Ремонт своими руками инверторный сварочный аппарат: Ремонт сварочных инверторов своими руками: чиним сварочный аппарат
Содержание
Ремонт инвертора своими руками
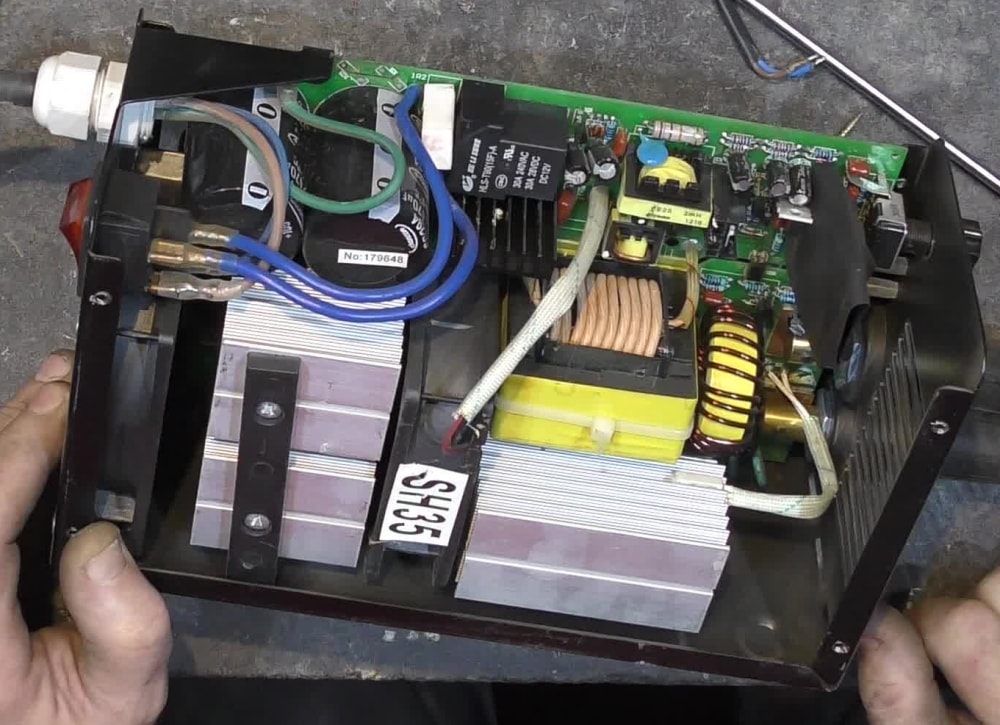
сварочный аппарат инвертор kemppi
Электроника, которая применяется в сварочных инверторах, повышает КПД и добавляет функций сварочнику, но именно:
из-за электроники инверторы становятся более восприимчивыми к условиям работы и состоянию окружающей среды.
Как починить инвертор?
Порядок действий по диагностике и ремонту аппарата своими руками.
Внешний осмотр инвертора
Любой человек, не специалист может открыть инвертор и обнаружить причину поломки путем внешнего осмотра.
Если что-то оплавилось или обгорело – то вот и она, причина того, что аппарат встал.
Замена сгоревшей детали восстановит работу аппарата.
Диагностика сварочного аппарата
Если же при разборке аппарата внешним осмотром выявить ничего не удалось, необходимо преступать к диагностике устройства.
Проверка предохранителей
Сперва необходимо проверить предохранители. Они располагаются на плате управления, и проверить их можно лишь сняв плату.
Прозвоните мультиметром предохранители.
Проверка транзисторов
Если предохранители или плавкие вставки в норме, применяют следующий вариант проверки – прозвон транзисторов на случай обрыва цепей внутри транзистора.
Обычный осмотр транзисторов в большинстве случаев ничего не дает, но иногда бывает, дефект виден невооруженным глазом.
Сварочный аппарат gysmi
Причина поломки транзисторов заключается в их перегреве. Профилактика в данном случае заключается в замене термопасты в месте соединения транзисторов с теплоотводом.
Проверьте драйвер
Проверьте драйвер – все элементы устройства, которое «раскачивает» работу транзисторов. Обычно, если сразу нашли сгоревший транзистор, проверяйте и драйвер, потому что транзистор мог выйти из строя и в результате неверной работы элементов драйвера.
При прозвонке пользуйтесь схемой, двигаясь последовательно в избранном направлении.
Это необходимо делать для того, чтобы ничего не забыть и не перепутать.
Проверка выпрямителей
Если сварочный аппарат все еще не работает, необходимо проверить элементы выпрямителей, которые представляют собой диодные мосты. Выпрямители редко ломаются. но не лишним будет провести и их проверку. Диоды выпаивают и проверяют. Сопротивление диодов должно меняться от плюса к минусу.
Диоды, которые звонятся в обе стороны, подлежат замене и утилизации.
Так же проверяются все разьемы и зачищаются.
Таким образом, ремонт инверторов своими руками сводится к проверке всех элементов (работают или нет?), с последующей заменой обнаруженных негодных деталей.
Вам может быть интересно:
- ремонт вентиляторов сварочного аппарата
- не работает инвертор KEMPPI MINARC 150
Ремонт сварочных аппаратов в СПб: сервис для СВАРОГ, KEMPPI, EWM, ESAB, Lincoln Electric, Ресанта
| Смотрите в магазине отзывов: РЕСАНТА САИ 220, сварщики о работе аппарата — проверить наличие скидки на аппарат сегодня — найти отзывы о другом оборудовании.  |
Ремонт сварочного инвертора своими руками и профилактика
Сварочные инверторы все чаще используются мастерами в домашних условиях в гараже, на даче, в загородном доме. Научиться пользоваться сварочным аппаратом несложно – гораздо сложнее сделать ремонт инверторных сварочных аппаратов своими руками. Поломки и неисправности в инверторе чаще всего возникают именно в процессе самостоятельного обучения сварочному делу как следствие неправильных настроек и установки режимов работы аппарата. Схема инверторного аппарата для сварки металлов намного сложнее устройства обычной, трансформаторной сварки, поэтому и число поломок может возрасти при неправильной его эксплуатации.
Не все ремонтные работы требуют вмешательства профессионала – многие настройки и мелкий ремонт инвертора можно сделать и своими руками. Несоответствие ваших ожиданий и реальной работы инвертора кроется в неправильной настройке сварочного режима, в несоответствии тока, полярности напряжения диаметру или типу электрода, присадки или сварочного материала деталей. Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Но многие доморощенные мастера действуют по принципу: инструкция изучается только после поломки оборудования или тогда, когда больше нечего читать.
Чтобы с вашим дорогостоящим инвертором не случались неприятности, следует знать хотя бы основные причины поломок и плохой работы аппарата:
- Неверно установленная сила тока – это слабый импульс на дуге, залипание сварочного электрода, перегрев инвертора, разбрызгивание металла присадки или электрода.
- Электрод часто залипает – скорее всего, виновато уменьшенное напряжение в сети. Бытовой инвертор начинает работать нестабильно, если напряжение в сети падает на 10-15%. Но залипать электрод может и при плохом контакте в держателе или соединительном штекере. Это может быть вызвано окислением контактов, большим сопротивлением удлинительного силового кабеля или небольшим его сечением.
- Нет сварочной дуги – это плохой контакт на зажиме со свариваемой деталью или банальный обрыв кабеля.
- Инвертор отключился во время работы при сохранении напряжения в сети – скорее всего, сгорел предохранитель, так как был выбран с несоответствующим значением силы тока.

- Защитная автоматика может сработать при перегреве инвертора – значит, превышено время непрерывной сварки. Нужно дать аппарату остыть в течение 20-30 минут.
- Сгорел диодный мост – длительная сварка при максимальном токе.
- Сам источник питания инвертора может выйти из строя при попадании воды и пыли на детали, повышенная влажность воздуха или механическое повреждение.
- Сгорел транзисторный модуль – причины две: механическое повреждение или длительная работа при максимальном сварочном токе.
- Неисправность обнаружена в системе управления: причина – повышенная влажность или прямое попадание воды.
Эти неисправности вполне можно устранить своими руками и без знания основ электроники. Если поломка сложная, то лучше вызвать мастера, а не пытаться разобраться в электронной начинке своими, не всегда большими, возможностями. Но каждый, даже самый просто ремонт инвертора своими руками следует начинать так: вскройте корпус, если срок гарантии уже закончился, и попытайтесь визуально определить поломку. Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Сам выпрямитель сварочного инвертора с мощным диодным мостом в составе почти никогда не ломается, но прозвонить его авометром (омметром, тестером) все же следует.
Чаще всего выходит из строя инверторный модуль на полевых транзисторах и биполярных тиристорах. Происходит это при частом перегреве сварочного аппарата или при неправильно выставленных настройках рабочего режима. Внешне сгоревший транзистор выглядит лопнувшим или вздутым. Также могут быть обгоревшими выводы транзистора или тиристора. Вздутыми или лопнувшими будут и сгоревшие конденсаторы. В этом случае ремонт заключается в замене своими силами вышедших из строя деталей на исправные запчасти. Для этого вам понадобится только паяльник.
Но это в идеальном случае. Правильный ремонт своими руками состоит в предварительной проверке всех подозрительных элементов схемы, а для этого нужны специальные знания в электронике и радиотехнике. Если внешний осмотр не дал никаких результатов, то остается отнести сварочный инвертор в сервисный центр. Так вы сэкономите и деньги, и время.
Так вы сэкономите и деньги, и время.
Профилактика поломок инвертора
Интенсивная эксплуатация сварочного агрегата, частая замена оператора и несоблюдение приведенных ниже рекомендаций обязательно приведут к ускоренному износу аппаратуры и частым поломкам электроники. Уменьшить количество поломок или практически избежать их на долгое время помогут своевременные профилактические меры.
Что нужно, чтобы продлить работу сварочного аппарата:
- Сварочные работы рекомендуется проводить в закрытых помещениях со стабильной температурой и постоянной влажностью.
- Работая на открытой площадке, не допускайте попадания на инвертор влаги и пыли, особенно одновременно, чтобы не пришлось делать ремонт.
- Если напряжение в сети нестабильно, а также при большом расстоянии от места сварки до инвертора не слишком увеличивайте мощность сварочной дуги – устанавливайте не более 10-15% от номинального значения для работающего электрода.
- Берегите инвертор от ударов, вибрации, влияния агрессивной среды.
- Минимальное время работы при максимальном сварочном токе – это первое правило сварщика. Несоблюдение этого простого правила быстро приведет к поломке аппарат, его перегреву и выходу из строя деталей электросхемы.
- При резкой смене наружной температуры (помещение-улица) дать агрегату прогреться или остыть до той температуры, при которой он будет эксплуатироваться.
- Инверторный плазморез должен эксплуатироваться только в стационарных условиях, при постоянной температуре и влажности в помещении.
- Раз в неделю вскрывать корпус и продувать инвертор от пыли.
Вышеперечисленные неисправности сварочных инверторов – далеко не все, но они приходятся на 60% всех мелких ремонтов. При серьезной неисправности можно дать только одну рекомендацию — не ремонтировать аппарат своими руками, а отправить его на ремонт в сервисный центр. Так вы сэкономите на ремонте и не навредите своему помощнику.
Похожие статьи
- Имеет ли смысл самостоятельное изготовление сварочного инверторного аппарата
- Самостоятельный ремонт агрегатов для сварки инверторного типа
- Типы и схемы сварочных аппаратов инверторного типа
- Как отремонтировать сварочный инвертор?
Сервисная школа
Сдать экзамен начального уровня
Сертификационный учебный курс LASF (5 дней): С понедельника по пятницу
Время занятий: с 8:00 до 16:45 (если вылетаете из Кливленда, запланируйте вылет в 19:00 или позже). Все участники должны иметь практические знания в области теории электротехники и компонентов. Класс открыт для всех, кто прошел предварительный тест.
Все участники должны иметь практические знания в области теории электротехники и компонентов. Класс открыт для всех, кто прошел предварительный тест.
Мастерам по ремонту будут показаны основы работы обычного сварочного аппарата. Занятие начнется с базовой теории, а затем покажет, как эта теория применима к машинам, обычно обслуживаемым LASF. В этом курсе будут представлены машины с трансформатором/выпрямителем и базовые инверторные машины, а также машины с приводом от двигателя и механизмы подачи проволоки. По окончании курса техник должен сдать тест по пройденному материалу.
Курс повторной сертификации LASF* (3 дня): Со вторника по четверг
Время занятий: с 8:00 до 16:45 (если вылетаете из Кливленда, запланируйте вылет в 19:00 или позже). Этот курс открыт только для сертифицированных технических специалистов LASF. Технические специалисты узнают о новых продуктах, выпускаемых Lincoln Electric. Мы обсудим теорию и то, как она применима к новым машинам.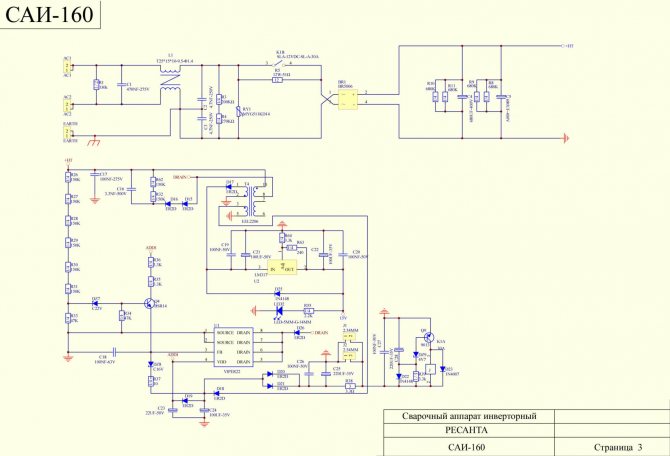 Будут обширные практические испытания для ознакомления технических специалистов с новыми продуктами.
Будут обширные практические испытания для ознакомления технических специалистов с новыми продуктами.
Power Wave ® Технологический курс* (4 дня): со вторника по пятницу
Часы занятий: с 8:00 до 16:45 (если вылетаете из Кливленда, запланируйте рейс в 19:00 или позже). Этот курс открыт для сертифицированных технических специалистов и клиентов LASF. Прохождение этого курса будет учитываться при поддержании вашей сертификации. Рекомендуется сильный опыт работы в области электроники и электротехники. Участникам будет представлена теория сварочных систем Power Wave. Этот класс будет охватывать основы этих систем от ручных до полностью автоматических процессов. По окончании этого курса будет обширное практическое тестирование. Кабели связи будут предоставлены участникам с ноутбуками.
Курс технологии двигателей* (3 дня): Со вторника по четверг
Время занятий: с 8:00 до 16:45 (если вылет из Кливленда, планируйте вылет в 19:00 или позже). Этот курс открыт только для сертифицированных технических специалистов LASF. Техническим специалистам будет показана теория источников питания Lincoln Electric с приводом от двигателя. Мы рассмотрим теорию генераторов постоянного тока, генераторов переменного тока и то, как мы используем эту технологию в наших машинах. Будет некоторое классное и обширное практическое тестирование.
Этот курс открыт только для сертифицированных технических специалистов LASF. Техническим специалистам будет показана теория источников питания Lincoln Electric с приводом от двигателя. Мы рассмотрим теорию генераторов постоянного тока, генераторов переменного тока и то, как мы используем эту технологию в наших машинах. Будет некоторое классное и обширное практическое тестирование.
*Количество классов для повторной сертификации LASF
Carmen Becker
Административный помощник — Координатор школы Service
Майкл Оливер
Инструктор школы/Специализированный координатор обучения
Dennis Trnavsky
Service School
Bryan Turner
Decirect Ship School
Bryan Turner
Decirection Decirection
70007, , 9005, 9005,
, , , 9005,
, , 9005, ,
, , ,
, , 9005,
, ,
, 70007.
Контактная информация
The Lincoln Electric Company
22801 St. Clair Avenue
Cleveland, OH 44117-1199
The Lincoln Electric Service School
Телефон: 216-383-2310
Бесплатный номер: 888-935-3877
Регистрация Все регистрации
для сервисных школ теперь недоступны онлайн. Электронное письмо с подтверждением будет отправлено после завершения регистрации. Обратите внимание, что классы заполняются быстро. Зарегистрируйтесь как минимум за шесть недель до начала курса, чтобы обеспечить наилучшие шансы попасть в класс по вашему выбору. Регистрация онлайн-класса будет закрыта за четыре дня до даты начала. Курсы проводятся при наборе шести и более студентов. Все отмены должны быть сделаны по электронной почте не менее чем за 10 дней до даты начала занятий. При любой отмене менее чем за 10 дней до даты начала курса будет взиматься плата за курс.
Онлайн регистрация
Бронирование отеля
Вам необходимо связаться с отелем, сделать и подтвердить бронирование, а также произвести оплату. Информация об отеле будет указана в электронном письме с подтверждением, которое вы получите при регистрации. Если занятие проводится в Кливленде, вы также получите ссылку на сайт отеля, чтобы быстро и легко забронировать номер.
Информация об отеле будет указана в электронном письме с подтверждением, которое вы получите при регистрации. Если занятие проводится в Кливленде, вы также получите ссылку на сайт отеля, чтобы быстро и легко забронировать номер.
Политика запрета курения
Компания Lincoln Electric обеспечивает здоровую среду для некурящих для всех наших сотрудников и посетителей, поэтому курение в помещениях запрещено (включая парковку).
Одежда
Допустима повседневная одежда. Пожалуйста, наденьте длинные брюки и рубашку с рукавами. Обувь со стальным носком обязательна.
Стоимость
В стоимость будет входить регистрационный сбор, а также другие расходы, такие как счет за проживание в отеле, питание и транспорт до города, где проводится занятие.
В чем разница между сваркой электродом и MIG?
Существует множество различных методов сварки, включая сварку TIG, сварку MIG и сварку электродами. Каждый из этих видов сварки имеет свои плюсы и минусы, что делает их пригодными для различных применений.
В этой статье будет рассмотрена сварка MIG и электродуговая сварка, предлагается введение в каждый метод, подробно описаны преимущества и недостатки, а также сравнение двух типов сварки.
Содержание
Нажмите на ссылки ниже, чтобы перейти к разделу руководства:
- Сварка МИГ
- Ручная сварка
- MIG по сравнению со сваркой электродами
- Сварка электродом проще, чем MIG?
- Почему сварка электродом прочнее, чем MIG?
- Вывод
Для сварки MIG используются плавящиеся электроды, поставляемые с катушки. Нажатие курка на катушечном пистолете подает проволоку с заранее выбранной скоростью по мере прохождения тока, расплавляя как электрод, так и основной металл.
Сварка MIG обычно выполняется постоянным током или обратной полярностью, когда электрод остается заряженным положительно, а основной металл заряжен отрицательно. В любом случае основной металл и электрод плавятся вместе в сварочной ванне расплавленного металла, которая защищена от внешнего атмосферного загрязнения защитным газом.
Оборудование, используемое сварщиками MIG, относительно простое и понятное: большинство аппаратов MIG используют только три настройки скорости подачи проволоки, полярности и напряжения. Пистолет катушки сварочного аппарата также прост в использовании, с триггером и выключателем.
Преимущества
Сварка MIG имеет ряд преимуществ, в том числе:
- Точность : Сварка MIG обеспечивает высокий уровень точности, позволяет сваривать металл толщиной до 24 калибра, а также создавать сложные сварочные конструкции
- Чистый : Сварка MIG — это чистый процесс с небольшим разбрызгиванием, позволяющий получать гладкие высококачественные соединения без шлака, требующие минимальной очистки
- Efficient : поскольку это процесс сварки с проволокой в катушках, нет необходимости прерывать сварочные работы, чтобы заменить стержневой электрод
- Fast : Сварка MIG — один из самых быстрых методов сварки, обеспечивающий высокую производительность
- Easy-to-Learn : MIG-сварка проста в освоении, а машины просты в эксплуатации, а это означает, что даже совсем новичок сможет вскоре начать создавать сварные швы приемлемого качества
- Flux Core : сварка MIG также может использоваться в проектах сварки с флюсовой проволокой
.
Недостатки
Несмотря на множество преимуществ, сварка МИГ имеет и некоторые недостатки:
- Окружающая среда : Сварку МИГ трудно проводить на открытом воздухе, так как даже легкий ветерок может нарушить подачу защитного газа, что приведет к ослаблению и пористости сварных швов.
- Загрязнение : Если металл загрязнен в месте сварки, это может привести к пористому сварному шву, а это означает, что сварка MIG не идеальна для металлов с ржавчиной или краской на них. В результате перед началом сварки поверхность металла должна быть полностью очищена.0107
- Замена катушки : Хотя катушка с проволокой означает, что редко требуется менять электрод во время сварки, катушку необходимо менять при сварке различных металлов
Области применения
Сварка МИГ — это гибкий метод, который можно использовать для различных металлов и который прост в освоении, что позволяет использовать его в самых разных областях.
Способная соединять как тонкие, так и толстые металлы, сварка MIG может использоваться в различных положениях сварки и с химически активными металлами, такими как алюминий, медь и магний, а также с нержавеющей сталью, углеродистой сталью и никелем.
Эта универсальность означает, что сварка MIG используется в нефтегазовой, энергетической, автомобильной, строительной, железнодорожной, морской и других отраслях промышленности.
Подробнее о сварке MIG можно узнать здесь, но далее мы рассмотрим сварку электродами.
Сварка стержнем представляет собой процесс электродуговой сварки, в котором в качестве присадочного материала используется металлический стержень или стержень. Эти палочки обычно покрыты флюсовым материалом и доступны в различных диаметрах и длинах. Для получения высокопрочных сварных швов важно выбрать правильный тип сварочной проволоки с флюсовой сердцевиной для вашего применения.
Часто используется для сварки стали и железа, при сварке электродом используется постоянный ток или ток обратной полярности, как и при сварке MIG. Это создает дугу между сварочным стержнем или стержнем и основным металлом. Тепло этой дуги расплавляет как основной металл, так и присадочный стержень, капли которого стекают в заготовку, образуя шарики, которые сплавляют две металлические детали вместе.
Тепло также вызывает испарение части флюса, создавая защитный газ, который помогает стабилизировать дугу. Остальная часть флюса образует шлак в ванне с расплавленным расплавом, чтобы защитить сварной шов от загрязнения или окисления. Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Остальная часть флюса образует шлак в ванне с расплавленным расплавом, чтобы защитить сварной шов от загрязнения или окисления. Использование флюса означает, что нет необходимости использовать внешний источник газа, как при сварке MIG.
Преимущества
К преимуществам сварки электродом относятся:
- Окружающая среда : Сварка электродом создает большую дугу, на которую не влияет ветер, что означает, что ее можно эффективно использовать как в помещении, так и на открытом воздухе. Сварку электродом можно выполнять в ветреную погоду и даже под водой
- Стойкость к краске и коррозии : Сварка электродом может использоваться для ремонта деталей, имеющих краску или коррозию в месте сварки
- Простой в освоении : Сварке электродов легко научиться, а это означает, что сварку хорошего качества может выполнить человек с относительно небольшим опытом
- Замена присадочного материала : легко заменить присадочный материал, когда вам нужно сваривать различные металлы, такие как чугун или различные нержавеющие стали
- Уменьшение прожога : Используя опцию постоянного тока для дуги, можно изменить полярность электрода, чтобы уменьшить вероятность прожога при сварке более тонких металлов
- Экономически эффективен : Поскольку нет необходимости в подаче инертного газа, электродуговая сварка является недорогим вариантом, а также проста в использовании в полевых условиях
Недостатки
Несмотря на ряд преимуществ сварки электродом, она также имеет свои недостатки:
- Шлак : Сварка электродом откладывает шлак на металле, который необходимо соскоблить или отколоть, прежде чем можно будет продолжить сварку или покраску.
 начать
начать - Брызги : При сварке электродом образуются брызги, хотя при сварке постоянным током (DC) образуется меньше брызг, чем при сварке переменным током (AC)
- Прерывания сварки : Ваши сварочные работы могут прерываться, когда вам нужно заменить присадочную проволоку, что снизит вашу производительность
- Сварка тонких металлов : Сварка электродом не подходит для сварки тонких металлов толщиной менее 1/8 дюйма
Применение
Поскольку для сварки электродом не требуется газовое сопло, его можно использовать для сварки больших материалов, а также его можно использовать как внутри помещений, так и снаружи, поскольку электродный флюс предотвращает любое загрязнение.
Это означает, что электродуговая сварка подходит для широкого спектра применений, включая крупномасштабное строительство, нефте- и газопроводы и другие работы на открытом воздухе.
Поскольку поверхность сварного шва не обязательно должна быть полностью очищена от ржавчины или краски, сварка электродами также хорошо подходит для ремонта и технического обслуживания.
Вы можете узнать больше о сварке электродом здесь, но мы продолжим сравнение сварки электродом со сваркой МИГ…
Чтобы полностью определить различия между сваркой МИГ и сваркой электродом, мы сравним их по некоторым ключевым параметрам:
1. Качество сварки
Сварные швы MIG, как правило, имеют лучшее эстетическое качество, чем сварка электродами, поскольку при сварке электродами образуются брызги и шлак. Однако, напротив, при сварке более толстых металлов с помощью MIG сила тока должна быть высокой, а поверхность должна быть полностью очищена от краски и коррозии, чтобы не повлиять на проплавление сварного шва. При правильном выполнении сварка электродами обеспечивает более прочное соединение, чем сварка MIG.
2. Внутреннее и наружное применение
Поскольку сварка MIG включает использование защитного газа, ее можно выполнять только в помещении, так как ветер или дождь могут повлиять на сварку. С другой стороны, сварка электродами устойчива к ветру и воде, поэтому ее можно выполнять на открытом воздухе или даже под водой. Однако дуга при сварке электродом может производить много дыма и дыма, а значит, для безопасности сварщика требуется хорошая вентиляция.
Однако дуга при сварке электродом может производить много дыма и дыма, а значит, для безопасности сварщика требуется хорошая вентиляция.
3. Типы и толщина металла
Сварка MIG может выполняться с различными типами металла при условии, что поверхности чистые. Сварку MIG можно использовать для тонких металлов, включая алюминий, латунь, углеродистую сталь, медь, магний, мягкую сталь и нержавеющую сталь. Однако сварка MIG не идеальна для более толстых металлов, в отличие от сварки электродом, которая может сплавлять более толстые металлы. Напротив, сварка электродом не так эффективна для более тонких металлов, так как может вызвать прожог.
4. Области применения
MIG — это чистый и быстрый процесс, что делает его подходящим для целого ряда применений, от небольших проектов «сделай сам» до более крупных промышленных задач сварки. Однако MIG не подходит для сварки на открытом воздухе или в более экстремальных условиях, а также для сварки более толстых материалов. В этих случаях предпочтительным вариантом является сварка стержнем.
В этих случаях предпочтительным вариантом является сварка стержнем.
5. Простота использования
Несмотря на то, что сварка электродом не представляет особой сложности для изучения, сварка MIG – это более простая техника. Сварка MIG позволяет вам управлять одним элементом за раз, нажимая курок, чтобы автоматически намотать проволоку и начать сварку. Сварка электродом немного сложнее, так как вам нужно точно зажечь дугу, не повреждая металл сварного шва.
6. Портативность
Сварочное оборудование для сварки стержнем более портативно, чем сварочные аппараты MIG, поскольку для него не требуется внешний источник защитного газа.
7. Стоимость
Сварочное оборудование для сварки МИГ дороже, чем аппараты для сварки электродом, хотя в промышленных масштабах сварка МИГ становится более рентабельной благодаря таким факторам, как повышение производительности.
Сварка MIG намного легче для новичка, чем сварка электродом. Однако настройка оборудования для сварки MIG может быть довольно сложной, поскольку необходимо учитывать ряд переменных, включая размер и тип проволоки, газ, контактные наконечники и тип сопла.
