Какой трансформатор нужен для контактной сварки: Трансформатор для контактной сварки
Содержание
Трансформатор для контактной сварки
Главная » Сварка » Сварочное Оборудование
Сварочное Оборудование
Автор admin На чтение 3 мин. Просмотров 2.7k. Опубликовано
Однако качество контактного шва зависит от степени прогрева стыковочной зоны. Ну а достаточный «разогрев» контактируемых кромок возможен только в том случае, если сквозь стык пройдет ток значительной силы (от 1000 до 200 000 Ампер).
Трансформатор контактной сварки – это самый важный узел сварочного аппарата. Ведь характеристик трансформатора зависит не только качество сварочного шва, но и сама возможность формирования неразъемного соединения. Поэтому в данной статье мы расскажем вам о том, как работает этот узел, дополнив эту информацию советами по подбору «правильного» трансформатора.
Устройство сварочного трансформатора для контактной сварки
Для соединения деталей с помощью сварки их кромки нужно разогреть до температуры плавления. После этого нужно заполнить зазор расплавленной присадочной проволокой или попросту сжать детали. При контактной сварке детали сжимаются, что дает возможность сэкономить на присадочном материале и ускорить процесс стыковки.
Поэтому для контактной сварки необходим особый трансформатор, понижающий напряжение до 1-2 Вольт, и увеличивающий силу тока – до 200 кА.
И такую трансформацию может обеспечить только особый прибор, в конструкции которого учтены следующие нюансы:
Кроме того, все контактные трансформаторы следует комплектовать системами воздушного или водяного (масляного) охлаждения. Иначе такой агрегат сгорит за считанные секунды.
Как выбрать «правильный» трансформатор?
Условия эксплуатации «контактных» трансформаторов далеки от щадящих режимов электродуговых агрегатов.![]()
Поэтому, выбирая сварочные трансформаторы для контактной сварки, нужно ориентироваться на следующие характеристики этого узла:
- Механическую прочность. Бронесердечник, медные диски, эпоксидный наполнитель – вот три обязательных составляющих каждого контактного трансформатора. Без этих достаточно тяжелых компонентов он не потянет и пары часов. И если вам нужен действительно надежный прибор, то он должен весить, как минимум, 15-20 килограмм.
- Минимальный отклик управляющих блоков. Чем меньше задержка на прерывателе, тем лучше качество сварки. Если вы планируете работать с аппаратом очень часто – ищите агрегат с миллисекундной «реакцией».
- Возможность подключения к бытовым электросетям. Большинство контактных трансформаторов (около 80 процентов от всех приборов на рынке) питаются именно от бытовой (220 В, 5 А) электросети. Поэтому не торопитесь выбирать «промышленный» инструмент. Ведь такая техника, скорее всего, питается от трехфазной сети.
Ну а если ваш цех (или мастерская) оборудованы такой схемой проводки, то имейте в виду – однофазный вариант, с точки зрения контактных трансформаторов, ни чем не хуже трехфазного тока.
- Высокое прижимное усилие в месте контакта заготовок. Поэтому постарайтесь купить дополнить качественный преобразователь мощными щипцами на гидравлическом или пневматическом приводе. Такое приспособление уменьшит нагрузку на трансформатор.
Какой выбрать трансформатор для контактной сварки?
Надо около вольта, а ток около 3000 ампер.
Поэтому мощность самодельного аппарата для точечной сварки обычно ограничивается значениями, обеспечивающими силу сварочного тока в пределах 1000-2000 Ампер. Нехватку силы тока можно компенсировать с помощью увеличения времени сварочного цикла.
Содержание
Какой выбрать трансформатор для контактной сварки?
Трансформатор для контактной сварки ТВК-75 предназначается для работы в составе электросварного оборудования для точечной сварки, которые эксплуатируются в закрытых помещениях при соблюдении ряда условий. Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек.
Магнитопровод в этом трансформаторе имеет ленточную конструкцию, и стянут в раму с помощью шпилек.
Какое напряжение необходимо для точечной сварки?
Машины контактной точечной сварки переменного тока.
Напряжение, при котором осуществляется сварка, формируется из напряжения сети (220/380В) с помощью сварочного трансформатора (ТС).
Основные отличия контактной точечной сварки: кратковременное воздействие на соединяемые элементы; малая площадь расплавления материала; напряжение – 1-3 В; ток – от 2000 А; усилие в точке соединения – 10-100 кг. Благодаря таким особенностям этот вид сварки применяют для спайки металлических изделий, толщина которых не превышает 3 см.
Как делается точечная сварка?
Кратко о точечной сварке
- детали совмещают в необходимом положении;
- закрепляют их между электродами аппарата, которые прижимают детали;
- производится нагрев, в результате которого за счет пластического деформирования детали прочно соединяются между собой.
Технология точечной сварки. Технология данного вида контактной сварки заключается в следующем: детали, которые необходимо соединить между собой, устанавливаются в необходимое положение и закрепляются, чтобы не съезжали при сваривании. Далее, с двух сторон, к этим деталям подводится ток через электроды, тем самым, в местах контакта материала и электродов, создается высокая температура — металл начинает плавиться.
Сколько надо витков для точечной сварки?
Делается 2-3 витка. На выходе должно получиться около 2В, этого будет достаточно. Если удастся впихнуть в окна трансформатора больше витков, то выходное напряжение будет больше, следовательно будет дольше ток (в сравнении с меньшим количеством витков провода такого же диаметра) и мощность аппарата.
Количество витков определяется сопротивлением цепи, в контактной сварке обычно один-два витка. Ток от 2кА.
Как увеличить мощность контактной сварки?
Для увеличения мощности можно установить параллельно два трансформатора, тогда сварочный ток удваивается. Нужно обратить внимание на то, что бы не было подключения в противофазе. Для этого следят за тем, что бы направление витков на вторичной обмотке было одинаковое. Схема сдвоенного подключения трансформатора.
Нужно обратить внимание на то, что бы не было подключения в противофазе. Для этого следят за тем, что бы направление витков на вторичной обмотке было одинаковое. Схема сдвоенного подключения трансформатора.
Чтобы изготовить сварочное оборудование для контактной сварки, нужна мощность от одного киловатта. Если брать трансформатор с такой мощностью, вы сможете работать с металлами, толщина которых не превышает один миллиметр. Чтобы увеличить мощность вы можете преобразовать несколько трансформаторов.
Какие параметры режима точечной контактной сварки являются основными?
Основными параметрами режимов контактной сварки являются: сила и длительность протекания сварочного тока и усилие сжатия (осадки) деталей. Сила тока измеряется в амперах (А) или килоамперах (кА), длительность в секундах (с) и усилие в килограмм-силах (кгс).
К основным параметрам контактной точечной сварки относятся: сила сварочного тока (I СВ), длительность его импульса (t СВ), усилие сжатия электродов (F СВ), размеры и форма рабочих поверхностей электродов (R – при сферической, d Э – при плоской форме). Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
Для лучшей наглядности процесса эти параметры представляются в виде циклограммы, отражающей их изменение во времени.
Как регулируется величина сварочного тока?
Сварочный ток регулируется благодаря изменению величины либо индуктивного сопротивления, либо вторичного напряжения трансформатора, что осуществляется посредством секционирования числа витков первичной или вторичной обмотки. Это обеспечивает ступенчатое регулирование тока.
Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками
Провода сварочной цепи присоединяются к зажимам 2. Сварочный ток плавно регулируется изменением расстояния между первичной и вторичной обмотками. Для этой цели служит вертикальный винт 9 с ленточной резьбой, который оканчивается рукояткой 5. При вращении рукоятки по часовой стрелке вторичная обмотка приближается к первичной, магнитная связь между ними увеличивается.
Что такое роликовая сварка?
Шо́вная конта́ктная сва́рка, также встречается название Роликовая сварка — сварочный процесс, при котором детали соединяются швом, состоящим из ряда отдельных сварных точек (литых зон), частично перекрывающих одна другую и образующих герметичный шов.
Роликовая сварка – это вид сваривания, при котором конструкции объединяются швом, полученным в результате подведения тока к крутящимся дисковым электродам и применения силы сжатия.
Чем определяется выбор режима контактной стыковой сварки?
Форма и расположение зоны расплавления металла в месте контактной сварки определяются тепловыделением и теплоотводом в электроды и детали. С изменением длительности протекания сварочного тока (изменением жесткости режима) влияние тепловыделения и теплоотвода на формирование сварочного соединений изменяется.
Параметры режима контактной стыковой сварки оплавлением зависят от сечения свариваемых деталей, теплопроводности и температуры плавления металла и определяются в основном скоростью оплавления, которая задается также с учетом активности металла к окислительным процессам и испарения легирующих элементов. Усилие и скорость осадки также зависят от теплопроводности металла и его активности к окислению.
Какие группы параметров относятся к основным параметрам процесса точечной сварки?
К основным показателям качества точечной и шовной сварки относится размер ядра сварной точки, который должен быть равен трём толщинам S самого тонкого свариваемого листа. Глубина проплавления должна находиться в пределах 20…80 % S. Выход за эти пределы приводит к непроварам или выплеску металла.
Глубина проплавления должна находиться в пределах 20…80 % S. Выход за эти пределы приводит к непроварам или выплеску металла.
Чем отличается точечная сварка от контактной?
При электродуговой сварке расплавление контактируемого металла достигается за счёт высокой температуры электрической дуги. Точечная сварка кардинально отличается тем, что открытой дуги при этом не зажигается – детали сжимаются специальными сварочными клещами, сквозь которые проходит ток.
Технология отличается от контактной сварки по конфигурации рабочих кромок. Процесс предусматривает подготовку выступов, размер и форма которых и определяют вид сварного соединения. VT-metall предлагает услуги: Лазерная резка металла Гибка металла. Порошковая покраска металла. Сварочные работы 2. Роликовая (точечная контактная шовная сварка). По сути, является цельным швом, представляющим собой множество отдельных точек.
Какой ток для электрода 3 мм?
Определено, что при сварке электродом 3 мм сила тока должна быть в пределах от 65 до 100 Ампер. Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Регулируйте силу, чтобы выйти на прочность и аккуратность сварочного шва, который бы вас устроил. Универсальное значение для 3 мм – 80 Ампер.
Как регулируется сила тока в сварочном агрегате?
Методы регулировки
искажение (за счет сдвига-разноса в пространстве обмоток относительно друг друга ) связующего магнитного потока или внесения в него вспомогательного шунтирующего дросселя; регулирование параметров цепи с помощью блока электронного управления, включая использование широтно-импульсной модуляции.
Регулирование силы сварочного тока производят за счет подвижности обмоток, изменения зазора или введения магнитного шунта.
При сокращении или увеличении расстояния магнитные потоки двух обмоток меняются, в результате чего сила тока тоже будет изменяться.
Каким током варить металл 4мм?
ставим ток 90-120 А., на электрод d 4мм ставим ток 120-160А и т. При сварке в вертикальном положении уменьшаем силу тока на 15%. Диаметр 2 мм. – 40 – 80 Ампер.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы.
Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы.
Что такое стыковая сварка сопротивлением?
Стыковая сварка сопротивлением
При этом способе сварки происходит сжатие деталей с довольно большим усилием, порядка 3-5 кН. Затем включают сварочный трансформатор поз. 4 и либо нагревают электрическим током до высокой температуры (примерно 80-90% от температуры ликвидуса), либо расплавляют металл в стыке.
Сварка сопротивлением — вид стыковой сварки, при которой процесс происходит с нагревом контакта до состояния пластичности. Если же технология происходит путем оплавления площадей контактирующих изделий — это способ стыковой сварки плавлением. Когда производится сварка сопротивлением, стык очень плотный — две площади сцепляются в замках сварочной машины, далее на них направляется сильный электр. ток.
Элементы управления и трансформаторы — Как сварить сопротивлением
Ответ на этот вопрос позволяет определить размеры проводников для машины и первичной шины, питающей машину и трансформатор.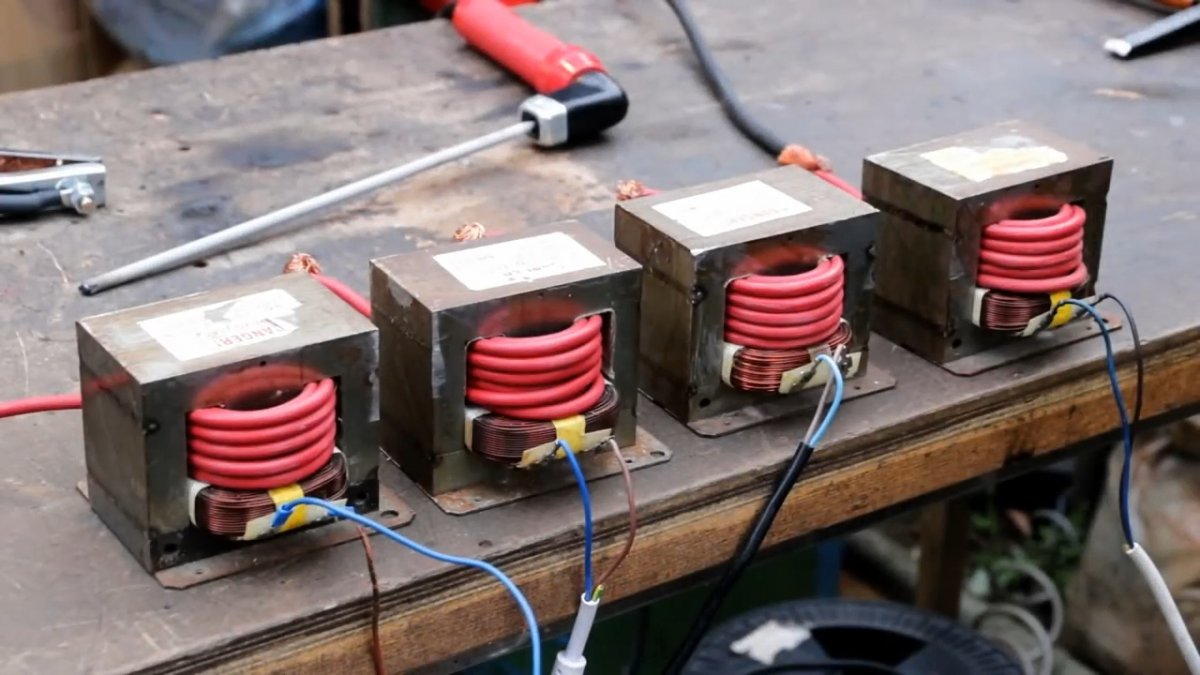 Фактическая сила тока трансформатора переменного тока зависит от самой вторичной обмотки. Это не будет рассматриваться здесь. Здесь мы будем обращаться к входу для заданного выходного тока.
Фактическая сила тока трансформатора переменного тока зависит от самой вторичной обмотки. Это не будет рассматриваться здесь. Здесь мы будем обращаться к входу для заданного выходного тока.
Первый называется KVA Demand. Второе соображение — это первичный эффективный непрерывный тепловой ток (ECTC).
Эти темы полностью раскрыты в двух других статьях:
ЧТО ТАКОЕ ПОТРЕБНОСТЬ КВА?
КАК ВЫ ОПРЕДЕЛЯЕТЕ ПЕРВИЧНЫЕ ПРОВОДНИКИ ДЛЯ СВАРОЧНОГО ТРАНСФОРМАТОРА ПЕРЕМЕННОГО ТОКА?
Мгновенная потребность в кВА составляет 196 кВА
Потребность в кВА при 50% рабочем цикле составляет 60 кВА
Преобразование рассчитано на 70 кВА и подходит для этой работы.
Примените приведенные выше расчеты к вашей ситуации с 64 кВА и рассчитайте размер первичного проводника для окончательной информации.
Ссылка: Руководство по контактной сварке RWMA, 4-е издание
Нарастание и спад описывают сегменты цикла сварки, в которых сварочный ток либо постепенно увеличивается, либо уменьшается. При нарастании сварочный ток постепенно увеличивается от низкого уровня до некоторого более высокого значения тока. Это может быть связано с тем, чтобы позволить всем компонентам нагреться и восстановиться, чтобы они полностью соприкоснулись друг с другом, прежде чем будет подан полный ток, чтобы уменьшить выброс. Спуск наоборот. Это постепенное снижение от полного сварочного тока. Это может быть сделано для предотвращения закалки стали или другого термочувствительного материала.
При нарастании сварочный ток постепенно увеличивается от низкого уровня до некоторого более высокого значения тока. Это может быть связано с тем, чтобы позволить всем компонентам нагреться и восстановиться, чтобы они полностью соприкоснулись друг с другом, прежде чем будет подан полный ток, чтобы уменьшить выброс. Спуск наоборот. Это постепенное снижение от полного сварочного тока. Это может быть сделано для предотвращения закалки стали или другого термочувствительного материала.
Перейдите по ссылкам ниже для получения дополнительных данных, доступных в этом блоге:
Что такое нарастание при контактной сварке?
Что такое спад при контактной сварке?
Ссылка: RWMA – Руководство по контактной сварке, 4-е издание
Проверка изоляции трансформатора обычно называется испытанием Меггара. Трансформатор должен быть отключен. Необходимо использовать тестер изоляции (Meggar). Выбирается напряжение (обычно 500 В) и нажимается кнопка Test, пока не отобразится сопротивление изоляции.
Охлаждающую воду следует продуть из линий охлаждения, так как присутствие воды может показывать более низкие значения.
Необходимо провести три испытания:
Первичная – вторичная
Первичная – корпус
Вторичная – корпус
Испытанный трансформатор мощностью 650 кВА дал следующие значения:
Первичная – вторичная 300 МОм
Первичная – корпус 300 МОм 900 49 Среднее – дело 5 МОм
Нередки случаи, когда «вторичный – корпус» читается ниже, чем два других.
В зависимости от того, кого вы спросите, минимально допустимое значение составляет 5 или 10 МОм.
ТИПИЧНЫЙ MEGGAR
Этот тип испытаний должен выполняться персоналом, обученным тестировать трансформаторы. Производители трансформаторов могут выполнить это испытание.
Ссылка: Руководство по контактной сварке RWMA, 4-е издание
Похоже, что изоляция трансформатора вышла из строя. Это может быть очень серьезно. Первичная обмотка трансформатора отделена от корпуса и вторичной обмотки тонким слоем изоляции. Если это не удается, происходит прямое замыкание первичной обмотки на корпус или вторичную обмотку. Любой из них очень серьезный и может быть опасным.
Первичная обмотка трансформатора отделена от корпуса и вторичной обмотки тонким слоем изоляции. Если это не удается, происходит прямое замыкание первичной обмотки на корпус или вторичную обмотку. Любой из них очень серьезный и может быть опасным.
Трансформатор следует немедленно тщательно проверить и отремонтировать. В целях безопасности еще раз проверьте правильность заземления машины для обеспечения безопасности персонала.
Читать далее:
Стандартные трансформаторы в Северной Америке изготавливаются в соответствии со стандартом RWMA, который требует номинального рабочего цикла 50%. Исходя из этого, необходимо выполнить ряд шагов, оценить или предположить:
• Первичное напряжение должно быть известной отправной точкой?
• Какой вторичный сварочный ток требуется?
• Каково сопротивление цепи? Это функция машины.
• Вторичное напряжение зависит от закона Ома сварочного тока и импеданса.
Если известно начальное первичное напряжение и рассчитан рабочий цикл и известен вторичный ток, то можно рассчитать вторичное напряжение и коэффициент трансформации.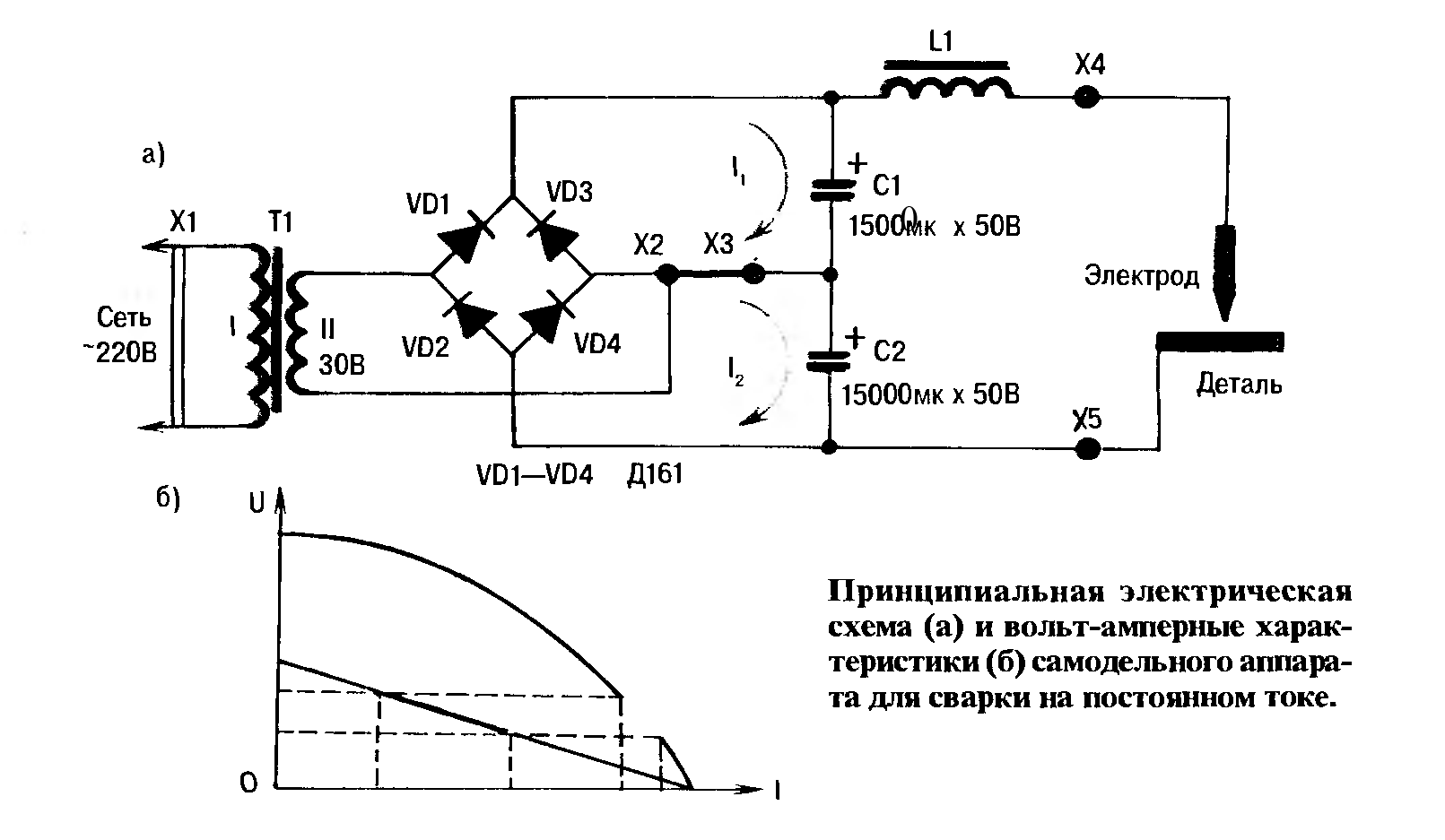
Ответ на исходный вопрос:
Знать первичную потребляемую мощность.
Знайте количество вторичных сварных швов в минуту и вторичный ток.
Изготовитель трансформатора может затем определить изделие, наиболее подходящее для вашего применения.
Другие связанные статьи в этом блоге:
ЧТО ТАКОЕ ОТНОШЕНИЕ ОБОРОТОВ ДЛЯ ТОЧЕЧНОЙ СВАРКИ
ЧТО ТАКОЕ ТРАНСФОРМАТОР % РАБОЧИЙ ЦИКЛ?
Ссылка: Руководство RWMA по контактной сварке, 4-е издание
Roman Трансформаторы — Принадлежности для контактной сварки
Тип приспособления
Трансформаторы с водяным охлаждением типа приспособления идеально подходят для многоточечной сварки. Спроектирован со смещенными вторичными наконечниками промышленного стандарта RWMA, шпильками 3/8–16 для подключения первичного напряжения, несколькими вариантами выбора частоты и вторичного напряжения, с первичным доступом с пяти сторон, термовыключателем защиты от перегрева и водяными соединениями 1/4–18 NPT. Размеры и возможности наших блоков Fixture Transformer могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
Размеры и возможности наших блоков Fixture Transformer могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных трансформаторов типа Fixture:
- кВА Диапазон: 25–200 кВА (при рабочем цикле 50 %)
- Первичные напряжения:
- 400 В, 50 Гц
- 480 В, 60 Гц
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Комплект вспомогательного параллельного стержня
- Комплект стержней вторичной серии
- Заземляющие реакторы
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели защиты от перегрева
Ниже перечислены стандартные модели, обычно имеющиеся на складе. Для получения подробной информации о моделях/напряжениях, не указанных в списке, обратитесь в отдел производства.
| Модель № | КВА | Вольт/Гц | Вторичное напряжение (мин. -макс.) -макс.) | Вес (фунты) |
|---|---|---|---|---|
| F48660A1SALX | 60 | 480 / 60 | 3,58 – 5 | 140 |
| F48685B1SELX | 85 | 480 / 60 | 5,39 – 7,06 | 185 |
| F486120J1SELX | 120 | 480 / 60 | 7,16 – 9,06 | 225 |
| F486150D1SELX | 150 | 480 / 60 | 9,41 – 11,43 | 270 |
| F486200DL1SELX | 200 | 480 / 60 | 12,63 – 15,5 | 385 |
Тип машины
Машинные трансформаторы с водяным охлаждением идеально подходят для прессовой, шовной, коромысловой, поперечной сварки и других видов сварки. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших машинных трансформаторов могут быть разработаны в соответствии с требованиями вашего приложения. Наши стандартные трансформаторы Machine Type имеют:
Наши стандартные трансформаторы Machine Type имеют:
- кВА Диапазон: 20 кВА – 500 кВА (при рабочем цикле 50 %)
- Стандартные размеры машинных колодок RWMA и расстояние между отверстиями
- Первичные напряжения:
- 480 В, 60 Гц (только 7 – 1/4″ x 9 – 1/4″ и 7 – 3/4″ x 10 – 1/4″)
- 575 В, 60 Гц
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные аксессуары:
- Доступно дистанционное распределительное устройство/переключатель ответвлений
- Термовыключатели защиты от перегрева
Ниже перечислены стандартные модели, обычно имеющиеся на складе. Для получения подробной информации о моделях/напряжениях, не указанных в списке, обратитесь в отдел производства.
| Модель № | КВА | Вольт/Гц | Вторичное напряжение (мин.-макс.) | Вес (фунты) |
|---|---|---|---|---|
| М44650НБ1БНЛС | 50 | 440 / 60 | 4 – 7,9 | 339 |
| М44675НЛ1БНЛС | 75 | 440 / 60 | 5,7 – 10 | 372 |
| М446100НЛ1БНЛ | 100 | 440 / 60 | 6,8 – 10 | 389 |
| М446150ПЛ1БНЛС | 150 | 440 / 60 | 6,4 – 11 | 546 |
| M446200PL1BNLX | 200 | 440 / 60 | 7,45 – 11,28 | 567 |
| М446200ПА1БНЛ | 200 | 440 / 60 | 7,8 – 12,9 | 650 |
| М446300ВА1БОЛ | 300 | 440 / 60 | 8,6 – 15,7 | 1085 |
| М446400У1БПЛ | 400 | 440 / 60 | 8,8 – 16,9 | 1465 |
MFDC / инверторные блоки питания
Легкие инверторные блоки питания с водяным охлаждением идеально подходят для роботизированной сварки. Вторичный ток превышает 500 000 ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
Вторичный ток превышает 500 000 ампер, что может помочь в производстве сварных швов с большими выступами. Доступны с различными частотами и вторичными напряжениями. Размер и мощность наших блоков MFDC могут быть разработаны в соответствии с требованиями вашего приложения. Характеристики наших стандартных источников питания MFDC/Inverter:
- кВА Диапазон: 7 – 1500 кВА
- Первичное напряжение: 325–800 В
- Диапазон частот: 400–2000 Гц
- Типоразмер: мощность выпрямителя от типоразмера 1-48
- Защита термовыключателя
- Полностью герметизирован для обеспечения длительного срока службы
- Дополнительные принадлежности: Вторичная приемная катушка
Ниже перечислены стандартные модели, обычно имеющиеся на складе. Для получения подробной информации о моделях/напряжениях, не указанных в списке, обратитесь в отдел производства.
| Номер модели | Метрический эквивалент | КВА | Вольт/Гц | Вторичное напряжение (мин.  |
|---|