Кинематическая схема токарного станка 16к20: Схемы и чертежи | 16К20 Токарный станок
Содержание
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский маш после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.
Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*103. Регулировка дискретная количество передач 12.
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.
Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.

- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.

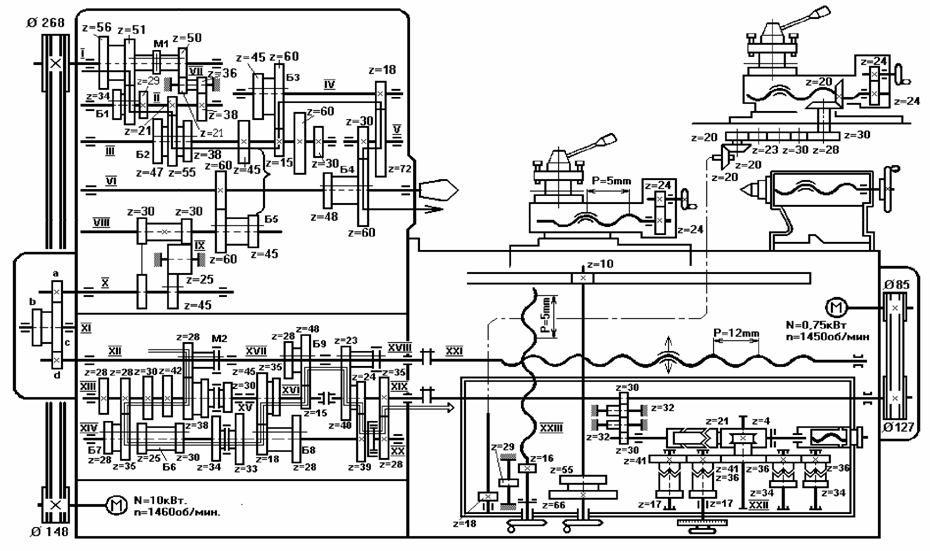
Движение подач и резьбонарезание
Привод подач включает в себя следующие цепи и узлы (см.кинематическую схему):
- Звено увеличения шага резьбы — обеспечивает увеличение выходной частоты вращения по отношению к частоте вращения шпинделя в соотношении: 1:2, 1:8, 1:32. Обеспечивает двойной блок в шпиндельной бабке при подкючении z = 45/45;
- Механизм реверса — служит для изменение направления движения суппорта при одном и том же направлении вращении шпинделя. Осуществляется подкючением промежуточной шестерни — трензеля;
- Гитара сменных колес — включает сменные шестерни K, L, M, N. Служит для сравнительно редкой перенастройки чисел оборотов;
- Коробка подач — коробка подач получает движение от шпиндельной бабки через гитару и задаёт различные скорости вращения ходового вала и ходового винта;
- Механизм подач — преобразует вращение ходового вала в поступательное движение суппорта продольное, поперечное или резцовых салазок. Ходовой винт при этом должен быть отключен.
- Механизм подач при нарезании резьбы резцом — преобразует вращение ходового винта в поступательное продольное движение суппорта.
 Ходовой винт при этом должен быть отключен.
Ходовой винт при этом должен быть отключен.Кинематическая схема суппорта и фартука станка 16К20
Структурная схема подач и резьбонарезания токарно-винторезного станка 16к20
Движение подач заимствуется в шпиндельной бабке от шпинделя при работающей паре z = 60/60.
При необходимости увеличения шага движение заимствуется от вала III при включенной передаче z = 45/45. В этом случае подача и шаг резьбы увеличиваются в зависимости от положения блоков в 2; 8 и 32 раза.
Механизм реверса обеспечивает правое вращение ходового винта через пару z = 30/45, левое — через передачу z = 30/25·25/45.
В гитаре сменных колес K/L, M/N при отправке станка с завода устанавливают шестерни с числом зубъев z = 40/86, z = 86/64. Такая комбинация обеспечивает подачи, нарезание метрических и дюймовых резьб с шагами, величины которых указаны в талице закрепленной на станке.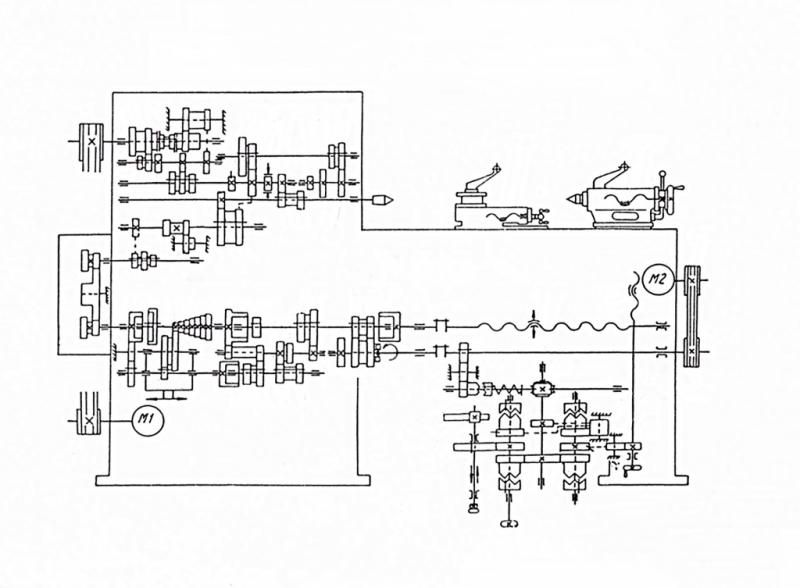
Кинематическая цепь продольных и поперечных подач суппорта
Кинематическая цепь подачи согласовывает вращение шпинделя с перемещением суппорта в продольном или поперечном направлениях: за 1 оборот шпинделя суппорт должен переместиться на величину S.
Кинематическая цепь продольных подач суппорта
Уравнение кинематического баланса цепи продольной подачи имеет вид:
S = 1об.шп. · z1/z2 · π · m · z мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- π·m·z — длина делительной окружности реечного колеса. π·m·z = 3,1416 · 3 · 10 = 94,248;
- m — модуль зубчатой рейки, m = 3 мм ;
- z — число зубъев реечного колеса, z = 10.
Универсальная коробка подач 16Б20П.070 обеспечивает продольные подачи (22 шт), мм/об:
- 0,05; 0,06; 0,075; 0,09; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,6; 2; 2,4; 2,8; 2,4; 2,8
Уравнение кинематической цепи для получения минимальной продольной подачи можно записать в следующем виде:
Кинематическая цепь поперечных подач суппорта
Уравнение кинематического баланса цепи поперечной подачи имеет вид:
S = 1об. шп. · z1/z2 · р мм/об,
шп. · z1/z2 · р мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до реечного колеса;
- р — шаг ходового винта поперечной подачи, р = 5 мм
Полное уравнение кинематического баланса для цепи минимальной поперечной подачи:
Соответственно кинематическая цепь поперечной подачи согласовывает вращение шпинделя и поперечного ходового винта; величина поперечной подачи при одной и той же наладке станка составляет 1/2 продольной.
Уравнение кинематической цепи для получения максимально поперечной подачи можно записать в следующем виде:
В коробке подач токарно-винторезного станка 16к20 подачи расположены не по геометрическому ряду, поэтому настройку станка на необходимую подачу производят по таблицам, расположенным на панели передней бабки.
В случае нарезания точных резьб вращение может быть передано от гитары сменных колес непосредственно на ходовой винт с шагом t = 12 мм через валы XII, XVII, XXIII при включенных зубчатых муфтах М2 и М5, минуя механизм коробки подач.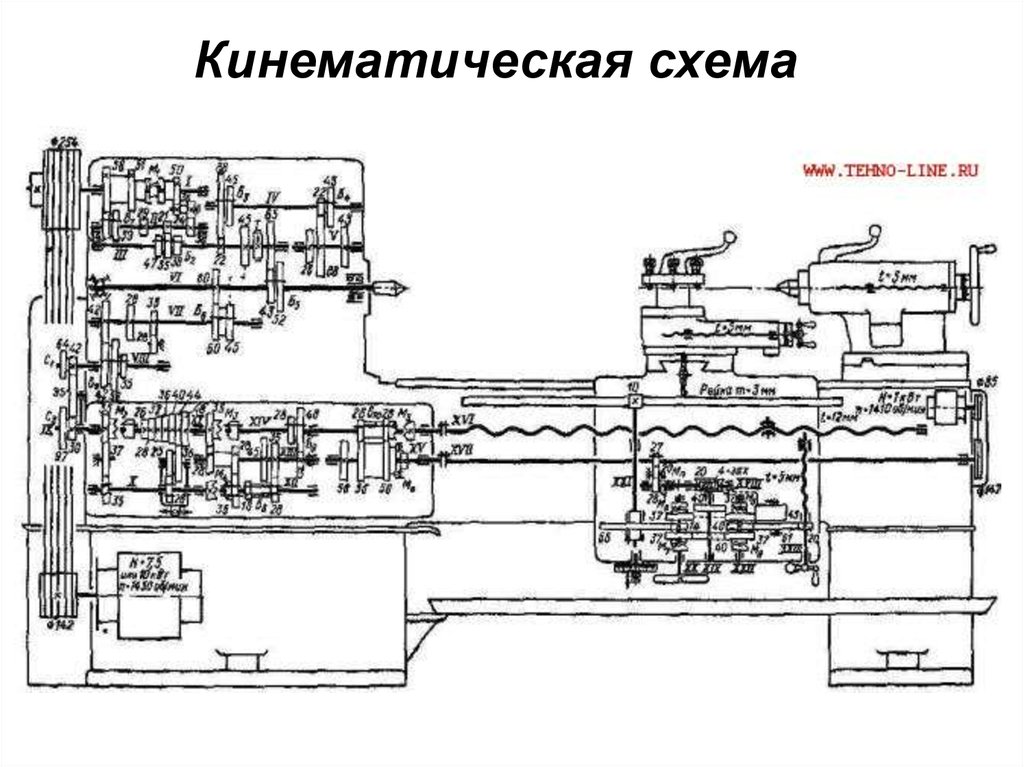
и подачи поперечные (24 шт), мм/об:
- 0,025; 0,03; 0,0375; 0,045; 0,05; 0,0625; 0,075; 0,0875; 0,1; 0,125; 0,15; 0,175; 0,2; 0,25; 0,3; 0,35; 0,4; 0,5; 0,6; 0,7; 0,8; 1; 1,2; 1,4
Кинематическая цепь нарезания метрической резьбы
При нарезании резьбы за один оборот шпинделя суппорт (резец) должен переместиться на шаг резьбы Рр.
Уравнение кинематического баланса цепи нарезания метрической резьбы имеет вид:
S = Рм = 1об.шп. · z1/z2 · Рх мм/об,
где:
- z1/z2 — передаточное отношение привода подачи от шпинделя до ходового винта;
- Рх — шаг ходового винта станка в мм (Pх = 12 мм).
Уравнение кинематического баланса для нарезания метрической резьбы с минимальным шагом:
Кинематическая цепь при нарезании дюймовых резьб
При нарезании дюймовых резьб шаг задается числом ниток на дюйм, все параметры резьбы выражены в дюймах, (дюйм = 25,4 мм).
Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр, на самом деле, существенно больше.
Шаг дюймовой резьбы в милиметрах:
Pд = 25,4/k мм/об,
где:
- k — число ниток на один дюйм резьбы (1″ = 25,4 мм).;
Уравнение кинематического баланса для нарезания дюймовой резьбы с минимальным шагом:
Кинематическая цепь при нарезании модульных резьб
Модульные резьбы используют, обычно, при нарезании червяков.
Шаг модульной резьбы выражается через модуль — число кратное пи (3,14).
Шаг модульной резьбы в милиметрах:
Pм = 3,14 · m мм,
где:
- m — шаг резьбы в модулях;
Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.

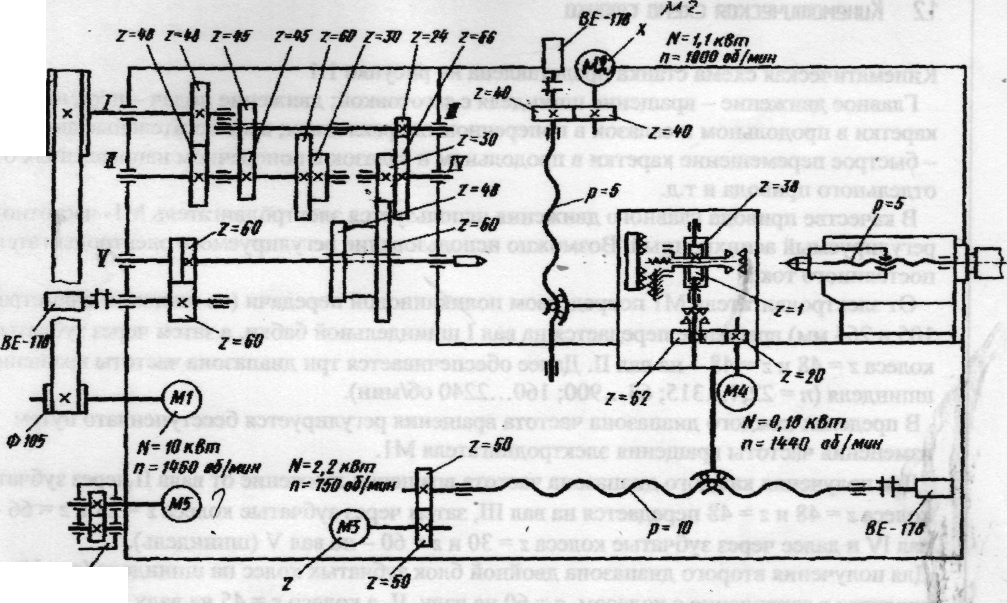
Схема органов управления токарным станком
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.
Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.
Конструкция коробки подач токарно-винторезного станка 16К20
Коробка подач станка — унифицированный узел 16Б20П.070
и является типовой конструкцией закрытой коробки с передвижными блоками.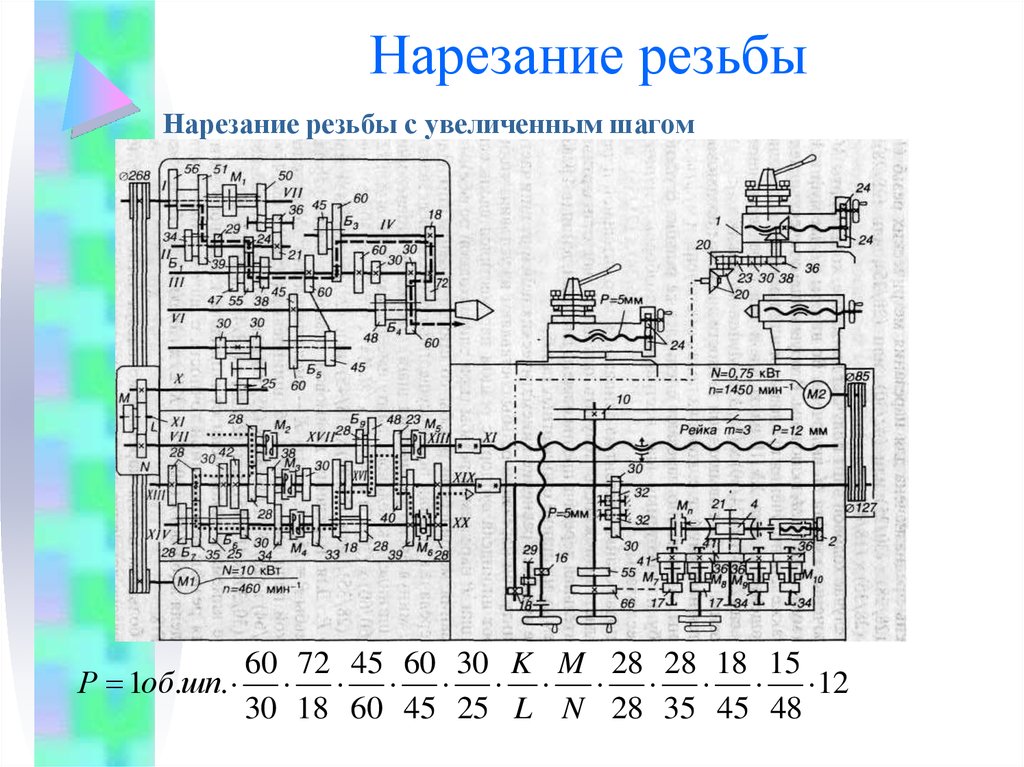
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Чертеж коробки подач токарного станка 16к20
Схема коробки подач токарного станка 16к20
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
Паспорт, Характеристики, Схема, Руководство, Чертежи
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.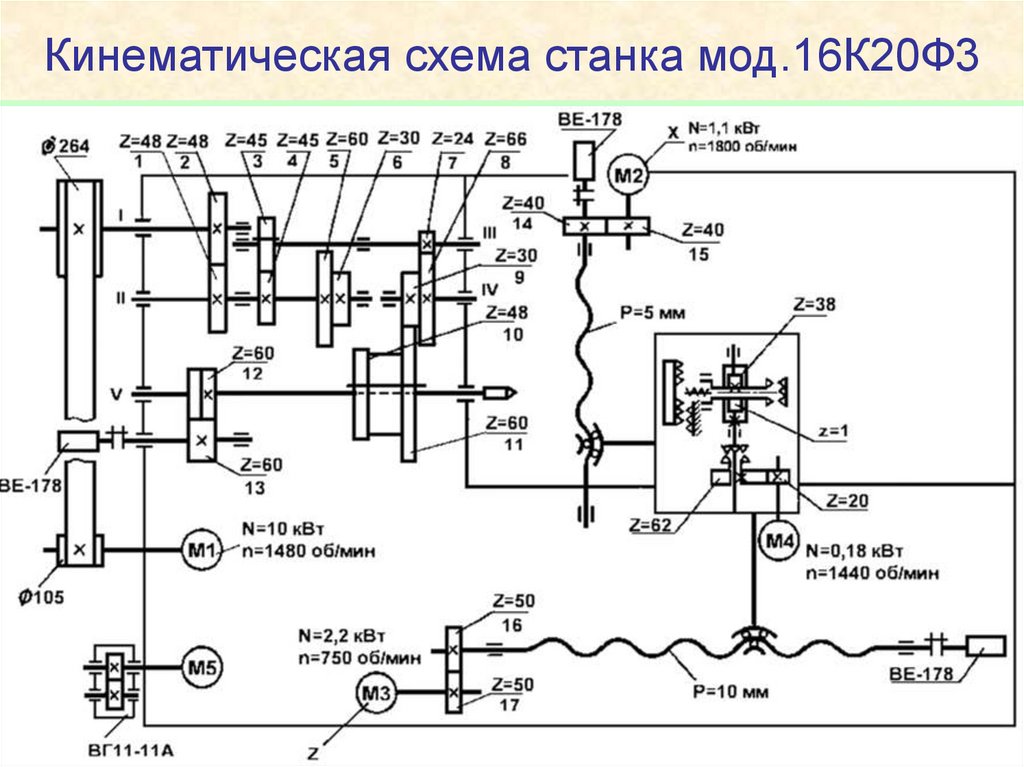 п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Что такое фартук станка?
Узел, преобразующий движение ходового винта или вала в движение суппорта вдоль направляющих станины токарного станка называют фартуком. Фартук является частью механизма продольной и поперечной подачи резца, которая осуществляется вручную или механическим способом. К основным узлам фартука токарного станка можно отнести следующие детали:
- ходовой вал и ходовой винт,
- червяк, червячное колесо,
- разъёмная или маточная гайка,
- зубчатые колёса-шестерни,
- разъёмная гайка,
- маховик,
- рукоятки подачи.

В некоторых моделях станков количество всех деталей фартука может достигать до 150 и более единиц.
Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Паспорт токарно-винторезного станка 16К20
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 16К20» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке.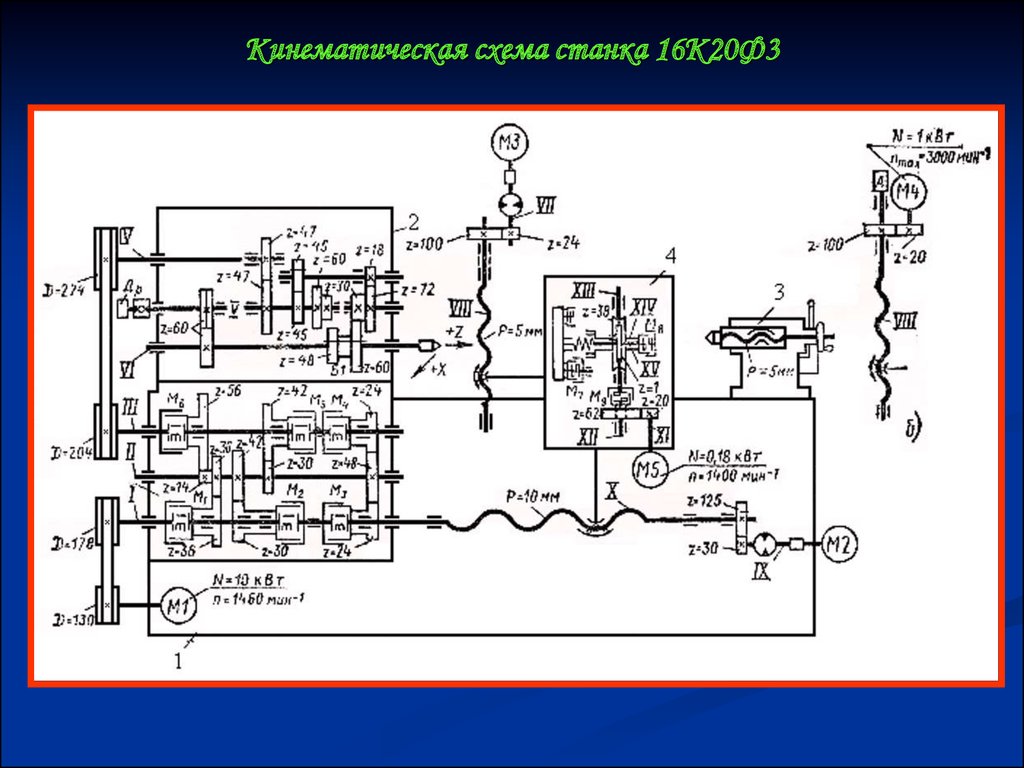 Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Содержание
- Введение
- Расспаковка и транспортирование станка
- Снятие антикоррозионых покрытий
- Установка станка
- Подготовка станка к пуску
- Смазка станка
- Электрооборудование станка
- Пневмооборудование станка
- Органы управления
- Пуск станка и некоторые условия эксплуатации
- Указание по использованию и установке патронов и люнетов
- Механика станка
- Краткое описание основных узлов и их регулирование
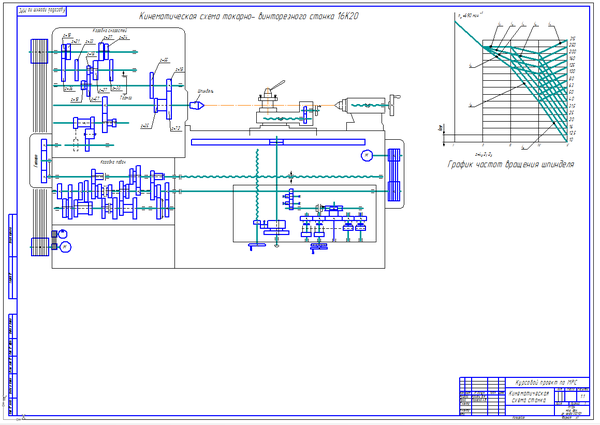
- Кинематическая схема станка
- Схема расположения подшибников
- Характерные возможные неисправности.
- Ремонт.
- Указания о проведении контроля точности
- Паспорт станка
- Приложения
Скачать паспорт токарно-винторезного станка 16К20 в хорошем качестве можно по ссылкам расположенным ниже:
Фартук токарного станка
Узлы токарного станка
В фартуке расположены механизмы, преобразующие вращательное движение ходового винта и ходового вала в поступательное перемещение суппорта.
Кинематическая схема фартука
На рис. 241 показана кинематическая схема фартука токарно-винторезного станка 1А62. На ходовом валу II на скользящей шпонке сидит зубчатое колесо z — 40, перемещающееся вместе с фартуком. Это зубчатое колесо при вращении вала приводит в движение зубчатые колеса z = 40 и z = 33 блока Б1 и через паразитное колесо z=38 и левое колесо z=33 блока Б2 передает вращение четырехзаходному падающему червяку. Если блок Б2 передвинут в правую сторону и его колесо z = 40 сцеплено с колесом z=40 блока Б1, падающий червяк будет вращаться в обратном направлении, так как паразитное колесо z=38 в зацеплении участвовать не будет.
Рис. 241. Кинематическая схема фартука токарно-винторезного станка 1А62
Падающий червяк вращает червячное колесо z = 30, сидящее на валу VII. По шлицевой части этого вала можно перемещать зубчатое колесо z = 24, сцепляя его либо с колесом z = 50 вала VI для получения механической продольной подачи, либо с колесом 2 = 65 вала VIII для получения механической поперечной подачи.
При сцеплении зубчатого колеса z = 24 с колесом z = 50 вращается также колесо 2 = 23. От него получают вращение колеса z = 69 и z= 12, сидящие на валу V. Зубчатое колесо 2= 12 катится по рейке, прикрепленной к станине, и сообщает таким образом механическую продольную подачу суппорту.
В продольном направлении суппорт можно перемещать также вручную, вращая маховичок, сидящий на конце вала IV. Этот маховичок через колеса z = 15 и z = 69 вращает вал V с реечным колесом z = 12.
Если сцепить колесо 2 = 24, сидящее на шлицевом валу VII, с колесом 2 = 65 на валу VIII начнет вращаться колесо 2 = 20 и винт IX поперечной подачи, в результате чего суппорт получит механическую поперечную подачу.
Можно осуществлять поперечную подачу суппорта также вручную, вращая рукоятку, закрепленную на конце винта IX. В этом случае предварительно выводят из зацепления колеса z = 65 и z = 24.
Чтобы включить продольную подачу при нарезании резьбы, нужно замкнуть разъемную гайку на ходовом винте I и при его вращении эта гайка вместе с фартуком будет перемещаться вдоль оси станка.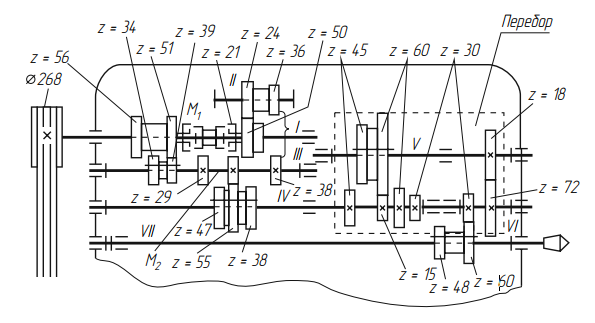
Падающий червяк
Особенность устройства фартука в станке 1А62 состоит в том, что его четырехзаходный червяк автоматически выключается, когда чрезмерно возрастает сопротивление движению суппорта, например, в момент его соприкосновения с продольным или поперечным упорами, вследствие внезапной перегрузки резца, от случайных препятствий и др. Это устройство называется падающим червяком, потому что при перегрузке червяк расцепляется (выпадает из зубьев червячного колеса) и дальнейшее перемещение суппорта прекращается.
Устройство падающего червяка показано на рис 242. Червяк 2 свободно сидит на валу 9, который при помощи шарнирной муфты 1 соединен с валом III (см. рис. 241). На конце червяка находится левая половина 3 кулачковой муфты, которая сцепляется с правой ее половиной 5 скошенными торцовыми кулачками. Правая половина муфты может перемещаться по шлицам вала 9. Пружина 7 прижимает правую половину муфты к левой половине, благодаря чему червяк 2 приводится в движение от вращающегося вала 9 и правой половины 5 муфты.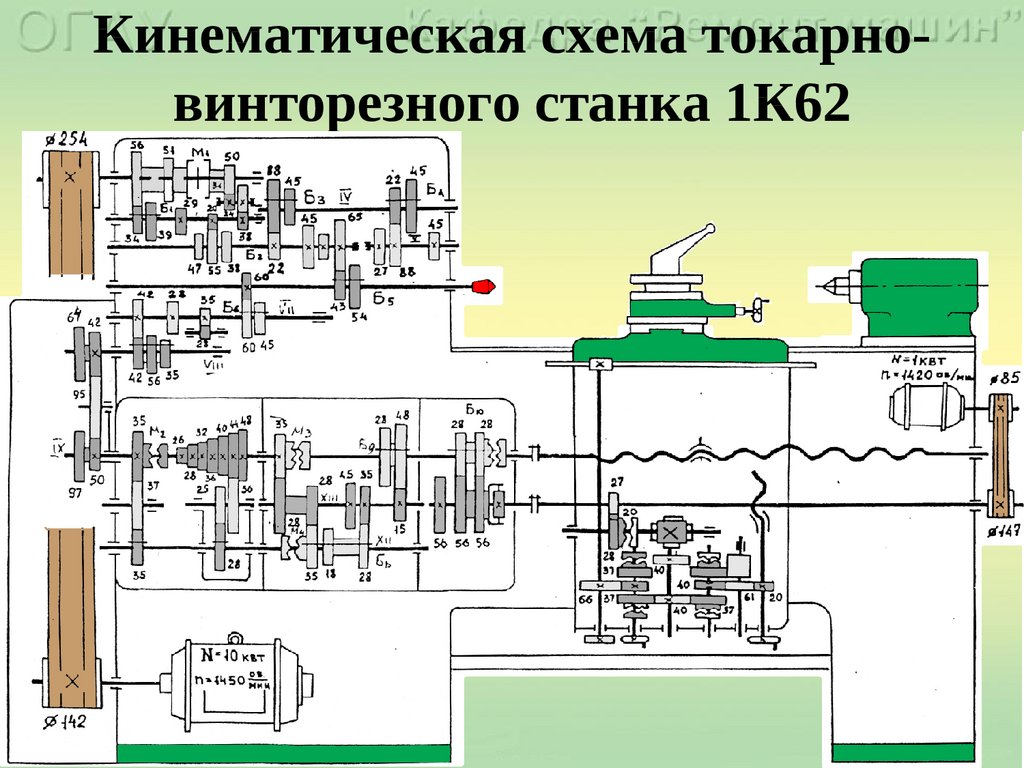
Рис. 242. Падающий червяк
Когда суппорт встречает какое-либо препятствие на своем пути, нагрузка на червячное колесо 2 = 30 сильно возрастает. В соответствии с этим будет возрастать сопротивление вращению червяка 2. Когда это сопротивление выйдет за пределы допустимого, правая половина кулачковой муфты 5, продолжающая вращаться, начнет поворачиваться относительно левой половины 3. При этом она отходит вправо, сжимая пружину 7 (см. рис. 242, б). Перемещаясь вправо, муфта 5 отодвинет кронштейн 8, который при помощи планки 6 поддерживает червяк в зацеплении с червячным колесом 2 = 30 (рис. 242, а). При отодвигании кронштейна 8 вправо (рис. 242, б) червяк, не поддерживаемый больше планкой 6, под действием собственного веса падает вниз, выходит из зацепления с червячным колесом, и подача прекращается.
Для включения червяка пользуются рукояткой 4, при помощи которой поднимается кронштейн 8 вместе с ним и планка 6.
Блокировка
Для предупреждения неправильных включений,
которые могут привести к поломке станка, инструмента или ранению рабочего, в механизмах токарно-винторезных станков обычно имеются блокировочные устройства. Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Например, нельзя включать механизм подачи, приводимый в действие от ходового вала, и одновременно соединять на ходовом винте половины разъемной гайки, так как это может привести к поломке станка; нельзя также одновременно включать продольную и поперечную подачи суппорта.
Конструкция блокировочных устройств токарно-винторезных станков весьма разнообразна. На рис. 243 показана схема механической блокировки подач в фартуке токарно-винторезного станка 1А62. Механизм блокировки устроен следующим образом. Рукоятка А, закрепленная на винте 1 с большим шагом резьбы, служит для перемещения гайки В с вилкой Б. Эта вилка, передвигая зубчатое колесо z = 24 вдоль вала VII (см. рис. 241), сцепляет ее либо с колесом z = 50 при включении продольной подачи, либо с колесом z=65 вала VIII при включении поперечной подачи.
При среднем положении колеса z = 24, как показано на рис. 245, ни продольная, ни поперечная подачи не включаются. В этом случае гайка В находится в таком положении, при котором выступ втулки Г свободно проходит через прорезь гайки В
и, таким образом, вал 2 можно вращать в любом направлении.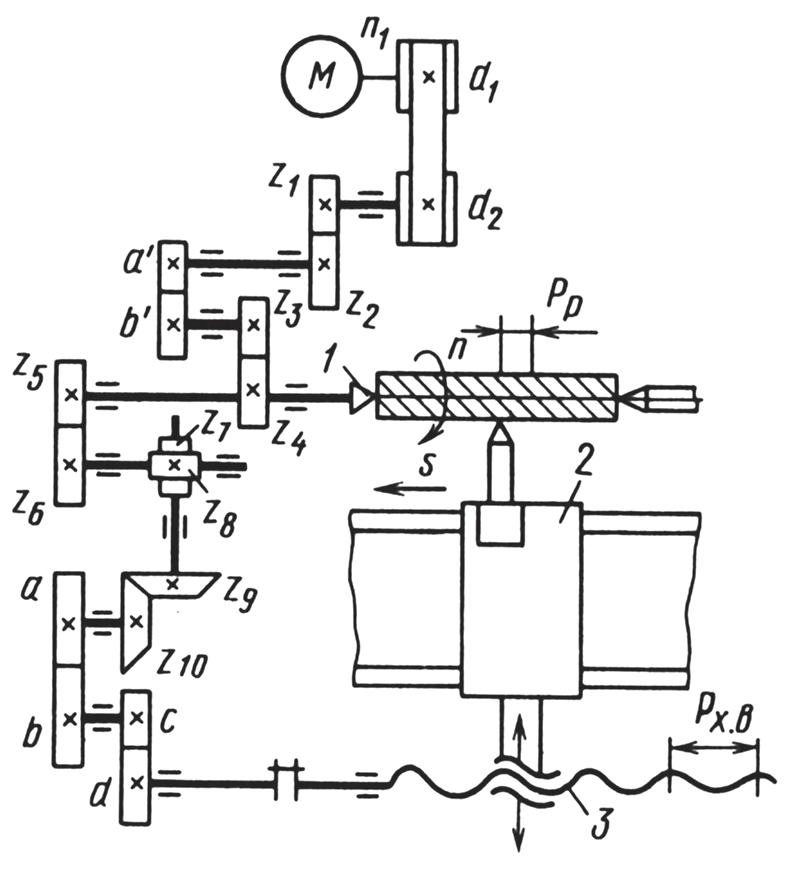 Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Вращением вала 2 с помощью рукоятки Д производится включение и выключение разъемной гайки. При выключенной подаче от ходового вала можно, вращая рукояткой Д вал 2, включать и выключать замок разъемной гайки. При запертом замке выступ втулки Г входит в вырез гайки В и не позволяет
Рис. 243. Блокировочный механизм токарно-винторезного станка 1А62
перемещать ее ни в ту, ни в другую сторону, т. е. не включать подачу от ходового вала. При открытом замке выступ втулки Г выходит из выреза гайки В и позволяет, перемещая ее, включать подачу от ходового вала. При этом выступы сместившейся гайки В не позволяют повернуть рукоятку Д влево и замкнуть замок ходового винта.
Похожие материалы
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20. 041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
 041.001
041.001Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Ремонт фартука
При ремонте фартука станка часто требуется его снятие со станины и разборка. Снимаются и очищаются валы и шестерни, выполняется замена всех подшипников, стопорных и дистанционных колец. Изношенные детали, валы и шестерни меняются на новые, производится чистка корпуса, промывка механизма аварийного выключения подачи. Перед отправкой заказчику проводятся испытания. Ремонт фартука токарного станка выполняется специалистами, имеющими опыт выполнения подобных работ, на новое и отремонтированное оборудование даётся заводская гарантия.