Копировально фрезерный станок: Копировально-фрезерные станки
Содержание
6Г463 станок гравировальный копировально-фрезерный с пантографом. Паспорт, схемы, описание
Сведения о производителе гравировального копировально-фрезерного станка 6Г463
Производитель гравировального копировально-фрезерного станка 6Г463 — Львовский завод фрезерных станков, ОсДО, основанный в 1952 году.
Станки, выпускаемые Львовским заводом фрезерных станков, ЛЗФС
- 6Г463 — станок гравировальный копировально-фрезерный с пантографом
- 6Е463 — станок гравировальный копировально-фрезерный с пантографом
- 6Л463 — станок гравировальный копировально-фрезерный с пантографом
- 6520Ф3 (ЛТ 260Ф3) — станок вертикально-фрезерный бесконсольный с ЧПУ
6Г463 станок гравировальный копировально-фрезерный с пантографом. Назначение, область применения
гравировальный станок 6Г463 предназначен для выполнения гравировальных и мелких копировально-фрезерных работ в контурном режиме.
На станке 6Г463 можно производить гравирование надписей и узоров на штемпелях, табличках, платах, панелях, надписей на лимбах, линейках, а также фрезерование неглубоких пресс-форм для пластмассы, резины и т.д. Возможность работы на станке по контршаблону позволяет при помощи плоского копира производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Закрепив неподвижно шпиндель при помощи специального кронштейна, на станке 6Г463 можно производить фрезерные работы, перемещая вручную стол изделия. Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Копировально-фрезерный станок 6Г463 может быть оснащен широкой гаммой приспособлений и принадлежностей, расширяющих его технологические возможности: для построения дуг, окружностей, и овалов, для закрепления табличек при гравировании, делительным приспособлением, тисками, поворотными тисками, наклонно-поворотным столом, буквенным и цифровыми шаблонами, приспособлением для заточки гравировальных резцов и др.
Работа по контршаблону при помощи плоского копира позволяет производить гравирование различных надписей и узоров на пространственно сложных поверхностях.
Движение копирования на станке осуществляется вручную перемещением трейсера ощупывающего устройства по контуру копира.
Станок 6Г463 может применяться в механических, механосборочных и инструментальных цехах машиностроительных предприятий.
Класс точности станка Н по ГОСТ 8—77. Шероховатость обработанной поверхности Rа 2,5 мкм.
Средний уровень звука LA не должен превышать 71 дБА.
Статическая нагрузка 260 кг, динамическая нагрузка 280 кг.
Основные характеристики гравировального копировально-фрезерного станка 6Г463
Производитель: Львовский завод фрезерных станков ЛЗФС.
Начало серийного производства 1982 год. Станок заменил устаревшую модель — 6Л463 и был заменен более совершенным станком — 6Е463.
- Масштаб копирования — 1:1 ÷ 1:100
- Диаметр наибольшей окружности пантографа при масштабе 1:1 — Ø 210 мм
- Размеры рабочей поверхности стола изделия — 250 х 500 мм
- Размеры рабочей поверхности стола копира — 320 х 400 мм
- Наибольший продольный ход стола (X) — 300 мм
- Наибольший поперечный ход стола (Y) — 200 мм
- Наибольший вертикальный ход стола (Z) — 300 мм
- Частота вращения шпинделя — 1250.
 .20000 об/мин
.20000 об/мин - Электродвигатель привода шпинделя — 0,25 кВт; 2770 об/мин
- Вес станка — 260 кг
Габаритные размеры рабочего пространства гравировального станка 6Г463
Габаритные размеры рабочего пространства станка 6г463
Посадочные и присоединительные базы гравировального станка 6Г463
Посадочные и присоединительные базы гравировального станка 6г463
Общий вид копировально-фрезерного гравировального станка 6Г463
Фото гравировального станка 6г463
Фото фрезерного станка на базе 6г463
Расположение составных частей гравировального станка 6Г463
Расположение составных частей гравировального станка 6г463
Перечень составных частей гравировального станка 6Г463
- Станина — 6Г463.10.00.000
- Стол изделия — 6Г463.21.00.000
- Пантограф — 6Г463.30.00.000
- Подвеска шпинделя — 6Г463.
 31.00.000
31.00.000 - Привод шпинделя — 6Г463.32.00.000
- Расположение эктрооборудования на станке — 6Г463.90.00.000
Расположение органов управления гравировальным станком 6Г463
Расположение органов управления гравировальным станком 6г463
Расположение органов управления гравировальным станком 6Г463. Смотреть в увеличенном масштабе
Перечень органов управления гравировальным станком 6Г463
- Рукоятки зажима кареток пантографа
- Трейсер ощупывающего устройства
- Рукоятка зажима стола копира
- Рукоятка зажима стола изделия
- Рукоятка зажима салазок
- Рукоятка зажима консоли
- Рукоятка вертикального перемещения шпинделя
- Маховик поперечного перемещения стола изделия
- Маховик продольного перемещения стола изделия
- Маховик вертикального перемещения стола изделия
- Кнопка «Пуск» (КиП)
- Кнопка «Стоп» (КиС)
- Переключатель реверса вращения шпинделя (ВРШ)
- Выключатель местного освещения
- Вводной автомат (ВВ)
- Болты зажима стойки пантографа
- Табличка чисел оборотов
Кинематическая схема гравировального станка 6Г463
Кинематическая схема гравировального станка 6г463
Общая компоновка и принцип работы станка 6Г463
Компоновка станка характеризуется вертикальным расположением шпинделя и горизонтальным расположением рабочих поверхностей столов.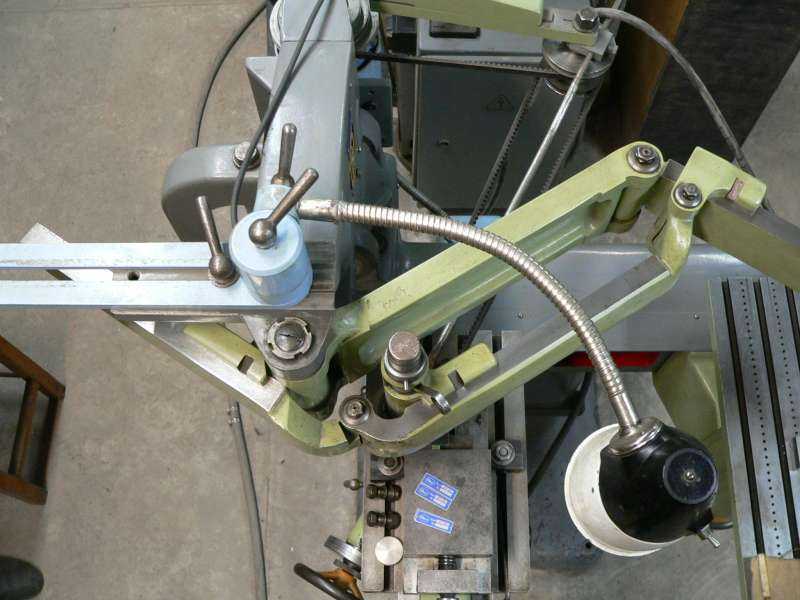
Узлы станка смонтированы на жесткой станине. По вертикальным направляющим станины перемещается консоль, несущая на себе салазки и стол изделия. По горизонтальным направляющим станины перемещается стойка пантографа. На станине закреплены подвеска и привод шпинделя.
Обрабатываемая деталь закрепяяется на cтоле изделия, а копир, по которому ведется обработка, закрепляется на столе копира. Формообразующими движениями являются перемещения пантографа. Перемещения столов — установочные.
Стол изделия
Стол изделия (Рис.5) предназначен для закрепления на нем обрабатываемых деталей. На столе могут устанавливаться тиски, наклонно-поворотный стол и другие приспособления. Стол перемещается в трех взаимоперпендикулярных направлениях. Все перемещения производятся вручную с помощью винтовых пар 4, 5, 6 отсчет перемещений ведется по лимбам 10, 11, 12, соответственно по каждой координате.
Стол копира
Стол копира 10 (Pиc.10) предназначен для установки копиров, по которым ведется обработка. Стол копира установлен на стойке 5 пантографа. Поворот стола вокруг вертикальной оси на 360° осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу 11, фиксация — рукояткой 12. Стол копира снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка 5 вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами 16 (Рис.3).
Стол копира установлен на стойке 5 пантографа. Поворот стола вокруг вертикальной оси на 360° осуществляется вручную. Установка величины угла разворота стола копира осуществляется по лимбу 11, фиксация — рукояткой 12. Стол копира снабжен пазами типа «ласточкин хвост», которые служат для установки шрифта. Кроме этого в нем имеется Т-образные пазы, которые могут быть использованы для установки различных приспособлений. Стойка 5 вместе со столом копира и пантографом может перемещаться по горизонтальным направляющим станины, что позволяет установить шпиндель в пределах плоскости стола изделия при различных масштабах копирования. Фиксация стойки осуществляется двумя болтами 16 (Рис.3).
Пантограф
Пантограф (Рис.6) осуществляет на станке копирующее движение. Копирование с помощью пантографа (шарнирного параллелограмма) построено на принципе геометрического подобия треугольников и осуществляется по нижеприведенной схеме;
Пантограф гравировального станка 6г463
Пантограф гравировального станка 6г463
Пантограф гравировального станка 6Г463. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Ш -точка шпинделя
Т — точка трейсера (ощупывающего пальца)
К, L , М и N — точки шарниров пантографа.
Такая схема позволяет осуществить копирование с большим диапазоном масштабов при сравнительно небольших размерах сторон параллелограмма, а также пожучить достаточно большую площадь обслуживании.
Плечи пантографа соединены между собой шарнирами, собранными на высокоточных радиально-упорных подшипниках I (Рис.6). При помощи кареток 4 и 5 пантограф соединен с корпусом шпинделя 4 и стойкой 5. Соединение выполнено также на высокоточных радиально-упорных шарикоподшипниках 13. Подвижные соединения пантографа с каретками выполнены в виде «ласточкиного хвоста». Изменение передаточного отношения пантографа (масштаба копирования) производится перемещением плечей 6 и 7 пантографа относительно кареток 2 и 3 с последующей фиксацией их рукоятками 8 и 9.
Ощупывающее устройство (Рис.7) выполнено в виде цанговой втулки 1, внутри которой перемещается трейсер 2. В рабочем положении устройства, когда трейсер войдет в контакт с профилем копируемого знака или литеры копира, рукояткой-гайкой производится зажим трейсера, для перехода на другой знак или литеру копира необходимо предварительно отпустить рукоятку-гайку, чтобы датъ возможность трейсеру 2 под действием пружины 4 выйти из контакта с профилем копирующего шаблона (копира).
В рабочем положении устройства, когда трейсер войдет в контакт с профилем копируемого знака или литеры копира, рукояткой-гайкой производится зажим трейсера, для перехода на другой знак или литеру копира необходимо предварительно отпустить рукоятку-гайку, чтобы датъ возможность трейсеру 2 под действием пружины 4 выйти из контакта с профилем копирующего шаблона (копира).
Ощупывающее устройство может устанавливаться на различную высоту (в пределах 15 мм) за счет перемещения в осевом направления цанговой втулки I относительно плеча пантографа 14 (Рис.6).
Ход трейсера 2 в зависимости от высоты профиля копирующего знака или литеры регулируется установкой не нем резинового кольца 5. Максимальный, ход трейсера (относительно цанговой втулки I) — 4 мм. В рабочем положении ощупывающего устройства винт 15 (Рие.6) должен быть затянут. Для установки масштаба копирования 1:1 необходимо, кроме установки кареток, установить ощупывающее устройство а ближе расположенное к шарнирам пантографа отверстие плеча 14 (Рис. 6). При всех других передаточных отношениях пантографа (1:2, 1:3…. 1:100) ощупывающее устройство должно быть установлено в крайнее отверстие плеча 14 (Рис.6). Подробное описание настройки пантографа на необходимые масштабы копирования приведено на стр. 41 и 42.
6). При всех других передаточных отношениях пантографа (1:2, 1:3…. 1:100) ощупывающее устройство должно быть установлено в крайнее отверстие плеча 14 (Рис.6). Подробное описание настройки пантографа на необходимые масштабы копирования приведено на стр. 41 и 42.
Подвеска шпинделя
Подвеска шпинделя (Рис.8) состоит из трех шарнирно-соединенных между собой деталей — корпуса I, рычага 2 и кронштейна 3. В гильзе 6, помещенной в корпусе I, монтируется шпиндель 4 и механизм его подачи 5, Шпиндель станка I (Рис.9) собран в гильзе 2 на двух радиально-упорных шариковых подшипниках 3 и 4. В нижней части шпинделя имеется 2-х ступенчатый шкив 5. Инструмент шпинделя крепится при помом цангового зажима (цанга 6 и гайка 7). В нижней части шпиндель имеет пазы для специального ключа. Для быстрого подвода или отвода инструмента в верхней части шпинделя монтируется механизм его подачи (Рис.10), состоящий из корпуса I, на котором нанесена отсчетная шкала глубины врезания, поворотной втулки 2, рукоятки 3, винта 4 и гайки 5. Разворот рукоятки 3 ограничивается боковой плоскостью окна втулки 6. Фиксация втулки 6 производится гайкой 7. Быстрый подвд (отвод) инструмента производится опусканием (подъемом) рукоятки 3. Микрометрическая подача осуществляется поворотом рукоятки 1, Наличие в верхней части механизма подачи шинделя конусного упора 8, ось которого совмещена с осью резца, позволяет работать по контршаблону и таким образом производить надписи с плоского копира на пространственно сложных поверхностях.
Разворот рукоятки 3 ограничивается боковой плоскостью окна втулки 6. Фиксация втулки 6 производится гайкой 7. Быстрый подвд (отвод) инструмента производится опусканием (подъемом) рукоятки 3. Микрометрическая подача осуществляется поворотом рукоятки 1, Наличие в верхней части механизма подачи шинделя конусного упора 8, ось которого совмещена с осью резца, позволяет работать по контршаблону и таким образом производить надписи с плоского копира на пространственно сложных поверхностях.
Работа по контршаблону
Для гравирования различных надписей, узоров и делений с плоского шаблона на цилиндрических, сферических и других поверхностях необходимо установить над обрабатываемой деталью контршаблон точно повторяющий ее форму. Для этого к кронштейну I (Рис.11) необходимо прикрепить контршаблон 2. Перемещениями кронштейна I выставить контршаблон над обрабатываемой деталью 3 так, чтобы их оси симметрии совпадали. На столе шаблонов устанавливается плоский шаблон. С одной установки можно обработать деталь шириной в = 0,6 R, где R — радиус детали
Работа по контршаблону на станке 6г463
Привод шпинделя
Вращение шпинделя осуществляется от электродвигателя I (Рис. 12), установленного на кронштейне 2. На валу электродвигателя установлен 3-х ступенчатый шкив 3. Соосно с электро-
12), установленного на кронштейне 2. На валу электродвигателя установлен 3-х ступенчатый шкив 3. Соосно с электро-
Схема электрическая принципиальная гравировального станка 6Г463
Электрическая схема гравировального станка 6г463
Установочный чертеж гравировального станка 6Г463
Установочный чертеж гравировального станка 6г463
Читайте также: Производители фрезерных станков в России
6Г463 станок гравировальный копировально-фрезерный с пантографом. Видеоролик.
Технические характеристики гравировального станка 6Г463
| Наименование параметра | 6Л463 | 6Г463 | 6Е463 |
|---|---|---|---|
| Основные параметры станка | |||
| Масштаб копирования | 1:1 ÷ 1:50 | 1:1 ÷ 1:100 | 1:1 ÷ 1:100 |
| Диаметр наибольшей окружности пантографа примасштабе 1:1, мм | 200 | 210 | 210 |
| Размеры рабочей поверхности стола изделия, мм | 200 х 320 | 250 х 500 | 250 х 500 |
| Размеры рабочей поверхности стола копира, мм | 250 х 400 | 320 х 400 | 320 х 400 |
| Наибольший продольный ход стола (X), мм | 200 | 300 | 300 |
| Наибольший поперечный ход стола (Y), мм | 125 | 200 | 200 |
| Наибольший вертикальный ход стола (Z), мм | 250 | 300 | 300 |
| Перемещение продольное стола (X) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение поперечное стола (Y) на одно деление лимба, мм | 0,05 | 0,05 | 0,05 |
| Перемещение вертикальное стола (Z) на одно деление лимба, мм | 0,025 | 0,025 | 0,025 |
| Перемещение продольное стола (X) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Y) на один оборот лимба, мм | 4 | 5 | 5 |
| Перемещение поперечное стола (Z) на один оборот лимба, мм | 2,5 | 2,5 | 2,5 |
| Поворот стола копира, град | ±30° | 360° | 360° |
| Величина микрометрического перемещения шпинделя, мм | 1 | 1 | 1 |
| Цена деления лимба микрометрического перемещения шпинделя, мм | 0,05 | 0,05 | 0,05 |
| Величина хода быстрого подвода шпинделя, мм | 4 | 5 | 5 |
| Величина перемещения шпинделя при работе по контршаблону, мм | 10 | 10 | |
| Частота вращения шпинделя, об/мин | 1260.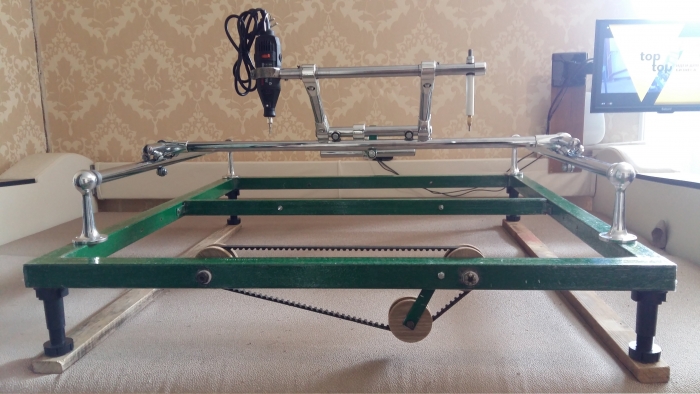 .15900 .15900 | 1250..20000 | 1250..20000 |
| Количество скоростей шпинделя | 12 | 13 | 13 |
| Электрооборудование и привод станка | |||
| Количество электродвигателей на станке | 1 | 1 | 1 |
| Электродвигатель привода главного движения, кВт | 0,27 | 0,25 | 0,25 |
| Габаритные размеры и масса станка | |||
| Габаритные размеры (длина х ширина х высота), мм | 1100 х 1000 х 1260 | 1120 х 1000 х 1260 | 1040 х 1000 х 1260 |
| Масса станка, кг | 300 | 260 | 250 |
- Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.
 А. Фрезерное дело 1973, с.141
А. Фрезерное дело 1973, с.141 - Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.
 Ю. Технологическое оборудование машиностроительных производств, 1980
Ю. Технологическое оборудование машиностроительных производств, 1980 - Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Копировально-фрезерный станок карусельного типа MX 71160
| Диаметр обрабатываемых заготовок, мм | 500 – 1800 |
| Максимальная толщина заготовки, мм | 130 |
| Диаметр стола, мм | 1630 |
| Скорость вращения стола, об/мин | 0,1 – 3 |
| Диаметр шпинделя, мм | 40 |
| Высота шпинделя, мм | 180 |
| Скорость вращения шпинделя, об/мин | 9300 |
| Мощность привода вращения стола, кВт | 2,2 |
| Мощность привода фрезы, кВт | 2х7,5 |
В наличии
Купить
В кредит
Цена:
0 $
Уточняйте у менеджера
- Описание
- Комплектация
- Примеры работ, видео
- Доставка и оплата
Копировально-фрезерный станок карусельного типа MX 71160 предназначен для высокопроизводительного изготовления филенок, сидений стульев, столешниц, криволинейных ножек стульев и столов, спинок стульев и других подобных изделий методом копирования по шаблону.
Отличительные особенности:
– Круглый вращающийся стол;
– Тяжелая и мощная станина;
– Пневмоприжим над центром стола для фрезерования филенок, столешниц и т.п.;
– Комплект пневмоприжимов для фиксации ножек стульев и других криволинейных элементов. Данные прижимы расставляются по краю круглого стола;
– Высокая производительность.
Конструктивные особенности:
– Два фрезерных шпинделя
Станки оснащены 2-мя фрезерными узлами.
Для фрезерования определенного профиля необходимо установить соответствующие фрезы.
На фрезерных узлах можно изменять направление вращения инструмента – попутное или встречное к заготовке.
– Пневмоподача шпинделей
Перемещение фрезерных узлов осуществляется под действием пневмоцилиндра.
– Фиксация заготовок
При обработке ножек стульев шаблоны расставляются по краю круглого стола, прижим каждой заготовки осуществляется с помощью 2-х или 3-х пневмоприжимов.
При обработке столешниц и сидений стульев используется пневмоприжим находящийся над центром стола, пневмоприжимы для ножек при этом снимаются.
– Крепление шаблонов
Шаблоны и прижимы для ножек крепятся в Т-образные пазы на столе.
– Рабочий стол круглой формы с установленным на нем шаблоном и заготовкой вращается вокруг своей оси.
– Для обкатки (фрезерования по периметру) плоских заготовок из листовых материалов, например филенок, сидений стульев, столешниц и т.п. заготовки фиксируются в центре стола пневмоприжимом, расположенным над центром стола.
– Для продольного фрезерования, например ножек стульев, ножек столов, спинок стульев и т.п. применяются специальные пневмоприжимы, устанавливаемые по краю круглого стола.
– Рабочие органы – фрезы, имеют ход к центру стола и обратно с помощью пневмоцилиндра. На одном валу с инструментом установлен копировальный подшипник. Находясь под инструментом, данный подшипник обкатывает шаблон, а инструмент над ним копирует форму шаблона на заготовке.
Диаметр обрабатываемых заготовок
500-1800 мм
Толщина заготовки
130 мм
Страна
Китай
Вес
2750 кг
Габариты
2600 × 2200 × 1900 мм
Комплектация
Примеры работ, видео
Доставка и оплата
Оплата производится безналичным расчётом.
Доставка производится транспортными компаниями.
Деловые линии, ПЭК, Байкал сервис, Желдорэкспедиция, КИТ.
Доставка отдельными машинами.
Копировальные фрезы DoTwistBall | Cutting Tool Engineering
Контактная информация
Tungaloy America Inc.
Address
3726 N. Ventura Dr.
Arlington Heights
60004
IL
United States
Map It
Phone
630-227-3700
Toll Free Phone
888-554 -8394
Факс
888-554-8392
Просмотр веб-сайта
Отправить письмо
Посмотреть руководство покупателя
42.144245, -88.002711
19 августа 2019 г.
Компания Tungaloy расширяет линейку копировальных фрез DoTwistBall, добавляя дополнительные диаметры насадных фрез. DoTwistBall разработан для обеспечения максимальной надежности обработки в сложных процессах 3D-фрезерования.
DoTwistBall разработан для обеспечения максимальной надежности обработки в сложных процессах 3D-фрезерования.
Вставка имеет спирально закрученную структуру, которая подходит к седлу, имеющему соответствующий спиральный профиль. Такая конструкция обеспечивает надежное позиционирование и фиксацию пластины с защитой от прокручивания во время обработки. Кроме того, прочная и толстая конструкция пластины помогает выдерживать механические удары, предотвращая разрушение пластины.
В корпус фрезы можно установить либо круглые пластины LNMX-MJ с радиусом при вершине 4,0 мм, 5,0 мм или 6,0 мм, либо пластины LNMX-HJ для фрезерования с высокой подачей, что делает фрезу чрезвычайно эффективной для обработки сложных криволинейных поверхностей, типичных для штампов и пресс-форм. отрасли.
Новые диаметры фрез включают 42 мм, 52 мм и 63 мм в популярных корпусах насадных фрез для установки пластин LNMX04.
Краткий обзор:
Инновационный интерфейс вставки и гнезда обеспечивает превосходную фиксацию вставки для безопасности процесса
Пластины с высокой подачей или пластины радиусного типа могут использоваться с одним и тем же корпусом фрезы
Всего в этом расширении добавлено три корпуса фрез
Связанные термины
- групповая обработка (фрезерование)
групповая обработка (фрезерование)
Обработка несколькими фрезами, установленными на одной оправке, как правило, для одновременной обработки.

- фрезерование
фрезерование
Операция механической обработки, при которой металл или другой материал удаляют путем приложения мощности к вращающемуся резцу. При вертикальном фрезеровании режущий инструмент устанавливается вертикально на шпиндель. При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. К фрезерным операциям относятся плоскостное или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фасонное фрезерование и профилирование.
- Фрезерный станок (фрезерный)
Фрезерный станок (фрезерный)
Работает с концевыми фрезами и фрезами на оправке. Особенности включают головку со шпинделем, который приводит в движение фрезы; колонна, колено и стол, обеспечивающие движение по трем декартовым осям; и основание, поддерживающее компоненты и вмещающее насос для смазочно-охлаждающей жидкости и резервуар.
 Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе. Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Дополнительные продукты от Tungaloy America Inc.

Система инструментов для нарезания внутренних канавок AddInternalCut
Пластины AddInternalCut доступны в двух размерах: пластина TCIG10 предназначена для нарезания внутренних канавок с минимальным диаметром отверстия 10,5 мм и (0,413 дюйма). вверх. TCIG12 допускает максимальную глубину канавки (CDX) 3,0 миллиметра (0,118 дюйма).
Пластины TungCut AH6235 и AH8005
Вместе с успешным сплавом AH7025 в качестве первого выбора сплавы AH6235 и AH8005 улучшат характеристики TungCut при отрезке и нарезании канавок с перерывами, а также нарезании канавок и точении в агрессивных условиях.
Цилиндрические концевые фрезы SolidMeister
Цилиндрические концевые фрезы SolidMeister являются эффективными инструментами для сложных операций трехмерной наплавки, используемых при изготовлении пресс-форм, ортопедических имплантатах, а также при обработке лопаток газовых турбин и других поверхностей произвольной формы в аэрокосмической и энергетической промышленности. Концевые фрезы имеют режущую кромку, которая на самом деле является Подробнее
Концевые фрезы имеют режущую кромку, которая на самом деле является Подробнее
AH8000 Пластины из сплава с PVD-покрытием и стружколомом SDM
Стружколом SDM имеет уникальную Т-образную фаску с переменной шириной и оптимизированным передним углом, которые обеспечивают пластине устойчивость к износу в виде насечки. Твердые металлы, такие как жаропрочные сплавы, склонны к образованию насечек на режущей кромке пластины, что может значительно сократить срок службы инструмента. Комбинация SDM Подробнее
Левосторонние пластины TetraMiniCut
В настоящее время в этой серии представлены пластины TCS18 и TCL18, предназначенные для левостороннего резания, что расширяет линейку продуктов, в которой до сих пор предлагались только правосторонние пластины. Инструменты для обработки канавок и отрезки, обычно используемые в большинстве операций, выполняемых на обычных токарных станках с ЧПУ и швейцарских станках, являются правильными. Подробнее
BallFinishNose
BallFinishNose — эффективный инструмент для чистовой и получистовой обработки, особенно на геометрических поверхностях и сложных трехмерных контурах. для пресс-форм или аэрокосмических приложений. Вставка имеет уникальную асимметричную форму. Эта конструкция позволяет пользователям всегда использовать одну и ту же сторону вкладыша, обращенную к Подробнее
Сверлильные втулки DrillMeister
Сверлильные втулки DrillMeister доступны диаметром 16, 25 и 32 мм для метрических размеров и 3/4 дюйма и 1 дюйм для британских размеров, которые подходят к держателям сверл того же размера, которые установлены на швейцарских токарных станках. Все сверлильные втулки имеют резьбовое соединительное отверстие на конце втулки для облегчения Подробнее
Линейка сверлильных головок DMH
Буровая головка DMH отличается ударопрочной конструкцией, которая подходит для операций, связанных с сверлением отверстий в тонкостенных секциях заготовок. В нормальных условиях тонкие стенки, как правило, отскакивают от сверла после того, как сверло пробивает отверстие и выходит из него. В процессе Подробнее
Негативные пластины
Компания Tungaloy расширила свою линейку экономичных двусторонних негативных пластин стружколомом -28. Благодаря запрессованной геометрии стружколома с большим углом наклона острой режущей кромки, -28 обеспечивает свободное резание с превосходным стружкодроблением. Кроме того, негативная пластина Читать далее
FixRMill
FixRMill использует круглые пластины для обработки штампов и пресс-форм, особенно сложных главных деталей с внутренней и внутренней частью, таких как полости и выступы. Круглые вставки имеют насечки, препятствующие вращению, на стороне зазора вставки и соответствующие места на гнездах карманов. Эти выемки не только предотвращают вставку Подробнее
ГРАВИРОВАЛЬНО-КОПИРОВАЛЬНО-ФРЕЗЕРНЫЙ СТАНОК С ПАНТОГРАФОМ
Изобретение относится к копировально-фрезерному станку, который включает в себя колонну, пантограф с копировальным устройством, при этом пантограф расположен на колонне с возможностью поворота вокруг горизонтальной оси и подходящий инструментальный шпиндель с приводом от двигателя. Рабочий стол расположен на передней части колонны и регулируется как минимум по высоте вместе с регулируемым модельным столом.
Такие станки позволяют увеличивать или уменьшать количество копировально-фрезерных операций, соответствующих шаблону. Выравнивание и относительные положения заготовки и шаблона в таком устройстве могут регулироваться через выбранную зону с помощью возможности регулировки рабочего стола или стола шаблона.
Уже известны гравировальные и копировально-фрезерные станки с пантографом, в которых пантограф может поворачиваться вокруг горизонтальной оси, жестко соединенной с станиной станка (например, Deckel GK 21). Рабочий стол этой машины регулируется в трех осевых направлениях, модельный стол регулируется по вертикали и в продольном направлении машины. Поворотное движение пантографа приводит к вертикальной траектории работы, в то время как регулируемость рабочего стола служит только относительной регулировке заготовки по отношению к инструменту. Однако недостатком этой системы является то, что пантограф можно использовать только в небольшом диапазоне углов ниже и выше его горизонтального положения. Еще одним недостатком известного станка является то, что высота свободного зазора, то есть расстояние между горизонтальным пантографом и верхним краем станины станка, по причинам жесткости станка относительно мала, так что диапазон размеров заготовок, которые могут быть принято ограничено.
Целью изобретения является создание машины упомянутого выше типа, в которой устранены недостатки, связанные с фиксированным рабочим уровнем и малой высотой зазора. Эта цель достигается согласно изобретению путем поддержки пантографа, в дополнение к его различным возможным движениям в известной машине, на консоли или подобном устройстве, которое может перемещаться вертикально на колонне машины.
Вертикально регулируемое крепление пантографа позволяет регулировать рабочий уровень машины. Для этого заготовку и шаблон перемещают в наиболее желательное рабочее положение, а регулируемый по вертикали пантограф настраивают в указанное рабочее положение путем перемещения консоли. Таким образом, становится возможным выполнять очень тонкие операции гравировки с сидящим оператором, хотя операции фрезерования, для которых необходимо применять большее усилие, по-прежнему требуют, чтобы он стоял. Кроме того, машина согласно изобретению допускает больший диапазон возможных размеров заготовки, поскольку высота зазора может быть увеличена в любое время путем перемещения пантографа вверх. Во время операций, где не важна большая высота зазора, консоль, на которой установлен пантограф, снова перемещают вниз, чтобы обеспечить жесткость крепления пантографа, равную жесткости известных машин.
В соответствии с еще одним признаком изобретения в машине, в которой рабочий стол обычно перемещается в поперечном направлении, стойка машины в самом нижнем положении находится почти на такой же высоте, что и нижний край указанного рабочего стола. Таким образом обеспечивается возможность использования поперечной траектории стола в любом положении, а не только, как в известных конструкциях, при определенных регулировках по вертикали. Изобретательская конструкция, в которой стойка машины расположена ниже, чем в известных машинах, идеально дополняет характеристику вертикально регулируемого пантографа, поскольку таким образом все расстояние между самым нижним положением рабочего стола и самым верхним положением пантографа доступно как высота просвета.
В соответствии с еще одним признаком изобретения вертикальный диапазон регулировки рабочего стола в самом верхнем положении перекрывает диапазон регулировки инструмента, соединенного с пантографом в нижнем положении. Величина такого перекрытия плюс высота заготовки и подрамников, если они имеются, представляют собой диапазон, в пределах которого можно регулировать рабочую высоту, как будет объяснено в связи с примерным вариантом осуществления.
В соответствии с изобретением приводной двигатель для привода инструментального шпинделя расположен на консоли, а уравновешивающая пружина для уравновешивания груза пантографа расположена внутри консоли. Оба жестко подключены к консоли и перемещаются вверх и вниз вместе с ней.
Один примерный вариант осуществления изобретения показан на чертежах и более подробно описан ниже.
На чертежах:
РИС. 1 — вид в перспективе гравировального станка и копировально-фрезерного станка с вертикально регулируемым пантографом;
РИС. 2 — частичный вид машины по фиг. 1 в направлении стрелки II;
РИС. 3 — схематическое изображение консоли с приводом рабочего шпинделя, уравновешивающим механизмом и регулировочным приводом консоли;
РИС. 4 иллюстрирует модифицированный вариант осуществления.
Копировально-фрезерный станок, показанный на РИС. 1 включает в себя колонну 1 машины, которая установлена на основании колонны. Рабочий стол 2 расположен на станине станка и регулируется по трем осям, а шаблонный стол 3 регулируется по вертикали и горизонтали станка.
На передней стороне колонны 1 установлена консоль 4, которая перемещается по вертикали с помощью маховика 19. На верхней стороне консоли общий пантограф 6 через держатель пантографа 20 поддерживается с возможностью поворота вокруг горизонтальной оси 7, которая лежит поперек машины. Движение пантографа в горизонтальной плоскости пантографа и вращение вокруг оси 7 иллюстрируют фактические рабочие движения, которые позволяют осуществлять трехмерное отслеживание и работу. Настройку инструмента и шаблона относительно пантографа можно получить с помощью регулируемых столов 2 и 3.
Перемещаемая по вертикали опора пантографа на консоли 4 позволяет производить дополнительную настройку копировально-фрезерного станка на заготовки, имеющие большие вертикальные размеры, а именно увеличивать высоту зазора. Кроме того, также возможно отрегулировать по вертикали в желаемой зоне всю компоновку, а именно рабочий стол 2, стол 3 для шаблонов и пантограф 6, посредством чего сохраняется относительное положение столов по отношению к пантографу. Таким образом, копировально-фрезерный станок может быть отрегулирован на различную рабочую высоту, так что, например, оператор может выполнять гравировку сидя и фрезеровать стоя. ИНЖИР. 1 показана консоль 4 с пантографом 6 в нижнем положении (сплошные линии) и верхнем положении (пунктирные линии).
РИС. 2 схематично показана часть копировально-фрезерного станка по фиг. 1 в направлении стрелки II. Рабочий стол 2 несет заготовку 10, которая должна быть обработана инструментом 11. Рабочий стол 2 находится в самом верхнем положении, самое нижнее положение пантографа 6 с инструментом 11 обозначено пунктирными линиями. Таким образом, обеспечивается возможный диапазон регулировки b рабочего уровня, приблизительно равный размеру между режущей кромкой инструмента в его самом нижнем положении и верхней кромкой заготовки 10 в ее самом верхнем положении. Это означает, что в примере на фиг. 2, опустить рабочий стол на диапазон регулировки b и отрегулировать пантограф с помощью пульта 4 на такую же величину (обозначена пунктирными линиями), при этом сохраняется вся работоспособность пантографа.
Как также видно из фиг. 2, высота стойки машины равна высоте выступа рабочего стола в самом нижнем положении (показанного штрихпунктирными линиями) над верхним краем 12 стойки. Таким образом, поперечный путь стола можно полностью использовать в любом вертикальном положении, при этом стол или установленная на нем заготовка не соприкасаются с колонной.
Как, в частности, видно из фиг. 3, приводной двигатель 15 инструмента неподвижно соединен с держателем 20 пантографа и, таким образом, может перемещаться вместе с консолью 4. Таким образом, при регулировке консоли не происходит изменения относительного положения между приводным двигателем и пантографом, поэтому что, например, соединительные механизмы, регулируемые по длине, и т.п. не требуются.
Между держателем 20 пантографа и неподвижной точкой консоли 4 расположена уравновешивающая пружина 16, которая обычным образом служит для уравновешивания веса пантографа. Натяжение этой уравновешивающей пружины регулируется с помощью резьбового стержня 17, к которому она прикреплена своим нижним концом и который приводится в действие снаружи способом, который подробно не показан. Уравновешивающий механизм также перемещается вместе с консолью 4 при вертикальной регулировке консоли 4, так что эта регулировка не влияет на регулировку пружины.
Шпиндельный привод 18 используется для регулировки консоли 4, при этом шпиндельный привод может приводиться в действие обычным способом с помощью маховика 19. Шпиндельный привод, например, неподвижно поддерживается в осевом направлении в консоли 4 и входит в зацепление с гайкой, которая крепится к станине станка.
В варианте осуществления изобретения, показанном на фиг. 4, предусмотрены некоторые усовершенствования по сравнению с вышеописанным станком, в частности, в устройстве для регулировки уравновешивающей пружины, чтобы регулировка средств поддержки пружины могла выполняться простым образом с места оператора во время операции обработки.
Эта цель достигается в этом варианте осуществления путем соединения подвижного конца уравновешивающей пружины с боуденовской проволокой или чем-то подобным, что, в свою очередь, приводится в действие регулировочным механизмом, расположенным в пределах досягаемости оператора.
Боуденовская проволока, таким образом, позволяет перемещать фактический регулировочный элемент в любую желаемую точку, так что оператор может, например, одной рукой во время фактической операции обработки отрегулировать уравновешивающую пружину.
В этом варианте осуществления в машине с панелью управления, установленной на поворотном рычаге, конец уравновешивающей пружины, связанной с держателем пантографа, соединен с тросом Боудена. Кожух троса Боудена опирается одним концом на держатель пантографа, а другим концом на плечо пульта управления. Трос Боудена приводится в действие регулировочным шпинделем, расположенным в рычаге, и приводится в движение маховиком, расположенным на панели управления.
Таким образом, оператор находит маховик в пределах удобной досягаемости от места, где расположены другие кнопки управления станком. Кроме того, положение пульта управления можно регулировать с помощью поворотного рычага в заданной зоне в разных местах оператора.
Обращаясь теперь более конкретно к фиг. 4, на стойке 31, которая обычным образом имеет рабочий стол 32 и стол для выкройки 33, расположена регулируемая по вертикали консоль 34, на верхнем конце которой установлен держатель 35 пантографа с возможностью поворота вокруг горизонтальной оси 37. Пантограф 36 закреплен обычным образом на упомянутом носителе пантографа. Консоль 34 регулируется по вертикали с помощью маховика 39..
Уравновешивающая пружина 41 для уравновешивания груза пантографа расположена внутри консоли 34. Пружина 41 шарнирно прикреплена нижним концом к неподвижной точке 42 консоли. Верхний конец уравновешивающей пружины соединен с сердечником боуденовской проволоки 43, корпус которой опирается одним концом на держатель пантографа, а другим концом на плечо 44.
Свободный конец сердечника троса Боудена закреплена на втулке 45, которая может перемещаться в ее продольном направлении с помощью регулировочного шпинделя 46, ввинчиваемого в указанную втулку. Благодаря этому регулируется начальное натяжение уравновешивающей пружины.
Регулировочный шпиндель 46 проходит через панель управления 47, закрепленную на рычаге 44 и снабженную маховиком 48 в качестве элемента управления.
Рычаг выполнен с возможностью поворота обычным и, следовательно, дополнительно не показанным способом в горизонтальной плоскости, так что оператор может отрегулировать панель управления и, таким образом, рабочий элемент для регулировки уравновешивающего механизма в нужное положение.
