Какими электродами лучше варить: Как выбрать сварочные электроды, нужна помощь, какими электродами лучше варить?
Содержание
Какими электродами варить обыкновенную сталь
Автор: Михаил Щербаков. Рубрика: электроды
Электроды для «обыкновенной» черной стали
Вопрос «Какими электродами варить обыкновенную сталь» не такой простой, как может показаться на первый взгляд. Ведь черный металл, на первый взгляд, везде одинаковый. Он недорогой, по сравнению с нержавейкой, медью и алюминием, и быстро покрывается коррозией, если его не покрасить. Но при более близком знакомстве с составом «обыкновенной» стали выясняется, что она имеет различия. Отличаются и электроды для каждого вида этого материала.
Что называют сталью
Под выражением «обыкновенная сталь» подразумевается сплав определенного количества железа с добавочными примесями и углеродом. Масса последнего варьируется от 0,1 до 2,14% от общего веса сплава. Именно количество углерода определяет будущие механические свойства материала — чем выше процент содержания этого газа, тем прочнее и тверже сталь. Но с увеличением крепости теряется пластичность и тянущие свойства.
Минимальное содержание железа должно составлять 45% от общей массы сплава. Кроме основных двух компонентов в него добавляют марганец, хром, и никель. Из этого материала легко выливать формы, и раскатывать листы и трубы. Часто такая сталь используется в металлоконструкциях. Ввиду быстрого окисления среза кромки кислородом, и приобретения темного цвета, ее называют черной.
Какими электродами варить обыкновенную черную сталь
В зависимости от количества углерода и легирующих элементов, укрепляющих структуру материала, сталь подразделяется на:
- низкоуглеродистую;
- со средним содержанием углерода;
- высокоуглеродистую, где концентрация вещества достигает более 3%;
- с малым или повышенным содержанием в структуре легирующих элементов.
Исходя из этого подбираются и электроды, состав которых оптимально будет соответствовать основному материалу. Об этом можно прочитать на упаковке расходных материалов. Искать следует указания для какого типа стали, из списка выше, они предназначены.
Марки электродов для обыкновенной стали
Существуют основные марки электродов, применяемые в СНГ, которые подходят к различным видам стали. Для материалов с низким или средним содержанием углерода используют:
- УОНИ 13/55;
- АНО-6;
- МР-3;
- УОНИ 13/45;
- АНО-21
- ОЗС-12;
- МР-3С.
Они имеют достаточную вязкость для сохранения целостности шва даже при низких температурах эксплуатации будущего изделия.
Для стали с низким содержанием в составе легирующих примесей применяют марки из серии ОЗС с номерами 4 и 6. А высокоуглеродистые сплавы свариваются маркой НР-70.
Практические рекомендации
В большинстве случаев, когда требуется приварить навес на ворота, смастерить теплицу или приварить резьбу к трубе, подойдут марки: АНО, УОНИ, или их аналог МР. Во всех других ситуациях, если речь идет о сварке теплообменника в печь, или ремонте инструмента (топора и т. д.), стоит читать предназначение на упаковке. Необходимо усвоить главное правило: материалы должны совпадать по физическим свойствам и химическому составу.
Необходимо усвоить главное правило: материалы должны совпадать по физическим свойствам и химическому составу.
Например, если металл электрода будет очень твердым, а основная сталь мягкой, то шов будет рваться при нагрузках, потому что он не сможет гармонично взаимодействовать со всей конструкцией при тепловых или механических расширениях. В другом случае, если высокоуглеродистую сталь, предназначенную для выдержки больших температур (в котлах, печах), заварить электродами с «мягким» составом, то такие швы быстро потекут.
Ещё по теме:
Какие электроды лучше для инвертора
Маркировка сварочных электродов
Видеокурсы:
Как варить электросваркой
Как установить сварочный ток правильно
Как выбрать маску «хамелеон»
Как настроить маску «хамелеон» правильно
Как выбрать сварочный инвертор
Какими электродами лучше варить алюминий
Алюминий — не самый простой металл для сварки, поэтому электроды для сварки алюминия выбираются с целью обеспечения качества и долговечности соединения.
Исходным пунктом является верный выбор технологии сварки — плавящимся (метод MIG/MAG) или неплавящимся (TIG/WIG) электродом, а также наличие соответствующего оборудования.
Характеристика режимов по технологии MIG/MAG
Как известно, данный метод представляет собой использование плавящегося электрода, который работает в среде защитного газа (аргона). В этом случае сварочная проволока подается в зону соединения по коаксиально расположенной в сопле трубке, которая со всех сторон омывается потоком аргона. Рабочая температура в сварочной зоне достигает 15000С, поэтому при использовании метода MIG/MAG для соединения тонкостенных алюминиевых конструкций следует помнить о возможности их тепловой деформации. Основными режимами, используемыми на практике, являются:
1. Использование короткой дуги. Режим отличается сравнительно низкими токами (не более 180-200А) и малыми диаметрами электродов (до 1,2 мм). Процесс заключается в последовательном чередовании короткого замыкания и последующего гашения дуги, когда происходит застывание металла в расплаве. Метод хорош для небольших толщин алюминиевых изделий. Перегрева металла не происходит, но качество готовой поверхности может быть несколько хуже из-за брызг металла.
Метод хорош для небольших толщин алюминиевых изделий. Перегрева металла не происходит, но качество готовой поверхности может быть несколько хуже из-за брызг металла.
2. Использование струйной дуги. Ток обработки при этом повышают не менее, чем до 200-220 А, в результате капли со сварочного электрода капают непосредственно в расплав, глубоко проникая в толщу свариваемых изделий. Струйная дуга используется для сварки толстолистовых деталей и характеризуется более высокими температурами рабочей зоны. Используется сварочная проволока диаметром от 1,2-1,5 мм. Качество шва улучшается вследствие того, что застывших капель металла на поверхности нет.
3. Использование пульсирующего разряда, когда сварочным аппаратом реализуется четкий частотный режим подвода/отвода электрода от соединяемых поверхностей. В отличие от короткой дуги, сброс тока происходит практически мгновенно, что позволяет использовать те же малые токи. Ввиду быстрого остывания поверхности брызги металла отсутствуют. Пульсирующей дугой можно сваривать только алюминиевые изделия небольшой толщины.
Пульсирующей дугой можно сваривать только алюминиевые изделия небольшой толщины.
4. Использование комбинированного режима с удлиненным импульсом, при котором ток генерируется по двум независимым схемам. В первой импульс несколько растягивается по фазам нагрева и охлаждения, а во второй — наоборот, учащается в 4 раза. Это дает возможность сочетать фазы нагрева и охлаждения сварочной ванны, повышая тем самым качество шва. Однако расход электрода при этом увеличивается.
В современных сварочных аппаратах все вышеперечисленные режимы могут программироваться заранее.
Таким образом, при выборе плавящихся электродов к технологии MIG/MAG необходимо предварительно изучить технические возможности оборудования для электродуговой сварки алюминия и установить требования, касающиеся качества конечного шва.
Выбираем плавящиеся электроды
Электроды по алюминию для электродуговой сварки выбирают с учетом:
1. Фактора полярности тока (алюминий по методу MIG/MAG варится только на обратной полярности).
2. Расчета сечения в зависимости от используемой силы тока: на каждый квадратный миллиметр поперечного сечения электрода должно приходиться не более 25 А сварочного тока.
3. Предварительного подогрева до 300-4000С (более высокие значения — для сварки изделий с большей толщиной) снижает расход материала и увеличивает стабильность процесса.
4. Наличия или отсутствия сварочного флюса. Для соединения алюминиевых конструкций небольшой толщины такой флюс в виде обмазки можно подготовить и самостоятельно. Для этого карбоксилметилцеллюлозу (аморфное вещество, известное как пищевая добавка Е-466) замешивают в воде до вязкой консистенции, после чего наносят на электрод и прогревают его при температуре 250-3000С.
В зависимости от вида электродуговой сварки могут быть использованы и другие виды сварочных электродов. Например, для заварки дефектов в алюминиевых отливках, при ликвидации повреждений в алюминиевых дисках, а также при работах с алюминиевыми заготовками малой толщины электрод для алюминия может быть из угольного стержня. Используется только ручная сварка, которая должна проводиться на прямой полярности.
Используется только ручная сварка, которая должна проводиться на прямой полярности.
Применение находят следующие исполнения плавящихся электродов:
- Щелочно-солевые типа ОК (для алюминия подходят виды 96.20, 96.10 и 96.50). Такие электроды особенно эффективны при неразъемных соединениях алюминиево-магниевых сплавов типа АМг и АМц, а также силуминов. Для сварки дюралюминов эти исполнения непригодны. Отличаются повышенной гигроскопичностью, поэтому их следует хранить только в сухих помещениях и только в заводской упаковке;
- ОЗАНА, весьма популярные в среде пользователей. Имеют две модификации. ОЗАНУ-1 используют для сварки алюминия технической чистоты (марок АД, А0, АД33 и т.п.). .ОЗАНА-2 — класс, который предназначается для работ с кремнисто-алюминиевыми сплавами. Ими также можно вести сварку как вертикальных, так и горизонтально расположенных швов;
- Проволочные ОЗА на основе сварочной алюминиевой проволоки СвА. Считаются наиболее универсальными видами, предназначенных для сварки алюминия.

Плавящийся электрод можно изготовить и своими руками. Для этого подходящую по диаметру алюминиевую проволоку разрезают на мерные прутки длиной 250-300 мм. Далее готовят поверхностную обмазку из мелко толченого мела и силиката натрия (жидкого стекла). Когда состав достигнет равномерной слабовязкой консистенции, его наносят на поверхность отрезанных прутков. Толщина обмазки не должна быть менее 1,5 мм. После тщательного просушивания самодельный электрод для алюминия готов к использованию.
Выбор электрода производится в зависимости от марки свариваемого алюминиевого сплава. Изделия нуждаются в предварительной подготовке. Простейшее исполнение можно изготовить и самостоятельно.
Особенности сварки алюминия по методу TIG/WIG
Для алюминия процесс реализуется в основном при обратной полярности тока. Электродом служит вольфрамовая проволока, которая поступает в зону обработки по полому зажимному устройству в горелке. Вокруг этого зажима подается поток аргона, обеспечивающий защиту соединяемых материалов от окисления. Шов получается исключительно однородным. Этому способствуют:
Шов получается исключительно однородным. Этому способствуют:
1. Значительно более высокая температура плавления вольфрама, вследствие чего электрод выполняет функцию дополнительного теплового воздействия на соединяемый металл, а сам в процессе плавления не участвует.
2. Надежное укрытие сварочной ванны от внешних воздействий, что исключает образование брызг алюминия.
3. Равномерность теплового поля внутри зоны обработки, в результате чего металл шва не отличается по своим структуре и свойствам от металла заготовки. При сварке разнородных алюминиевых сплавов состав сварного шва определяется интенсивностью протекания диффузионных процессов. В частности, там всегда присутствуют интерметаллидные соединения, повышающие прочность шва.
Применение процесса TIG/WIG на обратной полярности принципиально возможно, но используется гораздо реже. Наоборот, учитывая постоянно возрастающее количество бытовых сварочных инверторов, целесообразнее применять метод в условиях переменного тока.
Метод хорош при соединении алюминиевых конструкций с небольшой толщиной (до 2-2,5 мм) и не отличается высокой производительностью. Причина заключается в способе функционирования самого инверторного аппарата. Поскольку в его рабочем контуре постоянно осуществляется двухстадийное преобразование тока — из переменного в постоянный, а затем обратно, то этот контур интенсивно нагревается. Обдув сварочного инвертора проблемы полностью не решает, поэтому для каждой модели инвертора есть свое значение продолжительности включения (ПВ). Реальное ПВ инверторов не превышает 0,85-0,9 (утверждения о конструкциях аппаратов с более высоким ПВ следует рассматривать только как пиар-акцию их производителей). Наконец, для получения качественного сварного шва после сварки алюминия инвертором необходим большой опыт.
Соединение алюминиевых деталей при помощи инвертора возможно при соответствующей квалификации сварщика и с учетом технических возможностей имеющегося сварочного аппарата.
Выбор вольфрамовых электродов
Промышленные типоразмеры вольфрамовых неплавящихся электродов отличаются высокой стоимостью. Они изготавливаются в соответствии с техническими требованиями ГОСТ 23949, и подразделяются на следующие группы:
Они изготавливаются в соответствии с техническими требованиями ГОСТ 23949, и подразделяются на следующие группы:
1. Наиболее бюджетные типа ЭВЧ, которые состоят из 98,5 % химически чистого вольфрама с добавкой железа, кальция, молибдена, никеля и кремния. Профессионалы недолюбливают эти марки электродов, поскольку считают, что зажигание дуги в этом случае происходит нестабильно (для инверторных аппаратов это обстоятельство важно). Такие электроды могут быть шлифованными и не шлифованными.
2. Типа ЭВЛ — отличающиеся тем, что в их составе дополнительно присутствует оксид лантана (в количестве до 1,4%). Наличие этого вещества улучшает условия поджига дуги и уменьшает склонность дугового разряда к прожогу поверхности соединяемых деталей. В электродах марки ЭВЛ-2 количество оксида лантана доведено до 2%.
3. Типа ЗВТ, в составе которых наличествуют тантал и двуокись тория (их суммарное процентное содержание в составе материала электрода достигает 3,5-5%). Наличие указанных компонентов позволяет успешно варить алюминий в сочетании с другими алюминиевыми сплавами.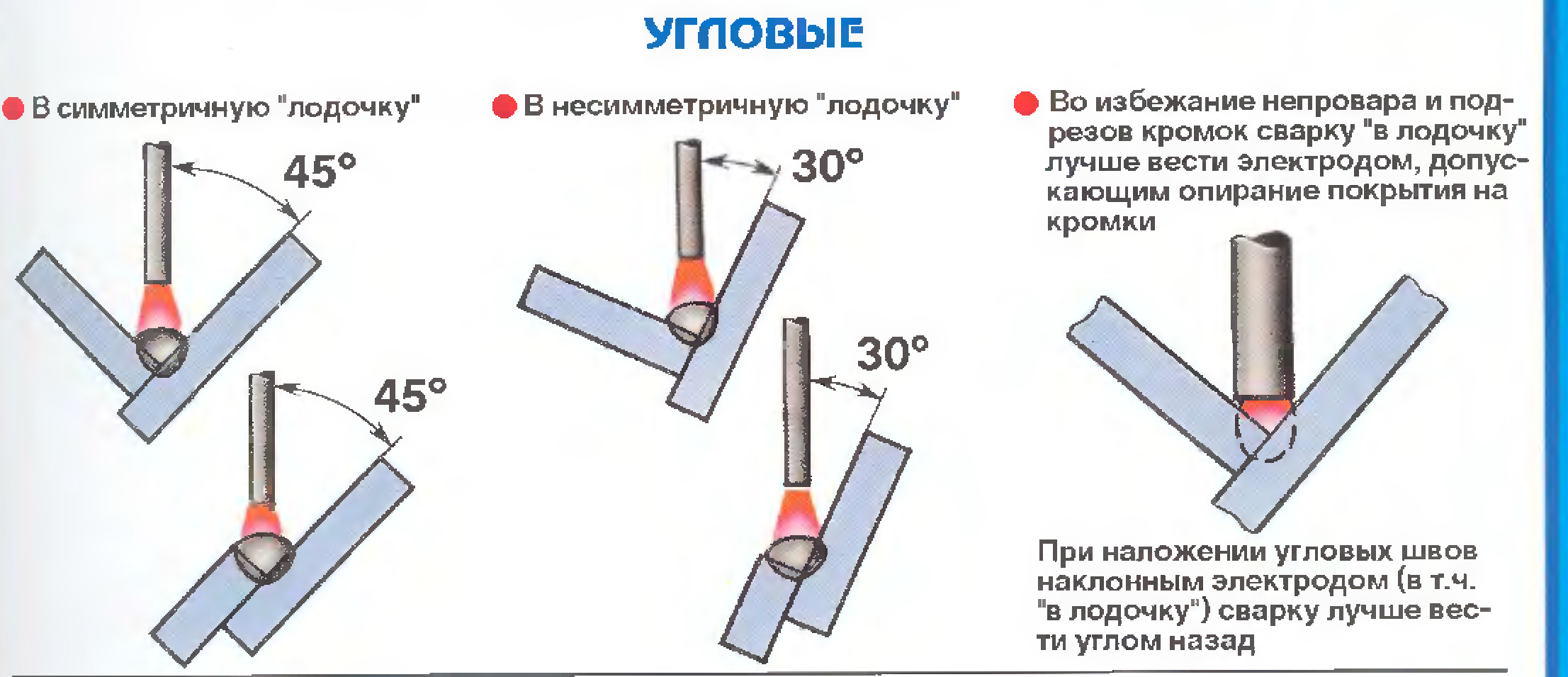 Электроды этого типа выделяются своей наивысшей ценой.
Электроды этого типа выделяются своей наивысшей ценой.
Вольфрамовые неплавящиеся электроды выпускаются и за рубежом. Они маркируются буквой W, к которой добавляется еще одна, в зависимости от того, на каком токе будет выполняться сваривание алюминия. Материалы имеют также разный цвет упаковки:
— Марка WP (зеленый цвет) считается наиболее универсальной. Такими электродами можно работать как по чистому алюминию, так и по его сплавам. Пригодны для сварки переменным током, причем с возрастанием частоты осцилляций качество соединения увеличивается. Поскольку теплостойкость материала ограничена, то для обеспечения более равномерного теплового поля торец выполняют полусферическим;
— Марка WZ-8 (белый цвет) используется при наличии специальных требований к химической чистоте шва. Роль такого очистителя выполняет окись циркония, которая входит в состав. Кроме того, оксид циркония повышает стабильность горения дугового разряда и увеличивает термостойкость;
— Марка WТ-20 (красный цвет) по своим потребительским характеристикам примерно соответствует отечественным маркам ЭВТ. Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Однако для соединения алюминия и его сплавов они используются реже, поскольку ухудшают стабильность горения дуги. Единственное их преимущество — высокая стойкость, что имеет значение при продолжительных сварочных операциях.
Руководство по сварочным стержням и электродам — PrimeWeld
Практически во всех коммерческих сварочных работах, требующих сварки стальных конструкций или сварки труб, в промышленном или энергетическом секторе используемые сварочные электроды указываются в контрактных документах и имеют специальные нормы сварки. . Но что, если вы работаете над ремонтом или строительным проектом, не регулируемым нормами сварки или четкими инструкциями инженера?
Теперь вам, сварщику, предстоит выбрать подходящий сварочный электрод для выполнения поставленной задачи. Это руководство поможет вам справиться с этой обязанностью, помогая вам сузить круг выбора и выбрать сварочный электрод (обычно называемый «стержнями» в магазинах и на рабочих площадках), наиболее подходящий для вашего применения.
Начнем с двух основных типов сварочных электродов.
Типы сварочных стержней
Расходуемые стержни/электроды
Расходуемый электрод эффективен, когда электрод и присадочный металл одинаковы. Когда электрод соприкасается с заготовкой и становится частью расплавленной сварочной ванны, где электрод, флюс, то есть защитное покрытие, и основной металл соединяются вместе в сварном шве, вы используете «плавящийся» электрод. . Все сварочные электроды, используемые при дуговой сварке металлическим электродом в среде защитного газа (SMAW), считаются расходуемыми.
Неплавящиеся стержни/электроды
Неплавящиеся электроды, напротив, чаще всего ассоциируются с дуговой сваркой вольфрамовым электродом (сварка ВИГ). При сварке TIG неплавящийся электрод закрепляется в горелке TIG и используется для возбуждения и удержания дуги, но ни в коем случае не должен впитываться в расплавленную сварочную ванну. Отдельный присадочный материал добавляется в ванну расплавленного металла для завершения сварного соединения. Обычные электроды такого типа включают вольфрамовые электроды.
Обычные электроды такого типа включают вольфрамовые электроды.
Номера сварочных электродов
Сварочные электроды классифицируются на основе номеров, напечатанных на конце каждого сварочного электрода, содержащегося в упаковке. Цифры сразу сообщат сварщику предел прочности на растяжение, положение, в котором стержень можно использовать для сварки, и отличительные характеристики каждого сварочного стержня.
Американское общество сварщиков (AWS) ввело систему классификации сварочных электродов на основе прочности, используемых положений сварки, типа покрытия флюсом и легирующих элементов, если электроды легированные.
Что означают номера сварочных электродов?
Цифровые обозначения, напечатанные на каждом сварочном электроде, доступном на рынке, помогают нам принять взвешенное решение. Для целей этой статьи мы ограничим выбор электрода процессом дуговой сварки защитным металлом (SMAW), более известным как сварка «стержнем». Критерии выбора сварочной проволоки для сварки GMAW (MIG), сварки FCAW (сварка с флюсовым сердечником) и сварки GTAW (TIG) имеют много общих фундаментальных принципов.
Критерии выбора сварочной проволоки для сварки GMAW (MIG), сварки FCAW (сварка с флюсовым сердечником) и сварки GTAW (TIG) имеют много общих фундаментальных принципов.
Первые 2 цифры
В соответствии с обозначением AWS первые две, а в некоторых случаях и три цифры на сварочном электроде относятся к пределу прочности на растяжение, т. е. способности сопротивляться разрыву, X 1000. Например, в обозначении 7018 число «70» означает, что хорошо выполненный сварной шов, выполненный с помощью 7018, может выдерживать растягивающее напряжение в 70 000 фунтов на квадратный дюйм (psi).
Сварной шов с использованием стержня, классифицированного как 11018, может выдерживать растягивающее напряжение в 110 000 фунтов на квадратный дюйм (psi). Широко используемый сварочный пруток 6010 рассчитан только на 60 000 фунтов на квадратный дюйм.
Третий номер
Третий номер указывает положение, в котором вы можете использовать удочку. «1» означает, что удилище можно использовать во всех положениях. «2» обычно означает, что стержень можно использовать в горизонтальном положении. Номер «4» ограничен только горизонтальным положением.
«2» обычно означает, что стержень можно использовать в горизонтальном положении. Номер «4» ограничен только горизонтальным положением.
Последний номер
Последний номер в последовательности относится к классу стержня или любой конкретной отличительной характеристике, особенно к флюсовым покрытиям. Например, на сварочном электроде 7018 цифра «8» означает, что это низководородный электрод с основным флюсовым покрытием.
«0» в 6010, 7010 и 8010 — это класс «быстрой заморозки» с целлюлозным флюсовым покрытием (это означает, что расплавленная сварочная ванна затвердевает очень быстро), что делает его хорошо подходящим для сварки вне рабочего места. «1» в последнем числе 6011 по характеристикам очень похож на 6010, но используется в источниках питания переменного тока.
Для низколегированных сварочных электродов обозначение может также включать содержание сплава в последней цифре, как в случае с E7018-A1, что означает, что электрод содержит 0,5% молибдена и так далее.
Итак, теперь, когда у нас есть общее представление о том, что означают цифры и как читать числовые обозначения различных сварочных электродов, представленных на рынке, давайте обсудим, как выбрать лучший электрод для ваших конкретных рабочих требований, поняв характеристики и преимущества электрода. и недостатки более часто используемых сварочных электродов на рынке.
Стандартные сварочные стержни
E6010
E6010 — очень популярный и часто используемый стержень, и на то есть веские причины. Легко инициировать дугу, глубокое проникновение и, учитывая характеристики струйной дуги, позволяют работать на высоких скоростях. Очень хорошо сваривается во всех положениях.
Использование и применение
6010 обычно используется в строительстве трубопроводов, нефтеперерабатывающих заводов, газовых заводов и коммунальных трубопроводов вместе с его вариантами, 7010 и 8010. E6010 также очень терпим к дефектам швов и поверхностным загрязнениям. Его классификация «быстрая заморозка» (что означает очень быстрое затвердевание расплавленной сварочной ванны) позволяет опытному сварщику заполнять зазоры в соединениях с разумными допусками. Конечно, это может оказаться трудным, если не невозможным, с другими типами электродов. Однако из-за своих характеристик «быстрой заморозки» сварные швы 6010 не обладают той же пластичностью, которую вы могли бы получить от электрода 7018, поэтому это не будет хорошим выбором для чего-то, подвергающегося циклическим нагрузкам или везде, где важна пластичность.
Его классификация «быстрая заморозка» (что означает очень быстрое затвердевание расплавленной сварочной ванны) позволяет опытному сварщику заполнять зазоры в соединениях с разумными допусками. Конечно, это может оказаться трудным, если не невозможным, с другими типами электродов. Однако из-за своих характеристик «быстрой заморозки» сварные швы 6010 не обладают той же пластичностью, которую вы могли бы получить от электрода 7018, поэтому это не будет хорошим выбором для чего-то, подвергающегося циклическим нагрузкам или везде, где важна пластичность.
E6010 очень глубоко врезается в основной металл, поэтому его слишком горячая и быстрая обработка может привести к подрезанию и застреванию шлаковых включений. 6010 относится к семейству целлюлозных сварочных электродов, поэтому стержень содержит определенное количество влаги. Если дать ему высохнуть из-за слишком долгого пребывания в сухом пыльном климате, стержень может «зацепиться за ноготь», когда флюс имеет тенденцию сгорать на одной стороне стержня, в результате чего дуга будет благоприятствовать одной стороне балки.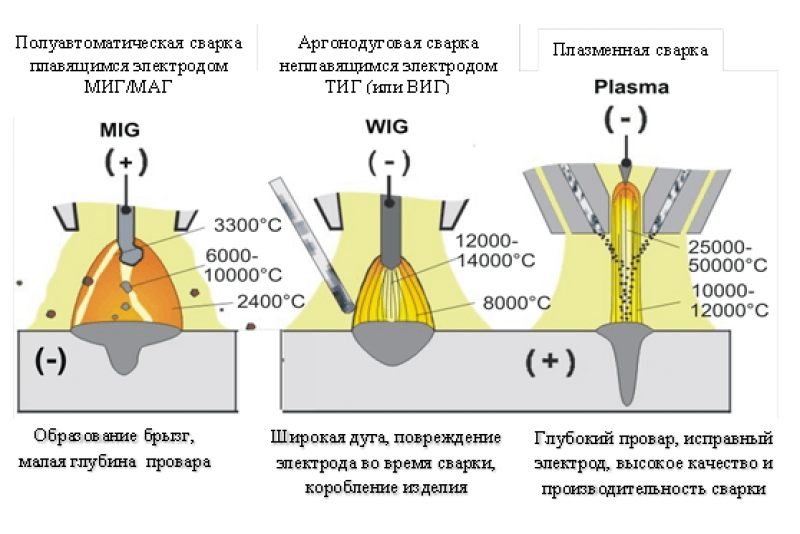 над другим. Когда это происходит, обычно лучше выбросить удочку и взять другую. 6010 лучше всего использовать на трубах, особенно для корневых проходов, перил и листового металла. Из-за характеристик дуги это может привести к большему количеству брызг, увеличению времени очистки и увеличению затрат.
над другим. Когда это происходит, обычно лучше выбросить удочку и взять другую. 6010 лучше всего использовать на трубах, особенно для корневых проходов, перил и листового металла. Из-за характеристик дуги это может привести к большему количеству брызг, увеличению времени очистки и увеличению затрат.
E6011
Основное различие между 6010 и 6011 заключается в том, что 6011 работает от источника переменного тока. 6011 уже давно называют «фермерской удочкой».
Использование и применение
В 1916 году Джеймс Линкольн сделал электродуговой сварочный аппарат коммерчески доступным и начал продавать сварочные аппараты фермерам по всему Среднему Западу. История гласит, что за 100 долларов вы получили станок, коробку с 6011 стержнями и дневной урок сварки.
E6013
6013 является старым резервом в некоторых легких операциях по обработке листового металла из-за его неглубокого проникновения, высокой скорости перемещения и того факта, что он очень устойчив к поверхностным загрязнениям.
Использование и применение
Если нужно отремонтировать старое крыло трактора или подобное, этот стержень хорошо подойдет для этой задачи. Очень щадящий неровные сварные швы и поверхностные загрязнения, такие как краска и ржавчина, этот стержень может быстро и легко выполнить мелкий ремонт с визуально приятными сварными швами с минимальной очисткой. Этот стержень также работает на машинах с источником питания переменного тока. Эти электроды известны своей простотой использования и гладкими профилями шва, но с ограниченным проникновением и склонностью к растрескиванию.
E7018
Это еще один широко используемый сварочный электрод, относящийся к категории сварочных электродов с низким содержанием водорода.
Использование и применение
Десятилетия назад инженеры-строители столкнулись с проблемами растрескивания под поверхностью стальных зданий, мостов и других конструкций. После обширных исследований водород, ключевой компонент влаги, был идентифицирован как виновник, и поэтому появилась серия стержней с низким содержанием водорода (часто называемая в этой области «lo-hi»), которая долгое время была основным продуктом. в мире сварки конструкционных сталей.
в мире сварки конструкционных сталей.
E7018 не будет перемещаться так быстро, как E6010, но, учитывая его классификацию «плавящаяся сварочная ванна затвердевает медленнее, чем быстрозамерзающие стержни», сварные швы, выполненные E7018, обладают большей пластичностью и должны рассматриваться для использования в сварных швах, где пластичность в циклическом стрессовые ситуации могут вызывать беспокойство. Некоторыми примерами этого могут быть здания из конструкционной стали, мосты и даже строительное и сельскохозяйственное оборудование. E7018, при правильном использовании, может производить очень красивые сварные швы с очень плотной симметричной рябью и гладким контуром готового сварного шва с минимальным разбрызгиванием. Одним из возможных недостатков является то, что при неправильном хранении в герметичном контейнере или печи для стержней стержни 7018 могут поглощать влагу из атмосферы, что может привести к пористости сварных швов.
E7018 можно отвернуть, чтобы заполнить открытый корень или там, где есть зазор в посадке, опять же, в пределах разумных допусков. Тщательная очистка швов необходима, потому что E7018 восприимчив к пористости, часто вызванной поверхностными загрязнениями, такими как жир, краски, масла или грязь. Для E7018 обычно требуются источники питания постоянного тока, хотя версии этого стержня переменного тока можно найти у любого дистрибьютора сварочных материалов.
Тщательная очистка швов необходима, потому что E7018 восприимчив к пористости, часто вызванной поверхностными загрязнениями, такими как жир, краски, масла или грязь. Для E7018 обычно требуются источники питания постоянного тока, хотя версии этого стержня переменного тока можно найти у любого дистрибьютора сварочных материалов.
E7024
Широко известный как «струйный стержень» из-за высокой скорости наплавки, стержень E7024 является отличным выбором, когда вам нужно быстро уложить много металла.
Использование и применение
Большие конструкционные балки, опорные плиты, колонны и большие части тяжелого оборудования могут быть сварены очень быстро и эффективно с помощью 7024.
Как мы теперь знаем, «2» в 7024 означает, стержень ограничен плоским и горизонтальным применением. Но если вы находитесь на тяжелом участке пластины с относительно равномерным соединением, то это удилище может стать отличным выбором. Он позволяет оператору выполнять сварку с высокой скоростью перемещения и очень щадящим углом перемещения и рабочим углом. Подобно E7018, шлак довольно легко отрывается с минимальным разбрызгиванием в правильно выполненном сварном шве.
Подобно E7018, шлак довольно легко отрывается с минимальным разбрызгиванием в правильно выполненном сварном шве.
Новичок и сварщик со средним уровнем навыков должен четко осознавать, что, хотя сварочный аппарат 7024 очень щадящий в плане рабочего угла и угла перемещения, все же важно сохранять концентрацию на расплавленной сварочной ванне. E7024 может оставлять небольшие пустоты в сварном шве, которые вам, возможно, придется исправить, особенно в конфигурации углового сварного шва. Для работы этого стержня требуется источник питания постоянного тока с высокой мощностью диапазона силы тока, особенно электродов большего размера.
9№ 0009 E309L
Это очень универсальный сварочный пруток, подходящий для сварки наиболее распространенных типов нержавеющей стали, представленных на рынке. (L означает низкий уровень углерода. Слишком большое количество углерода в сварном шве из нержавеющей стали может значительно снизить коррозионную стойкость, определяющую характеристику нержавеющей стали).
Использование и применение
Благодаря своей универсальности этот стержень обычно используется при техническом обслуживании и ремонте.
Хороший выбор электрода, если конкретная марка нержавеющей стали неизвестна с абсолютной уверенностью, E309L обеспечивает очень высокую скорость наплавки и хорошую устойчивость к растрескиванию. Еще один момент, о котором стоит упомянуть, заключается в том, что если вам когда-либо приходилось сваривать углеродистую сталь с нержавеющей сталью, многие сварщики уже давно выбирают 309. Именно по этой причине многие сварщики и ремонтные мастерские держат на полке маленькую трубку 309. E309L делает красивые сварные швы, но может быть сложным для работы в нестандартных условиях.
E4043
Этот алюминиевый сварочный пруток очень универсален и может использоваться с большинством марок алюминия, с которыми вы, вероятно, столкнетесь при выполнении мелких ремонтных сварочных работ. Сварка алюминия может быть сложной и еще более жесткой в нерабочем положении. Из-за способности алюминия проводить тепло так быстро, на практике может потребоваться немного больше проб и ошибок, чем требуется для многих из упомянутых электродов из углеродистой стали, но это, безусловно, можно сделать. Поскольку алюминий — очень мягкий и пористый металл, он имеет тенденцию поглощать все, с чем соприкасается, особенно такие вещества, как жир и масла. Поэтому очистка и подготовка шва особенно важны при сварке алюминия. Соляная кислота, факел из бутона розы и проволочная щетка могут быть особенно полезными инструментами для этой цели. Алюминиевые электроды, очень похожие на E7018, могут впитывать влагу, поэтому важно хранить их в теплом и сухом месте.
Из-за способности алюминия проводить тепло так быстро, на практике может потребоваться немного больше проб и ошибок, чем требуется для многих из упомянутых электродов из углеродистой стали, но это, безусловно, можно сделать. Поскольку алюминий — очень мягкий и пористый металл, он имеет тенденцию поглощать все, с чем соприкасается, особенно такие вещества, как жир и масла. Поэтому очистка и подготовка шва особенно важны при сварке алюминия. Соляная кислота, факел из бутона розы и проволочная щетка могут быть особенно полезными инструментами для этой цели. Алюминиевые электроды, очень похожие на E7018, могут впитывать влагу, поэтому важно хранить их в теплом и сухом месте.
В Интернете доступны таблицы размеров сварочных материалов и электродов, которые начинающий сварщик может найти очень полезными при выборе правильного размера прутка, но я хотел бы подчеркнуть, что их следует использовать только в качестве руководства, а не жестких правил. Существует множество факторов, которые необходимо учитывать при выборе сварочного электрода правильного размера — толщина материала, конструкция соединения, требования к прочности, положение для сварки и т. д. — поэтому эта тема заслуживает отдельного обсуждения. При этом ни один гид никогда не заменит ваш глаз в качестве судьи правильно выполненного сварного шва. Готовый сварной шов должен иметь достаточную однородность, без трещин, несплавления с основным металлом или другими сварочными проходами, а также иметь минимальные дефекты, такие как подрезы, шлак или пористость.
д. — поэтому эта тема заслуживает отдельного обсуждения. При этом ни один гид никогда не заменит ваш глаз в качестве судьи правильно выполненного сварного шва. Готовый сварной шов должен иметь достаточную однородность, без трещин, несплавления с основным металлом или другими сварочными проходами, а также иметь минимальные дефекты, такие как подрезы, шлак или пористость.
Все это приходит со временем и практикой. Сжигайте стержни, пока они вам не надоест, затем сожгите еще несколько. Именно так хорошие сварщики достигают необходимого уровня постоянства сварки, от которого зависит качество сварки.
Как хранить сварочные электроды
Сварочные электроды следует хранить в теплом и сухом месте, где флюс или внешнее защитное покрытие не будет контактировать с влагой или другими загрязняющими веществами, которые могут отрицательно сказаться на способности стержень для получения качественных сварных швов без дефектов.
E7018, который особенно чувствителен к влаге, должен храниться в печи для сушки стержней в течение некоторого времени перед использованием в соответствии с рекомендациями поставщика. Хорошей практикой является проверка конца каждого стержня перед началом сварки. Если на сварочном электроде откололся флюс, существует вероятность образования пор в начале сварочного прохода.
Хорошей практикой является проверка конца каждого стержня перед началом сварки. Если на сварочном электроде откололся флюс, существует вероятность образования пор в начале сварочного прохода.
Часто задаваемые вопросы о сварочных стержнях
Следует ли хранить 6010 в печи для стержней?
6019 или любой из стержней серии 10 никогда не следует хранить в печи для стержней. Стержни серии 10 изготовлены из целлюлозы, поэтому флюс содержит определенное количество влаги, когда они новые и только что из упаковки. Стержневая печь высушивает стержни, так что флюс может упасть и отслоиться во время сварки, что приведет к тому, что дуга будет благоприятствовать одной стороне сварного соединения. Когда вы сталкиваетесь с такой динамикой, обычно лучше выбросить удочку и купить новую.
Можно ли использовать сварочную проволоку более одного раза?
Абсолютно можете. Стандартной процедуры, запрещающей это, не существует. Если стержня достаточно, чтобы сделать следующий шов или даже несколько простых прихваток, а электрод все еще в хорошем состоянии, то нет причин его тратить.
Нужно ли хранить E7018 в стержневой печи?
Это сильно зависит от нескольких различных факторов.
Если вы работаете в соответствии с правилами сварки, стержневая печь обычно требуется или, по крайней мере, настоятельно рекомендуется.
Если вы находитесь в холодном и влажном климате, где стержень может соприкасаться с атмосферной влагой, настоятельно рекомендуется печь для стержней.
Если вы находитесь в более сухом климате, где влажность не является хронической проблемой, и вам не требуются стержневые печи, то может быть достаточно хранить E7018 в герметичном контейнере. Однако внимательно следите за своими сварными швами.
Если вы наблюдаете проблемы с пористостью и если флюс на стержне выглядит треснувшим, возможно, пришло время избавиться от него и приобрести новые стержни.
Какой сварочный электрод использовать?
Сленговый термин «сварка стержнем» стал общепринятым в сварочных изображениях, термин, принятый в сварочной промышленности. Электроды, приваренные к металлу, поставляются в виде стержня. Многие люди думают, что «дуговая сварка защищенным металлом» получила свое название от того факта, что это электрод для сварки стержней.
Электроды, приваренные к металлу, поставляются в виде стержня. Многие люди думают, что «дуговая сварка защищенным металлом» получила свое название от того факта, что это электрод для сварки стержней.
Электроды, используемые как при сварке SMAW, так и при сварке TIG, аналогичны длинной катанке, но при сварке MIG электроды представляют собой катушки с проволокой, которые втягиваются в сварочную горелку с помощью аппарата MIG.
Для изготовления прочного и безопасного сварочного снаряжения, такого как сварочные маски, необходимо использовать электрод с прочным наполнителем в основном металле. Этот тип электрода не поддается механической обработке и используется для твердой сварки стального сердечника.
Узнайте у местного продавца сварочного оборудования, какой электрод следует использовать для сварки металла. Сварочный электрод представляет собой отрезок проволоки, который подключается к сварочному аппарату для создания дуги. При сварке положения или применения с использованием грязного или ржавого металла это означает использование источника сварочного тока, специально разработанного для работы с электродом. Например, если вы свариваете трубы, вам может понадобиться электрод с прочным присадочным материалом в основном металле.
Например, если вы свариваете трубы, вам может понадобиться электрод с прочным присадочным материалом в основном металле.
Если те, кто использует сварочный аппарат TIG, приобретают вольфрамовые электроды или электроды из нержавеющей стали, они могут вместо них купить покрытые флюсом электроды. Стержневые электроды SMAW являются расходными материалами, т. е. они становятся частью сварного шва, в то время как электроды TIG могут быть расходными материалами, поскольку они не плавятся и становятся частью сварного шва без использования сварочной проволоки.
Наиболее распространенными электродами являются расходующие электроды, которые используются большинством сварщиков TIG и дуговых сварщиков с защитным металлом, а также сварщиков SMAW, также известных как сварочные аппараты для стержней. Для сварки стержней обычно используются электроды 6010, 6011, six013, 7018 и 7024, причем большинство распространенных диаметров варьируются от 1,8 до 5,32 дюйма.
Выбор электродов зависит от тока сварки и свариваемого материала, что определяет подходящий сварочный пруток, так как он должен быть изготовлен из того же материала и того же производства. Конечно, используемый сварочный металл также определяет, какой сварочный электрод вы используете.
Конечно, используемый сварочный металл также определяет, какой сварочный электрод вы используете.
Общее правило при сварке нержавеющей стали заключается в сварке ее угловым швом, при котором сварщик сваривает боковые стыки с одной стороны на другую. Угловой шов (L), в котором два куска металла соединяются вместе, и корневой шов, который открывает отверстие соединения между двумя сторонами сварного куска стали (B).
Если, с другой стороны, вы работаете с листовым металлом и не требуется большого проплавления, вы можете выполнить сварку угловым швом. Если вы хотите получить чистый и пористый шов, старайтесь не использовать частично использованные электроды для последующих сварных швов, так как они не будут использоваться для последующей сварки. Наконец, поместите сварочный стержень в держатель электрода и ударьте спичкой в том месте, где вы хотели начать сварку.
Если слой флюсовой среды плохой, он может отвалиться от стержня и образовать расплавленный комок, что приведет к прилипанию сварочного стержня к металлической основе. Держаться за сварочные стержни — признак того, что стержни плавятся как надо.
Держаться за сварочные стержни — признак того, что стержни плавятся как надо.
Если вы решили сваривать алюминий стержневым сварочным аппаратом, материал должен быть достаточно толстым, чтобы выдерживать электрод. Для сварных швов большого диаметра, выполненных электродами, будет использоваться листовой металл толщиной 1/8′. Хорошим практическим правилом является поддержание плоской горизонтальной сварки.
Если вы хотите попробовать сварку более тонким материалом, вам нужно поиграть с ним, чтобы не обжечься материалом. Вы хотите быть как можно ближе к сердечнику металла, который приваривается к вашему сварочному стержню. Если вы хотите сваривать металл, вы хотите, чтобы ваш стержень для сварки сердечника имел диаметр не менее 1/4 ‘и не более 1’ в диаметре.
Внешний вид готового сварного шва MIG не является хорошим показателем качества вашего сварного шва. Некоторые сварщики могут устанавливать очень низкие напряжение и силу тока даже при сварке толстого металла.
