Корвет 403 характеристики: КОРВЕТ 403 станок токарный по металлу !СНЯТ С ПРОИЗВОДСТВА! Купить Цена Продажа Отзыв Скидка Описание Гарантия
Содержание
Станок токарный Корвет 403 по металлу (id 58536963)
Токарный станок по металлу «Корвет 403» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. На токарном станке «Корвет» можно выполнять следующие виды токарных работ: цилиндрическое, фасонное и коническое точение, торцевание, нарезание метрической и дюймовой резьбы, сверление, растачивание, снимать фаски, выбирать галтели. Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон. Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета. При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения. Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента.
Особенности:
-На станок установлен асинхронный двигатель.
-Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки.
-Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания.
-Реверс вращения шпинделя.
-Реверс автоматической подачи.
-Ступенчатая регулировка частоты вращения шпинделя.
-Коробка передач для изменения скорости автоматической подачи суппорта.
-Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом.
-Станок имеет таблицу для настройки станка при нарезании резьбы.
-Индикатор нарезания резьбы служит для точного попадания резца в ручей предшествующего прохода.
-Для точной подачи суппортов имеются лимбы с делением шкалы 0.025мм.
-Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта.
-Поворотный суппорт для конического точения деталей небольшой длины.
-Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале.
-Станок комплектуется поддоном.
-Для безопасной работы имеется защитный кожух с концевым выключателем.
-Большой выбор оснастки.
Общие характеристики:
Номинальная потребляемая мощность двигателя: 750 Вт
Номинальное напряжение питания: 220/50 В/Гц
Тип электродвигателя: асинхронный
Передача: ременная
Число скоростей: 6
Частота вращения шпинделя на холостом ходу: 100, 250, 350, 500, 900, 1800 об/мин
Расстояние между центрами: 750 мм
Диаметр сквозного отверстия шпинделя: 20 мм
Конус шпинделя: 3 Морзе
Конус задней бабки: 2 Морзе
Максимальный диаметр обработки над станиной: 220 мм
Ход поперечного суппорта: 110 мм
Ход поворотного суппорта: 50 мм
Шаг нарезаемой метрической резьбы: 0,5 — 3 мм
Шаг нарезаемой дюймовой резьбы: 8 — 56 дюйм
Скорость автоматической подачи: 0,11 — 0,3 мм/об
Максимальная глубина точения за 1 проход: 0.3 мм
Радиальное биение шпинделя: 0. 01 мм
01 мм
Максимальный размер державки резца: 13х13 мм
Масса нетто/брутто: 120/150 кг
Размер упаковки (ДхШхВ): 1300х560х560 мм
Корвет-401 Станок токарно-винторезный настольный. Паспорт, схема, описание, характеристики
Сведения о производителе токарно-винторезного станка Корвет-401
Поставщиком настольного токарно-винторезного станка Корвет-401 является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: https://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель — компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Станки, выпускаемые предприятием Энкор-Инструмент-Воронеж
- Корвет-10
— станок круглопильный деревообрабатывающий переносной - Корвет-21
— станок рейсмусовый деревообрабатывающий переносной - Корвет-24
— станок строгальный деревообрабатывающий переносной - Корвет-27
— станок рейсмусовый деревообрабатывающий переносной - Корвет-31
— станок ленточнопильный вертикальный по дереву переносной - Корвет-42
— станок сверлильный настольный Ø 6 х 60 - Корвет-51
— станок шлифовальный ленточный переносной - Корвет-71
— станок токарный по дереву Ø 250 х 420 - Корвет-82
— станок фрезерный деревообрабатывающий переносной - Корвет-88
— лобзик электрический - Корвет-320
— станок многофункциональный деревообрабатывающий переносной - Корвет 400
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 401
— станок токарно-винторезный настольный Ø 180 х 300 - Корвет 402
— станок токарно-винторезный настольный Ø 220 х 500 - Корвет 403
— станок токарно-винторезный настольный Ø 220 х 750 - Корвет 407
— станок токарно-фрезерный настольный Ø 220 х 750
Краткие сведения о производителе Энкор
«Корвет» — это торговая марка оборудования, которая принадлежит .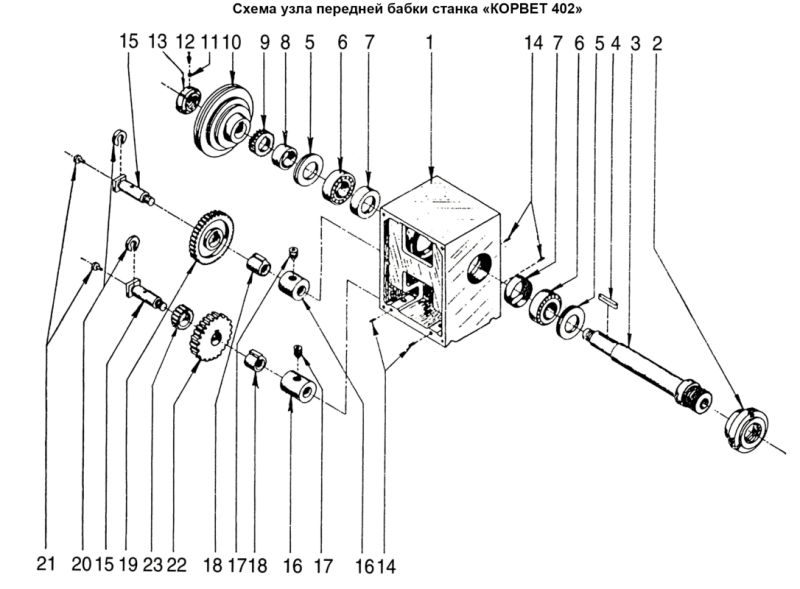 Фирма была основана в далеком уже 1992 году, и в настоящее время она является крупнейшей отечественной компанией в области производства и торговли оборудованием и обрабатывающим инструментом для него. Работа ведется в двух форматах:
Фирма была основана в далеком уже 1992 году, и в настоящее время она является крупнейшей отечественной компанией в области производства и торговли оборудованием и обрабатывающим инструментом для него. Работа ведется в двух форматах:
Через собственные офисы-представительства компании в разных регионах России (благодаря франчайзинговой схеме работы). Через дилерскую сеть компаний, которые работают как на территории РФ, так и в странах бывшего СССР (в ближнем зарубежье).
Энкор сотрудничает с зарекомендовавшими себя производителями оборудования: в частности, заказы на производство «Корвет 401» размещаются в , Ltd, г. Шанхай. Специализацией Энкор является именно промышленное оборудование, в частности, упор делается на:
- промышленные токарные станки;
- переносные станки для обработки заготовок из дерева, металла и пластика;
- производство режущего инструмента для деревообрабатывающих операций;
- ручной инструмент;
- оснастку для станков и ручного инструмента.

Корвет-401 станок токарно-винторезный настольный. Назначение, область применения
Токарный станок по металлу Корвет 401 предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения.
Токарный станок Корвет 401 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- подрезка торцов
- Для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- Для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- При установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- Широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Традиционная наглядная компоновка станка Корвет 401 в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками — он прост в эксплуатации, надежен и долговечен.
Токарный станок Корвет 401 работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок Корвет 401 может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарного станка по металлу Корвет 401:
- На станок установлен коллекторный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Реверс подачи каретки
- Плавная регулировка вращения шпинделя в двух диапазонах
- Комплект сменных шестерен дает возможность нарезать метрическую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.
 025 мм
025 мм - Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смешение, которое выставляется по шкале
- Станок комплектуется поддоном для сбора стружки
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Для каких работ применяется
Представляется разумным более подробно осветить функциональность станка «Корвет 401». Итак:
Точение
Самым распространенным типом работ, осуществляемых на токарном станке, является вытачивание вращающихся заготовок из металла с целью придать им правильную форму и точные размеры. В зависимости от сложности движения суппорта выделяют следующие виды точения:
Цилиндрическое
При таком типе вытачивания требуется получить деталь цилиндрической формы. Это один из самых простых видов точения, когда суппорт совершает исключительно параллельное перемещение вдоль оси закрепленной заготовки, а закрепленный в резцедержателе режущий инструмент снимает с заготовки все лишнее.
Это один из самых простых видов точения, когда суппорт совершает исключительно параллельное перемещение вдоль оси закрепленной заготовки, а закрепленный в резцедержателе режущий инструмент снимает с заготовки все лишнее.
Фасонное
Если в задней бабке станка закрепить образец готовой детали, а в шпинделе – заготовку, то, закрепив в резцедержателе суппорта одинаковый инструмент, можно будет производить копирование – фасонную обточку.
Резец со стороны задней бабки будет «снимать размеры» с готовой детали, а со стороны шпинделя – «сообщать» их заготовке (так как резцедержатель – это жесткий элемент станка). В этом и заключается суть фасонной обточки.
Коническое
При таком формате обточки требуется получить деталь конической формы. Это требует от суппорта перемещения сразу в двух направлениях: вдоль оси обрабатываемой заготовки и поперек.
Качественные детали конической формы удается получить только в случае наличия механизации одновременно и продольного, и поперечного перемещения суппорта. (Если же подача может осуществляться только вручную, то тогда альтернативой является обточка по шаблону).
(Если же подача может осуществляться только вручную, то тогда альтернативой является обточка по шаблону).
Задняя бабка станка «Корвет 401» имеет возможность горизонтального смещения, относительно оси. Это дает возможность производить коническую обточку заготовки с помощью простого продольного перемещения суппорта.
Торцевания
Торцевание – это обработка торцевой части заготовки. Она включает в себя и отрезание заготовки по длине.
Нарезание метрической резьбы
Станок «Корвет 401» оснащен автоматическим продольным приводом суппорта, а это означает, что скорость подачи остается неизменной. При неменяющемся соотношении частоты вращения заготовки и скорости подачи есть возможность с помощью специального режущего оборудования производить нарезание метрической резьбы на цилиндрические заготовки.
Сверление
В данном случае в заднюю бабку закрепляется сверло, которое проделывает отверстие во вращающейся заготовке.
Растачивание
Под растачиванием подразумевается увеличение размеров отверстия, уже проделанного в заготовке. Растачивание может производиться несколькими способами:
Растачивание может производиться несколькими способами:
- в заднюю бабку станка вставляется сверло большего диаметра;
- в заднюю бабку вставляется резец, который проходит вдоль внутренней поверхности заготовки, растачивая ее;
- расточку можно производить, задействуя резцедержатель на суппорте. Для этого нужно таким образом, расположить и закрепить инструмент, чтобы резец смог «дотягиваться» до внутренней поверхности отверстия заготовки. Здесь уже возможно производить даже фасонную расточку.
Снимание фаски
Снятие фаски осуществляется с помощью специализированных резцов, точно закрепленных в резцедержателе должным образом. В этом случае в процессе точения не требуется никаких поперечных перемещений суппорта.
Выбор галтелей
Так называется обточка скругленными резцами. Данная операция требуется для того, чтобы осуществить более плавные переходы между цилиндрами с разными диаметрами у одной заготовки.
Расположение составных частей токарно-винторезного станка Корвет-401
Спецификация составных частей токарно-винторезного станка Корвет-401
- Передняя бабка
- Фланец шпинделя
- Трёхкулачковый самоцентрирующийся патрон
- Защитный щиток
- Кулачки патрона
- Болты крепления резца
- Резцедержатель
- Ручка фиксации резцедержателя
- Центр задней бабки
- Пиноль задней бабки
- Ручка фиксации положения пиноли в задней бабке
- Задняя бабка
- Маховик подачи пиноли задней бабки
- Гайка крепления задней бабки
- Салазки станины
- Станина
- Опора винта подачи каретки
- Ручка подачи поворотного суппорта
- Ходовой винт подачи каретки
- Суппорт поворотный
- Индикатор нарезания резьбы
- Рычаг включения автоматической подачи
- Ручка подачи поперечного суппорта
- Каретка
- Поперечный суппорт (резцовые салазки)
- Маховик ручной подачи каретки
- Колпак щеток электродвигателя
- Поддон для стружки
- Ножка резиновая
- Индикаторная таблица нарезания резьбы
- Защитный кожух гитары
- Ручка регулировки скорости
- Переключатель направления вращения шпинделя Вперед, Выключить, Назад
- Аварийный выключатель
- Рычаг переключения скорости в диапазоне Высокая, Низкая скорости
- Рычаг установки направления подачи каретки с позициями Вперед, Нейтральная, Назад
Схема сборки токарно-винторезного станка Корвет-401
Описание работы электрической схемы токарного станка Корвет-401
Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить регулятор скорости в исходное положение, поворачивая его против часовой стрелки до щелчка
- освободить кнопку аварийного отключения станка SB 1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить вращение, поворачивая регулятор скорости Р по часовой стрелке и установить требуемые обороты
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1.
Выключить станок можно тремя способами:
- поворачивая регулятор Р против часовой стрелки до щелчка
- нажатием кнопки аварийного отключения
- выведением подключающей вилки из розетки
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению.
Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
Технические характеристики станка Корвет-401
| Наименование параметра | Корвет-400 | Корвет-401 | Корвет-402 | Корвет-403 |
| Основные параметры станка | ||||
| Наибольший диаметр заготовки над станиной, мм | 180 | 180 | 220 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | ||||
| Наибольшая длина заготовки в центрах (РМЦ), мм | 300 | 300 | 500 | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,1 | 0,1 | 0,2 | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,2 | 0,2 | 0,3 | 0,3 |
| Максимальный размер державки резца, мм | 8 х 8 | 10 х 10 | 13 х 13 | 13 х 13 |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20 | 20 |
| Конус Морзе шпинделя | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота прямого вращения шпинделя, об/мин | 0. .1100, 0..2500 .1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Число ступеней частот обратного вращения шпинделя | Б/с | Б/с | 6 | 6 |
| Частота обратного вращения шпинделя, об/мин | 0..1100, 0..2500 | 0..1100, 0..2500 | 100, 250, 350, 500, 900, 1800 | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 80 | 80 | 100 | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 | 0,01 | 0,01 | 0,01 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение каретки суппорта, мм | 405 | |||
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 65 | 65 | 110 | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 35 | 35 | 50 | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,25 | 0,025 | 0,025 | 0,025 |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±45° | ±45° |
| Число ступеней продольных подач суппорта | Б/с | Б/с | ||
| Пределы продольных рабочих подач суппорта, мм/об | Б/с | Б/с | 0,12. .0,33 .0,33 | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Количество нарезаемых резьб метрических | 9 | 9 | 12 | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,4..2,0 | 0,5..2,5 | 0,5..3,0 | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | 8..56 | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №2 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 40 | 40 | 40 | 40 |
| Электрооборудование | ||||
| Номинальное напряжение питания, В | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц | 220 в 50 Гц |
| Электродвигатель главного привода, кВт | 0,4 коллекторный | 0,5 коллекторный | 0,75 | 0,75 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 770 х 330 х 330 | 850 х 305 х 320 | 1030 х 480 х 475 | 1250 х 480 х 475 |
| Масса станка, кг | 37 | 38 | 105 | 120 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988 - Завгороднев П. И. Работа оператора на станках с программным управлением, 1981
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Сергиевский Л. В. Пособие наладчика станков с ЧПУ 1991
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Технические характеристики
Весьма интересными представляются показатели технических характеристик токарного станка «Корвет 401»:
Основные параметры
Станок работает от сети 220-230 вольт, с частотой переменного тока в 50 Гц. Температура окружающей среды должна составлять от +1 до +35°C, относительная влажность – 80% (при уровне температуры в +25°C). Далее:
Температура окружающей среды должна составлять от +1 до +35°C, относительная влажность – 80% (при уровне температуры в +25°C). Далее:
- Наибольший диаметр обрабатываемой заготовки (над станиной) – 180 мм.
- Производитель выставляет наибольшую глубину точения за 1 проход – не более 0,2 мм.
- Максимальный размер державки резца – 10х10 мм.
Коробка скоростей и шпиндель
- Диаметр отверстия (сквозного) в шпинделе составляет 20 мм.
- Набор передач обеспечивают вращение шпинделя с частотой до 1100 оборотов в минуту на 1-ой скорости и до 2500 об./мин. – на второй.
- Реверсная подача дает возможность обрабатывать заготовки с той же частотой вращения шпинделя.
- Диаметр токарного патрона составляет 80 мм. (При этом наибольшее его радиальное биение не превышает 0,01 мм).
Станок не оснащается ни блокировкой ручек регуляции, ни системой торможения шпинделя.
Суппорт
Продольное движение суппорта позволяет обрабатывать заготовки максимальной длиной до 300 мм. Поперечное движение суппорта – 65 мм, ход поворотного суппорта (перемещение верхних резцовых салазок) – 35 мм, угол поворота резцовых салазок – не более 45°. Все суппорты имеют механическое регулирование, однако каретка, на которой они закреплены, имеет режим автоматической продольной подачи.
Поперечное движение суппорта – 65 мм, ход поворотного суппорта (перемещение верхних резцовых салазок) – 35 мм, угол поворота резцовых салазок – не более 45°. Все суппорты имеют механическое регулирование, однако каретка, на которой они закреплены, имеет режим автоматической продольной подачи.
Коробка подач
Станок имеет ременную передачу, что обеспечивает его малую шумность и плавный ход. В модели предусмотрено 2 скорости, при этом частота вращения на холостом ходу на первой скорости – 1100 об./мин., на второй – 2500 об./мин. Кроме того, коробка скоростей обеспечивает вращение шпинделя в обе стороны.
Задняя бабка
Наибольшее перемещение пиноли задней бабки станка составляет 40 мм. (Речь идет о поперечном отклонении бабки от главной оси станка – благодаря этому смещению можно вытачивать конические детали). Конус шпинделя – Морзе №3; конус задней бабки – Морзе №2.
Электрооборудование и приводы
Станок в качестве главной силовой установки имеет коллекторный электродвигатель, мощностью в 0,5 кВт, рассчитанный на напряжение 220-230 вольт и частоту переменного тока в 50 Гц. Привод вращательного момента на коробку скоростей – ременный.
Привод вращательного момента на коробку скоростей – ременный.
Габариты и масса
Габаритные размеры станка — 850х305х320 мм. Совокупная масса станка вместе с поддоном составляет всего 38 кг.
Технические характеристики Шевроле Корвет К6
Объяснение:
IncladeUnAvailableOptional-Information отсутствует
Engine & PerformancenceImensions & WeewErder InteriorFeaturesSafety & Security Other
Двигатель и производительность
Двигатель
Спецификация двигателя
Power
298 к.
. Сила
6,000 rpm
Torque
546 Nm
Torque
403 lb-ft
Rev. at Max Torque
4,400 rpm
Redline
6,500 rpm
Engine Fluids
Synthetic Oil (viscosity)
5W-30 | 5W-40 | 10W-30 | 10W-40
Полусинтетическое масло (вязкость)
5W-30 | 5W-40 | 10W-30 | 10W-40
Моторное масло, объем
5,3 л
Конфигурация двигателя
Рабочий объем
5967 см3 / 6,0 л
Цилиндры
8 цил. / 2 В на цил.
/ 2 В на цил.
Bore
101.6 mm
Stroke
92 mm
Compression Ratio
10.9 :1
Engine Configuration
V-Engine
Synchronization
Timing Chain
Engine Placement
Front
Type of Двигатель внутреннего сгорания
Поршень
Топливная система
Электронный впрыск топлива
Тип распределительного вала
OHC
Трансмиссия и трансмиссия
Трансмиссия
RWD
Трансмиссия
Автоматическая | Руководство, 4 | 6-ступенчатая
Северно-селектор
Wandles
Gear Cutio
1st Gear
2,66-4,03: 1
2nd Gear
1,78-2,36: 1
9 3rd Gear
1000 1,33: 1,36: 1
3rd.
4-я передача
1 – 1,15 :1
5-я передача
0.74 – 0.85 :1
6th Gear
0.5 – 0.67 :1
Final Drive
2.56 – 3.42 :1
Reverse
2. 9 – 3.06 :1
9 – 3.06 :1
Brakes
Parking Brake
Руководство
Рычаг
Передние тормоза
Дисковые тормоза
Диаметр
325 мм
Ширина
32 мм
Диск
Вентиляция
Задние брюки
Диск
задние брюки
задние брюки
задние брюки
.0006
Диаметр
305 мм
Ширина
26 мм
Охлаждение
Вентиляция
.
Коэффициент перетаскивания
0,28
Топливо
Общие
Топливо
Бензин
Торг.
69 L
Потребление топлива NEDC
Город
12,8 — 13,8 л/100 км
0006
Highway
7.6 – 8.7 l/100km
Combined
10.7 – 10.9 l/100km
Fuel Consumption EPA
City
17 – 19 MPG
Highway
27 – 28 MPG
Combined
21,5 — 23 миль на галлон
Эмиссия NEDC
CO₂, комбинированные
293 — 310 г/км
Размеры и вес
Внешность
Длина
4 435 мм
Width
1000444444 ММ. 0006
0006
Высота
1 246 мм
Трек, спереди
1 577 мм
Трек, задний
1 542 мм
Колесный базовый , Спереди
962 мм
комната для ног, спереди
1,092 мм
Hip Room, спереди
1,371 мм
плеч0006
1483 — 1517 кг
Валовый вес
1 745 кг
Грудовая емкость
228 — 262 кг
Распределение веса, передняя
51%
Распределение веса, задняя
49%
9
и кузов
Шасси
Шасси
Купе | Кабриолет Мягкий верх
Стойки
A | A-B
Двери
Количество дверей
2
Передние двери
Conventional
Platform
General Motors Platforms
Y Platform (2nd Generation)
Equipment
Side Mirrors
Mirror Type
Conventional
Adjustments
Electrical
Automatic Anti-glare
Driver side
С подогревом
Да
Цвет дома
Как у автомобиля
Окна
Стеклоподъемники, передние
Электропривод
Heat-Insulating Windows
Front
Tinted Windows
Front
Lights
Main Beam
Xenon
Low Beam
Xenon
Fog Lights
Yes
Front
Yes
Special Features
Автоматическое включение фар
Диски и шины
Система контроля давления в шинах (TPMS)
Да
Количество болтов
5
Bolt Distance
121
Nut/Bolt Dimensions
M12x1. 5
5
Central Bore (CB)
70.3
Fastening Type
Lug Nuts
Rim Material
Aluminium
Rim Colour
Silver
Тип обода
Дисковое колесо
Интерьер
Оборудование
Комбинация приборов
Бортовой компьютер
Да
Дисплей
Да Дисплей (HUD)
6-
6
Дополнительный
Спидометр
Аналог
Тахометр
Аналог
.
Пылевой фильтр
Да
Индикатор наружной температуры
Да
Связь
Радио
AM | FM | ХМ
Media Format
MP3
DVD
Дополнительные
Входные средства носителя
AUX
Да
DISPLAY
7
7
7
7
.
7
.
7
7
7
7
7
7
7
7.
Общее количество динамиков
7
Зеркало заднего вида
Антибликовое покрытие
Автоматическая
Внутреннее хранилище
Storage Compartments
Glove Compartment
Lockable
Armrest Hatch
Front
Other Equipment
Clock
Digital
Carpets
Yes
Steering Wheel
Multifunction Steering Wheel
Yes
Навигация по меню
Да
Усилитель руля
Да
Регулировки
Наклон
Телескоп
Дополнительно
Материал
Кожа | Plastic
Colour
Black
Steering Ratio
16 :1
Answer Phone
Yes
Volume
Yes
Trunk
Rear Trunk
Yes
Volume
295 – 634 l
Объем (крыша сложена)
212 л
Дизайн
Материал внутренней отделки
Кожа | Пластик
Цвет интерьера
Черный
Материал ручки коробки передач
Кожа
Акцент, окрашенные вставки: Цвет
Бежевый | Grey
Seats
General
Number of Seats
2
Colour & Material
Upholstery
Leather
Stitching Colour
Black
Front Seats
Adjustments, Driver
Seat Depth
Да
Высота сиденья
Да,
Угол на спинке
Да,
Поясничная поддержка
По желанию
Сиденье, драйвер
Да
Сидень Спортивные сиденья
Да
Особенности
Функции комфорта
Вход без ключа
Да
Запуск без ключа
Да
Круиз-контроль
Да,
Безопасность и безопасность
ремень безопасности
Тип ремня
Трехточечный ремж
Да
Цвет ремня безопасности
черные
Бремочная система. )
)
Да
Противобуксовочная система (TCS)
Да
Электронный усилитель торможения (BA/EBA)
Да
Другие функции
Иммобилайзер
Anti-theft
Да0006
Yes
Central Locking
Yes
Safety Testing
Teknikens Världs Moose Test
Test Year
2005
Speed
80 km/h
Airbags
| Driver | Passenger | Задняя | |
|---|---|---|---|
| Фронтальная подушка безопасности | — | ||
| Боковая грудная подушка безопасности | |||
| Airbag cut-off Switch | — | — |
Other
Car Classification
American Classification
Convertible
British Classification
Convertible
Australian Classification
Sports Car
European Сегмент
S-сегмент
Классификация Car. info
info
Спортивный автомобиль
Двигатель Chevrolet L83: технические характеристики, области применения и многое другое
Полное руководство по двигателю Chevrolet L83
На протяжении многих лет Corvette служил своего рода испытательным стендом для всего нового и интересного в области проектирования и разработки двигателей GM. При этом моторный отсек культового американского спортивного автомобиля стал домом для множества легендарных силовых установок, а также нескольких двигателей, получивших более чем свою долю критики.
В случае малоблочного двигателя GM L83, 350 V8 последний звучит правдоподобно. Предлагается только на два года (1982, 1984), в L83 использовалась недавно разработанная GM система впрыска топлива Cross-Fire, и критики часто называют его одним из самых недостойных двигателей, когда-либо находившихся под капотом Corvette. Однако возникает вопрос, действительно ли L83 заслуживал насмешек, которые он часто получал.
История L83
Конец 1970-х и начало 80-х годов были постоянно меняющимся и зачастую трудным временем для производителей автомобилей. Это никогда не было более очевидным, чем в контексте автомобилей с высокими характеристиками. Быстрое ужесточение стандартов выбросов и строгий надзор Агентства по охране окружающей среды почти уничтожили последние американские автомобили с двигателями V8, а те, что остались, были лишь тенью того, чем они когда-то были.
Это никогда не было более очевидным, чем в контексте автомобилей с высокими характеристиками. Быстрое ужесточение стандартов выбросов и строгий надзор Агентства по охране окружающей среды почти уничтожили последние американские автомобили с двигателями V8, а те, что остались, были лишь тенью того, чем они когда-то были.
Корвет не был исключением из этого правила и к 1970-м годам был в значительной степени подавлен. Оснащенный стандартным двигателем V8 объемом 350 кубических дюймов, Corvette 1975 года выдавал всего лишь ужасные 165 л.
К началу 1980-х годов GM начал понимать, что написано на стене. К этому времени GM начала интегрировать бортовые средства контроля выбросов в трансмиссию Corvette. Начиная с 1981 Corvette начал использовать технологию CCC (Computer Command Control), которая контролировала выбросы двигателя, а также расход топлива.
Карбюраторы с электронным управлением также стали стандартным рабочим оборудованием, чтобы повысить экономию топлива и обеспечить соответствие недавно введенным стандартам CAFE (Corporate Average Fuel Economy). Однако по мере того, как эти стандарты становились все более строгими, GM быстро осознала, что старой системы подачи топлива с карбюратором больше недостаточно и что использование системы впрыска топлива будет единственным жизнеспособным средством продвижения вперед.
Однако по мере того, как эти стандарты становились все более строгими, GM быстро осознала, что старой системы подачи топлива с карбюратором больше недостаточно и что использование системы впрыска топлива будет единственным жизнеспособным средством продвижения вперед.
В том, что оказалось первым использованием двигателя Corvette с впрыском топлива со времен «Fuelies» 50-х и 60-х годов, было принято решение оснастить Corvette 1962 года V8 объемом 350 кубических дюймов с TBI ( Система впрыска топлива в корпус дроссельной заслонки).
Этот новый метод подачи топлива стал известен как перекрестный впрыск топлива, а двигателям, на которых были установлены эти системы, было присвоено обозначение RPO L83. Cross-Fire Injection V8 станет единственным двигателем Corvette, предлагаемым в 1919 году.82 и 1984 года, при этом в 1983 году официально не производился ни один Corvette. пользуется популярностью, как и другие силовые установки Corvette на протяжении многих лет. За короткий срок службы двигатель L83 Cross-Fire Injection V8 приобрел репутацию сложного в обслуживании и несколько ненадежного двигателя.
Хотя это, возможно, не было опытом каждого владельца Corvette 1982/1984 годов, опасения такого рода были достаточно заметными, чтобы оставить L83 с, казалось бы, непоколебимым отсутствием проверки. Впоследствии L83 был снят с производства после 1984 модельного года в пользу нового двигателя L98 V8 с системой впрыска топлива Tuned-Port Fuel Injection, который станет стандартной силовой установкой Corvette в 1985 году. L83 служил дальнейшим расширением печально известного семейства малоблочных двигателей Chevrolet объемом 350 кубических дюймов. После четкого осознания того, что всегда строгие стандарты EPA и CAFE не могут быть соблюдены при постоянном использовании подачи топлива с карбюратором, внимание переключилось на стандартизацию впрыска топлива любыми доступными средствами.
В целях продвижения этой программы было решено, что воздухозаборник L83 будет оснащен двойными 48-мм блоками Rochester TBI, каждый из которых содержит один топливный инжектор. Вместе блоки TBI L83 давали комбинированный поток 750 кубических футов в минуту.
Блоки двойного TBI L83 были расположены на каждой соответствующей стороне впуска двигателя, при этом правый корпус дроссельной заслонки питал левый ряд цилиндров двигателя, а левый TBI питал цилиндры правого ряда. Таким образом, появилось прозвище «Перекрестный огонь».
В дополнение к новой системе впрыска Cross-Fire в L83 команда инженеров GM также оснастила 5,7-литровый двигатель высокопроизводительным распределительным валом. Этот распределительный вал имел подъем кулачка 0,269 дюйма (впуск) / 0,276 дюйма (выпуск), подъем клапана 0,403 (впуск) / 0,415 (выпуск), продолжительность 202 градуса (впуск) / 206 градусов (выпуск). , а угол смещения лепестка 115 градусов.
L83 также получил высокопроизводительные чугунные головки блока цилиндров с литейным номером № 462624. Эти головки отличались 1,94-дюймовые впускные клапаны, 1,50-дюймовые выпускные клапаны и объем впускного отверстия 158 куб.
Примечательно, что эти особенности кажутся поверхностными, но большая часть потенциальной производительности L83 была подавлена из-за того, что GM использовала ограничительные малогабаритные порты для впуска Cross-Fire. Эти порты были всего в 2/3 раза меньше, чем на головках цилиндров Cross-Fire, и в результате максимальный поток ограничивался не более чем 475 куб. футами в минуту.
Эти порты были всего в 2/3 раза меньше, чем на головках цилиндров Cross-Fire, и в результате максимальный поток ограничивался не более чем 475 куб. футами в минуту.
Из-за этого ограниченного потока на впуске крутящий момент L83 достиг пика только при 2800 об/мин, резко падая после достижения 4000 об/мин. По словам GM, этот уровень ограничения был специально разработан с целью обеспечения более полезного уличного крутящего момента. Однако многие предположили, что это было не более чем уловкой для увеличения экономии топлива в попытке выполнить требования CAFE.
Несмотря на свои ограничения, L83 производил 205 лошадиных сил при 4300 об/мин и 290 фунто-футах. крутящего момента при 2800 об/мин при степени сжатия 9:1. Corvette 1982 года, оборудованный L83, был способен разогнаться до 0–60 миль в час за 8,1 секунды и показал результат 15,9 секунды на четверть мили. Хотя многие считают эти цифры в лучшем случае посредственными, Corvette 1982 года по-прежнему считается одним из самых быстрых новых американских серийных автомобилей в течение данного года производства.
Технические характеристики двигателя L83
- Мощность: 205 л.с. при 4300 об/мин
- Крутящий момент: 290 фунто-футов при 2800 об/мин
- Степень сжатия: 9:1
- Рабочий объем: 5,7 литра/350 куб. дюймов
- Диаметр цилиндра: 4,00 дюйма
- Ход: 3,48 дюйма
Stifled Legacy
Помимо Corvette, система впрыска Cross-Fire также использовалась в Camaro 1982 и 1983 годов, хотя в этом приложении она была установлена на 5,0-литровый двигатель V8. В Corvette эта технология выдержала только два года производства, прежде чем была отправлена на свалку.
Интересно, что этот двухлетний цикл производства L83 носил раздельный характер. Из-за последующих задержек выпуск C4 Corvette был отложен более чем на год, и было принято решение отказаться от производства Corvette для модели 1983 года.
Заслуживает ли L83 своего сомнительного наследия? В то время как многие быстро осуждают 5,7-литровый V8 Cross-Fire, другие считают, что L83 был обречен на провал с самого начала, и ему так и не позволили полностью реализовать свой потенциал, поскольку он стал жертвой эпохи, в которой он был произведен.
