Какой перехлест арматуры при вязке: Технические особенности нахлеста арматуры при вязке
Содержание
Как вязать арматуру?
Заливка фундамента 3 комментария
Содержание статьи
- Вязать или варить что лучше?
- Технология вязки арматуры
- Заключение/a>
- Видео — инструкция
Всем привет! У тех домашних мастеров, особенно это касается новичков, кто решил самостоятельно возвести фундамент, очень быстро возникнет вопрос, а как — же правильно вязать арматуру, ведь без нее невозможно залить более-менее качественную конструкцию? Именно на этот вопрос я и решил ответить и обстоятельно в нем разобраться.
Арматура: вязать или варить?
К арматурному каркасу железобетонных конструкций предъявляются высокие требования – металл работает на сжатие и растяжение, он должен выдерживать расчетные нагрузки. Для армирования используются специальные стержни диаметром от 6 до 40 мм, причем для обустройства фундаментного основания в частном домостроительстве рекомендуется использовать прутки диаметром 12 — 16 мм.
К основным вариантам соединения элементов арматурного каркаса является крепление:
- путем сварки металла;
- при помощи скруток из вязальной проволоки.
Каждый из способов имеет свои преимущества и недостатки, причем при выборе технологии важно в первую очередь учитывать сечение используемой арматуры.
Это связано с тем, что в результате сварочных работ под воздействием дуги нарушается структура металла – как поверхностная, так и внутренняя. Кроме того, часть металла сгорает, да и коррозию в месте сварки никто не отменял. В результате получившийся стык элементов слабее, чем стык таких же элементов в каркасе, смонтированном при помощи вязальной проволоки.Таким образом, сварку оптимально использовать только при армировании с использованием стержней большого диаметра. Чем меньше толщина металла, тем более хрупким он станет в районе сварного шва.
Вязальная проволока, которая при монтаже каркаса скручивается при помощи специального крючка, не влияет на прочность металла арматурных стержней и не создает жесткого крепления элементов.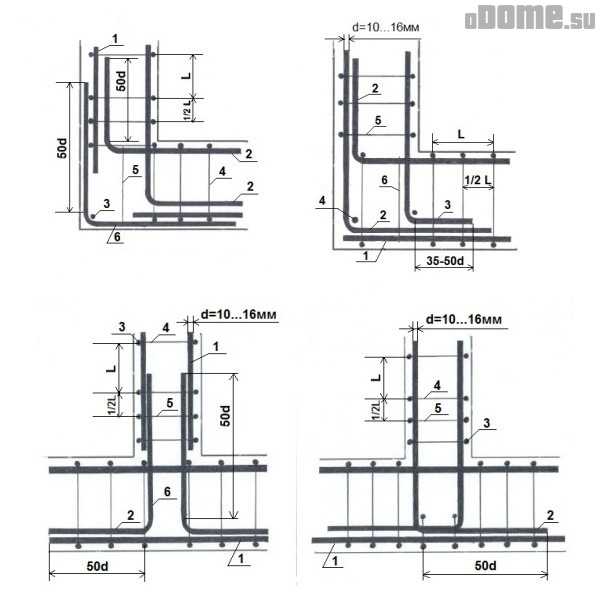 Полученная железобетонная конструкция лучше переносит неравномерные нагрузки. Соединять арматурные прутья вязальной проволокой рекомендуется при обустройстве монолитных фундаментов на грунтах, склонных к пучению и при создании малозаглубленных ленточных фундаментов, поскольку они подвергаются неравномерным нагрузкам. Также вязальная проволока – лучший выбор при монтаже каркаса из стержней небольшого диаметра.
Полученная железобетонная конструкция лучше переносит неравномерные нагрузки. Соединять арматурные прутья вязальной проволокой рекомендуется при обустройстве монолитных фундаментов на грунтах, склонных к пучению и при создании малозаглубленных ленточных фундаментов, поскольку они подвергаются неравномерным нагрузкам. Также вязальная проволока – лучший выбор при монтаже каркаса из стержней небольшого диаметра.
Технология вязки арматуры
Для скрепления арматурных стержней между собой используется отожженная (термообработанная) стальная проволока сечением 1,2 — 1,4 мм. Для удобства применения моток проволоки разрубают на сегменты, чтобы получить пучки проволочных отрезков длиной около 25 см.
Из пучка вытягивают несколько проволочек и сгибают их пополам. Затем каждую проволочку, сложенную пополам, необходимо слегка скрутить, чтобы на конце образовалась петелька. Подготовленный крепежный элемент также слегка сгибают пополам, чтобы конец с петелькой было проще подсунуть под перекрестье арматурных стержней. Чтобы скрепить два стержня в точке их пересечения, проволочный элемент с петелькой на конце должен охватывать узел крепления по диагонали. Оба конца проволочного крепежа выводятся в одну плоскость.
Чтобы скрепить два стержня в точке их пересечения, проволочный элемент с петелькой на конце должен охватывать узел крепления по диагонали. Оба конца проволочного крепежа выводятся в одну плоскость.
Затем при помощи специального инструмента или самодельного крючка, изготовленного из заточенного и изогнутого арматурного стержня, проволочный элемент скручивается. Для этого крючок просовывают через петельку и захватывают свободный конец проволочного элемента. Затем выполняют скручивающие движения, пока крепеж не затянется. Закрученный конец отгибают, прижимая к одному из арматурных стержней.
Вязать арматуру крючком следует аккуратно – если перекрутить крепеж, проволока лопнет. Именно поэтому для механизации процесса требуется правильно подобрать инструмент.
Для этой цели подходит шуруповерт или электродрель при условии, что инструмент снабжен устройством для регулировки оборотов. В патрон такого инструмента вставляется крючок для вязания проволоки, регулятор оборотов устанавливается на одно из минимальных значений. Захватив конец проволочного элемента крючком, просунутым сквозь колечко, необходимо нажать на кнопку, чтобы выполнить скрутку. Первые несколько оборотов должны выполняться на минимальной скорости, потом ее можно прибавить.
Захватив конец проволочного элемента крючком, просунутым сквозь колечко, необходимо нажать на кнопку, чтобы выполнить скрутку. Первые несколько оборотов должны выполняться на минимальной скорости, потом ее можно прибавить.
Перед началом серьезных работ рекомендуется предварительно поэкспериментировать, подбирая оптимальный режим работы инструмента. Важно не только понять, как вязать проволокой арматуру, но и выработать навык вовремя останавливать вращение крючка.
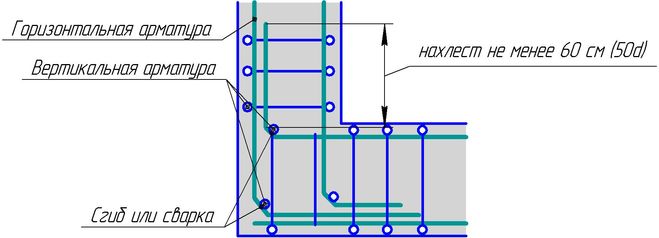
При армировании железобетонных конструкций необходимо скреплять между собой стержни, из которых состоят горизонтальные нити каркаса. Чтобы обеспечить необходимую прочность, перехлест арматуры при вязке должен соответствовать нормативным параметрам:
- 250 мм для стержней диаметром 6 мм;
- 300 мм для ∅ 10 мм;
- 380 мм для ∅12 мм;
- 480 мм для ∅ 16 мм.
Каждый перехлест фиксируется скрутками из вязальной проволоки в двух точках, что обеспечивает необходимую жесткость конструкции.
Заключение
Крепление арматурных стержней при помощи вязальной проволоки – классический вариант вязки каркаса. Он требует минимальных финансовых вложений по сравнению с использованием сварки, пластиковых хомутов и иных современных фиксаторов.
Видео:
Сварка или вязка арматуры, что лучше: разница между технологиями
Арматура очень часто используется в строительстве, так как это достаточно крепкая вещь, которая может служить для создания каркасов. Из нее производится сетка и сложные металлоконструкции, но все это основывается на ее соединении. По отдельности она представляет собой длинные прутки из которых можно сконструировать практически любое сооружение. Существует несколько способов соединения, которые различаются по себестоимости, сложности создания, надежности и прочим параметрам. Изделия оказываются достаточно тяжелыми, поэтому, трудно создать хороший контакт при маленькой площади соприкосновения. В основном сейчас возникает вопрос в том, что лучше сварка или вязка арматуры.
Изделия оказываются достаточно тяжелыми, поэтому, трудно создать хороший контакт при маленькой площади соприкосновения. В основном сейчас возникает вопрос в том, что лучше сварка или вязка арматуры.
Преимущества сварки арматуры
- Создает крепкое неразъемное соединение;
- Конструкция получает повышенную ударную прочность;
- Сваренные детали сложнее поддаются деформации и прочим дефектам;
- Конструкция хорошо сохраняет внешнюю форму при воздействии внешних факторов;
- Шов обладает высокой температурной стойкостью;
- Изделия получают достаточный уровень пластичности для установки.
Шов при сварке арматуры
Недостатки
- Достаточно дорогостоящий способ, который требует длительной подготовки и опыт работы от мастера;
- Для большинства процедур требуется специальное оборудования, большинство из которых работает стационарно;
- При работе с упрочненными металлами возникают высокие энергозатраты;
- Сваренную конструкцию потом сложно разъединить, если нужно что-то переделать;
- Необходима тщательная подготовка поверхности.

Специализированное оборудование для сварки арматуры
Особенности сварки арматуры
Одной из главных особенностей этого процесса является переход металла из твердого состояния в жидкое или пластичное. Это означает, что к каждой марке арматуры нужно подбирать свои режимы, чтобы не испортить заготовку. Если параметры окажутся слишком слабые, то не будет достаточного уровня надежности и соединение может быть запросто сломано.
Когда происходит сварка арматуры, необходимо подбирать наплавочные материалы, которые будут максимально близки по составу с арматурой. Чем больше разница, тем хуже надежность соединения. Существуют способы, которые не требуют использования наплавочных материалов, такие как контактная сварка арматуры. Прочие вещи, которые обладают намного большей площадью соприкосновения, позволяют создавать более крепкие швы достаточно простыми способами, тогда как здесь необходимо применять сложную технику для получения качественного результата. Перехлест арматуры при сварке хоть и обеспечивает более надежное скрепление, но это не идет в сравнение с другими предметами. Именно благодаря всем этим сложностям в некоторых случаях вязка оказывается более предпочтительной.
Именно благодаря всем этим сложностям в некоторых случаях вязка оказывается более предпочтительной.
Преимущества вязки
- Простой и дешевый способ;
- Для выполнения процедур не требуется особых умений и знаний;
- Это более безопасный в плане техники безопасности способ;
- Конструкция не приобретает много веса;
- Нет нужды зачищать поверхность арматуры;
- При необходимости соединение можно разъединить;
- Не требуются энергозатраты;
- Процедуру можно проводить в местах без источника электропитания.
Процесс вязки арматуры
Недостатки
- Качество соединения оказывается не столь высоким;
- Здесь нет большой жесткости скрепления, поэтому, некоторые элементы могут оставаться частично подвижными;
- Материал для вязки зачастую не имеет высокой температурной стойкости.
Требования и приемы вязки арматуры
Для данного процесса подходит гибкая низкоуглеродистая проволока. Диаметр ее должен быть около 1 мм, что помогает сохранять крепость и пластичность одновременно. Для одной связки достаточно мотка около 30 см. Требуется предварительно заготовить нужное количество отрезков.
Внешний вид проволоки для вязки арматуры
Вязка может происходить как вручную, так и при использовании специальных приспособлений, такими как пассатижи, крючки или щипцы. Вязальная проволока петлей просто закидывается вокруг соединения двух заготовок. После этого концы скручиваются между собой. Если требуется сделать много связок, то это будет трудоемким процессом. Проволока закручивается максимально плотно.
Сейчас встречается и механизированная вязка, которая может проводиться нестандартными предметами. В это число входит шуруповерт, который может закручивать проволоку. В его патрон вставляется крюк, а сам аппарат используется на минимальной скорости, чтобы не порвать проволоку.
Вязка арматуры шуруповертом с крючком
Применяется и специальный прибор вязки проволоки, который сделан для строительной сферы. В нем нет крючков и весь процесс происходит автоматически без большой вероятности обрыва.
Вывод
Разница между вязкой и сваркой арматуры оказывается настолько существенной, что в одной сфере применения их очень сложно сравнивать. Если требуется достичь максимального качества соединения с надежными креплениями, то даже несмотря на большую трудоемкость и высокую стоимость лучше останавливаться на сварке. Где не требуется высокая точность расположения прутьев и большая крепость, то можно остановиться на более дешевом способе связывания арматуры проволокой. Это очень часто используется в частной сфере, когда нет необходимости соблюдать все условия.
Современные технологии развили обе сферы. Автоматические машины для контактной сверки позволяют сделать шов достаточно быстро, не применяя наплавочных материалов. В то же время, связывающее машины повышают качество соединения проволокой.
Автоматические машины для контактной сверки позволяют сделать шов достаточно быстро, не применяя наплавочных материалов. В то же время, связывающее машины повышают качество соединения проволокой.
Бесшовный предмет одежды, регулирующий положение туловища, с контрольной зоной и способ его изготовления
1. Область изобретения
Настоящее изобретение в целом относится к регулирующему предмету одежды и способу обеспечения дополнительного контроля в отдельных частях предмета одежды. В частности, настоящее изобретение относится к бесшовным предметам одежды, снабженным одной или несколькими армирующими зонами, образованными различной плотностью и плотностью стежков.
2. Описание предшествующего уровня техники
Ранее известные методы, используемые для добавления поддержки нижнему белью, включают способы, раскрытые в патенте США No. № 2 736 036 Синигальези. В этом патенте предложено бесшовное нижнее белье, связанное как цельный кусок трубчатого трикотажного полотна, но содержащее усиливающую накладку.
Патент США. В патенте № 3906754, выданном Sackman, предложено нижнее белье, имеющее множество цельновязанных панелей. Каждая панель проходит по окружности вокруг предмета одежды. Некоторые ряды каждой панели связаны из эластомерной пряжи, чтобы придать этой области эластичный характер.
Патент США. В патенте № 5572888, выданном Browder, Jr. et al., который принадлежит правопреемнику настоящего изобретения, предложен бесшовный трикотаж для нижнего белья из первой пряжи. Контрольная зона формируется путем вязания второй, более толстой пряжи на определенных рядах вместе с первой пряжей. Предварительно заданная конфигурация петель простого джерси и петель для подворачивания используется в контрольной зоне для достижения характеристик основного предмета одежды.
Патент США. В US 5590548 Osborne предложены трусики кругового вязания с втачиваемыми формирующими вставками. Панели образованы путем модификации вязаной структуры в выбранных областях с образованием областей, обладающих большей устойчивостью, в частности сопротивлением в продольном направлении, растяжению, чем остальная часть трубчатого тела. Патент предусматривает, что большее сопротивление растяжению может быть достигнуто за счет использования обычных структур вязания, таких как плавание в эластичной пряже или подворачивание пряжи в выбранных чередующихся рядах.
Патент предусматривает, что большее сопротивление растяжению может быть достигнуто за счет использования обычных структур вязания, таких как плавание в эластичной пряже или подворачивание пряжи в выбранных чередующихся рядах.
Однако существует потребность в улучшенном бесшовном нижнем белье, снабженном контрольными областями, специально сформированными для воздействия на определенные области тела, такие как бедра, талия и живот. Эти контрольные области сформированы за одно целое с одеждой, чтобы выглядеть как эстетический, не выпирающий элемент и, таким образом, ничем не отличаться от остальной части цельного предмета одежды.
Целью настоящего изобретения является создание усовершенствованного бесшовного предмета одежды, имеющего зоны дополнительного контроля, форма которых влияет на желаемые участки тела.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором контрольные зоны представляют собой усиленные трикотажные участки, имеющие более высокую плотность стежков, чем остальная часть предмета одежды.
Еще одной задачей настоящего изобретения является создание такого предмета одежды, который выполнен с использованием любой комбинации джерси, чередования лицевых и пропущенных или чередования лицевых и защипы.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором области с более высокой плотностью стежков имеют более низкую растяжимость и более высокий модуль и мощность.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором усиленные трикотажные участки образованы с использованием выбранного натяжения подачи нити, при этом либо изменяя, либо сохраняя ту же конфигурацию базовой конструкции стежка, что и для джерси полотняного трикотажа. , чередование лицевых и пропущенных или чередование лицевых и сложенных петель.
Еще одной целью настоящего изобретения является создание такого предмета одежды, в котором усиленные трикотажные участки образованы путем укорочения длины стежка в определенных участках или участках в процессе вязания.
Еще одной целью настоящего изобретения является создание такого предмета одежды, имеющего цельновязанный рисунок, который не скрыт усиленными участками.
Также целью настоящего изобретения является создание такого предмета одежды, как нижнее белье для нижней части туловища.
Еще одной целью настоящего изобретения является создание такого предмета одежды, имеющего пояс с отворотом и ножные полосы.
Еще одной целью настоящего изобретения является создание способа изготовления заготовки и предмета одежды описанного здесь типа.
В соответствии с настоящим изобретением кругловязальная машина вяжет одну трубчатую заготовку, включающую в себя трубчатое вязаное тело. Трубчатое вязаное тело может быть сформировано с использованием любой комбинации джерси, чередования лицевых и пропущенных или чередования лицевых и защипных петель. В области изделия, где желателен повышенный контроль, вяжется усиленная область с более высокой плотностью стежков. Усиленный участок или участки формируются за счет укорочения длины стежков в процессе вязания.
РИС. 1 представляет собой вид спереди трусов предпочтительного варианта осуществления настоящего изобретения;
РИС. 2 — вид сзади трусов согласно предпочтительному варианту осуществления настоящего изобретения, имеющих усиленную область в области нижней части бедра;
РИС. 3 представляет собой вид спереди альтернативного варианта осуществления настоящего изобретения, имеющего усиленную область в области живота;
РИС. 4 представляет собой вид спереди другого варианта осуществления настоящего изобретения, имеющего усиленные участки в области бедер;
РИС. 5 представляет собой стежок более высокой плотности, имеющий более короткую длину стежка усиленного участка или участков предмета одежды по настоящему изобретению;
РИС. 6 представляет собой стежок более низкой плотности, имеющий большую длину стежка, с областью или областями с более высоким растяжением и более низким модулем одежды по настоящему изобретению; и
РИС. 7 представляет собой схему стежков предпочтительного варианта осуществления настоящего изобретения.
Ссылаясь на чертежи и, в частности, на фиг. 1 и 2 проиллюстрировано краткое описание настоящего изобретения, в целом обозначенное ссылочной позицией 9.0055 10 . Краткое описание 10 , как и все варианты осуществления настоящего изобретения, выполнено в виде единой бесшовной трикотажной трубчатой заготовки одежды или основной части 15 . Боди 15 предпочтительно имеет пояс 40 и предпочтительно пару штанин или кромок 50 . Бриф 10 также имеет усиленный участок или участки 35 , как показано на ФИГ. 2, 3 и 4 , для обеспечения лучшей посадки и дополнительной поддержки одежды.
Участок или участки усиления 35 , как показано на ФИГ. 2, 3 и 4 , являются краткими областями 10 , где требуется повышенный контроль. Зона усиления 35 представляет собой узор внахлест, образованный с использованием опции возможности перекрытия узоров на вязальной машине и меньшей длины стежка.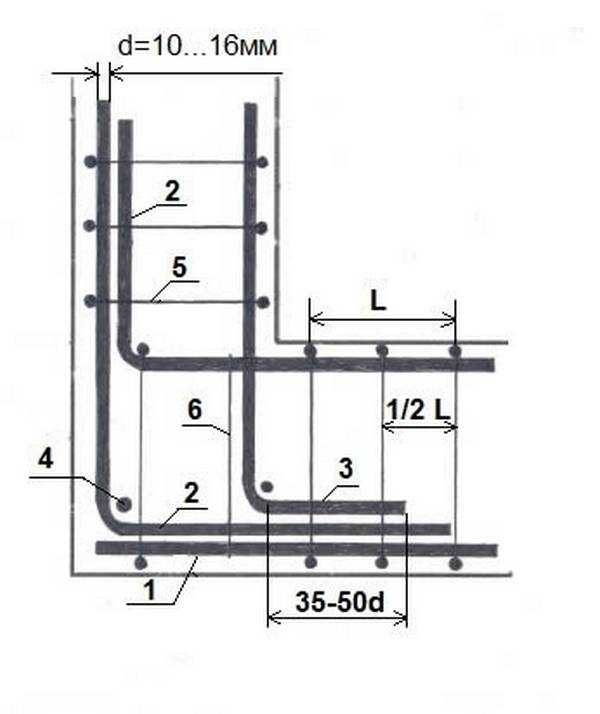 Более короткие стежки уменьшают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым уменьшая количество пряжи, доступной для растяжения в полученной ткани. Более длинные стежки увеличивают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым увеличивая количество пряжи, доступной для растяжения в полученной ткани. Опция возможности перекрытия узора позволяет осуществлять электронное управление шаговыми двигателями кулачка стежка во время вязания выбранной области перекрывающегося узора без изменения исходного базового узора фактического изделия.
Более короткие стежки уменьшают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым уменьшая количество пряжи, доступной для растяжения в полученной ткани. Более длинные стежки увеличивают количество пряжи, доступной для стежка или серии стежков в ряду, тем самым увеличивая количество пряжи, доступной для растяжения в полученной ткани. Опция возможности перекрытия узора позволяет осуществлять электронное управление шаговыми двигателями кулачка стежка во время вязания выбранной области перекрывающегося узора без изменения исходного базового узора фактического изделия.
В предпочтительном варианте усиленный участок 35 расположен сзади изделия. Предпочтительно усиленные участки 35 находятся в области штанин в нижней части одежды, закрывающей бедро, под ягодицами пользователя, как показано на ФИГ. 2. Однако усиленная зона или зоны 35 могут быть размещены в любом месте, где требуется повышенный контроль. Такие области могут включать часть одежды, закрывающую брюшную полость, как показано на ФИГ. 3, или части предмета одежды, закрывающие бедра, как показано на ФИГ. 4.
3, или части предмета одежды, закрывающие бедра, как показано на ФИГ. 4.
В соответствии с настоящим изобретением заготовку формируют на кругловязальной машине, предпочтительно имеющей полностью компьютеризированную электронную систему выбора иглы и подачи пряжи, такой как, например, машины Модель № SM8-8, SM8-83, производства Santoni® из Брешии, Италия, которые имеют варианты перекрывающихся рисунков. Вязальные машины для производства кругловязанного полотна широко используются в промышленности, их конструкция и принцип работы хорошо известны. Отдельные детали штанин по низу бесшовной трубчатой вязаной заготовки трусов 10 вырезаются из заготовки с помощью швейной машины, которая одновременно отрезает по линии разреза и отделывает область промежности, прикрепляя подходящую вставку из ткани промежности, которая может быть изготовлена из аналогичной или аналогичной круглой вязки спандекса/нейлона трусов 10 . В способе изготовления трусов 10 или бесшовного кругового трикотажа, формирующего нижнюю часть туловища, с цельновязанными верхней частью талии и нижними комфортными полосами для ног, используются цельновязанные области с различной степенью плотности и плотности стежков. Эти области имеют выбранное натяжение подачи пряжи, при этом либо изменяя, либо сохраняя ту же базовую конфигурацию конструкции стежка: лицевые, пропущенные или защипы по всему изделию нижней части туловища.
Эти области имеют выбранное натяжение подачи пряжи, при этом либо изменяя, либо сохраняя ту же базовую конфигурацию конструкции стежка: лицевые, пропущенные или защипы по всему изделию нижней части туловища.
Нижнее белье всех вариантов осуществления настоящего изобретения, включая трусы 10 , имеет основную часть 15 , сформированную из эластомерной или эластичной пряжи, такой как спандекс, и жесткой неэластичной или малоэластичной пряжи, такой как текстурированная нейлоновая нить. Такие нити обеспечивают мягкость, комфорт и желаемые свойства впитывания.
В предпочтительном варианте эластичная пряжа представляет собой спандекс, покрытый поливолокном с текстурированной нейлоновой нитью. Предпочтительно плотность спандекса находится в диапазоне от около 20 до около 140 денье. Более предпочтительно спандекс имеет плотность около 70 денье. Предпочтительно нейлоновое покрытие находится в диапазоне от примерно 20 денье до примерно 120 денье. Более предпочтительно нейлоновое покрытие имеет плотность около 40 денье. Предпочтительно диапазон количества нитей составляет от примерно 6 до примерно 200 нитей. Более предпочтительно количество нитей составляет около 34 нитей. Хотя это и не является предпочтительным, вместо покрытой спандексной пряжи можно использовать пряжу прямого вязания из спандекса без покрытия, а плоскую или текстурированную неэластичную нейлоновую пряжу, поступающую из отдельного механизма подачи пряжи, можно вязать вместе с голым спандексом, а не с использованием покрытой нити. компонент пряжи спандекс.
Предпочтительно диапазон количества нитей составляет от примерно 6 до примерно 200 нитей. Более предпочтительно количество нитей составляет около 34 нитей. Хотя это и не является предпочтительным, вместо покрытой спандексной пряжи можно использовать пряжу прямого вязания из спандекса без покрытия, а плоскую или текстурированную неэластичную нейлоновую пряжу, поступающую из отдельного механизма подачи пряжи, можно вязать вместе с голым спандексом, а не с использованием покрытой нити. компонент пряжи спандекс.
Жесткая неэластичная пряжа представляет собой непрерывную плоскую нейлоновую нить. Предпочтительно плотность плоского нейлона с непрерывными нитями находится в диапазоне от около 40 до около 150 денье, а более предпочтительно около 78 денье. Предпочтительно плоская нейлоновая пряжа из непрерывных филаментов имеет яркий блеск и количество нитей в диапазоне от примерно 8 до примерно 100, а более предпочтительно составляет примерно 48.
трикотажная конструкция. Тем не менее, тело 15 также может состоять из любой комбинации простых вязаных конструкций, таких как полотно, вязание с прорезями, вязание со складками. Например, можно использовать чередующиеся лицевые петли или чередующиеся лицевые петли.
Например, можно использовать чередующиеся лицевые петли или чередующиеся лицевые петли.
В предпочтительном варианте осуществления эластичная и жесткая неэластичная пряжа или нити с низкой эластичностью вяжутся по всему предмету одежды по настоящему изобретению с постепенным уменьшением натяжения, начиная с области наибольшего натяжения, прилегающей к поясу 40 , и заканчивая последовательно более свободное формирование стежка, смежные ножные полосы 50 . Градация плотности достигается за счет выбора натяжения подачи пряжи при сохранении того же основного трикотажного трикотажа или чередования лицевых стежков или чередования лицевых стежков с защипами по всему изделию. Длина стежков увеличивается по мере того, как ряды вяжутся по направлению к штанинам 50 . Предпочтительно, чтобы стежки нитей в области, примыкающей к поясу 40, были примерно на 30-35% более тугими и плотными, с более короткой длиной стежка, более высоким модулем упругости и меньшим растяжением, чем установка нулевой точки основного предмета одежды. Предпочтительно, чтобы стежки нитей в области, прилегающей к ножным полосам 9,0055 50 находятся в нулевой точке основной ткани и на 30–35 % свободнее и менее плотны, с большей длиной стежка, меньшим модулем упругости и большей растяжимостью, чем область, прилегающая к поясу 40 .
Предпочтительно, чтобы стежки нитей в области, прилегающей к ножным полосам 9,0055 50 находятся в нулевой точке основной ткани и на 30–35 % свободнее и менее плотны, с большей длиной стежка, меньшим модулем упругости и большей растяжимостью, чем область, прилегающая к поясу 40 .
Зоны усиления 35 представляют собой дифференциальные или перекрывающиеся зоны рисунков с повышенной плотностью и плотностью стежков. Перекрывающийся рисунок позволяет машине вязать в узком месте в блоке, не скрывая и не изменяя рисунок в блоке, например тюльпан 9.0055 18 . Более узкие области стежков формируются за счет укорочения длины стежка в желаемых областях поддержки во время вязания с использованием выбранного натяжения подачи пряжи. Укороченная длина стежка увеличивает плотность и модуль ткани, поэтому ткань меньше растягивается и больше контролируется. Предпочтительно модуль ткани увеличивается примерно на 20-30% и более предпочтительно примерно на 25%. Увеличение модуля примерно на 25% обеспечивает желаемый компромисс между контролем и комфортом.
Как показано на фиг. 2, перекрывающийся рисунок или участки усиления 35 находятся на задней линии разреза трусов 10 .
В предпочтительном варианте осуществления трусы 10 , начиная с пояса 40 , имеют область A рядов с настройкой плотности длины стежка по всей площади A на 35% меньше, чем установка нулевой точки, и продолжаются предпочтительно около 176 рядов. заканчивается на линии B. На линии B зона градуировки стежков 60 начинается с длины стежка на минус 35 % меньше, чем нулевая точка. Зона градуировки стежков 60 составляет около 440 рядов и идет вниз к штанинам 9.№ 0055 50 , вязать постепенно слабее плавным градуированным способом до линии C и заканчивая ею, где длина и плотность стежков достигают нулевой начальной точки. Участок усиления 35 представляет собой перекрывающийся узор. Площадь армирования 35 предпочтительно составляет около 304 рядов. Участок усиления 35 предпочтительно на 20–30 % плотнее, чем базовая настройка нулевой точки. Между участком усиления 35 и началом бандажей 50 , есть участок D, который имеет от 35 до 40 рядов в длину и продолжает вязание с нулевой базовой точкой настройки натяжения петель по всей области D.
Между участком усиления 35 и началом бандажей 50 , есть участок D, который имеет от 35 до 40 рядов в длину и продолжает вязание с нулевой базовой точкой настройки натяжения петель по всей области D.
рант или просто линия поворота сгиба. Предпочтительно, пояс 40 представляет собой точеный рант. Полотно, образующее цельновязанный точеный рант, вяжется на кругловязальной машине, имеющей возможность обметывания, с использованием цилиндрических игл и циферблатных трензелей известным способом. Пояс 40 предпочтительно имеет одну или несколько тяжелых спандексных нитей, добавленных в процессе вязания. Предпочтительно добавленные нити спандекса добавляют на 25% исходной пряжи. Добавленная пряжа предпочтительно находится в диапазоне от около 100 до около 400 денье и более предпочтительно составляет около 210 денье. Предпочтительно использование спандекса высокой плотности, чтобы трусы 10 удобно сидели на теле пользователя. В качестве альтернативы, хотя и не предпочтительно, пояс 40 и ножные лямки 50 могут быть выбраны из узких эластичных тканей, таких как тканые, уточные или основы, такие как кружева, и прикреплены к трусам 10 обычными способами шитья.
Бриф 10 может иметь однотонный вид или, опционально, может иметь жаккардовый, геометрический, стилизованный, абстрактный или другой узор, связанный спицами. Такие узоры формируются в процессе вязания из жесткой блестящей пряжи с добавлением спандекса. пряжа. Предпочтительно яркая блестящая пряжа представляет собой непрерывную комплексную плоскую или нетекстурированную нейлоновую пряжу, которая контрастирует с более матовой блестящей комплексной текстурированной нейлоновой основой. Техника плавающего стежка с мисс-позитивом используется для нанесения яркой блестящей пряжи на поверхность трикотажа в виде желаемого рисунка. ИНЖИР. 7 иллюстрирует желаемую технику сшивания предпочтительного варианта осуществления настоящего изобретения.
Настоящее изобретение было описано как предмет одежды для нижней части туловища, такой как трусы. Однако следует понимать, что настоящее изобретение можно применять на любом предмете одежды, где предусмотрена поддержка. Примеры таких предметов одежды включают комбинезон, боди, прокладку для брюк или трусы для беременных.
Таким образом, настоящее изобретение было описано с конкретной ссылкой на его предпочтительные формы, и становится очевидным, что в него могут быть внесены различные изменения и модификации без отклонения от сущности и объема настоящего изобретения, как определено в прилагаемой формуле изобретения.
ТЕХНОЛОГИИ ВЯЗАНИЯ И СВОЙСТВА НА РАСТЯЖЕНИЕ НОВОЙ ИЗОГНУТОЙ ПЛОСКОЙ ТКАНИ ТРЕХМЕРНОЙ ПРОСТАВКИ
DE GRUYTER
ТЕХНОЛОГИИ ВЯЗАНИЯ И СВОЙСТВА НА РАСТЯЖЕНИЕ НОВОЙ ИЗОГНУТОЙ ПЛОСКОЙ ТКАНИ 90EE CURVED FLAT-02390EE 90EE CURVED FLAT-02390EE РАЗМЕРНЫЕ ПРОКЛАДОЧНЫЕ ТКАНИ
Xiaoying Li12, Gaoming Jiang1*, Xiaolin Nie1, Pibo Ma1*, Zhe Gao1
«Инженерно-исследовательский центр технологии вязания, Университет Цзяннань, Уси 214122, Китай; 2 Школа искусства и дизайна, Гуандунский технологический университет, Гуанчжоу 510090, China Электронная почта: Jiang G. [email protected] Ma P. [email protected]
Abstract:
компьютерная плосковязальная машина. Во время производства ряд армирующих нитей, изготовленных из арамидных волокон, вставляют в трехмерные прокладочные ткани вдоль направления утка, чтобы улучшить свойства ткани при растяжении. Также были разработаны изогнутые плосковязанные трехмерные прокладочные ткани с разными углами (в направлении основы). Были проведены испытания на растяжение в направлениях утка и основы для двух прокладочных тканей (с армирующими нитями и без них) и сравнивались их кривые напряжение-деформация. Результаты показали, что армирующие нити могут уменьшить деформацию ткани и улучшить растягивающее напряжение и размерную стабильность трехмерных прокладочных тканей. Это исследование может помочь в дальнейшем изучении трехмерной прокладочной ткани применительно к композитам.
Во время производства ряд армирующих нитей, изготовленных из арамидных волокон, вставляют в трехмерные прокладочные ткани вдоль направления утка, чтобы улучшить свойства ткани при растяжении. Также были разработаны изогнутые плосковязанные трехмерные прокладочные ткани с разными углами (в направлении основы). Были проведены испытания на растяжение в направлениях утка и основы для двух прокладочных тканей (с армирующими нитями и без них) и сравнивались их кривые напряжение-деформация. Результаты показали, что армирующие нити могут уменьшить деформацию ткани и улучшить растягивающее напряжение и размерную стабильность трехмерных прокладочных тканей. Это исследование может помочь в дальнейшем изучении трехмерной прокладочной ткани применительно к композитам.
Ключевые слова:
Трехмерная прокладочная ткань, арамидное волокно, компьютерная плосковязальная машина, технология вязания, свойство растяжения эпоксидная смола для некоторых армирующих композитов в аэрокосмической и автомобильной промышленности. Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани.
Это связано с тем, что текстильная структура позволяет максимизировать механические свойства материалов во время применения. Поэтому новые текстильные структуры привлекают внимание все большего числа исследователей текстильных композитов. В последние годы плосковязаные трехмерные (3D) прокладочные ткани становятся привлекательными для изготовления композитов благодаря своим специфическим свойствам. Структура плосковязаной трехмерной прокладочной ткани является новой: она состоит из двух отдельных слоев ткани, соединенных вертикально ворсовыми нитями. Эти трехмерные прокладочные ткани обычно имеют большую толщину и отличные характеристики, такие как хорошая структурная целостность, малый вес и плотность, а также высокая ударопрочность, термостойкость и звукопоглощение. Эти структурные 3D-ткани нашли применение в транспортных средствах, самолетах, хранилищах, мостах, морских приложениях и других [1-6]. Разделенные слои плосковязаных трехмерных прокладочных тканей могут быть соединены ворсовыми нитями или слоями ткани. Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
Прокладочные ткани, связанные слоями ткани, имеют большее потенциальное применение и ценность для развития из-за ткани без ограничения толщины от расстояния между двумя игольницами. Плосковязанные трехмерные прокладочные ткани могут быть изготовлены с использованием передовой современной плосковязальной машины, которая может стать хорошим решением для разработки таких инновационных трехмерных структур. К уникальным техническим характеристикам здесь относятся передача, стеллаж, продавливание, многомерность и т. д. [4, 6-10]. В настоящее время исследования прокладочных тканей в основном основаны на ткацком и основовязальном, а не на плосковязальном вязании [11-14]. Материалы более сконцентрированы на стекле и углеродном волокне из-за их высокого модуля и высокого коэффициента трения [11,12]. Исследования уделяют больше внимания тканям без искривления [11-16]; на криволинейных тканях проведено лишь несколько исследований [1-3].
По сравнению со стеклянными и углеродными волокнами арамидные волокна и волокна из высокопрочного высокомодульного полиэтилена обладают лучшими ткацкими свойствами. Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Известно, что стекло и углерод широко используются из-за их высокого модуля и высокой прочности на растяжение, но они также демонстрируют одновременно высокую жесткость, низкую прочность на изгиб и высокую сложность вязания, что снижает эффективность производства. Поэтому арамидные волокна предпочтительны для разработки трехмерных прокладочных тканей.
Одной из целей настоящего исследования является разработка криволинейных плосковязаных трехмерных прокладочных тканей с использованием арамидных волокон. Эти ткани могут быть использованы в качестве армирующих материалов для различных композитов с улучшенными механическими свойствами. Это может удовлетворить высокие требования промышленного производства. Для достижения этой цели было изготовлено несколько реальных прокладочных тканей с использованием арамидных волокон. С точки зрения технологии, изогнутые плосковязаные трехмерные прокладочные ткани под разными углами (в направлении основы) были изготовлены на недавно разработанной компьютеризированной плосковязальной машине. Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
Армирующие нити вставляются в трехмерные прокладочные ткани в направлении утка, чтобы улучшить свойства ткани при растяжении. Дальнейший фундаментальный анализ композитов 3D дистанционной ткани сравнивает результаты свойств при растяжении двух структурных тканей (с армирующими нитями и без них).
2. Экспериментальный
2.1 Плосковязанные инновационные трехмерные прокладочные ткани 2.1.1 Материалы
Арамидные волокна (440Dtex/100f*3) использовались в вязании, которое поставлялось Sinopec Yizheng Chemical Fiber Company Limited в Цзянсу, Китай.
2.1.2 Компьютеризированная плосковязальная машина
Вязание осуществлялось на современной компьютеризированной плосковязальной машине (CMS530 фирмы STOLL, Германия), как показано на рисунке 1. Толщина 3,5 мм. С диапазоном толщины от E5 до E18, рабочей шириной 50 дюймов/127 см и тремя системами CMS 530 может быстро вязать сложные узоры и отличается высокой производительностью. Он обеспечивает оптимальное сочетание «вязания/переноса/вязания» со схемами структурирования, распределения и стеллажей, что делает его идеальным для гибкого производства высокого уровня и чрезвычайно короткого времени настройки и регулировки.
2.1.3 Плосковязанные трехмерные прокладочные ткани
Компьютеризированная технология плосковязального вязания является лучшим способом разработки инновационных структур за счет использования уникальных технических характеристик
(a) Компьютерная плосковязальная машина STOLL
, таких как удерживающие грузила, передача, стеллажи и так далее. Ткани Spacer представляют собой сложные трехмерные конструкции с двумя отдельными слоями ткани, соединенными друг с другом. Нити должны пройти длинный путь от нитеводителя до зоны вязания, что создает большое трение и большое входное натяжение. Поэтому упрощенный путь пряжи, как показано на рисунке 1, для обеспечения плавного вязания очень важен. И полезно уменьшать тягу гребня, особенно в случае узкого участка вязания. Технологическая основа производства таких инновационных трехмерных прокладочных тканей представлена на рисунках 2-5.
(а). Одинарный трикотаж вяжется отдельно на передней и задней игольницах (А1, А2) до достижения высоты требования (Н) П1 и П2.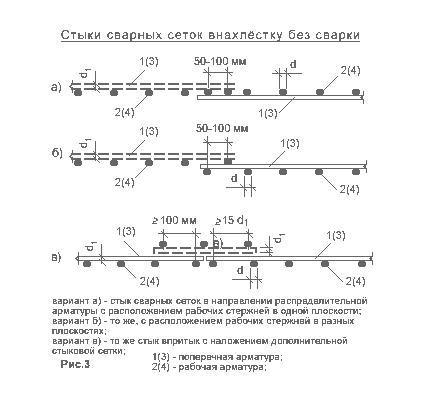
(б). Одинарный трикотаж вяжется по одному отдельно на обеих игольницах (Л1, Л2) до половины требуемой высоты.
(с). Соединение выполняется рядами резинки поочередным набором игл той же пряжей.
(г). Одинарный трикотаж вяжется по одному снова раздельно на обеих игольницах (Л3, Л4), спинка до 1, 2 изн.
Рисунок 2. Схема вязания плоской вязки 3D прокладочной ткани
(б) Упрощенная траектория пряжи
Рисунок 1. Вязание на STOLL CMS530 HP
Рисунок 3. Схема плоской вязки 3D прокладочной ткани Трикотажные трехмерные прокладочные ткани разработаны на основе вышеупомянутого инновационного навыка вязания. В нашей предыдущей работе реберный ход был выполнен только один раз в соединительном слое. Однако в ходе экспериментов было обнаружено, что одно ребро слишком легко согнуть, чтобы удовлетворить требованиям. Поэтому программа была усовершенствована, чтобы лучше сохранить форму пространства, провязывая два ряда резинкой.
2.1.4 Разработка плосковязаных трехмерных прокладочных тканей с армирующими нитями
Для улучшения растяжимости плосковязаных трехмерных прокладочных тканей армирующие нити интегрируются в трехмерные прокладочные ткани в поверхностных слоях или в слоях ткани ( в направлении утка). Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.
Если армирующие нити заменены функциональными или проводящими нитями (такими как углеродная нить, медная проволока) в плосковязаных трехмерных прокладочных тканях. Если армирующие нити заменить другими высокофункциональными волокнами, в качестве высокофункциональных тканей можно будет использовать плосковязаные трехмерные прокладочные ткани. Способ вставки армирующих нитей в трехмерные прокладочные ткани в поверхностных слоях показан на рисунках 5-6.
(а). Одинарный трикотаж вяжется отдельно передней и задней игольницами.
(б). Поплавок вяжется отдельно на передней и задней игольницах. Подтяжка может быть выполнена после длины интервала am, чтобы избежать слишком длинной плавающей линии.
(Этап a чередуется с этапом b до достижения требуемой высоты. Этапы c-e аналогичны этапам b-d на рис. 2)
2.1.5 Криволинейные распорные ткани плоской вязки 3D
Усовершенствованная техника плоского вязания для 3D дистанционные ткани также допускают различные криволинейные формы в направлении основы. Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания.
Криволинейная прокладка представляет собой инновационную конструкцию, которую можно разработать из плосковязанных трехмерных прокладочных тканей. Чтобы сохранить относительный баланс зачеса вниз, длина Н изменена, а длина L должна быть скорректирована соответствующим образом, чтобы обеспечить гладкость вязания.
Рисунок 4. Схема вязания объемной прокладочной ткани с армирующими нитями
а) Структура вязания лицевой стороны объемной прокладочной ткани
б) Схема вязания левой стороны объемной прокладочной ткани Рисунок 5. Структура вязания трехмерной прокладочной ткани
(а) С армированными нитями
(б) Без армированных нитей короче, чем h3, поэтому длина L1 и L3 больше, чем L2 и L4.
2.2 Растягивающие свойства плосковязаных инновационных трехмерных прокладочных тканей
2.2.1 Подготовка образцов
Образцы ткани размером 120 мм * 50 мм, которые показаны на рисунке 10. Два вида плосковязанных трехмерных прокладочных тканей с изгибом 0° (с армирующими нитями и без них) подразделяются по направлению утка и основы. Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
Есть 12 штук образцов для двух направлений. Каждый из двух концов образцов был пропитан смолой перед испытанием, чтобы гарантировать, что все нити выдерживают нагрузку равномерно, чтобы избежать разрыва в точках захвата.
3. Результаты и обсуждение
3.1 Инновационные трикотажные трехмерные прокладочные ткани и криволинейные эффекты
Стабильность формы достигается простым провязыванием резинки дважды в слоях ткани. Эта инновационная трехмерная прокладочная ткань плоского плетения явно демонстрирует лучшие механические свойства. А затем, чтобы улучшить свойства растяжения таких прокладочных тканей, армирующие нити интегрированы в направлении утка (рис. 8-а). Были успешно реализованы трехмерные изогнутые прокладки с углом дуги в направлении основы от 0° до 360° (рис. 8-б, 9).). Расстояние между поверхностными слоями и слоями ткани было рассчитано на 15 мм. Из-за наклонной стыковки слоев ткани она неодинакова для обоих поверхностных слоев прокладочных тканей с углами кривизны 90° и 360°.
2.2.2 Испытание на растяжение плосковязаных инновационных трехмерных прокладочных тканей
3.2 Прочность на растяжение трехмерных прокладочных тканей с армирующими нитями и без них
Испытания на растяжение проводятся на универсальной испытательной машине INSTRON (рис. 11). Условия проведения эксперимента: скорость растяжения 10 мм/мин, длина промежутка 60 мм, температура испытания 25°С, влажность 50%.
Типичные кривые напряжения-деформации образцов в разных направлениях показаны на рис. 12-а и 12-б соответственно. Из этих рисунков видно, что образцы с армирующими нитями демонстрируют улучшенные свойства при растяжении в обоих направлениях. Начало
кривых растяжения похоже, но различия усиливаются с увеличением деформации растяжения. Причина в том, что образцы с армирующей структурой имеют много прямых нитей, которые улучшают свойства при растяжении, очевидно, в направлении утка. Однако в направлении основы из-за перекрытия некоторых витков из армирующих нитей и поверхностных слоев свойства тканей с армирующими нитями на растяжение все же выше, чем у тканей без армирующих нитей.
4. Заключение
Трехмерные прокладочные ткани изготавливаются инновационно и успешно путем двойного вязания резинкой в слоях ткани и вставки армирующих нитей в поверхностные слои (направление утка), а затем под разными углами (направление основы). Все эти ткани изготавливаются из арамидного волокна на компьютеризированной плосковязальной машине.
По результатам испытаний на растяжение мы пришли к выводу, что разрывные свойства прокладочных тканей с армирующими нитями превосходят (как по утку, так и по основе) ткани без армирующих нитей.
Таким образом, помимо традиционных тенденций применения в области легких композитных материалов и интегрированных сэндвич-композитов, эта армированная тканью структура потенциально может использоваться в некоторых промышленных областях путем заполнения воском, проводами, укладкой электронных чипов и встроенных электронных компонентов.
Рисунок 7. Схема плосковязаных криволинейных прокладочных тканей 3D
(а) Плосковязанных объемных прокладочных тканей с армированными нитями
(б) Прокладочных тканей с кривизной 180° Рисунок 8.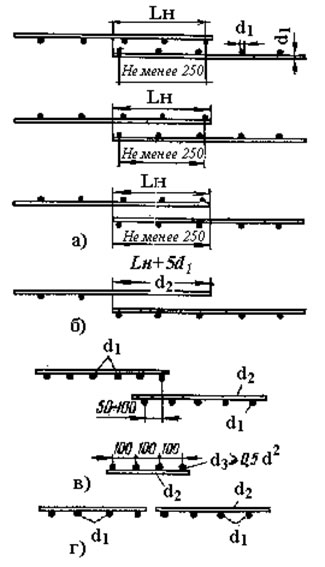 Образцы тканей
Образцы тканей
Рисунок 9. Схема трехмерных прокладочных тканей с различными углами кривизны Научный фонд Китая (№ 11302085 и
51403080), Фонды фундаментальных исследований для центральных университетов
(№ JUSRP1043 и JUSRP51404A) и
Проект инновационного фонда сотрудничества между отраслями,
Университеты и научно-исследовательские институты провинции Цзянсу (№
BY2014023-34 и BY2014023-20).
Ссылки
[1] Абунаим М.Д. и Чокри С. Плосковязанные инновационные трехмерные прокладочные ткани: конкурентоспособное решение для легких композитных материалов. Журнал текстильных исследований, 2012: 82 (3): 288-298.
[2] Абунаим М.Д., Олаф Д., Джеральд Х. и Чокри С. Термопластичные композиты из криволинейных трехмерных многослойных прокладочных тканей. Журнал армированных пластиков и композитов, 2010: 29.(24): 3554-3565.
[3] Абунаим М.Д., Джеральд Х., Олаф Д. и Чокри С. Термопластичные композиты из криволинейной плосковязаной трехмерной многослойной прокладочной ткани с использованием гибридной пряжи и исследование механических свойств 2D. Наука и техника композитов, 2010. С. 70. С. 363–370.
Наука и техника композитов, 2010. С. 70. С. 363–370.
[4] Унал А., Хоффманн Г. и Шериф С. Разработка уточных трикотажных прокладочных тканей для композиционных материалов. Меллианд Текстиль Берихте, 2006: 4 (224-226): E49-50.
[5] Абунаим, Мэриленд. Моделирование технических переплетов и изготовление плоских трикотажных и тканых прокладочных полотен с гибридной (GF/PP) пряжей в виде сэндвич-структуры. Магистерская диссертация № 1310, кафедра машиностроения, Технический университет Дрездена, Германия, 2006 г.
деформация (%)
(a) Зависимость напряжение-деформация ткани при растяжении вдоль направления 0°
(b) Зависимость напряжение-деформация ткани при растяжении вдоль направления 90°
Рисунок 12. Напряжение-деформация кривые трехмерных прокладочных тканей с армированными нитями и без них
[6] Hu H, Araujo M и Fangueiro R. Технические трехмерные ткани. Knitting Int, 1996: 1232: 55-57.
[7] Abounaim M, Hoffmann G, Diestel O и Cherif C. Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681.
Трехмерная прокладочная ткань в виде сэндвич-структуры путем плоского вязания для композитов с использованием гибридной пряжи. In: Всемирная текстильная конференция AUTEX, Измир, Турция, 26-28 мая 2009 г.: 675-681.
[8] Araujo M, Hu H, Fangueiro R, Ciobanu O и Ciobanu L. Развитие технического текстиля утка. В: 1-я конференция Autex: TECHNITEX, Portugal, Vol. 1, 2001: 253-262.
[9] Чобану Л. Разработки по трикотажным сэндвич-тканям сложной формы. 1-я конференция Autex: Technitex, Португалия, Vol. 1, 2001: 490-496.
[10] Абунаим М., Хоффманн Г., Дистель О. и Шериф С. Плосковязанные прокладочные ткани с гибридными нитями для композиционных материалов. Меллианд Текстиль Берихте, 2009 г.: 3-4(87-89): E30-E31.
[11] Цао Х., Цянь К., Вэй К. и Ли Х. Низкоскоростные ударные характеристики трехмерных сэндвич-композитов с полым сердечником из стекловолокна. Полимеры и полимерные композиты, 2010: 18(4): 175-179.
[12] Cao H, Qian K, Wei Q и Li H. Сжатие после удара трехмерных сэндвич-композитов с интегрированным полым сердечником.
