Коническая развертка: Развертки конические купить
Содержание
цены, характеристики на сайте Instrland.ru
показывать по:
40
80
120
397790
Развертка ручная коническая ф3х70 1:50
180.00
руб
216.00
руб
160
Купить
397791
Развертка ручная коническая ф3х80 1:50
207.00
руб
248.40
руб
24
Купить
397811
Развертка ручная коническая ф4х85 1:50
207.00
руб
248.40
руб
34
Купить
397822
Развертка ручная коническая ф3х95 1:50
207.00
руб
248.40
руб
100
Купить
274358
Развертка ц/х 3,0x40x65 коническая 1:50 с прямой канавкой (под штифты) 9ХС CNIC
222. 75
75
руб
267.30
руб
146
Купить
397766
Развертка ручная коническая ф5х100 1:50
270.00
руб
324.00
руб
246
Купить
277401
Развертка ц/х 4,0x50x75 коническая 1:50 с прямой канавкой (под штифты) 9ХС CNIC
330.75
руб
396.90
руб
196
Купить
284353
Развертка 16,0x90x130 коническая 1:30 с прямой канавкой
330.75
руб
396.90
руб
14
Купить
289715
Развертка 19,0x100x150 коническая 1:30 с прямой канавкой
330.75
руб
396.90
руб
5
Купить
331929
Развертка ручная ц/х 7-8 коническая 1″ 36
342. 00
00
руб
410.40
руб
1
Купить
397784
Развертка ручная коническая спиральная ф3,0х70 1:50
342.00
руб
410.40
руб
92
Купить
397801
Развертка ручная коническая ф3х95 1:50 Р18
342.00
руб
410.40
руб
47
Купить
397818
Развертка ручная коническая спиральная ф3,0х90 1:50
342.00
руб
410.40
руб
2
Купить
277418
Развертка 27,0x125x185 коническая 1:30 с прямой канавкой
378.00
руб
453.60
руб
3
Купить
397695
Развертка ручная коническая ф8х135 1:50
387. 00
00
руб
464.40
руб
351
Купить
276446
Развертка ц/х 5,0x60x85 коническая 1:50 с прямой канавкой (под штифты) 9ХС CNIC
434.70
руб
521.64
руб
188
Купить
397782
Развертка ручная коническая ф8х180 1:50
450.00
руб
540.00
руб
18
Купить
253003
Развертка ц/х 6,0x70x95 коническая 1:50 с прямой канавкой (под штифты) 9ХС CNIC
529.20
руб
635.04
руб
372
Купить
263987
Развертка ручная КМ1 ц/х №1
567.00
руб
680.40
руб
13
Купить
265641
Развертка ручная КМ1 ц/х №2
567. 00
00
руб
680.40
руб
7
Купить
397692
Развертка ручная коническая ф12х200 1:50
567.00
руб
680.40
руб
54
Купить
279284
Развертка 32,0x138x200 коническая 1:30 с прямой канавкой (чистовая)
628.43
руб
754.12
руб
10
Купить
278525
Развертка ц/х 8,0x95x125 коническая 1:50 с прямой канавкой (под штифты) 9ХС CNIC
664.20
руб
797.04
руб
431
Купить
253271
Развертка ручная ц/х 2,2 коническая 1:50
675.00
руб
810.00
руб
3
Купить
254758
Развертка ручная ц/х 1,5 коническая 1:50
675. 00
00
руб
810.00
руб
15
Купить
258390
Развертка ручная ц/х 2,8 коническая 1:50
675.00
руб
810.00
руб
15
Купить
258984
Развертка ручная ц/х 2,5 коническая 1:50
675.00
руб
810.00
руб
4
Купить
264586
Развертка ручная ц/х 2 коническая 1:50
675.00
руб
810.00
руб
535
Купить
266352
Развертка ручная ц/х 2,4 коническая 1:50
675.00
руб
810.00
руб
5
Купить
269790
Развертка ручная ц/х 1,3 коническая 1:50
675. 00
00
руб
810.00
руб
13
Купить
272209
Развертка ручная ц/х 2,6 коническая 1:50
675.00
руб
810.00
руб
4
Купить
279921
Развертка ручная ц/х 2,3 коническая 1:50
675.00
руб
810.00
руб
11
Купить
280359
Развертка ручная ц/х 1,8 коническая 1:50
675.00
руб
810.00
руб
4
Купить
283414
Развертка ручная ц/х 1,7 коническая 1:50
675.00
руб
810.00
руб
1
Купить
397778
Развертка ручная коническая спиральная ф3,0х95 1:50 Р6М5
675. 00
00
руб
810.00
руб
14
Купить
397817
Развертка ручная коническая спиральная ф3,0х100 1:50 Р6М5
675.00
руб
810.00
руб
40
Купить
397824
Развертка ручная коническая ф12х255 1:50
675.00
руб
810.00
руб
15
Купить
397829
Развертка ручная коническая Морзе №2 №2
720.00
руб
864.00
руб
1
Купить
263058
Развертка ручная КМ3 ц/х №2
765.00
руб
918.00
руб
1
Купить
397763
Развертка ручная коническая ф16х235 1:50
792. 00
00
руб
950.40
руб
3
Купить
Производители:
CNIC
В нашем ассортименте более 400 разверток по металлу конического типа для ручной и машинной работы. Если вы не нашли инструмент нужного размера – наши специалисты помогут изготовить необходимый по вашим характеристикам. Все изделия имеют сертификат качества. Соответствие техническим требованиям и стандартам гарантирует качество и долговечность приобретенного у нас товара! Все развертки выполнены согласно стандартам DIN / ISO/ BC.
Применение и особенности выбора разверток
Развертки ручные конические применяются для доводки грубых отверстий. Используются при выполнении следующих работ:
- общее развертывание;
- развертывание отверстия под стандартные штифты;
- выравнивание изделий из стали;
- оконцовка отверстий Морзе.

Режущая поверхность конических разверток задействована в процессе полностью, что позволяет снимать большее количество металла во время работы. Сфера применения: обработка отверстий с большим припуском, а также обработка цилиндрических отверстий до конической формы. Материал изготовления: сталь. При изготовлении за основу берутся пять видов стали: 9СХ, ВК6-М, Р12, Р18, Р6М5. Инструмент высокопрочен, устойчив к износу, соответствует требованиям ГОСТ.
Рекомендации технологов к выбору:
- Перед покупкой инструмента, прочитайте технические требования к оборудованию и обрабатываемым отверстиям.
- Можно использовать для работы по обработке металла в любых условиях.
- Может использоваться для обдирки, промежуточного затачивания и чистовой доработки.
- При обработке изделия из неоднородного металла используйте инструмент с неравномерным распределением режущих поверхностей.

Для получения дополнительной информации о товарах, звоните, мы будем рады помочь вам!
Все товары на складе
Высокая скорость
обработки заказов
Удобная система заказов
Доставка по всей РФ
Информация
Новости
Партнерам
Контакты
О нас
Помощь
Доставка
Оплата
Условия использования
Правовая информация
Политика конфиденциальности
Развертки конические.
 Справочник
Справочник
- Главная /
- Справочник /
- Развертки конические
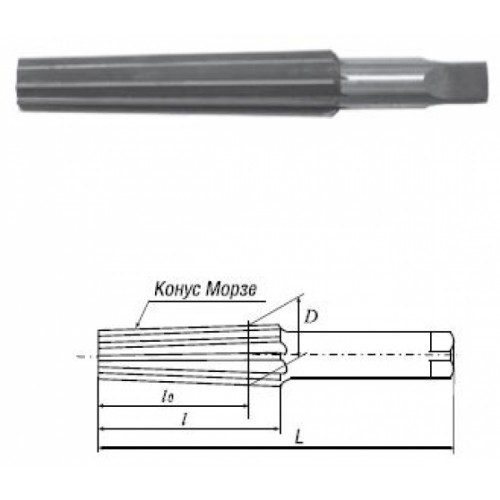
Развёртки конические из стали 9ХС
(допускается сталь Р9, Р18 или Р6М5)
| Обозначение разверток 2372*1 | Для конуса Морэе | Размеры, мм | Конус Морзе хвостовика | ||||
| D | L | l | l0 | d | |||
| Под конус Морзе с цилиндрическим хвостовиком по ГОСТ 11182 — 81 | |||||||
| 0132> | 0 | 9,045 | 95 | 64 | 48 | 6,2 | 1 |
| 0133 | 1 | 12,065 | 100 | 67 | 50 | 8 | |
| 0134 | 2 | 17,780 | 125 | 80 | 61 | 11 | 2 |
| 0135 | 3 | 23. 825 825 | 150 | 97 | 76 | 16 | 3 |
| 0136 | 4 | 31,267 | 180 | 120 | 91 | 20 | |
| 0137 | 5 | 44,399 | 230 | 150 | 124 | 29 | 4 |
| 0138 | 6 | 63,348 | 310 | 205 | 172 | 35 | 5 |
| Под укороченный конус Морзе по ГОСТ 11181 — 81 | |||||||
| — | 0а | 7,067 | 55 | 24 | 13 | 4,9 | — |
| 1a | 10,094 | 60 | 28 | 15 | 6,2 | ||
| 1в | 12,065 | 70 | 34 | 20 | 8 | ||
| 2а | 15,733 | 85 | 42 | 25 | 10 | ||
| 2в | 17,780 | 100 | 52 | 34 | 11 | ||
| За | 21,793 | 110 | 60 | 42 | 14,5 | ||
| Зв | 23,825 | 128 | 70 | 62 | 16 | ||
| 4в | 31,267 | 135 | 75 | 53 | 20 | ||
| 5в | 44,399 | ПО | 90 | 65 | 29 | ||
| С коническим хвостовиком под конус Морзе по ГОСТ 10079 — 81 | |||||||
| 0131 | 0 | 9,045 | 140 | 64 | 48 | — | 1 |
| 0132 | 1 | 12,065 | 145 | 67 | 50 | ||
| 0133 | 2 | 17,780 | 175 | 80 | 61 | 2 | |
| 0134 | 3 | 23,825 | 215 | 97 | 76 | 3 | |
| 0135 | 4 | 31,267 | 240 | 120 | 91 | ||
| 0136 | 5 | 44,399 | 295 | 150 | 124 | 4 | |
| 0137 | 6 | 63,348 | 385 | 205 | 172 | 6 | |
Общее обозначение разверток.

*1. Примеры обозначения разверток:
с цилиндрическим хвостовиком под конус Морзе 3 Развертка Морзе 3 ГОСТ 11182 — 81 2372-0135
под укороченный конус Морзе 3а Развертка Морзе 3а ГОСТ 11181 — 81
с коническим хвостовиком Развертка Морзе 3 ГОСТ 10079 — 81 2373-0134
Развертки конические из стали 9ХС (допускается сталь Р9 и Р18)
| Обозначение разверток 2372 *2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| Под конические штифты, конусность 1 : 50 по ГОСТ 11177 — 81 | |||||
| — | 3,0 | 70 | 45 | — | 3,4 |
| 4,0 | 80 | 55 | |||
| 5,0 | 90 | 65 | 4,3 | ||
6. 0 0 | 105 | 80 | 5,5 | ||
| 8,0 | 136 | 100 | 7,0 | ||
| 10,0 | 160 | 125 | 9,0 | ||
| 12,0 | 200 | 160 | 11,0 | ||
| 16,0 | 235 | 195 | 14,5 | ||
| 20,0 | 270 | 225 | 18,0 | ||
| 25,0 | 285 | 230 | 22,0 | ||
| 30,0 | 295 | 235 | 24,0 | ||
Для обработки отверстий насадных зенкеров и разверток конусность 1 : 30 по ГОСТ 11184 — 81
| Обозначение разверток 2372*2 | Размеры, мм | ||||
| D | L | l | l0 | d | |
| 0101 | 13 | 120 | 80 | 62 | 9 |
| 0102 | 16 | 130 | 90 | 72 | 11 |
| 0103 | 19 | 150 | 102 | 84 | 12 |
| 0104 | 22 | 170 | 117 | 93 | 16 |
| 0105 | 27 | 190 | 129 | 105 | 18 |
| 0106 | 32 | 200 | 138 | 114 | 20 |
| 0107 | 40 | 225 | 156 | 126 | 24 |
| 0108 | 50 | 250 | 168 | 138 | 29 |
| 0109 | 60 | 270 | 184 | 154 | 32 |
*2. Примеры обозначения разверток:
Примеры обозначения разверток:
D = 10 мм, L = 160 мм с конусностью 1:50 Развертка 1 : 50 — 10 х 160 ГОСТ 11177 — 81
D = 16 мм, с конусностью 1 : 30 Развертка 1 : 30 — 16 ГОСТ 11184 — 81 2372-0102
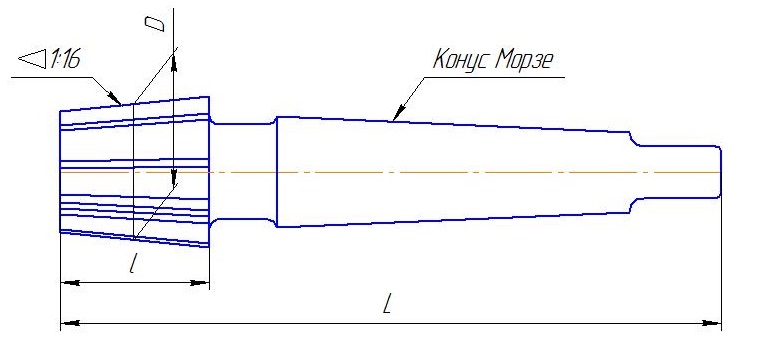
Развертки, конические с коническим хвостовиком под штифты а) с конусностью 1 : 50 по ГОСТ 10081 — 81 б) с конусностью 1 : 30 по ГОСТ 10082 — 81 в) винтовые машинные из быстрорежущей стащи Р9 под штифты с конусностью 1 : 50
| Обозначение разверток 2373*3 | D | L | l | d | Конус Морзе | |
| прямозубых | винтовых | |||||
| — | 0001 | 6 | 160 | 80 | 6 | 1 |
| 0003 | 8 | 180 | 100 | |||
| 0005 | 10 | 205 | 125 | |||
| 0021 | 12 | 260 | 160 | 2 | ||
| 0007 | 13 | |||||
| 0009 | 16 | 295 | 195 | |||
| 0011 | 20 | 345 | 225 | 3 | ||
| 0013 | 25 | 350 | 230 | 10 | ||
| 0015 | 30 | 380 | 235 | |||
| 0017 | 40 | 410 | 265 | 4 | ||
*3. Примеры обозначения разверток:
Примеры обозначения разверток:
конической D = 8 мм, l = 100 с конусностью 1 : 50 Развертка 1 : 60 — 8 x 100 ГОСТ 10081 — 81
винтовой, машинной из быстрорежущей стали Р9 Развертка 2373-0003 — Р9
конической D = 16 мм, с конусностью 1:30 Развертка 1 : 30 — 16 ГОСТ 10082 — 81
Развертка коническая – какие задачи решает такое приспособление? + видео
Развертка коническая (ГОСТ 10083-81) – один из видов большого класса инструментов, которые призваны корректировать грубо проделанное отверстие в какой-либо поверхности. О ее работе мы и поговорим ниже.
Развертка ручная коническая и другие разновидности приспособления
Для того чтобы получить отверстия с чистой поверхностью или же в случае, если требуется точная подгонка отверстия под какую-то шлифованную деталь, производится процесс, называемый развертыванием. Его можно выполнить вручную или же использовать для этого сверлильный станок, на который устанавливаются развертки. В первом случае при производстве работ ручная коническая развертка вращается воротком.
В первом случае при производстве работ ручная коническая развертка вращается воротком.
Эти инструменты бывают цилиндрическими, коническими и ступенчатыми (по типу отверстия, обрабатываемого ими). В отношении точности они делятся на следующие: указывающие квалитет (для цилиндрических разверток), те, что указывают качество (черновые, чистовые и промежуточные между ними – для конических типов). Сюда же можно отнести развертки цилиндрические с калиброванным припуском, необходимые для того, чтобы дальше шлифовать инструмент до нужного размера. И последний тип в этой группе – регулируемые развертки.
По тому, каким способом зажимаются, они делятся на:
- ручные (у них имеется квадратный хвостик под вороток),
- машинные (с цилиндрическим или коническим хвостовиком),
- насадные для машин (устанавливаются на специальную оправку, как правило, нужны для инструментов, имеющих большие размеры).
На рабочей части этого приспособления есть нарезанные зубья, как правило, их от 6 до 14, вдоль них расположены канавки, образующие режущие кромки.
Часть, которая находится снизу развертки, предназначена для снимания стружки, а та, что вверху, названная калибрующей, может пускать инструмент в нужном направлении, чтобы полностью калибровать отверстия. В целом инструмент необходим для того, чтобы развертывать конусные отверстия. Припуск, допускаемый при черновом этапе работ, составляет не более пятой части одного миллиметра, а для чистового принимается равным десятой части миллиметра.
Развертывание – какие ошибки нельзя допускать?
Для получения как можно более чистой обработанной поверхности, а также, чтобы охлаждать инструмент во время работы, отверстия, которые были сделаны сверлом в стальном изделии, смазываются маслом из минералов. В случае же, если рабочая поверхность является медной, отверстие обрабатывают эмульсией, при алюминии – скипидаром, а если это латунь или бронза – отверстия оставляют без смазки, так как они развертываются в сухом состоянии.
Высокого качества процесса обрабатывания можно достичь, если в развертке имеется довольно много кромок, режущих металл. Именно благодаря этому инструментом можно снимать малый припуск. Ведь, снимая маленькую толщину металла, можно получить довольно высокую точность.
Частой ошибкой является неправильный выбор инструмента для развертывания: многие для этой цели выбирают вместо развертки зенкер. Это получистовой инструмент, не способный показать большую точность, у него меньше режущих заточек, да и вообще он предназначен для других целей. Поэтому к выбору инструмента нужно подходить внимательно. Да и в рамках одного вида инструментов следует грамотно выбирать тип.
Развертка коническая – особенности инструмента
Один из видов разверток, описываемый в этой статье, конический, применяют при работе, проходящей в более сложных условиях, чем те, когда работают цилиндрическими типами. Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.
Это связано с тем, что у последних небольшие режущие кромки, а припуск они снимают незначительный. Конические же развертки, напротив, для резки используют всю свою длину. В связи с этим, при работе с ними скорость работы и подача металла происходят медленнее, чем если бы использовался цилиндрический вид разверток.
Вышеупомянутые инструменты конического типа используют, чтобы развертывать конические отверстия. Для этого в комплекте находится три элемента: обдирочный, промежуточный и чистовой инструменты. Изготавливаются они для устройства конических резьб и конуса Морзе. Для качественного производства применяется сталь марок УЮА, У12А и прочие, а также пластинки, выполненные из твердых сплавов. Интересная особенность конических разверток заключается в следующем. У них на зубьях, расположенных прямолинейно, устраиваются поперечные прорези, через которые выводится снятая стружка, при этом они расположены не по всей длине зуба, что позволяет работать с инструментом, прилагая небольшие усилия.
Черновая развертка выполняется ступенчатой. При этом она обычно имеет вид отдельных зубьев, дробящих стружку на части.
Это приспособление может быть выполнено и в форме пирамиды с тремя, пятью или восемью гранями, с режущими ребрами. Конические развертки могут быть винтовыми, притом всего с одним или парой зубьев. Размер винтовых инструментов составляет в диаметре до 5 см, они широко используются при ремонте паровозов. Такой инструмент сегодня нашел достаточно большое применение в сфере строительства и ремонта благодаря своей долговечности, надежности, а также фактору, который заключается в том, что такой разверткой можно обрабатывать отверстия с большим припуском, а особенно при наличии в них отверстий шпоночного паза. К минусам можно отнести то, что для смены развертки, в случае надобности, может потребоваться немало времени.
Этапы работы с конической разверткой
Промежуточная коническая развертка устроена так: её прорези делаются меньше, да и профиль их отличается. Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.
Если же упомянуть чистовую развертку, то на ней никаких канавок для лома стружек нет. Ступени на зубьях расположены по винтовой линии на конусе, угол которого равен значению, отмеченному на наклоне конуса Морзе. Поэтому направление, по которому идет резьба, совпадает с тем, в какую сторону производится резание.
После предварительной обработки отверстия другим инструментом берется развертка, которой цилиндрическое отверстие мы превращаем в коническое или же с помощью которой проводим калибровку. Зубья на ней, число которых колеблется от трех до восьми (зависит от размеров конуса для обработки), сзади имеют тыльную поверхность. Шаг этого инструмента, как правило, делается равным предыдущим шагам и является равномерным.
Конические развертки, применяемые для кранов и инструментов, обычно изготавливают по одной для каждого отверстия. Их элементы конструктивного плана выбираются по такому же принципу, как и в случае с цилиндрическими развертками. Для отверстий, конус которых планируется делать малым (от 1/50 до 1/30) применяют лишь одну развертку. Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.
Если же конусность решают сделать большой, в этом случае необходимо срезать большой и неравномерный припуск. Из-за этого развертывание делается при помощи комплекта инструментов, состоящего из трех экземпляров.
Принцип черновой развертки напоминает суть работы зенкера, упомянутого выше. В ней есть режущая ступенчатая кромка, благодаря которой получается ступенчатое отверстие. После неё используется промежуточный тип. Взглянув на этот инструмент, легко увидеть канавки для разделения стружек, они сделаны в виде резьбы. Последней применяется чистовая развертка, снимающая мелкую стружку всей своей кромкой, удобно устроенной для резания. Её зубья острые, имеют один и тот же шаг. Скорость, с которой режут металл при развертывании с использованием конических инструментов, – 6-10 м/минуту. Для измерения поверхности применяют такие приборы, как угломеры, калибры и шаблоны.
- Автор: Михаил Малофеев
- Распечатать
Оцените статью:
(0 голосов, среднее: 0 из 5)
Поделитесь с друзьями!
Одношаговый конический расширитель Stryker
Поиск по категории
Синтезы (7801)
Наборы инструментов (177)
Отдельные части (7624)
Подержанные держатели / позиционеры (90)
Колено/ноги держатели и позиционеры (47)
Плечевые держатели и позиционеры (14)
Рука/локоть/кисть (5)
Бедра (9)
Лодыжка (2)
Головки/зажимы Clark подержанные (5)
Другое (8)
Программа ремонта и ссуды/Trade-Ins ()
Имплантаты (197)
бедра (7)
Тарелки (21)
Спинной (17)
Скобы (15)
Винты (35)
Провода/кабели/штыри (36)
Другое (52)
Орто-инструменты (2122)
Шил (24)
Суппорты (3)
Канюли (22)
Зубила (21)
Зажимы (36)
Кюретки (31)
Каттеры (28)
Расширители (6)
Дистракторы (8)
Сверла (134)
Драйверы/установщики (92)
Лифты (45)
Экстракторы (68)
Щипцы (122)
Датчики/измерительные приборы (38)
Гуж (28)
Путеводители (152)
Направляющие провода (24)
Крючки (28)
Импакторы (30)
Молотки (26)
Обтураторы/троакары (33)
Организация и хранение (45)
Подносы/коробки для стерилизации (
23 )Штыревые/проволочные стойки (
19)
Остеотомы (61)
Плоскогубцы (27)
Зонды (12)
Пуансоны (38)
Рашпили/Напильники (31)
Развертки (45)
Ретракторы (322)
Ронжеры (32)
Раш Инструменты (8)
Отвертки (82)
Ножницы (15)
Полозья (6)
Отбойные молотки (15)
Разбрасыватели (15)
Шовные инструменты (14)
Натяжители/натяжители (18)
Тампы (8)
Метчики (39)
Трепаны (22)
Ключи (32)
Другое (232)
Наборы инструментов (368)
Изделия для позвоночника (120)
Спинные каркасы и подушечки (5)
Инструменты (115)
Подержанные турникетные системы (36)
Циммер АТС (9)
Кидде (1)
Инструмед/Страйкер (1)
DePuy/Stille/Scandmed (2)
Инфломатик (3)
Инстафлейт (1)
Меди-Квет (1)
ЭлектроМедикс (1)
Смит и племянник (1)
Программа ремонта и ссуды ()
Адаптеры/аксессуары (16)
Силовое оборудование (113)
3М (14)
Эскулап (1)
Кодман (8)
Дионика (3)
МикроЭйр (6)
Родал (7)
Страйкер (36)
Хирургия (2)
Циммер/Холл/Linvatec (27)
Другое (5)
Одноразовые предметы (5)
Лезвия дерматома / держатели трансплантатов (5)
Дерматомы/сетчатые трансплантаты (12)
Другое Хирургическое (98)
Сокращенные списки (76066)
Посетите MPR Orthopedics
Одноступенчатая коническая развертка работает с втулкой конической развертки, короткой (1320-0031) и длинной (1320-0032).
См. крупный план ниже.
Доступны пробные версии.
Stryker является зарегистрированным товарным знаком этой корпорации.
Запросить предложение
Конические развертки — La Belle Note
Содержание :
В области изготовления деревянных духовых инструментов особенно важно
сложной для многих мастеров-любителей, я хочу поговорить о стволе.
Канал – это внутренняя часть инструмента, он определяет акустический
характеристики инструмента.
Поэтому расточка инструмента представляет собой сложную задачу для
любителя, и это требует определенного количества ноу-хау и инструментов.
Среди духовых инструментов можно выделить два больших семейства:
Флейты.
Канал ствола приблизительно цилиндрический, слегка сужающийся фактически на
флейты, по вопросу о компенсации более высокой октавы, которая
иначе будет слишком плоско.
Тростниковые инструменты.
Язычковые инструменты по-прежнему делятся на два подсемейства:
- Семейство кларнетов с цилиндрическим отверстием и простыми тростями.
Цилиндрическое отверстие выполнить проще, но эти инструменты имеют,
из-за этого цилиндрического отверстия особая характеристика, которая заключается в том, что они
не производите октаву с той же самой аппликатурой. С изменением реестра
(дуя сильнее) мы получаем октаву + квинту, а не простую октаву
как на флейтах или гобоях.
Сначала изготавливается цилиндрическое отверстие путем черновой обработки отверстия с помощью
обычные инструменты (длинные сверла, «D-биты» или «ружейные сверла»).
См. другую статью, посвященную длинным отверстиям.
бурение.
Финишная обработка достигается с помощью машинной развертки, которые являются обычными инструментами, которые могут
легко найти в любом диаметре.
- Семейство гобоев, с коническим отверстием и двойным язычком.
Наклон конуса рассчитан таким образом, чтобы инструмент попадал в верхнюю
октаву, сохраняя ту же аппликатуру.
Коническое отверстие, однако, сделать гораздо труднее, вот что я
здесь будет развиваться.
Отверстие зачернено
используя те же инструменты, что и упомянутые выше (ружейные сверла, D-биты), но только
меньший диаметр будет проходить от одного конца к другому.
Конус будет обработан последовательностью цилиндрических отверстий,
короче и короче по мере увеличения диаметра. (см. рисунок ниже)
Ступенчатое сверление
Готовый конус получится с помощью конической развертки.
Именно этот ример является наиболее важным, поскольку он представляет
отрицательная форма внутреннего отверстия инструмента.
Эти развертки не являются стандартными и не могут быть приобретены в коммерческих целях.
Профессиональные производители имеют эти инструменты, изготовленные профессиональными производителями инструментов
но случайный производитель должен будет сделать их сам.
Информации об этом решающем этапе нет легиона в сети или на
литературе, но при тщательном поиске мы все же можем собрать определенное количество
Информация.
После многих попыток с моей стороны, я счастлив, что могу поделиться здесь двумя
варианты изготовления этого инструмента. Есть конечно и другие.
Здесь я покажу, как я делаю конические развертки с прямыми канавками.
Как это часто бывает при изготовлении духовых инструментов, токарный станок по металлу
существенное значение для этой операции.
Предлагаю два варианта изготовления флейты, фрезерование или шлифование, если не получается
получить доступ к фрезерному станку.
Изготовление конической развертки состоит из трех этапов:
Обработка конуса на токарном станке по металлу.
Обработка флейты.
Я предлагаю два метода:
Метод измельчения
Второй метод, может быть, более академический, но для этого нужен доступ к фрезерному станку.

В обоих случаях мы увидим, что необходимо сделать дополнительную оснастку, чтобы зафиксировать развертку, которая может быть очень длинной и тонкой, во время обработки.
Хонингование и заточка.
Это ручные, но важные операции.ПРЕДУПРЕЖДЕНИЕ: Само собой разумеется, что все, что здесь показано, должно быть уже знакомо со всеми этими инструментами и обработкой металлов в целом.
Использование этих станков очень опасно для всех, кто не предупрежден, и требует применения строгих правил безопасности.
Если у вас еще нет опыта в этих областях, я не рекомендую вам выполнять этот проект в одиночку, обратитесь за помощью к машинисту!
Изготовление конуса
×
— 1 —
|
— 2 —
—|—
Начнем с истории… У древних мастеров не было
станки, которыми мы пользуемся сегодня. Свидетели сообщают, что один из любимых
Источники старейшин для изготовления своих разверток заключались в повторном использовании клинкового оружия. Мечи,
Мечи,
штыки… я сам рассматривал этот вариант и до сих пор в моих
в мастерской целый арсенал… (Меч и рапира для фехтования, Вторая мировая война
штык.) А по правде говоря, даже если сталь конечно очень годная,
размеры не казались пригодными для использования на данный момент.
|
Вот развертка, принадлежавшая легендарному мастеру Жан-Пьеру Жакобу,
самый известный производитель биниусов и бомбард конца девятнадцатого, начала
XX века в Бретани, Франция. Это конечно штык
Наполеоновская эпоха. Близость арсеналов Бреста и Лорьяна, где некоторые
металлообработка также привела к использованию длинных напильников, отожженных и
изменен с конусом.
— 3 —
|
— 4 —
Приключение начинается с поставки инструментальной стали. Лично я не
практиковать термообработку моих разверток. Они обслуживают меня только в небольших масштабах, поэтому
износ в моем случае не проблема. К минусам я выбираю сталь, которая
уже достаточно тяжело. Обработка немного более тонкая, но результат
очень правильно. Здесь это предварительно обработанная сталь 42CD04T, из
Здесь это предварительно обработанная сталь 42CD04T, из
www.blockenstock.com/
|
Работа начинается с обработки цилиндрического хвостовика, который будет использоваться для
удерживайте развертку в патроне. Мы видим на заднем плане план обработки
подготовил заранее, что даст мне все размеры (промежуточные
диаметры и промежуточные длины). Для простого конуса я готовлю его с помощью
таблица, доступна
здесь.
— 5 —
|
— 6 —
- Отслеживание. Я отмечаю промежуточные длины на металлическом стержне. Личный трюк
- вместо того, чтобы индивидуально измерять различные штрихи, я делаю рисунок
с помощью моей программы САПР, которую я печатаю в натуральную величину, а затем ставлю метки на
металл.
|
Маркировка. Используя твердосплавный наконечник в держателе инструмента, я прослеживаю на токарном станке все
промежуточные шаги.
— 7 —
|
— 8 —
Существует несколько способов обработки конуса на токарном станке. Но развертки для ветра
Но развертки для ветра
инструменты обычно длинные и имеют очень низкий наклон. Обработка между
центрах, со смещенной задней бабкой или с помощью конической насадки просто
здесь немыслимо. Более того, для музыкальных инструментов отверстие почти никогда не является
настоящий конус. Развертка может иметь несколько секций разного уклона или раструб
конец формы, поэтому нам нужно создать пользовательские профили. Именно по этой причине
что я использую только ступенчатую обработку для черновой обработки своих разверток.
|
План обработки дает мне на каждом этапе точный размер, который необходимо соблюдать. По
при этом инструмент всегда работает очень близко к оправке, что позволяет избежать
вибрация или стук. Здесь я сменил режущий инструмент, чтобы взять чистовую обработку.
пройти и повернуть плечо, что должно быть точно сделано, потому что угол
плечо является окончательным диаметром.
— 9 —
|
— 10 —
По мере продвижения вы оттягиваете заднюю бабку назад, вытягиваете заготовку из патрона
немного больше.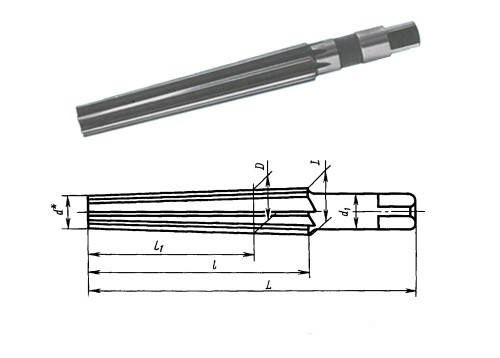 Следует соблюдать осторожность, чтобы всегда сохранять одно и то же выравнивание
Следует соблюдать осторожность, чтобы всегда сохранять одно и то же выравнивание
кулачки патрона, чтобы максимально гарантировать концентричность
каждого шага с предыдущими.
|
Нужно набраться терпения, нужно оставаться сосредоточенным…
— 11 —
|
— 12 —
Вот контур конуса. Ступени отстоят друг от друга на диаметр около
полмиллиметра.
|
Отделка. Ступени можно снять, наклонив составной суппорт, но в
в случае очень небольшого наклона, как здесь, я предпочитаю просто работать напильником.
Смазываю заготовку синим цветом и медленно и размеренно хожу по ней.
файл, токарный станок вращается с умеренной скоростью. Будьте осторожны, чтобы не удалить все
синий!
— 13 —
|
— 14 —
Начинаем напильником, потом тонким напильником, и заканчиваю здесь наждаком
ткань из зерна 80, 120, 240, 400 и, наконец, стальная шерсть.
|
А вот и отполированный конус. Всю эту операцию надо делать
Всю эту операцию надо делать
с большой осторожностью и размерами, постоянно сверенными с плоскостью обработки.
Флейта: Метод 1 — шлифовка
— 1 —
|
— 2 —
—|—
Первый способ обработки канавки. Я собираюсь использовать угловую шлифовальную машину, стационарную
на поперечном столе. Вы можете посмотреть описание этого самодельного креста
слайд-стол [здесь] (http://www.homemadetools.net/forum/cross-slides-grinder-
support-wooden-made-13624)
Конус развертки фиксируется между центрами, устанавливается на нужной высоте,
благодаря этим вертикальным опорам.
|
С одной стороны хвостовик развертки закреплен в патроне дрели, сам прикручен
на удлинительной штанге. (повторное использование другого инструмента).
— 3 —
|
— 4 —
Патрон
|
С другой стороны рудиментарная мертвая точка из винта и гайки.
винт заострен и входит в центральное отверстие развертки.
— 5 —
|
— 6 —
А вот шлифовальная машина установлена так, чтобы обрабатывать продольно. Смотри
видео установки в действии.
|
Режущее усилие направлено по оси развертки, нет
деформации или вибрации.
— 7 —
|
Я работаю на улице, потому что там много искр…
| Шлифовка развертки.
Метод 2 — Фрезерование
— 1 —
|
— 2 —
—|—
Другой метод — фрезерование. Если у вас есть фрезерный станок, этот метод
предпочтительнее, потому что это более точно. Основная трудность для этого фрезерования
работа заключается в основном в обездвиживании куска. Ример, в своем
самая тонкая часть, имеет диаметр менее 4мм… Бывают разные
решения этой проблемы, но здесь, безусловно, наиболее эффективное, которое
остается достаточно простым. Это приспособление появляется в статье Джона Хьюза в
«Журнал Общества Шона Рида-Vol2».
|
Основная идея этого приспособления заключается в использовании небольших люнетов,
просверлены отверстия ступенчатого диаметра и приварены вертикально к основанию. Если
у вас большой фрезерный станок, эти опоры будут прикручены болтами прямо к
стол станка, в Т-образный паз. В моем случае у меня есть фрезерная головка.
станина моего токарного станка и моего стола очень узкие. В данном случае я сделал
рейка из квадратной трубы с канавками по всей длине, что позволяет
поддерживает. Рейка закрепляется в тисках фрезерного станка.
— 3 —
|
— 4 —
Каждая из опор имеет отверстие для прохода фрезы,
обеспечивая доступ вниз к оси развертки.
|
Этот набор опор, которые можно прикрепить болтами на любом расстоянии вдоль рельса,
очень универсален и подходит для любого уклона и длины развертки. На переднем плане,
мы видим пример короткой развертки, не требующей никаких промежуточных
поддерживать. В конце разъемный блок с зажимным винтом используется для фиксации
хвостовой части развертки, а с другой стороны остроконечный винт и две гайки служат
как мертвая точка. Этот винт является выбрасываемой деталью, так как он будет подвергаться механической обработке при
фреза достигнет конца развертки.
— 5 —
|
— 6 —
Полная установка в действии.
|
Фрезерование
— 7 —
|
— 8 —
Фрезерование
|
Большой стол фрезерного станка был бы лучше, но для развертки около
тридцать сантиметров, это работает довольно хорошо.
— 9 —
|
— 10 —
Корпус раструбной развертки, укороченный.
|
Футляр очень маленькой развертки для язычкового седла.
Прямые развертки
1/3
Корпус прямой развертки.
2/3
С помощью этого метода легко изготовить прямые развертки
нестандартных диаметров.
3/3
Для прямых разверток можно сделать несколько канавок.
В этом случае я использовал кусачки типа «ласточкин хвост».
❮ ❯
Хонингование/заточка
— 1 —
|
Хонингование. Последний этап – отшлифовать на камне поверхность флейты. Здесь я
используйте алмазные камни разной зернистости.
—|—
— 2 —
|
Край должен быть очень чистым по всей длине.
— 3 —
|
Заточка. Этот шаг необходим для работы с этим типом разверток. Маленький
заусенец вдоль режущей кромки должен быть приподнят, этот инструмент работает как шкаф
скребок по факту. Я протираю всю дорогу, нажимая на инструмент, называемый полировщиком, сделанный
из очень твердой стали.
— 4 —
|
Еще один способ сделать это с помощью полировщика треугольного сечения. Цель
с образованием наружу небольшого крючковидного заусенца. Именно этот крючок будет формировать
стружка (см. работу скребка шкафа).
— 5 —
|
Это долгая и кропотливая работа, но этот метод дает очень хорошие результаты.
— 6 —
|
Малая развертка с язычковым седлом.
А вот пара видеороликов, показывающих, как используются эти развертки.
См. также подробнее изготовление конического отверстия
флейта.
Не стесняйтесь комментировать здесь ниже в случае каких-либо вопросов или вы можете
свяжитесь со мной
также на моей странице в Facebook.
Удачной обработки!
Christophe
Расширители Sand Shark Архив — Terra-Bore
Расширитель Sand Shark компании Triple D предназначен для резки, перемешивания и уплотнения песчаных и супесчаных почв. Входные резцы и смесительные лопасти оснащены коническими твердосплавными резцами на своих передних режущих кромках и имеют наплавку на внешних изнашиваемых поверхностях.
