Консольно фрезерные станки: Устройство консольно-фрезерного станка
Содержание
Консольно-фрезерные станки с ЧПУ
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем консольно-фрезерные станки.
Консольно-фрезерные станки наиболее распространены. Стол консольно- фрезерных станков с салазками расположен на консоли и перемещается в трех направлениях: продольном, поперечном и вертикальном.
Консольно-фрезерные станки делятся на горизонтально-фрезерные (с неповоротным столом), универсально-фрезерные (с поворотным столом), вертикально-фрезерные и широкоуниверсальные. На базе вертикально-фрезерных станков выпускают копировально-фрезерные станки, станки с программным управлением и др.
Консольно-фрезерные станки предназначены для выполнения различных фрезерных работ цилиндрическими, дисковыми, торцовыми, фасонными и другими фрезами в условиях единичного и серийного производства. На них можно фрезеровать разнообразные заготовки соответствующих размеров (в зависимости от размеров рабочей площади стола) из стали, чугуна, цветных металлов, пластмасс и других материалов.
На универсальных фрезерных станках, имеющих поворотный стол, с помощью делительной головки можно фрезеровать винтовые канавки на режущих инструментах (сверлах, развертках и др.) и других деталях, а также нарезать зубья прямозубых и косозубых цилиндрических зубчатых колес. Широкоуниверсальные станки предназначены для выполнения различных фрезерных, сверлильных и несложных расточных работ главным образом в условиях единичного производства (в экспериментальных, инструментальных, ремонтных цехах и др.).
Консольный горизонтально-фрезерный станок показан на рис. 3.1. Основание станка А – чугунная отливка большой жесткости. В основании размещен резервуар для охлаждающей жидкости, а также установлен электродвигатель с насосом для подачи СОТС. Основание крепят к фундаменту специальными болтами либо устанавливают на виброгасящих опорах.
Рис. 3.1. Общий вид консольного горизонтально-фрезерного станка:
А – основание; Б – станина; В – хобот; Г – стол; Д – салазки; Е – консоль.
1 – механизм для изменения частоты вращения шпинделя; 2 – винт перемещения хобота;
3 – гайка крепления хобота; маховики для перемещения стола в продольном (4) и
в поперечном (5) направлении; 6 – рукоятка подъема консоли; 7 – лимб механизма переключения подач;
8, 9 – рукоятки зажима салазок; 10–12 – элементы включения освещения, подачи СОТС,
изменения направления вращения шпинделя; 13 – опоры; 14 – шпиндель
Внутри станины Б расположены следующие узлы: коробка скоростей, электродвигатель главного движения с ременной передачей, шпиндельный узел. На верхних горизонтальных направляющих станины размещен хобот В. В требуемом положении хобот крепится гайкой 3. На хоботе могут быть установлены опоры (серьги) 13, в которых находятся подшипники для базирования конца оправки с фрезой. Крепление оправки осуществляется в конусном гнезде шпинделя 14.
На верхней части консоли Е расположены салазки Д, которые могут перемещаться в поперечном направлении. На салазках размещен стол Г, который имеет возможность перемещения в продольном направлении (продольная подача). Внутри консоли смонтирована коробка механизма подач и ускоренного перемещения с электродвигателем и механизмом управления. На передней части консоли и стола расположены органы управления станком.
Кинематическая схема приводов главного движения и подач консольного горизонтально-фрезерного станка показана на рис. 3.2. Привод главного движения обеспечивает вращение шпинделя с заданной частотой, а также передачу на шпиндель заданного крутящего момента от электродвигателя М1. Частоту вращения шпинделя изменяют посредством установки заданного сочетания зубчатых колес.
Рис 3.2. Кинематическая схема приводов главного движения
и подач консольного горизонтально-фрезерного станка
Кинематическая схема позволяет получить определенное количество частот вращения, которое может быть представлено структурной диаграммой (рис. 3.3).
3.3).
Рис. 3.3. Структурная диаграмма значений частот вращений шпинделя
Вращение от электродвигателя М1 к шпинделю станка передается по следующей цепи (рис. 3.2): электродвигатель М1 (частота вращения 1440 об/мин), муфта, пара зубчатых колес 26:54, вал II. Вращение с вала II на вал III можно передать через одну из зубчатых пар с помощью подвижного блока зубчатых колес с числом зубьев: 19, 22 и 16. В определенном положении блока зубчатые колеса могут быть соединены с зубчатыми колесами вала III в таком сочетании: 16:39, 19:36 и 22:33.
Валу III можно сообщить одну из трех частот вращения: 284, 365 и 462 об/мин (рис. 3.3). С вала III на вал IV вращение передается через пары зубчатых колес 28:37, 18:47 и 39:26. Такое сочетание колес обеспечивается смещением по валу IV тройного блока.
С вала IV на вал V (шпиндель) вращение может быть передано парой зубчатых колес 83:37 или 20:70. Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача обеспечивается при определенном положении за счет подвижных блоков (двух тройных и одного двойного), шпиндель станка может иметь 18 различных частот вращения в соответствии со структурной диаграммой (рис. 3.3).
Передача вращения от электродвигателя к шпинделю может быть представлена в виде уравнения кинематической цепи:
Расчетная наименьшая частота вращения шпинделя (об/мин) будет соответствовать варианту, когда в зацеплении установлены передачи с наименьшими значениями передаточного отношения:
а наибольшая частота вращения будет обеспечена, если в зацеплении будут находиться передачи с максимальными передаточными отношениями.
Изменение направления вращения шпинделя обеспечивают реверсированием электродвигателя.
Привод подач станка позволяет от одного электродвигателя М2 обеспечить определенный диапазон продольных, поперечных и вертикальных подач соответственно столу, салазкам и консоли по структурной диаграмме, показанной на рис. 3.4.
3.4.
Рис. 3.4. Структурная диаграмма значений подач
От электродвигателя М2 (см. рис. 3.2) на вал VIII вращение передается через пары колес 26:50, 26:57. С помощью тройного блока (27:36:18) вала VIII через промежуточный вал IХ на вал Х вращение передается с помощью тройного блока (37:40:34) вала Х. Эти два тройных блока обеспечивают девять различных частот вращения вала Х. Далее возможны два варианта передачи вращения с вала Х на последующие.
Вариант 1. При включении муфты МФ1 (см. рис. 3.2) вращение от вала Х на вал ХI будет передаваться через шестерни 40:40, затем через шестерни 28:35 на вал ХII и далее.
Вариант 2. При отключенной муфте МФ1 (см. рис. 3.2) вращение на вал ХI передается с вала Х через перебор 33:67, который работает как понижающая передача. Следовательно, валу ХI можно сообщить 18 различных частот вращения, и это число соответсвует количеству значений подач стола в продольном (через валы ХIV и ХV), поперечном (винт ХVII) и вертикальном направлениях. Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
Перемещение стола в соответствующем направлении достигается включением той или иной муфты. Ускоренное перемещение стола в заданном направлений обеспечивают включением дисковой фрикционной муфты (на схеме не показано). При включении муфты происходит сцепление зубчатого колеса 50 вала VII с зубчатым колесом 67 вала Х. Используя уравнение кинематической цепи, можно определить величину ускоренного хода продольного движения стола, мм/мин:
По уравнению кинематической цепи можно определить и значение минимальной рабочей подачи стола в продольном направлении, мм/мин:
Кинематическая цепь, при которой продольная подача наибольшая, будет следующей, мм/мин:
Переключение частот вращения шпинделя и установление требуемой подачи осуществляется на станке с помощью специальных механизмов, обеспечивающих перемещение соответствующих зубчатых блоков.
Для консольных вертикально-фрезерных станков характерно вертикальное положение шпинделя, размещаемого в шпиндельной головке В (рис 3. 5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
5). В ряде конструкций станков шпинделю можно сообщить осевое смещение путем перемещения гильзы. При необходимости, например, фрезерования скосов и наклонных поверхностей шпиндельную головку станка можно развернуть на угол от вертикали в обе стороны до 40°.
Рис. 3.5. Общий вид консольного вертикально-фрезерного станка:
А – основание; Б – станина; В – шпиндельная головка; Г – стол; Д – салазки;
Е – консоль: 1 – пульт переключателей; 2 – маховичок переключения частот вращения шпинделя;
3 – рукоятка зажима гильзы шпинделя; 4 – маховичок перемещения гильзы шпинделя;
5 – рукоятка управления продольным перемещением стола;
6, 7 – маховички продольного перемещения стола; 8 – маховичок поперечного перемещения стола;
9 – рукоятка перемещения консоли; 10 – рукоятка управления механическим перемещением стола;
11 – лимб механизма переключения подач; 12 – рукоятка зажима стола
Кинематические цепи приводов главного движения и подач консольных вертикально-фрезерных станков и консольных горизонтально-фрезерных станков, как правило, существенно не отличаются.
Определенная особенность некоторых моделей консольных вертикально-фрезерных станков состоит в том, что эти станки могут быть настроены на работу по полуавтоматическому или автоматическому циклу при управлении продольными перемещениями стола. При этом характер циклов может быть различный. Настройку обычно производят при фрезеровании партии заготовок.
Настройка осуществляется установкой в боковой Т-образный продольный паз стола соответствующих кулачков (рис. 3.6). При полуавтоматическом цикле программируют команды: а) быстрый ход стола с заготовкой из исходной точки к режущему инструменту; б) рабочая подача, в процессе которой осуществляется фрезерование заготовки; в) реверс с быстрым возвратом стола (после окончания фрезерования) и остановкой его в исходной точке. Этот цикл управления выполняется путем воздействия кулачков на элементы рукоятки 6 управления продольным перемещением стола. Кулачки 1 и 3 обеспечивают остановку стола в крайних точках хода. В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
В этих точках рукоятка должна занимать среднее положение, что и обеспечивается воздействием скоса кулачка 3 (или 1) на выступ 4 управляющего элемента рукоятки. Поэтому кулачок 3 останавливает движение стола в крайнем левом положении, а кулачок 1 – в крайнем правом.
Рис. 3.6. Схема установки кулачков для управления механизмом продольных подач стола
Изменение быстрого хода стола на рабочий (и наоборот) осуществляется кулачком 2, который при движении стола упором 7 воздействует на выступ звездочки 5 рукоятки управления подачей, поворачивая ее. При рассматриваемой схеме установки кулачков цикл движения стола обеспечивается движением его на быстром ходу, переключением на рабочую подачу и остановкой в конце хода.
Реверсирование движения стола с одновременным изменением скорости его движения осуществляется установкой в точке реверса двух кулачков рядом (кулачка, воздействующего на рукоятку, и кулачка, воздействующего на звездочку). Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Цикл движения стола с реверсом показан на рис. 3.7. Начало движению стола на быстром ходу в исходной точке задается поворотом рукоятки. Когда кулачок 2 повернет звездочку (при движении стола влево), произойдет переключение скорости стола с быстрого хода на рабочую подачу. В конце рабочего движения кулачки 3 и 4 при одновременном воздействии на рукоятку переключения подач и звездочку обеспечат столу реверс и включение быстрого хода. В исходной точке кулачок 1 остановит стол.
Рис. 3.7. Схема установки кулачков и замкнутый цикл движения стола
При необходимости станок может быть настроен на автоматический маятниковый цикл движения стола, например, «быстро вправо–подача вправо– быстро влево–подача влево–быстро вправо» и т.д. При таком цикле фрезеровщик устанавливает заготовки в приспособлении попеременно то с правой, то с левой стороны стола.
Для работы по полуавтоматическому или автоматическому циклу требуется установка переключателя рода работ в положение «автоматическое управление».
Горизонтальный консольно-фрезерный станок ОРША-Ф32Г
Станок имеет горизонтальный фрезерный шпиндель с конусом ISO-50.
Станок имеет частотное регулирование скорости асинхронных электродвигателей главного привода и привода подач.
Возможно подключение гидрофицированного устройства зажима изделия.
Перемещения по осям X, У, Z имеют механизированный и ручной привод и осуществляются по закаленным чугунным направляющим скольжения.
Возможна установка цифровой индикации по координатам X, У, Z; FAGOR, СКБ ИС.
Станок оснащен командоконтроллером Siemens, который управляет электроавтоматикой станка и обеспечивает работу в полуавтоматическом цикле.
Используется механизм отскока-подскока по координате Z и механизмы дискретных подач по координатам X, У, Z.
Реализован высоконадежный гидрофицированный механизм зажима инструмента.
Станок комплектуется электрооборудованием компании Siemens.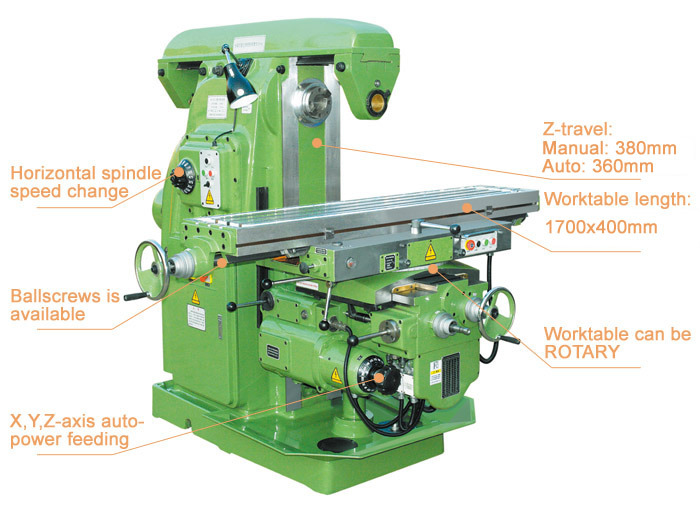
Станок выпускается в двух промышленных исполнениях:
- исполнение 30 без УЦИ;
- исполнение 31 с УЦИ с импортной комплектацией электрооборудования.
Технические характеристики ОРША-Ф32Г
|
Параметр |
ОРША-Ф32Г исп.30 без УЦИ |
ОРША-Ф32Г исп.31 с УЦИ |
|---|---|---|
|
Класс точности по ГОСТ 8-82 |
П |
П |
|
Размеры рабочей поверхности стола, мм (длина х ширина) |
1400х320 |
1400х320 |
|
Наибольшее перемещение стола, мм | ||
|
— продольное (координата X) |
840(1040)** |
840(1040)** |
|
— поперечное (координата Y) при работе горизонтальным / вертикальным шпинделем |
320 / - |
320 / - |
|
Пределы рабочих подач стола, мм/мин | ||
|
— продольных и поперечных (координаты X и Y) |
25…1250 |
25…1250 |
|
— вертикальных (координата Z) |
6,0…320 |
6,0…320 |
|
Пределы частот вращения шпинделей, мин-1 горизонтального / вертикального |
25…2000 / - |
25…2000 / - |
|
Мощность приводов фрезерных шпинделей, кВт горизонтального / вертикального |
7,5 / - |
7,5 / - |
|
Габаритные размеры, мм (длина х ширина х высота) |
2427х1890х1745 |
2427х1890х1745 |
|
Масса, кг |
2938 |
2938 |
** — по отдельному заказу.
Комплект поставки
|
Станок в сборе |
+ |
|
Гидростанция смазки |
+ |
|
Система охлаждения |
+ |
|
Гидромеханическое устройство зажима инструмента |
+ |
|
Защитные экраны зоны резания |
+ |
|
Быстроизнашиваемые запасные части, инструмент и принадлежности |
+ |
|
Устройство цифровой индикации по координатам X, Y, Z |
* |
|
Тиски станочные |
* |
|
Универсальная делительная головка |
* |
|
Комплект оправок расточных |
* |
|
Комплект оправок и потронов для зажима инструментов |
* |
|
Стол поворотный с ручным и механизированным приводом |
* |
+ — входит в комплект поставки.
* — за дополнительную плату.
Горизонтальный консольно-фрезерный станок ОРША-Ф32Г применяется в мелкосерийном и крупносерийном производствах.
Документы
91ykj8u51ve8tfm933ktmhubk0939fdf
86,3 Кб
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: [email protected]
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
Hurco Companies VCX600i Консольный 5-осевой обрабатывающий центр Techspex
Follow @Techspex
Не совсем то, что вы искали? Найдите машины с помощью нашего
Поиск модели фрезерования
Фрезерный центр Модель
Обработка
Модели центра |
Дистрибьюторы обрабатывающих центров
Консольный 5-осевой обрабатывающий центр | ||||
| Тип машины: | Фрезерный станок, Обрабатывающий центр | |||
Номер. Осей: Осей: | 3 Опц. | |||
| Рабочая поддержка: | Стол | |||
| Тип операции: | ЧПУ | |||
| СТОЛ/РАБОЧАЯ ОПОРА | |||
| Размер стола Д x Ш (дюймы) | 23. 600 600Икс 23.600 | ||
| Макс. Вес заготовки (фунты) | 770 | ||
Поворотный стол | Стандарт | ||
| ШПИНДЕЛЬ(Ы) | |||
| Номер. Основные шпиндели | 1 | ||
| Ориентация | Вертикальный | ||
| Конус | КАТ 40 Опц. | ||
| Максимальная частота вращения | 12000 | ||
| Мощность в л.с. (рейтинг 30 мин.) | 21.40 | ||
| # Диапазоны скоростей | 1 | ||
| Тип | Исправлено | ||

| ИНСТРУМЕНТ | |||
| Держатель основного инструмента | УВД | ||
| Количество инструментов | 40 | ||
Макс. Длина инструмента (дюймы) Длина инструмента (дюймы) | 9.840 | ||
| Макс. Диаметр инструмента (дюймы) | 3.150 (с пустыми адацентными карманами) | ||
| Макс. Вес инструмента | 15.40 | ||
|
| ||||||||||||||||||||||||||||||||||||||||||||
 000 дюймов.
000 дюймов. 000 дюймов.
000 дюймов. )
) ПАРТНЕРЫ КАНАЛА
Фрезерные станки RaptorX-SL | Массивная, стабильная и гибкая
Преимущества RaptorX-SL
- Стальная конструкция чрезвычайно высокой устойчивости к кручению из стальных профилей, в основном горячедеформированных, с толщиной листа до 6,3 мм!
- Высочайшая устойчивость: При мостовой нагрузке 100 кг посередине оси Y мост фрезерного станка RaptorX шириной 2 м (ход Y 2010 мм) «прогибается» всего на 0,02 мм, что составляет всего две сотые миллиметра.
 ! Поэтому даже шпиндели до ок. Можно использовать 70-килограммовые или другие тяжелые инструменты или инструментальные головки без потери точности системы!
! Поэтому даже шпиндели до ок. Можно использовать 70-килограммовые или другие тяжелые инструменты или инструментальные головки без потери точности системы! - Изменяемое рабочее пространство благодаря регулируемым опорным стойкам стола (опционально, цена за штуку 195 евро, опора до 200 кг на опору). Зазор под мостом 150 мм, 300 мм или 400 мм по выбору.
- Каркас открыт снизу, что позволяет обрабатывать большие детали (шкафы управления, дверные и оконные рамы, большие трехмерные детали).
- Новая концепция привода с планетарной передачей. Это позволяет перемещаться со скоростью до 40 метров (ось X + Y) в минуту (в сочетании с Mach4, Win PCNC Profi и USB).
- Высокоскоростной с максимальной производительностью: трехмерные приводы с программным обеспечением Mach4 до прибл. 10 метров в минуту (около 170 мм в секунду), в зависимости от формы контура. Таким образом, фрезерный станок RaptorX-SL почти достигает производительности гораздо более дорогого фрезерного станка с ЧПУ с сервоприводом!
- Непревзойденное соотношение цены и качества ! Посмотреть на себя! Демонстрации ежедневно по договоренности!
Наконец-то покончено с хлипкими стальными машинами, изготовленными из холоднотянутых квадратных трубок тонкой бумаги, которые склонны к деформации при сварке.
Изготовленная из высококачественной термообработанной стали конструкция рамы и бесщеточные приводные двигатели на 9,4 А, обеспечивающие удерживающий момент более 900 Н·см, обеспечивают очень надежные и стабильные платформы, непревзойденные по соотношению цена-качество.
Может достигать скорости перемещения до 40 метров в минуту. Это свидетельствует о высоком качестве и производительности наших машин.
У нас вы приобретете тщательно продуманную технику с необходимым блоком управления двигателем, а также качественное программное обеспечение, входящее в стоимость пакета.
В настоящее время стандартные машины будут доступны с шестью различными размерами хода от 1200 x 1510 x 300 мм до 3200 x 2010 x 600 мм.
Индивидуальные станки с двойной осью Z и т. д. могут быть изготовлены с рабочим размером до 17 500 x 3010 мм !!
Здесь вы можете найти приложения с видео, фото и отчетами о фрезерном станке RaptorX-3D-CNC.
Тонкое различие:
Для достижения максимальной стабильности и возможности работы с гранитом, мрамором или алюминием выберите стол правильной высоты, чтобы обеспечить как можно меньшее перемещение к поверхности материала для максимальной точности.
| Ввод в эксплуатацию наших станков с ЧПУ в соответствии с требованиями CE требует сборки защитного кожуха и всасывающего адаптера. |
|---|
| Инструкция по эксплуатации | ||
|---|---|---|
| RaptorX-SL руководство по эксплуатации | ЕН | |
Знания и советы о фрезерных станках
Фрезерный станок часто упоминается в связи с аббревиатурой ЧПУ. Фрезерный станок с ЧПУ представляет собой компьютеризированный станок, снимающий материал путем вращения вокруг заготовки и тем самым придающий ей заданную форму.
В промышленном секторе часто используются малые и большие фрезерные станки. Из-за большого разнообразия сменных инструментов фрезерный станок с ЧПУ все чаще используется в хобби-секторе.
Из-за большого разнообразия сменных инструментов фрезерный станок с ЧПУ все чаще используется в хобби-секторе.
Типы фрезерных станков
По типам фрезерных станков различаются по 3 пунктам:
- Тип конструкции и назначение
- консольно-фрезерный
- Станки фрезерные станочные
- специальные фрезерные станки
- Расположение фрезерного шпинделя
- Горизонтально-фрезерные станки
- Вертикально-фрезерные станки
- Тип управления
- Фрезерные станки с механическим управлением
- Фрезерные станки с числовым программным управлением
В области фрезерных станков с ЧПУ наиболее распространенным является, вероятно, портальный фрезерный станок.
Возможные применения:
- Обработка алюминия, напр. Детали машин, шестерни, компоненты
- Переработка пластмасс, т.
 е. Компоненты для моделирования / архитектурного моделирования
е. Компоненты для моделирования / архитектурного моделирования - Обработка нержавеющей стали, напр. логотипы, эмблемы, трофеи, надписи и инициалы для ветровиков, надгробий и надгробий
- Деревообработка, т.е. 3D-герб, 3D-рельефы из дерева, деревянные игрушки, деревянные знаки, створки, двери и свечные арки, компоненты моделей и т. д.
- Каменная обработка, напр. Надгробия, могильные плиты, украшения, таблички и т.д.
Все более популярными становятся приложения в области 3D. Так называемые G-коды DIN/ISO отправляются в обрабатывающий центр с помощью соответствующего программного обеспечения 3D CAD/CAM. Благодаря конструкции портального фрезерного станка возможно использование до 6 осей: А, В, С и X, Y и Z, оси А, В и С представляют собой вращение вокруг осей Х, Y и Z. Таким образом, можно фрезеровать в трех измерениях и производить трехмерные статуи, компоненты и многое другое за один шаг.
На что следует обратить внимание при покупке фрезерного станка с ЧПУ?
Фрезерный станок всегда следует приобретать у авторизованного дилера.
