Кинематическая схема токарно винторезного станка 16к20: Кинематическая схема Токарно-винторезного станка мод. 16К20
Содержание
Паспорт, Характеристики, Схема, Руководство, Чертежи
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Что такое фартук станка?
Узел, преобразующий движение ходового винта или вала в движение суппорта вдоль направляющих станины токарного станка называют фартуком. Фартук является частью механизма продольной и поперечной подачи резца, которая осуществляется вручную или механическим способом. К основным узлам фартука токарного станка можно отнести следующие детали:
К основным узлам фартука токарного станка можно отнести следующие детали:
- ходовой вал и ходовой винт,
- червяк, червячное колесо,
- разъёмная или маточная гайка,
- зубчатые колёса-шестерни,
- разъёмная гайка,
- маховик,
- рукоятки подачи.
В некоторых моделях станков количество всех деталей фартука может достигать до 150 и более единиц.
Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Паспорт токарно-винторезного станка 16К20
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 16К20» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Содержание
- Введение
- Расспаковка и транспортирование станка
- Снятие антикоррозионых покрытий
- Установка станка
- Подготовка станка к пуску
- Смазка станка
- Электрооборудование станка
- Пневмооборудование станка
- Органы управления
- Пуск станка и некоторые условия эксплуатации
- Указание по использованию и установке патронов и люнетов
- Механика станка
- Краткое описание основных узлов и их регулирование
- Кинематическая схема станка
- Схема расположения подшибников
- Характерные возможные неисправности.
- Ремонт.
- Указания о проведении контроля точности
- Паспорт станка
- Приложения
Скачать паспорт токарно-винторезного станка 16К20 в хорошем качестве можно по ссылкам расположенным ниже:
Фартук токарного станка
Узлы токарного станка
В фартуке расположены механизмы, преобразующие вращательное движение ходового винта и ходового вала в поступательное перемещение суппорта.
Кинематическая схема фартука
На рис. 241 показана кинематическая схема фартука токарно-винторезного станка 1А62. На ходовом валу II на скользящей шпонке сидит зубчатое колесо z — 40, перемещающееся вместе с фартуком. Это зубчатое колесо при вращении вала приводит в движение зубчатые колеса z = 40 и z = 33 блока Б1 и через паразитное колесо z=38 и левое колесо z=33 блока Б2 передает вращение четырехзаходному падающему червяку. Если блок Б2 передвинут в правую сторону и его колесо z = 40 сцеплено с колесом z=40 блока Б1, падающий червяк будет вращаться в обратном направлении, так как паразитное колесо z=38 в зацеплении участвовать не будет.
Рис. 241. Кинематическая схема фартука токарно-винторезного станка 1А62
Падающий червяк вращает червячное колесо z = 30, сидящее на валу VII. По шлицевой части этого вала можно перемещать зубчатое колесо z = 24, сцепляя его либо с колесом z = 50 вала VI для получения механической продольной подачи, либо с колесом 2 = 65 вала VIII для получения механической поперечной подачи.
При сцеплении зубчатого колеса z = 24 с колесом z = 50 вращается также колесо 2 = 23. От него получают вращение колеса z = 69 и z= 12, сидящие на валу V. Зубчатое колесо 2= 12 катится по рейке, прикрепленной к станине, и сообщает таким образом механическую продольную подачу суппорту.
В продольном направлении суппорт можно перемещать также вручную, вращая маховичок, сидящий на конце вала IV. Этот маховичок через колеса z = 15 и z = 69 вращает вал V с реечным колесом z = 12.
Если сцепить колесо 2 = 24, сидящее на шлицевом валу VII, с колесом 2 = 65 на валу VIII начнет вращаться колесо 2 = 20 и винт IX поперечной подачи, в результате чего суппорт получит механическую поперечную подачу.
Можно осуществлять поперечную подачу суппорта также вручную, вращая рукоятку, закрепленную на конце винта IX. В этом случае предварительно выводят из зацепления колеса z = 65 и z = 24.
Чтобы включить продольную подачу при нарезании резьбы, нужно замкнуть разъемную гайку на ходовом винте I и при его вращении эта гайка вместе с фартуком будет перемещаться вдоль оси станка.
Падающий червяк
Особенность устройства фартука в станке 1А62 состоит в том, что его четырехзаходный червяк автоматически выключается, когда чрезмерно возрастает сопротивление движению суппорта, например, в момент его соприкосновения с продольным или поперечным упорами, вследствие внезапной перегрузки резца, от случайных препятствий и др. Это устройство называется падающим червяком, потому что при перегрузке червяк расцепляется (выпадает из зубьев червячного колеса) и дальнейшее перемещение суппорта прекращается.
Устройство падающего червяка показано на рис 242. Червяк 2 свободно сидит на валу 9, который при помощи шарнирной муфты 1 соединен с валом III (см. рис. 241). На конце червяка находится левая половина 3 кулачковой муфты, которая сцепляется с правой ее половиной 5 скошенными торцовыми кулачками. Правая половина муфты может перемещаться по шлицам вала 9. Пружина 7 прижимает правую половину муфты к левой половине, благодаря чему червяк 2 приводится в движение от вращающегося вала 9 и правой половины 5 муфты.
Рис. 242. Падающий червяк
Когда суппорт встречает какое-либо препятствие на своем пути, нагрузка на червячное колесо 2 = 30 сильно возрастает. В соответствии с этим будет возрастать сопротивление вращению червяка 2. Когда это сопротивление выйдет за пределы допустимого, правая половина кулачковой муфты 5, продолжающая вращаться, начнет поворачиваться относительно левой половины 3. При этом она отходит вправо, сжимая пружину 7 (см. рис. 242, б). Перемещаясь вправо, муфта 5 отодвинет кронштейн 8, который при помощи планки 6 поддерживает червяк в зацеплении с червячным колесом 2 = 30 (рис. 242, а). При отодвигании кронштейна 8 вправо (рис. 242, б) червяк, не поддерживаемый больше планкой 6, под действием собственного веса падает вниз, выходит из зацепления с червячным колесом, и подача прекращается.
Для включения червяка пользуются рукояткой 4, при помощи которой поднимается кронштейн 8 вместе с ним и планка 6.
Блокировка
Для предупреждения неправильных включений,
которые могут привести к поломке станка, инструмента или ранению рабочего, в механизмах токарно-винторезных станков обычно имеются блокировочные устройства. Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Конструкция блокировочных устройств токарно-винторезных станков весьма разнообразна. На рис. 243 показана схема механической блокировки подач в фартуке токарно-винторезного станка 1А62. Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте 1 с большим шагом резьбы, служит для перемещения гайки В с вилкой Б. Эта вилка, передвигая зубчатое колесо z = 24 вдоль вала VII (см. рис. 241), сцепляет ее либо с колесом z = 50 при включении продольной подачи, либо с колесом z=65 вала VIII при включении поперечной подачи.
При среднем положении колеса z = 24, как показано на рис. 245, ни продольная, ни поперечная подачи не включаются. В этом случае гайка В находится в таком положении, при котором выступ втулки Г свободно проходит через прорезь гайки В
и, таким образом, вал 2 можно вращать в любом направлении.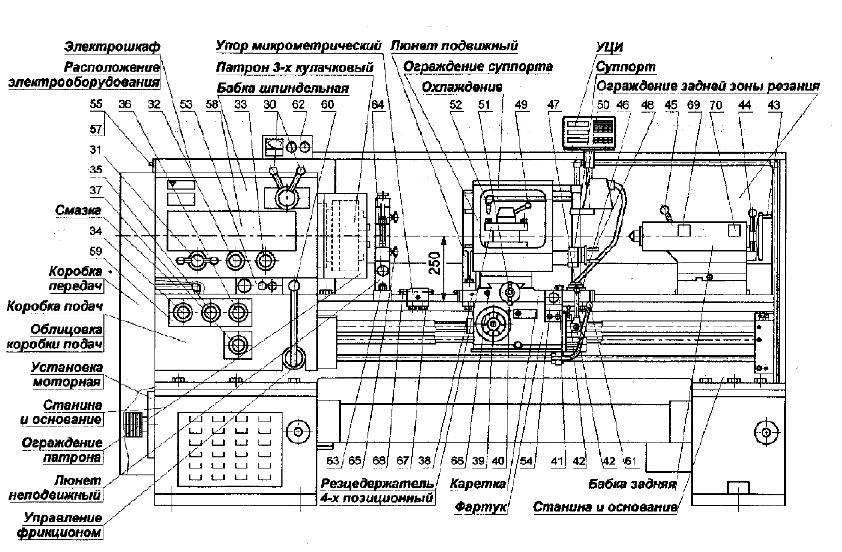 Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Рис. 243. Блокировочный механизм токарно-винторезного станка 1А62
перемещать ее ни в ту, ни в другую сторону, т. е. не включать подачу от ходового вала. При открытом замке выступ втулки Г выходит из выреза гайки В и позволяет, перемещая ее, включать подачу от ходового вала. При этом выступы сместившейся гайки В не позволяют повернуть рукоятку Д влево и замкнуть замок ходового винта.
Похожие материалы
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.
 041.001
041.001 - Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Ремонт фартука
При ремонте фартука станка часто требуется его снятие со станины и разборка. Снимаются и очищаются валы и шестерни, выполняется замена всех подшипников, стопорных и дистанционных колец. Изношенные детали, валы и шестерни меняются на новые, производится чистка корпуса, промывка механизма аварийного выключения подачи. Перед отправкой заказчику проводятся испытания. Ремонт фартука токарного станка выполняется специалистами, имеющими опыт выполнения подобных работ, на новое и отремонтированное оборудование даётся заводская гарантия. Благодаря отработанной методике, мы можем обеспечить сжатые сроки ремонта станка. Комплектующие на замену предоставляются без торговой наценки (завод является производителем станочного оборудования), что снижает расходы на ремонт.
Благодаря отработанной методике, мы можем обеспечить сжатые сроки ремонта станка. Комплектующие на замену предоставляются без торговой наценки (завод является производителем станочного оборудования), что снижает расходы на ремонт.
Токарно винторезный станок 16к20.Узлы и технические характеристики
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.

Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).
- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.

- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Конструкция механизма фартука токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.
Продольное перемещение суппорта (влево или вправо) осуществляется при включении муфт через колеса, далее через колесо, закрепленное на втулке. Последняя подвижным шпоночным соединением связана с реечным колесом, передающим движение через рейку (на рисунке не показана) суппорту. Колесо может быть выведено из зацепления с рейкой кнопкой. Поперечное перемещение суппорта (вперед или назад) осуществляется при включении муфт. Тогда движение зубчатых колес передается на колесо, свободно сидящее на втулке, и далее — на винт поперечной подачи суппорта.
Вал 1 несет зубчатое колесо, которое через колеса сообщает вращение диску и через него — лимбу. Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
Регулировка механизма фартука станка 16К20
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 11. Величина усилия определяется динамометром, который нужно установить между жестким упором 47 (рис. 28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе.
В случае необходимости восстановления или замены изношенной гайки при ремонте нужно воспользоваться специальными кондукторным приспособлением и метчиком, чертежи на которые могут быть высланы по запросу.
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом.
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм.
Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта.
На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок 11 при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу.
Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
Примечание. Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис.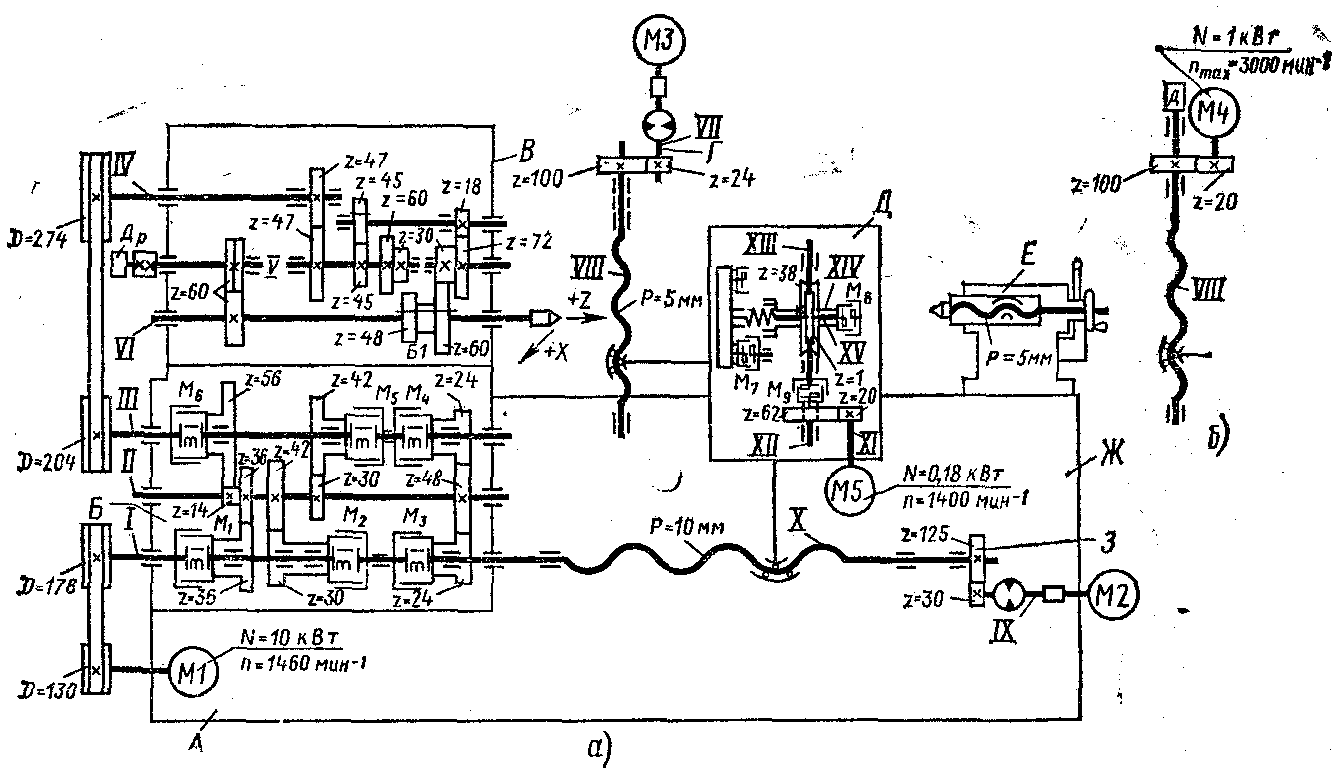 10). Станок можно налаживать на нарезание различных резьб.
10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.

- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Конструкция коробки подач токарно-винторезного станка 16К20
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Подачи продольные (22 шт), мм/об: 0,05-0,06-0,075-0,09-0,1-0,125-0,15-0,175-0,2-0,25-0,3-0,35-0,4-0,5-0,6-0,7-0,8-1-1,6-2-2,4-2,8.
Подачи поперечные (24 шт), мм/об: 0,025-0,03-0,0375-0,045-0,05-0,0625-0,075-0,0875-0,1-0,125-0,15-0,175-0,2-0,25-0,3-0,35-0,4-0,5-0,6-0,7-0,8-1-1,2-1,4.
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.

Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Ремонт станка 16К20. Типовые ремонтные работы, выполняемые при плановых ремонтах
За период межремонтного цикла станок должен быть подвергнут шести осмотрам, четырем малым ремонтам и одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ (рис. 42).
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для каждого отдельного станка условий эксплуатации.
Категории ремонтосложности станка:
- механическая часть — 12;
- электрическая часть — 8,5.
Осмотр станка
Наружный осмотр без разборки для выявления дефектов станка в целом и по узлам.
Проверка прочности и плотности неподвижных жестких соединений (основания с фундаментом; станины с основанием; шпиндельной бабки; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
Открывание крышек узлов для осмотра и проверка состояния механизмов.
Выборка люфта в винтовой паре привода поперечных салазок.
Проверка правильности переключения скоростей шпинделя и подач.
Регулирование фрикционной муфты главного привода и ленточного тормоза шпинделя.
Проверка состояния и мелкий ремонт системы смазки.
Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
Выявление изношенных деталей, требующих восстановления или замены при ближайшем плановом ремонте.
Осмотр перед капитальным ремонтом
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
Примечание. При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.
Малый ремонт токарного станка
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без демонтажа последних.
- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на зубьях шестерен и шлицах.
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.

- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.
- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.

- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.
- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Примечание. При малом ремонте выполняются те из указанных работ, которые вызываются состоянием ремонтируемого станка, за исключением работ, предусмотренных в трех последних пунктах, которые должны выполняться во всех случаях.
Средний ремонт токарного станка 16к20
- Проверка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла (см. п. 13.1.5).
- Замена или восстановление изношенных втулок и подшипников качения.

- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта (путем прорезки).
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01 х 100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.

- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт токарного станка 16К20
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной (при осмотрах и ремонтах) ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.

- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка в соответствии с разделом 4 настоящего руководства.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.

- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Кинематическая схема токарно-винтового станка 16к20 | Скачать чертежи, чертежи, блоки Autocad, 3D модели
Русский
кинематический
Компас
Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t.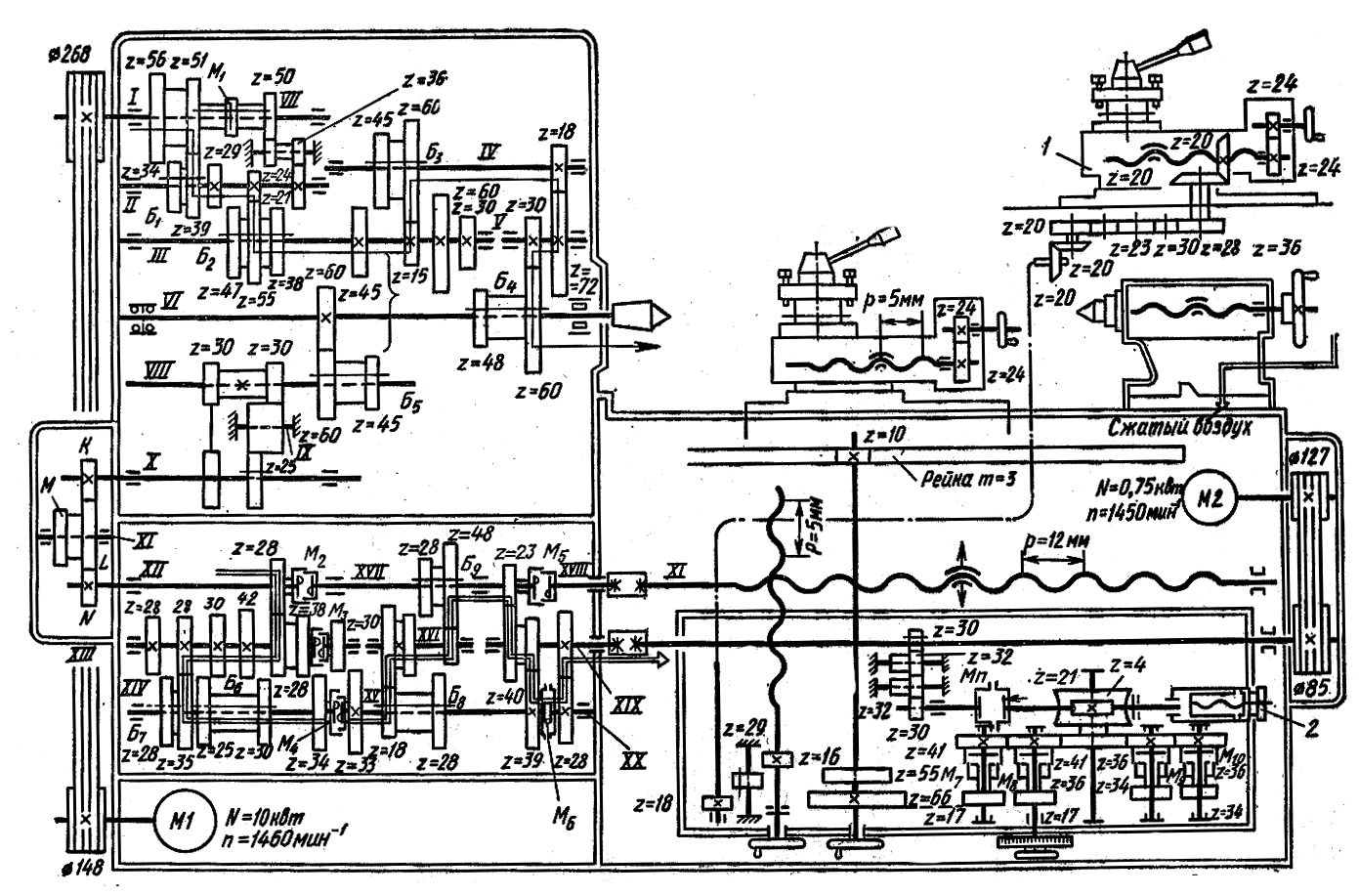 me/alldrawings
me/alldrawings
vk.com/alldrawings
Описание
Чертеж машины 16k23
Содержание проекта
16k20.cdw [ 179КБ ] |
Дополнительная информация
Чертежи
16k20. cdw
cdw
Аналогичные материалы
Шпиндель токарно-винтового станка 16К20
Общий вид токарно-винтового станка 16К20
Вал фрикционный токарно-винторезного станка 16К20
Принципиальная схема токарно-винторезного станка модели 16к20/16к20г
Чертеж общего вида токарно-винтового станка 16К20
Курсовая работа на тему «Токарно-винторезный станок 16к20»
Модернизация главного привода токарно-винторезного станка мод. KA280 (16K20) для повышения производительности
Кинематические схемы токарно-винторезных станков
Бесплатная загрузка на сегодня
Обновление через: 11 часов 15 минут
Схема ЗТП 10/0,4 кВ
Схема формирования внешней характеристики генератора
Узлы ферм: болтовые, сварные.
