Коробка подач 675п1фрезера ереван: 675 Станок фрезерный широкоуниверсальный инструментальный. Паспорт, описание, схема
Содержание
675, 675П фрезерные станки технические характеристики, паспорт
Перед тем как покупать станок, важно изучить его строение. Описание фрезерного станка 675:
Универсальное оборудование обладает жесткой и массивной конструкцией, благодаря чему высокоточную обработку металлических изделий можно производить на протяжении длительного времени (2-3 смены подряд). Фрезерный станок 675, характеристики которого позволяют встраивать оборудование в серийные и мелкосерийные производственные линии, отлично поглощает вибрации, благодаря чему сохраняется качество работ.
С помощью данной модели возможно производить фрезерные работы как небольших заготовок (ширина 250 мм, длина 800 мм), так и массивных деталей. Большим преимуществом является то, что управление фрезерным станком 675 удобное, а также интуитивно понятное. Так как элементы регулировки и наладки эргономически правильно расположены на корпусе.
Экономичная обработка изделий с помощью фрезерного станка 675 возможна за счет наличия широкого диапазона оборотов шпинделя и подач, а также за счет наличия быстрых перемещений. Обратите внимание, что за счет классической компоновки время на обучение и получение навыков работы за станком — минимальное.
Обратите внимание, что за счет классической компоновки время на обучение и получение навыков работы за станком — минимальное.
Рассматриваемый фрезер 675 отличается довольно огромным количеством достоинств. Они такие:
Минусы у аналогичной модели также значительные. Примером можно назвать относительно маленькую надежность, а еще сниженный критерий продуктивности, благодаря чему модель не может ставиться для выпуска больших серий изделий.
В стандартную комплектацию помимо станка в сборке входят инструкция по эксплуатации и комплект рабочей оснастки. Обратите внимание, что технологические возможности промышленного оборудования могут быть значительно расширены за счет оснащения конструкции вспомогательными инструментами и комплектом фрез для станков. Такого рода приспособления и оснастка поставляются за дополнительную плату.
Смотреть галерею
Усовершенствовать фрезерный станок 675 можно следующими устройствами:
- поворотными тисками, что вращаются параллельно станине;
- круглым столом, который проворачивается;
- делительной, быстроходной или долбежной головкой.
Фрезерный станок 675, описание которого представлено также в его паспорте, который входит в стандартную комплектацию, может устанавливаться как на крупных промышленных предприятиях, так и в малых ремонтных мастерских.
Описание кинематической схемы универсального фрезерного станка 6В75
Привод станка осуществляется от электродвигателя типа А41-4 мощностью N=1,7 кВт и числом оборотов n = 1420 об/мин.
Движение от электродвигателя передается при помощи клиноременной передачи на приемный вал коробки скоростей.
Отсюда движение передается в двух направлениях:
- на горизонтальный и вертикальный шпиндели
- на коробку подач и дальше на суппорт и горизонтальные салазки
Различные скорости вращения горизонтального и вертикального шпинделей получаются при следующих положениях шестерен коробки скоростей:
- I. 4—5—7—2—1—8—9—16 — 95 об/мин
- II. 3—6—7—2—1—8—9—16 — 170 об/мин
- III. 1—8—9—16 (муфты шестерен 2—3 сцеплены) — 300 об/мин
- IV.
 4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин
4—5—8—9—16 (муфты шестерен 7—8 сцеплены) — 470 об/мин - V. 3—6—8—9—16 (муфты шестерен 7—8 сцеплены) — 900 об/мин
- VI. 2—7—8—9—16 (муфты шестерен 7—8 и 2—3 сцеплены) — 1650 об/мин
Вращение вертикальному шпинделю передается от шестерни — 16 горизонтального шпинделя через шестерни (15, 14, 13).
Следовательно, вертикальный шпиндель имеет также шесть различных чисел оборотов (указаны в «Механике станка»).
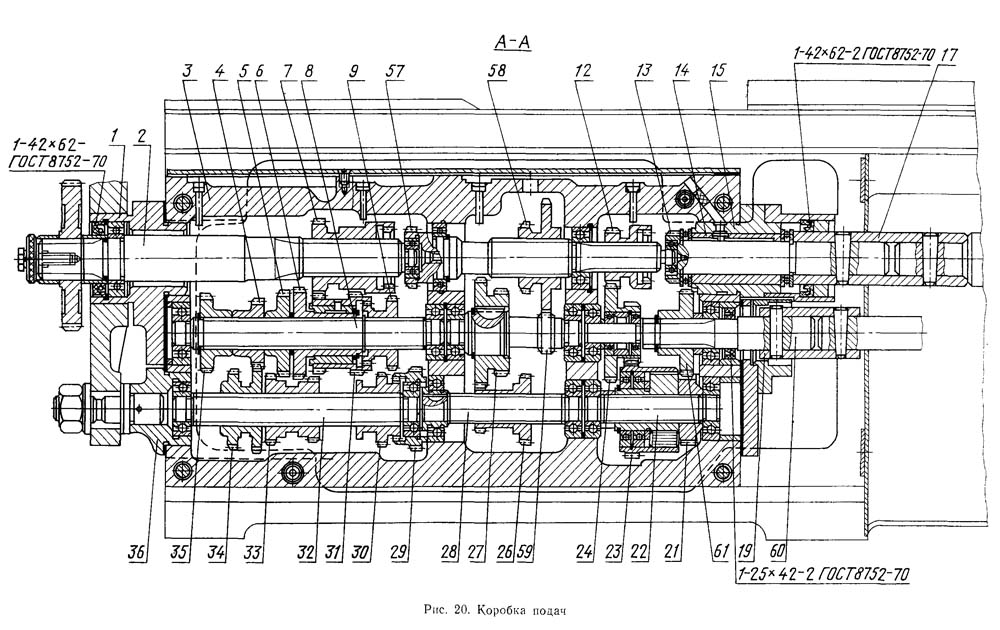
От ведущей звездочки 47, сидящей на приемном валу коробки скоростей, движение при помощи втулочно-роликовой цепи передается на ведомую звездочку 46, сидящую на приемном валу коробки подач.
Различные подачи, передаваемые на суппорт и горизонтальные салазки, получаются при следующих положениях шестерен коробки подач:
На горизонтальные салазки:
- I. 45—43—44—40—42—37—35—34—33—32—20—19(18) — 17,5 мм/мин
- II. 45—43—44—40—41—36—35—34—33—32—20—19(18) — 26,8 мм/мин
- III. 45—43—44—40—39—38—35—34—33—32—20—19(18) — 44,7 мм/мин
- IV.
 45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин
45—43—42—37—35—34—33—32—20—19(18) — 69,7 мм/мин - V. 45—43—42—41—36—35—34—33—32—20—19(18) — 106,9 мм/мин
- VI. 45—43—42—39—38—35—34—33—32—20—19(18) — 178 мм/мин
Примечание: При включении шестерни 18 направление подачи меняется.
На суппорт
От ходового валика, на котором сидит на шпонке шестерня 32, и дальше через шестерни (27—26) на ходовой винт 29. (При этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
При перемещении суппорта в обратную сторону движение от ходового валика передается через шестерни—(23—22—21) на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Величина подач суппорта указана в разделе «Механизм подач». Ручная подача горизонтальных салазок осуществляется при помощи маховичков 50, а в суппорте — при помощи маховичка 51.
Перемещение бабки горизонтального шпинделя осуществляется при помощи маховичка 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производятся специальным ключом, который одевается на квадрат 53 валика-шестерни, а последняя зацепляется с рейкой, нарезанной на пиноли.
Предохранение механизма подач от поломок обеспечивает предохранительное устройство шарикового типа (муфта шестерни 34 и муфта 54).
Регулировка предохранительного устройства осуществляется с помощью гайки 55.
Описание отдельных узлов и принадлежностей фрезерного станка 6В75
Станина
Станина станка состоит из двух основных частей: постамента 1 и станины 2.
Постамент станка пустотелый, одновременно служит резервуаром для охлаждающей жидкости.
Станина станка имеет коробчатое сечение. В верхней внутренней части станины смонтирована коробка скоростей 3, которая позволяет сообщать горизонтальному и вертикальному шпинделям по 6 различных чисел оборотов.
В нижней внутренней части помещена коробка подач 4, которая позволяет сообщать суппорту 5 и горизонтальным салазкам 6 также по 6 различных подач.
На валу 7 смонтировано предохранительное устройство шарикового типа, которое предохраняет цепь подач от перегрузки.
Регулировка поджатая пружины предохранительного устройства производится с помощью гайки 8.
В самом низу станины 2, в специальной нише, расположено электрооборудование станка.
На верхней части станины в горизонтальных направляющих перемещается бабка 9 горизонтального шпинделя 10.
По вертикальным направляющим станины перемещается суппорт 5.
На задней части станины внизу крепится кронштейн 11, на котором устанавливается электродвигатель привода станка.
Суппорт станка
Суппорт служит для продольного и вертикального перемещения обрабатываемых изделий как вручную, так и механическим путем.
Ручная подача осуществляется непосредственно маховичками 12 и 13.
Механическая подача осуществляется от вала 7, получающего вращение от коробки подач.
Величина механической подачи устанавливается с помощью рукояток 2 (черт. 3), а управление суппортом и горизонтальными салазками производится рукояткой 3 (черт. 3).
Для автоматического отключения продольной механической подачи предусмотрены конечные упоры 15 (черт. 3) и передвижные упоры 16 (черт. 3), с помощью которых можно регулировать величину хода салазок.
3), с помощью которых можно регулировать величину хода салазок.
Читать также: Круг для резки алюминия
Для автоматического отключения вертикальной подачи также предусмотрены конечные упоры 17 (черт. 3) и передвижные упоры 18 (черт. 3), с помощью которых можно регулировать величину хода суппорта.
Точное перемещение суппорта и салазок производится соответственно с помощью лимбов 19 и 20 (черт.З).
Для особо точных работ используются индикатор и мерительные плитки.
Для установки индикатора предусмотрен специальный зажим 21 (черт. 3).
Мерительные плитки устанавливаются на специальную полочку 22 (черт. 3), ограниченную упором 23 (черт. 3).
При появлении осевого люфта в маточной гайке 18 последний может компенсироваться, по мере надобности, специальной гайкой 19.
Горизонтальный шпиндель
В корпусе бабки 9 смонтирован на подшипниках качения горизонтальный шпиндель 10.
Передней опорой шпинделя служит двухрядный роликовый подшипник № 3182110 кл. «А» с регулируемым радиальным зазором.
«А» с регулируемым радиальным зазором.
Задней опорой шпинделя являются два радиальных шарикоподшипника № 207 кл. «В».
Осевые нагрузки воспринимаются двумя упорными подшипниками №8111 кл. «В».
Поперечная подача горизонтальной бабки осуществляется вручную маховичком 6 (черт. 3).
В верхней части бабки имеются направляющие для хобота вертикального шпинделя.
Крепление бабки в направляющих станины производится рукояткой 9 (черт. 3).
Вертикальный шпиндель
Головка 14 вертикального шпинделя 15 является съемной частью станка. Она монтируется на специальном хоботе 17, фиксируемом в верхних направляющих горизонтальной бабки двумя сухарями, которые затягиваются болтами 25 (черт. 3).
Конструкция хобота позволяет осуществлять поворот головки вертикального шпинделя на угол 45° в обе стороны.
Шпиндель 15 смонтирован в гильзе 16, которая может перемещаться в корпусе головки. Перемещение гильзы со шпинделем осуществляется вручную посредством съемной рукоятки, которая одевается на квадрат 8 (черт. 3).
3).
Шпиндель головки смонтирован на подшипниках качения. Передней опорой шпинделя служит роликовый двухрядный подшипник № 3182109 кл. «А», задней опорой—два радиальных шарикоподшипника № 7000106 кл. «П».
Осевые усилия воспринимаются двумя упорными шарикоподшипниками № 8107 кл. «В».
Вертикальное положение оси шпинделя фиксируется рукояткой 26 (черт. 3) посредством конусного фиксатора.
В связи с быстроходностью шестерен привода шпинделя вертикальной головки особое внимание необходимо уделить их смазке.
Смазку шестерен производить 1 раз в смену перед началом работы. Несвоевременная смазка шестерен может привести к преждевременному износу их зубьев.
Угловой универсальный стол
Угловой универсальный стол служит для обработки деталей, обрабатываемые поверхности которых расположены наклонно относительно их базовой плоскости.
Угловой универсальный стол состоит из плиты 1, на которую крепится угольник 2, на угольник крепится консоль 3, а на консоль—стол рабочий 4.
Конструкция стола позволяет производить:
- наклоны стола относительно вертикальной и горизонтальной осей станка
- поворот рабочего стола в горизонтальной или наклонно расположенной плоскостях
Установка стола в различных положениях, а также поворот его осуществляется вручную при ослабленных болтах 5, 6, 7.
Отсчет угла наклона стола относительно горизонтальной плоскости определяется что шкалам, нанесенным на основании стола и угольнике.
Круглый стол
Круглый стол применяется во всех (случаях, когда требуется выполнение работ, связанных с делением или обработкой поверхностей по определенным радиусам.
На основании 1 устанавливается стол 2, который крепится на основании с помощью червячной шестерни 3 и винтов 4.
Вращение стола производится (рукояткой 5, которая насажена на конец червяка 6.
Крепление стола на основании производится двумя рукоятками 7.
Отсчет угла поворота стола производится по шкале стола с помощью указателя 8.
Для более точного отсчета величины угла поворота стола имеется лимб 9, цена одного деления которого равна 1 минуте, и нониус на эксцентриковой втулке 10, цена одного деления которого равна 5 секундам.
Крепление эксцентриковой втулки в основании производится с помощью винта 11.
Для предохранения лимба от проворачивания служит винт 12.
Тиски параллельные
Для крепления мелких деталей на станке в качестве универсального (приспособления применяются параллельные тиски.
Они состоят из круга поворотного 1, на который устанавливается основание 2.
Зажим изделия производится между неподвижной губкой 3 и подвижной губкой 4 с помощью винта 5 и маточной гайки 6, укрепленной в основании губки.
Поворотный круг позволяет производить поворот основания на 360°.
Отсчет поворота основания производится по шкале, нанесенной на цилиндрической части поворотного круга.
При работах, не связанных с поворотом изделия, для придания тискам большей жесткости рекомендуется тиски устанавливать без поворотного круга. В этом случае крепление основания к станку производится с помощью двух болтов, которые вводятся в прорези 7.
В этом случае крепление основания к станку производится с помощью двух болтов, которые вводятся в прорези 7.
Делительная головка
Делительная головка предназначена:
- для непосредственного деления посредством диска 1, закрепленного на шпинделе головки
- для косвенного деления при помощи комплекта делительных дисков 2, которые устанавливаются на валу червяка
- для деления по градусам, пользуясь шкалой 3 и нониусом с точностью отсчета 2 минуты
При непосредственном делении червяк 4 должен быть выведен из зацепления с шестерней 5. Вывод червяка из зацепления осуществляется поворотом эксцентриковой втулки за гайку 6.
Читать также: Рубанок и шерхебель отличия
При косвенном делении червяк должен быть включен и закреплен рукояткой 7. Деление производится вращением рукоятки 8, а отсчет деления осуществляется по гнездам дисков фиксатором 9.
После каждого поворота шпинделя в процессе деления, он должен быть закреплен в корпусе головки рукояткой 10. Регулировка осевого зазора между червяком и втулкой осуществляется гайками 11. При этом необходимо предварительно снять рукоятку 8 и отвернуть гайку 6.
Регулировка осевого зазора между червяком и втулкой осуществляется гайками 11. При этом необходимо предварительно снять рукоятку 8 и отвернуть гайку 6.
Осевой и радиальный зазоры шпинделя регулируются гайками 12.
К станку прикладывается делительная головка новой конструкции.
В продаже Широкоуниверсальный фрезерный станок 6в75. Станок полностью комплектен.
Сообщить о поступлении
Расположение составных частей станка 675П
Расположение составных частей фрезерного станка 675П
Перечень составных частей широкоуниверсального фрезерного станка 675П
- вертикальная головка
- коробка скоростей
- шпиндельная бабка
- коробка подач
- угловой горизонтальный стол
- суппорт
- станина
- электрооборудование
- основной вертикальный стол
ФС-250 Станок фрезерный широкоуниверсальный. Паспорт, описание, схема
Сведения о производителе широкоуниверсального фрезерного станка ФС-250
Станок фрезерный широкоуниверсальный модели ФС-250 выпускал Владимирский станкостроительный завод «Техника» (Владимирский завод прецизионного оборудования «Техника»), основанный в 1935 году.
В настоящее время завод производит фрезерные станки с УЦИ и ЧПУ под наименованием ФС-250, ФС-300, ФС-300-01, ФС-300-02 CNC, ФС-400 и ФСМ-250/676.
Станки, выпускаемые Владимирским станкостроительным заводом Техника
- КР-450 — станок координатно-расточный двухстоечный 380 х 520
- КШ-400 — станок круглошлифовальный сверхвысокой точности полуавтомат Ø 200 × 400
- КШ-600 — станок круглошлифовальный сверхвысокой точности полуавтомат Ø 200 × 600
- ОФ-55 — станок фрезерный широкоуниверсальный повышенной точности 260 х 630
- СФ-250 — станок фрезерный широкоуниверсальный высокой точности 245 х 630
- ТПУ-125 — станок токарный с ЧПУ Ø 125 х 320
- ФС-250 — станок фрезерный широкоуниверсальный 250 х 620
- ФС-300 — станок фрезерный широкоуниверсальный повышенной точности 300 х 630
ФС-250 станок фрезерный широкоуниверсальный. Назначение и область применения
Широкоуниверсальный инструментальный консольно-фрезерный станок ФС-250 является аналогом фрезерного станка ОФ-55.
Фрезерный станок модели ФС250 предназначен для фрезерования деталей цилиндрическими, дисковыми и фасонными фрезами при помощи горизонтального шпинделя, и торцовыми, концевыми и шпоночными фрезами при помощи поворотного вертикального шпинделя, который, при необходимости, может быть повернут под углом.
Станок ФС-250 предназначен, в основном, для высокоточной чистовой обработки фрезерованием поверхностей деталей размером не более 250 х 250 мм.
Особенности конструкции и принцип работы станка
Обрабатываемая деталь может быть установлена на основном столе с вертикальной рабочей плоскостью или на угловом столе с горизонтальной рабочей плоскостью. Для обработки наклонных поверхностей деталь может устанавливаться на универсальном столе.
Для обработки деталей, требующих деления, могут быть использованы круглый стол либо делительная головка.
К станку прилагается удобный для пользования инструментальный шкаф, а также комплект приспособлений и инструмента.
Технологические возможности станка ФС-250 могут быть значительно расширены применением принадлежностей и приспособлений, поставляемых за особую плату.
На станке ФС-250 можно выполнять ряд фрезерных и расточных работ с высокой точностью, которая может быть достигнута, если станок установлен в помещении с постоянной температурой 20±2°С и влажностью 65±5%, если вблизи станка нет источников тепла и вибрации. На станке можно выполнять, также, сверление и рассверливание, долбление, центрование, цекование, зенкерование, развертывание, растачивание.
Наличие двух шпинделей горизонтального и поворотного вертикального, а также большого количества принадлежностей к станку, делает его широкоуниверсальным и удобным для работы в инструментальных цехах машиностроительных заводов при изготовлении приспособлений, инструмента, рельефных штампов и прочих изделий.
Широкий диапазон оборотов шпинделя и подач, наличие механических подач и быстрых перемещений обеспечивают экономичную обработку различных деталей в оптимальных режимах.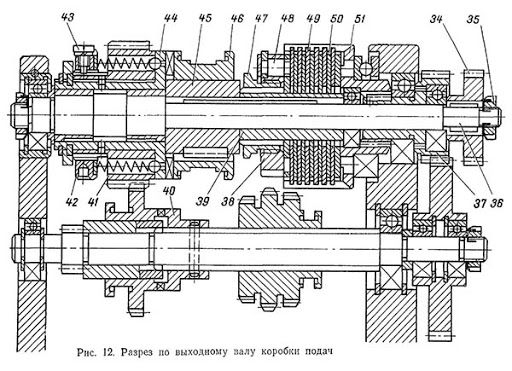
Станок ФС250 применяется в единичном и мелкосерийном производстве в инструментальных и механических цехах машиностроительных предприятий.
Преимущества использования широкоуниверсального фрезерного станка ФС250:
- Литая массивная чугунная станина поглощает вибрации и позволяет сохранить качество обрабатываемых на станке деталей
- Использование станка в инструментальных и механических цехах с мелкосерийным и индивидуальным производством
- Реализована возможность производить долбежные операции (при приобретении за дополнительную плату долбежной головки)
- Удобное (интуитивно понятное), классическое управление станком
- Небольшие габариты станка позволяют разместить его практически в любом помещении, в том числе и гараже
- Широкий диапазон вращения горизонтального и вертикального шпинделей позволяет подобрать наиболее подходящие режимы резания
- Подача СОЖ осуществляется электронасосом.
 Производительность электрического насоса 22 л/мин
Производительность электрического насоса 22 л/мин - Станок имеет дополнительную шпиндельную (вертикальную) головку, расположенную на выдвижном хоботе, которою можно поворачивать под углом ±90 градусов в двух взаимно перпендикулярных плоскостях.
Фрезерный широкоуниверсальный станок ФС-250 выпускается в семи исполнениях:
- 3-и различных модели с разной величиной хода продольного перемещения стола ФС 250, ФС 250/300, ФС 250/400
- 4-е различных модификации по количеству включаемой в поставку технологической оснастки ФС-250.01, ФС 250.02, ФС-250.03 и ФС 250.04
Серия станков ФС 250 включает в себя:
- ФС-250 — 10384.000.00.00.000
- ФС-250/300 — 10384.000.00.00.000-05
- ФС-250/400 — 10384.000.00.00.000-06
- ФС-250-01 (ФС-250.01) — 10384.000.00.00.000-01
- ФС-250-02 (ФС-250.02) — 10384.000.00.00.000-02
- ФС-250-03 (ФС-250.
 03) — 10384.000.00.00.000-03
03) — 10384.000.00.00.000-03 - ФС-250-04 (ФС-250.04) — 10384.000.00.00.000-04
ФС-250 Аналоги универсального фрезерного станка
- ФСМ-250/676М — Владимирский станкозавод «Техника» ВСЗ, г. Владимир
- ОММ64S, ОММ67S — «Микрон», г. Одесса
- ВМ130 — Воткинский машиностроительный завод, г. Воткинск
- ДФ-6725 — Дмитровский завод фрезерных станков, г. Дмитров
- ВЗ-371 — ВИЗАС, г. Витебск, Беларусь
- 676, 67К25ПМ, 67К25ПФ1, 67К25ПФ2-0 — Иркутский станкостроительный завод, г. Иркутск
- 6Т80 — Читинский станкостроительный завод, г. Чита
- 675П, 6725ПФ1, 67Е25ПФ1 — Ереванский завод фрезерных станков, г. Ереван, Армения
- 676П, 67К25ПР, 67К25ПФ1, 67К25ПФ2-0 — Вильнюсский станкостроительный завод «Комунарас» г.
 Вильнюс (сегодня Vingriai, АО Вингряй, Литва
Вильнюс (сегодня Vingriai, АО Вингряй, Литва - X8132 — Shandong Rooy Manufacture Co., Ltd., Китай
Габаритные размеры рабочего пространства фрезерного станка ФС-250. Вертикальная фрезерная головка
Габаритные размеры рабочего пространства фрезерного станка фс-250
Присоединительные базы станка ФС-250
Стол горизонтальный фрезерного станка фс-250
Фото широкоуниверсального фрезерного станка ФС-250
Фото широкоуниверсального фрезерного станка фс-250
Фото широкоуниверсального фрезерного станка ФС-250. Скачать в увеличенном масштабе
Фото широкоуниверсального фрезерного станка фс-250
Фото широкоуниверсального фрезерного станка ФС-250. Скачать в увеличенном масштабе
Фото широкоуниверсального фрезерного станка фс-250
Фото широкоуниверсального фрезерного станка ФС-250. Скачать в увеличенном масштабе
Фото широкоуниверсального фрезерного станка фс-250
Фото широкоуниверсального фрезерного станка фс-250
Расположение органов управления фрезерным станком ФС-250
Расположение органов управления фрезерным станком фс-250
Перечень основных узлов фрезерного станка ФС-250
- 155-01-000 — Станина ФС-250.
 ..ФС-250/400
..ФС-250/400 - 55-02-000А — Суппорт ФС-250…ФС-250-04
- 55-02-000А/300 — Суппорт ФС-250/300
- 55-02-000А/400 — Суппорт ФС-250/400
- 55-03-000А — Горизонтальный шпиндель ФС-250…ФС-250-02, ФС-250-04….ФС-250/400
- 55-03-000А-03 — Горизонтальный шпиндель ФС-250-03
- 155-04-000 — Коробка подач ФС-250…ФС-250/400
- 155-08-000 — Электрооборудование ФС-250…ФС-250/400
Расположение органов управления консольно-фрезерным станком ФС-250
Расположение органов управления консольно-фрезерным станком фс-250
Перечень органов управления консольно-фрезерным станком ФС-250
- Рукоятка управления коробкой скоростей
- Рукоятка управления коробкой подач
- Рукоятка реверсирования перемещения суппорта
- Маховичок ручной подачи стола в горизонтальной плоскости
- Маховичок ручной подачи стола в вертикальной плоскости
- Маховичок ручной подачи бабки горизонтального шпинделя
- Маховичок настройки включения коробки скоростей
- Квадрат для рукоятки ручной подачи вертикального шпинделя
- Рукоятка зажима бабки
- Рукоятка зажима стола на горизонтальных направляющих суппорта
- Рукоятка зажима суппорта на вертикальных направляющих станины
- Кнопка «СТОП», пакетный выключатель
- Кнопка «ПУСК» на 1000 r/min
- Кнопка «ПУСК» на 1500 r/min
- Выключатель насоса охлаждения
Схема кинематическая универсального фрезерного станка ФС-250
Кинематическая схема универсального фрезерного станка фс-250
ФС-250 кинематическая схема универсального фрезерного станка. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Описание кинематической схемы фрезерного станка ФС-250
Привод станка осуществляется от двухскоростного электродвигателя типа 4АМ100 S6/4Y3 мощностью N=1,8/ 2,1 кВт и частотой вращения 1000/1500 об/мин.
Движение от электродвигателя передается клиноременной передачей на приемный вал коробки скоростей и далее в двух направлениях:
- на горизонтальный и вертикальный шпиндель;
- на коробку подач и суппорт, несущий вертикальный стол.
Различные 12 значений частот вращения горизонтального и вертикального шпинделей получаются при следующих положениях коробки скоростей:
- 4-5-7-2-1-8-9-16 — 42/72 об/мин
- 3-6-7-2-1-8-9-16 — 112/170 об/мин
- 1-8-9-16 (муфты шестерен 2-3 сцеплены) — 213/310 об/мин
- 4-5-8-9-16 (муфты шестерен 7-8 сцеплены) — 310/4.80 об/мин
- 3-6-8-9-16 (муфты шестерен 7-8 сцеплены) — 745/1130 об/мин
- 2-7-8-9-16 (муфты шестерен 7-8 и 2-3 сцеплены) — 1410/2150 об/мин
Вертикальный шпиндель получает вращение от шестерен 16 горизонтального шпинделя через шестерни 1 5, 14, 13. Движение на коробку подач осуществляется втулочно-роликовой цепной передачей с ведущей звездочкой 47, сидящей на приемном валу коробки скоростей, и приемной — 46 входного вала коробки подач.
Движение на коробку подач осуществляется втулочно-роликовой цепной передачей с ведущей звездочкой 47, сидящей на приемном валу коробки скоростей, и приемной — 46 входного вала коробки подач.
Различные подачи, «передаваемые на суппорт и вертикальный стол, получаются при следующих положениях шестерен коробки дач:
- 45-43-44-40-42-37-35-34-33-32-20-19(18) — 10/15 мм/мин
- 45-43-44-40-39-38-35-34-33-32-20-19(18) — 27/44 мм/мин
- 45-43-42-37-35-34-33-32-20-19(18) — 37/55 мм/мин
- 45-43-44-40-41-36-35-34-33-32-20-19(18) — 72/110 мм/мин
- 45-43-42-39-38-35-34-33-32-20-19(18) — 100/150 мм/мин
- 45-43-42-41-36-35-34-33-32-20-19(18) — 250/380 мм/мин
При включении шестерни 18 направление подачи меняется.
Движение на суппорт передается от ходового валика на ходовой винт 29 через шестерни 27-26 (при этом полумуфта шестерни 27 сцеплена с полумуфтой 48).
Для перемещения суппорта в обратную сторону движение от ходового валика передается через шестерни 23-22-21 на ходовой винт 29 (при этом полумуфта шестерни 23 сцеплена с полумуфтой 49).
Ручная подача вертикального стола осуществляется маховичком суппорта — маховичком 51, бабки горизонтального шпинделя -маховичком 52.
Перемещение пиноли вертикального шпинделя в корпусе вертикальной головки производится специальным ключом и квадратом 53 валика — шестерни, находящемся в зацеплении с рейкой пиноли.
Механизм подач защищается от поломок предохранительным устройством шарикового типа (полумуфта шестерни 34 и полумуфта 54) регулируемым гайкой 55.
Предохранительная муфта должна обеспечивать перемещение суппорта с установленным горизонтальным столом, нагруженным грузом 800Н, на ускоренной подаче с поочерёдно включенными рабочими подачами 10 и 380 мм/мин.
Обеспечение надежности действия защитных устройств обуславливается тем, что предохранительная муфта должна срабатывать при создании сопротивления перемещению силой 50Н, приложенной к рукоятке маховичка ручной подачи стола в вертикальной плоскости на подаче 10 мм/мин.
Описание основных узлов фрезерного станка ФС-250
Универсальный фрезерный станок фс-250
Универсальный фрезерный станок фс-250. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Суппорт рабочего стола
Суппорт служит для продольного и вертикального перемещения обрабатываемых деталей как вручную, так и механическим путем.
Ручная подача осуществляется непосредственно маховичками 4 и 5. Механическая подача осуществляется от вала 7 (рис. 3), получающего вращение от коробки подач.
Величина механической подачи устанавливается с помощью рукояток 2, а управление суппортом и вертикальным столом производится рукояткой 3.
Для автоматического отключения продольной механической подачи предусмотрены конечные упоры 15 и передвижные упоры 16, с помощью которых можно регулировать величину хода вертикального стола.
Для автоматического отключения вертикальной подачи также предусмотрены конечные упоры 17 и передвижные упоры 18, с помощью которых можно регулировать величину хода суппорта.
Точное перемещение суппорта и вертикального стола производится соответственно с помощью лимбов 19 и 20. Для особо точных работ используется индикатор ИЧ02 кл. 1 ГОСТ 577 и различного типа концевые меры.
1 ГОСТ 577 и различного типа концевые меры.
При появлении осевого люфта в маточной гайке 18 его необходимо компенсировать поворотом специальной гайки 19 (рис. 3).
Горизонтальный шпиндель
В корпусе бабки 9 смонтирован на подшипниках качения горизонтальный шпиндель 10, который имеет 12 частот вращения в зависимости от положения рукояток управления (Табл. 3).
Передней опорой шпинделя служит двухрядный роликовый подшипник 4-3182110К с регулируемым радиальным зазором. Задней опорой шпинделя являются 2 радиальных шарикоподшипника 5-207К5.
Осевая нагрузка воспринимается двумя упорными подшипниками 5-8111.
Поперечная подача горизонтальной бабки осуществляется вручную маховичком 6 (рис. 1).
Крепление бабки в направляющих станины производится рукояткой 9 (рис. 1).
Коробка подач
В нижней внутренней части станины помещена коробка подач, которая позволяет сообщать суппорту 5 и вертикальному столу 6 по 12 различных подач в зависимости от положения рукояток (табл. 4). На валу 7 смонтировано предохранительное устройство шарикового типа, которое предохраняет цепь подач от перегрузки, Регулировка поджатия пружины предохранительного устройства производится с помощью гайки 8.
4). На валу 7 смонтировано предохранительное устройство шарикового типа, которое предохраняет цепь подач от перегрузки, Регулировка поджатия пружины предохранительного устройства производится с помощью гайки 8.
Электрооборудование. Схема электрическая фрезерного станка ФС-250
Электрическая схема универсального фрезерного станка фс-250
Перечень элементов к схеме электрической фрезерного станка ФС-250
- EL — Лампа накаливания МО 12-40 12V, 40W — 1 шт
- FU1,FU2 — Предохранитель ВПБ6-36 2А — 2 шт
- HL — Лампа коммутаторная КМ 12-90 — 1 шт
- К1,К2 — Пускатель магнитный ПМЕ-111 110В, 50Гц — 2 шт
- КЗ — Пускатель магнитный ПМЕ-111М 110В, 50Гц — 1 шт
- Ml — Электродвигатель 4AM100S6/4Y3 I М1081 l,8/2,l кВт, 1000/1500 об/мин — 1 шт
- М2 — Электронасос П-25М 380В, 50Гц, 125W; 0,025m3/min, (25 1/min) — 1 шт
- Q — Автоматический выключатель AE2046M-10P-00Y3.
 B Ir=8A — 1 шт
B Ir=8A — 1 шт - SI — Выключатель КЕ011T3, кр. — 1 шт
- S2, S3 — Выключатель КЕ011T3, черн. — 2 шт
- S4 — Тумблер Tl — 1 шт
- S — Выключатель, входящий в комплект арматуры местного освещения — 1 шт
- Т — Трансформатор ОСМ 1-0,16; 380/5-22-110/12 — 1 шт
Питание электрооборудования станка осуществляется от сети 3N~, 380 В, 50 Гц.
На станке установлены:
- Электродвигатель привода шпинделя типа 4АМ100 S6/4Y3; 1,8/2,1 кВт, 380 В, 1000/1500 об/мин;
- Электронасос для охлаждения инструмента типа П-25М; 0,125 кВт, 380 В, 2800 об/мин;
- Пусковая аппаратура управления;
- Сигнальная и предохранительная аппаратура.
Электросхемой установлено:
- защита электродвигателей от перегрузки и токов короткого замыкания с помощью автоматического выключателя, номинальный ток которого 8 А, ток отсечки 12 х 8А;
- кнопочное управление электродвигателем шпинделя;
- включение электродвигателя насоса выключателем типа Т1;
- цепь управления на напряжение 110 V от понижающего трансформатора;
- местное освещение и лампа сигнализации с напряжением 12 В понижающего трансформатора;
- защита аппаратуры управления и понижающего трансформатора от токов короткого замыкания предохранителями.

Панель электрооборудования расположена в специальной нише в жней части станка.
Работа электросхемы
Питание станка от цеховой электросети производится через вводный автоматический выключатель Q, при включении которого загорается сигнальная лампа HL.
Для пуска станка в работу необходимо нажать кнопку S2 (пуск с частотой вращения электродвигателя 1000 об/мин) или кнопку S3 (пуск с частотой вращения электродвигателя 1500 об/мин), расположенные на пульте управления в верхней части станины.
Магнитные пускатели К1 и К2 включают электродвигатель шпинделя Ml. После этого, в случае необходимости, при установке тумблера S4 в положение «ВКЛЮЧЕНО» магнитный пускатель КЗ включает электродвигатель насоса М2 для подачи СОЖ.
Работа электронасоса при выключенном электродвигателе шпинделя невозможна, так как его магнитный пускатель включается через замыкающие контакты пускателей К1 и К2 привода шпинделя. Отключение электродвигателей станка производится кнопкой «СТОП» (S1).
Лампа местного освещения EL и сигнальная лампа HL питаются от понижающего трансформатора Т.
Трансформатор защищен от токов короткого замыкания предохранителями FU1 — FU2 на 2 А.
При перегрузках двигателя Ml и коротких замыканиях автоматический выключатель Q отключает станок о сети.
Читайте также: Производители фрезерных станков в России
ФС-250 Станок фрезерный широкоуниверсальный. Видеоролик.
Технические характеристики фрезерного станка ФС-250
| Наименование параметра | ФС-250 | СФ-250 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Размеры горизонтального (углового) стола, мм | 250 х 620 | 245 х 630 |
| Размеры вертикального стола, мм | 195 х 550 | 250 х 630 |
| Максимальная масса обрабатываемой детали, кг | ||
| Расстояние от оси горизонтального шпинделя до рабочей поверхности горизонтального (углового) стола, мм | 70. .360 .360 | 60..360 |
| Расстояние от торца вертикального шпинделя до рабочей поверхности горизонтального стола, мм | 0..110 | 0..330 |
| Наибольший вылет оси вертикального шпинделя, мм | ||
| Наибольший продольный ход стола (X), мм | 250 | 250 |
| Наибольший поперечный ход шпиндельной бабки (Y), мм | 150 | 200 |
| Наибольший вертикальный ход суппорта стола (Z), мм | 290 | 300 |
| Наибольший диаметр растачивания, мм | 100 | |
| Наибольший диаметр сверления, мм | 15 | |
| Горизонтальный шпиндель | ||
| Частота вращения горизонтального шпинделя, об/мин | 42..2150 | 45..2000 |
| Количество скоростей горизонтального шпинделя | 12 | 12 |
| Конус горизонтального шпинделя | 4АТ6 | Морзе 4 |
| Наибольший допустимый крутящий момент на горизонтальном шпинделе, Нм | ||
| Горизонтальная шпиндельная бабка | ||
| Перемещение бабки на одно деление лимба, мм | 0,025 | 0,02 |
| Количество подач горизонтальной шпиндельной бабки | нет | 9 |
| Пределы подач горизонтальной шпиндельной бабки, мм/мин | нет | 10. .400 .400 |
| Наибольшее усилие подач шпиндельной бабки, Н | ||
| Вертикальная шпиндельная головка | ||
| Частота вращения вертикального шпинделя, об/мин | 55..2450 | 45..2000 |
| Количество скоростей вертикального шпинделя | 12 | 12 |
| Наибольшее осевое перемещение вертикального шпинделя, мм | нет | |
| Наибольший угол поворота вертикальной головки в вертикальной плоскости, градус | ±90 | ±90 |
| Конус горизонтального и вертикального шпинделей | 4АТ6 | Морзе 4 |
| Наибольший допустимый крутящий момент на вертикальном шпинделе, Нм | 120 | |
| Стол вертикальный. Подачи | ||
| Пределы продольных и вертикальных подач стола (X, Z), мм/мин | 10..250/ 15..380 | 10. .400 .400 |
| Ускоренный ход стола, мм/мин | 800 | |
| Перемещение стола продольное на одно деление лимба, мм | 0,025 | 0,02 |
| Перемещение суппорта стола вертикальное на одно деление лимба, мм | 0,025 | 0,02 |
| Количество подач стола | 12 | 9 |
| Наибольшее усилие подач стола, Н | ||
| Электрооборудование и привод станка | ||
| Электродвигатель главного привода, кВт | 1,8/ 2,1 2- скоростной | 2,2 |
| Электродвигатель привода насоса охлаждения, кВт | 0,12 | 0,12 |
| Габарит и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 1150 х 1100 х 1600 | 1120 х 1280 х 1690 |
| Масса станка, кг | 670 | 850 |
- Аврутин С.
 В. Основы фрезерного дела, 1962
В. Основы фрезерного дела, 1962 - Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.Г. Расчёты настроек и наладок фрезерных станков, 1969
- Плотицын В.
 Г. Наладка фрезерных станков,1975
Г. Наладка фрезерных станков,1975 - Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Фрезерование — ООО «Тунгалой Рус»
Растущий спрос на сложные материалы и специальные решения для фрезерования стимулирует технологические разработки Tungaloy для создания уникальных решений для обработки, где необходимы высокая экономическая эффективность и производительность. Инновационные геометрии и сплавы Tungaloy разработаны для достижения высочайших стандартов фрезерных операций и решения любых задач механической обработки.
Фрезерование с высокой подачей
DoFeedTri
Фрезы для больших подач с прочными двусторонними пластинами с шестью режущими кромками
ø16 – ø50 мм – (APMX): 1 мм
AddDoFeed
DoFeed
Серия фрез для больших подач для максимальной производительности
ø20 – мм – (APMX): 1,5 мм
TungForceFeed
Фреза малого диаметра с высокой подачей и прочной конструкцией, обеспечивающей стабильность и эффективность
ø8 – ø25 мм – (APMX): 0,5 мм
DoTwistBall
Уникальная конструкция пластин, обеспечивающая высокую стабильность и невероятную производительность
ø20 – ø63 мм – (APMX): 2 мм
MillQuadFeed
Новое поколение высокоуниверсальных фрез с большими подачами
ø25 – ø160 мм – (APMX) 2,5 мм
Dofeedquad
Super-Feed Feef Feefing Fliging Flighing Cutter с 8 передовой вставкой
Ø50-Ø125 мм-(APMX): 2,0 мм
Face Melling
Tungeight-Mill
Экономический кромочные пластины с легкорежущей торцовой фрезой
ø50 – ø160 мм – (APMX): 3 мм
CeramicSpeed-Mill
Высокопроизводительная фреза с керамическими пластинами для обработки жаропрочных сплавов
ø50,35 – ø67,37 мм – (APMX): 2 мм
ø50 – ø160 мм – (APMX): 4,5 мм
ø25 – ø125 мм – (APMX): 4 мм
DoQuad-Mill
Торцевая фреза с пластиной с 8 режущими кромками для максимального зазора
– ø1500 мм (APMX): 9,5 мм
DoTriple-Mill
Универсальные торцевые фрезы для широкого спектра материалов
ø50 – ø160 мм – (APMX): 6 мм
DoOcto
Идеально подходит для торцевого фрезерования стали и чугуна
ø63 – 315 мм (AMMX): 7,5 мм обработка поверхности
ø32 – ø160 мм – (APMX): 6,4 мм
ø50 – ø125 мм – (APMX): 8 мм
Фрезерование уступов
DoForce-Tri – высокопроизводительная и экономичная фреза уступов
9000
ø18 – ø160 мм – (APMX): 11 мм
Tung-Tri
Фреза для обработки уступов с экономичными пластинами и превосходной устойчивостью к вибрации
ø8 – ø160 мм – (APMX): 3,5 / 6 / 10 / 15 мм
TungTri-Shred
Высокопроизводительная фреза с черновой обработкой зубчатые кромки
ø50 – ø100 мм – (APMX): 76 мм
TungForce-Rec
Универсальная фреза для фрезерования уступов с уникальным V-образным дном пластины для максимальной производительности
ø6 – ø63 мм – (APMX): 11,5 мм
TungRec
Превосходное качество поверхности и точность стенки при фрезеровании уступов
ø12–160 мм – (APMX): 16,7 мм
TungQuad
Идеальный инструмент для фрезерования мелких деталей на небольших станках
ø12–ø40 мм – (APMX): 4 мм
DoRec
Фреза для уступов с прочными и гладкими режущими кромками
ø25 – ø160 мм – (APMX): 16 мм
TecMill
Фреза для черновой обработки уступов на станках среднего и большого размера 9032 –
TecMill
ø250 мм – (APMX): 15,1 мм
Tung-AluMill
Уступная фреза для высокоскоростной обработки алюминия и цветных металлов
ø25 – ø125 мм – (APMX): 16 мм для стабильной работы с отличным отводом стружки
ø63 – ø250 мм – (APMX): 14 – 82 мм
Профильное фрезерование
ø40 – 80 мм – (APMX): 6 мм
Бочкообразные пластины AddForceBarrel
1 для профильного фрезерования с повышением производительности
Ø16-Ø40 мм
BallRoughnose
Индексируемые шариковые конечности для грубого профилирования
Ø16-Ø25 мм-(APMX): 17,7 мм
Dotwistball
Radius Rutter For 3-Dimensional Machining Sueplical SulyLecling Sutival Edge Edge.
