Клещи для точечной сварки своими руками: Самодельные сварочные клещи
Содержание
Сварочные клещи для точечной сварки своими руками: как собрать, характеристики, применение
Для того, чтобы соединить металлические элементы, чаще всего используют сварку. Для неё есть масса подходов и методов, и каждый используется в зависимости от ситуации и имеет свои плюсы и минусы.
Но основными критериями для выбора технологии всегда была скорость работы, свойства шва и, конечно, характеристики используемого металла.
Один из методов — точечная сварка (которую еще называют контактной) — соединяет в себе большинство преимуществ: быструю пайку, высокую точность, а также качество соединения, несложное исполнение.
Эту технологию можно использовать и в производственных цехах, и для домашнего ремонта. Лучше всего она проявляет себя при соединении тонких листов металла, поэтому часто является основной на автомобильных заводах.
Точечная сварка имеет один секретный нюанс. Чтобы сформировать точку сварки, мастер использует контактные сварочные клещи (зажим). Они могут не только прижимать элементы, но и нагревать их импульсами тока.
Это дополнение обеспечивает прочность сварного шва. Мы расскажем, как вы можете сделать сварочные клещи для точечной сварки дома самостоятельно, чтобы не платить лишнего за заводские в строительных гипермаркетах, тем самым сделать сварку дешевле.
Содержание статьиПоказать
- Общая информация
- Изготовление
- Заключение
Общая информация
Зажимы для точечной сварки бывают ручные и подвесные. На типах этого инструмента нужно остановиться на пару минут, чтобы понимать нюансы их ручной сборки.
Ручные сварочные клещи имеют простую конструкцию. Также, как и весь остальной ручной инструмент (пассатижи, плоскогубцы, щипцы), в основе их системы рычаг, который регулирует открытие и закрытие клещей.

Главный нюанс сварочных клещей — возможность применить трансформаторную систему. К одной рукояти клещей подсоединяется трансформатор, который передает на инструмент ток для того, чтобы создать соединение.
Через одну из рукояток трансформаторный механизм передаёт генерируемый сварочный ток на электродные стержни. В этом заключается основная работа механизмов для зажима. Вы руками прижимаете детали из металла клещами, через них идёт ток.
Электрическая сила и сила сжатия создают точку сварки (поэтому сварка точечная). Процесс не механизированный, он от начала до конца выполняется руками сварщика, поэтому только он решает, насколько быстро будут свариваться элементы.
Подвесные зажимы для контактной сварки в быту используются редко. Но их часто можно встретить на заводах и у профессиональных мастеров, использующих узкоспециализированное оборудование для точечной технологии.
Эти клещи встроены в сам аппарат, и принцип их работы другой. Да, они созданы, чтобы сжимать детали друг с другом, но не вручную.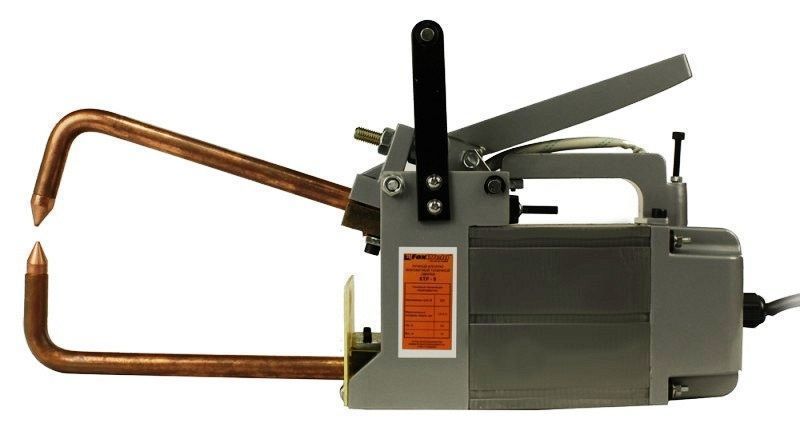 Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Потому производительность работ вместе с подвесными клещами выше, чем с ручными.
Собирать такие дома нет смысла, так как, скорее всего, у вас нет оборудования, с которым их можно было применить.
Поэтому далее речь будет идти о сборке именно ручных клещей для точечного метода сварки.
Изготовление
Вы проведете меньше времени в магазинах, сделав сварочные клещи для точечной сварки своими руками. При этом вы тратите намного меньше, и сэкономленные деньги можно «пустить» на качественные материалы для сварки.
Делать и использовать ручные клещи для контактной сварки несложно. Но при этом они подходят для любого вида металла. Им найдёт место и человек, ремонтирующий своё авто в гараже, и мастер выездных работ. Себестоимость их радует экономных людей.
Первый этап изготовления самодельного инструмента — создание основы. Для неё подойдут материалы, которые есть у каждого под рукой. Это может быть любая сталь или сплав, толщина которых не больше пяти миллиметров.
Из листа материала сделайте несколько полосок по двадцать мм в ширину. Длина их может быть разной, она зависит от ваших пожеланий. Для основы подойдут и широкие стержни из металла. Кончикам заготовок придайте очертания щипцов.
Наложите изготовки наискось относительно друг друга и состыкуйте. По центру сделайте отверстие, которое будет точкой регулировки открывания и закрывания клещей. В месте отверстия проложите между пластинами диэлектрическую прокладку.
С конца одного стержня/пластины также нужно просверлить дырочку, чтобы можно было крепить на болты медный провод. Противоположная заготовка тоже просверливается. Отверстие в ней нужно, чтобы крепить кабель аппарата и фиксировать клемму.
Изолируйте металл клещей для точечной сварки с помощью изоленты вместе с резиновой накладкой (это может быть кусок шланга) после того, как соедините и просверлите нужные компоненты.
Эти материалы защитят вас во время работы с электричеством, а держать их в руках станет удобнее. Такой конструкции хватит, чтобы поддерживать сварочные зажимы на весу, но для их закрепления нужно будет добавить пружину между ручками.
Такой конструкции хватит, чтобы поддерживать сварочные зажимы на весу, но для их закрепления нужно будет добавить пружину между ручками.
Ток к зажиму подводится тоже с учётом правил. Его лучшим источником станет трансформаторный механизм со второстепенной наложенной обмоткой. Можно обмотать кабель на сердечник три раза.
Для того, чтобы повысить мощность точечной сварки, объедините пару трансформаторов, генерирующих ток.
Схемы для создания ручных клещей найти нелегко, поэтому постарайтесь продумать их устройство сами. В помощь вы можете взять видео уроки по созданию не подвесных клещей или советы знакомых мастеров.
Заключение
Мы рассказали вам всё, что знали о изготовлении ручных клещей для контактной точечной сварки. Для этого вам не придётся искать особые материалы, так как можно обойтись и теми, что у вас уже есть.
Для этого вам не придётся искать особые материалы, так как можно обойтись и теми, что у вас уже есть.
Несмотря на простоту такого инструмента, он не хуже дорогих заводских клещей из магазинов. К тому же, самодельные инструменты не требуют особых условий хранения и ухода.
Если вы будете использовать их не на постоянной основе, они тем более «проработают с вами» не один год.
Как вы собирали клещи для точечной сварки вручную? Какую схему придумали? Вы можете помочь своим советам новичкам в комментарии под этой статьей. Возможно, именно благодаря вам кто-то решится собрать свой первый инструмент. Желаем вам удачи!
Контактная сварка своими руками из микроволновки
Для выполнения домашних хозяйственных работ постоянно требуются различные инструменты и приспособления. В их число входит и сварочная аппаратура, доступная не каждому хозяину по причине высокой стоимости. Поэтому многие народные умельцы предпочитают самостоятельно изготавливать все необходимое. Наиболее простым вариантом считается контактная сварка своими руками из микроволновки, для которой не требуется каких-либо дорогих или труднодоступных материалов.
Содержание
Принцип действия контактной сварки
Контактная или точечная сварка работает по очень простой схеме. Между латунными или медными электродами расположены металлические заготовки, прижатые друг к другу. Под действием электрического тока, пропускаемого через них, место сварки нагревается докрасна. В результате, детали приобретают пластичность, а место стыка переходит в жидкое состояние. Диаметр этой области составляет примерно 12 мм. Под влиянием давления обе жидкие среды перемешиваются и, таким образом, детали оказываются сваренными между собой.
Процесс подачи тока и последующий разогрев выполняются импульсом. После его воздействия обе детали остаются зафиксированными в изначальном положении, до того момента пока они не начнут остывать. Данная схема является основой работы контактной сварки. Она успешно применяется при самостоятельном изготовлении. К основным преимуществам данного вида сварки можно отнести экономичный режим работы, соединения с высокой прочностью, простое устройство аппарата, возможность автоматизировать технологический процесс при больших объемах работ.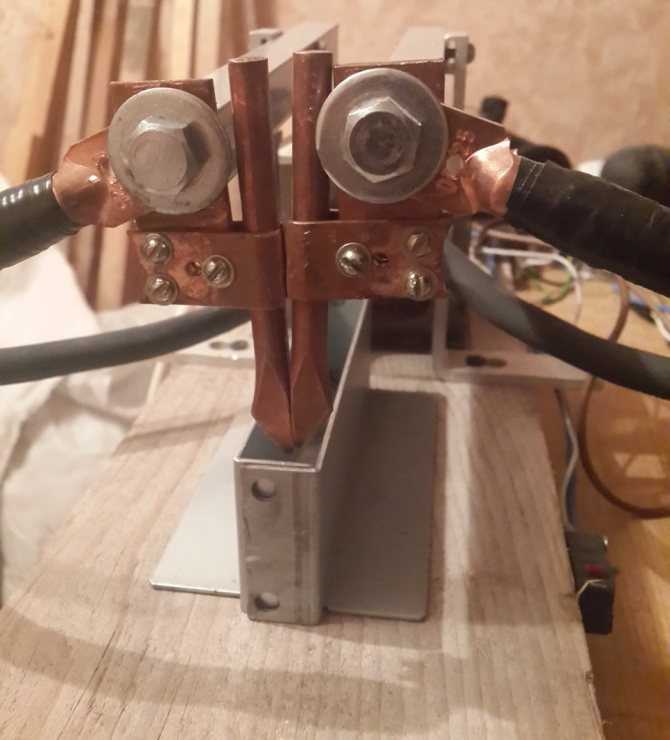 Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование.
Существенным минусом является отсутствие герметичности швов, хотя в некоторых случаях это необязательное требование.
Продолжительность сварочного процесса при необходимости должна изменяться. В точке сварки создается значительное давление, которое максимально увеличивается к концу нагрева. Материал для электродов должен иметь высокую тепло- и электропроводность. На рабочем конце электрода площадь контакта как правило ниже размеров сварочного шва примерно в 2-3 раза.
Подготовка материалов и сборка трансформатора
При рассмотрении принципа работы выяснилось, что с помощью ручной контактной сварки обеспечивается нагревание деталей в точке соединения до температуры плавления. Каждый аппарат отличается индивидуальной мощностью нагрева, поэтому нужно заранее определить, с какими целями будет в дальнейшем применяться то или иное устройство.
Для сборки понадобится сам трансформатор, материал для электродов, провод в изоляции, диаметром не менее 10 мм. Также, нужно подобрать подходящие наконечники, выключатель, болты крепления. В зависимости от конструкции корпуса и сварочных клещей, возможно будут нужны деревянные бруски и фанера. В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
В зависимости от конструкции корпуса и сварочных клещей, возможно будут нужны деревянные бруски и фанера. В большинстве случаев самодельная контактная сварка из микроволновки изготавливается в настольном варианте. Часто применяется переносная сварка, по своим качествам не уступающая стационарным устройствам.
Для самодельной точечной сварки лучше всего подходит трансформатор от микроволновой печки, мощность которого составляет от 700 до 1000 ватт. Предпочтение отдается трансформаторам с более высокой мощностью. У микроволновок эта деталь выполнена в виде сварной конструкции.
В обязательном порядке с трансформатора удаляется вторичная обмотка. Это связано с тем, что по умолчанию она выдает примерно 2000В при очень незначительной силе тока. Такие параметры совершенно не подходят для проведения сварочных работ. Вместо вторичной обмотки наматывается толстый изолированный провод в количестве 2-3 витков, плотно входящий в проем между первичной обмоткой и сердечником. При отсутствии нужного провода может использоваться изолированная медная шина. С помощью готового устройства мощностью 1 кВт, можно сваривать пластины толщиной около 3 мм.
С помощью готового устройства мощностью 1 кВт, можно сваривать пластины толщиной около 3 мм.
Мощность сварочного аппарата зависит от трансформатора, применяемого в его конструкции. Увеличение мощности возможно за счет использования двух одинаковых преобразователей напряжения, подключаемых параллельно между собой. С этой целью в схему контактной сварки включаются две одинаковые вторичные обмотки, в которых одноименные выводы соединяются на входе и выходе. За счет этого мощность и сварочный ток увеличиваются в 2 раза, а напряжение остается неизменным.
Подобная конструкция позволяет выполнять сварку пластин толщиной около 5 мм. Самое главное – правильно подключить выводы, в противном случае может произойти короткое замыкание. По окончании сборки сварочного аппарата трансформаторы закрепляются на основании корпуса, после чего их нужно заземлить.
Электроды, клещи, провода
Основным рабочим элементом контактной сварки являются электроды, сделанные из медных стержней. Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
Для небольших устройств подойдут жала, установленные в мощном паяльнике. В процессе работы происходит постепенная потеря формы электродов, поэтому они требуют периодического подтачивания. В связи с этим следует изначально давать определенный запас по толщине. В самих стержнях сверлятся отверстия, через которые они соединяются с вторичной обмоткой с помощью болтов.
Электроды должны обладать высокой тепло- и электропроводностью, сохранять прочность при достижении рабочей температуры, легко обрабатываться механическим путем. Такие свойства более всего присущи медным сплавам, в которые добавляется вольфрам, хром или бронза. Эффективны сплавы с содержанием кобальта и кадмия. Нижний электрод фиксируется в неподвижном положении, а верхний устанавливается на верхний рычаг сварочных клещей.
Клещи, которые использует контактная сварка из микроволновки, могут изготавливаться разными способами. В наиболее распространенном варианте на концы сварочных клещей, изолированных между собой, устанавливаются наконечники, куда в свою очередь, помещаются электроды. Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
Для рычагов используются деревянные бруски, а сам корпус изготавливается из фанеры. Нижний рычаг неподвижно закрепляется на основании, а верхний может перемещаться и сжимать заготовки. Сила сжатия должна быть максимальной, особенно при сваривании металлических листов большой толщины.
На верхнем рычаге устанавливается пружина, возвращающая электроды в исходное разомкнутое состояние. Для выполнения работ в домашних условиях вполне достаточно прижатия, не превышающего 30 кг. Длина рукоятки может достигать 60 см, а крепление электродов осуществляется ближе к оси вращения. Таким образом получается плечо в пропорции 1:10. В условиях промышленного производства прижатие деталей выполняется с помощью пневматических и гидравлических приспособлений с регулируемым усилием.
Выключатель сварочного аппарата выводится на рукоятку клещей. Он подключается к первичной обмотке с небольшим значением тока. В некоторых конструкциях для управления сваркой используется ножная педаль, приводящая в действие магнитный пускатель.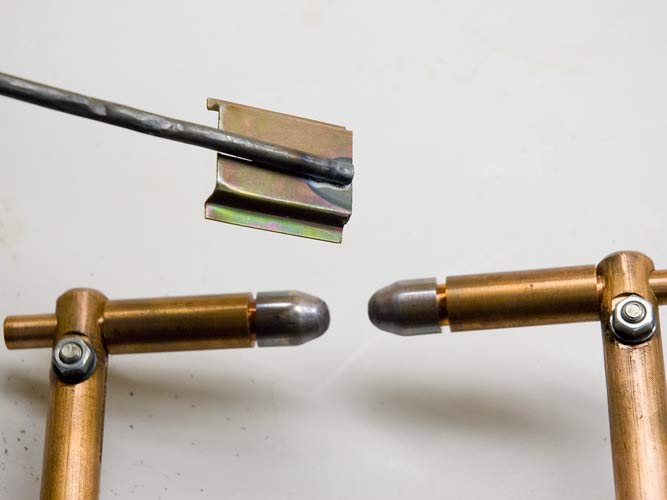
Провода, используемые для подключения к электродам должны иметь минимальную длину. Их соединение с наконечниками осуществляется методом пайки. Необходимо спаивать и отдельные жилы проводов, так как большой ток может вызвать окисление контактов и потерю мощности. Не рекомендуется обжимать наконечники, во избежание появления дополнительного сопротивления в местах контакта.
Технология применения контактной сварки
Самодельная точечная сварка из микроволновой печи имеет ряд специфических особенностей, которые необходимо учитывать в процессе эксплуатации. Следует помнить, что при сварке электроды должны быть прижаты, в противном случае они просто подгорят. Основными параметрами являются сила тока, продолжительность импульса, сила прижатия электродов, их форма и размеры.
Максимальная степень сжатия возникает во время прохождения тока и в течение короткого периода после этого. Таким образом, металл быстро кристаллизуется, усиливая прочность соединения. Для охлаждения аппарата рекомендуется использовать вентилятор. Также, нужно контролировать температуру проводов, электродов и трансформаторных обмоток. В случае опасного повышения температуры работу необходимо прервать.
Также, нужно контролировать температуру проводов, электродов и трансформаторных обмоток. В случае опасного повышения температуры работу необходимо прервать.
Аппарат точечной сварки из трансформатора микроволновой печи
Обзор: Аккумуляторные точечные сварочные аппараты, почему вы должны купить правильный аппарат для точечной сварки
- по:
Дженни Лист
Изготовление батарейных блоков — обычное занятие в нашем сообществе, которое включает в себя точечную сварку никелевых полосок с выводами на отдельных элементах. Многие упаковки были изготовлены таким образом с использованием переработанных элементов 18650, взятых из выброшенных ноутбуков. Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Коммерческие аккумуляторные точечные сварочные аппараты хорошо справляются со своей задачей, но имеют огромный пусковой ток и стоят недешево, поэтому нередко можно увидеть импровизированные решения, такие как перемотанные трансформаторы, извлеченные из микроволновых печей. Однако есть и другая возможность, в виде дешевых модулей, которые обещают те же результаты, используя батарейный блок в качестве источника питания.
Из-за любви к более дешевой части глобального электронного рынка для развлечения читателей Hackaday я не мог устоять, поэтому я расстался с 15 фунтами стерлингов (около 20 долларов США) за «Mini Spot Welder» и сел ждать, пока почтальон принесет мне обычный анонимный серый пакет.
Этот сварочный аппарат обещает многое…
Миниатюрный аппарат для точечной сварки с электродами в тисках.
То, что прибыло, казалось многообещающим: «Портативный транзисторный мини-станок для точечной сварки» вместе с парой аккумуляторных кабелей и несколькими кабелями с электродами для точечной сварки.
Сам модуль представляет собой сэндвич из печатных плат на металлических стойках, с основной платой, содержащей силовую электронику, и дочерней платой с отшлифованным микроконтроллером и небольшим OLED-дисплеем. На плате есть несколько кнопок управления и выключатель питания, а также разъем для ножной педали, а на основной плате есть винтовые клеммы, ряд здоровенных МОП-транзисторов и большой электролитический конденсатор.
Вместе с устройством был набор проводов, сварочные провода заканчивались набором изолированных, за исключением их наконечников медных щупов, а провода аккумулятора не были заделаны. Я установил пару обжимных разъемов с проушиной, чтобы они подходили к клеммам аккумулятора. Также в коробке была бумажка с советами по типу аккумуляторов, подходящих для задачи, которые сводились к чему-то близкому к автомобильному аккумулятору. У меня была под рукой подходящая герметичная свинцово-кислотная батарея, а также несколько сомнительных элементов 18650 чрезвычайно легкой явно поддельной разновидности, поэтому, взяв короткий кусок никелевой полосы, я начал сваривать элемент и зачищать вместе.
На кончиках электродов видны небольшие повреждения от разряда.
Включив устройство и поэкспериментировав с кнопками, стало очевидно, что есть два режима: автоматический режим, в котором он будет работать, когда он обнаружит что-то, что нужно сварить, и ручной режим для управления им с помощью ножного переключателя. У меня есть педальный переключатель от другого оборудования, поэтому я выбрал его.
В противном случае есть настройка мощности, откалиброванная в «E», без объяснения того, что такое «E». На самом деле это мера энергии с точки зрения длины импульса мощности, подаваемого устройством, и при включении питания она устанавливается на нижний предел диапазона 5E.
Сначала я попытался держать два зонда в одной руке, а другой применить их к полоске и ячейке, но обнаружил, что мне не хватает ловкости, чтобы провернуть это. Дотянувшись до небольших настольных тисков, я смог расположить их так, чтобы я мог удерживать ячейку и полосу вместе на их концах и управлять сварочным аппаратом с помощью ножного переключателя.
… Но доставляет немного
Это было лучшее, что устройство могло сделать для моих испытуемых.
Начиная с 5E и определяя точку, в которой устройство будет успешно выполнять точечную сварку, я увеличивал мощность с шагом 5E и пробовал сварку на каждом уровне. Нижние уровни заставляли их слипаться, но только до такой степени, что я мог легко разъединить их, поэтому я продолжил. К сожалению, я так и не нашел уровень, на котором он работал, потому что при 25E один из этих полевых МОП-транзисторов вышел из строя из-за короткого замыкания с обычным волшебным запахом дыма, и я не смог продолжить.
Процесс рассмотрения очень дешевой электроники такого типа напоминает игру в однорукого бандита. Иногда вы выигрываете джекпот, но иногда устройство оказывается не бриллиантом в чистом виде. Однако обычно он, по крайней мере, выполняет свою работу, хотя и забавно плохо, поэтому этот случай, когда он не смог уничтожить еще до того, как мне удалось заставить его работать, особенно разочаровывает.
Очевидно, что что-то есть в идее точечной сварки на полевых МОП-транзисторах, но эти дешевые устройства, похоже, не работают. Если вам нужно приварить клеммы аккумулятора, найдите более традиционный аппарат для точечной сварки, а что касается этих аккумуляторов: я купил один, чтобы вам не пришлось.
Опубликовано в Колонки Hackaday, Обзоры, Взломы инструментовпомеченный аккумулятор, аккумуляторная точечная сварка, обзор, точечная сварка
Погружение в контактную точечную сварку методом сжатия
В: Что сказал хороший точечный сварной шов плохому точечному сварному шву? A: Вы просто не могли «сопротивляться», не так ли? Если вы ничего не знаете о точечной сварке, я отпущу вас. Эта шутка не особенно смешная. Трудно найти хорошие шутки о сварке. Мы рассмотрим контактную точечную сварку методом выдавливания. Больше шуток не будет. Я обещаю!
Трудно найти хорошие шутки о сварке. Мы рассмотрим контактную точечную сварку методом выдавливания. Больше шуток не будет. Я обещаю!
Хотя этот процесс не нов для нашей отрасли, в настоящее время он должен быть в состоянии выполнять практически каждый цех. Я кратко расскажу о процессе, если вы с ним знакомы, и познакомлю вас с ним, если вы новичок. Если вы в настоящее время не в состоянии выполнить этот процесс и вам необходимо обосновать покупку машины, мы надеемся, что эта информация будет вам полезна. Я дам общий обзор того, что такое точечная сварка сопротивлением сжатию, или сокращенно STRSW, и почему ее следует регулярно использовать в сегодняшней ремонтной мастерской. Я расскажу о различных типах машин и некоторых наиболее распространенных процедурах, связанных с этим оборудованием. В конце концов, вы должны быть уверены в том, что делают технические специалисты и почему. Если вы еще не приобрели этот тип оборудования, у вас будет некоторое представление о том, на что следует обращать внимание при покупке станка STRSW.
| Типичная машина STRSW |
STRSW — это аббревиатура от контактной точечной сварки методом сжатия. Процесс в его простейшей форме объяснения состоит в том, что сварка или соединение материалов выполняется контактной сваркой. Чтобы объяснить это немного глубже, это сварной шов, который обычно соединяет две или более панелей/деталей вместе, создавая электрическое сопротивление между двумя электродами. Электроды не соприкасаются, они пытаются пропустить ток через это место, тем самым нагревая металлы до точки их сварки. Другим аспектом является «сжимающая» часть процесса. Именно здесь происходит разделение типичного аппарата для контактной точечной сварки и STRSW. В процессе STRSW панели сжимаются вместе с минимальным или определенным давлением во время создания сварного шва. Сжатие панелей вместе обычно выполняется перед предварительным нагревом металла и самим процессом сварки. Это может следовать этому упрощенному обзору: сжать, предварительно нагреть, сварить, охладить и отпустить. Наконечники аппаратов контактной точечной сварки изготовлены из меди, которая лучше проводит электричество, чем сталь. Именно эта конструкция создает сопротивление, когда ток пытается пройти через оба наконечника. Вот почему сегодняшние машины намного лучше машин прошлого или тех, которые использовались в промышленности. Некоторые аппараты контактной точечной сварки используют ручное сжатие, но оно может быть ограничено силой оператора. Нынешнее оборудование прикладывает гораздо большую силу, но об этом позже.
Это может следовать этому упрощенному обзору: сжать, предварительно нагреть, сварить, охладить и отпустить. Наконечники аппаратов контактной точечной сварки изготовлены из меди, которая лучше проводит электричество, чем сталь. Именно эта конструкция создает сопротивление, когда ток пытается пройти через оба наконечника. Вот почему сегодняшние машины намного лучше машин прошлого или тех, которые использовались в промышленности. Некоторые аппараты контактной точечной сварки используют ручное сжатие, но оно может быть ограничено силой оператора. Нынешнее оборудование прикладывает гораздо большую силу, но об этом позже.
Если вам посчастливилось иметь в своем магазине аппарат контактной точечной сварки контактного типа, считайте, что это для освежения знаний или, возможно, вы знаете об этом аппарате, но не знаете, что это такое и что он делает. Возможно, он используется неправильно или недостаточно часто по разным причинам. Это также поможет вам лучше объяснить клиенту, как работает эта часть процесса ремонта. Они могут быть уверены, зная, что вы используете тот же метод, что и производители, когда они построили автомобиль, грузовик или внедорожник. Использование STRSW — это то, что я бы назвал «беспроигрышным». Ремонт сделан правильно, внешний вид напоминает заводской, сварка MIG/MAG намного эффективнее. По внешнему виду он будет имитировать другие подобные участки автомобиля. Возможность визуально лучшего ремонта не должна превышать важности выполнения необходимого вида ремонта. Точечная сварка сопротивлением, даже в самой простой форме, снижает количество тепла, подаваемого на панели во время сварки. Этот факт также может играть роль в возможности ограничения количества коррозии, образующейся в более позднее время. Чем меньше тепла, уменьшающего «зону теплового воздействия» (ЗТВ), используемого в процессе контактной сварки, тем меньше вероятность ненужного повреждения покрытий на стали. Есть еще более важная причина, которую мы обсудим далее.
Они могут быть уверены, зная, что вы используете тот же метод, что и производители, когда они построили автомобиль, грузовик или внедорожник. Использование STRSW — это то, что я бы назвал «беспроигрышным». Ремонт сделан правильно, внешний вид напоминает заводской, сварка MIG/MAG намного эффективнее. По внешнему виду он будет имитировать другие подобные участки автомобиля. Возможность визуально лучшего ремонта не должна превышать важности выполнения необходимого вида ремонта. Точечная сварка сопротивлением, даже в самой простой форме, снижает количество тепла, подаваемого на панели во время сварки. Этот факт также может играть роль в возможности ограничения количества коррозии, образующейся в более позднее время. Чем меньше тепла, уменьшающего «зону теплового воздействия» (ЗТВ), используемого в процессе контактной сварки, тем меньше вероятность ненужного повреждения покрытий на стали. Есть еще более важная причина, которую мы обсудим далее.
| Маневровые клещи и медные накладки |
Точечная контактная сварка методом продавливания может быть решающим фактором при правильном соединении усовершенствованных сталей. Именно поэтому вы должны понимать требования OEM-производителей к STRSW в определенных сценариях, будь то общие рекомендации по ремонту после столкновений или конкретные процедуры ремонта кузова. Использование сталей, отличных от низкоуглеродистой холоднокатаной стали, широко распространено в современном автомобилестроении, как вам должно быть хорошо известно. Многие из этих передовых сталей плохо реагируют на методы прошлых дней. Несмотря на то, что после сварки MIG/MAG улучшенная сталь может казаться удовлетворительной, количество тепла, введенного в зону сварки, могло привести к тому, что сталь стала хрупкой и плохо себя показала при последующем столкновении. Как упоминалось выше, если коррозия возникает из-за повышенного повреждения покрытий, это также может повлиять на ударопрочность в более позднее время.
Именно поэтому вы должны понимать требования OEM-производителей к STRSW в определенных сценариях, будь то общие рекомендации по ремонту после столкновений или конкретные процедуры ремонта кузова. Использование сталей, отличных от низкоуглеродистой холоднокатаной стали, широко распространено в современном автомобилестроении, как вам должно быть хорошо известно. Многие из этих передовых сталей плохо реагируют на методы прошлых дней. Несмотря на то, что после сварки MIG/MAG улучшенная сталь может казаться удовлетворительной, количество тепла, введенного в зону сварки, могло привести к тому, что сталь стала хрупкой и плохо себя показала при последующем столкновении. Как упоминалось выше, если коррозия возникает из-за повышенного повреждения покрытий, это также может повлиять на ударопрочность в более позднее время.
Что касается магазинов, которые имеют необходимое оборудование, но не используют его в полной мере, то тому может быть несколько причин. Двумя наиболее распространенными факторами, которые привели магазин в такое состояние, являются либо устаревшая машина, либо, что более вероятно, недостаток знаний/обучения в игре.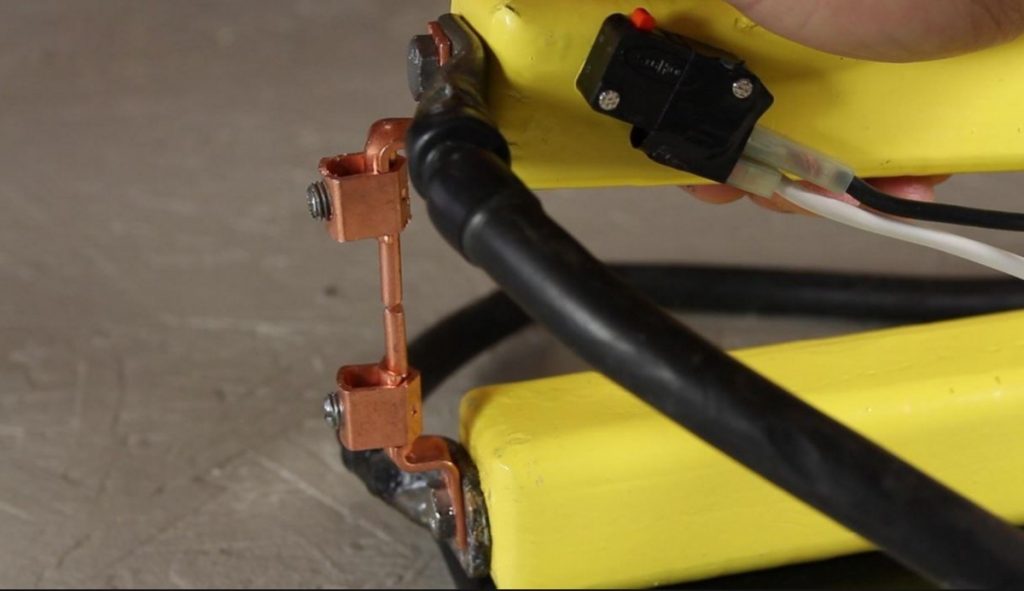 Может случиться так, что первоначальные инвестиции не имели удовлетворительного обучения, или нынешние сотрудники не были частью этого, или не были обучены теми, кто может иметь надлежащие знания об оборудовании. Может случиться так, что ваша машина в настоящее время удовлетворительна, но следует подумать о периодическом или даже начальном обучении, чтобы полностью раскрыть свой потенциал.
Может случиться так, что первоначальные инвестиции не имели удовлетворительного обучения, или нынешние сотрудники не были частью этого, или не были обучены теми, кто может иметь надлежащие знания об оборудовании. Может случиться так, что ваша машина в настоящее время удовлетворительна, но следует подумать о периодическом или даже начальном обучении, чтобы полностью раскрыть свой потенциал.
Аппараты можно приобрести у многих производителей сварочного оборудования. Наиболее важным соображением при выборе правильной машины для вашей мастерской является то, какие рекомендации или требования выдвигает производитель транспортного средства, если таковые имеются. У некоторых производителей указано утвержденное оборудование, а у других нет. Производители транспортных средств, которые не указывают конкретную марку или модель машин, могут иметь минимальные требования, которым должна соответствовать машина. Магазины, которые участвуют в программе сертификации OEM или изучают возможные будущие отношения, могут захотеть ознакомиться с требованиями этой программы. Если вы окажетесь на рынке, где популярна одна конкретная марка автомобиля, я бы посоветовал вам приобрести машину, которая соответствует рекомендациям этого производителя. Если вы планируете модернизацию путем покупки новой машины, следует руководствоваться теми же соображениями. Некоторые OEM-производители могут указать размер самородка, а также усилие зажима или другие требуемые характеристики. Возможно, производитель транспортного средства имеет только минимальные рекомендации по силе тока или другие минимальные рекомендации. Это может уменьшить потребность в покупке определенной марки или модели оборудования, но потребует от покупателя убедиться, что эти характеристики могут быть соблюдены с этим конкретным сварочным аппаратом при выборе.
Если вы окажетесь на рынке, где популярна одна конкретная марка автомобиля, я бы посоветовал вам приобрести машину, которая соответствует рекомендациям этого производителя. Если вы планируете модернизацию путем покупки новой машины, следует руководствоваться теми же соображениями. Некоторые OEM-производители могут указать размер самородка, а также усилие зажима или другие требуемые характеристики. Возможно, производитель транспортного средства имеет только минимальные рекомендации по силе тока или другие минимальные рекомендации. Это может уменьшить потребность в покупке определенной марки или модели оборудования, но потребует от покупателя убедиться, что эти характеристики могут быть соблюдены с этим конкретным сварочным аппаратом при выборе.
| Станок STRSW с рычагами разной длины |
Как и было обещано, мы рассмотрим «сжимающий» аспект процесса. Рейтинги машин по отношению к давлению сжатия могут быть представлены в даканьютонах или даН для краткости. Это значение можно преобразовать в более понятную меру фунт-силы. Некоторые автопроизводители указывают определенное или минимальное усилие, которое необходимо приложить при сжатии панелей перед выполнением сварки. Ньютон — международная стандартная единица силы (СИ). Я не буду углубляться в это, потому что это становится немного научным. Как уже говорилось, это приложенное усилие сжатия, но важно понимать возможности машины, поскольку они связаны с информацией о ремонте.
Это значение можно преобразовать в более понятную меру фунт-силы. Некоторые автопроизводители указывают определенное или минимальное усилие, которое необходимо приложить при сжатии панелей перед выполнением сварки. Ньютон — международная стандартная единица силы (СИ). Я не буду углубляться в это, потому что это становится немного научным. Как уже говорилось, это приложенное усилие сжатия, но важно понимать возможности машины, поскольку они связаны с информацией о ремонте.
Различные типы электропитания, как правило, требуют либо 3-фазного электропитания, либо машина может работать от батареи. Некоторые машины могут работать от 230 В, но наиболее распространены машины с 3-фазным питанием. Машины с батарейным питанием можно использовать там, где в магазине нет трехфазного электроснабжения или других ограничивающих обстоятельств. Есть несколько факторов при выборе машины, если вы не используете рекомендации OEM. Большинство основано на текущей и приложенной силе. Время сварки также является компонентом, который следует учитывать при оценке возможностей машины. В спецификациях, которые может потребовать производитель транспортного средства, могут быть перечислены все или несколько параметров для выполнения правильного сварного шва. Перед началом любых работ необходимо ознакомиться с руководством по кузовному ремонту конкретной марки, модели и года выпуска. Машины могут иметь возможность определять тип металла и создавать сварные швы на основе того, что машина определяет как соответствующие настройки. Возможно, машина способна определять не только тип металла. Возможно, он сможет определить тип, толщину и наличие чего-либо между металлами, например клея. Если это не автоматический тип, пользователю может потребоваться вручную ввести такие параметры, как тип металла, толщина и выполняется ли сварка.
В спецификациях, которые может потребовать производитель транспортного средства, могут быть перечислены все или несколько параметров для выполнения правильного сварного шва. Перед началом любых работ необходимо ознакомиться с руководством по кузовному ремонту конкретной марки, модели и года выпуска. Машины могут иметь возможность определять тип металла и создавать сварные швы на основе того, что машина определяет как соответствующие настройки. Возможно, машина способна определять не только тип металла. Возможно, он сможет определить тип, толщину и наличие чего-либо между металлами, например клея. Если это не автоматический тип, пользователю может потребоваться вручную ввести такие параметры, как тип металла, толщина и выполняется ли сварка.
Некоторые производители оборудования устанавливают на машины программы, основанные на настройках конкретной марки и/или модели автомобиля. Обратная связь от оборудования может включать в себя «пройдено/не пройдено» по каждому сварному шву, и у них может быть возможность документировать процесс для ведения записей в цеху. Обновления программного обеспечения обычно выполняются по требованию производителя сварочного оборудования. Некоторые машины будут иметь возможность напрямую подключаться к соответствующему производителю для получения обновлений и могут даже предоставлять обучающие видеоролики для пользователя внутри машины.
Обновления программного обеспечения обычно выполняются по требованию производителя сварочного оборудования. Некоторые машины будут иметь возможность напрямую подключаться к соответствующему производителю для получения обновлений и могут даже предоставлять обучающие видеоролики для пользователя внутри машины.
Теперь мы рассмотрим некоторые типичные процедуры ремонта, которые могут потребоваться, когда речь идет о STRSW. Шунтирование панелей является обычным требованием. Шунтирование обычно выполняется специальными плоскогубцами, похожими на пассатижи с блокировкой, но позволяет «соединить» несколько заготовок до выполнения первого сварного шва. Плоскогубцы, которые сделаны специально для шунтирования, скорее всего, будут иметь медные «ножки» с кабелем, соединяющим эти ножки, чтобы ток мог легко проходить в этом конкретном месте. Шунтирование можно выполнять с помощью обычных клещей с фиксатором, но для достижения наилучших результатов следует использовать специальные клещи для шунтирования. Дополнительную информацию см. в статье I-Car Collision Repair News: Шунтирование тока при точечной сварке, Опубликовано 10 июня 2016 г.
Дополнительную информацию см. в статье I-Car Collision Repair News: Шунтирование тока при точечной сварке, Опубликовано 10 июня 2016 г.
| Станок STRSW с односторонней опцией |
Контрольные сварные швы также могут быть указаны как часть процедуры ремонта и очень важны, как и при сварке MIG/MAG. Сварные швы могут выглядеть нормально, и машина может проверить качество сварного шва, но, в конечном счете, деструктивная процедура на тестовом сварном шве — единственный верный способ узнать, будут ли рабочие характеристики такими, основываясь на ваших настройках и других приготовлениях. Еще одно замечание относительно зажима заключается в том, что все зажимы или другие средства соединения панелей вместе, кроме маневрового зажима, используемого для начального сварного шва, должны быть изолированы. Для этого существуют различные распространенные методы, такие как использование ленты или других непроводящих материалов, используемых на участках, где зажим соприкасается с металлом.
Давление воздуха обычно используется для силы зажима в процессе сварки. Величина давления воздуха, установленного во время сварки, влияет на давление зажима и, следовательно, может повлиять на качество сварки. Производители транспортных средств иногда указывают минимальные значения тех параметров, которые будут использоваться с настройками и возможностями машины. Здесь также стоит отметить, что общепринятой практикой является удаление всех покрытий там, где кончики электродов соприкасаются со сталью. Обычно покрытия, наносимые OEM-производителями, такие как e-coat, остаются нетронутыми внутри, где панели соприкасаются. Возможно, производитель транспортного средства указывает, что между панелями должно наноситься сквозное покрытие, или процесс может включать сварку. Сварка — это процесс, при котором клей, обычно состоящий из двух частей, используется между панелями для облегчения процесса соединения. Если требуется сварка, технический специалист должен следовать инструкциям производителя автомобиля по правильной подготовке панелей перед нанесением клея. Если инструкций производителей не существует, обычной практикой является следование рекомендациям производителей продукции.
Если инструкций производителей не существует, обычной практикой является следование рекомендациям производителей продукции.
Машины STRSW могут иметь несколько функций, которые могут выполняться одной машиной вне их основной функции. Примерами могут быть возможности удаления вмятин с помощью приварного съемника, такого как скользящий молоток или приспособление для ручного вытягивания. Другие функции могут включать в себя возможность приваривания шпилек, гаек, шайб или штифтов к панели, используемой для крепления таких элементов, как теплозащитный экран, закрывающие панели и т. д. Возможности усадки металла также могут быть встроены в машину для процессов правки/усадки. Некоторые машины могут иметь возможность выполнять «стежковый» или «шовный» тип сварки с функцией односторонней сварки. Машины также могут иметь возможность выполнять одностороннюю точечную сварку. Эти сварные швы потребуют наземного крепления к свариваемому материалу и не смогут сжать панели вместе. Это зависит от оператора, чтобы это произошло. Вот почему эти типы сварных швов менее эффективны по сравнению с STRSW, но это может быть необходимо, поскольку могут существовать ограничения, в которых подходят плечи режима сжатия. Производители транспортных средств иногда указывают, какой тип сварных швов должен быть выполнен, если есть ограничения на то, куда могут дотянуться руки.
Вот почему эти типы сварных швов менее эффективны по сравнению с STRSW, но это может быть необходимо, поскольку могут существовать ограничения, в которых подходят плечи режима сжатия. Производители транспортных средств иногда указывают, какой тип сварных швов должен быть выполнен, если есть ограничения на то, куда могут дотянуться руки.
Как и в случае с любым другим инструментом или оборудованием, обучение имеет первостепенное значение. Производители сварочного оборудования могут приобрести обучение или предоставить его в другой форме. Перед покупкой важно определить, как это будет происходить. Нет ничего хуже, чем инвестировать в процесс или оборудование и не использовать их в полной мере. Здесь также должны быть затронуты вопросы ответственности. Техническое обслуживание также следует планировать перед покупкой. На большинстве машин есть некоторые изнашиваемые/расходные материалы. Наконечники электродов очень важны во многих отношениях, когда речь идет о правильном сварном шве. Выравнивание, состояние и размер могут влиять на эту область. Обучение имеет важное значение, производители оборудования и OEM-программы, которые обеспечивают обучение, могут иметь курсы Alliance, которые могут претендовать на получение кредитов I-Car. Также доступны общие типы обучения, которые не относятся к конкретным машинам. Для дальнейшего онлайн-обучения и обучения в магазине см. I-CAR:
Выравнивание, состояние и размер могут влиять на эту область. Обучение имеет важное значение, производители оборудования и OEM-программы, которые обеспечивают обучение, могут иметь курсы Alliance, которые могут претендовать на получение кредитов I-Car. Также доступны общие типы обучения, которые не относятся к конкретным машинам. Для дальнейшего онлайн-обучения и обучения в магазине см. I-CAR:
Онлайн-введение в контактную точечную сварку методом продавливания
Практические занятия по точечной сварке методом продавливания. Развитие практических навыков
Самое важное правило – следовать руководству по ремонту или критериям производителя автомобиля. для машин и процессов перед началом ремонта. Как говорилось в начале, при выборе машины для первоначальной покупки или при обновлении текущего оборудования ремонтируемые автомобили должны учитываться в процессе принятия решения. Обучение и поддержка также важны. Мы все знаем, что единственная постоянная вещь в нашей области — это перемены.
