Сварочного схема: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Схема сварочного трансформатора
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный трансформатор
Сварочный агрегат представляет собой устройство, в основу которого положен понижающий трансформатор. Различаются они по многим признаком, но запитываются от внешнего
источника напряжения 220 или 380В. Схема сварочного трансформатора включает дополнительные устройства для получения необходимой внешней характеристики, для возможности управления величиной сварочного тока, для защиты от короткого замыкания. Для электродуговой сварки требуется падающая внешняя характеристика тока. Для этого в цепь включается последовательно индуктивное сопротивление. Отдельная дроссельная катушка устанавливается последовательно со сварочной дугой, но существует схема набора дроссельных катушек совмещенных с трансформатором.
Задача сварочного трансформатора состоит в преобразовании внешнего напряжения (380 или 220В) до величины напряжения 60В (в режиме холостого хода). Подобное напряжение обеспечивает режимы дуговой электросварки.
Подобное напряжение обеспечивает режимы дуговой электросварки.
На фото. 1 представлена схема сварочного трансформатора с самостоятельным дроссельным устройством:
- поз. 1 – металлический сердечник понижающего трансформатора;
- поз. 2 – сердечник дроссельного устройства;
- поз. 3 – подвижный сердечник дросселя;
- поз. 4 – регулировочный винт, изменяющий воздушный зазор в дросселе;
- а – воздушный зазор. Изменение величины воздушного зазора обеспечивает регулировку сварочного тока;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
Электрическая дуга снижает значение сварочного тока, а это влечет снижение ЭДС самоиндукции дроссельного устройства. Что приводит к получению рабочего напряжения, необходимого для устойчивости горения дуги, которое ниже величины холостого хода трансформатора. Повышение сварочного тока производится увеличением воздушного зазора в дросселе и наоборот, уменьшение зазора приводит к снижению величины тока. Физически это осуществляется регулировочным винтом.
Физически это осуществляется регулировочным винтом.
Электрическая схема со встроенным дросселем представлена на схеме. 2. В подобной схеме металлический сердечник трансформатора имеет замкнутую конфигурацию с воздушным зазором для регулировки тока сварки.
- Поз. 1 – сердечник трансформатора;
- Поз. 2 – разомкнутый сердечник дроссельного устройства;
- Поз. 3 – подвижная составляющая магнитопровода;
- Поз. 4 – регулировочный винт, изменяющий воздушный зазор (а) в дросселе;
- НН и ВН – обмотки низкого (выходного) и высокого (входящего) напряжения трансформатора;
- Др – обмотки дроссельного устройства.
Сварочные трансформаторы промышленного назначения монтируются на шасси для возможности удобного перемещения агрегата к месту сварочных работ. Мощные сварочные трансформаторы обеспечивают 2 и более постов сварки.
Устройство сварочного инвертора.
В настоящее время стали очень популярны и доступны по цене сварочные аппараты инверторного типа.
Несмотря на свои положительные качества, они, как и любое другое электронное устройство, временами выходит из строя.
Чтобы отремонтировать инвертор сварочного аппарата нужно хотя бы поверхностно знать его устройство и основные функциональные блоки.
В первых двух частях будет рассказано об устройстве сварочного аппарата модели TELWIN Tecnica 144-164. В третьей части будет рассмотрен пример реального ремонта сварочного инвертора модели TELWIN Force 165. Информация будет полезна всем тем начинающим радиолюбителям, которые хотели бы научиться самостоятельно ремонтировать сварочные аппараты инверторного типа.
Дальше будет много букв – наберитесь терпения .
Сам инверторный сварочный аппарат представляет не что иное, как довольно мощный блок питания. По принципу действия он очень схож с импульсными блоками питания, например, компьютерными блоками питания AT и ATX. Вы спросите: «Чем они похожи? Это ведь абсолютно разные устройства…». Схожесть заключается в принципе преобразования энергии.
Схожесть заключается в принципе преобразования энергии.
Основные этапы преобразования энергии в инверторном сварочном аппарате:
1. Выпрямление переменного напряжения электросети 220V;
2. Преобразование постоянного напряжения в переменное высокой частоты;
3. Понижение высокочастотного напряжения;
4. Выпрямление пониженного высокочастотного напряжения.
Это кратко, так сказать, на пальцах . Такие же преобразования происходят в импульсных блоках питания для ПК.
Спрашивается, а зачем нужны эти пляски с бубном (несколько ступеней преобразования напряжения и тока)? А дело тут вот в чём.
Ранее основным элементом сварочного аппарата являлся мощный силовой трансформатор. Он понижал переменное напряжение электросети и позволял получать от вторичной обмотки огромные токи (десятки – сотни ампер), необходимых для сварки. Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Как известно, если понизить напряжение на вторичной обмотке трансформатора, то можно во столько же раз увеличить ток, который может отдать нагрузке вторичная обмотка. При этом уменьшается число витков вторичной обмотки, но и растёт диаметр обмоточного провода.
Из-за своей высокой мощности, трансформаторы, которые работают на частоте 50 Гц (такова частота переменного тока электросети), имеют весьма большие размеры и вес.
Чтобы устранить этот недостаток были разработаны инверторные сварочные аппараты. За счёт увеличения рабочей частоты до 60-80 кГц и более, удалось уменьшить габариты, а, следовательно, и вес трансформатора. За счёт увеличения рабочей частоты преобразования в 4 раза удаётся снизить габариты трансформатора в 2 раза. А это приводит к уменьшению веса сварочного аппарата, а также к экономии меди и других материалов на изготовление трансформатора.
Но где взять эти самые 60-80 кГц, если частота переменного тока электросети всего 50 Гц? Тут на выручку приходит инверторная схема, которая состоит из мощных ключевых транзисторов, которые переключаются с частотой 60-80 кГц. Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Но чтобы транзисторы работали, необходимо подать на них постоянное напряжение. Его получают от выпрямителя. Напряжение электросети выпрямляется мощным диодным мостом и сглаживается фильтрующими конденсаторами. В результате на выходе выпрямителя и фильтра получается постоянное напряжение величиной более 220 вольт. Это первая ступень преобразования.
Вот это напряжение и служит источником питания для инверторной схемы. Мощные транзисторы инвертора подключены к понижающему трансформатору. Как уже говорилось, транзисторы переключаются с огромной частотой в 60-80 кГц, а, следовательно, трансформатор работает также на этой частоте. Но, как уже говорилось, для работы на высоких частотах требуются менее громоздкие трансформаторы, ведь частота то уже не 50 Гц, а все 65000 Гц! В результате трансформатор «сжимается» до весьма малых размеров, а мощность его такая же, как и у здоровенного собрата, который работает на частоте 50 Гц. Думаю, идея понятна.
Вся эта петрушка с преобразованием привела к тому, что в схемотехнике сварочного аппарата появляется куча всяких дополнительных элементов, служащих для того, чтобы аппарат стабильно работал. Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Но, хватить теории, перейдём к «мясу», а точнее к реальному железу и тому, как оно устроено.
Устройство сварочного аппарата инверторного типа.
Часть 1. Силовой блок.
Разбираться в устройстве сварочного инвертора желательно по схеме конкретного аппарата. К сожалению, схемы на TELWIN Force 165 я не нашёл, поэтому нагло позаимствуем схему из руководства по ремонту другого аппарата – TELWIN Tecnica 144-164. Фотографии аппарата и его начинки будут от TELWIN Force 165, так как именно он оказался в моём распоряжении. Исходя из анализа схемотехники и элементной базы, особых отличий между этими моделями практически нет, если не учитывать мелочи.
Внешний вид платы сварки TELWIN Force 165 с указанием расположения некоторых элементов схемы.
Принципиальная схема сварочного аппарата инверторного типа TELWIN Tecnica 144-164 состоит из двух основных частей: силовой и управляющей.
Сначала разберёмся в схемотехнике силовой части. Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Вот схема. Картинка кликабельна (нажмите для увеличения – откроется в новом окне).
Сетевой выпрямитель.
Как уже говорилось, сначала переменный ток электросети 220V выпрямляется мощным диодным мостом и фильтруется электролитическими конденсаторами. Это нужно для того, чтобы переменный ток электросети частотой 50 герц стал постоянным. Конденсаторы С21, С22 нужны для сглаживания пульсаций выпрямленного напряжения, которые всегда присутствуют после диодного выпрямителя. Выпрямитель реализован по классической схеме диодный мост. Он выполнен на диодной сборке PD1.
Следует знать, что на конденсаторах фильтра напряжение будет больше в 1,41 раза, чем на выходе диодного моста. Таким образом, если после диодного моста мы получим 220V пульсирующего напряжения, то на конденсаторах будет уже 310V постоянного напряжения (220V * 1,41 = 310,2V). Обычно же рабочее напряжение ограничивается отметкой в 250V (напряжение в сети ведь может быть и завышенным). Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
Тогда на выходе фильтра мы получим все 350V. Именно поэтому конденсаторы имеют рабочее напряжение 400V, с запасом.
А что в железе?
На печатной плате сварочного аппарата TELWIN Force 165 элементы сетевого выпрямителя занимают довольно большую площадь (см. фото выше). Выпрямительный диодный мост установлен на охлаждающий радиатор. Через диодную сборку протекают большие токи и диоды, естественно, нагреваются. Для защиты диодного моста на радиаторе установлен термопредохранитель, который размыкается при превышении температуры радиатора выше 90С°. Это элемент защиты.
В выпрямителе применяются диодные сборки (диодный мост) типа GBPC3508 или аналогичный. Сборка GBPC3508 рассчитана на прямой ток (I0) — 35А, обратное напряжение (VR) — 800V.
После диодного моста установлены два электролитических конденсатора (здоровенькие бочонки) ёмкостью 680 микрофарад каждый и рабочим напряжением 400V. Ёмкость конденсаторов зависит от модели аппарата.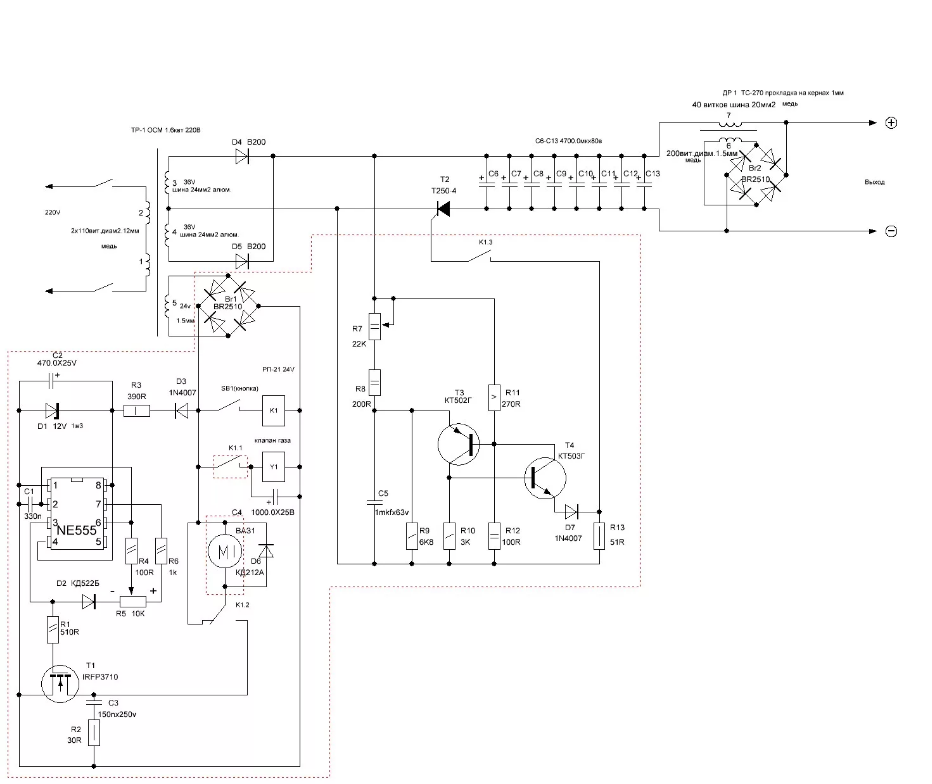 В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
В модели TELWIN Tecnica 144 – 470 мкф., а в TELWIN Tecnica 164 – 680 мкф. Постоянное напряжение с выпрямителя и фильтра подаётся на инвертор.
Помеховый фильтр.
Для того чтобы высокочастотные помехи, которые возникают из-за работы мощного инвертора, не попадали в электросеть, перед выпрямителем устанавливается фильтр ЭМС – электромагнитной совместимости. На английский манер аббревиатура ЭМС обозначается как EMC (ElectroMagnetic Compatibility). Если взглянуть на схему, то фильтр EMC состоит из элементов С1, C8, C15 и дросселя на кольцевом магнитопроводе T4.
Инвертор.
Схема инвертора собрана по схеме так называемого «косого моста». В нём используется два мощных ключевых транзистора. В сварочном инверторе ключевыми транзисторами могут быть как IGBT-транзисторы, так и MOSFET. Например, в моделях Telwin Tecnica 141-161 и 144-164 используются IGBT-транзисторы (HGTG20N60A4, HGTG30N60A4), а в модели Telwin Force 165 применены высоковольтные MOSFET-транзисторы (FCA47N60F). Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Оба ключевых транзистора устанавливаются на радиатор для отвода тепла. Фото одного из двух транзисторов MOSFET типа FCA47N60F на плате TELWIN Force 165.
Снова взглянем на принципиальную схему и найдём на ней элементы инвертора.
Постоянное напряжение коммутируется транзисторами Q5 и Q8 через обмотку импульсного трансформатора T3 с частотой гораздо большей, чем частота электросети. Частота переключений может составлять несколько десятков килогерц! По сути, создаётся переменный ток, как и в электросети, но только он имеет частоту в несколько десятков килогерц и прямоугольную форму.
Для защиты транзисторов от опасных выбросов напряжения используются демпфирующие RC-цепи R46C25, R63C30.
Для понижения напряжения используется высокочастотный трансформатор T3. С помощью транзисторов Q5, Q8 через первичную обмотку трансформатора T3 (обмотка 1-2) коммутируется напряжение, которое поступает от сетевого выпрямителя (DC+, DC-). Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
Это то самое постоянное напряжение в 310 – 350V, которое было получено на первом этапе преобразования.
За счёт коммутирующих транзисторов постоянное напряжение преобразуется в переменное. Как известно, трансформаторы постоянный ток не преобразуют. Со вторичной обмотки трансформатора T3 (обмотка 5-6) снимается уже намного меньшее напряжение (около 60-70 вольт), но максимальный ток может достигать 120 – 130 ампер! В этом и заключается основная роль трансформатора T3. Через первичную обмотку течёт небольшой ток, но большого напряжения. Со вторичной обмотки уже снимается малое напряжение, но большой ток.
Размеры этого самого трансформатора невелики.
Его вторичная обмотка выполнена несколькими витками ленточного медного провода в изоляции. Сечение провода внушительное, да и не мудрено, ток в обмотке может достигать 130 ампер!
Далее со вторичной обмотки импульсного трансформатора переменный ток высокой частоты выпрямляется мощными диодными выпрямителями. С выхода выпрямителя (OUT+, OUT-) снимается электрический ток с нужными параметрами.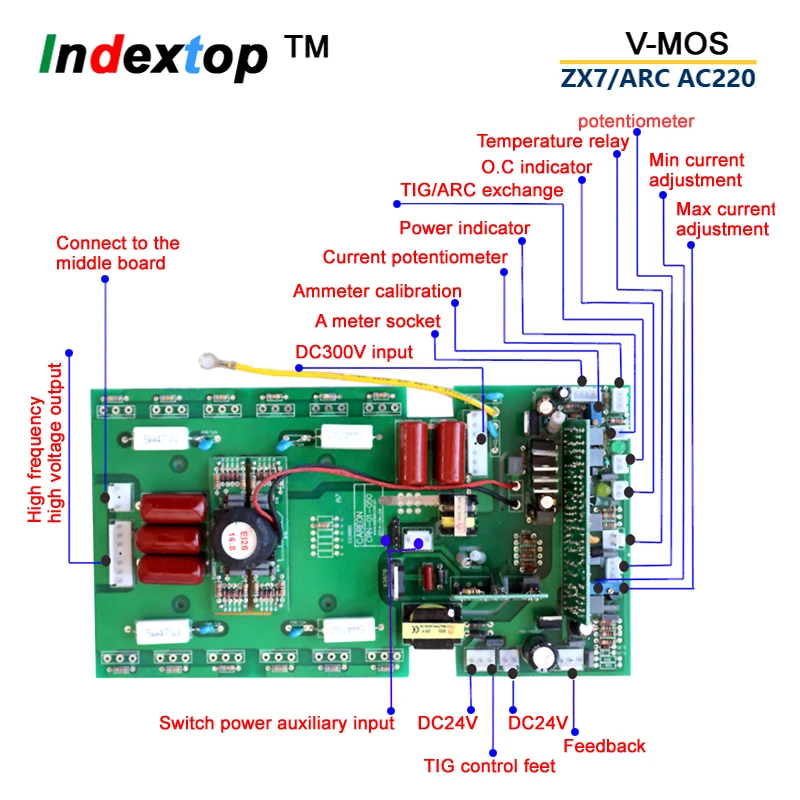 Это и необходимо для проведения сварочных работ.
Это и необходимо для проведения сварочных работ.
Выходной выпрямитель.
Выходной выпрямитель собран на базе мощных сдвоенных диодов с общим катодом (D32, D33, D34). Эти диоды обладают высоким быстродействием, т. е. они могут быстро открываться и также быстро закрываться. Время восстановления trr < 50 ns (50 наносекунд).
Это свойство очень важно, поскольку они выпрямляют переменный ток высокой частоты (десятки килогерц). Обычные выпрямительные диоды с такой задачей бы не справились – они бы просто не успевали открываться и закрываться, нагревались и выходили бы из строя. Поэтому в случае ремонта заменять диоды в выходном выпрямителе следует именно быстродействующими.
В выпрямителе используются сдвоенные диоды марок STTH6003CW, FFh40US30DN, VS-60CPH03 (с ними мы ещё встретимся ). Все эти диоды являются аналогами, рассчитаны на прямой ток 30 ампер на один диод (60 ампер на оба) и обратное напряжение 300 вольт. Устанавливаются на радиатор.
Устанавливаются на радиатор.
Для защиты диодов выпрямителя используется демпфирующая RC-цепочка R60C32 (см. схему силовой части).
Схема запуска и реализация «мягкого пуска».
Для питания микросхем и элементов, которые расположены на плате управления, используется интегральный стабилизатор на 15 вольт – LM7815A. Он установлен на радиатор. Напряжение питания на стабилизатор поступает с основного выпрямителя PD1 через два последовательно включенных резистора R18, R35 (6,8 кОм 5W). Эти резисторы понижают напряжение и участвуют при запуске схемы.
Напряжение +15 со стабилизатора U3 (LM7815A) поступает на управляющую схему. Далее, когда схема управления и драйвер «раскачали» мощную схему инвертора, то на дополнительной вторичной обмотке трансформатора T3 (обмотка 3-4) появляется напряжение, которое выпрямляется диодом D11.
Через диод D9 напряжение питания поступает на интегральный стабилизатор LM7815A и теперь схема «запитывает» как бы сама себя.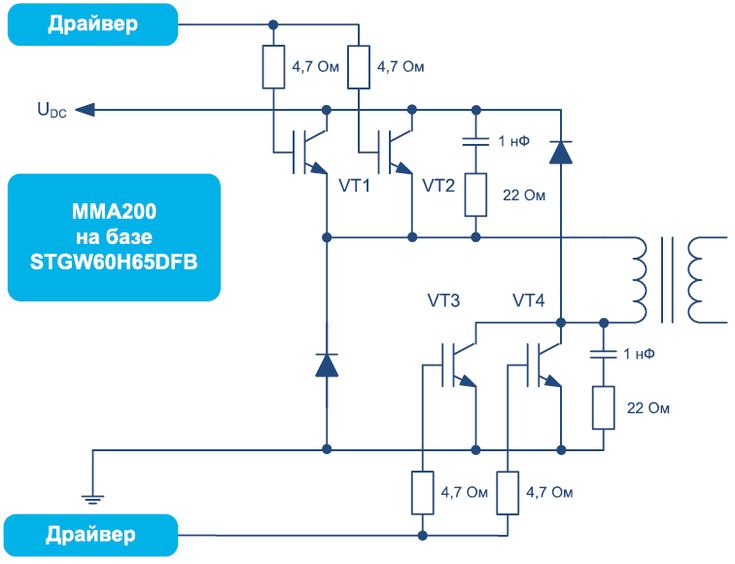 Вот такой вот хитрый «приём».
Вот такой вот хитрый «приём».
Выпрямленное напряжение после диода D11 также служит для питания реле RL1, охлаждающего вентилятора V1 и индикаторного светодиода D10 (Verde – «Зелёный»). Резисторы R40, R41, R65, R37 гасят излишки напряжения. Для стабилизации напряжения питания вентилятора V1 (12V) применяется 5-ти ваттный стабилитрон D36 на 12V.
Реле RL1 обеспечивает плавный запуск инвертора («мягкий пуск»). Разберёмся с этим подробнее.
В момент включения сварочного аппарата начинается заряд электролитических конденсаторов. В самом начале зарядный ток очень велик и может вызвать перегрев и выход из строя диодов выпрямителя. Чтобы уберечь диодную сборку от повреждения зарядным током применяется схема ограничения заряда (или «мягкого пуска»). Взглянем на схему.
Основным элементом схемы «мягкого пуска» служит резистор R4, мощность которого 8W (8 ватт). Сопротивление резистора – 47 ом. Именно на него возложена роль ограничения зарядного тока в первые моменты после включения.
После того, как заряд конденсаторов закончился, а инвертор начал работу в штатном режиме, электромагнитного реле RL1 замыкает контакты. Контакты реле шунтируют резистор R4, и в дальнейшем он не участвует в работе схемы, так как весь ток проходит через контакты реле. Таким образом реализован плавный запуск.
На плате инвертора TELWIN Force 165 также можно найти элементы схемы «мягкого пуска». В качестве реле RL1 выступает электромагнитное реле модели Finder на рабочее напряжение 24V (параметры контактов реле – 16A 250V~).
Итак, мы узнали о том, что сварочный инвертор состоит из сетевого выпрямителя 220V, мощного инвертора на транзисторах, понижающего трансформатора и выходного выпрямителя. Это силовые части схемы. Через них протекают огромные токи. Но где же «мозги» этого устройства? Кто управляет работой инвертора?
Об этом мы узнаем из следующей части нашего повествования. Читать далее.
Главная » Мастерская » Текущая страница
Также Вам будет интересно узнать:
Обозначение полевого транзистора на схеме.

Параметры MOSFET транзисторов.
Химические источники тока.
Welding-plan Советы и практические решения для сварщиков…
Эта страница имеет множество функций.
Он определяет, что должно быть сделано и как.
Он выбирает процессы, материалы и средства.
Это помогает устранять неполадки и решать проблемы, связанные со сваркой.
Это помогает читателям найти то, что они ищут.
План сварки препятствия?
Вы когда-нибудь чувствовали, что застревает на месте , когда что-то идет не так?
Когда ваш производственный план сварки шлифует до упора …
…в то время как в мусорном ведре скапливается много брака?
Когда ищешь лучшее План сварки …
…в то время как вам нужно не отставать от качества?
Посетите НОВИНКА Страница Обзор сварки, чтобы получить подробную информацию Введение в сварку .
Посетите также страницу NEW , посвященную выбору процесса для Понимание процедуры выбора и
НОВИНКА Страница Оптимизация процессов для повышения производительности.
Вы можете начать свой квест самостоятельно , это может быть лучше.
Попробуйте описать себе письменно:
- что вы делаете,
- как дела,
- какие твои голов ,
- и какие неприемлемые результаты
Затем используйте форму обратной связи, чтобы отправить нам без каких-либо обязательств вышеуказанное:
Мы можем добавить несколько вопросов, требующих уточнения.
Даже самый лучший план сварки может столкнуться с проблемами…
Эй! В любом случае вам нужно срочное решение , верно?
Быстрое решение, то есть. Как насчет…
Поиск надежного Советника по сварке для решения
ваш план сварки проблемы и сокращение брака?
Расслабься!
Здесь вы можете найти отсутствующую ссылку на поиск и устранение неисправностей плана сварки
и вы получаете выгоду полезного советника, которому вы можете доверять.
Привет, я Элиа Э. Леви, инженер-механик, вышел на пенсию после более чем 40 лет работы в отрасли. Я специализируюсь в области сварки, M.Sc. в металлургии, и я регулярно консультирую по самым разнообразным сварочным и металлургическим проблемам .
Я также часто участвую в Инженерных форумах (множественное число от «Форум»… латинское слово).
Я поддерживаю связь с длинным списком читателей моего ежемесячного Практического письма по сварке , доступного бесплатно по подписке, и я регулярно пишу статьи в техническую прессу, о чем сообщаю в своих публикациях.
См. товары для сварки.
Помимо создания и поддержки этого веб-сайта консультантов по сварке,
я ежедневно отвечаю на различные планы сварки конкретные запросы , которые приходят мне по электронной почте.
Я считаю, что мои ответы востребованы, и отзывы, которые я получаю
(как сообщается в PWL), демонстрируют признательность.
Примечание:
Любой, кто соответствует одному из следующих:
Сварщик-любитель, ремесленник, владелец небольшого магазина, студент и т.д.,
получите бесплатных советов с этого сайта.Промышленные компании, желающие воспользоваться моими консультационными услугами , смогут воспользоваться моим профессиональным опытом, выпустив заказ на поставку за определенную плату, и я буду заниматься их проблемой до тех пор, пока она не будет решена к их удовлетворению.
Итак, как легко и быстро получить выгодную информацию , которая вам нужна?
Это очень просто. Этот веб-сайт может помочь вам . Это больше, чем структурированный набор информации. Он наполнен обновленными ноу-хау, практическими советами и пояснениями, все они доступны в Интернете, если вы хотите найти и прочитать то, что вы найдете…
Он предназначен для обеспечения ощутимого преимущества своевременного ответа на наиболее актуальные и менее частые вопросы по плану сварки.
Сложно ориентироваться?
Давай! Вот советы, как узнать, что вы ищете:
- Ищите свою тему на часто обновляемой карте сайта,
- Отсканируйте страницу часто задаваемых вопросов, чтобы найти свой вопрос,
- Посмотрите темы по сварке из прошлых выпусков PWL,
- Выполните поиск Google на одной из страниц Сайта или см.
 ниже.
ниже.
И затем, если вы все еще не нашли свой специальный план сварки…
Используйте свой личный, Профессиональный советник!
Это может быть умнейшей вещью вы можете возобновить прибыльное производство. Это не будет стоить вам целое состояние. Это может спасти вас.
Преимущества ?
использование квалифицированной консультации экономит время и затраты ,
в противном случае тратят на отказы и неудачные испытания.
НОВИНКА! — Смотрите мою новую страницу, нажав на
Консультация по сварке.
На номер оставайтесь на связи :
- Добавить эту страницу в закладки,
- Подпишитесь на наше периодическое Письмо о практической сварке, и вы также получите бонусную книгу по
.
Практическое ИЗМЕРЕНИЕ ТВЕРДОСТИ стало проще, - Подпишитесь на нашу RSS-ленту (см. в разделе NavBar), чтобы быть в курсе всех новых и обновленных страниц,
- Нажмите «Свяжитесь с нами».

Итак?… Готовы начать эксперимент?
Жду вашего запроса…
Если вы еще не нашли то, что вам нужно, почему бы не ввести свой вопрос в следующую строку поиска?
Ури Шарон
[Из https://www.welding-advisers.com/Hobby-welding.html]
| Посмотреть обучающее видео Lincoln Electric Испытание на потолочную сварку AWS D1.1, часть 1 https://www.youtube.com/watch?v=oCS9т2СВ6Вг |
Есть вопросы, комментарии или отзывы? Запишите их и отправьте нам по электронной почте.
Нажмите кнопку Contact Us на панели навигации в левом верхнем углу каждой страницы.
| Примечание. Чтобы просмотреть Google Ads, Щелкните правой кнопкой мыши и Открыть в новом окне .  |
Смотрите важные страницы сайта:
Материалы
Процессы
Оборудование
Работы
Качество
Сварка экономика
Безопасность
Стальная сварка
Сварка сплавной стали сварки
Сварка Высокопроизводительная стали
Стальная сварка инструментов
Сварка для сварки
Titting Newbles Welling
Titanive
Titanive
. Сварка нитинол
Сварка меди
Сварка жаропрочных сплавов
Знаете почему так много людей Любишь ВОО?
Потому что это помогло им реализовать свои мечты…
Мы просто пытались свести концы с концами
POWERED BY:
Нажмите на этот логотип СЕЙЧАС!
Copyright (c) 2003-2012, 2013, 2014, 2015, 2016, 2017
Элиа Э. Леви и www.welding-advisers.com
Леви и www.welding-advisers.com
Все права защищены
Это ворота на наш сайт, предназначенные для предоставления полезных и практических ответов на вопросы и решения проблем, связанных со сварочными процессами, оборудованием, материалами, карьерой, качеством, безопасностью и многим другим…
Используй!
Исследование деформации при сварке и оптимизация схемы крепления тонкостенного пламенного цилиндра
. 2022 15 сентября; 15 (18): 6418.
дои: 10.3390/ma15186418.
Йи Ли
1
, Ихао Ли
1
, Сюпин Ма
2
, Сюхао Чжан
2
, Динъяо Фу
1
, Цитонг Ян
1
Принадлежности
- 1 Факультет машиностроения, Университет Сянтань, Сянтань 411105, Китай.
- 2 Aecc South Industry Company Limited, Чжучжоу 412000, Китай.
PMID:
36143730
PMCID:
PMC9504143
DOI:
10.3390/ma15186418
Бесплатная статья ЧВК
Йи Ли и др.
Материалы (Базель).
.
Бесплатная статья ЧВК
. 2022 15 сентября; 15 (18): 6418.
дои: 10. 3390/ma15186418.
3390/ma15186418.
Авторы
Йи Ли
1
, Ихао Ли
1
, Сюпин Ма
2
, Сюхао Чжан
2
, Динъяо Фу
1
, Цитонг Ян
1
Принадлежности
- 1 Факультет машиностроения, Университет Сянтань, Сянтань 411105, Китай.
- 2 Aecc South Industry Company Limited, Чжучжоу 412000, Китай.
PMID:
36143730
PMCID:
ПМС9504143
DOI:
10.
 3390/ma15186418
3390/ma15186418
Абстрактный
В данной работе исследуется наилучшая схема крепления сварочной горелки TIG из суперсплава на основе никеля на твердом растворе Gh4536 в процессе сварки. Прежде всего, чтобы удовлетворить чрезвычайно высокие требования к размерной точности пламенного цилиндра, в программном обеспечении SYSWELD создана модель анализа многополевой связи на основе пламенного цилиндра. Изучая напряжение и деформацию свариваемых деталей при различных положениях линейной связи и приложенном давлении, получают тренд сварочной деформации и на его основе строят соответствующую математическую модель. Наконец, алгоритм оптимизации роя частиц (PSO) используется для расчета наилучшей схемы крепления, чтобы улучшить сварочное напряжение и деформацию. Результаты моделирования показывают, что сварочная деформация отрицательно связана с расстоянием ограничения линии и положительно связана с приложенным давлением.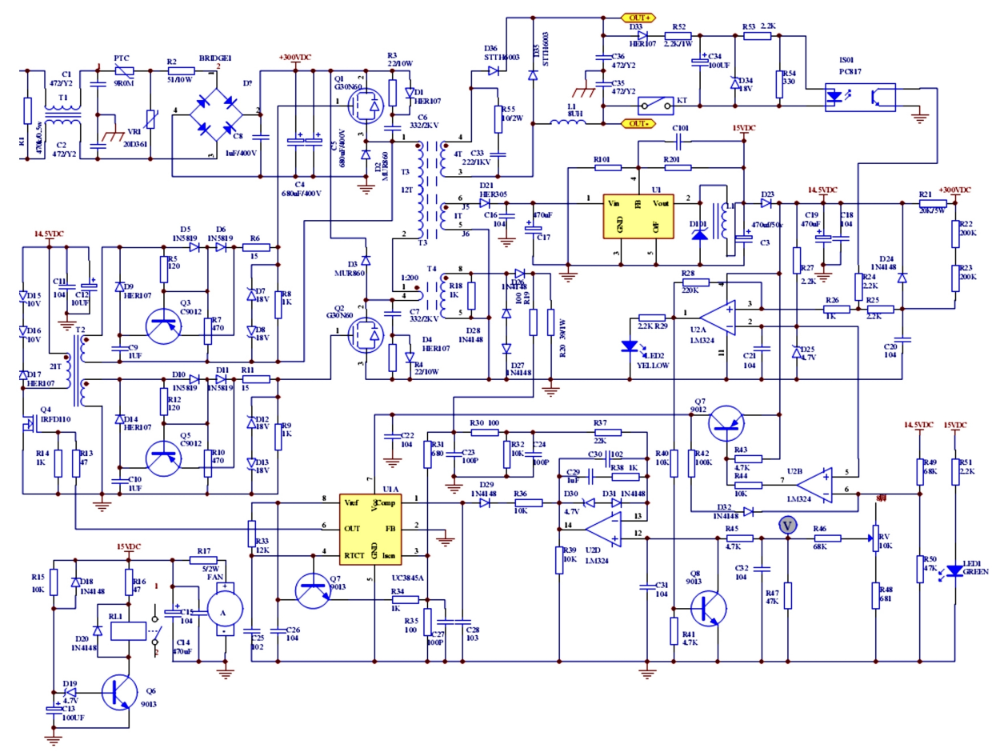 В соответствии с оптимизированной схемой зажима PS0, путем моделирования, средняя осевая деформация снижается на 82,5%, максимальная радиальная усадочная деформация снижается на 60,6%, а максимальное остаточное напряжение уменьшается на 60,3%. Наконец, эксперимент с пламенным стволом подтверждает, что он соответствует требованиям приемки и успешно решает проблему серьезной осевой усадки во время сварки TIG наружного кольца пламенного ствола.
В соответствии с оптимизированной схемой зажима PS0, путем моделирования, средняя осевая деформация снижается на 82,5%, максимальная радиальная усадочная деформация снижается на 60,6%, а максимальное остаточное напряжение уменьшается на 60,3%. Наконец, эксперимент с пламенным стволом подтверждает, что он соответствует требованиям приемки и успешно решает проблему серьезной осевой усадки во время сварки TIG наружного кольца пламенного ствола.
Ключевые слова:
ПСО; ТИГ; условия зажима; сварочная деформация.
Заявление о конфликте интересов
Авторы заявляют об отсутствии конфликта интересов.
Цифры
Рисунок 1
Схема зацепления.
Рисунок 1
Схема зацепления.
фигура 1
Схема зацепления.
Рисунок 2
Схема базы данных материалов для…
Рисунок 2
Схема базы данных материалов для Gh4536: ( a ) плотность, ( б )…
фигура 2
Диаграмма базы данных материалов для Gh4536: ( a ) плотность, ( b ) теплопроводность, ( c ) удельная теплоемкость, ( d ) предел текучести и ( e ) кривые напряжение-деформация.
Рисунок 3
Схема пламенного цилиндра.
Рисунок 3
Схема пламенного цилиндра.
Рисунок 3
Принципиальная схема пламенного цилиндра.
Рисунок 4
Схема сварочного приспособления.
Рисунок 4
Схема сварочного приспособления.
Рисунок 4
Принципиальная схема сварочного приспособления.
Рисунок 5
Схематическая диаграмма высоты образца…
Рисунок 5
Схема измерения высоты образца после сварки.
Рисунок 5
Схематическая диаграмма измерения высоты образца после сварки.
Рисунок 6
Сварочная деформация.
Рисунок 6
Сварочная деформация.
Рисунок 6
Сварочная деформация.
Рисунок 7
Напряжения и деформации при различных…
Рисунок 7
Напряжение и деформация на различных расстояниях ограничения линии: ( a ) тренд деформации,…
Рисунок 7
Напряжение и деформация на различных расстояниях ограничения линии: ( a ) тренд деформации, ( b ) средняя осевая усадка и радиальная деформация и ( c ) остаточное напряжение.
Рисунок 8
Напряжения и деформации при различных…
Рисунок 8
Напряжение и деформация при различных приложенных давлениях: ( a ) тренд деформации, (…
Рисунок 8
Напряжение и деформация при различных приложенных давлениях: ( a ) тренд деформации, ( b ) средняя осевая усадка и радиальная деформация и ( c ) остаточное напряжение.
Рисунок 9
Схема монтажной плоскости…
Рисунок 9
Схема подгоночной плоскости модели Кригинга.
Рисунок 9
Схема пригоночной плоскости модели Кригинга.
Рисунок 10
Итерационный процесс PSO.
Рисунок 10
Итерационный процесс PSO.
Рисунок 10
Итерационный процесс PSO.
Рисунок 11
Результаты моделирования: ( a )…
Рисунок 11
Результаты моделирования: ( a ) осевая деформация, ( b ) радиальная деформация (ось Y),…
Рисунок 11
Результаты моделирования: ( a ) осевая деформация, ( b ) радиальная деформация (ось Y), ( c ) радиальная деформация (ось Z) и ( d ) остаточное напряжение.
Рисунок 12
Осевая усадка экспериментальной заготовки…
Рисунок 12
Осевая усадка экспериментальной заготовки после оптимизации.
Рисунок 12
Осевая усадка экспериментальной заготовки после оптимизации.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Прогноз сварочной деформации и остаточного напряжения тонкой пластины с помощью улучшенной регрессии опорных векторов.
Ли Л., Лю Д., Рен С., Чжоу Х.Г., Чжоу Дж.
Ли Л и др.
Сканирование. 2021 3 марта; 2021:8892128. дои: 10.1155/2021/8892128. Электронная коллекция 2021.
Электронная коллекция 2021.
Сканирование. 2021.PMID: 33747335
Бесплатная статья ЧВК.Метод численного моделирования с учетом твердофазного превращения и экспериментальная проверка процессов сварки листового титанового сплава Ti6Al4V.
Ли И, Хоу Дж. Ю., Чжэн В. Дж., Ван З. К., Тан В. Й.
Ли Ю и др.
Материалы (Базель). 2022 14 апреля; 15 (8): 2882. дои: 10.3390/ma15082882.
Материалы (Базель). 2022.PMID: 35454574
Бесплатная статья ЧВК.Численное моделирование и экспериментальное исследование сварки TIG (A-TIG) разнородных магниевых сплавов.
Цинь Б., Цюй Р., Се Ю., Лю С.
Цинь Б. и др.
Материалы (Базель). 2022 15 июля; 15 (14): 4922. дои: 10.3390/ma15144922.
Материалы (Базель). 2022.PMID: 35888389
Бесплатная статья ЧВК.
Конечно-элементный прогноз остаточных напряжений и деформаций, вызванных двухпроходной сваркой TIG Al 2219Пластина.
Ахмад А.С., У И, Гонг Х, Ни Л.
Ахмад А.С. и др.
Материалы (Базель). 2019 12 июля; 12 (14): 2251. дои: 10.3390/ma12142251.
Материалы (Базель). 2019.PMID: 31336961
Бесплатная статья ЧВК.Механические свойства и микроструктура аустенитной нержавеющей стали 316L, сваренной методом TIG и ATIG, с оптимизацией многокомпонентного потока с использованием метода расчета смешения и оптимизации роя частиц (PSO).
Хедхиби А.С., Туйлеб К., Джуджоу Р., Уис А., Альробей Х., Ахмед ММЗ.
Хедби А.С. и др.
Материалы (Базель). 2021 24 ноября; 14 (23): 7139. дои: 10.3390/ma14237139.
Материалы (Базель).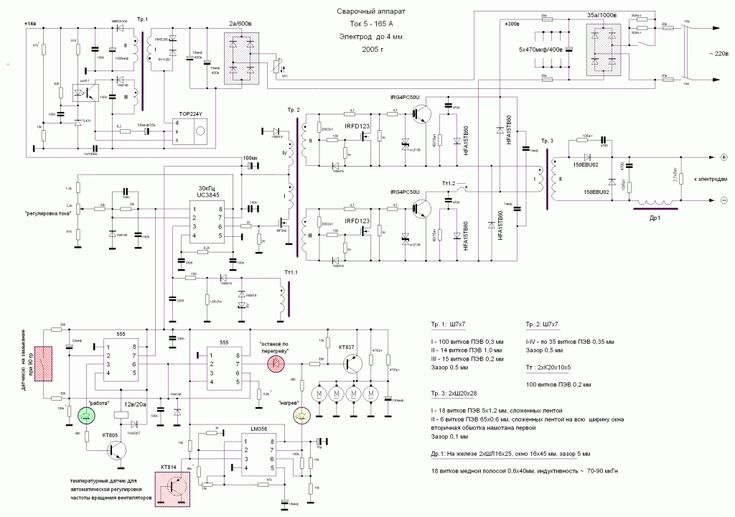 2021.
2021.PMID: 34885295
Бесплатная статья ЧВК.
Посмотреть все похожие статьи
использованная литература
Чжан Б. Состояние и развитие камер сгорания авиационных двигателей. Аэродвигатель. 2013;39: 67–73.
Су Х., Чанг Р., Ни Дж. Моделирование сварки на основе SYSWELD. J. Dalian Jiaotong Univ. 2013; 34:79–82.
Джи Ю. Состояние и развитие численного моделирования камеры сгорания авиационного двигателя. Аэродвигатель. 2003; 29: 25–29.
Чжао Л., Сюй Л., Никбин К. Прогнозирование режимов разрушения при ползучести и росте усталостной трещины при ползучести с использованием системы случайной сетки идеализированной микроструктуры границ зерен/зерен.

