Кромкогиб ручной своими руками чертежи: виды, изготовление своими руками, чертежи
Содержание
виды, изготовление своими руками, чертежи
Такой несложный инструмент, как кромкогиб, может оказаться полезным во многих ситуациях, связанных с необходимостью обработки изделий из листового металла. На современном рынке представлено множество моделей такого устройства, но при желании его можно изготовить своими руками.
Кромкогибы можно использовать для формирования довольно сложных профильных элементов
Сферы применения
Кромкогибочный станок или простейший ручной инструмент, предназначенный для гибки кромок, находит широкое применение во многих сферах. Кромкогиб позволяет, в частности, изготавливать из тонколистового металла элементы воздуховодов, подготавливать кромки заготовок для их соединения посредством сварки. Авторемонт (кузовные работы) – еще одна область применения такого инструмента и оборудования.
Кромкогиб также активно применяется в строительстве и при выполнении ремонтных работ по дому. Используя такой инструмент, формируют фальцевые соединения тонколистовых металлических элементов и даже изготавливают изделия различной конфигурации.
Отгиб торца водосточной трубы на электромеханическом кромкогибочном станке
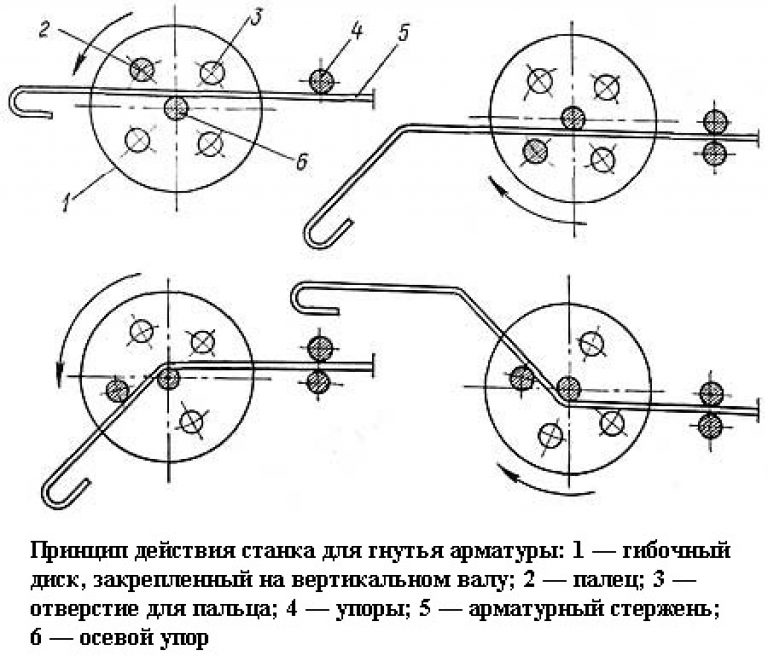
Если говорить о принципе, по которому действует кромкогиб, то он достаточно прост. Чтобы загнуть кромку тонколистового изделия, шкалу кромкогиба устанавливают на требуемую ширину обработки, затем край обрабатываемой детали помещают между рабочими роликами приспособления и, передвигая устройство, выполняют гиб.
Как работает станок
Лист металла устанавливается на столе и прижимается балкой требуемой конфигурации к столу. Гибочная балка поднимается вверх, захватывает кромку или лист металла, прижимает его к шине, выполняющей роль матрицы, и загибает на требуемый угол.
В ручном варианте такого станка требуемое усилие достигается с помощью рукоятки-рычага. Как правило, при гибке металла до 1 мм усилие требуется не слишком большое, справиться со станком может человек средней физической силы.
На таком станке загиб кромки достигает 120-1350. Дальнейший догиб производится с помощью эксцентриковой стяжки, которая доводит угол до 1800.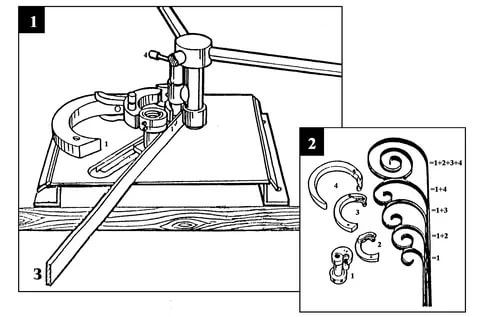 Обработка металла до 1 мм возможна на ручных промышленных или самодельных станках с ручным или механическим приводом. Для более толстого листа понадобится гидравлический или электромеханический кромкогибочный пресс.
Обработка металла до 1 мм возможна на ручных промышленных или самодельных станках с ручным или механическим приводом. Для более толстого листа понадобится гидравлический или электромеханический кромкогибочный пресс.
Основные разновидности
Наиболее простыми по конструкции из представленных на рынке кромкогибочных устройств являются ручные приспособления роликового типа. Все манипуляции с такими кромкогибами осуществляются при помощи рукоятки, которой они оснащены, а основную работу по деформированию края металлической заготовки выполняют ролики. Ширина гиба, выполняемого при помощи такого приспособления, регулируется посредством специального ограничителя, установленного на направляющих устройства.
Компактными ручными кромкогибами можно работать непосредственно на месте монтажа
Высокую мобильность кромкогиба, работать с которым можно даже на высотных объектах, обеспечивают не только его компактные размеры, но и небольшой вес, составляющий порядка 2 кг. Используя ручной кромкозагибочный инструмент, можно загнуть край металлической заготовки на угол до 90°, при этом толщина металла, из которого она изготовлена, не может превышать 0,8 мм.
При помощи кромкогиба можно выполнять гибы любой длины, а их ширина может находиться в интервале 0,5–20 см. Как видно из технических характеристик такого устройства, его возможности достаточно ограничены, поэтому использовать его целесообразно лишь для решения несложных технологических задач. Более производительным и функциональным является кромкогибочный станок, оснащенный гидравлическим приводом. Оператору, работающему на таком оборудовании, не надо прикладывать значительные физические усилия для того, чтобы согнуть кромку металлической заготовки. За счет высокой мощности, которой отличается такое устройство, его можно использовать для обработки заготовок из листового металла даже значительной толщины.
Кромкогибочный станок ZSH-4,0 с гидравлическим прижимом роликов
Гидравлический кромкогибочный станок в зависимости от габаритов может быть стационарным или передвижным. Именно гидравлическим приводом чаще всего оснащается такое оборудование, которое имеет и другое название – «кромкогибочный пресс».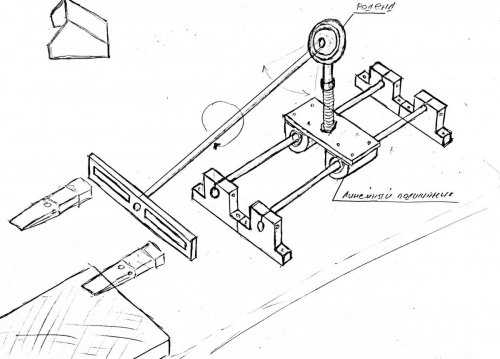
Кромкогибочный станок может быть оснащен и электромеханическим приводом. При помощи данного оборудования можно изготавливать фальцы различного типа и даже выполнять осадку фальцевого шва, если оснащение станка позволяет это делать.
Выполнение кромки или её обрезка на роликовом станке происходит с помощью сменных роликов, от которых и зависит форма отгиба
Большой популярностью пользуются кромкогибы, оснащенные пневматическим приводом. Рабочие органы такого станка, работающего по принципу «поворотной балки», за счет использования пневмопривода позволяют оказывать значительное давление на обрабатываемую заготовку, величина которого может доходить до 6,2 бар. Между тем применять такой кромкогибочный станок можно для обработки заготовок из листового металла, толщина которого не превышает 1,2 мм, при этом ширина обрабатываемой кромки не может быть больше 12 мм. Решив использовать серийное оборудование данной категории или изготовить пневматический станок своими руками, вы должны иметь в виду, что для полноценной работы такого устройства необходимо обеспечить расход воздуха, равный 113 л/мин.
Виды кромкогибочных станков
Для гибки листов и кромок созданы различные станки, работающие с металлом толщиной до 2 мм и более. Наивысшее качество гибки достигается на стационарных станках, которые устанавливаются в цехах металлообрабатывающих предприятий. Мобильные или ручные станки предназначены для работы в небольших мастерских и непосредственно на объектах, где монтируется вентиляция, водосточные системы или устанавливаются металлические кровли.
По виду рабочего оборудования кромкогибочные станки подразделяются на:
- ротационные;
- прессовые;
- поворотные.
По способу привода кромкогибочные (листогибочные) бывают:
- механические ручные;
- механические с ротационным маховиком;
- электромеханические;
- гидравлические;
- пневматические;
- электромагнитные.
Независимо от привода, станки могут работать с оцинкованной и черной сталью, медью, алюминием.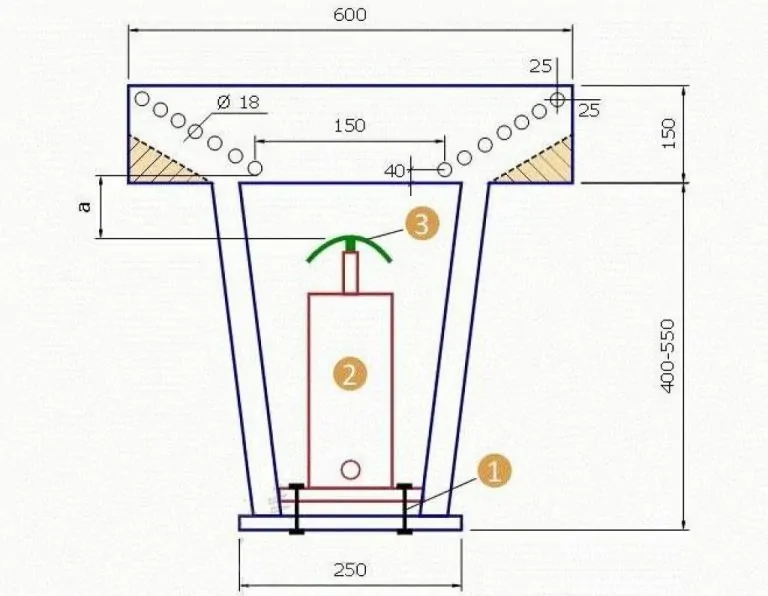 При гибке окрашенных листов сохраняется защитный слой. С помощью гибочного оборудования изготовляются различные конструктивные детали сложной формы — короба, желоба, сегменты, днища, стенды, длинномерные узкие профили.
При гибке окрашенных листов сохраняется защитный слой. С помощью гибочного оборудования изготовляются различные конструктивные детали сложной формы — короба, желоба, сегменты, днища, стенды, длинномерные узкие профили.
Основные конструктивные элементы:
- станина;
- стол задней поддержки, служащий для размещения заготовки, перемещения ее в нужном направлении и выполнения основных гибочных работ — на нем расположены сгибатель и резак;
- передние регулируемые опоры, с помощью которых устанавливается ширина отрезаемой детали;
- роликовый нож для выравнивания кромок и отрезания фрагментов заданной ширины.
- прижимная балка;
- сгибатель;
- острая и угловая шины;
- угломеры;
- фиксаторы высоты, регулирующие высоту борта;
- привод;
- органы управления.
Каждый кромкогибочный станок имеет свой набор обязательных элементов, в зависимости от функционала. Например, сегментные станки могут изгибать металл по непараллельным линиям, изготавливая трапецеидальные, треугольные, сегментные детали заданной конфигурации. Проходные станки могут выполнять гибку только по параллельным линиям — прижимная и гибочная балки у них не могут смещаться от продольной оси.
Проходные станки могут выполнять гибку только по параллельным линиям — прижимная и гибочная балки у них не могут смещаться от продольной оси.
Самостоятельное изготовление кромкогибочного станка
Как сделать приспособление для выполнения кромкогибочных операций? Решается такая задача достаточно просто.
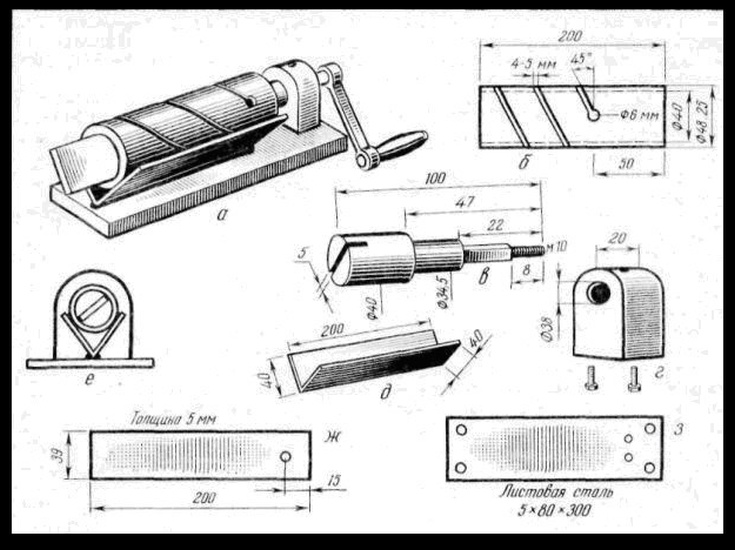
Вариант первый. Станок для сгиба длинных прямых кромок
Для того чтобы изготовить такое устройство, вам потребуются его чертежи, которые несложно найти в интернете, а также следующее оборудование и расходные материалы:
- металлические швеллеры, из которых изготавливают основание и прижимы кромкогиба;
- толстостенный уголок для изготовления обжимного пуансона;
- металлический лист, из которого будут изготовлены щетки кромкогиба;
- металлическая скоба, используемая в качестве ручки устройства.
Схема работы самодельного кромкогиба
Схема сборки, позволяющая изготовить станок для выполнения кромкогибочных операций, выглядит следующим образом:
- На ребрах пуансона и основания снимаются фаски, размер которых должен составлять 7х45°, а длина – 30 см.

- К пуансону привариваются металлические прутки диаметром 10 мм, которые будут выступать в качестве осей. Приваривая такие прутки, необходимо следить за тем, чтобы их ось совпадала с ребром уголка.
- На концах рабочей части прижима делаются выборки.
- Самодельный кромкогиб предварительно собирается в тисках, при помощи которых пуансон сжимается с основанием. При этом важно следить за тем, чтобы стенка пуансона и рабочая полка основания, между которыми помещается картонная прокладка, располагались в одной плоскости.
- На ось пуансона надеваются стальные щетки, которые прижимаются к основанию при помощи струбцин.
- После проверки правильности положения щеток их приваривают к основанию устройства.
- В основании кромкогиба просверливаются отверстия, в которые вкручиваются зажимные болты.
- К основанию станка – металлическому швеллеру – привариваются шпильки, на которые накручиваются гайки.
- Выкрутив болты, их вставляют в рассверленные отверстия прижимного механизма и накручивают на них ограничительные гайки.

- К металлическому уголку самодельного кромкогиба приваривается ручка.
Чертеж гибочной балки (нажмите для увеличения)
Чертеж нижней балки (нажмите для увеличения)
Чертеж прижимной балки (нажмите для увеличения)
После того как ваше кромкогибочное устройство собрано, остается только зафиксировать его в слесарных тисках.
Закрепленный на верстаке кромкогиб
Видеообзор изготовления первого варианта кромкогибочного станка можно детально увидеть в представленном ниже видеоролике.
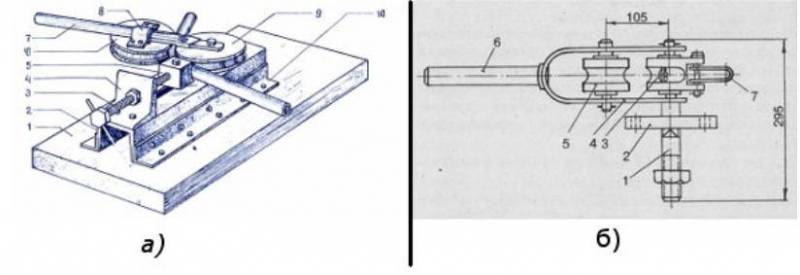
Вариант второй. Ручной кромкогиб для отбортовки
Этим самодельным приспособлением можно отгибать кромки любой длины, а конструкция взята с ручных кромкогибов заводского производства.
Внешний вид
Сборочный чертеж
Чертеж рукоятки с нижней губкой
Чертеж внутренней детали
Чертеж рукоятки с верхней губкой
Чертеж рычага
Весь ход работ детально кромкогиба данного вида подробно показан на видео ниже.
На данных примерах мы рассмотрели порядок изготовления типовых кромкогибов, которые можно использовать для выполнения целого перечня технологических операций. Если же вам необходимо кромкогибочное устройство, при помощи которого осуществляют авторемонт, то оно отличается еще более простой конструкцией и, соответственно, невысокой стоимостью, поэтому изготавливать его самостоятельно нецелесообразно: такое приспособление лучше приобрести.
И в заключение еще один вариант изготовления самодельного кромкогиба в видеоформате.
Чертежи, 3D Модели, Проекты, Гибочные станки
Zh.Pr.HK.003.100 _ Ручка верхняя/
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.100 _ Ручка верхняя.spw
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.100 СБ _ Ручка верхняя Сборочный чертеж.cdw
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.100 СБ _ Ручка верхняя.a3d
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.101 _ Труба.cdw
Zh.Pr. HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.101 _ Труба.m3d
HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.101 _ Труба.m3d
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.102 _ Пластина.cdw
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.102 _ Пластина.m3d
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.103 _ Косынка.cdw
Zh.Pr.HK.003.100 _ Ручка верхняя/Zh.Pr.HK.003.103 _ Косынка.m3d
Zh.Pr.HK.003.200 _ Ручка нижняя/
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.200 _ Ручка нижняя.spw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.200 СБ _ Ручка нижняя Сборочный чертеж.cdw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.200 СБ _ Ручка нижняя.a3d
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.201 _ Труба.cdw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.201 _ Труба.m3d
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.202 _ Упор.cdw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.202 _ Упор.m3d
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.203 _ Втулка.cdw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK. 003.203 _ Втулка.m3d
003.203 _ Втулка.m3d
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.204 _ Губка неподвижная.cdw
Zh.Pr.HK.003.200 _ Ручка нижняя/Zh.Pr.HK.003.204 _ Губка неподвижная.m3d
Zh.Pr.HK.003.300 _ Ползун/
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.300 _ Ползун.spw
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.300 СБ _ Ползун Сборочный чертеж.cdw
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.300 СБ _ Ползун.a3d
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.301 _ Засов.cdw
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.301 _ Засов.m3d
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.302 _ Серьга.cdw
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.302 _ Серьга.m3d
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.303 _ Губка подвижная.cdw
Zh.Pr.HK.003.300 _ Ползун/Zh.Pr.HK.003.303 _ Губка подвижная.m3d
Zh.Pr.HK.003.400 _ Тяга/
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.400 _ Тяга.spw
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.400 СБ _ Тяга Сборочный чертеж.cdw
Zh.Pr.HK.003.400 _ Тяга/Zh. Pr.HK.003.400 СБ _ Тяга.a3d
Pr.HK.003.400 СБ _ Тяга.a3d
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.401 _ Звено.cdw
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.401 _ Звено.m3d
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.402 _ Втулка.cdw
Zh.Pr.HK.003.400 _ Тяга/Zh.Pr.HK.003.402 _ Втулка.m3d
Печать/
Печать/KOMPAS — Задание на печать 104721.pdf
Печать/KOMPAS — Задание на печать 104903.pdf
Печать/KOMPAS — Задание на печать 105013.pdf
Печать/KOMPAS — Задание на печать 105116.pdf
Печать/KOMPAS — Задание на печать 105152.pdf
Стандартные изделия _ step/
Стандартные изделия _ step/Болт М10-6gx40 ГОСТ 7798-70.step
Стандартные изделия _ step/Болт М8-6gx22 ГОСТ 7798-70.step
Стандартные изделия _ step/Гайка М10-6H ГОСТ 5915-70.step
Стандартные изделия _ step/Гайка М8-6H ГОСТ 5915-70.step
Zh.Pr.HK.003.000 СБ _ Кромкогиб V01.a3d
Zh.Pr.HK.003.000 СБ _ Кромкогиб V01 Сборочный чертеж.cdw
Zh.Pr.HK.003.000 СБ _ Кромкогиб V01.png
Zh.Pr.HK.003. 000 СБ _ Кромкогиб V01 Сборочный чертеж.png
000 СБ _ Кромкогиб V01 Сборочный чертеж.png
Zh.Pr.HK.003.000 _ Кромкогиб V01.spw
Zh.Pr.HK.003 _ Кромкогиб V01.txt
Bender Tech — Rogue Fabrication
Наша команда имеет опыт, чтобы предоставить вам правильные матрицы для правильного наружного диаметра (внешний диаметр) и CLR (радиус центральной линии или «размер изгиба») для вашего трубогибочного станка. Большинство из этих применений относятся к стали, но некоторые из них отличаются. Некоторые материалы более склонны к растрескиванию, например алюминий. Некоторые материалы более склонны к образованию складок, например медь и нержавеющая сталь. К материалам, которые имеют тенденцию хорошо изгибаться, относятся Docol R8, 4130 Chromoly, углеродистая сталь и Sandvik 2507 Duplex Stainless.
Есть 2 коэффициента, о которых вы должны знать, когда дело доходит до штампов, это коэффициент D и коэффициент стенки (или просто «D и «WR»). «D» матрицы — это CLR, деленное на наружный диаметр трубки или трубы, которую она изгибает.
 Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58. Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа.
Таким образом, матрица 3,5 CLR для 1-дюймовой трубки — это матрица 3,5D. Меньшие значения всегда хуже для качества гибки, при этом 3,0 является общим нижним порогом для большинства отраслей. WR (или соотношение стенок) основано только на материале, но очень важно для выбора штампа. Это отношение наружного диаметра материала к толщине стенки. Таким образом, трубка с наружным диаметром 1,75 и стенкой 0,120 составляет 1,75/0,120 = 14,58. Все, что в старшем подростковом возрасте или выше для WR, становится сложной территорией для изгиба. Когда у вас коэффициент D на уровне 3 или ниже, а коэффициент стенки от среднего до старшего подросткового или выше, вы можете ожидать, что ваша деформация составит 10% или более (это означает, что 2-дюймовая труба деформируется примерно до 1,80 в середине). сгибать). Наша диаграмма производительности, конечно, намного точнее, чем общая теория, изложенная в этом параграфе, поэтому, пожалуйста, полагайтесь на этот источник для ваших окончательных критериев выбора штампа.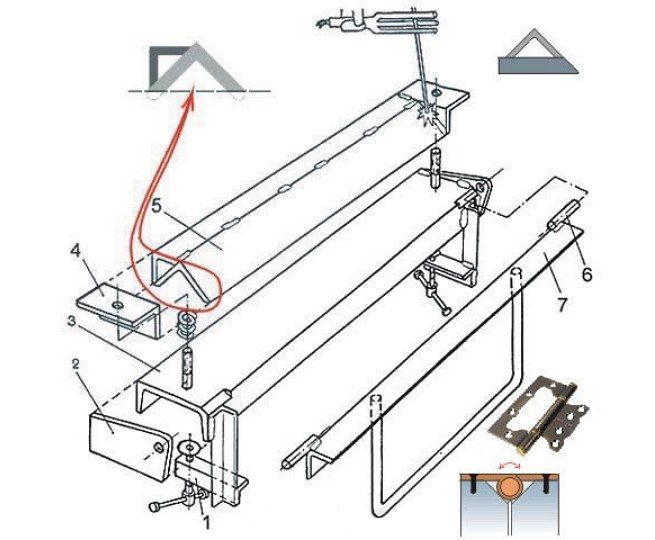 Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Вот несколько рекомендаций по выбору штампа в зависимости от того, что вы делаете:
Проекты 4×4:
(отбойники, багги, экзоклетки, каркасы кабины, джипы, Тойоты и т. д.): используйте головку для трубы с наружным диаметром 1,75 (1 3/4). Вы будете использовать стенку .120, и лучше всего она будет смотреться на штампе 6″ CLR (радиус изгиба), но можно сделать и на 4,5 CLR с большей деформацией.
Клетки NHRA/SFI:
1,625 (1 5/8) x 0,083 — это трубка, на которой основано большинство спецификаций NHRA, но вам понадобится справочник, чтобы определить все необходимые размеры. Например, 25,3 SFI также использует 3/4″, 1″, 1 1/8″, 1 1/4″ и 1 1/2″. Получите 6,0 CLR для всех размеров, которые вы покупаете с наружным диаметром более 1,25, чтобы иметь возможность сгибать используемую тонкостенную трубку. Помните, что в сводах правил указана минимальная толщина стенки и минимальный диаметр, вы всегда можете увеличить и увеличить толщину и пройти проверку, что позволит вам купить меньше штампов для завершения проекта. Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Справочник NHRA охватывает автомобили с 8,50-секундным ET (прошедшее время) на 1/4 мили и медленнее, и это бесплатно в Интернете NHRA. Более быстрые автомобили покрываются фондом SFI, а спецификации не бесплатны (вы можете приобрести их у SFI).
Клетки SCCA/NASA/autocross/rallycross/Pro Touring/Road Racing:
Спецификации SCCA/NASA широко варьируются в зависимости от гоночного класса и веса автомобиля. . Для некоторых автомобилей допускается внешний диаметр 1,5 (1 1/2), а для некоторых требуется внешний диаметр 1,75 (1 3/4). Спецификации доступны на веб-страницах SCCA и NASA бесплатно. Следуйте тем же рекомендациям CLR, что и NHRA/SFI, описанным выше.
SCORE offroad:
(Ultra4, Trophy Trucks, Baja 500/1000, другие гоночные серии): Для получения дополнительной информации перейдите на веб-страницу SCORE. По состоянию на 05.06.17 автомобили с гоночной массой более 4400 фунтов должны использовать трубы с наружным диаметром 2,00 дюйма и минимальной стенкой 0,120 дюйма для основной конструкции каркаса. Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Мы предлагаем только 2-дюймовые штампы с радиусом 6 дюймов, которые изгибают стену толщиной 0,120 дюйма. В 2017 году компания SCORE опубликовала пересмотр своих правил, согласно которому все клетки должны быть «изгибами оправки». Мы полагаем, что это не было хорошо понято автором, когда писалось. SCORE ежегодно утверждает множество сепараторов, которые не изгибаются на оправке, но технически это требуется в их документации. См. в другом месте на этой странице и в нашем магазине, как M600, который мы разрабатываем и продаем, является единственным доступным трубогибочным станком в мире. Вы должны быть в состоянии сделать сепаратор, соответствующий SCORE, без оправки, но теперь это серая зона из-за того, что их процесс проверки не соответствует их документации.
Машины для песка:
(песочные рельсы, багги для дюн и т. д.): Они, как правило, никак не регулируются. У нас есть калькулятор для труб, который может помочь вам сравнить материалы, и имейте в виду, что это ваша безопасность на линии. Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Свет быстр, а свет и быстрота могут быть опасны. Эти проекты варьируются от легких машин с двигателем VW до автомобилей с двигателем LS мощностью более 1000 лошадиных сил. С небольшой стороны для более легких и медленных проектов может быть достаточно 1,5 x 0,095 (используйте кристалл 1,5 OD x 6 CLR). В более тяжелых и быстрых проектах 1,75 x 0,095 — хороший материал для рассмотрения (матрица 1,75 OD x 6 CLR). Уменьшите вес на более коротких опорных трубах, купив вторую и третью матрицу, уменьшив размер основной трубы на 1/4 дюйма и 1/2 дюйма. Рекомендуемые матрицы: 1,5 OD x 6 CLR, 1,25 x 4,5 CLR и 1,0 x 3,5 CLR.
Side-by-Side, SXS, RZR и т. д.:
Мы рекомендуем использовать тот же наружный диаметр, который был на складе рядом с вами, чтобы клетка могла использовать все болты на деталях, которые поставлялись с ней (зеркала, крепления ремня , огнетушитель, фонари и т.д.). Это 1,75 OD почти для всех бок о бок, за исключением Can-Am Maverick, у которого 2,0 OD. Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
Мы рекомендуем матрицу 6.0 CLR для обоих этих материалов. Популярный размер поддержки составляет 1,25 OD, и мы рекомендуем кристалл 4,5 CLR для этого приложения.
Другие автомобили:
Если ваша сборка предназначена для отдыха (не рассматривается в другом месте в этом разделе), мы рекомендуем 1,75 OD для автомобилей весом более 3500 фунтов, 1,625 (1 5/8″) для автомобилей весом более 3000–3499 фунтов и Трубка с наружным диаметром 1,50 для автомобилей до 3000 фунтов. Мы не несем ответственности за решения, которые вы принимаете в отношении сборки. Это просто руководство, чтобы помочь вам учиться. Толщина стенок варьируется и обычно составляет 0,120 и 0,095, а иногда включает 0,083 (0,083 — это обычно сплав 4130). Имейте в виду, что клетки и шлемы обычно идут вместе, и вам следует обратить внимание на то, как далеко вы кладете металл от головы водителя и как вы планируете предотвратить травму головы, если водитель не всегда будет носить шлем. .
JEEP Wrangler (TJ/LJ/JK):
Большинство наших клиентов используют стенку 1,75x. 120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
120, на ваш выбор штамп 4,5 или 6,0 CLR. Сепаратор OEM на TJ/LJ имеет наружный диаметр 2,125 (2 1/8″). Jeep использовал этот большой внешний диаметр в попытке компенсировать серьезное отсутствие трубок и треугольников, присутствующих на стандартной клетке, а также все неподдерживаемые изгибы. Стандартный каркас безопасности явно не подходит для многих ситуаций опрокидывания на бездорожье, но его можно сильно укрепить/реконструировать, чтобы сделать его безопасным, если все сделано правильно.
Поручни:
Труба диаметром 1 1/4″ сортамента 40 является наиболее распространенным материалом из стали, нержавеющей стали или алюминия. Этот удобный размер соответствует строительным нормам в большинстве областей и очень недорог. Вы можете использовать кристалл 4.5 или 6.0 CLR. Этот материал имеет наружный диаметр 1,66.
Лодочные работы:
Спортивные катера в большинстве случаев имеют кильватерные башни, изготовленные из трубы 1,50 (материал наружного диаметра 1,90… труба, а не труба). Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6.
Алюминий является предпочтительным материалом. Возьми себе 1.90 x 6 CLR из нашего ассортимента трубных штампов, а также прижимные ролики или прижимные штампы сверхвысокой молекулярной массы, чтобы вы могли сгибать алюминий. Рыбацкие лодки и другие прогулочные суда часто имеют ракетные установки, стойки для удочек, навесы для бимини и бикини, Т-образные топы и т. д. Их можно сделать из чего угодно, но наиболее распространена алюминиевая труба 1 1/4, поскольку она доступна по цене и не заржавеет. Этот материал имеет наружный диаметр 1,66 и лучше всего сгибается на штампе 6,0 CLR. Яхты, катамараны, круизные катера с каютами и другие моторные и парусные лодки с большей вероятностью используют нержавеющую сталь, а не алюминиевую, обычно сплав 304L (или 316L). Выберите большой радиус для вашего штампа при гибке нержавеющей стали (самый большой, который мы продаем для вашего наружного диаметра). Поручни машинного отделения и носовой части, а также другие ограждения для обеспечения безопасности и комфорта человека обычно изготавливаются из стеновых труб с наружным диаметром 1,25 и диаметром 0,065, которые прекрасно изгибаются на нашем штампе CLR с наружным диаметром 1,25 x 6. На этих кораблях также используется 1 дюйм .065, и он отлично гнется на нашем штампе 1,0 OD x 4,5 CLR. Наша таблица производительности (доступна из нашего технического указателя) содержит полный диапазон мощностей по гибке труб с толщиной стенки для алюминия и нержавеющей стали.
На этих кораблях также используется 1 дюйм .065, и он отлично гнется на нашем штампе 1,0 OD x 4,5 CLR. Наша таблица производительности (доступна из нашего технического указателя) содержит полный диапазон мощностей по гибке труб с толщиной стенки для алюминия и нержавеющей стали.
Ежедневный обзор рисунков — Информационный бюллетень Бена Бендера
Всем привет!
Надеюсь, у всех все хорошо. В эти дни так много всего происходит для всех. Надеюсь, вы находите время для себя. Я имею в виду, например, уделяйте себе даже больше времени, чем вы думаете, что вам нужно, или даже больше времени, чем вы думаете, что можете себе позволить. Потому что, когда дело дойдет до этого, вы будете удивлены, насколько это действительно повлияет на остаток вашего дня, ваши обязанности и ваше здоровье, если вы выделите еще больше времени для удовлетворения своих собственных потребностей. И что бы вы ни откладывали, чтобы сделать это время для себя, это будет среди вещей, которые выиграют от того, что вы станете более здоровыми и, надеюсь, более счастливыми!
Во всяком случае, это напоминание и для меня 🙂
Вот обзор работ, которые я сделал на прошлой неделе (некоторые из них я держу для тематического поста, который я планирую). Это кажется немного размытым, так как на прошлой неделе было много подготовки и суеты, чтобы мой альбом Sketchy Business состоялся. Но я рад, что добавил это в свою тарелку, потому что у нас есть еще около 20 экземпляров, доступных для нашего тиража по предварительному заказу, и я очень рад поделиться этими книгами со всеми.
Это кажется немного размытым, так как на прошлой неделе было много подготовки и суеты, чтобы мой альбом Sketchy Business состоялся. Но я рад, что добавил это в свою тарелку, потому что у нас есть еще около 20 экземпляров, доступных для нашего тиража по предварительному заказу, и я очень рад поделиться этими книгами со всеми.
Собирание этих книг вместе и поддержка, которую я получил от них, были очень воодушевляющими, и я был взволнован, чтобы продолжать практиковаться в рисовании и действительно стремиться повеселиться с моими ежедневными заданиями.
Это определенно имело место с последней парой, и особенно с изображением Secret of NIMH ниже. Возможно, это сцена, которую я чаще всего вижу в фан-арте из фильма NIMH, но я думаю, что на то есть веская причина! Я нарисовал один несколько лет назад, и, поскольку я чувствовал, что свернул за угол и немного повысил уровень, я хотел попробовать свои силы в этом снова сейчас. Но я также хотел попробовать и подтолкнуть себя немного больше. Вместо того, чтобы просто нарисовать миссис Брисби с небольшим количеством окружающей среды, чтобы привязать ее к странице (что я обычно делаю, потому что мне нравится открытое пространство), я решил попробовать немного больше чернил и использовать белую краску / чернила. для эффекта паутины. Я вообще не был уверен, КАК я это сделаю, но у меня было общее представление.
Вместо того, чтобы просто нарисовать миссис Брисби с небольшим количеством окружающей среды, чтобы привязать ее к странице (что я обычно делаю, потому что мне нравится открытое пространство), я решил попробовать немного больше чернил и использовать белую краску / чернила. для эффекта паутины. Я вообще не был уверен, КАК я это сделаю, но у меня было общее представление.
В общем, я очень доволен тем, что получилось на этой картинке! И мне очень понравилось обрамление черно-белого контраста. Настолько, что мне пришлось попробовать еще раз. Первое, что пришло в голову, это использовать что-то капающее и липкое, свисающее со стен/потолка. Так что мне пришлось пойти с Чужим 🙂
Надеюсь, вам это понравится. Скоро они поступят в продажу для тех, кто любит коллекционировать оригинальные произведения искусства. На самом деле, я делаю их доступными для своих людей на Patreon завтра в полдень по техасскому времени (сначала меценаты получают доступ к оригинальному искусству), а затем они будут у меня в магазине.