Кислород пропан резак: Кислородно-пропановая резка металла — Ковка, сварка, кузнечное дело
Содержание
Как настроить газовый резак
Как правильно собрать резак с баллонами (кислород+пропан), каков порядок подготовительных работ? Подскажите хорошую модель резака.
Резак МАЯК-2-01 газосварочный
Для корректной работы с подобным оборудованием одной только теории будет мало. Перед началом обязательно нужно попрактиковаться на постах с специалистами, которые имеют опыт. Неправильные действия могут привести даже к трагическому случаю. Техника безопасности здесь должна быть на первом месте.
Инструкция по сбору газового резака
- Устанавливаются редукторы: синий закручивается на баллон с кислородом (далее О2), красный — на пропановый. Перед закручиванием проверьте состояние резиновых прокладок. Осмотрите вентиль с О2. Не допускаются следы масла и жира на его поверхности (будьте внимательны, может привести к взрыву)
- Не допускается наличие дефектов на штуцере. Если присутствуют — их правят напильником. Если этого не сделать резиновая прокладка редуктора будет травить.

- Подберите шланги по резьбам (левосторонняя, правосторонняя).
Тоже внимательно осмотрите их на отсутствие повреждений. Они соединяются с резаком и редуктором хомутами.
По технике безопасности: нельзя продувать рукав для пропана кислородом или менять рукава между собой. - на штуцер с горюч. газом резака устанавливается клапан обратного удара.

Как пользоваться — проверка инжекции (если имеется)
- Рукав для О2 подсоединяется к соответствующему штуцеру, газовый — освобождается (откручивается)
- Открывается барашек кислородного редуктора
- Откручивается барашек кислорода и горюч. газ на резаке
- Проверяется инжекционная способность на штуцере с газом: обычно прислоняется палец, его должно притягивать
- если притягивает, значит, все вы собрали правильно, в обратную сторону не будет удара благодаря хорошей инжекции
Далее присоединяется шланг с пропаном.
Дается его давление 0.5. Соотношение газа к О2 считается как 1 к 10. Если, например, первого мы даем 5 атм., то пропана нужно задавать 0.5 атм.
Если, например, первого мы даем 5 атм., то пропана нужно задавать 0.5 атм.
Как работать газовым резаком — правильное зажигание смеси
- Открывается немножко барашек О2 и газовый (на полоборота), смесь поджигается.
- Теперь необходимо упереться в металл и добавить О2 до появления коронки – все готово к выполнению задач
- Закрываются вентили в обратном направлении. Первым всегда закрывается горючий газ, затем О2
Самое главное в работе помнить, если произошло затухание пламени, чтобы остановить работу и избежать обратного удара, необходимо перекрыть подачу пропана и добавить О2 на несколько секунд. Если закрыть О2 – может прогреметь взрыв.
Вопрос выбора, какой лучше
Сегодня популярностью пользуются:
- все тот же старый добрый Маяк (2-2Р РЫЧАЖНЫЙ; 2-01) и РЗП-02М
- Ацетиленовые Р1А LATION с удлиненной ручкой и РС-2А-100
- Универсальные (Р2-01 УШЛ; Р3 П; Р1П) с внутриголовочным смешением газов и смешением газов в мундштуке.

- Резак Р3-300К с клапаном КР – служит в десяток раз дольше, чем инжекторный
Отзыв о резаке Harris
- Ну и отдельно, хочется отметить Harris 62-5 c двумя наконечниками. Это дорогостоящий резак для профессиональных рабочих, которые любят себя «побаловать».
Имеет расширенные технические возможности. Вес побольше, чем у Маяков. Мундштуки имеет маленькие, можно сказать игрушечные, но при этом они продувают довольно большую глубину при удивительно низком давлении на манометрах.
Рез лучше, чем у Маяков и расход в разы уменьшается. Приятная экономия.
Особенности резки металла пропаном и кислородом
Одним из самых распространенных способов обработки металла является резка металла пропаном и кислородом. Она достаточна проста, не требует приобретения дорогостоящих станков, доступна для работ в так называемых полевых условиях.
Схема кислородного резака.
Газовая резка металла – это процесс, когда кислород смешивается с пропаном (подходят и некоторые другие горючие газы, например, ацетилен) и подогревает поверхность, которую нужно разрезать, до температуры начала горения данного металла. Затем подается струя режущего кислорода и воспламеняется при контакте с нагретой поверхностью. Так происходит разделение.
Затем подается струя режущего кислорода и воспламеняется при контакте с нагретой поверхностью. Так происходит разделение.
Применение такого способа резки ограничено требованиями к обрабатываемому металлу.
Металл должен иметь температуру горения меньше, чем температура его плавления. Если не соблюдать это правило, расплавленный, но несгоревший металл тяжело удаляется из полости реза.
Оксиды, образующиеся в полости реза при воздействии режущего кислорода, должны иметь температуру плавления ниже, чем аналогичный параметр самого металла. Это также необходимо для облегчения удаления их из полости реза.
Технология кислородной резки.
Высокий тепловой эффект образования окислов, т. к. при резке наибольшее количество теплоты образует именно окисление металла. Это нужно для нагревания участков металла, примыкающих к зоне резки, и обеспечения непрерывности процесса.
Низкая теплопроводность металла. При высоких значениях этого показателя теплота быстро уходит из области резки, и возникают трудности с подогреванием до температуры горения..jpg)
Подробные значения для этих параметров можно уточнить в справочниках. Как правило, их включают и в рефераты.
Исходя из этого, кислородно-пропановая резка и сварка металла может применяться для низкоуглеродистых и низколегированных сталей и титановых сплавов. Стали, содержащие больше 1% углерода, можно резать таким способом только при добавлении специальных порошкообразных флюсов. Они вдуваются в зону резки вместе с режущим кислородом. Сгорая, флюс выделяет недостающее тепло, а также образует оксиды, которые взаимодействуют с оксидами обрабатываемого металла и разжижают их, облегчая удаление. В качестве добавок во флюс используют порошок алюминия, кварцевый песок и др.
Не подходит резка газом для обработки чугуна по причине высокой температуры горения и низкой температуры плавления. Высоколегированные стали и алюминий образуют при газовой резке тугоплавкие оксиды и шлаки. Медь имеет небольшую теплоту сгорания.
Подготовка поверхности и сама резка
В первую очередь с поверхности металла убирают ржавчину и прочие загрязнения.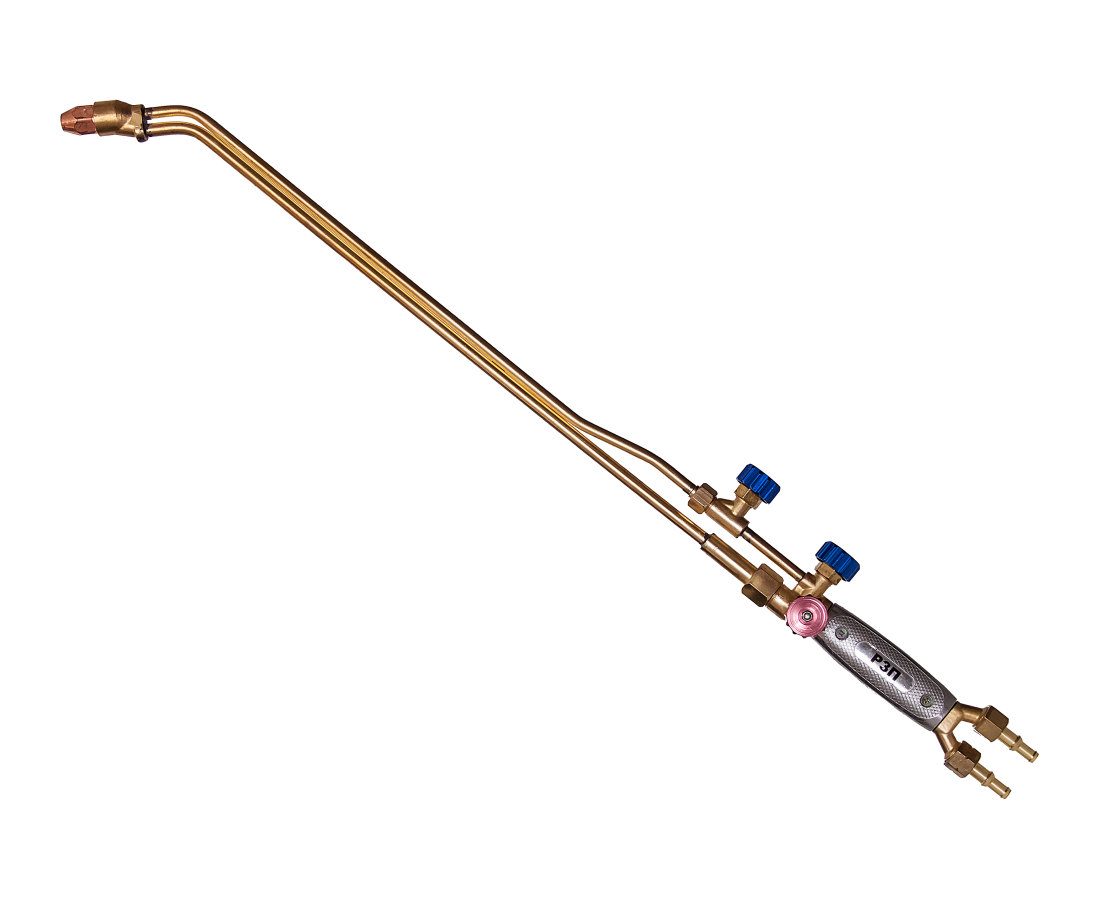 Заготовку или лист нужно установить в такое положение, чтобы обеспечить свободу для выхода струи режущего газа сквозь нее.
Заготовку или лист нужно установить в такое положение, чтобы обеспечить свободу для выхода струи режущего газа сквозь нее.
В начале операции резки поверхность металла подогревается в месте реза до температуры горения металла (1200 – 1350°С) смесью кислорода и горючего газа. Затем подается режущий кислород, который воспламеняется от контакта с нагретой поверхностью и кроит металл. Особенно важно в этом процессе обеспечить непрерывную подачу кислорода, чтобы пламя не погасло, иначе придется снова разогревать поверхность.
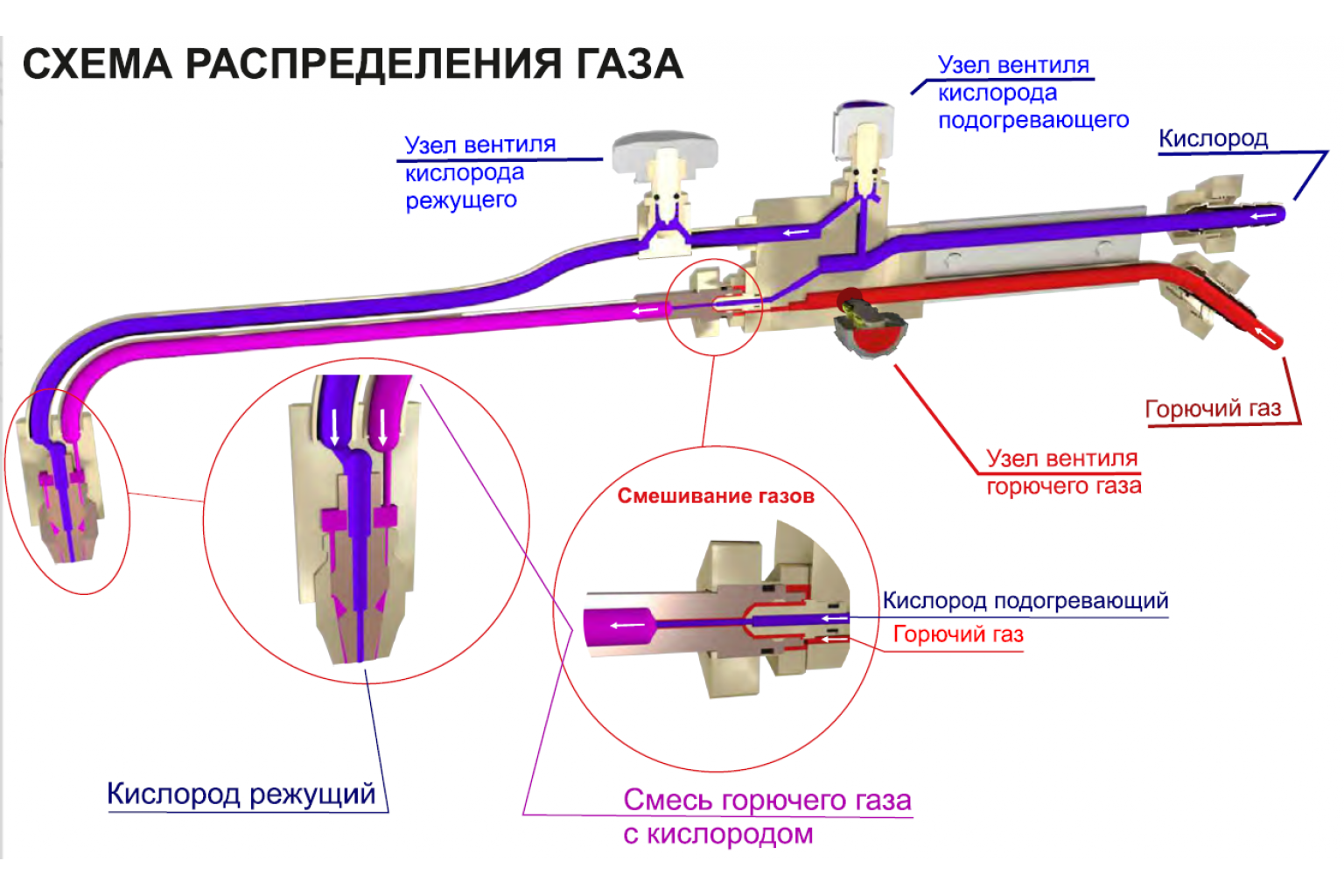
Схема работы газовым резаком.
Производительность и качество резки тем выше, чем больше процент чистоты применяемого кислорода. Когда струя кислорода врезается в толщу металла, скорость и мощность подачи падает, и происходит ее искривление. Чтобы это исправить, нужно струю наклонить.
Кроме того, режущая струя имеет форму конуса, расширяясь в нижней части. Это приводит к повышению ширины реза при обработке толстолистового металла и образованию окалины снизу.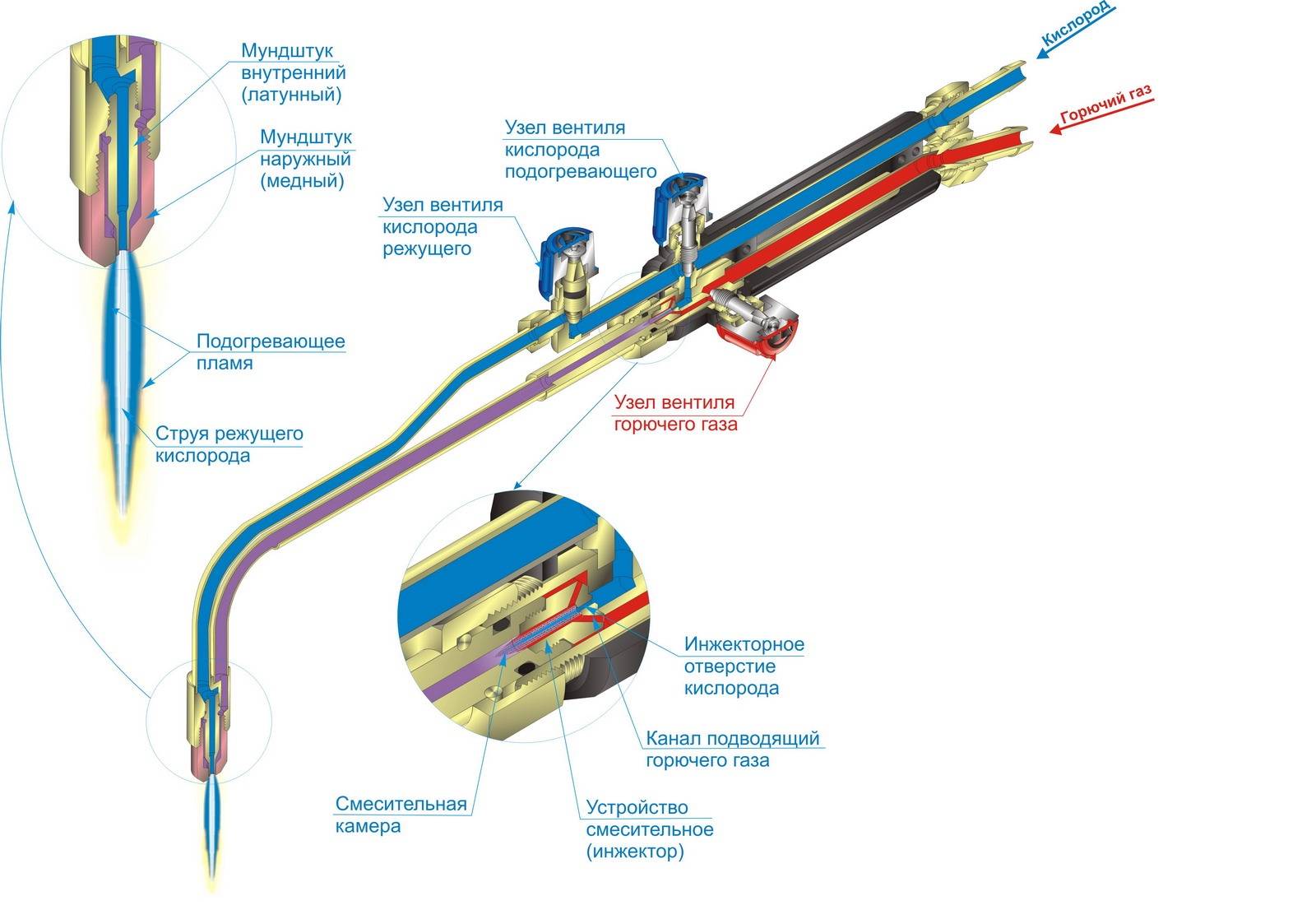 Чтобы этого избежать, нужно увеличить мощность пропорционально толщине металла, но не слишком увлекаясь, т. к. это приведет к повышенному расходу кислорода и появлению окалины на верхней кромке реза.
Чтобы этого избежать, нужно увеличить мощность пропорционально толщине металла, но не слишком увлекаясь, т. к. это приведет к повышенному расходу кислорода и появлению окалины на верхней кромке реза.
Первостепенные параметры резки – давление кислорода и скорость резки.
Давление кислорода в значительной степени влияет на качество резки. Слишком высокое давление приведет к ухудшению качества реза, также увеличивается и расход. Недостаточно высокое давление не позволит прорезать всю толщину металла и затруднит удаление окислов.
Эффективность работы напрямую зависит от скорости резания. Она выбирается исходя из свойств металла. Контролируют этот параметр по тому, как идет выброс искр и шлаков. Если скорость выбрана верно, искры направлены вниз под углом 85 – 90°. Если фонтан искр опережает движение резания, то скорость меньше чем нужно. Завышенная скорость характеризуется отставанием потока искр от резака и не позволяет разрезать заготовку насквозь.
При горении углерода образуется окись СО, при реакции с железом это повышает содержание углерода на поверхности реза и приводит к образованию закаленных структур в металле. Края нагреваются неравномерно, это приводит к появлению напряжения и несколько укорачивает их, из-за чего возникают деформации и образование трещин.
Края нагреваются неравномерно, это приводит к появлению напряжения и несколько укорачивает их, из-за чего возникают деформации и образование трещин.
Для предупреждения этого процесса производится газовая сварка с предварительной очисткой поверхности реза механическим способом.
Вернуться к оглавлению
Виды резки металла газом
Газы для кислородно-газовой резки.
Резка металла газом подразделяется на разделительную, поверхностную и ударную.
Разделительная резка. Когда выполняется резка металла пропаном и кислородом, он полностью разделяется при нагревании смесью газов и сгорает, образующиеся окислы выдуваются режущим кислородом. Находит свое применение при обработке форматного металла и металлопроката, изготовлении заготовок.
Поверхностная резка. Применяется при необходимости удалить часть металла, например, изготовить канавку, убрать поверхностные дефекты т. д.
Для того чтобы сделать отверстие в металле, применяется ударная резка кислородным копьем. Толстостенные трубки из низкоуглеродистой стали нагревают до температуры воспламенения металла, затем включают подачу кислорода. От контакта с нагретым рабочим концом трубки он воспламеняется, затем трубку вдавливают в металл, и появляется отверстие. Если нужно прожечь отверстие большой толщины, подразумевается, что нужно так закрепить заготовку, чтобы облегчить удаление шлаков.
Толстостенные трубки из низкоуглеродистой стали нагревают до температуры воспламенения металла, затем включают подачу кислорода. От контакта с нагретым рабочим концом трубки он воспламеняется, затем трубку вдавливают в металл, и появляется отверстие. Если нужно прожечь отверстие большой толщины, подразумевается, что нужно так закрепить заготовку, чтобы облегчить удаление шлаков.
Выполнить газовую резку металлов можно ручным, автоматическим и полуавтоматическим способами.
Ручная газовая сварка и резка металлов подразумевает применение одного и того же оборудования для выполнения работ, хотя при этом кислородно-пропановая сварка не получила широкого применения, т.к. при смешивании с кислородом наибольшую температуру сварочного пламени дает другой газ – ацетилен. Горелку заменяют на резак, газ берется из баллонов, в которых он находится в сжиженном виде. Используется этот способ, как правило, на небольших предприятиях или в частном порядке и предполагает небольшой расход газа.
Вернуться к оглавлению
Достоинства и недостатки метода
Преимущества ручной резки металла газом:
Схема поверхностной газовой резки.
Можно разрезать металлопрокат толщиной до 80 мм.
- Резы любой сложности и конфигурации.
- Отсутствуют жесткие требования к помещению, в котором будут проводиться работы, не нужно предусматривать центральный кабель заземления.
- Ручные модели резаков мобильны, нет трудностей с транспортировкой.
- Способ относительно быстрый и универсальный.
- Кроме самой резки можно выполнить поверхностную подготовительную обработку.
- Хорошее соотношение между ценой и качеством обработки заготовок.
Недостатки метода:
- Нельзя резать металлопрокат свыше 80 мм, включая и нержавеющую сталь.
- Ограниченность в применении (режут только углеродистые стали и чугун).
- Большие линейные отклонения реза, достигающие 7 – 8 мм на 1 п. м.
- Низкое качество кромки (окалина, неровный край).

- Детали требуют последующей механической обработки.
- Значительная ширина реза для толстолистового металла (до 3 мм)
- Большая зона термического воздействия.
- Низкая производительность, необходимость в дополнительных инструментах и приспособлениях.
Автоматическая и полуавтоматическая резка распространена на промышленном производстве средних и крупных масштабов, там, где нужно гарантировать высокое качество и требуется большая производительность.
Специализированная техника позволит выполнить криволинейные резы любой сложности, изготовить фланцы, диски, подготовить кромки для сварки, минимизировать последующую обработку деталей.
Набор для кислородно-пропановой резки
Набор для резки кислородно-пропанового подрядчика — SWP2038
ВХОД
|
МОЯ КОРЗИНА
|
0 ТОВАРОВ
| ОБЩИЙ
0,00 фунтов стерлингов
- Главная
- Продукция
- Дуговое оборудование
- Laser Welding
- Mig Welders
- Mig Welder Compacts
- ESAB Mig Welders
- Miller Mig Welders
- Fronius Mig Compacts
- Ja sic Mig Compacts
- Сварочные аппараты Kemppi Mig, Compacts
- MIG разделяет
- FRONIUS MIG разделяет
- ESAB MIG разделяет
- Miller MIG разделяет
- Kemppi MIG разделяет
- JASIC MIG разделяет
.
- Mig Welder Compacts
- Серия горелок Mig
- Горелки Mig Binzel
- Запасные части горелок Mig Binzel
- Горелки Mig Fronius и запасные части
- Запасные части горелок Mig ESAB
- Горелки Mig Kemppi и Запчасти
- Принадлежности для Mig
- Аппараты для сварки TIG
- Аппараты для сварки TIG AC/DC
- Аппараты ESAB для сварки TIG AC/DC
- Аппараты Miller для сварки TIG AC/DC
- Fronius AC/DC T ig Welders
- Kemppi AC/DC Tig Welders
- Сварочные аппараты Jasic AC/DC TIG
- Сварочные аппараты TIG постоянного тока
- Сварочные аппараты Kemppi DC TIG
- Сварочные аппараты Jasic DC TIG
- Сварочные аппараты Fronius Mobile DC TIG
- Сварочные аппараты ESAB DC TIG
- Мельница er DC Tig Welders
- Аппараты для сварки TIG AC/DC
- Сварочные горелки Tig и запасные части
- Горелки Tig Weldmark и запасные части
- Горелки Weldcraft Type
- Запасные части горелок Weldcraft
- Запасные части Fronius Tig
- Горелки Esab Tig
- Аксессуары Tig
- Инверторные сварочные аппараты MMA
- Источники питания BritArc/TecArc MMA
- Источники питания Esab MMA
- Источники питания Kemppi MMA
- Fronius Источники питания MMA
- Сварочные аппараты Jasic MMA Сварочные аппараты
- Плазменная резка и строжка ArcAir
- Плазменные резаки Hypertherm
- Запасные части для плазменной резки Hypertherm
- Станок плазменной резки с ЧПУ Swift-Cut
- Станки плазменной резки Esab
- Оборудование ArcAir
- Сварочные аппараты с приводом от двигателя
- Бензин
- Дизель
- Моза Дизель
- Газовое оборудование
- Баллоны, тележки и аксессуары
- Баллоны
- Адаптеры
- Тележки для газовых баллонов
- Магнитные предупреждающие ромбы
- Машины для резки
- Экономайзеры
- Обратные разрядники
- Шланги и фитинги
- Муфты
- Подогнанные шланги
- Обратные клапаны для шлангов 9 0011
- Гайки
- O-образные зажимы
- Сплайсеры
- Хвосты
- Сопла
- Сопла для резки ацетилена
- ANM
- ASNM
- AFN/ASFN
- Сопла для пропановой резки
- Режущие сопла PNM
- Режущие сопла VVC
- Сварочные сопла
- Строжальные сопла AGNM
- Нагревательные сопла
- Пропан
- AHT Тип Ацетилен
- Сопла для резки ацетилена
- Регуляторы, одноступенчатые, многоступенчатые
- Одноступенчатые
- Многоступенчатые
- Фитинги и аксессуары для регуляторов
- Двойные выпускные клапаны
- Расходомеры
- Горелки для сварки и резки
- Нагнетательные трубки для сварки и резки
- Мешалки
- Аксессуары для горелок
- Направляющие для резки
- Нагревательные горлышки
- Нагрев Адаптер
- Головная гайка
- Оборудование для сварки и резки
- Баллоны, тележки и аксессуары
- Принадлежности для дуги и газа
- Принадлежности для дуги
- Термические копья
- Средства защиты от брызг
- Кабели, соединители, наконечники и вилки
- Кабель
- Электрические вилки и розетки
- Соединители
- Наконечники
- Отбойные молотки и проволочные щетки
- Зажимы заземления и держатели электродов
- Зажимы заземления
- Держатели электродов
- Колчаны/печи для электродов
- Распылители, маркеры и пасты
- Сварочные калибры и инспекционные зеркала
- Зажимы и мелкие инструменты
- Принадлежности для газа
- Очистители форсунок
- Плоскогубцы для зажимов
- Гаечные ключи и шпиндельные ключи
- Зажигалки и кремни
- Принадлежности для дуги
- Расходные материалы
- Углерод Arc-Air
- Флюсы/порошки
- Проволока Mig
- Проволока Mig из алюминия
- Проволока Mig из медного сплава
9001 0 Наплавка Mig Wires
- Проволока Mig из мягкой стали
- Катушки 0,7 кг
- Катушки 5 кг
- Катушки 15/18 кг
- Самозащитная проволока Mig из мягкой стали
- Проволока Mig из нержавеющей стали
- Электроды MMA
- Мягкая сталь общего назначения
- Murex общего назначения
- Oerlikon общего назначения
- Elga общего назначения
- Bohler общего назначения
9001 0 Esab общего назначения
- Мягкая сталь общего назначения
- Низководородный
- Esab Низководородный
- Murex Низководородный
- Elga Низководородный
- Железный порошок
- Железный порошок Esab
- Железный порошок Murex
- Нержавеющая сталь
- Esab Нержавеющая сталь
- Elga Нержавеющая сталь
- Непохожий
- Эльга Непохожий
- Чугун
- Чугунные электроды Esab
- Чугунные электроды UTP
- Наплавка
- Наплавка Esab
- Строжка
- Дуговое оборудование
- Серебряные припои и припой
- Присадочная проволока TIG и газ
- Алюминиевая присадочная проволока
- Присадочная проволока из стали
- Присадочная проволока из нержавеющей стали
- Присадочная проволока из бронзы 900 11
- Медная присадочная проволока
- Вольфрамовые электроды
- Вольфрамовые электроды переменного и постоянного тока
- Вольфрамовые электроды переменного тока
- Вольфрамовые электроды постоянного тока
- Безопасность
- Сварочные маски и маски с автоматическим затемнением
- Стандартные пассивные каски и маски
- Запчасти для касок
- Шапки и капюшоны
- Одежда из хлопка 9001 1
- Маски и защитные очки
- Перчатки и рукавицы
- Защитные очки и очки
- Защитные щитки
- Одежда повышенной видимости
- Кожаная одежда
- Куртки
- Фартуки и гетры
- Рукава
- Линзы
- Стандартные линзы диаметром 50 мм/2 дюйма
- Стандартные 4 1/4 x 2 дюйма
- Стандартные 4 1/4 x 3 1/4 дюйма
- Стандартные 110 x 90 мм 900 11
- Jackson
- Автоматическое затемнение/ Диоптрийные линзы
- Esab/диоптрийные линзы
- Линзы Speedglas
- Линзы BritArc
- Линзы Miller/Horizon/Quantum/Servore
- Сварочные экраны, сварочные шторы, сварочные одеяла, рамки
- Абразивы
- Абразивы и специальные материалы 3M
- Лепестковые, шлифовальные и шлифовальные круги
- Отрезные и шлифовальные диски
- Обдирочные диски Сталь
- Отрезные диски Сталь
- Алюминиевые шлифовальные диски
- Отрезные диски из алюминия
- Шлифовальные диски
- Шлифовальные диски Al Ox/Zirc
- Лепестковые и полировальные круги
- Гибкие опорные тарелки
- Твердосплавные борфрезы
- Абразивы и специальные материалы 3M
- Системы вытяжки сварочного дыма
- Портативные системы вытяжки
- Вытяжка сварочного дыма Kemper
- Продукты неразрушающего контроля
- Аэрозоли для неразрушающего контроля
- Оборудование для неразрушающего контроля
- Электроинструменты
- Угловые шлифовальные машины
- Дрели, плоскошлифовальные машины и ударные гайковерты
- Электропилы
- Рабочее оборудование
- Оборудование для валидации
- Оборудование для валидации
- Эйвонмут
- Барнстейпл
- Фархэм
- Плимут
- Пул
- Редрут
Поиск продукта
Главная > Продукты > Газовое оборудование > Оборудование для сварки и резки >Набор кислородно-пропановой резки
Деталь № SWP2038
Наша цена:
£294,62 с НДС
245,52 фунтов стерлингов
без НДС
- Описание продукта
Набор для подрядчика по кислородно-пропановой резке — SWP2038
Содержимое:
- 18″ — 90-градусная нагнетательная трубка для резки
- Одноступенчатый заглушенный кислородный регулятор 10 бар
- Одноступенчатый заглушенный пропановый регулятор, 4 бара
- Подогнанный шланг для кислорода 10 мм x 10 м x 3/8HCV
- Подогнанный шланг для пропана 10 мм x 10 м x 3/8HCV
- Кислородный разрядник
- Пламегаситель топливного газа
- Резка P-NMS Сопла 1/32, 3/64
- Зажигалка с чашкой
- Комбинированный гаечный ключ DF
- Набор для сварки и резки, тип 5
- Легкий набор для сварки и резки
- Набор для подрядчика по кислородно-ацетиленовой резке
- Комплект для сварки и резки, тип 5 — расширенный
- Переносной набор для сварки и резки
- Дуговое оборудование
- Газовое оборудование
- Принадлежности для дуги и газа
- Расходные материалы
- Безопасность
- Абразивы
- Системы удаления сварочного дыма
- Продукты неразрушающего контроля
- Электроинструменты
- Оборудование для проверки
В настоящее время у вас не включен Javascript. Мы рекомендуем вам включить Javascript для более эффективного использования этого веб-сайта.
Мы рекомендуем вам включить Javascript для более эффективного использования этого веб-сайта.
Быть терпеливым | Последние разработки в области болезни Альцгеймера
Последние новости
Взгляд в будущее: генная терапия болезни Альцгеймера
Саймон Спичак, MSc | 14 июля 2023 г.
Эта статья стала возможной благодаря спонсорской поддержке компании Lexeo Therapeutics. Редакция журнала «Being Patient» подготовила интервью и статью без процесса рецензирования/утверждения со стороны…
AAIC Patient Voices Phil’s Journal
Журнал Фила: Перед AAIC в Амстердаме ведущие защитники болезни Альцгеймера взвешивают свое мнение
Фил Гутис | 14 июля 2023 г.
На следующей неделе в Амстердаме ожидается рекордное количество людей — 6 524 и продолжает расти — на ежегодную международную конференцию Ассоциации болезни Альцгеймера. Как…
Подробнее
адугельм (адуканумаб) страховка против амилоидов Голоса пациентов Журнал Фила
Журнал Фила: что такое «качество жизни?» Грустное прощание и тяжелое решение
Фил Гутис | 13 июля 2023 г.
Мы приехали к ветеринару в час ночи. Наш 10-месячный котенок Пиппин начал странно дышать днем, но мы подумали…
Подробнее
Препараты для лечения болезни Альцгеймера антиамилоиды донанемаб
Следующий антиамилоид для лечения болезни Альцгеймера: донанемаб
Элефтерия Кодосаки | 13 июля 2023 г.
Американская фармацевтическая компания Eli Lilly в мае 2023 года объявила об обнадеживающих результатах клинических испытаний своего нового лекарства от болезни Альцгеймера. Согласно…
Подробнее
Другие статьи
Разрушающие мифы добавки для здоровья мозга
Дуэйн Меллор | 20 июня 2023 г.
Работают ли добавки с куркумой? Вот что говорит наука
Куркума используется людьми уже более 4000 лет. Наряду с кулинарией и косметикой, это был основной продукт традиционной…
Подробнее
Саймон Спичак, MSc | 3 апреля 2023 г.
Работает ли Неурива Плюс? Урегулированный судебный процесс запрещает его создателям заявлять, что это так
Принимали бы вы добавку, например, добавку для здоровья мозга Neuriva Plus, которая утверждает, что улучшает работу вашего мозга? Ведь майим…
Подробнее
Терпение | 17 февраля 2022 г.
Могут ли витамины и добавки бороться с мозговым туманом COVID?
Есть несколько способов, которыми COVID-19 может оставить свой след в мозгу. Некоторые опасны для жизни — от сильного отека мозга до…
Подробнее
Саймон Спичак, MSc | 30 марта 2023 г.
Работают ли добавки с серином? Исследование говорит: «Проявляйте осторожность»
Привлекательность таблеток для стимуляции работы мозга очевидна: простое решение, которое поддерживает когнитивные функции, делает вас более острым и улучшает вашу память. Этот вид…
Подробнее
Другие статьи
В поисках лечения и лечения
Саймон Спичак, MSc | 12 апреля 2023 г.
Заполнение пустоты: борьба за лечение болезни Альцгеймера на более поздних стадиях
Когда отец Джулии Флеминг впал в более поздние стадии слабоумия, вызванного болезнью Альцгеймера, она могла только наблюдать, как его навыки работы с компьютером и интерес к нему угасали. «…
Подробнее
Николас Чан | 27 сентября 2021 г.
Ваш путеводитель по одобренным FDA лекарствам от болезни Альцгеймера
Болезнью Альцгеймера страдает каждый третий человек старше 85 лет, и масштабы эпидемии только усугубляются. Пока там…
Подробнее
Саймон Спичак, MSc | 14 апреля 2023 г.
На пороге полного одобрения FDA новые подробности о смерти Лекемби
В июне Управление по санитарному надзору за качеством пищевых продуктов и медикаментов примет решение о предоставлении полного одобрения антиамилоидному препарату для лечения болезни Альцгеймера компании Biogen и Eisai Leqembi (общее название…
Подробнее
Саймон Спичак, MSc | 21 марта 2023 г.
Эти малоизвестные токсичные белки обнаруживаются в 60% случаев болезни Альцгеймера
«Анна Каренина» начинается знаменитой строкой: «Все счастливые семьи похожи друг на друга; каждая несчастливая семья несчастлива по-своему». Принцип держится…
Подробнее
Другие статьи
Генетика и здоровье мозга
Саймон Спичак, MSc | 4 мая 2022 г.
Является ли болезнь Альцгеймера генетической?
Революционные достижения в области технологий секвенирования генов открыли новые пути для понимания здоровья и болезней. Ученые могут секвенировать наш генетический код для поиска…
Подробнее
Саймон Спичак, MSc | 2 марта 2023 г.
Как ген APOE4 влияет на мой риск болезни Альцгеймера?
ДНК человека содержит до 25 000 различных генов. Невероятно думать, что всего одна маленькая мутация может…
Подробнее
Кристин Барба | 2 января 2019 г.
Гены, меняющие жизнь: «У меня может быть 50% шанс заболеть болезнью Альцгеймера к 50 годам»
Будучи студентом колледжа, Марти Рейсвиг решил пригласить свою девушку на воссоединение семьи. После того, как он заметил, что многие его родственники борются с…
Подробнее
Николас Чан | 21 января 2021 г.
Рассматриваете генетическое тестирование на болезнь Альцгеймера? 3 вещи, которые нужно знать
Некоторые гены, такие как ApoE, играют важную роль в заболевании. Генетический вариант ApoE, известный как ApoE4, является сильнейшим генетическим фактором риска…
Подробнее
Другие статьи
Улучшение здоровья мозга
Кэти Куп | 28 марта 2023 г.
Обладают ли эти жители боливийской Амазонии секретом здоровья мозга?
По данным Всемирной организации здравоохранения, более 55 миллионов человек во всем мире страдают деменцией. И это число растет: каждый год почти 10 миллионов…
И это число растет: каждый год почти 10 миллионов…
Подробнее
Александра Марвар | 23 декабря 2020 г.
5 вещей, которые вы можете сделать сегодня, чтобы уменьшить стресс
Опекуны: если вы постоянно беспокоитесь или чувствуете тревогу, перегружены или в плохом настроении, если вам трудно сосредоточиться, если вы подавлены или взволнованы, если вы сами…
Подробнее
Саймон Спичак, MSc | 2 июня 2023 г.
«Как я могу предотвратить болезнь Альцгеймера?» Вот что говорит наука
Каждый год более 900 000 американцев диагностируют деменцию Альцгеймера. Только пять процентов этих случаев являются результатом генетической формы…
Подробнее
Александра Марвар | 2 сентября 2021 г.
Может ли слишком много кофе уменьшить ваш мозг? (И будет ли это иметь значение?)
Недавно пришли плохие новости для тех, кто постоянно употребляет кофеин: недавно исследователи обнаружили доказательства того, что употребление более шести чашек кофе в день может уменьшить…
Подробнее
Еще статьи
Диагностика деменции
Саймон Спичак, MSc | 7 февраля 2023 г.
Есть только один способ перепроверить диагноз деменции. Medicare отказывается покрывать это
Теперь, когда леканемаб одобрен Управлением по санитарному надзору за качеством пищевых продуктов и медикаментов (FDA) и возмещается Medicare, а также доступен на рынке под названием Leqembi, многие американцы…
Подробнее
Фил Гутис | 1 августа 2022 г.
Анализы крови при болезни Альцгеймера делают еще один шаг вперед
В этом году на конференции AAIC разработчик анализа крови на болезнь Альцгеймера представляет многообещающие данные, а Ассоциация болезни Альцгеймера предупреждает, что новые биомаркеры на основе крови не совсем…
Подробнее
Дебора Кан | 1 июня 2023 г.
Что такое ФТД? Эксперты по деменции объясняют симптомы, диагностику и уход
Узнав о диагнозе лобно-височной деменции у Брюса Уиллиса, у многих возникли вопросы о диагнозе и о том, чего ожидать. Кэти Брандт и доктор….
Подробнее
Николас Чан | 27 марта 2020 г.
«Обезоружить диагноз»: Джим Батлер о жизни после диагноза «деменция»
Терпение поговорило с Джимом Батлером, у которого четыре года назад диагностировали болезнь Альцгеймера, о его попытках «обезвредить» его диагноз, перепрограммировав его…
Подробнее
Другие статьи
Разнообразие и деменция
Алехандра О’Коннелл-Доменек | 17 апреля 2023 г.
Детище студенческого класса: латиноамериканская теленовелла о болезни Альцгеймера
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией «Быть терпеливым» при поддержке Eisai. Мужчина в ярко-желтой рубашке…
Подробнее
Рианна Паттерсон | 28 февраля 2023 г.
Подработка этого исследователя деменции: поддержка чернокожих женщин в науке
Эта статья является частью серии статей «Разнообразие и слабоумие», подготовленных компанией «Быть терпеливым» при поддержке Eisai. Для аспирантов Кембриджского университета и…
Для аспирантов Кембриджского университета и…
Подробнее
Саймон Спичак, MSc | 31 марта 2023 г.
Борьба Тони Гонсалеса за лучшее лечение болезни Альцгеймера в латиноамериканском сообществе США
Эта статья является частью серии Разнообразие и деменция, подготовленной компанией «Быть терпеливым» при поддержке Eisai. «Я ехал домой с работы и…
Подробнее
Саймон Спичак, MSc | 15 февраля 2023 г.
Кристиана Эги: Разрушение стигмы деменции для молодых и старых
Кристиана Эги — владелица Alexis Lodge — дома для более чем 20 человек, страдающих слабоумием. Но зачем останавливаться на достигнутом?…
Подробнее
Другие статьи
Совок пищевых добавок
Саймон Спичак, MSc | 12 октября 2022 г.
Могут ли здоровые диеты, такие как средиземноморская диета, действительно предотвратить деменцию?
Здоровое питание, похоже, предотвращает нейродегенеративные заболевания, такие как болезнь Альцгеймера. Но новое исследование ставит под сомнение все, что, как мы думали, мы знали о средиземноморской диете. Почему…
Но новое исследование ставит под сомнение все, что, как мы думали, мы знали о средиземноморской диете. Почему…
Подробнее
Саймон Спичак | 3 июня 2023 г.
5 продуктов для улучшения здоровья мозга (спойлер: один из них — вино)
Вы когда-нибудь задумывались, какая еда полезна для размышлений? Новый диетический подход может улучшить когнитивные функции у стареющих людей. Он сочетает в себе два подхода:…
Подробнее
Николас Чан | 3 февраля 2023 г.
Эксперт по питанию о проблеме кето-диеты для здоровья мозга
Многочисленные исследования, Healthline, AARP… Оглянитесь вокруг, и вы найдете поток статей, исследующих возможность того, что популярная кето-диета способствует здоровью мозга…
Подробнее
Саймон Спичак, MSc | 25 марта 2022 г.
Может ли голодание предотвратить болезнь Альцгеймера?
Чем дольше вы пользуетесь автомобилем, мобильным телефоном или любым другим инструментом, тем больше вероятность того, что он сломается. Износ деталей…
Износ деталей…
Подробнее
Еще статьи
Изменение лица при болезни Альцгеймера
Элизабет Хьюитт | 6 декабря 2022 г.
Тусовка слабоумия: Восстание кафе памяти
Когда люди регистрируются, чтобы присоединиться к онлайн-кафе памяти Еврейской службы семьи и детей, они могут услышать от эксперта по афро-латиноамериканской музыке о…
Подробнее
Элизабет Хьюитт | 20 декабря 2022 г.
Празднование инициатив по борьбе со стигмой в отношении слабоумия в Европе
Распространенность деменции растет во всем мире — и усилия по борьбе со стигмой вокруг деменции также активизируются. В Нидерландах начальное…
Подробнее
Женевьев Гласс | 22 февраля 2021 г.
Лорен Миллер и Сет Роген борются с болезнью Альцгеймера с помощью комедии
Властная голливудская пара Сет Роген и его жена Лорен Миллер Роген рассказывают о болезни Альцгеймера с помощью комедии.
