Какими электродами лучше варить инвертором: Электроды для инверторной сварки:
Содержание
Какими электродами варить лучше | Выбор под задачу
Сварочный электрод представляет собой стержень относительно небольшого размера, который изготавливается из различных металлов и обладает электропроводными свойствами. Его основное назначение – подача тока во время сваривания. То, насколько качественным будет шов, во многом зависит от выбранного электрода. Учитывая, что существует достаточно большое количество разновидностей, возникает вопрос «какие электроды лучше для решения определенной задачи?»
Ключевые критерии выбора
Выбирая, каким электродом варить металл, нужно учитывать такие параметры:
-
Диаметр стержня. Подбирается в зависимости от толщины свариваемой конструкции. Самые тонкие стержни имеют диаметр 1,6 мм. Они предназначаются для соединения листов не толще 2 мм, тогда как стержни диаметром 5-6 мм позволяют сваривать листы толщиной до 13 мм.
- Сила сварочного тока. Данный параметр рассчитывается таким образом, чтобы на каждый миллиметр стержня приходилось порядка 30-40 Ампер тока. Если сваривание производится в вертикальном положении, сила тока уменьшается на 15%.
-
Марка металла. Каждая из них имеет свой уникальный химический состав и физические свойства. Так, например, для работы с жароустойчивыми сталями нужно использовать электроды, обеспечивающие температуру порядка 1100°С.

Следует учесть, что сила сварочного тока не должна быть слишком низкой, поскольку это приведет к залипанию наконечника. Если же значения будут чрезмерно высокими, дуга будет хорошо гореть, однако таким образом поверхность материала можно прожечь. В таком режиме стержни, имеющие небольшой диаметр, сгорают очень быстро, не справляясь со своей задачей.
Важно и то, из каких компонентов состоит обмазка стержня. Как правило, их 6-12. При этом каждый компонент отвечает за создание среды, необходимой для образования прочных швов со стабильными характеристиками.
Как правило, их 6-12. При этом каждый компонент отвечает за создание среды, необходимой для образования прочных швов со стабильными характеристиками.
Основные из них:
- слой целлюлозы – создает облако газа с восстанавливающим агентом;
- фторид кальция – делает оксиды железа более плавкими, а выделяемый газ стабилизирует процесс горения;
- карбонаты – отвечают за образование шлаков;
- ферроматериалы (Mg и Si) – раскисляют шов после сваривания;
- диоксид титана – позволяет шлаку затвердевать, что улучшает текучесть расплава;
- камедь с элементами глины – делает покрытие более прочным;
- железный порошок – улучшает качество шва путем выравнивания температуры.
Необходимо, чтобы материал электродов и тип свариваемых металлов совпадали по своим характеристикам.
Сварка углеродистых и низколегированных сталей
В данном случае основную роль играет материал покрытия электрода.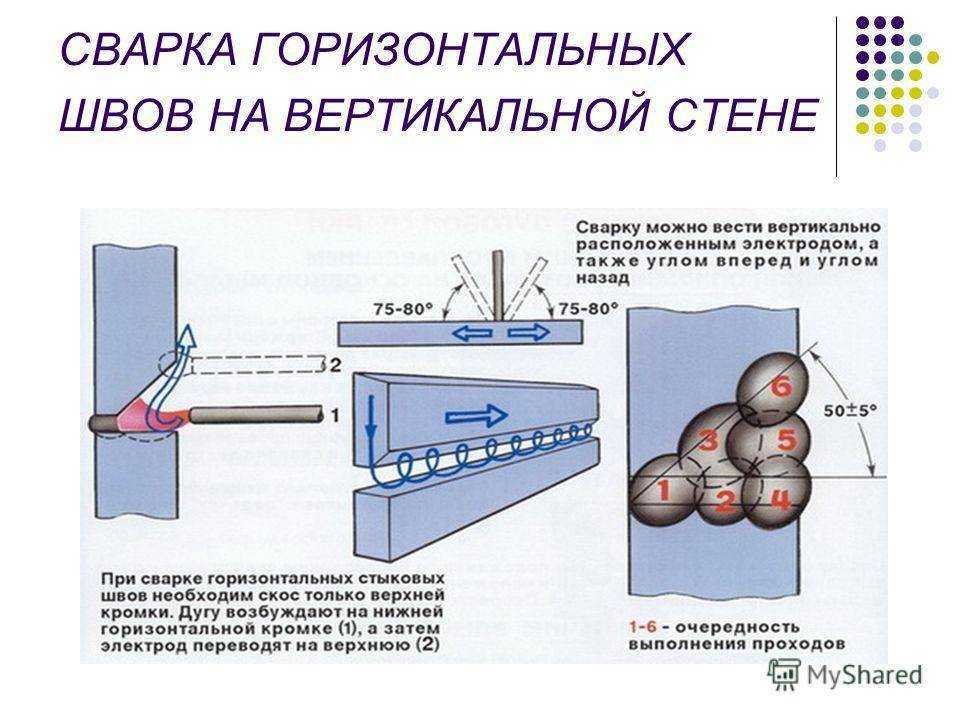 Так, для сваривания кипящих марок стали (имеет низкое содержание углеродов и слабораскисленная) подходит любая обмазка. Чтобы сваривать полуспокойные стали, которые имеют большую толщину листов, требуется основное или рутиловое покрытие. При сваривании конструкций из спокойной стали при низких температурах или при динамических нагрузках, также используются электроды с основным покрытием.
Так, для сваривания кипящих марок стали (имеет низкое содержание углеродов и слабораскисленная) подходит любая обмазка. Чтобы сваривать полуспокойные стали, которые имеют большую толщину листов, требуется основное или рутиловое покрытие. При сваривании конструкций из спокойной стали при низких температурах или при динамических нагрузках, также используются электроды с основным покрытием.
Нестабильное горение дуги может ухудшить качество шва и не позволит нормально сваривать металлоконструкции с помощью переменного тока. Лучше всего дуга горит при наличии целлюлозного, кислого и рутилового покрытия. В таком случае можно пользоваться сварочными трансформаторами. Кроме того, нужно тщательно очистить свариваемые кромки от ржавчины, масла и грязи, дабы избежать образования пара.
Чем проводится сварка и наплавка чугуна
Процедура позволяет устранить дефекты в чугунных отливках, а также восстановить поврежденные и израсходовавшие эксплуатационный ресурс детали. В результате получается сталь, различные сплавы, в основе которых – медь, никель и т. д. Лучше всего с вышеописанной задачей справляются модели марок ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и похожие. В отдельных случаях, например во время ремонта чугунных тюбингов при сильном загрязнении и высокой влажности целесообразно использовать марки ОЗЛ-25Б, ОЗЛ-27 и ОЗЛ-28.
В результате получается сталь, различные сплавы, в основе которых – медь, никель и т. д. Лучше всего с вышеописанной задачей справляются модели марок ЦЧ-4, ОЗЧ-2, ОЗЧ-6 и похожие. В отдельных случаях, например во время ремонта чугунных тюбингов при сильном загрязнении и высокой влажности целесообразно использовать марки ОЗЛ-25Б, ОЗЛ-27 и ОЗЛ-28.
Сварка цветных металлов
Каждый из этих металлов имеет свой порог плавления и физико-химические свойства. Так, например, интенсивная окисляемость не позволяет проводить сварку титана и его сплавов. В случае с алюминием, процесс усложняет окисная пленка, которая плавится при температуре 2060°С, а для того чтобы расплавить сам алюминий достаточно 660°С. Образовавшаяся из-за окиси пленка, может привести к нарушению целостности швов и снижению их прочности. Убирается она благодаря добавлению хлористых и фтористых солей щелочных и щелочно-земельных металлов.
Медь также имеет свои проблемы при сваривании – в шве под воздействием пузырьков газа (в особенности кислорода и водорода) образовываются поры.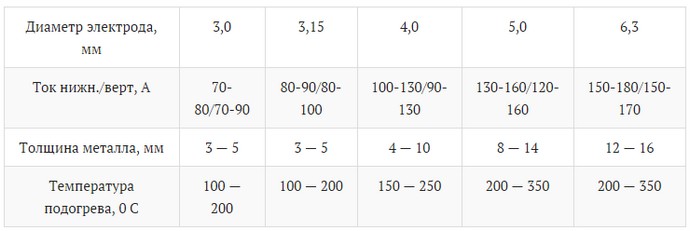 Во избежание этого медь должна быть хорошо раскисленной, а до начала сварки следует хорошо зачистить кромки. В свою очередь, бронза отличается высокой хрупкостью, а никель и его сплавы чувствительны к растворенным в сварочной ванне газам – азоту, кислороду и водороду. В результате этого процесса в металлоконструкции возникают горячие трещины и поры.
Во избежание этого медь должна быть хорошо раскисленной, а до начала сварки следует хорошо зачистить кромки. В свою очередь, бронза отличается высокой хрупкостью, а никель и его сплавы чувствительны к растворенным в сварочной ванне газам – азоту, кислороду и водороду. В результате этого процесса в металлоконструкции возникают горячие трещины и поры.
Резка металла
Резка металлоконструкций дугой применяется для установки и ремонта различных конструкций из металла. Она не отличается эффективностью, от нее не стоит ждать «красивого» шва, как и точного реза.
Тем не менее, такой способ резки не требует дополнительного оборудования и высококвалифицированных работников. Он легко осваивается новичком. Резка электродуговой сваркой часто применяют при обучении, в частности осваивании принципов работы с инвертором. Нередко подобный метод используют домашние мастера для недорогой резки металлов.
Сварка легированных сталей с повышенной теплоустойчивостью
Легированные теплоустойчивые стали свариваются специальными электродами, обеспечивающими определенную жаропрочность сварных соединений. Полученная конструкция должна выдерживать значительные механические нагрузки и высокие температуры.
Полученная конструкция должна выдерживать значительные механические нагрузки и высокие температуры.
Также минимизируется вероятность образования трещин при температурных перепадах. Так, при температурах до 475°С, используются модели из молибдена наподобие Э-09М, а при температурах до 540°С – модели с высоким содержанием хрома и молибдена (Э-09МХ, Э-09Х1М, Э-09Х2М1 и Э-05Х2М). В Э-10Х5МФ высокое содержание хрома, благодаря чему ими можно сваривать конструкции из стали с соответствующим химическим составом.
Какими электродами варить высоколегированную сталь
Такие стали, содержат 13% хрома и обладают антикоррозийными свойствами. В данном случае металлический шов должен быть устойчив к воздействию атмосферных осадков в слабо агрессивных средах, жаростойким (максимальная температура 650°С) и жаропрочным (максимальная температура 550°С).
Такими свойствами обладают модели типа Э-12Х13 марок ЛМЗ-1, АНВ-1 и т. п. Если же в стали пониженное содержание углерода и имеется легирование никелем предпочтение лучше отдать изделиям под индексом Э-06Х13Н. Если же нужно сварить листы стали, содержащие 25% хрома, лучше всего подойдут варианты типа Э-08Х24Н6ТАФМ, делающие готовый шов пластичным, ударопрочным и коррозиестойким.
Если же нужно сварить листы стали, содержащие 25% хрома, лучше всего подойдут варианты типа Э-08Х24Н6ТАФМ, делающие готовый шов пластичным, ударопрочным и коррозиестойким.
Сварки разнородных сталей и сплавов
Речь идет о сталях и сплавах, которые имеют уникальные физико-механические качества, химический состав, а также способность к свариваемости. Такие стали могут быть углеродистыми и легированными, высокопрочными, теплоустойчивыми, а также высоколегированными.
Сваривание сталей и сплавов с разнородной структурой также имеет ряд характерных особенностей. Чтобы избежать образования трещин, участков с неоднородной структурной в месте оплавления, а также чрезмерного роста остаточных напряжений используются модели наподобие АНЖР-1, ОЗЛ-27, НИАТ-5, ЭА-395/9, ОЗЛ-25Б, ИМЕТ-10 и ЦТ-28, обладающие специальными свойствами.
Совместимость со сварочным аппаратом
Выбирая, какими электродами варить сталь, необходимо учитывать не только тип материала, для которого они предназначены, но и особенности сварочного аппарата.
Конечно же, в теории и на практике владелец электродугового аппарата может использовать любой электрод. Однако на деле встречаются аппараты, которые лучше подходят для использования со стрежнями определенного вида обмазки (например, IN226 CEL – отлично подходит для электродов с целлюлозным покрытием).
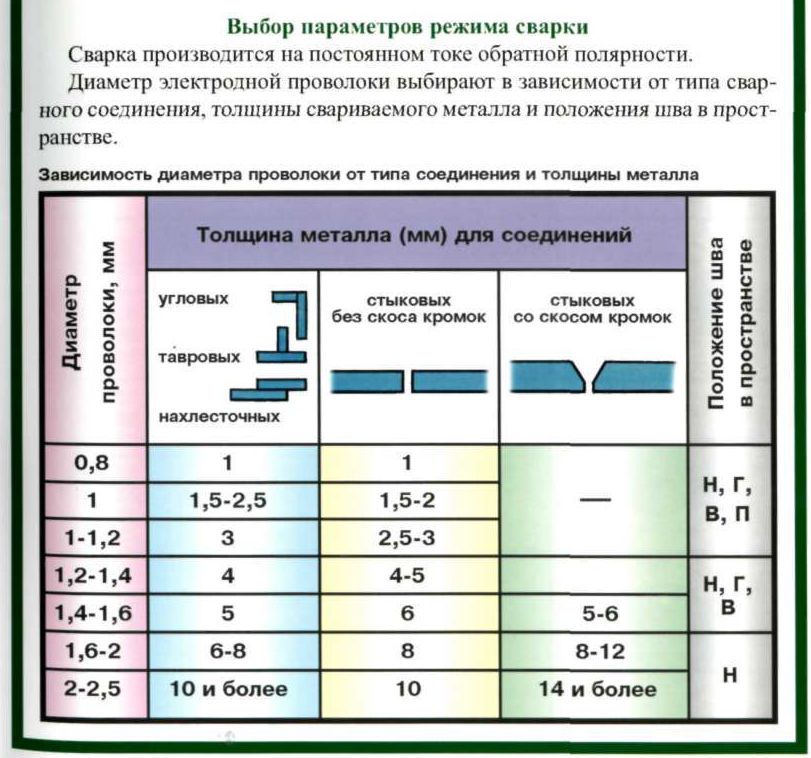
Помимо этого, у сварочных аппаратов есть ограничение по силе тока. Этот диапазон накладывает собственные рамки на использование электродов по диаметру. Как определить подходят ли расходные материалы? Достаточно взглянуть на таблицу ниже:
Теперь вы ближе познакомились с электродуговой сваркой и некоторыми нюансами выбора сварочных электродов. Советуем вам ознакомиться и с другими статьями раздела, чтобы почерпнуть полезные знания о сварочных процессах, материалах и важных нюансах для повышения качества сварочных работ.
Получите 10 самых читаемых статей + подарок!
*
Какими электродами проще всего варить новичку
Содержание статьи:
Какими электродами проще всего варить новичку
Обучаясь азам сварки очень важно выбрать «правильные» расходные материалы. Само собой разумеется, что инвертором варить новичку будет проще, чем аппаратом переменного тока. Вместо щитка — лучше использовать маску Хамелеон.
Само собой разумеется, что инвертором варить новичку будет проще, чем аппаратом переменного тока. Вместо щитка — лучше использовать маску Хамелеон.
Ну а что касается электродов для сварки, то они также, выбираются исходя из простоты обращения. Всё дело в том, что многие электроды имеют трудный розжиг, а для работы с ними нужен хоть какой-то минимальный опыт.
Поэтому в данной статье будет рассмотрен вопрос о том, какими электродами лучше всего начинать варить молодому сварщику. Ниже в комментариях вы можете делиться собственным опытом и своими познаниями в сварочном деле.
Критерии выбора сварочных электродов
Прежде чем начать перечислять «электроды для новичков», следует разобраться, а по каким вообще критериям происходит выбор электродных стержней?
Во многом выбор зависит от марки свариваемой стали, от толщины изделия. Немалое внимание оказывает на выбор электродов и массивность конструкции. Для сварки объёмных изделий используются электроды большого диаметра с основным покрытием.
Немаловажен и род сварочного тока, а также полярность. Электроды могут быть плавящегося и неплавящегося типа. Для обучения рекомендуется использовать плавящиеся электроды с рутиловым покрытием.
С каких электродов лучше всего начинать новичку?
Для изучения сварки новичкам рекомендуется использовать рутиловые электроды. Это одни из самых лучших электродов, которые обладают массой преимуществ в отличие от электродов с основным покрытием.
Первое что приходит на ум, варить рутиловыми электродами можно как на переменном, так и на постоянном токе. Стабильность горения дуги обеспечивает специальное рутиловое покрытие, которое состоит на более чем 50% из двуокиси титана.
Рутиловые электроды хорошо разжигаются, они не так сильно требовательны к подготовке свариваемых изделий. То есть, в отличие от электродов с основным покрытием, рутиловыми электродами можно варить даже ржавый и неочищенный металл.
Кроме того, рутиловый электрод удобно использовать повторно. Он также хорошо разжигается, как и в первый раз. Ну и, пожалуй, самое главное достоинство в том, что при сгорании рутиловые электроды выделяют гораздо меньше вредных веществ.
Он также хорошо разжигается, как и в первый раз. Ну и, пожалуй, самое главное достоинство в том, что при сгорании рутиловые электроды выделяют гораздо меньше вредных веществ.
Наплавленный шов рутиловыми электродами отличается высокой ударной прочностью и стойкостью. Сам же электрод в процессе сгорания имеет низкий коэффициент разбрызгивания металла, что доставляет больше удобств начинающему сварщику в работе.
Лучшие марки рутиловых электродов
Само собой разумеется, что и рутиловые электроды имеют популярные и востребованные марки, которые за долгие годы сформировали вокруг себя, только положительны отзывы. В первую очередь — это электроды MP-3 и OK-46. Данные электроды отличаются универсальностью и неприхотливостью в использовании.
Отдельно стоит отметить электроды АНО-4, которые также имеют рутиловое покрытие. Это весьма популярная марка электродов, которые пользуются большим спросом, как у мастеров сварочного дела, так и у начинающих сварщиков. Особой популярностью обладает марка электродов АНО-4 «Арсенал», которые одинаково хорошо варят как по грязи, так и по воде.
А вот начинать осваивать сварку с электродами УОНИ, несмотря на их высочайшее качество, и безупречный сварной шов, однозначно не стоит. Всё дело в том, что сварочные электроды УОНИ очень капризны и требовательны в работе. Чтобы нормально варить данными электродами, нужен хоть маломальский опыт в электросварке.
Делитесь и своим опытом! С каких электродов начинали варить вы? Ну а я, по своему тогдашнему незнанию, начинал варить электродами «Монолит».
Поделиться в соцсетях
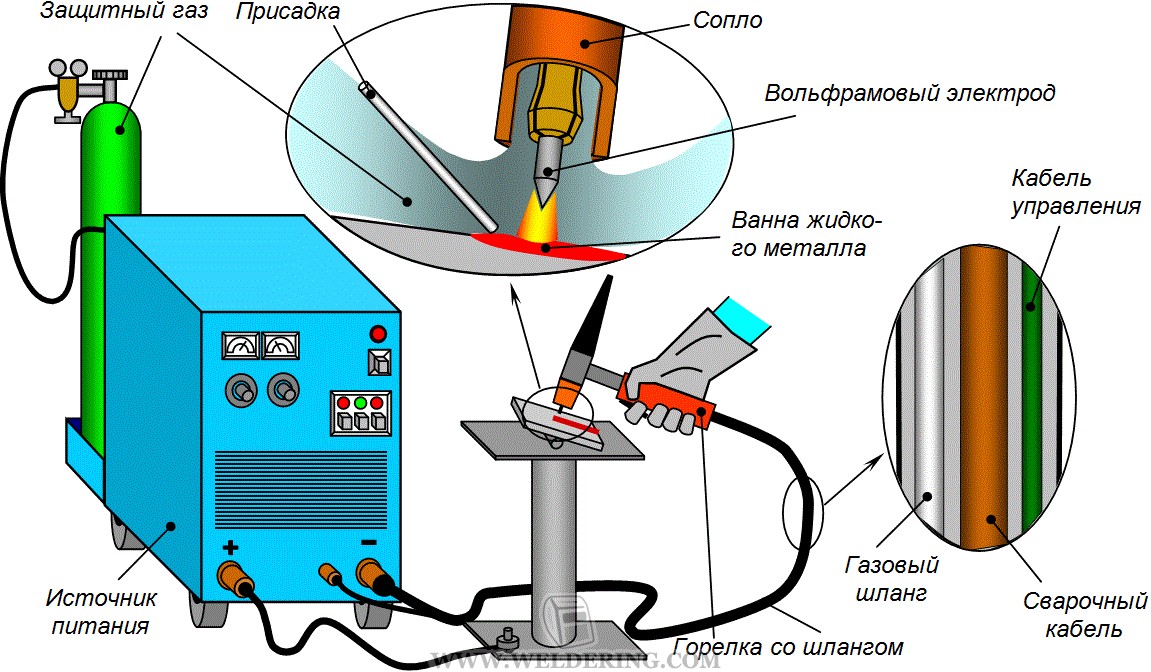
Выбор и подготовка электродов для GTAW
Не так давно некоторые типы электродов, используемые для дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW), были немного дороже других. По словам Джошуа Спринкла, регионального менеджера по продажам Weldcraft, многие производственные цеха отказались от дорогих электродов и использовали только два из них: чистый вольфрам и торированный вольфрам.
Электроды из чистого вольфрама, которые на 99,50% состоят из вольфрама, использовались для сварки алюминия; 2-процентные торированные вольфрамовые электроды, которые содержат 9Для всего остального использовалось 7,30% вольфрама и от 1,70 до 2,20% тория.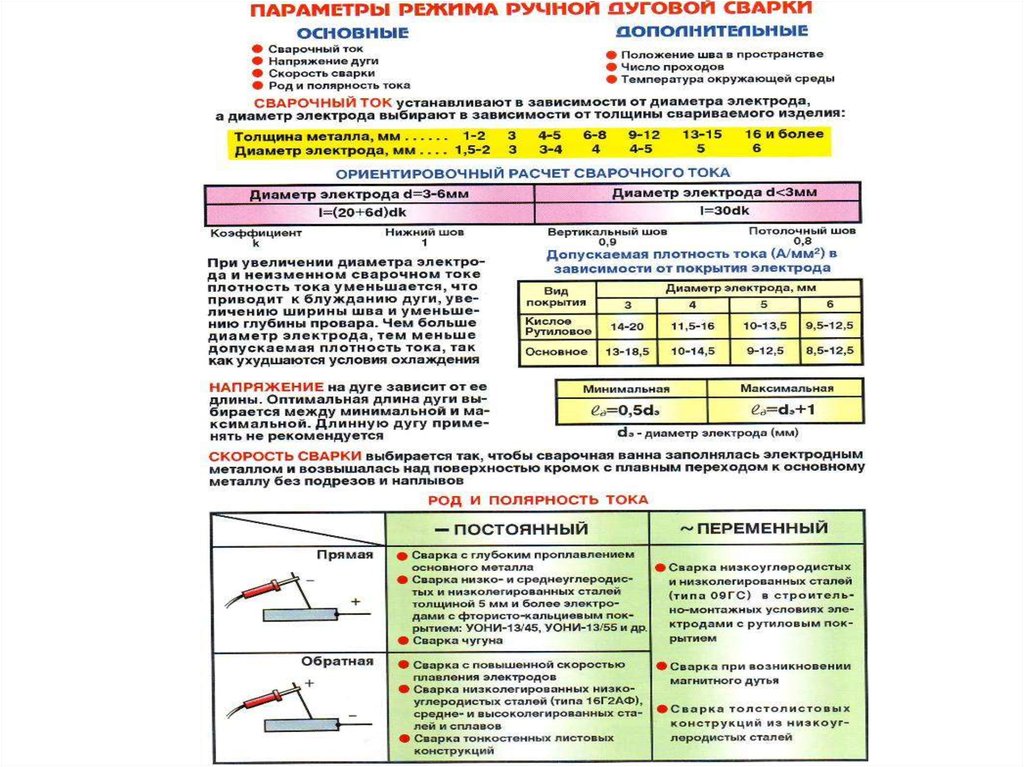
Многое изменилось за эти годы.
«Теперь цены на электроды одного типа намного более стабильны, — сказал Спринкл. «Изменилась технология сварки; производители представили блоки питания на основе инверторов, которые представляют собой разновидность блоков питания с трансформатором-выпрямителем. Наконец, у сварщиков есть новые сплавы для работы», — сказал он.
По всем этим причинам сварщики могут оптимизировать процесс сварки, выбрав и подготовив правильный электрод для своего применения.
Типы электродов
Шесть типов электродов: чистый вольфрам и пять сплавов.
- Чистый вольфрам (EWP, зеленый цвет), 99,50% вольфрама. Этот электрод хорош для сварки переменным током с традиционными трансформаторно-выпрямительными источниками питания. Он предпочтителен для алюминия и магния, потому что он удерживает постоянный шарик на конце даже при нагреве переменного тока. В нем чуть менее полупроцента дополнительных элементов и соединений, что позволяет минимизировать сварные швы.
загрязнение. - 2% тория (EWTh-2, красный цвет), 97,30% вольфрама, 1,70-2,20% тория. Торий увеличивает токоемкость электрода, позволяя легко заточить этот электрод до такой степени, чтобы получить лучший запуск дуги и более стабильную дугу. Это также снижает расход электрода, а это означает, что меньше шансов, что электродный материал загрязнит сварной шов.
лужа. Он подходит для сварки электродом постоянного тока с отрицательной полярностью углеродистой стали, нержавеющей стали, никеля и титана. - 2% церия (EWCe-2, оранжевая маркировка), вольфрам 97,30, церий от 1,80 до 2,20%. Этот тип предпочтителен для сварки DCEN, во время которой он сохраняет острие. Он также хорошо подходит для сварки инверторным аппаратом переменного тока и создает на конце небольшой концентрический устойчивый шар. Он работает в 1,5-2 раза больше, чем чистый вольфрам при переменном токе.
- 1,5 процента лантана (EWLa-1,5, цветное золото), вольфрам 97,80, лантан от 1,30 до 1,70 процента.
 Этот тип имеет многие характеристики электродов с церием и может проводить гораздо больший ток, чем электрод из чистого вольфрама того же диаметра. Хороший слаботочный запуск дуги постоянного тока делает его подходящим для тонких материалов и деликатных деталей.
Этот тип имеет многие характеристики электродов с церием и может проводить гораздо больший ток, чем электрод из чистого вольфрама того же диаметра. Хороший слаботочный запуск дуги постоянного тока делает его подходящим для тонких материалов и деликатных деталей. - Цирконий (EWZr-1, коричневый цвет), 99,10 % вольфрама, 0,15–0,40 % циркония. Этот электрод имеет чрезвычайно стабильную дугу переменного тока, хорошо держит сферический конец и устойчив к вольфрамовым брызгам (которые загрязняют сварной шов). Токопроводящая способность не ниже, чем у торированного вольфрама. Для ДК не подходит.
- Редкоземельные элементы (EWG, серый цвет) содержат добавки оксидов редкоземельных элементов или комбинации оксидов. Добавки определяют такие характеристики, как стабильная дуга в приложениях переменного и постоянного тока, долговечность или более высокая допустимая нагрузка по току. Он идеально подходит для механизированных резаков.
Сделать правильный выбор — это больше, чем просто хорошая идея, и это больше, чем оптимизировать процесс сварки. Неправильный выбор может привести к всевозможным проблемам, а проблемы приводят к устранению неполадок.
Неправильный выбор может привести к всевозможным проблемам, а проблемы приводят к устранению неполадок.
Выбор и подготовка электрода
Неправильный выбор электрода может привести к некачественному сварному шву.
«Правильный выбор означает лучшую согласованность», — сказал Спринкл. В противном случае сварщик рискует получить горячий пуск, а значит, потребуется больше энергии для зажигания электрода и стабилизации дуги. «Если сварной шов имеет горячий старт, он может повредить материал, вызвав прожог и привести к несоответствию по всему сварному шву». Спринкл привел типичный сценарий, GTAW постоянного тока с низким током и дуговым стартом при 10
ампер Использование обычного электрода приведет к горячему пуску. По его словам, лантанаты — лучший выбор в этой ситуации.
«Сварщик, работающий с повседневными материалами, может не заметить проблемы с горячим пуском, но кто-то, кто соединяет материалы для аэрокосмической отрасли, заметит», — сказал он, имея в виду титан и сплав INCONEL®, материалы настолько дорогие, что цена на них высока. продается фунтами, а не тоннами.
продается фунтами, а не тоннами.
Рисунок 1: Вольфрамовая шлифовальная машина обеспечивает заданные углы заточки и может работать с вольфрамовыми электродами нескольких диаметров — оба эти фактора обеспечивают постоянную подготовку и производительность.
«Вы не хотите выбрасывать деталь за 40 000 долларов, потому что выбрали не тот электрод», — сказал он.
Блок питания также является важным фактором.
«Два типа — трансформатор-выпрямитель и инвертор», — сказал он. «Инверторный тип — это высокотехнологичное оборудование. Принципиальные различия заключаются в том, что они подают ток по-разному.
«Чистый вольфрам плохо подходит для инверторного источника питания, потому что он имеет тенденцию к слипанию», — сказал Спринкл. «К сожалению, запуск дуги с электродом в виде шарика требует много энергии и требует специальных настроек — если вы вообще можете его запустить. Вместо этого инверторы оптимизированы для запуска с коническим электродом.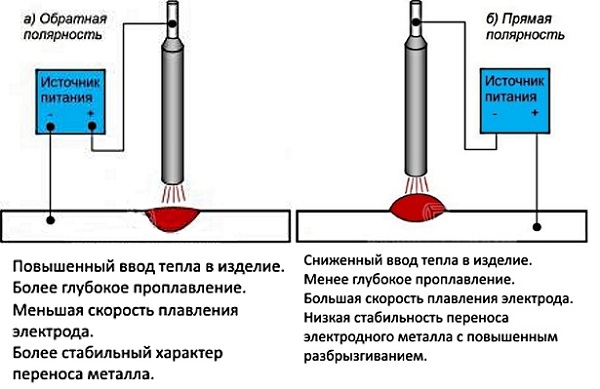 Церий и лантанат — два лучших варианта, потому что они
Церий и лантанат — два лучших варианта, потому что они
удерживать конус и препятствовать образованию большого шара при сварке переменным током».
Загрязнение сварных швов является еще одной критической областью. Чистый вольфрам часто предпочтительнее для инверторной сварки переменным током, потому что он создает плотный шар, уменьшая вероятность расплавления примесей и загрязнения сварного шва. И наоборот, торированного вольфрама следует избегать, потому что он имеет тенденцию образовывать узелки вокруг электрода, которые могут расплавиться, загрязняя сварные швы. Церий или лантан — лучший выбор для этого.
типа сварки, сказал Спринкл.
После разработки подходящего типа электрода следующим шагом является подготовка вольфрама.
«Диаметр вольфрама и желаемый размер дуги определяют правильный угол заточки», — сказал Спринкл. Он отметил, что ручная заточка электрода на обычном настольном шлифовальном станке не дает хороших результатов. «Никто не может постоянно держать электрод под правильным углом».
Еще одна проблема ручной заточки — неправильное направление заточки. Шлифовальное действие должно проходить параллельно длине электрода; шлифовка перпендикулярно его длине — большая проблема.
«Это может привести к бороздкам или канавкам по окружности, и дуга может следовать за этими бороздками, — сказал Спринкл, — вызывая блуждание дуги и приводя к непостоянной дуге или увеличивая вероятность расплавления наконечника в сварной шов. лужа».
Вольфрамовая шлифовальная машина является необходимым инструментом (см. Рисунок 1 ).
Повышение производительности
Выбор правильного электрода и его правильная подготовка — это не просто советы, это ключ к продуктивной сварке. Сварщик, который тратит свое время на плохие сварные швы и их устранение, не тратит свое время продуктивно, тем более, что поиск подходящего электрода и определение наилучшего угла заточки занимает не более нескольких минут.
«Многих проблем можно избежать, если вольфрам правильно подобран к источнику питания и правильно подготовлен», — сказал Спринкл.
Руководство по вольфрамовым электродам
Выбор одного из шести широко доступных вольфрамовых электродов является важным первым шагом в успешной сварке вольфрамовым электродом в среде защитного газа (GTAW). Кроме того, подготовка наконечника имеет решающее значение. Выбор электродов: чистый вольфрам, 2% тория, 2% церия, 1,5% лантана, циркония и редкоземельные элементы. Концевые заготовки закруглены, заострены и усечены.
Примечание редактора: Чтобы прочитать обновленную информацию о рекомендациях по использованию вольфрамовых электродов, нажмите здесь.
Вольфрам — это редкий металлический элемент, используемый для производства электродов для дуговой вольфрамовой сварки (GTAW). Процесс GTAW основан на твердости вольфрама и стойкости к высоким температурам для передачи сварочного тока на дугу. Вольфрам имеет самую высокую температуру плавления среди всех металлов, 3410 градусов по Цельсию.
Эти неплавящиеся электроды бывают различных размеров и длин и состоят либо из чистого вольфрама, либо из сплава вольфрама и других редкоземельных элементов и оксидов. Выбор электрода для GTAW зависит от типа и толщины основного материала, а также от того, свариваете ли вы переменным током (AC) или постоянным током (DC). Какую из трех концевых заготовок вы выберете, скругленную, заостренную или усеченную, также имеет решающее значение для оптимизации результатов и предотвращения загрязнения и переделок.
Каждый электрод имеет цветовую маркировку, чтобы исключить путаницу с его типом. Цвет появляется на кончике электрода.
Чистый вольфрам (Цветовой код: зеленый)
Электроды из чистого вольфрама (классификация AWS EWP) содержат 99,50% вольфрама, имеют самый высокий расход вольфрама среди всех электродов и, как правило, дешевле, чем их легированные аналоги.
Эти электроды образуют чистый закругленный наконечник при нагревании и обеспечивают высокую стабильность дуги при сварке на переменном токе со сбалансированной волной. Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.
Чистый вольфрам также обеспечивает хорошую стабильность дуги при синусоидальной сварке переменным током, особенно при сварке алюминия и магния. Он обычно не используется для сварки постоянным током, потому что он не обеспечивает сильного зажигания дуги, характерного для электродов с торием или церием.
Торированные электроды (цветовой код: красный)
Торированные вольфрамовые электроды (классификация AWS EWTh-2) содержат не менее 97,30% вольфрама и от 1,70 до 2,20% тория и называются 2-процентными торированными электродами. Сегодня они являются наиболее часто используемыми электродами и предпочтительны из-за их долговечности и простоты использования. Торий повышает качество эмиссии электронов электрода, что улучшает запуск дуги и обеспечивает более высокую пропускную способность по току. Этот электрод работает намного ниже своей температуры плавления, что приводит к значительно более низкой скорости потребления и устраняет блуждание дуги для большей стабильности. По сравнению с другими электродами торированные электроды откладывают меньше вольфрама в сварочную ванну, поэтому они вызывают меньшее загрязнение сварного шва.
Эти электроды используются в основном для специальной сварки переменным током (например, тонколистового алюминия и материала менее 0,060 дюйма) и сварки постоянным током с отрицательной или прямой полярностью углеродистой стали, нержавеющей стали, никеля и титана.
Во время производства торий равномерно распределяется по всему электроду, что помогает вольфраму сохранять заточенную кромку — идеальную форму электрода для сварки тонкой стали — после шлифовки. Примечание. Торий радиоактивен; поэтому вы всегда должны следовать предупреждениям, инструкциям и паспорту безопасности материала (MSDS) производителя при его использовании.
Вольфрамовые электроды с церием (цветовой код: оранжевый)
Вольфрамовые электроды с церием (классификация AWS EWCe-2) содержат не менее 97,30% вольфрама и от 1,80 до 2,20% церия и называются 2% церия. Эти электроды лучше всего работают при сварке постоянным током при низком токе, но могут эффективно использоваться и в процессах переменного тока. Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Благодаря отличному началу дуги при малых токах цериевый вольфрам стал популярен в таких областях, как изготовление орбитальных труб и труб, обработка тонкого листового металла и работы, связанные с мелкими и хрупкими деталями. Как и торий, его лучше всего использовать для сварки углеродистой стали, нержавеющей стали, никелевых сплавов и титана, а в некоторых случаях он может заменить электроды с 2-процентным содержанием тория. Электрические характеристики цериевого вольфрама несколько отличаются от характеристик тория, но большинство сварщиков не замечают разницы.
Использование электродов с церием при более высоких токах не рекомендуется, потому что более высокие токи вызывают быструю миграцию оксидов к теплу на кончике, удаляя содержание оксидов и сводя на нет преимущества процесса.
Лантанированные (цветовой код: золото)
Лантанированные вольфрамовые электроды (классификация AWS EWLa-1.5) содержат минимум 97,80% вольфрама и от 1,30% до 1,70% лантана, или лантана, и известны как 1,5% лантана. Эти электроды имеют отличный старт дуги, низкий
Эти электроды имеют отличный старт дуги, низкий
скорость выгорания, хорошая стабильность дуги и отличные характеристики повторного зажигания — многие из тех же преимуществ, что и электроды с церием. Лантанированные электроды также обладают такими же характеристиками проводимости, как и вольфрам с 2-процентным содержанием тория. В некоторых случаях 1,5% лантана можно заменить 2% тория без внесения существенных изменений в программу сварки.
Вольфрамовые электроды с лантановым покрытием идеально подходят, если вы хотите оптимизировать свои сварочные возможности. Они хорошо работают с отрицательным электродом переменного или постоянного тока с заостренным концом, или они могут быть свернуты для использования с источниками питания синусоидальной волны переменного тока. Лантанированный вольфрам хорошо сохраняет заточку, что является преимуществом при сварке стали и нержавеющей стали на постоянном или переменном токе от источников питания прямоугольной формы.
В отличие от торированного вольфрама, эти электроды подходят для сварки переменным током и, как и электроды с церием, позволяют зажигать и поддерживать дугу при более низких напряжениях. По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
По сравнению с чистым вольфрамом добавление 1,5% лантана увеличивает максимальную допустимую нагрузку по току примерно на 50% для данного размера электрода.
Цирконированные (цветовой код: коричневый)
Цирконированные вольфрамовые электроды (классификация AWS EWZr-1) содержат не менее 99,10% вольфрама и от 0,15 до 0,40% циркония. Циркониевый вольфрамовый электрод обеспечивает чрезвычайно стабильную дугу и препятствует выплескиванию вольфрама. Он идеально подходит для сварки переменным током, поскольку сохраняет закругленный наконечник и обладает высокой устойчивостью к загрязнению. Его токонесущая способность равна или больше, чем у торированного вольфрама. Циркониевые сплавы ни при каких обстоятельствах не рекомендуются для сварки постоянным током.
Редкоземельные элементы (цветовой код: серый)
Вольфрамовые электроды из редкоземельных элементов (классификация AWS EWG) содержат неуказанные добавки оксидов редкоземельных элементов или гибридные комбинации различных оксидов, но производители должны указывать каждую добавку и ее процентное содержание на упаковке. упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
упаковка. В зависимости от добавок желаемые результаты могут включать стабильную дугу как в процессах переменного, так и постоянного тока, большую долговечность, чем у торированного вольфрама, возможность использовать электрод меньшего диаметра для той же работы, использование более высокого тока для электрода аналогичного размера. , и меньше вольфрамового плевка.
Подготовка вольфрама — скругленная, заостренная или усеченная?
Следующим шагом после выбора типа электрода является выбор подготовки конца. Три варианта: сжатые, заостренные и усеченные.
| Рис. 1 Типичные диапазоны тока для электронов с аргоновой защитой. |
Шаровидный наконечник обычно используется на электродах из чистого вольфрама и циркония и рекомендуется для использования с процессом переменного тока на машинах GTAW с синусоидальной и прямоугольной волной. Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0018 Рисунок 1 ), и на конце электрода сформируется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
Чтобы правильно скруглить конец вольфрама, просто подайте переменный ток, рекомендованный для данного диаметра электрода (см.0018 Рисунок 1 ), и на конце электрода сформируется шарик. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма). Сфера большего размера на конце электрода может снизить стабильность дуги. Он также может отвалиться и загрязнить сварной шов.
| Рисунок 2 Подготовка вольфрама для отрицательной сварки электродом на постоянном токе и на переменном токе с волнообразующими источниками питания. |
Заостренный и/или усеченный наконечник (для чистого вольфрама, церия, лантана и тория) следует использовать для инверторных сварочных процессов на переменном и постоянном токе. Для правильной шлифовки вольфрама используйте шлифовальный круг, специально предназначенный для шлифовки вольфрама (для предотвращения загрязнения), а также круг из боразона® или алмаза (для сопротивления твердости вольфрама). Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Примечание. Если вы измельчаете торированный вольфрам, убедитесь, что вы контролируете и собираете пыль; иметь адекватную систему вентиляции на шлифовальной станции; и следуйте предупреждениям, инструкциям и паспортам безопасности производителя.
Отшлифуйте вольфрам прямо на круге, а не под углом 90 градусов (см. , рис. 2 ), чтобы следы заточки проходили по всей длине электрода. Это уменьшает наличие гребней на вольфраме, которые могут привести к блужданию дуги или плавлению в сварочной ванне, вызывая загрязнение.
Как правило, вам потребуется отшлифовать конус на вольфраме до расстояния, не превышающего диаметр электрода более чем в 2,5 раза (например, для электрода 1/8 дюйма отшлифуйте поверхность от 1/4 до 5/16). в. долго). Шлифовка вольфрама до конусности облегчает переход от зажигания дуги и создает более сфокусированную дугу для повышения производительности сварки.
При сварке на слабом токе тонкого материала (от 0,005 до 0,040 дюйма) вольфрам лучше всего заточить до острия.
