Клей для чугуна: Клей для чугуна термостойкий
Содержание
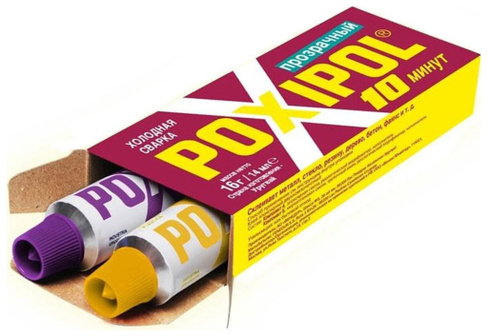
Клей холодная сварка для металла, для чугуна, для линолеума: фото
Холодная сварка — это специальный клей, посредством которого осуществляется соединение различных элементов, выполненных из того либо иного материала. Особенность подобного крепления заключается в том, что производится оно при отсутствии температурного воздействия.
Применение холодной сварки
Холодная сварка
Содержание:
- Холодная сварка
- Металл
- Линолеум
- Клей типа “А”
- Клей типа “С”
- Клей типа “Т”
- Чугун
- Выбор
Обычно такой клей используется для соединения следующих материалов:
- Металл.
- Чугун.
- Линолеум.
Клей холодная сварка делится на несколько разновидностей:
- Жидкие составы, включающие в себя два компонента. Непосредственно перед началом работы с клейкой массой ее следует смешать со специальным отвердителем.
- Пластилинообразные вещества, которые выполнены в виде однослойных либо двухслойных брусков.
 Если эксплуатируется последний вариант, то перед
Если эксплуатируется последний вариант, то перед - использованием имеющиеся слои необходимо смешать друг с другом.
- Универсальные составы, применяемые для склеивания таких материалов, как металл, ПВХ, древесина и прочее.
- Специальные массы, в которых содержится металлический компонент.
- Составы, предназначенные исключительно для работы с деталями автотранспорта.
- Вещества, применяемые в случаях, когда возникает необходимость выполнения сварочных работ под водой.
 Если эксплуатируется последний вариант, то перед
Если эксплуатируется последний вариант, то передМеталл
Холодная сварка, которая предназначена именно для металла, включает в себя следующие компоненты:
- Эпоксидные смолы. Данные составляющие наделяют состав пластичностью и однородностью структуры;
- Металлический компонент, который является наполнителем;
- Определенные добавочные вещества, выполняющие вспомогательные функции;
Таким образом, сварка для металла — это полимерное вещество, обладающие отличными склеивающими способностями, которые предполагают некоторую деформацию клейкой массы, провоцирующую ее частичное проникновение в обрабатываемую поверхность.

Состав холодная сварка обеспечивает значительную прочность соединения при условии правильного применения состава, а также оптимальной подготовки материала к указанной операции. Однако использовать данную клейкую массу для металла наиболее целесообразно лишь в случае необходимости проведения не объемных ремонтных манипуляций.
Линолеум
Состав холодная сварка, предназначенный для работы с линолеумом, состоит из таких компонентов:
- — тетрагидрофуран;
- — пластификаторы;
- — поливинилхлорид.
Такой состав дает возможность несколько расправлять края склеиваемого материала посредством самого клея. Основная особенность данного типа сварки заключается в различности ее поведения при соприкосновении с тем либо иным типом линолеума. Такая характеристика определила то обстоятельство, что данный состав разделился на три основных вида:
Клей типа “А”
Указанный вид используется в случаях с достаточно твердым материалом. Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Консистенция этого состава для линолеума отличается значительной текучестью, поэтому оставляет довольно тонкий шов.
Клей типа “С”
Данная холодная сварка предназначена для линолеума, который относительно долго пребывает в режиме эксплуатации и подлежит ремонту. Консистенция сего вещества более густая, что и определяет специфику его применения.
В результате заполнения шва, что несколько разошелся под влиянием времени, на месте возникновения дефекта образуется новая полосочка материала.
Клей типа “Т”
Этот тип также предназначен для линолеума, выполненного из ПВХ, однако уже с применением полиэстера. Состав для линолеума указанной модификации используется, обычно, профессиональными строителями.
Чугун
Для чугуна также применим состав холодная сварка. Достаточно часто его используют в бытовых условиях при исправлении некоторых дефектов, которые проявляются в радиаторах отопления.
Для чугуна сгодится универсальный состав либо клейкая масса, имеющая в себе металлический компонент. Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Стоит отметить, что сварка данных видов может использоваться для чугуна лишь в случаях, когда требуется заделать незначительную пробоину или соединить негабаритные детали. Такая ситуация объясняется сравнительно низкой прочностью сварочных швов.
Выбор
Нынче на рынке присутствует достаточно большой выбор клейких субстанций для различного рода материалов. Наиболее популярным является клей “Алмаз” .Его технические и эксплуатационные характеристики соответствуют всем установленным нормативам, что определяет высокое качество работы с указанным составом.
“Алмаз” (фото) подходит для всех поверхностей, которые можно соединить посредством клея холодная сварка. Однако, покупая вещество под названием “Алмаз” необходимо руководствоваться некоторыми правилами.
Самое главное из этих правил гласит, что не нужно думать, будто клей “Алмаз” универсальный, ровно, как и состав любой другой марки, является идеальным средством, при помощи которого можно скрепить что угодно.
Безусловно, универсальная холодная сварка способна соединять достаточно большое количество наименований материалов, однако эта же характеристика способствует снижению качества выполненных швов.
Именно поэтому, как бы клей холодная сварка не назывался, выбирать необходимо исключительно тот вариант, который подходит для работы в конкретном случае.
Холодная сварка чугуна: использование электродов
Холодная сварка чугуна проводится без предварительного прогрева заготовок в печи. Этот метод обработки способствует сохранению углерода и препятствует повышению хрупкости металла. Для формирования устойчивого к механическим воздействиям шва необходимо правильно подготовить заготовки. Соблюдение технологии поможет избежать появления пор, трещин и других дефектов.
Холодной сваркой чугуна принято называть сварку без предварительного нагрева.
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.

Белый чугун в своём составе содержит углеродные соединения.
Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
В заэвтектическом подвиде сплава присутствие цементита колеблется в пределах от 4,3% до 6,67%.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод – 3,2-3,5%;
- марганец – 0,1-0,3%;
- кремний – 0,5-0,8%;
- серу и фосфор – по 0,12%.
Серый чугун с примесью графита имеет многокомпонентный состав.
Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец – 0,3-01%;
- фосфор – 0,2%;
- кремний – 0,8-1,4%;
- сера – 0,1%.
В ковком чугуне присутствует углерод, марганец и фосфор.
Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Сплав отличается высокой прочностью и устойчивостью к механическим нагрузкам.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.
Половинчатый чугун получают при сплаве белого и серого чугуна.
Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний – 1,9-2,6%;
- сера – 0,3%;
- фосфор – 0,12%.
Высокопрочный чугун содержит магний, кремний и серу.
Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Из высокопрочного чугуна изготавливают детали и изделия, которые будут подвергаться высоким нагрузкам.
Трудные случаи склейки
Опытные строители рекомендуют обращать внимание на следующие ситуации, которые относятся к категории сложных и требуют более тщательной подготовки:
- соединение между собой деталей, имеющих разный коэффициент линейного расширения;
- скрепление кусков металла, постоянно подвергаемых воздействию влажности.

С разным коэффициентом линейного расширения
При работе с высокотемпературным клеем имейте в виду, что разные материалы по-разному реагируют на нагрев. Поэтому, при склеивании деталей, сделанных из неоднородных материалов, в клей желательно замешивать полиуретановые добавки. Они сделают шов эластичнее и прочнее.
Металлы, подверженные влажности
Металл, долгое время находящийся во влажной среде, начинает окисляться. Это негативно сказывается на прочности и долговечности соединения. Старайтесь обрабатывать стыки специальной водоотталкивающей краской, иначе работу в скором времени придется переделывать по новой.
Какие сложности возникают при сварке чугуна
Холодная сварка по чугуну часто сопряжена со сложностями, обусловленными специфическими свойствами сплава. Возможные проблемы следует рассмотреть до начала работ.
Плохая соединяемость
Благодаря высокому содержанию углерода чугун имеет достаточно пористую структуру и низкую теплопроводность, что обусловливает его плохую соединяемость. Усугубляют ситуацию примеси, в т.ч. кремний. Это приводит к тому, что шов получается неоднородным с непроваренными участками.
Усугубляют ситуацию примеси, в т.ч. кремний. Это приводит к тому, что шов получается неоднородным с непроваренными участками.
Рекомендуем к прочтению Как сваривать чугун со сталью
Чугун имеет низкую теплопроводность.
Образование оксидов
Температура плавления примесей, содержащихся в сплаве, отличается от показателей главных компонентов сплава. Кроме того, они способны быстро окисляться в сварочной ванне. Это приводит к формированию оксидов, отличающихся тугоплавкостью. Повышенное содержание таких соединений при сварке становится причиной появления непроваренных участков.
Сложная обработка участков с цементитом
Шоковое охлаждение приводит к формированию участков с цементитом. Это вещество отличается повышенной прочностью и твердостью. Такие участки плохо подвергаются механической обработке при проведении сварки.
Шов выходит очень твердым, но если в нем есть какие-то дефекты, исправить их будет крайне сложно.
Жидкое состояние сплава
Под воздействием высокой температуры чугун быстро переходит в жидкую форму. В этом состоянии он отличается высокой текучестью. Это усложняет процесс удержания сплава в сварочной ванне. Возможно появление наплывов. Таким образом крайне тяжело сформировать шов.
В этом состоянии он отличается высокой текучестью. Это усложняет процесс удержания сплава в сварочной ванне. Возможно появление наплывов. Таким образом крайне тяжело сформировать шов.
Жидкое состояние сплава отличается высокой текучестью.
Склонность к образованию пор
При нагреве сплав начинает выделять газы. Это способствует формированию множества микропор. Даже при незначительном отклонении от технологии шов получается слишком пористым и хрупким.
Кроме того, чугун в жидком виде хорошо поглощает кислород. При проведении сварочных работ кислород вступает в реакцию, что способствует формированию внутренних пузырьков, наполненных водяным паром. В дальнейшем после остывания шва материал становится пористым, что создает условия для появления различных дефектов.
Советы и рекомендации
Чугун имеет высокую жидкотекучесть и удержать его в ванне трудно. Специалисты рекомендуют располагать детали на плите таким образом, чтобы разделка располагалась горизонтально, внизу.
Сделав прихватки, следует накладывать короткие швы длиной до 25 мм сразу их проковывать легкими ударами молотка. Располагаться они должны на расстоянии 150–200 мм. Если соединение короткое, следует ждать охлаждения заготовок. Проверить готовность материала к свариванию можно рукой. Она будет чувствовать приятное, не обжигающее тепло.
Любители ремонтировать самостоятельно могут использовать холодную сварку дома, ремонтируя автомобиль, бытовую технику. Небольшие швы на мелких деталях не перегреют чугун и будут хорошо держать.
Технология холодной сварки чугуна
Перед началом работ по формированию сварочного шва необходимо тщательно очистить чугунные поверхности. Кроме того, выполняется разделка материала и устранение глубоких трещин. Технология холодной сварки предполагает разогрев чугуна до температур не выше +820…+860°C. Этого недостаточно для сильного расплавления сплава.
Сварку можно проводить только электродами небольшого диаметра. Процесс осуществляется на малом токе. Если в дальнейшем на швы не будет оказываться большая нагрузка, сварку можно проводить стальными электродами. В случаях, когда соединение должно отличаться высокой прочностью, лучше использовать особые медно-никелевые стержни. Допустимо применение электродов, содержащих медь и железо.
Если в дальнейшем на швы не будет оказываться большая нагрузка, сварку можно проводить стальными электродами. В случаях, когда соединение должно отличаться высокой прочностью, лучше использовать особые медно-никелевые стержни. Допустимо применение электродов, содержащих медь и железо.
Часто при проведении обработки используют особые флюсы и прутки. Под воздействием температуры материалы присадки начинают расплавляться. Капли попадают на хорошо подготовленную поверхность, растекаясь по ней. Это обеспечивает плотное соединение деталей.
Для устранения литейных дефектов в чугунных изделиях часто используют низкотемпературную газовую сварку. В этом случае в качестве присадочного материала применяют толстостенные прутки. Подобный подход помогает устранить имеющиеся недостатки, возникающие в процессе литья.
При сварке рекомендовано применение углекислого лития.
При наличии высокого риска образования оксидов и при обработке старых деталей из чугуна, которых эксплуатировали в неблагоприятных условиях, рекомендовано применение таких флюсов, как:
- кальцинированная сода;
- углекислый литий;
- плавленая бура;
- азотнокислый натрий;
- оксид кобальта;
- фторцирконат калия;
- фтористый натрий и т.
 д.
д.
Применение флюсов способствует химическому очищению поверхностей от жиров, оксидов и других загрязнений. Это повышает прочность сцепления наплавленного металла с основой, а также защищает поверхность при нагреве от азота и кислорода. В то же время использование флюсов увеличивает жидкотекучесть материала. В этом случае во время сварки заготовок увеличивается прочность швов и снижается риск появления дефектов.
После проведения сварочных работ нельзя осуществлять действия, направленные на ускорение охлаждения поверхности. Быстрое снижение температуры приведет к появлению белого налета вокруг сварной области, а также сделает основу твердой, но хрупкой. Кроме того, не рекомендуется сразу после формирования шва выполнять его зачистку. Это приведет к появлению трещин и других дефектов.
Характеристики клея
Клей для соединения металлов имеет свои технические характеристики, отличающиеся у разных производителей. При выборе конкретного клеевого состава необходимо обратить внимание на следующие его свойства:
- время и условия высыхания – как правило, это зависит от места, где производится склеивание, и специфики самой работы;
- максимальная температура, при которой сохранятся полезные свойства клея — следует выбирать состав, способный выдержать условия использования сборки, или ее будущую обработку;
- способ нанесения – одни клеи рекомендованы для точечной обработки, другие — для полного покрытия мест соединения деталей;
- технология склеивания;
- консистенция – это могут быть тубы с составом и отвердителем, а также пластичные палочки.
 Вторые удобны тем, что не нужно делать замес: находясь в любом месте, вы отрезаете кусочек, разминаете его и используете;
Вторые удобны тем, что не нужно делать замес: находясь в любом месте, вы отрезаете кусочек, разминаете его и используете; - материалы, с которыми возможно склеивание – универсальность здесь понятие размытое и ненадежное, лучше выбирать узконаправленный клей для решения конкретной задачи. Например, для соединения пластика и металла.
Сфера применения
Клей для металла в широком смысле применим во многих сферах жизни. В промышленности и в быту часто происходят поломки.
У ребенка сломалась игрушка – ищем возможность ее починить. Нужно отремонтировать автомобиль, вытяжную трубу, заделать какое-либо повреждение – тоже возникает необходимость надежно соединить между собой металлические поверхности. В авиационной, общестроительной и химической промышленностях склеивание металлических деталей также широко распространено.
Однако составы могут и различаться по узкому назначению, и быть универсальными. Например, профессиональный термостойкий клей часто используют для ремонта сантехники, для устранения трещин на металле, при строительстве каминов и печей, при монтаже теплого пола и для многих других задач.

Свойства термостойкой основы
Если в процессе работы металлические компоненты подвергаются повышенным температурам, их целостность со временем разрушается, а срок эксплуатации – сокращается.
Термостойкий состав типа «300» на основе эпоксидной смолы станет достойной альтернативой сварочным работам.
Даже высокотемпературный режим работы устройства не повредит соединения компонентов. Нижняя граница устойчивости жаростойкого состава – 300 градусов по Цельсию. К тому же, он водостойкий, теплопроводный и экологичный.
Требования к клеящим составам
Качественный клей для металла после его применения должен выполнять несколько условий:
- максимально прочное соединение, что позволяет использовать детали без риска;
- сохранение свойств на протяжении долгого времени;
- устойчивость к перепадам температуры;
- химическую нейтральность, предохранение места склеивания от коррозии;
- водостойкость;
- минимальную усадку после отверждения;
- отсутствие резких запахов;
- экологичность.

Подготовка металла к воздействию
Комплексная подготовка чугуна к дальнейшей сварке необходима для получения качественного результата. При неправильном выполнении этого процесса сформированный шов может стать пористым и хрупким. Возможно появление и более выраженных дефектов.
В рамках подготовки чугунной поверхности следует в первую очередь выполнить распиливание трещин. Они часто тонкие, но при этом проникают глубоко в структуру сплава. Если толщина детали превышает 4 мм, то накладывание шва приведет к оплавлению поверхности. Внутренняя часть основы останется поврежденной, что снизит ее устойчивость к механическому воздействию. Распиливать трещину нужно на всю длину. Для этого удобнее всего использовать болгарку, оснащенную тонким диском. Чем толще заготовка, тем глубже следует выполнять запиливание.
Рекомендуем к прочтению Как сварить чугунные тиски своими руками
В ряде случаев рекомендовано просверливание краев. Это связано с тем, что при осмотре повреждения часто нет возможности точно определить глубину трещин. Перед началом сварки на расстоянии 5 мм от конца разлома требуется провести высверливание краев. Это обеспечит заполнение внутреннего пространства деталей расплавом при выполнении сварки. Кроме того, процедура снизит риск увеличения раскола при механической нагрузке.
Перед началом сварки на расстоянии 5 мм от конца разлома требуется провести высверливание краев. Это обеспечит заполнение внутреннего пространства деталей расплавом при выполнении сварки. Кроме того, процедура снизит риск увеличения раскола при механической нагрузке.
При неправильной подготовке металла сформированный шов может стать хрупким.
Перед началом сварки необходимо выполнить разделку кромок. Это нужно для обеспечения равномерного прогрева деталей на всю длину соединения и недопущения перекалки, способной стать причиной хрупкости участка. Для соединения толстостенных заготовок необходимо выполнить скос краев под углом 45°. У основания при этом должно остаться отступление в 3-4 мм. Проведение разделки кромок повышает износостойкость и прочность обработанного участка.
Если чугунная деталь является тонкостенной, повышается риск слишком сильного разогрева сплава и его подтека. В этом случае сформировать прочный шов крайне сложно. Чтобы облегчить проведение сварки, под заготовку укладывается графитовая прокладка. Этот элемент создаст препятствие для растекания металла, перешедшего в жидкое состояние под воздействием высокой температуры. Это поспособствует сохранению первоначального вида детали.
Этот элемент создаст препятствие для растекания металла, перешедшего в жидкое состояние под воздействием высокой температуры. Это поспособствует сохранению первоначального вида детали.
Если работы будут проводиться на свежем воздухе, рекомендуется применять экраны, защищающие место сварки от ветра.
Разновидности холодной сварки
Существует несколько способов проведения сварки. Наиболее часто процедуры проводятся с использованием электродов. Для получения прочного шва без дефектов можно применять полимерные составы.
С помощью простых электродов
Сварка чугуна электродами может проводиться как в нижнем горизонтальном, так и в вертикальном положении, но лучшим является первый вариант. При этом задействуют постоянный ток. Крайне важно контролировать скорость проведения работ и стараться не допускать сильного проплавления основы.
После наложения каждого шва необходимо дать поверхности остыть естественным способом до +50…+60 °C. Существует немало марок электродов, которые можно использовать для сварки изделий из чугуна. Графитовые и угольные электроды редко применяют для обработки чугуна, т.к. их использование уменьшает показатели прочности шва. Такие стержни задействуют только при обработке тонкостенных изделий, которые в дальнейшем не будут подвергаться большим нагрузкам.
Существует немало марок электродов, которые можно использовать для сварки изделий из чугуна. Графитовые и угольные электроды редко применяют для обработки чугуна, т.к. их использование уменьшает показатели прочности шва. Такие стержни задействуют только при обработке тонкостенных изделий, которые в дальнейшем не будут подвергаться большим нагрузкам.
При сварке чугуна электродами задействуют постоянный ток.
Наиболее часто применяются стержни ОЗЧ-2 и ОЗЧ-6. Их основой является медь. Внешняя поверхность таких электродов покрыта особым составом, содержащим железный порошок.
Кроме того, можно эффективно использовать железно-никелевые и никелевые электроды. При необходимости получения шва, устойчивого к агрессивным средам, коррозии и воздействию горючих газов, применяют железно-медно-никелевые стержни марки МНЧ-2. Их стоимость высока, поэтому они чаще используются в случаях, когда к качеству шва предъявляются особо жесткие требования.
При использовании полимерных составов
Сварка без использования аппарата и электродов предполагает применение особых полимерных составов, которые после нанесения формируют прочное соединение, устойчивое к термическому воздействию. Этот метод устранения дефектов наиболее часто используется при ремонте сантехники, автомобильных деталей, стоек и т.д.
Этот метод устранения дефектов наиболее часто используется при ремонте сантехники, автомобильных деталей, стоек и т.д.
Сварка с использованием полимерных составов формирует прочное соединение.
Полимерные составы включают порошок из чугуна. Средство является 2-компонентным. Его следует готовить непосредственно перед применением. После смешивания составляющих получается густая масса. Ей тщательно замазывают уже разделанный шов. После застывания клеевая масса характеризуется повышенной прочностью и высокой устойчивостью к нагреву. Определить зону обработки можно по более светлому оттенку. После шлифовки переход становится размытым.
Этот метод можно использовать только для устранения небольших дефектов.
Если имеются глубокие трещины или сколы, применение полимерного состава становится неэффективным.
Производители
Большинство видов электродов для холодной сварки чугуна выпускается в РФ:
- МНЧ-2;
- ОЗЖН-1;
- ОЗЧ-6;
- ЦЧ-4.

Их используют при ремонте машин, подварке радиаторов отопления, на крупных литейных и машиностроительных предприятиях. Популярные производители:
- Фрунзе-электрод;
- Aspik;
- СпецЭлектрод.
Из зарубежных компаний расходные материалы для сварки холодyого чугуна выпускают немецкие компании:
- CAPILLA;
- UTR SchweiBmaterial.
Другие фирмы ограничиваются выпуском электродов и проволоки для горячей сварки чугуна.
Инструкция по холодной сварке чугуна
Для снижения риска появления дефектов на уже готовом шве крайне важно соблюдать все инструкции по проведению работ. Рекомендации различаются в зависимости от особенностей методов соединения отдельных элементов.
С помощью электродов
Перед началом выполнения работ следует настроить аппарат и проверить, насколько качественно была проведена обработка. По возможности обрабатываемые поверхности должны располагаться горизонтально и быть повернутыми вниз. Это позволит избежать деформации изделия при перегреве и расплавлении материала. Для получения качественного шва на кромки следует нанести пасту, содержащую борную кислоту и железные опилки. После этого детали нагреваются пламенем горелки. Величина тока определяется из расчета 50-60А на 1 мм электрода.
Для получения качественного шва на кромки следует нанести пасту, содержащую борную кислоту и железные опилки. После этого детали нагреваются пламенем горелки. Величина тока определяется из расчета 50-60А на 1 мм электрода.
Крайне важно соблюдать темп. Необходимо контролировать процесс сварки, чтобы избежать перегревания отдельных участков выше рекомендованных значений. Стержень нужно вести поперечными движениями. Если толщина деталей небольшая, используется флюс.
Рекомендуем к прочтению Как самостоятельно варить чугун полуавтоматом
При проведении сварки нужно равномерно распределять медную проволоку диаметром до 2 мм. Не следует допускать поперечных колебаний, чтобы избежать появления пор и микротрещин. Лучше всего выполнять работу небольшими участками. Необходимо делать перерывы более 30 минут, а затем снова приступать к формированию шва.
Для получения качественного шва нужно использовать электроды.
Это может увеличить продолжительность проведения работ при устранении дефектов большого размера. Однако резкий нагрев и остывание провоцируют изменение кристаллической структуры металла. Это повышает хрупкость материала в области шва.
Однако резкий нагрев и остывание провоцируют изменение кристаллической структуры металла. Это повышает хрупкость материала в области шва.
При этом обязательно проводится проковка. Когда работа над 1 участком будет закончена, можно приступать к следующему.
Сварку чугуна можно проводить в защитной среде. Это позволяет получить качественный шов с высокой прочностью. При этом необходимо следить за расходом смеси. Если нужно заварить изделия тоньше 10 мм, достаточно 150 л на 1 час работы.
Для обработки более толстых заготовок расход газа увеличится до 200 л. Сварку нужно проводить быстро, чтобы избежать появления трещин и других дефектов. Крайне важно, чтобы присадка расплавилась раньше металла заготовки.
Если изделие толще 10 мм, рекомендовано применение 2 горелок. В этом случае следует использовать флюсы, содержащие бор.
Как использовать полимерные составы
При устранении дефектов в чугунных изделиях чаще используются 2-компонентные составы на основе эпоксидной смолы. Эти средства отличаются высокой скоростью первичного застывания, поэтому работать с ними нужно быстро.
Эти средства отличаются высокой скоростью первичного застывания, поэтому работать с ними нужно быстро.
Сначала поверхность необходимо очистить от пыли и других загрязнений. Крайне важно провести обезжиривание, чтобы устранить остатки жира и масла. Для этого рекомендуется использовать растворитель. Готовить клеевую массу необходимо перед непосредственным нанесением. Разводить состав следует в хорошо проветриваемом помещении. Это снизит риск раздражения слизистой носа и глаз. Состав нужно вымешивать до получения однородной массы.
При устранении дефектов холодной сваркой используются полимерные составы.
После этого следует приступать к устранению дефектов в чугунных заготовках. Клей наносят на обе поверхности. После этого выполняется соединение поверхностей. Если состав используется для устранения трещин со сколами, смесь тщательно трамбуется в имеющуюся полость. При этом не следует слишком надавливать на поверхность. Излишки средства необходимо сразу удалять сухой ветошью.
Отремонтированное чугунное изделие следует оставить до первичного схватывания. Это может занять от 5 минут до 1 часа. Затем необходимо оценить качество. Если видимых дефектов нет, состав оставляют на период от 12 до 24 часов до полного застывания. Когда средство отвердеет, его поверхность можно зашлифовать.
Холодная сварка с линолеумом
Клеевые составы для сварки с линолеумом включают пластификаторы, тетрагидрофуран, поливинилхлорид. Этот состав можно эффективно использовать для устранения дефектов в чугунных изделиях. Работу по восстановлению поврежденного элемента следует начинать с его тщательной подготовки. Поверхности, которые будут обрабатываться, необходимо очистить от всех загрязнений и обработать растворителем для устранения частиц жира.
Клеевой состав.
После этого готовится клеящий состав. Для его нанесения можно использовать шпатель. Крайне важно, чтобы он попал на максимальную глубину в имеющиеся трещины и сколы. Остатки состава необходимо удалять с поверхности ветошью. Затем нужно дать средству застыть. После этого потребуется зашлифовать поверхность.
Затем нужно дать средству застыть. После этого потребуется зашлифовать поверхность.
Склеивание алюминия
Перед тем как выбрать подходящий клей для алюминия – следует вспомнить о том, что этот металл очень сложен в обработке (включая его склеивание). Дело в том, что в нормальном состоянии на поверхности металла всегда имеется твёрдая оксидная плёнка, существенно снижающая его адгезию с клеящей смесью.
Для получения требуемого результата необходимо побеспокоиться о предварительной подготовке алюминиевых поверхностей к склеиванию. Для этого их следует подвергнуть обработке специальными химическими составами, в качестве которых чаще всего используются щёлочи и кислоты.
Иногда для этих целей используются смеси на основе эпоксидных смол.
Среди известных клеев для металла наиболее предпочтительна двухкомпонентная смесь, изготавливаемая на основе эпоксидной или акриловой составляющих, дополненных отвердителем.
Для получения качественного соединения сразу же после обработки химическими веществами (перед склеиванием) поверхности обезжиривают, а затем покрывают слоем специальной грунтовки.
При подготовке металла необходимо проследить за тем, чтобы клей и грунтовка при смешивании не среагировали бы с образованием нежелательного химического соединения.
Помимо двухкомпонентного клея широкое распространение получил ещё один вид термостойких клеев для обработки алюминия, называемый в просторечии «холодной сваркой».
Этот состав очень удобен в использовании, однако не позволяет получать требуемую прочность соединения. Вследствие указанного ограничения основная область его применения – это заделывание незначительных щелей и трещин.
Как бороться с распространенными дефектами
К наиболее распространенным дефектам при проведении сварки чугуна относят холодные трещины, возникающие после остывания сплава. Для снижения риска подобной проблемы рекомендован местный предварительный прогрев свариваемых поверхностей до +250 °C.
Другой часто встречающейся проблемой является слишком сильное расплавление основы. Для недопущения этого крайне важно контролировать параметры работы сварочного аппарата. Это поможет избежать перегрева. Графитовые подложки снизят риск деформации чугунных деталей.
Это поможет избежать перегрева. Графитовые подложки снизят риск деформации чугунных деталей.
Кроме того, нередко при сварке наблюдается отвар шва. Этому способствует образование цепочки мелких пор. В дальнейшем на их месте формируются микротрещины, сообщающиеся между собой. Для недопущения появления подобного дефекта нужно избегать использования высоконикелевых сплавов при сварке ферритных чугунов, содержащих пластинчатый графит.
Все, что вам нужно знать
Металл окружает нас повсюду, он используется во всем: от крупных машин до бытовой техники и декоративных предметов. Металлический клей — отличный способ соединить металл с металлом или металл с другими материалами. Для большинства повседневных ситуаций и простых проектов «сделай сам» лучшим решением будет жидкий клей или клей для металла.
Все, кто работает с металлом, от слесарей и механиков до ювелиров и любителей, знают, что склеивание металла требует хорошей подготовки. В отличие от бумаги, дерева или других пористых материалов, плотная гладкая поверхность металла может противостоять большинству бытовых клеев, что приводит к слабому соединению и повреждению предметов. Но металлический клей может помочь!
Но металлический клей может помочь!
Работа с металлом может быть сложной задачей, но все, что для этого нужно, — это подходящий клей для металла и некоторая подготовка.
- Типы клея для металлов
- Точная работа с аппликатором ULTRA Control
- Связующий состав: Loctite Weld
- Как склеить металл клеем: Пошаговая инструкция
- Рекомендуемые продукты
Типы клея для металла
Выбор наилучшего клея для металла имеет важное значение для прочной посадки. Металлические клеи обычно делятся на три типа: эпоксидные, полиуретановые и суперклеи.
Эпоксидные клеи — это высокоэффективные клеи, которые часто используются в столярных и деревообрабатывающих работах или для специальных творческих целей, таких как изготовление бижутерии. Эти методы включают в себя не только дерево, но и металл, в некоторых случаях, такие как поручни, ножки стола или дверные ручки. Эпоксидные смолы бывают разных типов с разными свойствами: гибкие или жесткие, прозрачные или непрозрачные, быстро или медленно схватывающиеся. Они также обладают высокой устойчивостью к теплу и химическим веществам.
Они также обладают высокой устойчивостью к теплу и химическим веществам.
Лучшей эпоксидной смолой для металла является Loctite Epoxy Metal/Concrete, двухкомпонентная система, состоящая из эпоксидной смолы и отвердителя. Смола и отвердитель объединяются для создания прочного, высокопрочного соединения, которое высыхает за считанные минуты и может использоваться для ремонта, заполнения и восстановления любых металлических и бетонных поверхностей.
Полиуретаны также обычно используются с металлом. Полиуретаны водостойки и устойчивы к ультрафиолетовому излучению, быстро схватываются, не будучи хрупкими. После отверждения их можно шлифовать, окрашивать и окрашивать. Это делает их идеальными для многих работ по дому, включая ремонт полов или готовые столярные изделия, такие как шкафы или столы.
Качественный клей для наружных работ должен быть на основе полиуретана, отверждаться влагой, чтобы создавать более прочные соединения, чем обычные строительные клеи. Как и многие полиуретаны, он работает с металлом в широком диапазоне температур, что делает его лучшим клеем по металлу для наружных работ. 9№ 0003
Как и многие полиуретаны, он работает с металлом в широком диапазоне температур, что делает его лучшим клеем по металлу для наружных работ. 9№ 0003
Суперклеи — это высокоэффективные промышленные клеи, идеально подходящие почти для всех бытовых ремонтных работ. Большинство из них хорошо сцепляются с металлом, а также с тканями, деревом и пластиком, что делает их полезными для соединения или ремонта деталей автомобилей, украшений, мелкой бытовой техники и многих других предметов повседневного обихода. №
Жидкий клей Loctite Super Glue Liquid обеспечивает превосходное склеивание металлов. Он надежен и быстр. Он сильный и простой в использовании; устойчив к атмосферным воздействиям и влаге, схватывается за секунды, не требует зажима, легко наносится.
Точная работа с аппликатором ULTRA Control
Нанесение клея на металл может быть грязным без подходящих инструментов. Для облегчения склеивания металла к клею Loctite Super Glue ULTRA Liquid Control прилагается аппликатор Loctite Control.
Эта запатентованная конструкция бокового выдавливания позволяет лучше контролировать размещение и объем клея, обеспечивая чистое и точное нанесение. В сочетании с превосходными характеристиками и высокой устойчивостью к влаге, химическим веществам и холоду Loctite Super Glue ULTRA Liquid Control — это лучший клей для металлов, позволяющий упростить сложное склеивание.
Связующий состав: Loctite Weld
Другим вариантом для склеивания металла является эпоксидный состав Loctite Weld Bonding Compound. Удобная альтернатива сварке, это самое надежное решение для соединения большинства металлов, включая железо, сталь, алюминий, латунь, медь и олово. После отверждения он устойчив к теплу и влаге, включая воду, топливо, масло, антифриз и заводские жидкости. Он не дает усадки и легко поддается шлифовке или окраске. Эпоксидный клеевой состав Loctite упрощает такие задачи, как починка газонокосилок или закрепление металлических болтов.
Факторы окружающей среды, такие как влага и тепло, могут влиять на сцепление металлов. Ищите атмосферостойкие клеи, такие как Loctite Weld.
Ищите атмосферостойкие клеи, такие как Loctite Weld.
Как склеить металл с помощью клея: Пошаговые инструкции
Склеить металл просто и требует всего пару шагов и, конечно же, подходящий клей для металла.
- Препараты. Мы рекомендуем работать в хорошо проветриваемом помещении или мастерской, где достаточно места для работы со всеми необходимыми материалами. Используйте защитную ткань или бумагу, чтобы закрыть мебель. Осмотрите соединяемые детали и проверьте посадку. Удалите любые фрагменты или частицы, препятствующие уплотнению.
Носите латексные или нитриловые перчатки (не из поливинилхлорида, нейлона или хлопка), чтобы защитить кожу при использовании металлического клея.
- Очистите металл. Поверхности должны быть чистыми и сухими. Удалите пыль, грязь, воск, масло или жир, включая отпечатки пальцев, со всех частей с помощью ткани. Вы можете слегка придать шероховатость гладким поверхностям мелкозернистой наждачной бумагой.

- Нанесите металлический клей. Перед началом работы обязательно прочтите инструкции к продукту, чтобы узнать подробности о применении и времени высыхания.
Откройте крышку изделия и нанесите на подготовленную поверхность металлический клей. Следуйте инструкциям на упаковке по количеству. Супер клея требуется около одной капли на квадратный дюйм поверхности. Многие эпоксидные клеи для металлов требуют смешивания компонентов клея и отвердителя, а затем нанесения с помощью специального инструмента.
- Соедините детали. Расположите детали и плотно прижмите друг к другу, чтобы обеспечить плотное прилегание без зазоров. Оставьте детали нетронутыми, пока образуется связь.
Металлические эпоксидные смолы имеют более длительное время отверждения и часто требуют зажима до 60 минут. Полиуретаны и суперклеи, как правило, высыхают и отверждаются быстрее, чем эпоксидные смолы, но для прочного соединения также рекомендуется фиксация.
 В то время как суперклеи склеиваются примерно через минуту, для полной прочности соединения оставьте детали в покое на ночь.
В то время как суперклеи склеиваются примерно через минуту, для полной прочности соединения оставьте детали в покое на ночь.
Излишки клея часто можно удалить с помощью уайт-спирита или ацетона (содержится в большинстве жидкостей для снятия лака).
Каждый клей работает по-своему, поэтому перед применением обязательно прочитайте инструкцию к вашему продукту.
Склеивание металла или других материалов?
Нет проблем! Здесь вы найдете лучшие клеи и клеи для ремонта.
Рекомендуемые продукты
Как закрепить чугун без сварки — 3 метода и руководства
Последнее обновление
Чугун используется во многих промышленных и бытовых конструкциях. Это жизненно важный полезный материал, используемый в самых разных целях, от печей до двигателей. По своей природе чугун хрупкий. Тем не менее, он может быть восприимчив к разрывам и трещинам, если не поддерживать его в хорошем состоянии. Трещины на чугуне могут быть вызваны температурными градиентами, сильными колебаниями температуры и физическими ударами в результате падения чугуна на твердую поверхность. Когда ваше оборудование, сделанное из чугуна, трескается, это может вызывать разочарование и стресс. К счастью, это можно исправить с меньшими затратами времени и хлопот.
Тем не менее, он может быть восприимчив к разрывам и трещинам, если не поддерживать его в хорошем состоянии. Трещины на чугуне могут быть вызваны температурными градиентами, сильными колебаниями температуры и физическими ударами в результате падения чугуна на твердую поверхность. Когда ваше оборудование, сделанное из чугуна, трескается, это может вызывать разочарование и стресс. К счастью, это можно исправить с меньшими затратами времени и хлопот.
Несмотря на то, что вы можете починить чугунные детали с помощью сварки, это может быть затруднительно, так как вы можете нанести дополнительный ущерб в процессе. Есть несколько идеальных методов, которые вы могли бы использовать для ремонта чугуна, не требующего сварки. К таким методам относятся пайка твердым припоем, использование эпоксидной замазки и использование холодного сшивания металлом.
При ремонте чугунных изделий рекомендуется использовать идеальные методы. Использование неправильной техники может привести к дальнейшему повреждению вашей работы, что сделает ремонт невозможным. Хотя сварка обычно является предпочтительным методом соединения металлических деталей, она может быть не идеальной для некоторых деталей из чугуна, требующих некоторых технических действий.
Хотя сварка обычно является предпочтительным методом соединения металлических деталей, она может быть не идеальной для некоторых деталей из чугуна, требующих некоторых технических действий.
Эта статья даст вам столь необходимое понимание того, как можно крепить чугунные детали без сварки.
Давайте приступим.
Как закрепить чугун с помощью прошивки холодным металлом
Прошивка холодным металлом идеально подходит для фиксации растрескавшегося чугуна, который невозможно отремонтировать обычными методами, такими как сварка. В этой методике реализуются специализированные вставки, соединяющие поврежденный металл независимо от характера трещины. Разные куски чугуна, разделенные трещиной, сшиваются холодной металлической строчкой.
Холодная прошивка металлом является популярным методом и является идеальным решением для ремонта конструкций, которые нельзя легко заменить или демонтировать. Строители также могут использовать этот метод для восстановления старых зданий, чтобы сохранить оригинального архитектора и ручную работу.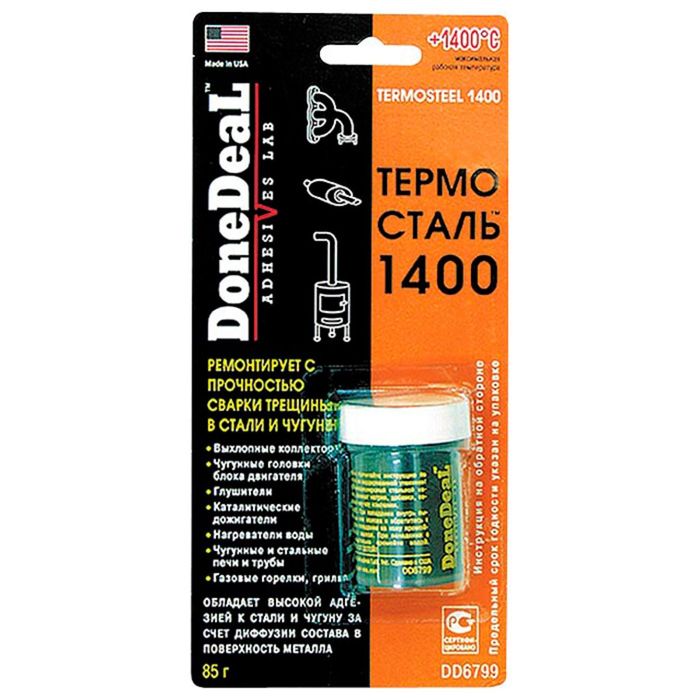
В отличие от сварки этот метод также подходит для ремонта судов и железнодорожных локомотивов. Когда двигатель корабля блокируется, вместо того, чтобы заменить его новым, вы можете использовать переключение холодного металла, чтобы починить его. Эта процедура популярна в строительстве, автомобильной промышленности, горнодобывающей промышленности, крупных двигателях, на транспорте и во многих других важных областях.
Ниже приводится пошаговая инструкция по ремонту чугуна методом холодной прошивки.
1. Диагностика трещины в чугуне
Предоставлено: Bluesnap, Pixabay
Рассмотрение рассматриваемой трещины является первым шагом в процессе холодного сшивания. Этот метод идеально подходит для чугунных деталей толщиной от 3/16 дюймов до 1 фута. Длина трещины не имеет значения. Характер трещины определит, можно ли ее исправить, или вам нужно полностью создать другую чугунную отливку.
2. Сверление отверстий
Изображение предоставлено Международной ассоциацией Metalock, Wikimedia Commons CC 4. 0
0
Вторым этапом процедуры холодного сшивания металла является сверление отверстий вдоль трещины. Отверстия должны располагаться через равные промежутки времени. Для достижения наилучших результатов рекомендуется использовать направляющую для точного сверления отверстий вдоль трещины. Набор отверстий не обязательно должен иметь одинаковое общее количество. Идея состоит в том, чтобы сделать точки сшивания прочными, чтобы скрепить потрескавшийся чугун.
3. Соединение рядов отверстий
Изображение предоставлено: Jpmort, Wikimedia Commons CC 4.0
После сверления отверстий для сшивания вам потребуется соединить их вместе. Чтобы укрепить треснувший чугун, отверстия облегчат вставку ключей. Вам понадобится гигантское долото, чтобы соединить отверстия, не создавая щели в металле. Круглые выступы отверстий, которые были просверлены, будут служить точками удержания, когда ключи будут вставлены. Крайне важно сохранить внешний диаметр просверленных отверстий при их соединении.
4. Установка металлических швов или металлических ключей
Изображение предоставлено Jpmort, Wikimedia Commons CC 4.0
Наиболее важным компонентом этого процесса являются металлические ключи. Они обеспечивают прочность, необходимую для скрепления треснувших частей после ремонта. Высокопрочный металл имеет большое значение при холодном сшивании металла. В противном случае вам придется повторить процедуру, так как она может оказаться неэффективной.
В идеале просверленные отверстия на первом этапе должны быть такой же длины, как металлические ключи. Таким образом, металлические шпонки добавят столь необходимую прочность всей поверхности чугуна, что предотвратит появление новых трещин. Между просверленными отверстиями и металлическими ключами должно быть плотное прилегание, чтобы создать прочную связь. Между металлическими клавишами и оригинальной деталью не должно быть зазоров.
Если на исходной поверхности детали имеется избыток материала, вам не следует беспокоиться об удалении лишнего материала в процессе чистовой обработки.
- См. также: Как отремонтировать кованое железо без сварки
5. Сшивание стежков
Изображение предоставлено: Jpmort, Wikimedia Commons
Недостаточно полагаться на металлические ключи, вставленные в потрескавшуюся чугунную деталь. Это потому, что они могут быть недостаточно прочными, чтобы выдерживать сильное давление и жару; таким образом, они могут сломаться. Таким образом, вам нужно будет соединить винты между металлическими ключами. Ставьте их относительно близко к соседним шурупам и металлическим сшивающим шпонкам, которые вы установили. Связь между отремонтированным металлом и треснувшим чугуном может быть более прочной после затягивания стежков.
Как и в случае с металлическими ключами, ничего страшного, если из-за установленных винтов торчит лишний металл. Лишний материал пригодится при отделке поверхности; он будет выглядеть как один цельный кусок чугуна. Выравнивание заподлицо с поверхностью оригинальной чугунной детали поможет устранить слабые места и вероятность повторного появления трещин.
6. Удаление лишнего материала
Заключительный этап процесса холодного сшивания металла включает удаление лишнего материала со сшивающих винтов и металлических ключей, которые вы вставили. Используя долото, удалите как можно больше металлического материала. Затем используется инструмент для шлифовки, чтобы отшлифовать остальную часть. Полировка жизненно важна, поскольку она помогает восстановить чугунную деталь в том виде, в котором она была изначально. Следы ремонта должны быть скрыты под лишним металлом для чистого внешнего вида.
Использование эпоксидной замазки для ремонта треснувшего чугуна
За чугунными деталями следует правильно ухаживать, чтобы предотвратить их легкое растрескивание. Было бы лучше, если бы вы также хранили его в сухих условиях, чтобы он не ржавел. Тем не менее, если появятся какие-либо трещины, вы можете исправить чугунные детали с помощью эпоксидной замазки, следуя следующей пошаговой процедуре.
- Во-первых, купите эпоксидные замазки, такие как Quick Steel или JB Weld, в ближайшем хозяйственном магазине. Эти два типа эпоксидных смол будут служить клеем, прилипать к чугуну и надежно запечатывать трещину.
- Используя наждачную бумагу с зернистостью 80, отшлифуйте чугун, чтобы удалить краску и ржавчину, которые могут покрывать трещину. Чтобы избежать расширения трещины, используйте движения вперед и назад вместо круговых движений. Этот процесс помогает очистить поверхность чугунного литья, удаляя вещества, находящиеся поверх трещины.
- С помощью тряпки, воды и мыла тщательно очистите трещины и поверхность. Прежде чем продолжить, дайте чугуну высохнуть.
- Следуя инструкциям производителя, перемешайте эпоксидную смолу. На плоскую поверхность выдавите немного. Вы можете использовать шпатель и кусок картона, чтобы смешать его.
- Смесь шпаклевки затем распределяется по растрескавшемуся чугуну и поверх него. Вы должны соскрести излишки смеси с помощью шпателя до того, как она высохнет.
 Перед работой с отремонтированным чугуном рекомендуется подождать 24 часа.
Перед работой с отремонтированным чугуном рекомендуется подождать 24 часа. - Завершающим этапом ремонта чугунных деталей с помощью эпоксидной шпаклевки является закрашивание заделанной трещины. Это помогает повысить долговечность и гарантировать, что отремонтированная треснутая деталь соответствует остальной части чугунной детали.
- См. также: Как заполнить отверстия в металле без сварки (быстро и просто)
Использование пайки для фиксации растрескавшегося чугуна
Хотя чугун является жестким материалом, он подвержен разрывам и трещинам. Еще одним эффективным способом устранения трещин без сварки является пайка. В отличие от традиционной техники сварки, используемой для ремонта металлических изделий, при пайке используется минимальное количество тепла для фиксации чугунных деталей. Этот метод обычно используется для исправления трещин на чугунных изделиях.
Ниже приведено пошаговое руководство по ремонту треснувшей чугунной детали методом пайки.
- Присадочный стержень выбирается в зависимости от применения детали из чугуна. Присадочные стержни, которые используются для пайки чугуна, часто изготавливаются из латуни или никеля. Некоторые производители и специалисты по металлоконструкциям используют присадочные прутки с флюсом, тогда как другие предпочитают использовать различные флюсы при пайке.
- После выбора нужного наполнителя необходимо подготовить поверхность трещины на чугунной детали. Перед пайкой поверхность трещины необходимо тщательно очистить от окислов и загрязнений. С помощью шлифовального станка поверхность трещины следует отшлифовать, придав ей поперечное сечение U-образной формы. Эта процедура позволяет припою избегать концентрации напряжений и полностью затекать в трещину.
- Щеткой из нержавеющей стали следует очищать шлифованную поверхность после шлифовки чугунной детали. Эта процедура помогает гарантировать, что любые частицы, оставшиеся после измельчения, будут удалены.
- Чугунная деталь должна быть нагрета.
 Попытка использовать горелку для пайки более холодных частей чугуна может привести к дальнейшей деформации и растрескиванию. Таким образом, другие типы источников тепла, такие как горелка для травы, духовка или газовый гриль, могут использоваться для медленного нагревания чугунной детали.
Попытка использовать горелку для пайки более холодных частей чугуна может привести к дальнейшей деформации и растрескиванию. Таким образом, другие типы источников тепла, такие как горелка для травы, духовка или газовый гриль, могут использоваться для медленного нагревания чугунной детали. - Затем кусок чугуна кладут на рабочую поверхность и при необходимости закрепляют. В процессе пайки некоторые важные детали могут нуждаться в нагреве, особенно если трещина значительная, и процесс пайки может занять некоторое время. Для поддержания температуры изделия рекомендуется использовать внешний нагреватель.
- Затем вам необходимо нагреть поверхность трещины с помощью горелки для пайки до такой степени, что она станет ярко-красной. Затем на поверхность трещины помещается наполнительный стержень. Для эффективного процесса пайки рекомендуется, чтобы температура поверхности была очень высокой, чтобы материал присадочного стержня мог легко затекать в трещину. Продвигаясь вниз по трещине, вы можете использовать горелку для пайки для поддержания локальной температуры.

- Наконец, поместите отремонтированную деталь в емкость с песком и полностью засыпьте ее песком. После процедуры пайки фиксированное количество чугуна следует очень медленно охлаждать. Чугун может треснуть, если оставить его на воздухе для охлаждения. Отремонтированную деталь рекомендуется оставить в песке как минимум на сутки и дольше, если домен значителен.
Как подготовить треснувшую чугунную деталь перед ее ремонтом
Покупка новой чугунной детали может быть дорогостоящей; таким образом, вам следует подумать о его ремонте. Как только вы решите отремонтировать свой чугун, независимо от методов, упомянутых выше, которые вы, возможно, захотите использовать, вы должны тщательно очистить его, чтобы удалить грязь, жир и оксиды.
Ниже приведены рекомендации по очистке чугунных деталей перед их ремонтом.
Помимо растрескивания, изделия из чугуна могут покрыться ржавчиной или обгореть. Если ваш чугунный предмет сгорел, вы можете сначала рассыпать соль на его поверхность. Для очистки поверхности можно использовать скраб или мягкую щетку. Для более эффективной очистки идеально использовать влажную щетку. Тем не менее, вы должны использовать пластиковый скребок, если ожог стойкий, чтобы удалить пригоревшие вещества с поверхности.
Для очистки поверхности можно использовать скраб или мягкую щетку. Для более эффективной очистки идеально использовать влажную щетку. Тем не менее, вы должны использовать пластиковый скребок, если ожог стойкий, чтобы удалить пригоревшие вещества с поверхности.
Если ваш чугунный предмет заржавел, вы можете использовать скраб и моющее средство, чтобы избавиться от ржавчины. Ржавчина может повредить ваш чугунный предмет, если ее вовремя не устранить. Приправа также может быть средством, если уровень ржавчины высок.
Предположим, что ваш треснувший чугунный предмет обесцветился, вы можете тщательно почистить его стальной мочалкой, чтобы удалить все частицы на нем. Это помогает устранить любые следы грязи на металлическом изделии. После очистки вымойте изделие теплой водой с мылом и дайте ему высохнуть. Цвет вашей чугунной детали будет восстановлен.
После того, как отлитая из чугуна деталь станет чистой и сухой, вы можете отшлифовать ее, чтобы устранить такие дефекты, как пористость, подготовив треснутую поверхность к ремонту.
