкретная используемая сила тока зависит, прежде всего, от диаметра электрода.
Например, электрод восьмого диаметра отлично сваривается при силе тока от 75 до 125 ампер. В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
Лучший способ узнать, какую оптимальную силу тока вам следует использовать, — это проверить сварочный электрод на куске металла и понаблюдать за получившимся сварным швом. Если он имеет приемлемый внешний вид и скорость проникновения, то бегите с ним.
Важным фактором при регулировке силы тока на вашем сварочном аппарате является рекомендуемый производителем сварочного аппарата рабочий цикл.
Рабочий цикл определяется как продолжительность времени, в течение которого сварочный аппарат может выполнять сварку в течение 10-минутного периода времени. Некоторые машины более тяжелые, чем другие.
Например, машина, используемая на стройке, скорее всего, будет иметь более тяжелые компоненты и более длительный рабочий цикл, чем сварочный аппарат-любитель в чьем-то гараже.
Рабочий цикл обратно пропорционален сварочному току. То есть по мере увеличения силы тока продолжительность рабочего цикла в минутах уменьшается.
СОВЕТ ПРОФЕССИОНАЛА: Ищете решение для ситуации, когда у вас по какой-то причине откололся электрод с кучей флюса? Если вы выполняете сварочные работы, где сварной шов должен соответствовать определенным требованиям, об использовании электрода с зазубринами не может быть и речи. Один из способов, которым опытные сварщики спасают отколовшиеся электроды, заключается в том, чтобы иметь поблизости стальную пластину размером 6 x 6 дюймов, где они могут быстро наложить валик сварного шва, используя проблемную область электрода, а затем возобновить фактический валик сварного шва, когда электрод вернулся в раздел с хорошим потоком.
Заключение
Выбор силы тока не так сбивает с толку и пугает, как может показаться на первый взгляд.
Существуют определенные ключевые переменные, определяющие силу тока, которую следует использовать в определенном сварочном приложении, например, применение и основной материал, процесс сварки и электрод.
Принимая во внимание эти основные переменные, найти правильную силу тока, необходимую для вашего сварного шва, не должно быть проблемой. Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов.
Читать дальше
- 8 советов для новичков в сварке MIG
- Газовая проволока или флюсовая сварка при сварке MIG?
- Нужен ли мне сварочный аппарат TIG?
- Руководство для начинающих по сварке хроммолибденовой стали
- Вам нужен металлический сварочный стол для сварки?
- Как пользоваться плазменным резаком?
При ручной дуговой сварке электродом какой полярности следует пользоваться?
Часто задаваемые вопросы
Первый важный момент заключается в том, что не все электроды ММА можно использовать со всеми полярностями. Информация о производителе электродов и спецификации, такие как BS EN ISO 2560:2009и AWS A5.1-2012 определяют полярность, с которой могут использоваться электроды с различным покрытием. Выбор полярности также зависит от типа материала, положения сварки и конструкции соединения. В процедуре сварки должна быть указана полярность для каждого сварочного прохода.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Необходимо определить термины для указания полярности процесса сварки. Часть сварочной цепи, которая является положительной (притягивает электроны в дуге), является анодом. Часть сварочной цепи, которая является отрицательной (производит электроны в дуге), является катодом. Полезной мнемоникой для этого является PANiC (положительный анод, отрицательный катод).
Когда процесс сварки выполняется в режиме постоянного тока, электрод (электрод MMA, MIG/MAG/флюсовая или порошковая проволока или вольфрамовый электрод) может быть как положительным, так и отрицательным. Это приводит либо к положительному электроду постоянного тока (DCEP), либо к отрицательному электроду постоянного тока (DCEN). DCEP также исторически был известен как обратная полярность постоянного тока (DCRP) или просто «обратная полярность», тогда как DCEN также был известен как прямая полярность постоянного тока (DCSP) или просто «прямой».
При сварке ВИГ разделение тепла между анодом и катодом является значительным. Приблизительно 2/3 тепла выделяется на положительном аноде из-за столкновения высокоскоростных электронов с высокой энергией. Отрицательный катод не испытывает этого эффекта и даже может подвергаться охлаждению за счет термоэлектронной эмиссии в зависимости от материала. Например, вольфрамовый электрод является термоэмиссионным, поэтому он будет испытывать охлаждающий эффект. По этой причине полярность DCEN является наиболее распространенным выбором для сварки TIG, когда не требуется очищающее действие процесса DCEP. Использование DCEP для сварки TIG требует вольфрамовых электродов большего диаметра и водяного охлаждения и чаще всего используется только как часть цикла сварки переменным током.
Однако процесс ММА с расходуемым электродом не вызывает этих проблем. Распределение тепла между электродом и заготовкой также отличается и не так сильно зависит от полярности. В частности, перемещение материала непосредственно от расходуемого электрода к заготовке приводит к существенному балансированию тепла между двумя точками.
Более важным, чем распределение тепла, является влияние полярности на проплавление при сварке ММА. В целом, работа на DCEP приводит к большему проплавлению, а DCEN приводит к уменьшению проплавления и уменьшению разбавления металла шва подложкой. Это важно для электродов, которые можно использовать как с полярностью постоянного тока (так и с переменным током). Режим DCEN часто используется при проходах с открытым корнем, чтобы снизить риск прожога, тогда как режим DCEP используется для снижения риска отсутствия дефектов сплавления. DCEN также можно использовать для наплавки, чтобы свести к минимуму проникновение, и для сварки тонких листов. Переменный ток также используется как метод снижения вероятности возникновения дугового разряда. Однако решающим фактором по-прежнему является флюсовое покрытие электрода, которое присуще сварочному электроду и приводит к ограничениям полярности, указанным производителем.
Для полноты информации здесь приводится информация о процессах сварки MIG/MAG и под флюсом, а также о влиянии полярности.
Для сварки MIG/MAG DCEN и AC обычно не используются, потому что трудно достичь стабильного состояния распыления, в основном при работе с шаровидным переносом, что не обязательно приводит к приемлемому сварному шву. Однако производители оборудования все чаще стремятся разработать источники питания, которые могут работать в этих условиях. Состояние DCEP также способствует плавлению провода из-за столкновения электронов. Это тепло снова передается в сварочную ванну через прохождение капель расплава, помогая сбалансировать анод и катод.
Дуговая сварка под флюсом похожа на MIG/MAG, при этом DCEP является наиболее часто используемой полярностью, но DCEN чаще используется в этом процессе, особенно при наплавке, где предпочтительнее меньшее проплавление и растворение с подложкой. Переменный ток используется при сварке несколькими проволоками, как правило, с ведущей проволокой постоянного тока и всеми ведомыми проволоками переменного тока, чтобы уменьшить проблемы с дуновением дуги.
Ссылки
Справочник AWS по сварке — Американское общество сварщиков
Энциклопедия сварки Джефферсона, 18-е издание — Американское общество сварщиков
Принципы сварки — Robert W. Messler, Jr
Справочник по процедурам дуговой сварки — Lincoln Electric
Сварочная металлургия, 2-е издание — Sindo Kou
ANSI/AWS A5.1-2012 Спецификация электродов из углеродистой стали для экранированных металлов дуговая сварка
BS EN ISO 2560:2009 Сварочные материалы. Покрытые электроды для ручной дуговой сварки нелегированных и мелкозернистых сталей. Классификация
Для получения дополнительной информации, пожалуйста, свяжитесь с нами.
Руководство по сварке MMA (палочной сваркой)
Что такое процесс MMA?
Используемые термины
MMA — Ручная дуговая сварка металлическим электродом SMAW — Дуговая сварка металлическим электродом в среде защитного газа Сварка стержнем
Процесс
Процесс MMA (ручной дуговой сварки металлическим электродом) был впервые разработан в России в 1888 г. электрод был введен, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был введен квазидуговой метод. Использование электрода с покрытием было медленным из-за высоких производственных затрат, но потребность в сварных швах с более высокой целостностью привела к тому, что этот процесс стал более широко использоваться
Материал соединяется, когда между электродом и заготовкой возникает дуга, расплавляющая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, иногда называемое электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать установлению дуги.
Это охлаждает и образует на сварном шве твердый шлак, который затем необходимо срезать со сварного валика по завершении или перед добавлением еще одного валика. Этот процесс позволяет производить только короткие сварные швы из-за длины электрода до того, как потребуется вставить новый электрод
в держателе. Качество наплавленного металла во многом зависит от квалификации сварщика.
Источник питания обеспечивает постоянный ток (CC) на выходе и может быть переменного тока (переменный ток) или постоянного тока (постоянный ток).
Конструкция сварочного инвертора MMA такова, что оператор, увеличивая длину дуги, уменьшает сварочный ток, а укорачивая длину дуги (уменьшая напряжение дуги), делает обратное, то есть увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину валика сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для получения удовлетворительного сварного шва.
Мощность, используемая в сварочной цепи, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Сила тока в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет отображать сведения об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут выполнять сварку TIG, часто называют источниками питания с падающей характеристикой. Как правило, это устройства базового типа с селектором, магнитным управлением усилителем или приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы привела к появлению термина «спуск».
Современные сварочные инверторные источники питания могут решить эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может контролироваться электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются в домашних условиях или при небольшом обслуживании, а некоторые более крупные комплекты переменного тока, часто с масляным охлаждением, могут использоваться в тяжелой промышленности, но в настоящее время наиболее распространены выходные комплекты постоянного тока.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как от переменного, так и от постоянного тока. Постоянный ток (DC) является наиболее часто используемым режимом. Управление блоками переменного тока, как правило, осуществляется с помощью движущегося железного сердечника или переключаемых трансформаторов.
Источники постоянного тока на выходе могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этими устройствами варьируются от управления подвижным железным сердечником до новейших инверторных конструкций. Конструкция инвертора имеет много преимуществ, как они есть:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный источник питания и экономия затрат на электроэнергию
• Способен обеспечить более высокую производительность при меньших затратах
• Высокий уровень контроля и производительности
Обычно предпочтительнее сваривать в плоском или горизонтальном положении. Когда требуется сварка в вертикальном положении или над головой, полезно уменьшить сварочный ток по сравнению с горизонтальным положением. Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения, а также постоянная подача электрода.
Из чего состоит система ММА (клюшки)?
Источник питания сварочного инвертора
Выбранный источник питания сварочного инвертора должен иметь достаточную мощность для расплавления электрода и свариваемого материала с достаточной мощностью для поддержания напряжения дуги.
Процесс сварки MMA (Stick) обычно требует высокого тока (50–350 А) при относительно низком напряжении (10–50 Вольт). Электроды для сварки MMA предназначены для работы с различными типами выходной мощности и напряжения, и вам всегда следует читать данные производителей.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен к полярности, рекомендованной производителем электрода, в большинстве случаев это будет положительная полярность электрода, но есть электроды, в которых используется отрицательная полярность электрода. Источник питания работает с «без нагрузки» или «напряжением холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 609.74-12012 (EN 60974) в соответствии со средой сварки или риском поражения электрическим током. Источник питания может иметь устройство снижения напряжения (VRD), установленное либо внутри, либо снаружи.
Электрододержатель и сварочные кабели
Электрододержатель и сварочные кабели
Электрододержатель зажимает конец электрода проводящими зажимами, встроенными в его головку. Эти зажимы работают либо за счет поворота, либо подпружиненного зажима (крокодилового типа).
Зажимной механизм позволяет быстро освободить оставшийся неиспользованный конец электрода (тупой конец).
Для обеспечения максимальной эффективности сварки электрод должен быть прочно закреплен в держателе, в противном случае плохой электрический контакт может привести к нестабильности дуги из-за колебаний напряжения и перегреву держателя.
Сварочный кабель крепится к держателю механически, с помощью обжима или пайки.
Держатели электродов должны соответствовать IEC 60974-11.
Сварочный кабель
Диаметр сварочного кабеля обычно выбирается на основе уровня сварочного тока. Чем выше ток и рабочий цикл,
, тем больше диаметр кабеля, чтобы он не перегревался (см. соответствующий стандарт). Если сварка выполняется на некотором расстоянии от источника питания, может потребоваться увеличение диаметра кабеля для уменьшения падения напряжения.
Сварочный электрод
Сварочный электрод состоит из материала сердцевины из того же материала, что и сталь, нержавеющая сталь и т. д., который обеспечивает присадочный металл сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает создавать дугу и защищает дугу от загрязнения так называемым шлаком.
Типы флюсов/электродов
Стабильность дуги, глубина проплавления, скорость осаждения металла и особенности положения в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Основной
• Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Характеристики:
Наплавленный металл с низким содержанием водорода
Требуются высокие сварочные токи/скорости
Плохой профиль борта (выпуклый и грубый профиль поверхности)
Удаление шлака затруднено
Когда эти электроды подвергаются воздействию воздуха, происходит быстрое впитывание влаги. Из-за необходимости контроля содержания водорода эти электроды должны быть тщательно высушены в сушильном шкафу с регулируемой температурой.
Типичное время высыхания составляет один час при температуре примерно от 150°C до 300°C, но перед использованием всегда следует сверяться с данными производителя.
После контролируемой сушки основные и основные/рутиловые электроды необходимо выдерживать при температуре от 100°C до 150°C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия можно получить, перенеся электроды из основной сушильной печи в печь для выдержки или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Флюсовое покрытие не должно иметь сколов, трещин или, что более важно, не должно намокать. Электроды изготавливаются с различными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть крупным, а при наличии жидкого шлака удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокий провар во всех положениях
• Пригоден для сварки вертикальным швом вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода – риск образования трещин в зоне термического влияния (ЗТВ)
Эти электродные покрытия предназначены для работы при определенном количестве влаги в покрытии. Покрытие менее чувствительно к поглощению влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Особенности:
• Умеренные механические свойства металла шва
• Хороший профиль сварного шва, полученный за счет вязкого шлака
• Возможна позиционная сварка с жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
4 90
Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут испортиться, если они пересушены. Всегда сверяйтесь с данными производителя перед использованием.
Износостойкие/облицовочные сварочные электроды
Электроды с твердой наплавкой или изнашиваемые электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и обычная область их применения — ремонт изнашиваемых поверхностей, таких как зубья землеройного и горнодобывающего оборудования.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электрода. Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. Они изнашиваются быстрее, чем электроды с медным покрытием при использовании
Электроды с покрытием переменного тока
Эти электроды изготавливаются путем смешивания и спекания углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.
Они покрыты медью.
В процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм в электрододержателе.
Увеличение давления воздуха не приведет к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда должны храниться в сухом и хорошо проветриваемом помещении. Хорошей практикой является укладка пакетов с электродами на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, должны храниться таким образом, чтобы они не подвергались воздействию влажной среды для повторного увлажнения.
Хорошие условия хранения: температура наружного воздуха на 10°C выше. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, склады электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически не ограничен. Современные электроды теперь доступны в герметичных упаковках, что устраняет необходимость в сушке. Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины обрабатываемой детали, положения сварки, формы шва, слоя сварки и т. д.
Уровень сварочного тока определяется размером электрода – рекомендуется нормальный рабочий диапазон и сила тока производителями. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это приведет к нестабильному горению дуги, большому количеству брызг, проникновению света, подрезам, дырам и т.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
Регуляторы инвертора, используемые при сварке ММА (стержнем)
Регулятор сварочного тока (А)
Регулятор тока регулирует величину тока, выдаваемого сварочным инвертором, и, следовательно, скорость наплавки в зависимости от диаметра электрода.
Часто ток можно регулировать с помощью пульта дистанционного управления на более современных электронных сварочных инверторах.
Горячий старт
В начале сварки горячий старт обеспечивает повышенную величину тока, позволяющую электроду поджечь дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего пуска с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое выбирает оператор.
Arc Force
Во время сварки напряжение дуги обычно составляет около 20 В. Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла. Контроль силы дуги решит эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. Некоторые машины имеют автоматический ток силы дуги, другие имеют переменную регулировку силы дуги, чтобы оператор мог выбрать требуемый уровень.
Проблемы со сваркой MMA (Stick)
Что такое сварка MMA? — Welding Headquarters
Один из наиболее универсальных и часто используемых методов дуговой сварки, ручная дуговая сварка металлическим электродом (MMA), требует создания дуги между заготовкой и электродом с металлическим покрытием.
Итак, что такое сварка ММА? Ручная дуговая сварка металлическим электродом (MMA), также известная как дуговая сварка в среде защитного газа (SMAW), представляет собой процесс сварки, при котором электрическая дуга горит между заготовкой и электродом с покрытием .
Здесь мы обсудим все, что вам нужно знать о сварке ММА, в том числе, что такое сварка ММА, для чего она используется, процесс сварки ММА и 4 типа сварки. Мы также кратко рассмотрим некоторые другие вопросы, связанные со сваркой ММА. Давайте начнем.
Что такое сварка ММА?
Это, пожалуй, самый важный вопрос, на который необходимо ответить в отношении сварки ММА. При сварке ММА электрод помещается в электрододержатель и на короткое время контактирует с точкой соединения. Возникает короткое замыкание, и дуга загорается при поднятии электрода. Электрод, как и его покрытие, в процессе сварки разжижается, а над свариваемой поверхностью образуется шлак.
Тепло дуги расплавляет электрод и основной металл, которые при охлаждении соединяются вместе, образуя однородную твердую массу. Сердечник или основной металлический электрод служит расходным материалом и обеспечивает свариваемый присадочный металл. С помощью сварки ММА можно соединить большинство чугунов, нержавеющих сталей, сталей и других цветных металлов. Это идеальный метод соединения для многих углеродистых сталей с умеренным и высоким сопротивлением.
Для образования дуги между электродом и подлежащим сварке металлом используется электрический ток, генерируемый источником питания для сварки. Дуга разжижает сердцевину электрода, образуя капли расплавленного металла, образующие сварной шов. Флюсовое покрытие электрода также плавится и образует защитный газ, который создает слой шлака, защищающий сварной шов от разрушения в атмосфере. После каждого сварного шва слой шлака необходимо удалять.
Существует семь различных параметров и факторов, от которых зависит успех сварки ММА. К ним относятся:
- Правильная подготовка заготовки к сварке
- Правильный электрод
- Правильная скорость перемещения
- Правильный размер электрода для работы
- Правильный угол электрода для работы
- Правильная дуга длина
- Правильный сварочный ток
Для чего используется сварка ММА?
Сварка ММА используется из-за всех преимуществ, которые она имеет по сравнению с другими процессами сварки. Сварка ММА имеет ряд преимуществ перед другими методами сварки. Например, он может генерировать больше энергии, чем сварка MIG.
Это означает, что он может паять более прочные материалы с одинаковым уровнем силы тока. Таким образом, крошечные, компактные инверторные сварочные аппараты MMA способны выполнять сварку электродами диаметром до 4 мм, что делает их идеальными для широкого диапазона толщин материалов и приложений без проблем с защитным газом или подачей проволоки.
MMA также становится все более портативным методом благодаря инверторной технологии, и он часто используется в полевых условиях. Наконец, по сравнению с TIG или MIG сварка MMA обычно более «щадящая» при сварке загрязненных или ржавых материалов, что делает ее пригодной для работ по техническому обслуживанию.
Что такое процесс сварки ММА?
В 1888 году в России впервые была внедрена сварка ММА, которая представляла собой сварочный стержень из чистого металла. После того, как в Швеции в начале 19 в.00 с, в процесс был добавлен электрод с покрытием.
Итак, как работает процесс сварки ММА? Электрическая дуга возникает между заготовкой, требующей сварки, и металлическим электродом, по которому течет сильный ток.
Когда между заготовкой и электродом возникает дуга, которая расплавляет электрод и заготовку, материал соединяется, образуя сварочную ванну. Кроме того, электрод также имеет внешнее покрытие, часто называемое электродным флюсом, которое часто плавится и создает барьер над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и помочь создать дугу.
Это охлаждает и образует твердый шлак над сварным швом, который после завершения или перед наложением другого наварного валика необходимо удалить с наплавленного валика. Процедура позволяет создавать только более короткие швы из-за длины электрода до введения нового электрода в держатель. Качество наплавленного металла во многом зависит от навыков сварщика.
Выход постоянного тока (CC) задается источником питания и может быть либо постоянным током (DC), либо переменным током (AC).
Крошечные, довольно дешевые комплекты переменного тока (AC) в основном используются в домашних условиях или при мелком техническом обслуживании. В то время как несколько более крупных комплектов переменного тока также могут использоваться в тяжелой промышленности, в настоящее время наиболее широко используется выходной комплект постоянного тока.
Важно отметить, что не все электроды постоянного тока могут работать от источников переменного тока. Однако электроды переменного тока могут работать как на постоянном, так и на переменном токе. Наиболее широко используемым из этих режимов является постоянный ток (DC). Блок питания переменного тока, по-видимому, переключает переключаемые трансформаторы или железный сердечник.
Источники постоянного тока на выходе могут использоваться на нескольких типах материалов и могут генерироваться в широком диапазоне тока. Элементы управления такими устройствами варьируются от переключения переключателей с железным сердечником до новых конструкций инверторов.
Что такое инверторная сварка MMA?
Современные инверторные сварочные аппараты могут помочь решить несколько проблем, связанных со сваркой MMA, и они предлагают отличные характеристики и эффективность, поскольку кривая может управляться электронным способом для каждой операции.
Однако выбранный источник питания сварочного инвертора должен иметь достаточную мощность, чтобы расплавить сварочный материал, и электрод с достаточной мощностью, чтобы поддерживать напряжение дуги.
Процесс сварки ММА обычно требует высокой мощности (50–350 А) при довольно низком напряжении (10–50 В). Хотя электроды, используемые для инверторной сварки MMA, предназначены для работы при различных уровнях напряжения и выходной мощности, перед использованием всегда целесообразно ознакомиться с инструкциями производителя.
Инверторные сварочные аппараты MMA помогают добиться экономии затрат и других преимуществ, поскольку они:
- Обладают высоким уровнем контроля и эффективности
- Чрезвычайно легкие и компактные, чем их предшественники
- Может обеспечить более высокую производительность при меньших затратах
- Может обеспечить чрезвычайно энергоэффективный источник питания
Является ли сварка MMA хорошим методом сварки?
Сегодня сварка MMA является широко используемым методом сварки, что указывает на то, что этот метод сварки является хорошим для использования. Сварка MMA сегодня используется все чаще, потому что она дает следующие преимущества.
Стоимость
Аппараты для сварки MMA относительно недороги, а затраты на техническое обслуживание намного меньше, чем при других методах сварки.
Гибкость и универсальность
Хотя сварка ММА в основном используется для сварки стали и железа, с ее помощью также можно сваривать широкий спектр других металлов. К таким металлам относятся медные сплавы, никель и алюминий. Кроме того, в отличие от сварки TIG или MIG, сварка MMA менее подвержена влиянию погодных условий, что делает ее наиболее эффективным процессом сварки на открытом воздухе.
Простота
Оборудование достаточно легко запитывается, и этот метод проще, чем некоторые другие методы сварки.
Мобильность
Компактные и легкие сварочные аппараты MMA легко переносятся и подходят для использования в любом месте.
Заключительные мысли
Сварка ММА включает в себя все, что подробно описано выше. Используя информацию, предоставленную выше, вы можете определить, является ли сварка MMA процессом сварки, который вы хотели бы использовать по сравнению с тремя основными типами сварки для вашего конкретного применения.
Похожие вопросы
Какие существуют 4 типа сварки?
Как упоминалось в начале, мы кратко рассмотрим 4 типа сварки, чтобы вы точно знали, какие варианты сварки у вас есть. Ниже приведены 4 основных типа сварки.
Дуговая сварка металлическим газом (MIG)
Дуговая сварка металлическим газом, также известная как сварка MIG, использует защитный газ на электроде проволоки, который плавит два металла для соединения. Процедура требует постоянного напряжения и источника постоянного тока. Это самый популярный метод промышленной сварки, который включает четыре основных метода переноса металла. Они включают импульсное распыление, распыление, короткое замыкание и шаровидное распыление.
