Количество электродов на 1 м шва: WordPress › Ошибка
Содержание
Электроды в Екатеринбурге
МЕТАЛЛООБРАБОТКА
Токарная обработка
Фрезерная обработка
Шлифование металла
Долбление, строгание, сверление
Зубонарезные, зубодолбёжные, зубошлифовальные работы
ТЕРМИЧЕСКАЯ ОБРАБОТКА
Вакуумная термообработка
Ионно-плазменное азотирование (ИПА)
Микродуговое оксидирование (МДО)
Термообработка в соляных, бариевых и щелочных ваннах
Закалка ТВЧ
ЛИТЬЕ МЕТАЛЛОВ
Стальное литьё
Чугунное литьё
Медные, алюминиевые и цинковые сплавы
РЕЗКА МЕТАЛЛА
Лазерная резка металла
Плазменная резка металла
Гидроабразивная резка
МЕТАЛЛИЧЕСКИЕ КОНСТРУКЦИИ
ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ ПО ЧЕРТЕЖАМ И ЭСКИЗАМ ЗАКАЗЧИКОВ
ПРОИЗВОДСТВО, ШЛИФОВКА, ЗАТОЧКА ПРОМЫШЛЕННЫХ НОЖЕЙ
МЕТАЛЛОПРОКАТ
ЭЛЕКТРОДЫ
Уони 13
LB 52U
СЕРТИФИКАЦИЯ ОБОРУДОВАНИЯ
САМОСРАБАТЫВАЮЩИЙ ОГНЕТУШИТЕЛЬ «СФЕРА»
Электроды – наиболее востребованный расходный материал для сварки углеродистых, низко- и высоколегированных, высокопрочных строительных, нержавеющих и жаростойких сталей, чугуна, а также для ручной дуговой резки и восстановительной наплавки металлов – представляют собой электропроводный стержень, предназначенный для передачи электрического тока от сварочного аппарата к месту плавления. В промышленно-строительных целях нашли применение различные типы сварочных электродов для соединения или резки металлов, в зависимости от задач.
В промышленно-строительных целях нашли применение различные типы сварочных электродов для соединения или резки металлов, в зависимости от задач.
Купить электроды в Екатеринбурге (ОК-46.00 диаметром 3 мм, 4 мм, УОНИ 13) оптом и в розницу вы можете у надёжного поставщика – компании СМЦ «Ионмет» – по выгодным ценам с доставкой по Свердловской области или в любой регион России. Оформить заказ, в том числе на поставку крупных партий электродов напрямую с завода можно прямо на нашем сайте – мы предлагаем купить более 35 марок стержневых электродов, наиболее актуальных в промышленном производстве, и гарантируем непрерывное снабжение объектов строительства.
- Чем сварить угловой шов? Какие электроды купить для сваривания труб больших диаметров кольцевыми швами?
- Какое покрытие электродов оптимально для сварки корневых слоёв при монтаже трубопроводов малого и среднего диаметра?
- Какие электроды предназначены для сталей с ограниченной свариваемостью?
Менеджеры центра «Ионмет» помогут скомплектовать заказ и закупить электроды, исходя из технических сварочных параметров и свойств материала, расскажут о преимуществах различных типов электродов и предпочтительной области применения, сориентируют в сортаменте продукции в связи с обозначенными характеристиками металла шва (минимальными значениями предела текучести, прочности при растяжении и вязкости, жаропрочными и антикоррозионными свойствами).
Марки электродов для сварки и резки металлов
Наш ассортимент сварочных электродов с различными видами покрытий и превосходными техническими характеристиками, а также высокий уровень качества и конкурентоспособные цены станут залогом длительных и взаимовыгодных отношений со всеми потребителями электродов: инженерами и мастерами сварочного производства, слесарными мастерскими, заводами по выпуску и монтажу металлических конструкций, арматуры, оборудования и резервуаров, кранов, прокладке трубопроводов, производителей химического оборудования и отвечающими за его текущий ремонт предприятиями и т. д.
ООО «Ионмет» является официальным дистрибьютором российского завода-производителя высококачественных электродов НЕРО™ и осуществляет поставки широкой номенклатуры сварочных и наплавочных электродов в адрес предприятий металлургической, машиностроительной, строительной отраслей, на объекты нефтегазовой промышленности.
- Электроды для сварки углеродистых и низколегированных конструкционных сталей, с высокими свойствами: МР-3, МР-3С, ОЗС-6, ОЗС-12, ОЗС-12-З (аналог ОК 46.
 00), АНО-21, УОНИ-13/45, УОНИ-13/55, УОНИ-13/Мороз (аналог LB 52 U), ТМУ-21У и другие сварочные электроды типа Э-46 по ГОСТ 9467-75.
00), АНО-21, УОНИ-13/45, УОНИ-13/55, УОНИ-13/Мороз (аналог LB 52 U), ТМУ-21У и другие сварочные электроды типа Э-46 по ГОСТ 9467-75. - Электроды для сварки высоколегированных сталей: ОЗЛ-8, ОЗЛ-36, ЦЛ-11, НЖ-13, НИАТ-1, ОЗЛ-6, НИИ-48Г.
- Наплавочные электроды: ОЗН-300М, ОЗН-400М, ЦНИИН-4, ОЗШ-6, ЭН-60М, ОЗН-6, Т-590, Т-620, УОНИ-13/НЖ/20Х13.
- Электроды для сварки чугуна ЦЧ-4 обеспечивают высокую плотность сварного соединения.
- Специальные электроды марки ОЗР-1 для резки металлов: быстрого и качественного удаления дефектных швов и их участков, прихваток, разделки трещин. Применяются в рамках монтажа и ремонта строительных конструкций, изделий и оборудования. Благодаря высокоокислительному покрытию ОЗР-1 расплавленный жидкий металл легко убирается с места реза без натеков и науглероживания кромок реза.
Группы электродов представлены различными видами основных и смешанных типов покрытий, составы которых влияют на характер расплавления и сварочные свойства электрода, а также определяют качество металла шва:
- рутиловым (R, rutile), рутилово-целлюлозным (RC) и ильменитовым, позволяющим вести сварку, в том числе вертикальных швов на постоянном и переменном токе;
- основным (B, basic) и рутилово-основным (RB), предназначенными для сварки на постоянном токе во всех положениях особо ответственных конструкций, эксплуатирующихся при воздействии низких температур.
 Этот тип покрытия обладает лучшими характеристиками вязкости и наименьшей опасностью образования трещин металла шва. Благодаря низкому содержанию водорода подходят для сваривания высокопрочных сталей.
Этот тип покрытия обладает лучшими характеристиками вязкости и наименьшей опасностью образования трещин металла шва. Благодаря низкому содержанию водорода подходят для сваривания высокопрочных сталей.
Диапазон диаметров электродов: 2,5–5 мм. В каталоге представлены спецэлектроды МР типа Э46 с повышенной производительностью (в соответствие с ГОСТами 9466-75, 9467-75, ТУ 1272-001-91558624-2011; AWS E6013) для сварки влажного металла, неочищенного от окислов, имеющего поверхностные загрязнения, ржавчину. Электроды более широкого ассортимента – для работы с тонколистовым металлом или применения в строительстве, судо- и мостостроении, а также шихта электродных покрытий – изготавливается по специальному заказу в рамках электродного производства.
ЦЕНЫ НА ЭЛЕКТРОДЫ
Официальное дистрибьюторское соглашение о продаже широкого перечня сварочных электродов (в том числе импортных аналогов LB-52U, ОК 46.00) на территории УрФО позволяет устанавливать гибкое ценообразование, выгодно отличающееся от других предложений.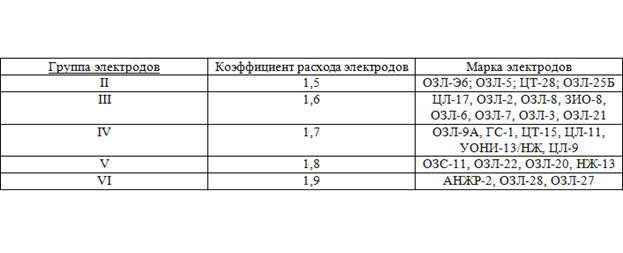 Оставьте заявку на сайте, и наши специалисты оперативно рассчитают точную стоимость оптовой либо розничной поставки электродов с учётом индивидуальных условий доставки и скидки за объём.
Оставьте заявку на сайте, и наши специалисты оперативно рассчитают точную стоимость оптовой либо розничной поставки электродов с учётом индивидуальных условий доставки и скидки за объём.
Прайс-лист на сварочные электроды НЕРО™
Всегда в наличии основной, пользующийся спросом ассортимент электродов по чёрным металлам, в том числе более качественные аналоги популярных зарубежных электродов. Формирование заказа и отгрузка продукции осуществляется в минимальные сроки.
Преимущества электродов НЕРО™
Продукцию бренда отличают улучшенные эксплуатационные характеристики – по своим сварочным, механическим и химическим свойствам металла шва электроды НЕРО™ намного превосходят аналогичные марки других производителей и не уступают зарубежной продукции (Esab, Lincoln Electric, Sabaros, Hyundai, Askaynak). Для всех электродов торговой марки характерно лёгкое повторное зажигание дуги, хорошее отделение шлаков, ровный мелкочешуйчатый рисунок шва, спокойное расплавление с малым коэффициентом разбрызгивания металла.
Сравнительный расход электродов МР-3С НЕРО™ с аналогами при сварке 1 м шва:
Расход электродов при сварке
Подсчет расхода электродов при сварке — процедура необходимая на стадии планирования сварочных работ. Для того чтобы правильно рассчитать необходимое количество электродов, следует взять во внимание такие основные факторы как масса наплавленного металла, норма расхода сварочных электродов и длина шва. Корректные расчеты позволяют сделать процесс более эффективным и результативным.
Расход электродов при сварке – величина, которую должны рассчитывать специалисты, которые будут выполнять необходимые сварочные работы. Это нужно для того, чтобы расчеты были выполнены в соответствии нюансами будущих сварочных работ.
Стоит сказать, что для того, чтобы рассчитать расход электродов при сварке, существует множество методик. Во многих странах приобрела популярность и широкое использование методика определения необходимого количества электродов по массе наплавленного металла. Именно по этой причине единица измерения электродов – это килограммы. Количество электродов, необходимых для сварочных работ, определяется согласно формуле — Н=М*Красх. М – это масса наплавленного металла (измеряется в килограммах), Красх — коэффициент расхода электродов.
Именно по этой причине единица измерения электродов – это килограммы. Количество электродов, необходимых для сварочных работ, определяется согласно формуле — Н=М*Красх. М – это масса наплавленного металла (измеряется в килограммах), Красх — коэффициент расхода электродов.
Чтобы определить массу наплавленного металла, необходимо площадь поперечного сечения наплавленного металла умножить на плотность и на длину шва.
При расчете коэффициента расхода электродов при сварке следует учитывать такие критерии как угар, разбрызгивание, длина огарка. Эти нормативы зависят от марки используемых электродов. В среднем этот показатель составляет 1,6. Стоит учитывать, что при работе с нержавеющими и жаропрочными деталями, этот коэффициент может увеличиться до 1,8.
Существует еще одна формула, в которой учитываются эти показатели. Выглядит расчет этого нормированного показателя следующим образом: N=QH+q1+q2. В этой формуле QH – это показатель массы наплавленного металла, q1 — это потери на разбрызгивание и угар; q2 — потери на огарки электродов.
Если нет возможности рассчитать теоретическое количество по массе, то следует прибегнуть к практическим расчетам. В этом случае следует произвести сваривание металлических элементов определенным количеством необходимой марки электродов. Во время сварки следует применять тот же тип сварочного соединения, режима сварочного тока и пространственного положения сварки, что и для последующих работ. После этого следует определить длину шва и рассчитать нужное количество электродов для сварки.
Поскольку приобретение электродов – это значительная статья расходов любых сварочных работ, возникает вопрос, как можно сэкономить расход электродов при сварке? Главное – чтобы тип, показатели силы тока и напряжения электродов четко соответствовали виду сварочных работ, для которых они применяются.
Также необходимо применять автоматическую и полуавтоматическую сварку. Эти виды сварки позволяют уменьшить расход электродов при сварке за счет меньшего процента разбрызгивания. Если при ручной сварке этот показатель составляет 5%, то при автоматической и полуавтоматической – меньше 3%.
Купить ПВЛ просечно-вытяжной лист в Алматы
Источник: nanolife.info
Принадлежности для контактной сварки | RWElectrodes.com — Электроды RW
Обратная связь с клиентами!
Марк В. « Быстрая доставка, удобный веб-сайт.»
Майк Т. » Отличный сайт. Удобная навигация. Я нашел единственный сайт, на котором можно было сделать онлайн-заказ «.
Родриго Р. » Всегда есть нужный мне материал, и время доставки всегда лучше.»
Рекомендуемые продукты
Распродажа
Распродажа
Распродажа
Распродажа
Распродажа
Распродажа
Распродажа
Распродажа
Распродажа
Посмотреть все
Рекомендуемые товары
Из блога
В мире сварки существует так много терминов.
 Освежите свою память с помощью этого удобного словаря терминов.
Освежите свою память с помощью этого удобного словаря терминов.Прочитай сейчас
Есть вопросы по сварке? Знаете разницу между методами сварки? Потратьте несколько минут, чтобы освежить свои знания в области сварки.
Прочитай сейчас
Что такое точечная сварка и как работают функции управления? Узнайте больше, чтобы узнать все об основах точечной сварки.
Прочитай сейчас
Узнать больше
Конфигуратор электродов — медный сплав
Запросить цену
Выбор медного сплава может показаться сложным, но, пожалуйста, используйте это руководство, чтобы упростить его для большинства применений.
Вы можете увидеть таблицы, подобные приведенным ниже. Теперь просто выберите сплав и все готово! (Нет… продолжайте читать).
При выборе электрода важно отметить «Класс №». Это классы меди RWMA. (Ассоциация производителей контактной сварки [RWMA] является подразделением Американского общества сварщиков [AWS] и помогает разрабатывать все стандарты для отрасли).
Вот сокращенный справочник по классам меди.
- Класс 2 : Самый распространенный сплав, рекомендуется для точечной и шовной сварки холоднокатаных и горячекатаных сталей и материалов с покрытием. Медь класса 2 всегда будет наиболее доступным электродным сплавом, а также самым дешевым.
- Обратите внимание, что в приведенной выше таблице на самом деле есть два сплава, соответствующие классу 2.
- Класс 2, медно-хромовый – самый универсальный.
- Класс 2, медь-хром-цирконий иногда используется при сварке оцинкованных сталей, так как есть свидетельства того, что он превосходит стандарт класса 2 для оцинкованных сталей.

- Обратите внимание, что в приведенной выше таблице на самом деле есть два сплава, соответствующие классу 2.
- Класс 1 : Этот сплав обладает большей электропроводностью, чем Класс 2. Он также мягче, чем Класс 2, из-за более высокого содержания меди. Он имеет низкую износостойкость, но предназначен для сварки сталей с покрытием и материалов с высокой электропроводностью (за исключением меди и серебра). Он используется реже, обычно стоит дороже и с меньшей вероятностью будет в наличии.
- Класс 3 : Этот сплав рекомендуется для точечной и шовной сварки нержавеющей стали и жаропрочных жаропрочных сплавов, требующих больших усилий при сварке. Это более высокая прочность, чем у класса 2, но страдает проводимость; его электропроводность примерно в два раза меньше, чем у класса 2. Класс 3 встречается реже, чем класс 2 или класс 1, поэтому его снова дороже и труднее получить.
- Обратите внимание на два сплава класса 3.
- Бериллиевая медь : Бериллий класса 3 немного превосходит сплав без бериллия.
 Однако бериллий считается известным канцерогеном, и промышленность пытается уйти от него.
Однако бериллий считается известным канцерогеном, и промышленность пытается уйти от него. - Медь без бериллия часто используется в Классе 3, чтобы избежать опасности для здоровья. Вы заметите немного более низкую предельную прочность на растяжение у материалов, не содержащих бериллия, но часто считается, что ею можно пренебречь.
- Бериллиевая медь : Бериллий класса 3 немного превосходит сплав без бериллия.
- Обратите внимание на два сплава класса 3.
- Класс 11 : Вы не найдете электродов, полностью изготовленных из Класса 11, но вы можете найти электроды с лицевой стороной Класса 11, припаянной к резервному электроду. Класс 11 намного более устойчив к износу, чем класс 2, и часто используется в операциях с высокой повторяемостью, таких как приварка гаек и шпилек.
- Внимание! Класс 11 содержит вольфрам. Он сделан из руды под названием вольфрамит. Вольфрамит находится в списке «конфликтных материалов» в США. В США Закон Додда-Франка о реформе Уолл-стрит и защите прав потребителей 2010 г. требовал от публичных компаний проводить аудит своих цепочек поставок и сообщать об использовании конфликтных полезных ископаемых.
- Внимание! Класс 11 содержит вольфрам. Он сделан из руды под названием вольфрамит. Вольфрамит находится в списке «конфликтных материалов» в США. В США Закон Додда-Франка о реформе Уолл-стрит и защите прав потребителей 2010 г. требовал от публичных компаний проводить аудит своих цепочек поставок и сообщать об использовании конфликтных полезных ископаемых.
