Кромкогиб ручной своими руками чертежи: виды, изготовление своими руками, чертежи
Содержание
Кромкогиб ручной для авторемонта своими руками. Чертежи и видео
Советы строителям |
10.02.2018
Отбортовка кромок в листовых деталях автомобиля при его ремонте – неэнергоёмкая операция, поэтому даже при значительных объёмах работ целесообразно обзавестись не приводным, а ручным кромкогибом. Технологическое преимущество такого процесса заключается в том, что заготовку под давлением можно оставить настолько, насколько это требуется для преодоления упругой инерции материала. Ручными кромкогибами обычно формируют кромки листового металла толщиной до 0,8…1,0 мм, при высоте борта до 20 мм.
Устройство ручных кромкогибов
Кромкогибы, при некотором внешнем сходстве с листогибами, имеют принципиальное отличие – высота полки обычно не превышает 5…20% от их длины. Меньшее значение соответствует отбортовке внутренней кромки. При гибке такого ограничения нет, что предопределяет заметные конструктивные изменения в сравниваемых устройствах.
Первое из них касается длины рабочей зоны отбортовки – для ручных кромкогибов она может быть и небольшой, поскольку высота борта и радиус закругления не изменяются. Соответственно выпускаются портативные ручные кромкогибы, перемещая которые вдоль предварительно размеченной линии отбортовки, получаем требуемый профиль.
При большой протяжённости зоны кромкообразования процесс следует выполнять одновременно. В таких случаях кромкогиб более схож с листогибом, различаясь, по сути, лишь способом прижима заготовки.
Рассмотрим первый вариант устройства. Портативный ручной кромкогиб для постепенного формообразования борта включает в себя:
- Две ручки, причём подвижной может быть одна из них, либо обе.
- Рычажную усилительную систему для создания требуемого усилия отбортовки.
- Рабочие губки с профилем, который соответствует размерам кромки. Обычно производитель комплектует ручной кромкогиб набором из нескольких губок и наиболее часто встречающимися на практике высотой кромки и радиуса закругления при переходе от кромки к основной плоскости.

- Регулируемый ограничитель хода: чаще всего это – вывинчивающийся шлицевой винт, снабжённый упорной резьбой.
Для удобства работы ручки прорезинены, что исключает скольжение руки работающего во время приложения усилия.
Второй вариант портативного ручного кромкогиба – роликовый, где трение скольжения губок по заготовке заменяется трением качения при вращении рабочих роликов. Усилие формообразования при этом существенно снижается, но инструмент получается менее универсальным, поскольку пара роликов лишь одна, и изменить параметры кромкообразования не получится, кроме как заменой пары роликов, что довольно трудоёмко. Кроме того, роликовыми кромкогибами в большинстве случаев не удаётся выполнить внутреннюю отбортовку по малым радиусам.
Основным недостатком ручных портативных кромкогибов является их малая точность: при передвижении инструмента вдоль неровной линии будущей кромки постепенно накапливается погрешность, которая в конце операции может достигать миллиметра и более. При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
При кузовном авторемонте это недопустимо, поэтому качество формирования борта определяется только опытом исполнителя.
Ручной кромкогиб своими руками
Остановимся на варианте проектирования и изготовления ручного кромкогиба с одновременным получением внутреннего или внешнего контура по всей длине предварительно размеченной заготовки. Общий вид приспособления представлен на рисунке. Такой ручной кромкогиб можно использовать не только в автосервисе, но также при производстве кровельных работ, изготовлении жестяных вентиляционных коробов и прочих пространственных изделий из листового металла.
Размеры самодельного кромкогиба с ручным приводом определяются в зависимости от наибольших размеров заготовки, для которой производится отбортовка.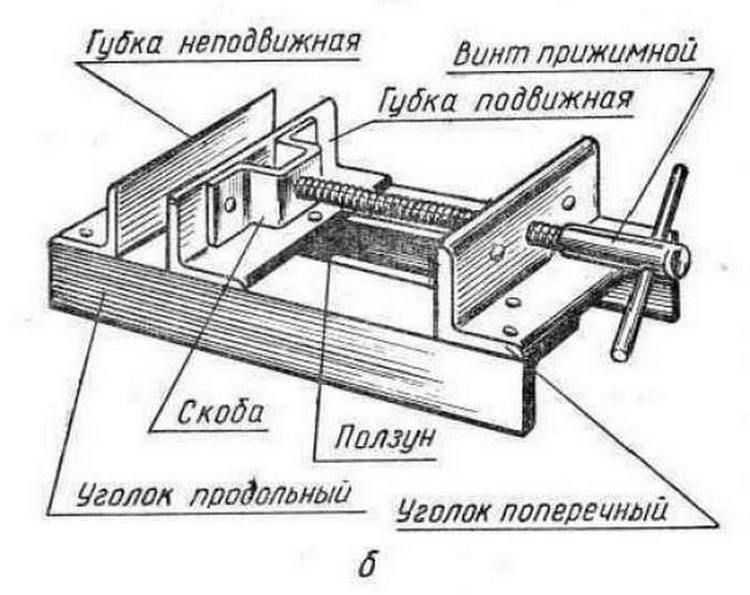 Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Например, при больших в плане изделиях целесообразнее соорудить стол из дерева или многослойной фанеры, на котором и крепить кромкогиб, в остальных случаях конструкция сваривается из швеллеров и листового металла.
Конструкция ручного кромкогиба рассчитана на последовательное выполнение двух переходов:
- прижима заготовки при помощи струбцины и нижнего прижима;
- отбортовки по заданному контуру поворотом рукоятки с расположенным на ней пуансоном.
Обычно рекомендуют выполнять сварной вариант такого узла, но это нецелесообразно: параметры кривой отбортовки могут измениться, а пуансон сменить уже невозможно. Поэтому, учитывая небольшие усилия, возникающие при деформировании лучше изготовить сборно-разборный пуансон, который представляет собой совокупность отдельных модулей, характеризующихся своим радиусом закругления и высотой кромки.
Крепление таких пуансонов на балке выполняется при помощи болтов (разумеется, что все посадочные места должны быть спроектированы и выполнены с максимально возможной точностью).
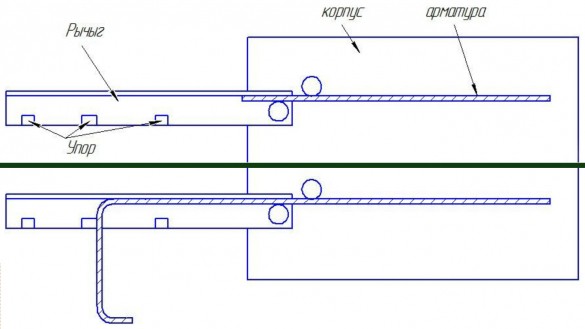
Само кромкообразование выполняется после того, как заготовка надёжно зафиксирована между верхним и нижним прижимами (последний обеспечивает плавность прижима за счет пружины, насаженной на стержень в верхней плоскости). Совмещение двух половинок отбортовочного штампа производится при перемещении опорного кронштейна по сопрягаемой поверхности ограничителей, которые выполняют роль направляющих элементов ручного кромкогиба.
Изменяя конфигурацию пуансонных модулей, можно выполнять отбортовку не только под прямым, но и под любым другим углом – вплоть до 110…120º (для этого достаточно лишь предусмотреть небольшой скос на ограничителе, который виден на рисунке).
Нож-мультитул. Обзор самого универсального инструмента
Обзор самого универсального инструмента
Газовый генератор для дома с автозапуском. Цена и устройство
Гибочный станок دیدئو dideo
своими руками, листогиб, гибочный станок, станок, трубогиб, арматурогиб, холодная ковка, листогибочный станок, как сделать листогиб, сделай сам, гибка арматуры, листогиб своими руками, самоделки, самодельный листогиб, самодельный, металл, самодельный станок, как согнуть трубу, самоделка, сварка, diy, гибка, трубогиб своими руками, изготовление, ковка, станок своими руками, профилегиб, как, станок для гибки, как сделать, как сделать арматурогиб, гараж, крутая самоделка, homemade, приспособление, сделай себе, шиногиб, ручной трубогиб, листогиб видео, арматурогиб своими руками, профилегибочный станок, how to bend iron rod, metal bender, металлочерепица, пруток, станок для гибки арматуры, ручной листогиб, простой листогиб, ручной листогибочный станок, инструмент, ручной станок для гибки арматуры, press brake (product category), листогиб ручной, гибочный станок своими руками, ручной гибочный станок, листогибочный пресс, арматура, гиб, самоделкин иван, самодельный листогибочный станок, простое приспособление, крутая идея для самоделки, устройство, покраска, художественная ковка, универсальный станок, гибка металла, tube bender, ремонт, круче не придумаешь, самодельный трубогиб, как сделать трубогиб, пепси кола, киндерсюрприз, самый простой листогиб, какка кола, чертежи, кромкогибочный станок чертежи, листогибочный станок чертежи, кромкогиб своими руками, кромкогиб, делаем своими руками, чертежи листогиба, кромкогибочный станок своими руками, как погнуть, новинка, загибочный, коньки, авто, пластик, изделие, самопал, оргстекло, варка, врумиз, как погнуть лист металла, крыша, простые штуки, профнастил, авто ремонт, станок для, варка грунтовка шпаклёвка покраска автомобиля, most viewed, шинка, loud luxury, loud luxury feat. brando — body, станок для гибки металла, кованые изделия, ковка холодная, ve, станок для хол, garage, готовый бизнес, ручной станок для гибки металла, полный привод, холодная ковка станок для холодной ковки самодельный станок, 4×4, гибка листа, камри, loud luxury body lyrics, ручной станок для валют и завитков, ильдар, кузов, станок для холодной ковки, автоподёмник, супер, лучший, каркасы арматурные, хит, без станков, вторая жизнь, из хлама, motorist, фундамент, гибка полосы, гибка квадрата, подшипникогиб, гибка проволоки, хомутогиб, гибка катанки, чертежи подшипникогиба, подшипникогиб своими руками, manual metal bender, tools, листогиб для алюминия, гибочный станок для нержавейки, конструкция листогиба, самый мощный листогиб, станок для изгтовления порогов, листогиб гидравлический, станок для изготовления лодок, листогиб для 2мм металла, листогиб для 1.5мм металла, листогиб для 1мм, гидравлический листогиб, листогиб для толстого металла, самодельный инструмент, инструмент своими руками, садоделка, пластиногиб, полезное приспособление, приспособление для гибки полосы, мощный листогиб, чем гнуть металл, шиногиб ручной, гибка алюминия, станочек, руками, своими, сделать, листогиб тапко, интересное, станок листогиб, repairs, мастер-класс, do, кузня, сегментный, металлоизделия, самодельной, самодельную, своими рками, ковка металла, гнем квадрат, health (industry), металлоконструкции, профильный трубогиб, козлы, бендер для гибки металла, бендер своими руками, держатель, подставка, пэт пластик, пвх пластик, автолюбитель, handmade tools, кузнец, для ковки, простой гибочный станок, hendmet tools, акрил, плексиглаз, tool, простое, нужное, plastic, idea, идея, простые вещи, simple things, make, как красиво гнуть проволку, blacksmith, ковка станки, прокатный станок, diy折弯机, תוצרת בית מגניבה, кузнечное оборудование, механический арматурогиб, ручной инструмент для металла, простой арматурогиб, металлогиб своими руками, camping ideas, насколько все простоthe old blacksmith is surprised how simple it is!!!, удивительно простой станок, for forging, do it yourself, simple bending machine, crafts, 5-minute crafts, самоделка для глухонемых, как я раньше не додумался, diy bending machine, handmade, как сделать листогиб +своими руками, гиб стального листа, diy узоры из металла, diy холодная ковка, ковка гусиня лапка, загнуть стальной лист, загнуть лист стали, sheet metal, загнуть лист стали без листогиба, загнуть лист, ковка улитка станок, железные узоры, стальные узоры самому, станок для витых узоров, станок для загибания узоров, самодельный станок для узоров, аппарат для холодной ковки, станок для железных узорв, ручной самодельный станок для ковки, ручной станок для холодной ковки, metal, как гнуть металл, листового металу бендер, sheet metal tools, press brake, bending tool, sheet metal brake, тиски, роликовый, простой, арматуры, bend tool, bending, листовой, согнуть, гнуть, оцинковку, полезные, sheet metal brake bender, жесть, советы, узоры из металла, холодная ковка своими руками, термостойкая краска, колпак, как сделать гибочный станок, гибочный своими руками, краска, дымовая труба, навес, грибок, как гнуть листы, простейший гибочный станок, как сделать своими руками, dmitriiizumov, листогиб своими руками из дву
brando — body, станок для гибки металла, кованые изделия, ковка холодная, ve, станок для хол, garage, готовый бизнес, ручной станок для гибки металла, полный привод, холодная ковка станок для холодной ковки самодельный станок, 4×4, гибка листа, камри, loud luxury body lyrics, ручной станок для валют и завитков, ильдар, кузов, станок для холодной ковки, автоподёмник, супер, лучший, каркасы арматурные, хит, без станков, вторая жизнь, из хлама, motorist, фундамент, гибка полосы, гибка квадрата, подшипникогиб, гибка проволоки, хомутогиб, гибка катанки, чертежи подшипникогиба, подшипникогиб своими руками, manual metal bender, tools, листогиб для алюминия, гибочный станок для нержавейки, конструкция листогиба, самый мощный листогиб, станок для изгтовления порогов, листогиб гидравлический, станок для изготовления лодок, листогиб для 2мм металла, листогиб для 1.5мм металла, листогиб для 1мм, гидравлический листогиб, листогиб для толстого металла, самодельный инструмент, инструмент своими руками, садоделка, пластиногиб, полезное приспособление, приспособление для гибки полосы, мощный листогиб, чем гнуть металл, шиногиб ручной, гибка алюминия, станочек, руками, своими, сделать, листогиб тапко, интересное, станок листогиб, repairs, мастер-класс, do, кузня, сегментный, металлоизделия, самодельной, самодельную, своими рками, ковка металла, гнем квадрат, health (industry), металлоконструкции, профильный трубогиб, козлы, бендер для гибки металла, бендер своими руками, держатель, подставка, пэт пластик, пвх пластик, автолюбитель, handmade tools, кузнец, для ковки, простой гибочный станок, hendmet tools, акрил, плексиглаз, tool, простое, нужное, plastic, idea, идея, простые вещи, simple things, make, как красиво гнуть проволку, blacksmith, ковка станки, прокатный станок, diy折弯机, תוצרת בית מגניבה, кузнечное оборудование, механический арматурогиб, ручной инструмент для металла, простой арматурогиб, металлогиб своими руками, camping ideas, насколько все простоthe old blacksmith is surprised how simple it is!!!, удивительно простой станок, for forging, do it yourself, simple bending machine, crafts, 5-minute crafts, самоделка для глухонемых, как я раньше не додумался, diy bending machine, handmade, как сделать листогиб +своими руками, гиб стального листа, diy узоры из металла, diy холодная ковка, ковка гусиня лапка, загнуть стальной лист, загнуть лист стали, sheet metal, загнуть лист стали без листогиба, загнуть лист, ковка улитка станок, железные узоры, стальные узоры самому, станок для витых узоров, станок для загибания узоров, самодельный станок для узоров, аппарат для холодной ковки, станок для железных узорв, ручной самодельный станок для ковки, ручной станок для холодной ковки, metal, как гнуть металл, листового металу бендер, sheet metal tools, press brake, bending tool, sheet metal brake, тиски, роликовый, простой, арматуры, bend tool, bending, листовой, согнуть, гнуть, оцинковку, полезные, sheet metal brake bender, жесть, советы, узоры из металла, холодная ковка своими руками, термостойкая краска, колпак, как сделать гибочный станок, гибочный своими руками, краска, дымовая труба, навес, грибок, как гнуть листы, простейший гибочный станок, как сделать своими руками, dmitriiizumov, листогиб своими руками из дву
Published by: Welder DIY
Published at: 3 years ago
Category: مردم و وبلاگ
своими руками
листогиб
гибочный станок
станок
трубогиб
арматурогиб
холодная ковка
листогибочный станок
как сделать листогиб
сделай сам
гибка арматуры
листогиб своими руками
самоделки
само
dideo
دیدئو
станок
для
своими
руками
листогиб
ручной
как
самодельный
гибки
трубогиб
ковка
листогибочный
гибочный
металла
гибка
чертежи
Угловые полочки своими руками.
 Угловая полка своими руками – технология изготовления, идеи и рекомендации как правильно сделать полку
Угловая полка своими руками – технология изготовления, идеи и рекомендации как правильно сделать полку
Чаще всего для работы с металлическими заготовками человеку требуется станок для гибки металла. Это довольно простое устройство, однако его пользу трудно переоценить. Кроме того, изготовить его своими руками вполне реально. Это сэкономит значительное количество материальных средств, но и потребует определенных знаний, навыков и, конечно же, времени.
Описание
Станок для как понятно из его названия, используется для производства гнутых металлических деталей. Стоит добавить, что, кроме этой функции, он также может иметь одну дополнительную — порезку материала. Такие станки используются чаще всего для того, чтобы изготавливать полосы металла. Помимо этих двух функций, наличие такого станка позволит производить различного рода профилированный металл. Преимущество применения станка для гибки металла в том, что он позволяет изменять форму материала под любым требуемым углом, но при этом он не вредит поверхностное покрытие или защитный слой товара.
Работа на агрегате
Работать на таком станке можно не только со стальными изделиями, но и с медными, латунными, алюминиевыми и железными. Если заготовка из какого-либо материала характеризуется тем, что ее толщина меньше 0,8 мм, то ее ширина обязательно должна быть не меньше 40 см, но и не больше 2,5 м. При таких габаритах высота полки (для отгибания) должна составлять не более чем 2 см. Если требуется разрезать заготовки с такой же толщиной, то важно, чтобы их ширина была от 80 мм до 40 см и не более.
Еще одно важное условие, которое необходимо соблюдать, чтобы работать на станке для гибки металла, — это отсутствие дефектов на той поверхности листа, которая будет загибаться. Соблюдение этого условия важно для того, чтобы те детали и образцы изделий, которые будут произведены на не уступали по качеству тем заготовкам, что выпускаются в промышленных масштабах на заводах. Для того чтобы обеспечить защиту полимерного или лакокрасочного покрытия на самом материале, рекомендуется установить на станке силиконовые или резиновые подложки.
Конструкция станка для гибки листового металла, своими руками изготовленного
У самодельного станка для гибки металлических изделий довольно простая, но очень функциональная конструкция, состоящая из нескольких основных элементов.
Нож. Так как в станке имеется дополнительная функция резки, то эта деталь также является основной. Устанавливаться он должен на подвижные ролики, а предназначается для резки заготовок. Здесь важно отметить, что этот элемент должен быть выполнен из очень прочной стали, по шкале Роквела уровень прочности должен быть около 100. Срок службы такого изделия довольно велик, однако его будет трудно точить. Но этот недостаток полностью нивелируется тем фактом, что нож позволит разрезать огромное количество погонных метров материала, прежде чем затупится. Чтобы было проще перемещать ролики, на них должен быть установлен утяжелитель.
Составные части станка
Станок для гибки металла, своими руками изготовленный, также должен иметь несколько следующих составляющих элементов:
- Необходимая деталь — это рабочая балка (стол).
 Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок.
Предназначение этого элемента вполне понятно, оно играет роль рабочей поверхности, на которой лежит заготовка. Ширина балки может быть практически любой. Стоит отметить, что если габариты будут довольно большими, то станок для гибки металла своими руками можно превратить в полноценный верстак. Мастера рекомендуют изготавливать или покрывать поверхность балки резиной или силиконом, чтобы не царапать поверхность заготовок. - Далее идет сам сгибатель листов. Конструкция довольно простая и должна быть выполнена в форме рамы из древесного материала, а также иметь утяжелитель.
- Необходимо обзавестись различными подставками и упорами, которые будут предотвращать скольжение материала.
- Еще один важный элемент — это упоры для сгиба листа. Эти детали будут регулировать ширину сгиба листа и задавать угол сгиба.
- Для того чтобы разделывать заготовки, рекомендуется добавить упоры для указания ширины разреза.
Начало изготовления самодельного станка для гибки металла
Начинать работу рекомендуется с составления схемы агрегата. Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить — это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.
Также необходимо приобрести и изготовить все нужные элементы и детали, прежде чем приступить к сборке. Первое, что необходимо купить — это два куска швеллера №5 и №6 с одинаковой длиной. Также эти два элемента должны иметь прямолинейную кромку. Эти элементы используются для заготовки основания. Кусок №5 используется для прижима, а №6 для обустройства основания. Чтобы подобрать длину швеллеров, необходимо отталкиваться от длины заготовок, с которыми планируется работать, этот параметр должен совпадать. Чаще всего специалисты рекомендуют брать длину около полуметра. Этого достаточно, чтобы изготовить практически любую деталь, которая может пригодиться в быту.
Производство и сборка станка
Далее для изготовления станка для ручной гибки металла необходимо сделать отверстия на швеллере, который является прижимным. Количество отверстий должно быть от 2 до 4, а их диаметр должен быть равен 9 мм. Ближайшее к концу заготовки прижимной детали отверстие должно располагаться в 3 см от края. Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Еще один важный момент в том, что прижимное устройство должно быть короче, чем основание, примерно на 5-10 см. Для того чтобы изготовить пуансон для обжима, необходимо иметь в своем распоряжении уголок, толщина профиля которого будет больше, чем у будущих заготовок. Рычажную ручку лучше всего изготавливать из таких материалов, как арматура или брус. Если используется брус, то его сечение должно быть не меньше чем 15 мм, а если берется брус, то его габариты должны быть не менее чем 50х50. Форму рычага рекомендуется делать П-образной. Крепится этот элемент к уголку при помощи сварки или же болтов.
Финальные работы
После того как были выполнены все предыдущие манипуляции, можно приступать к изготовлению такого элемента, как щечки. Изготавливают их из катаной стали, а толщина деталей должна быть около 5 мм. Важно, чтобы эти элементы имели фаски, толщина которых должна быть равна 0,6 см. Длина этого участка должна составлять от 3 до 3,3 см. Важно, что торцы пуансона также снабжаются фасками с такими параметрами, как 0,5 см глубины и 3 см длины.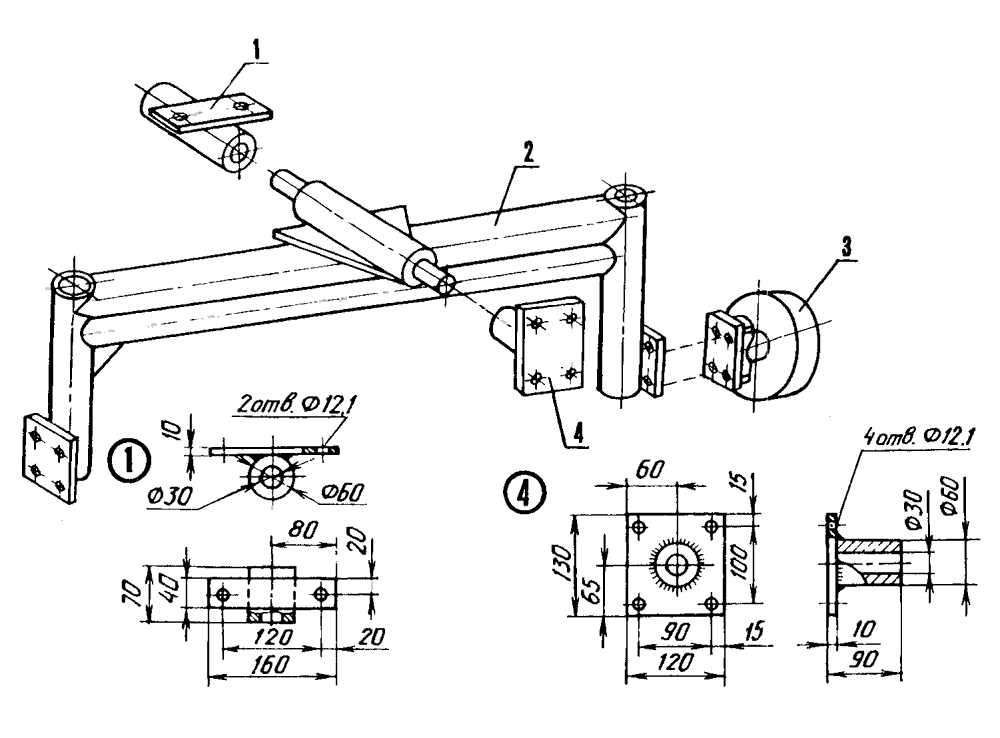 Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.
Их необходимо снять с пуансона, чтобы обеспечить установку оси. Производство такого элемента, как ось, осуществляется из металлических прутьев, чей диаметр равен 1 см. Крепление оси осуществляется при помощи сварки. При установке необходимо обеспечить параллельность линии оси по отношению к ребрам уголка. Всю эту готовую конструкцию, вместе с пуансоном, соединяют при помощи тисков. При совмещении важно следить, чтобы свободная полка уголков была расположена в той же горизонтальной плоскости, в которой располагается и свободная швеллерная полка.
После этого работу по сборке можно считать завершенной. Чтобы проверить работоспособность станка, рекомендуется взять заготовку из мягкой стали с толщиной до 1,5 мм. Стоит отметить, что цена станка для гибки металла покупного может доходить до 2000$.
Процесс сгибания листов
Конструкция самодельного станка может также состоять из таких частей, как станина, гайка-маховик, лист для сгибания, прижим, струбница, пуансон для обжима. Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.
Для того чтобы работать на таком типе станка, необходимы определенные знания и навыки. Преимуществом использования этого агрегата будет то, что он позволит сохранить металл в целостности, в отличие от той же сварки.
В процессе сгиба металла происходит следующее: наружные слои металлической заготовки растягиваются, а вот внутренние, наоборот, сжимаются. Важно, что для изгиба металлической заготовки необходимо приложить такое усилие, которое будет больше, чем предельная упругость материала. При помощи станков для гибки металлов как раз и можно добиться выполнения этого условия. К преимуществам готового продукта, то есть гнутых листов, можно отнести следующие факторы:
- наличие высокой прочности конечного продукта;
- возможность получения цельной конструкции без сварных швов, болтовых соединений и т.д.;
- исключается возможность появления коррозии, так как нет повреждений металла в процессе сгиба;
- возможность получения нужного угла, без создания сварного шва.
Вывод
Наличие такого оборудования дома значительно упрощает работу с металлическими заготовками. Однако при эксплуатации этого устройства крайне важно знать и придерживаться техники безопасности. Цена станка для гибки листового металла, выполненного своими руками, будет также значительно ниже, чем покупного. Потратиться придется лишь на те материалы, которых не окажется под рукой и их придется купить.
Листовой металл и жесть пользуются большим спросом, ведь из них производят множество изделий: металлочерепица, разнообразные фасонные детали, водоотливы, детали для авторемонта и пр.
Такие изделия покупают в готовом виде, но если сделать ручной листогиб своими руками, можно здорово сэкономить.
Какие бывают гибочники
Конечно, можно купить готовый гибочник, например, известный Эдельвейс, но и стоят такие станки немало, а вот при самостоятельном изготовлении не потребуются особые финансовые затраты. Есть несколько видов металлогибочных станков:
- Ручные .
 Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы.
Гибка металла происходит за счет приложения физической силы. Несмотря на кажущуюся простоту конструкции, с их помощью можно производить практически все необходимые операции с листовым металлом, в том числе фальцегибочные работы. - Гидравлические листогибы. Очень похожи на ручные станки, но приложение силы происходит за счет гидравлического привода.
- Роликовые кромкогибочные станки. Отличаются от предыдущих не только конструкцией, но и принципом работы. В них лист не гнется по определенной линии, а плавно закругляется. Такие станки необходимы для изготовления труб и иных подобных изделий.
Ручные и гидравлические станки проще в изготовлении, чем роликовые. Чертежи кромкогиба своими руками легко найти, но не везде расписан сам процесс их производства.
Изготовление ручного листогиба
В интернете можно найти множество чертежей для изготовления листогибочного станка своими руками. Одна из наиболее простых и эффективных конструкций — схема станка из двутавра. Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Чтобы изготовить ручной листогиб своими руками, понадобятся: три отрезка двутавра с полками не менее 45 мм и толщиной от 3 мм, два винта диаметром около 20 мм, пружина, толстый металл для изготовления укосин (чтобы усилить проблемные места), дверные петли.
Из инструмента потребуются дрель, болгарка и сварочный аппарат. Алгоритм изготовления несложный:
Эта работа очень простая и не требует дополнительного описания. Станину можно использовать с ненужного или сломанного инструмента, если таковой имеется. В итоге получился мощный самодельный листогиб, чертежи использовались простые, одни из самых распространенных. С его помощью можно легко гнуть даже длинные и толстые листы металла. Кстати, вместо двутавра можно использовать металлический уголок с подобными характеристиками.
Кромкогиб ручной своими руками из уголка изготавливается по тем же чертежам, только уголки основы необходимо сварить между собой попарно.
Чтобы сделать кромкогиб ручной своими руками, чертежи легко можно найти в интернете. Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Для прижимной части можно использовать неспаренный уголок, но его желательно усилить укосинами дли придания необходимой жесткости.
Особенности роликового станка
Роликовые листогибы менее распространены, но если требуется придать листу радиальный изгиб или изготовить трубу, альтернативы нет. В интернете можно найти чертежи листогибочного станка своими руками, рассмотрим наиболее простую и эффективную конструкцию. Валки для листогиба проще всего приобрести готовые или заказать у токаря, их потребуется 3 шт.
Для этого типа листогиба особенно важна мощная станина. Опять-таки можно изготовить самостоятельно или взять готовую. Два нижних ролика закрепляют стационарно, а верхний может двигаться, он должен располагаться над ними. При помощи нажима на верхний валок регулируется радиус закругления изготавливаемой детали. Для изготовления труб нужно предусмотреть возможность снятия верхнего валка.
Самое сложное — изготовление привода, чтобы синхронно вращались все три валка.
Можно применить звездочки и велосипедную цепь.
Меры предосторожности при работе
При использовании листогибочных станков необходимо неукоснительно соблюдать правила техники безопасности:
- Оглядеть состояние робы и обуви. Не должно быть свисающих частей, незастёгнутых молний или пуговиц.
- Проверить рабочие органы листогиба на наличие неисправностей. В случае обнаружения не приступать к работе до их устранения.
- Рабочее место должно быть достаточно освещено естественным или искусственным светом.
- На расстоянии метра от станка не должно быть лишних инструментов и материалов.
- Нельзя гнуть листы больше толще, чем предусмотрено конструкцией и характеристиками станка.
Таким образом, своими руками можно легко сделать листогиб.
При работе с жестью используются два основных инструмента. Ножницы по металлу и листогибочный станок.
Конечно, при изготовлении желоба для крыши сарая, можно воспользоваться старым дедовским способом – обстучать киянкой лист оцинковки о край верстака, или при помощи металлического уголка.
Примеры таких работ можно увидеть на кровле в частном секторе. Однако качество изделия оставляет желать лучшего, да и металл повреждается в месте ударов.
К тому же, кустарное сгибание металла подойдет лишь для простых конструкций. Если профиль изгиба имеет несколько разнонаправленных граней – без профессионального инструмента не обойтись.
Например, правильный конек для крыши «на коленке» не согнешь, да и внешний вид будет всегда напоминать о нерадивости хозяина.
Покупать промышленный станок – непростительная роскошь. В этом материале расскажем, как сделать листогиб своими руками из простых и доступных материалов.
Немного о конструкции самодельного листогиба
Простейшая конструкция – зажать край листа между стальным уголком и правилом (или двумя уголками) при помощи струбцины, и гнуть заготовку руками. Именно так обычно создаются простейшие элементы кровли.
ВАЖНО! Все работы с металлом необходимо выполнять в защитных рукавицах.
Однако траверсный листогиб вполне реально изготовить самостоятельно. Требуется точность разметки и терпение.
Конструкция и принцип работы видны на чертежах.
Пошаговая инструкция по изготовлению
Для изготовления траверсного листогиба нам понадобятся:
- 4 метра стального уголка, сторона – 50 мм;
- Шаровая опора для автомобиля, с кронштейном для крепления;
- Тяга стабилизатора от него же, диаметром 10 мм;
- Болгарка, дрель, электросварка.
- Металлопрокат нарезаем болгаркой на куски по 1 метру. Если есть необходимость работать с металлом большей ширины – длина уголков увеличивается. К ширине рабочей поверхности надо прибавить минимум 100 мм.
- Из кронштейна шаровой опоры вырезаем при помощи УШМ две проушины. Это будут рабочие петли подвижной траверсы.
- Из стойки стабилизатора – делаем ось, на которую петли будут опираться.

ВАЖНО! От качества подгонки этих элементов зависит будущий люфт поворотного механизма.
- Тщательно измеряем и размечаем на уголке выборку для крепления оси.
- Строго по размеру стачиваем лыски для установки полуосей. Это нужно сделать максимально точно, чтобы не тратить время и материал на последующую подгонку.
- Наносим разметку точно по центру оси, и совмещаем ее с вершиной уголка – траверсы. Этот момент важен. поскольку при неправильной центровки качество изгиба заготовки на станке ухудшится, или же листогиб будет непригоден для работы.
- Привариваем к выборкам полуоси с соблюдением параллельности вершине уголка. Для повышения точности, при сварке следует воспользоваться кондуктором. Например, тисками и струбциной. Длина выступающей части оси не превышает 1 см.
- В результате должна получиться конструкция, с идеальной соосностью в торцах.
- Приставляем уголки друг к другу.
- Делаем разметку выборки на втором уголке строго напротив осей первого уголка.

- Углы относительно друг друга должны быть расположены следующим образом:
- Складываем обе траверсы, соблюдая плоскость, и фиксируем их для сварки. Привариваем петли на второй уголок с обеих сторон.
- Уголки должны свободно вращаться друг относительно друга на петлях. При повороте на 180 градусов не должно быть зацепов и подклинивания. При этом щель между траверсами должна быть минимальной.
- Металлический прижим будет располагаться следующим образом:
- Предварительно разметив, вырезаем при помощи болгарки выборку вокруг оси на прижимном уголке. Нижняя сторона прижимного уголка стачивается под углом 45 градусов.
ВАЖНО! Кромка должна остаться идеально ровной, именно по ней будет проходить линия сгиба. В случае неровностей возможны заломы и складки на заготовке.
- Напротив осей размечаем и сверлим отверстия под болты 10 мм. Болты привариваем резьбой вверх к нижней неподвижной траверсе.
- В центре траверсы также делаем отверстие, но болт не привариваем. Это будет съемный элемент, поэтому к нему Т-образно привариваем короткую ось.
- Болты нужны для прижима заготовки к траверсе при изгибе. Центральный болт используется в случае, когда заготовка имеет ширину, вдвое меньшую, чем траверса. При работе с широкими заготовками болт убирается.
- Из круга 15-20 мм нарезаем две рукоятки длиной 30 см. Более тонкий прут не подойдет, поскольку усилие на рукоятях может быть значительным, и можно их просто согнуть.
- Рукояти привариваем с нижней части поворотного уголка (траверсы).
В наше время набирает обороты листовой металлопрокат. Всё чаще встречается у того или иного человека новенький забор из металлопрофильных листов.
Возникает вопрос, какая машина создаёт этот замечательный и необходимый строительный продукт для человечества.
Конструкция листогиба.
Листогибочный станок
Это специально созданное устройство, с помощью которого можно сгибать листы оцинкованного металла, определённой толщины. Такой чудо станок, как правило, применяется в производственных целях.
Среди умелых мастеров такое приспособление так и не получило широкого распространения. Однако в наше время существуют люди, которые смогли воспроизвести прототип производственного модуля и сделать собственноручный листогиб.
Такую вещь довольно просто сделать своими руками, он не займёт много места в вашем гараже или мастерской.
Направленность применения
Казалось бы, довольно простое оборудование, а охватывает огромную отрасль промышленности. Это изобретение способно производить изделия в следующих сферах деятельности:
Самая расширенная сфера применения
Это строительство. Именно в этой сфере можно встретить огромный выбор профнастила, металлопрофиля, металлочерепицы и её комплектующих элементов. Также металлический сайдинг — его используют для внутренней отделки домов и зданий. Вентиляционные шахты также производятся посредством листогибов.
Машиностроение и авиация
А также кораблестроение. Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Эта сфера очень расширена, так как создаются различные детали кузовов, авиационной обшивки, а также обшивки судоходной техники.
Электроника
Ни всем известно, что с помощью листогибов создаются корпуса бытовой техники (микроволновые печи, духовые шкафы, корпуса холодильников и стиральных машинок, корпуса компьютеров и многое другое).
Производство мебели
В этой сфере создаются короба, шкафчики для раздевалок, шкафчики для хранения вещей и т.д.
Многие сферы оказались охваченными по эксплуатации листогибочной установки. Каждая из вышеуказанных сфер очень сильно распространена среди населения.
Разновидности листогибочного приспособления
Как и многие другие станки, листогиб различается по одному из самых важных критериев — это разновидность приводного воздействия.
Рассмотрим эти виды:
Ручное приводное воздействие
Такой тип используется в основном в быту. К ним относятся самодельные изобретения. Именно с помощью этого устройства можно мастерить из оцинковки любые приспособления для дома или дачи. А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
А если на ручном листогибе правильно установить опорные балки, скобы на необходимый радиус сгиба, то это позволит создавать сложные элементы.
Механическое воздействие
Такие агрегаты относятся к стационарным станкам. Действующая сила распределяется от маховика. Такая конструкция имеет ограничения в своём использовании. Дело в том, что аппарат снабжён специальным рычагом, посредством которого и осуществляется сгибание листа. Минус состоит в том, что необходимо прикладывать физическую силу.
Электромеханический вариант
Электромеханические приводы получили широкое одобрение, среди своих обладателей. Всё потому, что этот станок очень удобен и универсален. Процесс начинается с укладывания оцинковки на поверхность матрицы. После нажатия пусковой клавиши в силу вступают пуансон, толкатель и непосредственно редуктор. За счёт этого прогибается или выгибание оцинкованного листа с необходимыми параметрами. Усилие, которое производит такой станочек — минимум 100-200 килограмм, в отдельных случаях эта характеристика может доходить до одной тонны.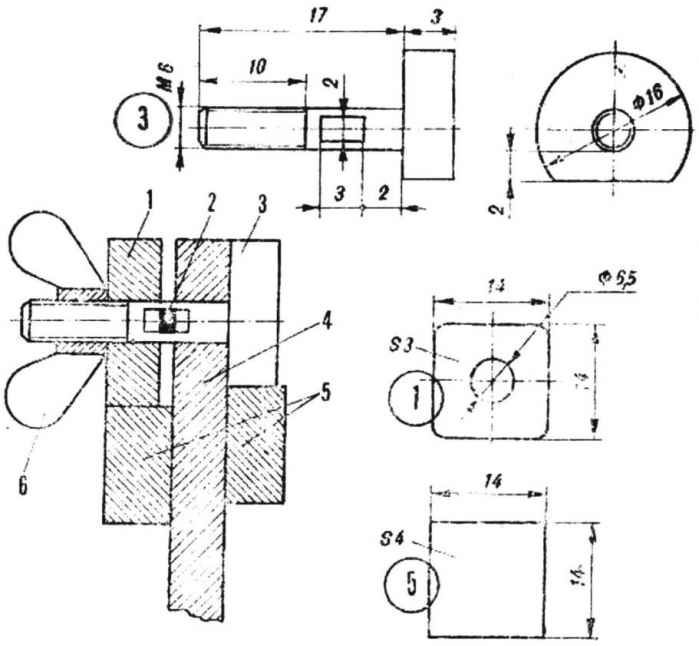
Электромагнитное приводное действие
Электромагнитные станки, в наше время, в основном используются в металлопрокатной индустрии. Процент использования такого оборудования в машиностроении составляет 70%. В нём имеются только одни плюсы. Малые габариты, высокая производительность (это устройство способно за одну только минуту производить порядка нескольких сотен деталей), он совершенно бесшумный.
Гидравлический привод
Эта категория относится к разряду листогибочных прессов. Пресса с гидравликой используют в серийном производстве деталей. Они очень производительны, качественны, полностью автоматизированы, имеют контроль угла гиба листов.
Зиг машина
Это приспособление имеет очень важную сторону. Применяются они в изготовлении комплектующих деталей. С помощью зиг машины можно сделать отбортовку листовой оцинковки, рифление краев, производится прокатка соединительных сгибов и многое другое.
Изготовление листогиба своими руками
Если разобраться, деталировка листогиба не такая уж и сложная.
Виды металлопрофиля
Гибочная балка
За счёт неё производится сгибание металлического листа под углом от 0 до 180 градусов.
Прижимная балка
Данная деталь прижимной силой удерживает лист и не допускает его скольжение.
Угломерный диск
Специальный диск, на котором отображены все необходимые размеры углов.
Дисковый нож
Острый, заточенный диск, произведённый из высокопрочной стали, который производят резку стали без проблем.
Задний стол
Состоит из сквозной конструкции
с ровной, верхней поверхностью, по которой будет передвигаться оцинкованная заготовка.
Зажимная рукоять
За счёт неё приводится в готовность и действие, прижимная балка.
Натяжное устройство
Позволяет обеспечить выбор положения и форм балок, для производства качественного сгиба продуктов металлопроката.
Разработка технического устройства
Совет: Прежде, чем собираться рисовать чертежи, искать различные детали для будущего детища, очень важно определиться с выбором, выбрать то, что больше подходит именно для вас.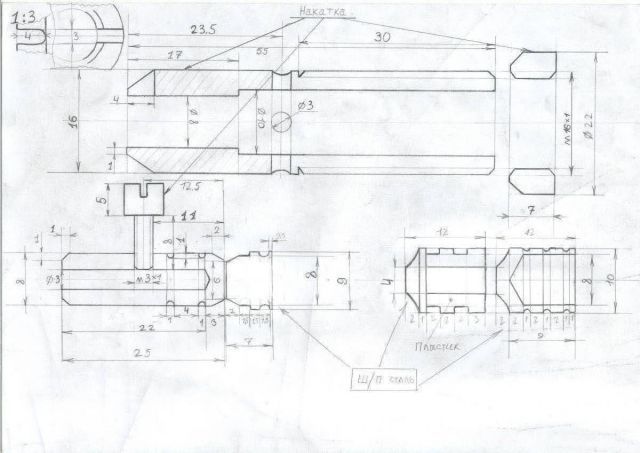 Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.
Важно учесть ещё и то, в какой области будет применяться ваш самодельный модуль.
В процессе конструирования, важно собрать его так, чтобы вам было удобно. Чтобы вся нагрузка распределялась на самые выносливые мышцы вашего тела и на опорные стойки устройства. При разработке агрегата, который вы хотите создать своими руками, важно учитывать следующие параметры:
- Ширина оцинковки не должна превышать одного метра.
- Наклон сгиба не должен быть меньше 120 градусов.
- Количество циклов беспрерывного производства не должно превышать 1200 единиц.
- Применение в качестве заготовки различных сплавов стали и других металлов категорически запрещено.
- Разрешённая толщина следующих металлов:
- Алюминий — допустимая толщина 0,7 миллиметра.
- Оцинковка — оптимальная толщина 0,66 миллиметра.
- Медь — допускается толщина в один миллиметр.
Когда все необходимые критерии учтены, вы можете смело собирать ваш инструмент.
Именно так будут выглядеть листы стали и металла в процессе сгибания при прохождении через валки. Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.
Помимо этого, на рисунке показано, какими способами можно сгибать листы, до получения необходимой формы.
Разнообразие сгиба оцинкованного листа
Чертежи листогибочного станка
Чертеж гибочного станка из простых деталей.
Чертежи любого устройства считаются основой вашего изобретения. Ведь именно в нём будут указаны размеры и местоположение той или иной детали. Когда есть все необходимые
размеры и наброски, то сборка устройства, непременно закончится успехом. В нынешнее время, в интернете существует огромное множество различных чертежей с размерами
. Как говорится, выбирать вам! Ниже мы рассмотрим один из самых простых чертежей.
Такая разновидность является довольно производительной и удачной моделью.
Выбор материалов
Все материалы для данного станочка можно легко найти у себя в гараже. Итак, разберём, что же это за материалы:
Деревянная вставка
Обозначающаяся на чертеже цифрой «1» создаётся из простого деревянного бруска.
Металлический швеллер
Размером 100х120 мм хорошо войдёт в конструкцию основания.
Правая щёчка
Создаётся из стального листа, толщиной 6-8мм.
Железные уголочки
60мм и 80 мм сослужат для изготовления прижимной балки.
Ось пуансона
Можно создать из железного штыря диаметром в 10 мм.
Сам пуансон, возможно создать из железного уголка 80х100 мм, либо можно воспользоваться швеллером.
Стальной прут
В диаметре 10 мм подойдёт для создания рычага пуансона.
Совет: Для создания пуансона лучше всего выбрать не металлический уголок, а швеллер. Всё потому, что швеллер выдерживает намного больше сгибаний, нежели уголок.
Деталировка и процесс сборки
Вашему вниманию представлен процесс сборки, а также описание и местоположение деталей. При сборке вам непременно поможет сварочный аппарат. Швы после сварки необходимо обработать, чтобы швы были заподлицо с плоскостью детали, на которой этот шов расположен.
Итак, рассмотрим детали, указанные на схеме сборки:
Местоположение деталей при сборке.
- Струбцина средних размеров (на винте М 10 расположен вороток с одной стороны и пятка с другой), расположенная в уголке размером 40х60 мм.
- Щёчка из листовой стали, толщиной 8 мм.
- Основание из швеллера 100х120 мм.
- Кронштейн из уголка 110х110 мм.
- Балка прижимная из уголка 60х60 мм и 80х80 мм.
- Ось пуансона из прута 10 мм.
- Сам пуансон из уголка 80х100 мм.
После того, как все выше перечисленные детали расположены на своих местах и закреплены, следует подготовить ваш станочек к эксплуатации. Для этого просто необходимо убрать весь строительный мусор, который остался после сборки.
Правила и техника безопасности при эксплуатации
Всем давно известно, что безопасность — залог здоровья и долголетия. А также шанс не остаться инвалидом. Данный станок, по своей категории, крайне опасен. Всё дело в том, что сам станок может нанести огромное количество травм. Помимо этого сам материал, который будет использован на нём очень острый.
Помимо этого сам материал, который будет использован на нём очень острый.
Поэтому важно учитывать самые простые правила, чтобы не подпустить к себе опасность:
- Если ваш станок покупной, то важно проверить все узлы аппарата на исправность.
- Перед работой необходимо подтянуть всю одежду, чтобы не торчала свисающая кофта, не болтался ремень или шнурок и т.д.
- При работе с покупным или самодельным станком нужно приобрести защитные очки и плотные перчатки, в которых будет удобно работать.
- Проверить состояние крепёжных элементов установки, чтобы всё было закручено и ничего не болталось.
- Все заготовки необходимо расположить около станка, чтобы было удобно их брать руками.
- Обеспечить достаточную освещённость на рабочем месте.
- Рабочее место должно быть расчищено и иметь свободный проход в радиусе одного метра.
- Станина должна быть заземлена, если присутствует электрический привод.
- Если вы работаете с электричеством, строго-настрого, на рабочем месте должен присутствовать резиновый коврик.
- Недопустимо совать в станок различные материалы, не предназначенные для данных работ.
Когда эти правила соблюдены, вы можете не переживать за вашу безопасность.
Совет: В связи с тем, что работы будут производиться с железом, обязательно нужно оградить доступ к станку от детей и не оставлять рабочее место без присмотра! Также, всегда будьте на чеку, так как металл непредсказуемая штука!
Видео
Обзор механического листогибочного станка
Обзор сегментального станка листогиба
Обзор производства трапециевидного профнастила
Обзор изготовления равнополочного профнастила
Обзор производства металлочерепицы
Обзор сборки самодельного станка
Применение листового металла в строительстве индивидуальных домов получило широкое распространение, поэтому для этих целей требуются станки для гибки листового металла своими руками.
Применение этого материала объясняется высокой технологичностью, относительно низкой ценой и высокой надежностью конструкций из металла.
При обустройстве кровли приходится изготавливать отливы для воды из металлического листа.
Изделия такого профиля можно заказать у сторонних исполнителей, но дешевле и быстрее будет изготовить своими руками. Для этих целей используется листогибочный станок.
Конструктивно такой агрегат может быть простым. Все необходимые материалы и комплектующие элементы легко найти в магазинах хозяйственных товаров.
Согласно физическим характеристикам металлов и сплавов, изгибать можно только пластические материалы.
Изделия из чугуна или закаленной стали для гибки совершенно не годятся, поскольку обладают низкой пластичностью и высокой хрупкостью.
1 — основание; 2 — гайка-маховичок; 3 — прижим; 4 — изгибаемый лист; 5 — струбцина; 6 — обжимной пуансон.
Операция по загибанию определенного участка не требует резки или термической обработки.
Изгибание листового металла – это действие, в результате которого металлический лист принимает определенную объемную форму.
Надо знать, что при сгибании листа наружные слои металла растягиваются, а внутренние сжимаются. Если заправить в станок слишком толстый лист, то на сгибе с наружной стороны может образоваться трещина.
Чтобы такого не происходило, исходную деталь нужно подготовить. Для этих целей ее подвергают определенному виду термической обработки – отпуску или отжигу. Такие операции выполняются редко.
В основном для гибки выбираются такие изделия, которые можно изготовить с применением данной технологии.
Сгибание имеет ряд преимуществ перед сварочным соединением или другим способом изготовления детали.
В их числе следует отметить:
- высокую производительность;
- изделие не имеет шва и является цельным;
- на месте сгиба не образуется ржавчина.
В числе недостатков следует отметить, что процесс ручной гибки требует значительных трудозатрат.
Если выполнять ручной загиб листового металла, то для этого понадобятся слесарные тиски, молоток и киянка.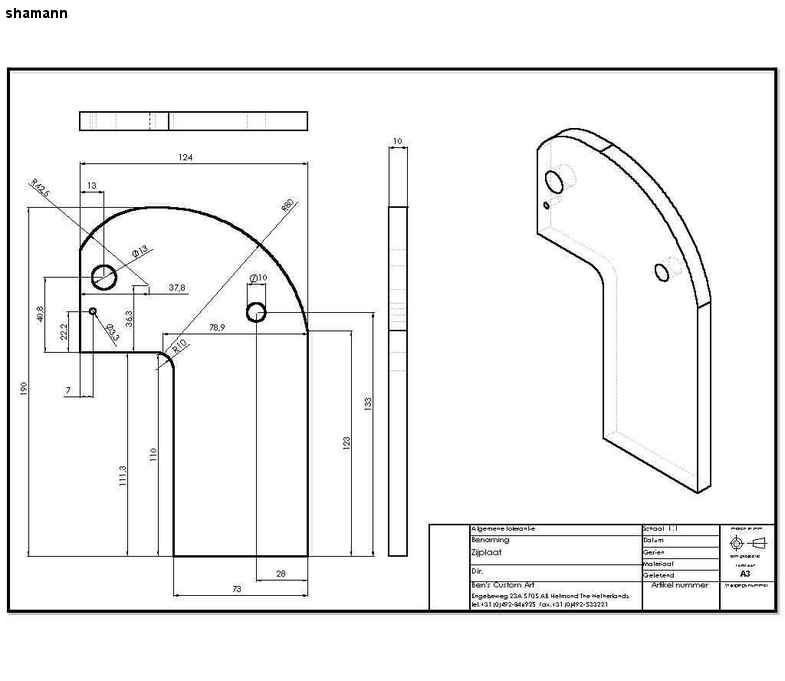 Высокого качества при таком наборе инструментов добиться сложно.
Высокого качества при таком наборе инструментов добиться сложно.
Для регулярного производства деталей без резки и сварки такой способ не подходит.
Когда для бытовых нужд требуются изделия высокого качества, лучшим решением будет сделать листогибочный станок своими руками.
Сегодня оборудование для индивидуального применения и для малого бизнеса производится в промышленных масштабах.
Станок для гибки листов или для их резки можно приобрести в магазине. При ограниченном бюджете легче изготовить самодельный.
Оборудование для гибки
Процедура гибки металла является конечным этапом в процессе изготовления детали. Если она будет выполнена с низким качеством, то деталь окажется бракованной.
Все предыдущие технологические переделы от резки до раскроя окажутся напрасными. В результате чего производственная компания понесет убытки.
Для того чтобы сделать такую ситуацию недопустимой, необходимо выпускать надежные и производительные агрегаты.
Такой станок называется листогибом или листогибным прессом.
Сегодня на рынке представлены листогибы следующих типов:
- гидравлические;
- механические;
- пневматические;
- ручные.
Ручной станок используется для штучного и мелкосерийного производства.
На производственных линиях крупных компаний устанавливаются многофункциональные агрегаты, которые настраиваются на определенную операцию.
Для резки заготовок используются гильотинные ножницы. Для того чтобы придавать полученной заготовке требуемую форму, применяются листогибные прессы с пневматическими пуансонами.
Заготовку помещают между матрицей и пуансоном, который приводится в действие с помощью пневматического привода. Таким способом формируют детали из листов металла толщиной до 5 мм.
Станок с поворотным прессом предназначен для обработки мелких деталей со сложным рельефом.
Листогибочное оборудование подразделяется на мобильное и стационарное.
Стационарные станки используются на крупных предприятиях для производства больших объемов продукции.
Мобильные агрегаты предназначены для изготовления отдельных деталей на стройке или при ремонте объекта. Мобильный станок для загиба листового металла можно изготовить своими руками.
Многолетняя практика показывает, что самодельный агрегат, изготовленный по всем правилам инженерного подхода, ничем не уступает заводским агрегатам.
Чтобы собрать такой станок, требуется определенный набор материалов и инструментов.
Листогиб своими руками
В отличие от агрегатов заводского изготовления, которые рассчитаны на обработку металла большой толщины, самодельный листогиб используется при изготовлении штучных и мелкосерийных деталей.
Изделия чаще всего гнутся из листового алюминия, меди и тонколистовой стали. Оптимальная толщина листов колеблется в пределах 0,5-0,8 мм. С листом большей толщины работать трудно.
1 — основание, 2 — задняя щечка, 3 — изгибаемый лист, 4 — прижим, 5 — зажимной болт, 6 — обжимной пуансон, 7 — ручка-рычаг, 8 — ось, 9 — швеллер для крепления в тисках
Это объясняется тем, что здесь используется ручной привод, мускульная сила человека.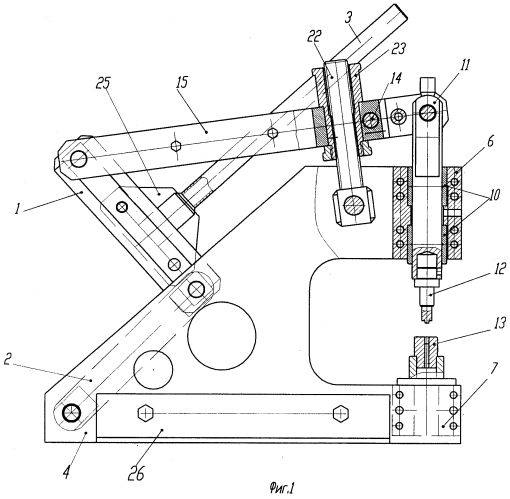
Чтобы придать изделию повышенную прочность, с помощью станка можно сформировать дополнительное ребро жесткости. И при этом избежать резки полос для этого ребра.
Механизм листогибного станка основан на простом принципе. Заготовка фиксируется на основании прижимной рамой. Заготовка – это лист металла.
Выступающая часть листа, которую требуется загнуть на определенный угол, лежит на поворотной балке. Нужно только повернуть эту балку и металл «загнется».
Поворотная балка поднимается и опускается своими руками. В станках заводского изготовления эта функция выполняется с помощью электродвигателя или гидравлического пресса.
Максимальный угол загиба может составлять 180 градусов. Это делается в два приема. За один операционный цикл можно загнуть лист на 120 градусов.
В зависимости от конструкции самодельного станка, прижим заготовки выполняется разными способами. В самом простом механизме применяется стальной уголок.
При изготовлении прижимной рамы потребуется сварочный аппарат для резки деталей по размеру и дрель, для того чтобы просверлить отверстия под установочные болты.
Сделать все операции своими руками не составляет большого труда. При условии, что имеется определенный навык работы с металлом.
Необходимо только должным образом подготовиться к сборке листогибного станка.
Основание для станка
Главным элементом станка для гибки металла является основание. В качестве основы можно взять швеллер, длина которого выбирается по усмотрению мастера.
Для того чтобы обеспечить необходимые условия для работы, этот швеллер крепят на станине. Или приваривают к нему ножки. Важно, чтобы эта конструкция обладала высокой устойчивостью.
Прижимное устройство
При изготовлении прижимного устройства своими руками рекомендуется использовать два уголка — №5 и №3.
Их необходимо соединить между собой с помощью сварки таким образом, чтобы в сечении образовалась жесткая фигура треугольника.
Такая конфигурация обеспечивает жесткость и надежность прижима.
Обжимное устройство
Обжимной пуансон чаще всего изготовляют из уголка №5.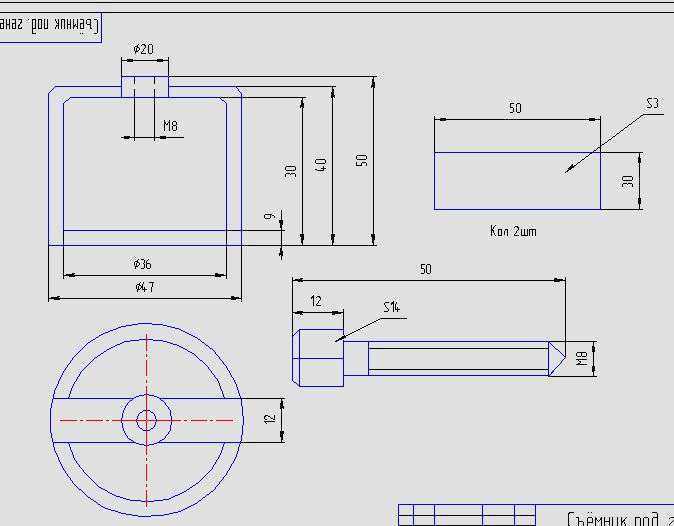 Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Его длина должна быть меньше, чем у прижимного устройства на 10 мм.
Усиливающий рычаг можно сделать из круглого прутка или арматуры. Он имеет форму скобы и приваривается к пуансону.
Это соединение нужно выполнить с высокой прочностью, поскольку нагрузка на него максимальная.
Роликовый нож
В некоторых ситуациях, при работе с рулонным металлом, возникает необходимость отрезать готовые изделия.
Для резки металла после обработки на станок для гибки устанавливается роликовый нож.
Этот узел усложняет конструкцию в целом и потому его применяют редко.
Обслуживание и техника безопасности
Станок для гибки, собранный своими руками, должен обладать следующими характеристиками:
- устойчивость;
- удобство в работе;
- безопасность.
По своей конструкции станок для гибки металла является механизмом повышенной опасности.
При работе на станке необходимо соблюдать соответствующие правила эксплуатации и техники безопасности.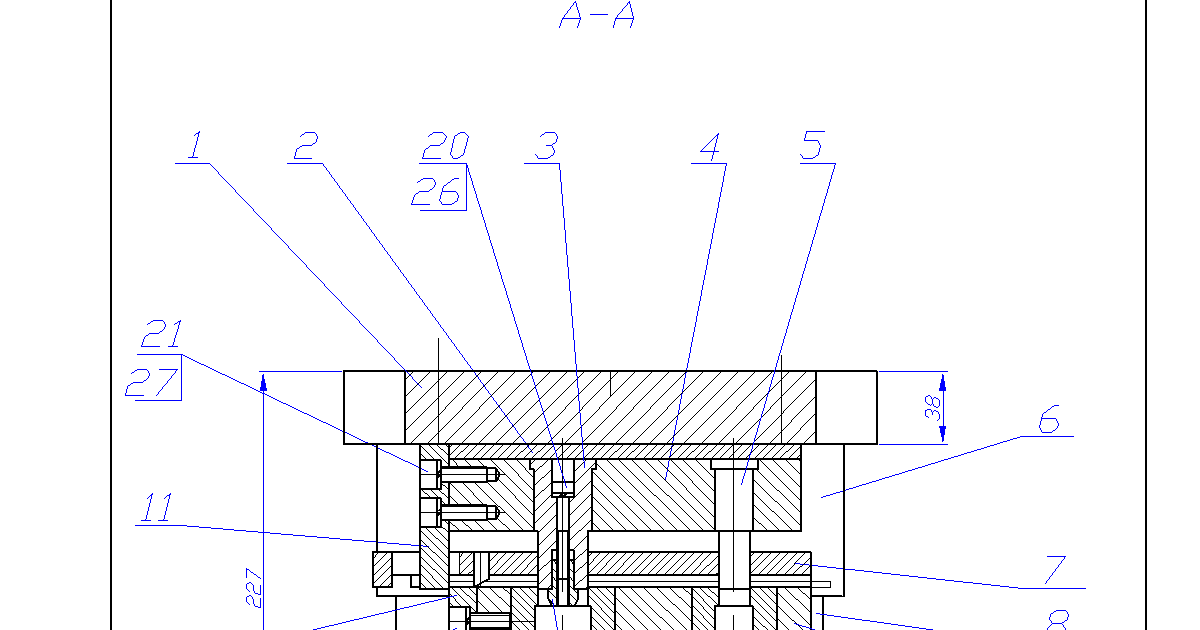 Особенно при выполнении резки заготовок.
Особенно при выполнении резки заготовок.
Перед началом работы необходимо проверить исправность основных узлов.
Доступ посторонних лиц к станку необходимо строго ограничить.
Карта сайта | Металл-Инфо
Карта сайта | Металл-Инфо
Skip to content
Публикации
- Категория: Металлопрокат
- Cварка чугуна электродами – технология, виды стержней
- Алюминиевая проволока для сварки и особенности ее использования
- Алюминиевый П-образный швеллер – характеристики и преимущества
- Анкер клиновой: назначение, характеристики, особенности монтажа
- Анкер распорный: виды, параметры, монтаж, ГОСТ
- Анкер регулировочный по высоте: назначение и особенности монтажа
- Анкер с кольцом: разновидности, характеристики, особенности монтажа
- Анкера для газобетона: выбираем крепеж для пеноблока
- Анкера для кирпичной кладки: разновидности крепежа, нюансы монтажа
- Анкерные болты по бетону: виды, размеры, монтаж
- Анкерный болт с гайкой: параметры, монтаж, ГОСТ
- Анкерный болт с крюком: особенности применения и монтажа
- Анкерный болт: разновидности, применение и особенности монтажа
- Виды заглушек для профильной трубы – пластиковые и металлические
- Виды трубопроводной арматуры – классификация, использование
- Виды электродов по алюминию и правила качественной сварки
- Водогазопроводные трубы (ВГП): виды, характеристики, применение
- Вольфрамовые электроды для аргонодуговой сварки: характеристики, маркировка
- Выбираем электроды для сварки инвертором — советы профессионалов
- Вязальная проволока для вязки арматуры: расход, вес, прочие параметры
- Вязка арматуры – делаем прочный каркас
- Вязка стеклопластиковой арматуры для фундамента: армируем правильно
- Габионы своими руками: пошаговая инструкция и рекомендации по изготовлению
- Гибкие трубы: разновидности и область применения
- Гибочный станок для арматуры своими руками: чертежи, фото, видео
- Гладкая арматура: характеристики, применение, ГОСТ
- Гофрированная нержавеющая труба: производство и особенности применения
- Диаметры нержавеющих труб – ГОСТ и таблица размеров
- Дюбеля для бетона и для кирпича: параметры и нюансы монтажа
- Дюймовая резьба: таблица размеров, маркировка, ГОСТ
- Забивной анкер: конструкция, разновидности, особенности монтажа
- Как крепить анкерный болт: видео, фото, нюансы, советы
- Как легко вытащить анкерный болт из стены: основные приемы
- Как правильно подобрать сверло под дюбель для крепления различных предметов
- Как сделать забор из габионов своими руками: делаем забор из камней в сетке
- Как согнуть арматуру в домашних условиях: варианты, советы, видео
- Как соединить трубы ПНД: виды соединений (фитинги, муфты, сварка) и их особенности
- Квадратная труба из нержавеющей стали: производство, применение, ГОСТ
- Классы прочности болтов: маркировка, классификация, ГОСТ 7798-70
- Коуш для троса и каната – надежная защита от повреждений
- Лист рифленый (чечевица, ромб): незаменимый стальной листовой прокат
- Лист ромбический рифленый: характеристики, производство, ГОСТ
- Листовой прокат
- Листы алюминиевые рифленые: виды, применение, ГОСТ
- Магнитится ли нержавейка: магнитные свойства нержавеющей стали
- Маркировка нержавеющей стали: тонкости обозначения нержавейки
- Мебельные конфирматы: размеры, сверла и отверстия под евровинт (еврошуруп)
- Обсадные трубы для скважин – характеристики, особенности применения
- Обсадные трубы НПВХ для скважин: виды, достоинства и недостатки
- Особенности конструкции и сферы применения стального троса
- Особенности производства и эксплуатации сварных балок
- Плюсы и минусы композитной стеклопластиковой арматуры
- ППУ-изоляция — эффективная теплоизоляция труб: технология, монтаж, оборудование
- Производство и эксплуатация труб НКТ
- Прокат нержавеющий
- Рамный анкер (дюбель): основные параметры и особенности монтажа
- Расход арматуры на 1 м3 бетона фундамента: нормы армирования
- Сортамент квадратных труб и требования ГОСТ 30245-2003
- Сортамент профильных труб – ГОСТ, параметры и применение
- Сортамент швеллеров – таблица размеров, маркировка по ГОСТ
- Сортовой прокат
- Сравнение металлической и стеклопластиковой арматуры: определяем, какая лучше
- Стеклопластиковая арматура: отзывы специалистов, опыт применения
- Стеклопластиковая арматура: характеристики и применение композитной стеклоарматуры
- Технология устройства буронабивных свай с обсадной трубой: особенности монтажа, видео
- Толстостенные стальные трубы — применение и основные характеристики
- Требования ГОСТ 3262-75 к стальным водогазопроводным трубам
- Труба из нержавеющей стали: ГОСТ, характеристики, применение
- Труба квадратная – производство и применение
- Труба нержавеющая бесшовная из стали 12Х18Н10Т: характеристики и ГОСТ 9941-81
- Труба нержавеющая профильная: виды, характеристики, ГОСТ
- Труба нержавеющая тонкостенная: характеристики, применение, ГОСТ
- Трубопрокат
- Трубы из нержавеющей стали для водоснабжения и отопления
- Уголок алюминиевый – классификация и применение
- Упаковочная стальная лента — применение, характеристики, производство
- Фитинги для медных труб: виды, характеристики, особенности монтажа
- Фундамент из стеклопластиковой арматуры: правила армирования
- Фундаментные анкерные болты: ГОСТ, виды, монтаж
- Химический (жидкий) анкер: инструкция по применению, расход, видео
- Что такое габионы и их применение в ландшафтном дизайне: разновидности и особенности монтажа
- Что такое талреп или как выбрать слабину растяжки
- Электроды для сварки нержавейки: варим нержавеющую сталь правильно
- Электроды по алюминию – разновидности и их особенности
- Электросварная труба – характеристики и область применения
- Категория: Насосное оборудование
- Аксиально-поршневые насосы: устройство, принцип работы, плюсы и минусы
- Бензиновые и дизельные мотопомпы для грязной воды: особенности устройства и эксплуатации
- Вакуумный насос своими руками: несколько вариантов изготовления самодельной вакуумной помпы
- Вакуумный насос: принцип работы, устройство, как подобрать
- Вертикальные насосы: виды, конструкция, особенности применения и обслуживания
- Вихревые самовсасывающие насосы для воды: устройство, принцип действия, сферы применения
- Водяная помпа: принцип работы и сферы применения
- Водяной насос своими руками: как сделать самодельную помпу для воды
- Водяные насосы для колодца: разновидности и правила выбора
- Водяные насосы для частного дома и дачи: виды и рекомендации по выбору
- Водяные циркуляционные насосы для отопления – разновидности и особенности установки
- Глубинные насосы для скважин: принцип работы, разновидности, правила выбора
- Датчик сухого хода для насоса: принцип работы и конструкция
- Дизельные мотопомпы для воды: какую модель выбрать
- Дренажные насосы – виды, устройство и характеристики, правила выбора, тонкости ремонта
- Дренажные насосы для откачки грязной воды: погружной или поверхностный – делаем выбор
- Дренажный насос для канализации: виды, принцип действия и особенности применения
- Дренажный насос для откачки воды из колодца: разновидности, нюансы выбора и установки
- Замена скважинного насоса: проблемы при подъеме глубинного насоса из скважины и их решение
- Запчасти для насосных станций: основные неисправности и выбор комплектующих для ремонта
- Как достать насос из скважины: вытаскиваем застрявший или упавший насос
- Как подключить насосную станцию: установка своими руками, схемы подключения к колодцу или скважине
- Как увеличить напор воды в квартире или частном доме: повышаем давление в трубопроводе
- КНС — канализационные насосные станции: монтаж, обслуживание, принцип работы
- Консольные насосы: особенности устройства, правила выбора и обслуживания
- Мембранные (диафрагменные) насосы: принцип работы, разновидности, применение
- Многоступенчатые центробежные насосы: принцип действия, разновидности, преимущества и недостатки
- Мотопомпы для воды: виды, характеристики, правила выбора
- Насос пластинчатый (шиберный): конструкция, виды, принцип работы
- Насосные станции без гидроаккумулятора и с гидроаккумулятором: принцип работы, устройство, преимущества и недостатки
- Насосные станции для воды: выбираем бытовую автоматическую насосную станцию для дома и дачи
- Насосы для водоснабжения частного дома из колодца: виды, советы по выбору и установке
- Насосы для воды: выбираем бытовой насос для скважины или колодца
- Насосы для повышения давления воды в квартире: разновидности, конструкция и особенности применения
- Насосы для скважин 20, 30, 40, 50, 80, 100 метров: особенности конструкции, правила выбора и монтажа
- Насосы для скважин: какой лучше выбрать, виды и характеристики
- Обратные клапаны для воды для насоса: конструкция, виды, монтаж
- Поверхностные насосы для скважины: назначение, конструкция, правила эксплуатации и выбора
- Погружные насосы для воды: разновидности, характеристики и критерии выбора
- Погружные насосы для колодца с автоматикой: характеристики, рекомендации по выбору и установке
- Погружные насосы для колодца: какой лучше выбрать, виды и особенности колодезных насосов
- Погружные насосы для скважины: виды и характеристики бытовых насосов
- Погружные центробежные насосы для скважины: устройство, принцип работы, сферы применения
- Пожарные мотопомпы: виды, устройство и технические характеристики
- Поршневые насосы жидкостные: устройство и принцип работы
- Расчет насоса для системы отопления: подбираем оптимальный насос по ключевым параметрам
- Рейтинг насосных станций для частного дома и дачи: лучшие модели по надежности и уровню шума
- Реле давления воды в системе водоснабжения: устройство, монтаж, настройка
- Ремонт насосных станций своими руками – возможные неисправности и их устранение
- Ремонт центробежных насосов – техническое обслуживание, регулировка, виды неисправностей
- Ремонт циркуляционного насоса для отопления своими руками: основные неисправности и их устранение
- Роторные (ротационные) насосы: разновидности, конструкция, принцип работы
- Установка скважинного насоса: правила монтажа погружного насоса, советы, видео
- Установка циркуляционного насоса в систему отопления: правила и схемы монтажа
- Центробежные насосы для воды: конструкция, принцип действия, правила эксплуатации
- Центробежные насосы: устройство, принцип действия, преимущества и недостатки
- Циркуляционные насосы 12 вольт для отопления: особенности конструкции и преимущества
- Циркуляционные насосы для отопления: разновидности, правила выбора, монтаж
- Циркуляционные насосы для систем отопления: технические характеристики и правила выбора
- Циркуляционный насос для горячей воды (ГВС): принцип работы и правила подбора
- Шнековый насос для скважины: виды и особенности винтовых погружных насосов
- Штанговые глубинные насосы (ШГН): конструкция, принцип работы, разновидности
- Эжектор – что это такое: принцип действия эжекторных насосов, устройство, чертежи
- Эрлифт (аэролифт) для скважины: особенности конструкции, расчет, изготовление своими руками
- Категория: Оборудование для обработки металла
- 1И611П: технические характеристики токарного станка повышенной точности
- Алмазные сверла: виды, особенности, применение сверл с алмазным напылением
- Аргонная сварка своими руками – схема, фото, видео
- Балеринка по кафелю: виды и применение сверла для больших отверстий
- Бормашинки электрические и пневматические: виды, применение для мелких работ
- Бормашины (граверы) для резьбы по дереву: разновидности, особенности, правила выбора
- Борфреза по металлу: разновидности и особенности применения
- Борфрезы (шарошки) по дереву для гравера: виды, назначение, особенности
- Буры для перфоратора по бетону: параметры и правила выбора
- Вальцовка листового металла и изготовление вальцов своими руками
- Вальцовочный станок: виды, изготовление своими руками
- Вальцы для профильной трубы: делаем ручной профилегиб своими руками
- Виды и особенности сверлильно-присадочных станков
- Виды и принцип работы ленточнопильных станков
- Виды и характеристики сварочных инверторов
- Виды крючков для вязания арматуры
- Вощина и вальцы для ее производства: делаем своими руками
- Выбираем настольный токарный станок по металлу для дома
- Гибка профильной трубы: делаем трубогибочный станок своими руками
- Гибочный станок для листового металла своими руками: чертежи, видео
- Гидравлическая маслостанция: классификация, выбор, изготовление своими руками
- Гидравлический листогиб: виды станков, особенности их конструкции, популярные модели
- Гидравлический пресс для опрессовки кабельных наконечников: конструкция и принцип действия
- Гидравлический пресс из домкрата своими руками – как сделать, чертежи, варианты изготовления
- Гидравлический пресс с электроприводом своими руками: комплектующие и сборка
- Гидравлический цилиндр – устройство, принцип работы, расчет усилия
- Гидравлический цилиндр для пресса: принцип действия и разновидности
- Гидроцилиндр своими руками для проветривания теплиц – термопривод из амортизатора, газлифта и другие варианты
- Гравер электрический: устройство, принцип работы и выбор инструмента
- Граверы электрические: какой же из них лучше выбрать?
- Делаем пескоструйную камеру своими руками: чертежи, комплектующие, сборка
- Делаем стойку для дрели своими руками: инструкция, чертежи, видео
- Долбежные станки по металлу: устройство, особенности, изготовление своими руками
- Дорновый трубогиб: виды трубогибов с дорном и их преимущества
- Заточка сверла по бетону: способы, параметры, углы
- Заточка сверла по металлу: как правильно заточить сверло в домашних условиях
- Зенковка – виды инструмента и особенности обработки зенкованием
- Зиговочный станок: конструкция, изготовление своими руками, чертежи
- Изготовление гидравлического пресса своими руками: чертежи, фото, видео
- Изготовление пеллет своими руками в домашних условиях – процесс производства и необходимое оборудование
- Изготовление плоскошлифовального станка своими руками
- Изготовление профилегиба своими руками — чертежи самодельного станка
- Изготовление самодельного сверлильного станка из рулевой рейки
- Изготовление самодельного споттера из аккумулятора и втягивающего реле
- Изготовление станка для заточки сверл в домашних условиях: делаем точилку своими руками
- Изготовление фрезера из болгарки своими руками: материалы и алгоритм сборки
- Изготовление фрезерного стола своими руками: чертежи, видео и фото
- Инвертор Foxweld Master 202 – характеристики и особенности эксплуатации
- Инвертор для дома и дачи: выбираем правильно
- Инверторные сварочные аппараты: выбираем лучший по отзывам покупателей
- Инверторные сварочные аппараты: какой лучше и как выбрать
- Инструмент для притирки клапанов (шарошки, зенковки) и его применение
- Как и чем вырезать отверстие в кафельной плитке под розетку или трубу: варианты, советы
- Как и чем сверлить керамогранитную плитку: выбираем сверла и коронки
- Как правильно вставить и вытащить сверло в перфоратор, шуруповерт и дрель
- Как просверлить кафельную плитку, чтобы не треснула: видео, фото, советы
- Как просверлить отверстие в стекле в домашних условиях: разбираем все варианты
- Как развальцевать медную трубку: способы, инструмент, советы
- Как развальцовать тормозную трубку своими руками: инструкция, инструмент, видео
- Как сделать аппарат для точечной сварки из обычной микроволновки
- Как сделать бормашину своими руками: инструкция по сборке и видео
- Как сделать гравер своими руками – комплектующие и порядок сборки
- Как сделать сверлильный станок своими руками
- Как сделать соковыжималку для яблок своими руками: комплектующие и сборка
- Как сделать споттер своими руками – схема, видео, фото и рабочие примеры
- Как сделать трубогиб своими руками – чертежи, фото и видео
- Как сделать фрезер из дрели своими руками: комплектующие, этапы изготовления, видео
- Какой компрессор нужен для пескоструйного аппарата: основы выбора
- Классификация металлорежущих станков – все об оборудовании для обработки металла
- Классификация сверлильных станков с ЧПУ: виды и особенности
- Клещи – инструмент универсального типа: разновидности и их особенности
- Клещи для обжима наконечников проводов: обжимной инструмент — виды, особенности, выбор
- Конструктивные особенности токарного станка ТВ 16
- Конструкция и изготовление своими руками 3-х валковой листогибочной машины
- Конструкция и характеристики вертикально-сверлильного станка 2С132
- Координатный стол для сверлильного станка: виды, изготовление своими руками
- Копировально-фрезерный станок – устройство, изготовление своими руками
- Корончатые сверла по металлу: виды, особенности, критерии выбора
- Кромкогиб ручной своими руками: чертежи, разновидности станка
- Лазерный гравер — основные параметры, особенности применения и выбора
- Лазерный гравер своими руками: материалы, сборка, установка программного обеспечения
- Лазерный резак для резки фанеры, дерева, металла своими руками: советы по сборке
- Ленточно-шлифовальный станок: изучаем и делаем своими руками
- Листогибочный станок – делаем ручной листогиб своими руками
- Лифт для фрезера: несколько вариантов изготовления своими руками
- Малогабаритный фрезерный станок с ЧПУ – конструкция и основные особенности
- Мебельные кондукторы и шаблоны для точной и быстрой сборки мебели
- Мебельный кондуктор для сверления отверстий: виды, изготовление своими руками
- Межфланцевые обратные клапаны: назначение, конструктивные особенности и производители
- Мембранно-вакуумный пресс: виды, принцип действия, изготовление своими руками
- Монтаж металлопластиковых труб своими руками: виды соединений и инструмент
- Насадка для заточки сверл на дрель — конструкция приспособления и особенности применения
- Насадка на дрель для ощипывания домашней птицы: виды и особенности
- Насадки для гравера – разновидности, назначение, особенности применения
- Насадки на дрель для резки металла: виды, особенности, применение
- Насадки на дрель: разновидности приспособлений и особенности их применения
- Настольные фрезерные станки с ЧПУ – мини-станки по металлу и другим материалам
- Настольный сверлильный станок НС-12: характеристики и конструкция
- Нужно ли устанавливать обратный клапан при установке счетчиков воды
- Оборудование для производства топливных брикетов из опилок и других видов сырья
- Оборудование для хромирования – что нужно для нанесения хрома
- Обратные клапаны для отопления: лепестковые, дисковые, подъемные, шариковые
- Обратный клапан для воды: принцип действия, конструкция и разновидности
- Обратный клапан муфтовый: особенности конструкции и сферы применения
- Обратный клапан фланцевый: применение, виды, преимущества и недостатки
- Обратный клапан шаровой: конструкция, разновидности, сфера применения
- Особенности заточки ленточных пил
- Особенности и плюсы инвертора Fubag IN 163
- Особенности конструкции аргонодуговых сварочных аппаратов
- Особенности применения гибкого вала для гравера, дрели и шуруповерта
- Патрон для дрели: как снять, заменить, разобрать – видео, фото
- Патроны для перфоратора под сверло и переходники-адаптеры: виды, особенности
- Патроны для перфоратора: разновидности, устройство, разборка
- Пеллетный станок: виды и особенности станков для производства пеллет
- Перосъемная насадка на дрель своими руками: инструкция по изготовлению и видео
- Перьевое (перовое) сверло по дереву: виды и особенности эксплуатации
- Пескоструй из Керхер: насадка для мойки высокого давления Karcher
- Пескоструй своими руками: чертежи, видео, инструкция по изготовлению
- Плоскошлифовальные станки — конструкция и способы шлифовки металла
- Пневматический пресс своими руками: делаем пневмопресс из газлифта офисного кресла
- Победитовые сверла: виды, особенности, критерии выбора
- Подставки и органайзеры для сверл: делаем своими руками и храним сверла правильно
- Полуавтомат из сварочного инвертора своими руками: схема, фото, видео
- Предохранительный обратный клапан для компрессора: виды, конструкция, изготовление своими руками
- Пресс для вина своими руками: как сделать пресс для винограда
- Пресс для масла холодного отжима: изготовление своими руками и применение в домашних условиях
- Пресс для топливных брикетов своими руками: варианты и чертежи самодельного брикетировщика
- Пресс-фитинги для металлопластиковых труб: разновидности, выбор, особенности монтажа
- Прессы для отжима сока из яблок, винограда, фруктов и ягод: виды, изготовление своими руками
- Применение и характеристики сверлильного мини-станка
- Принцип работы и устройство сварочного инвертора
- Принципиальная схема сварочного инвертора: разбираемся в деталях
- Приспособления для ручного фрезера: что можно сделать своими руками или купить
- Производство пеллет: оборудование, технология, пеллетная линия
- Производство профлиста: серьезное оборудование и ручные станки
- Прокатные станы – основные виды и конструкция
- Работа гравером по дереву и другим материалам: видео, выбор гравера и уход за ним
- Радиально-сверлильные станки – характеристики и конструктивные особенности
- Радиально-сверлильный станок 2М55: характеристики и документация
- Развертки по металлу: основные разновидности и особенности применения
- Рейтинг надежности сварочных инверторов: бюджетные и профессиональные модели
- Реле протока воды для насоса: характеристики, принцип действия, установка
- Ремонт инверторного сварочного аппарата своими руками
- Ручной гидравлический пресс для автосервиса – виды гаражных прессов, их особенности и характеристики
- Ручной листогиб ЛГС 26 – характеристики, особенности, распространенные неисправности
- Ручной фрезер по дереву: какой лучше выбрать и как правильно с ним работать
- Ручные трехвалковые вальцы своими руками: чертежи, фото, видео
- Самодельные приспособления для заточки сверл – собираем станок своими руками
- Самодельные слесарные тиски: видео, фото, чертежи
- Самодельный гриндер – делаем ленточно-шлифовальный станок своими руками
- Самодельный обратный клапан: подробно о том, как сделать обратный клапан своими руками
- Самодельный пистолет для пескоструйной обработки: устройство, инструкция, видео
- Самодельный токарный станок по металлу своими руками: чертежи, фото, видео
- Самодельный трубогиб для профильной трубы – схема, чертежи, видео
- Самодельный фрезерный станок с ЧПУ: собираем своими руками
- Сварочные инверторы «Ресанта»: разбираемся в аппаратах известной марки
- Сварочные инверторы Gysmi: обзор популярных моделей
- Сварочный инвертор Ресанта САИ-160 – определяемся с выбором
- Сварочный инвертор Ресанта САИ-190: отзывы, характеристики, модификации
- Сварочный инвертор Ресанта САИ-220: характеристики, схемы, отзывы покупателей
- Сварочный инвертор Ресанта САИ-250 – характеристики и особенности
- Сварочный инвертор Сварог ARC 205: характеристики и обслуживание
- Сварочный инвертор своими руками: схемы и инструкция по сборке
- Сварочный осциллятор — устройство и изготовление своими руками
- Сверла для глубокого сверления – пушечные, ружейные, эжекторные
- Сверла для перфоратора: сверлим бетон и металл правильно
- Сверла по бетону для дрели: чем и как лучше сверлить бетон
- Сверла по дереву: виды, особенности конструкции и применения
- Сверла по кафелю и особенности сверления керамической плитки
- Сверла по металлу кобальтовые: сверлим нержавейку в домашних условиях
- Сверление квадратных отверстий — сверло Уаттса и принцип треугольника Рёло
- Сверлильно-фрезерные станки — характеристики, устройство, особенности
- Сверлильные станки
- Сверлильный станок для печатных плат своими руками: чертежи, фото, видео
- Сверлильный станок на магнитной подошве: виды и особенности магнитных станков
- Сверло (фреза) Форстнера по дереву: рановидности, правила выбора, заточка
- Сверло для керамической плитки: виды, правила работы со сверлами для кафеля
- Сверло по камню: сверлим гранит, мрамор и другие виды камня
- Сверло по металлу: виды, маркировка, правила выбора, производители
- Сегментные листогибы — виды и конструкция
- Смазка редуктора и буров для перфоратора: правильный уход за инструментом
- Современные фрезерные станки по металлу – виды, особенности, назначение
- Соединение «шип-паз»: шипорезное приспособление и фрезы для ручного фрезера
- Соединительные гильзы для опрессовки проводов: виды, особенности, инструмент для обжима
- Сопло для пескоструя: правила выбора и изготовление своими руками
- Специализированные фрезеры: присадочный, ламельный, дюбельный, для шкантов
- Споттер из старой микроволновки: как сделать своими руками
- Станок для изготовления топливных брикетов: оборудование для производства евродров из различного сырья
- Станочные тиски для сверлильного станка: виды, особенности
- Стойки для заточки сверл: конструкция и виды оборудования
- Столярные тиски для верстака: делаем своими руками
- Твердосплавные сверла по металлу: виды, особенности, критерии выбора
- Технические характеристики вертикально-сверлильного станка 2Н118
- Технические характеристики вертикально-сверлильного станка 2Н135
- Технические характеристики и возможности вертикально-сверлильного станка 2А135
- Технические характеристики и паспорт вертикально-сверлильного станка 2Н125
- Технические характеристики и паспорт радиально-сверлильного станка 2А554
- Технические характеристики радиально-сверлильного станка 2К52
- Технические характеристики токарно-винторезного станка ИЖ-250
- Технические характеристики токарного станка ДИП 300
- Технические характеристики токарного станка ИТ-1М
- Технические характеристики точильно-шлифовального станка 3Б634
- Типы штамповочных прессов и специальное оборудование для ковки
- Токарно-винторезный станок 16Б16КП — технические характеристики, устройство
- Токарно-винторезный станок 16К20 и его технические характеристики
- Токарно-винторезный станок 1А616: характеристики, устройство, паспорт
- Токарно-винторезный станок 1А62 — характеристики, устройство, эксплуатация
- Токарно-винторезный станок 1В62Г – технические характеристики и устройство
- Токарно-винторезный станок 1К62: технические характеристики, паспорт
- Токарно-винторезный станок 1М61: характеристики, устройство, особенности
- Токарно-карусельные станки – назначение, устройство, популярные модели
- Токарно-револьверные станки – назначение, характеристики, модели
- Токарно-фрезерные обрабатывающие центры по металлу — универсальные станки с ЧПУ
- Токарные станки
- Токарные станки –классификация, основные типы, техника безопасности
- Токарные станки после капитального ремонта: восстановление и эксплуатация
- Токарные станки с ЧПУ – современные технологии в обработке металла и дерева
- Токарный станок 1М63 — технические характеристики и устройство
- Токарный станок из дрели своими руками – инструкция с чертежами, фото и видео
- Топливные брикеты своими руками: варианты сырья, технология, оборудование
- Топливные брикеты: плюсы и минусы, разновидности, свойства, производство
- Топливные пеллеты (гранулы) – разновидности, особенности, производство
- Точильно-шлифовальный станок 3К634: технические характеристики
- Трубогиб для медных труб: виды, изготовление своими руками
- Труборасширитель: назначение, разновидности и характеристики инструмента
- Углы заточки сверла по металлу: таблица для правильной геометрии инструмента
- Устройство и особенности эксплуатации сверлильных станков
- Устройство и технические характеристики токарного станка ТВ-320
- Устройство и характеристики токарно-винторезного станка
- Устройство токарного станка по металлу – конструкция, схема, основные узлы
- Учебный токарно-винторезный станок ТВ-6: технические характеристики и устройство
- Учебный токарный станок ТВ-7: технические характеристики и устройство
- Фитинги для металлопластиковых труб: разновидности и особенности монтажа
- Фреза своими руками: изготовление самодельных фрез по дереву
- Фрезер для врезки дверных замков и петель: настройка, шаблоны и фрезы, видео
- Фрезерно-гравировальные станки с ЧПУ – виды, изготовление своими руками
- Фрезерные станки
- Фрезерные станки с ЧПУ — виды и особенности
- Фрезерный станок по металлу своими руками: чертежи, видео, фото
- Фрезы для изготовления вагонки, филенок и для работ по камню при помощи ручного фрезера
- Фрезы по дереву для дрели: виды и параметры
- Фрезы по дереву для ручного фрезера: виды, особенности, применение
- Фрезы по металлу для дрели: виды, конструкция, правила выбора
- Характеристики и паспорт настольного сверлильного станка 2М112
- Цанга для ручного фрезера: виды, назначение и особенности применения
- Цанговые зажимы для соединения труб: разновидности фитингов и их особенности
- Цанговые фитинги: виды, конструкция, сферы применения, особенности монтажа
- Цанговый патрон для станка: разновидности, конструкция, принцип действия
- Цанговый патрон своими руками: комплектующие и порядок изготовления
- Цекование отверстий: виды цековок, ГОСТ 26258-87
- Что такое сварочный инвертор: всё о компактных сварочниках
- Шабер слесарный: назначение и виды инструмента для шабрения
- Шарошки для правки шлифовальных кругов: виды и принцип действия
- Шарошки по металлу для бытовой дрели: виды и особенности применения
- Шлифовальные станки – разновидности, назначение, особенности
- Шпиндель для настольного фрезерного станка с ЧПУ своими руками
- Штамповочный пресс для листового металла: виды, конструкция, принцип работы
- Электростамеска – многофункциональный инструмент для домашнего мастера
- Ювелирные вальцы: виды, назначение, изготовление своими руками
- Категория: Обработка металла
- Азотирование стали: назначение, технология и разновидности процесса
- Аппарат для сварки алюминия – нюансы настройки оборудования и тонкости работы
- Аргонная (аргонодуговая) сварка – технология, принцип работы, обрудование
- Вальцовка (вальцевание) труб и металла: особенности технологии
- Виды и особенности токарной обработки металла
- Виды фрез по металлу для фрезерного станка – классификация, особенности
- Волочение проволоки: технология и оборудование — волочильные станы и станки
- Все о цементации металла на примере стали
- Выбор сварочного инвертора – ценные рекомендации специалистов
- Гальваника и гальваническое покрытие: оборудование, виды, назначение
- Гальваника своими руками в домашних условиях: технология и оборудование
- Геометрия токарного резца – углы, поверхности, плоскости
- Гибка проволоки: вручную и на проволокогибочных станках
- Гидроабразивная резка металла
- Горячая объемная штамповка металла: суть и преимущества технологии
- Горячее цинкование металла: технология, оборудование, ГОСТ
- Делаем контактную сварку из микроволновки своими руками
- Диаметр отверстия под метрическую резьбу: таблица размеров по ГОСТ
- Дорнование отверстий, стволов, труб: назначение и разновидности
- Закалка металла в домашних условиях: закаливаем сталь правильно
- Закалка ножа в домашних условиях: видео, инструкция, советы
- Закалка топора в домашних условиях – видео, фото, нюансы
- Заточка токарных резцов по металлу – подробная инструкция с видео и фото
- Зенкер и зенкерование – что это такое
- Из чего состоит сварочный электрод – виды покрытий, маркировка, классификация
- Инструкция по сварке алюминия аргоном для начинающих специалистов
- Как варить нержавейку полуавтоматом в среде углекислого газа: видео, советы
- Как восстановить хром: очистка и реставрация хромированного покрытия
- Как гнуть профильную трубу своими руками в домашних условиях
- Как закалить нержавейку в домашних условиях: видео, советы, нюансы
- Как и чем паять нержавейку в домашних условиях: советы, видео, фото
- Как правильно варить металл сварочным инвертором: видео-уроки и советы
- Как правильно выбрать сверло по металлу
- Как правильно нарезать резьбу метчиком: алгоритм, рекомендации, таблицы размеров
- Как просверлить нержавейку в домашних условиях: видео, фото, советы
- Как сварить нержавейку с черным металлом: особенности технологии
- Как сделать пружину в домашних условиях своими руками
- Канавочные токарные резцы – ГОСТы, разновидности, производители
- КГШП (кривошипный горячештамповочный пресс): характеристики и особенности
- Классификация резцов для токарного станка по металлу — виды, назначение
- Металлизации пластмасс: разновидности технологий и их особенности
- Метрическая резьба: таблица размеров и параметры по ГОСТ
- Наклеп и нагартовка: особенности и отличия видов упрочнения металла
- Нарезание резьбы на токарном станке – резцы, метчики, плашки, головки и гребенки
- Никелирование в домашних условиях (химическое и гальваническое)
- Обработка металлов давлением – ОМД: разновидности и особенности технологии
- Обработка отверстий: виды операций и используемый инструмент
- Особенности закалки различных видов стали – способы, температура, прочие нюансы
- Особенности сварки алюминия инвертором в домашних условиях
- Особенности сварки алюминия полуавтоматом – технология и оборудование
- Особенности цинкования стали по методу Сендзимира
- Пайка алюминия в домашних условиях – чем и как паять, флюсы, припои
- Пассивирование металла: назначение, технология, методы
- Пескоструйная обработка и очистка металла: оборудование и технология
- Песок для пескоструя: выбираем пескоструйный абразив правильно
- Покрытие золотом в домашних условиях: методы золочения
- Принцип работы бесцентрового шлифования и используемые станки
- Притирка и доводка – точная подгонка ответственных деталей
- Протяжки и протяжные станки для обработки металла протягиванием
- Профессия вальцовщика – требования и умения
- Прочие виды обработки металла
- Развальцовка труб: тонкости технологии и основные инструменты
- Развертывание отверстий – разновидности и особенности операции
- Резка металла
- Сварка
- Сварка алюминия – как правильно варить алюминий в домашних условиях
- Сварка аргоном – особенности технологии и сварочное оборудование
- Сварка аргоном – технология и видео уроки для начинающих
- Сварка под флюсом – нюансы технологии, достоинства и недостатки
- Сверла центровочные – характеристики, применение, ГОСТ
- Серебрение в домашних условиях: обзор способов покрытия серебром
- Сменные твердосплавные пластины для токарных резцов: виды, маркировка, ГОСТы
- СОЖ (смазочно-охлаждающие жидкости) для токарных станков
- Ступенчатое (конусное) сверло по металлу: выбор, применение, заточка
- Термодиффузионное цинкование металла: технология, оборудование, плюсы и минусы
- Термообработка металла
- Технология газовой сварки металлов: материалы, техника
- Технология лазерной резки металла – оборудование, особенности, видео
- Технология сварки нержавейки аргоном – важные особенности и тонкости
- Технология сварки углеродистых сталей: тонкости процесса и рекомендации
- Типы и характеристики абразивных кругов
- Токарная обработка
- Токарная обработка металла — все о технологии токарных работ
- Флюс бура для пайки: как применять, ГОСТ
- Химическая металлизация: технология, выполнение в домашних условиях
- Химическая обработка
- Химическое хромирование: технология и проведение в домашних условиях
- Холодная сварка для алюминия – разновидности, советы по применению
- Холодная сварка для металла – применяем правильно
- Холодная штамповка металла: технология, виды, оборудование
- Холодное цинкование металла: технология, ГОСТ, популярные составы
- Хромирование – декоративное покрытие металла хромом: технология, виды
- Хромирование автомобильных колесных дисков: способы и последующий уход
- Хромирование пластика в домашних условиях: технология и советы
- Хромирование своими руками в домашних условиях: технология, видео
- Цианирование и нитроцементация стали: назначение и особенности технологии
- Цинкование металла: разновидности, проведение в домашних условиях
- Шабрение (шабровка) металла – точное выравнивание поверхности
- Шевингование – обработка зубчатых колес: оборудование, нюансы процесса
- Шлифование
- Штамповка листового металла (горячая и холодная): виды, оборудование
- Штамповка металла – технология, разновидности, оборудование, ГОСТ
- Электродуговая сварка – виды, методы, технология
- Электроды МР-3 – характеристики и особенности использования
- Электроды Э42 — характеристики, особенности работы, стоимость
- Категория: Разное
- Делаем арочный навес без оборудования
- Делаем профилегибочный станок своими руками
- Делаем самодельный токарный станок по дереву
- Делаем фрезерный стол своими руками
- Делаем шлифовальный станок своими руками
- Изготовление лифта для фрезера
- Изготовление откатных ворот своими руками
- Изготовление трубогиба в домашних условиях
- Как варить нержавейку при помощи самодельного сварочного аппарата
- Как варить тонкостенные квадратные трубы при помощи электродуговой сварки
- Как выбрать универсальную СОЖ
- Как изготовить копировальный станок своими руками
- Как мыть детали после обработки в условиях домашней мастерской
- Как нагреть деталь при помощи сварочного инвертора
- Как отрегулировать силу сварочного тока по внешнему виду сварного шва
- Как правильно выбрать токарный станок, бывший в употреблении
- Как сварить ферму своими руками
- Как сделать из круглой трубы овальную
- Как сделать самодельную станину для болгарки
- Как сделать самодельную стойку для дрели
- Как сделать станок для холодной ковки
- Как согнуть трубу без трубогиба
- Какие сварочные электроды используют в качестве присадочной проволоки
- Каковы возможности станка 1К62 в нарезании резьбы
- Какой способ гибки труб наиболее экономичный
- Какую технологию выбрать для сварки труб с металлическими листами
- Куда присоединять провод массы и как обеспечить фиксацию деталей при сварке
- Почему не работает кулер сварочного инвертора
- Ремонтируем батарею отопления без спуска воды из системы
- Стоит ли переделывать толстостенные трубы большого диаметра в листовой металл
- Категория: Сталь
- HSS-стали — особенности, марки, обозначения, расшифровка
- Быстрорежущие инструментальные стали: марки, характеристики, маркировка
- Высоколегированная сталь – марки, характеристики, применение
- Высокоуглеродистая сталь: характеристики, свойства, марки и маркировка
- Жаростойкие стали: состав и марки жаропрочных сплавов
- Классификация углеродистых сталей: марки, маркировка, свойства, применение
- Легированные стали: классификация и маркировка
- Марки нержавеющей стали — классификация, расшифровка
- Марки стали – таблица с маркировкой и расшифровкой
- Мартенсит и мартенситные стали: структура, кристаллическая решетка, свойства
- Пищевая нержавеющая сталь: марка и особенности применения
- Производство стали – технология, этапы, оборудование
- Сварка нержавейки в домашних условиях: варианты, советы, видео
- Способы обработки нержавеющей стали: наиболее востребованные варианты
- Сталь углеродистая обыкновенного качества: марки, маркировка, ГОСТ
- Сталь углеродистая: состав, классификация, ГОСТ
- Углеродистые инструментальные стали: свойства и область применения
- Углеродистые конструкционные стали: классификация, свойства, применение
- Характеристики и марки инструментальных сталей
- Категория: Цветные металлы и сплавы
- Бронза
- Бронза – состав, свойства и производство сплава
- Бронза – состав, свойства и характеристики сплава
- Бронзовая краска на основе бронзовой пудры: приготовление и применение
- Бронзовый прокат (лист, круг, лента, проволока): применение, свойства
- Как и чем почистить изделия из бронзы в домашних условиях
- Как и чем чистить латунь в домашних условиях
- Как и чем чистить медь от окиси в домашних условиях: самые эффективные способы
- Как отличить бронзу от латуни: состав, характеристики, особенности
- Какова температура плавления меди и ее сплавов
- Латунные фитинги: виды, особенности, применение
- Латунный лист: характеристики, применение, ГОСТ
- Латунный профиль: основные виды и область применения
- Латунь
- Латунь – состав, марки, характеристики сплава
- Латунь ЛС59-1: характеристики и состав сплава, ГОСТ
- Латунь марки Л63: расшифровка, характеристики сплава, ГОСТ
- Литье из бронзы: технология художественного бронзового литья
- Марки меди – характеристики, маркировка и ее расшифровка
- Медная руда и технология добычи чистой меди
- Медь
- О теплопроводности меди и ее сплавов
- Основной цвет и оттенки меди
- Пайка латунью: как и чем правильно паять латунь
- Пайка медных труб своими руками – инструкция и видео
- Патинирование (чернение, состаривание) меди, латуни и бронзы своими руками
- Плавление меди в домашних условиях: пошаговая инструкция, видео
- Плотность и удельный вес меди – единицы измерения, расчет веса
- Плотность латуни, ее цвет и другие свойства и характеристики
- Сварка латуни аргоном: особенности технологии и практические советы
- Свойства бронзы: цвет, плотность, марки, маркировка, применение
- Температура плавления и литье бронзы в домашних условиях
- Температура плавления латуни и бронзы: плавка в домашних условиях
- Томпак: состав и характеристики сплава
- Труба латунная: параметры, производство, ГОСТ
- Удельное сопротивлене меди и ее влияние на свойства металла
- Уникальные свойства бериллиевой бронзы
- Физические и химические свойства меди
- Характеристики и применение латуни – сплава меди с цинком
- Эксплуатационные характеристики и преимущества медных труб и фитингов для водопровода
Страницы
- Карта сайта
- Контакты сайта
- О нашем проекте
- Правообладателям
Лебедка своими руками электрическая, ручная, из стартера
Изготовление лебедки
Было решено делать два барабана для равномерной намотки троса. Для изготовления щёк барабанов были приобретены разборные шкивы генератора ВАЗ.
Для изготовления щёк барабанов были приобретены разборные шкивы генератора ВАЗ.
Хотя такие шайбы можно изготовить и самому, но мне такой вариант понравился больше. Подшипники не понадобились.
Также был куплен трос длиной 10 м.
Вал с соответствующими шлицами найти не удалось, да особо и не искал, поэтому просто решил сделать вал из трубки и вварить её в шестерню.
Вал вставлялся в шестерню с зазором, чтобы его выбрать я решил сделать проставку из тонкостенной трубки.
Из тонкостенной трубки вырезал центрирующую вставку.
Так выглядит установленный вал.
Приварил вал к шестерне, остудил всю конструкцию в отработке. В отверстиях от заклёпок была нарезана резьба под винты.
Теперь нужно было расширить отверстия во внутренних щёках барабанов, для этого нужен токарь. Или хороший сверловщик)
Подготовленные к установке щёки.
Для уменьшения размеров конструкции шляпки винтов были спилены почти под корень, что дало экономию 11 мм и значительное уменьшение количества грязи, попадающей между щёками и корпусом трещётки.
А та грязь, которая туда всё равно попадёт, будет выходить обратно при шприцевании механизма. С помощью обломков отрезного круга толщиной 1 мм выровнял зазор между щёками и корпусом и обварил.
Получилось примерно так.
Для вида слегка покрасил.
Первая намотка троса. Пока вручную, вряд ли в работе так же аккуратно будет наматываться.
Регулировать длину троса я решил, просто вытягивая излишки в сторону. Концы троса пропаял и слегка загнул.
Сначала я хотел найти какой-нибудь блок для троса, но решил сделать просто уравнитель с крюком, т.к. трос наматывается практически равномерно.
Для направляющих троса я решил использовать внутренние обоймы от однорядных шариковых подшипников.
Распилив внешние обоймы, извлёк внутренние, зачем-то распилив и их.
Направляющие решил приварить к полосе.
С обратной стороны приварил крюк, заранее подобрав такое положение, в котором место зацепа крюка будет находиться на одной линии с направляющими.
Покрасил для вида.
Решил провести небольшое испытание.
Специально закапываться не стал, но заторможенную машину такая лебёдка тянет. Если понадобится большее усилие, то на одном конце троса можно сделать петлю и накинуть её на барабан. Вместо уравнителя использовать блок. Таким образом наматываться будет одна сторона троса, вторая будет скользить по барабану. В этом случае блок даст удвоенную тягу.
Советы, касающиеся сборки и эксплуатации
При сборке самодельной лебёдки следует внимательно отнестись ко всем деталям. Это позволит избежать возможных неприятных последствий, которые могут проявиться из-за некачественной конструкции.
Ни в коем случае не надо форсировать процесс сборки. Как говорится, поспешишь — людей насмешишь
Лучше потратить лишний час, чтобы уже точно разобраться во всём, чем потом пожинать плоды своей поспешности.
Нужно обратить внимание на коммутацию и монтаж электрической проводки
Пульт управления лебёдкой рекомендуется закрепить подальше от вращающихся деталей
Это снизит риск получения травм, которые могут быть впоследствии получены по неосторожности или в результате поспешных действий.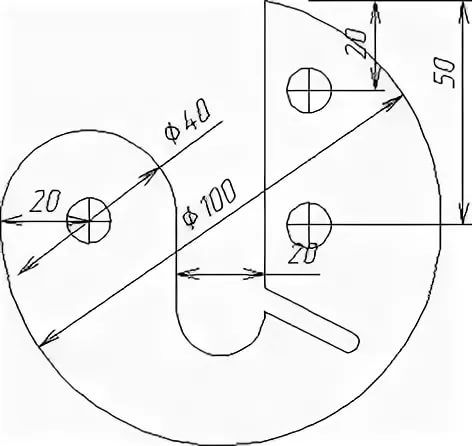
Использование ручной рычажной лебёдки
Чтобы переместить груз в кузов автомобиля, волоком перетащить тушу зверя или вызволить застрявший на бездорожье автомобиль, используют ручную рычажную лебёдку. Монтажники называют её «лягушкой».
Можно приобрести готовое приспособление, но мастера-самоделкины делают устройство своими руками. Конструкция состоит из рамы с закреплённым внутри барабаном, к которому прикрепляется звёздочка от храпового механизма. К валу барабана присоединяется рукоятка, при многократном движении рычага груз поднимается как бы скачками, отсюда и название устройства. Храповик не позволит сорваться грузу.
Лебёдка для колодца
Приспособление, с помощью которого осуществляется подъём и опускание ёмкости в колодцах, также является лебёдкой. Это один из самых старых вариантов лебёдочной конструкции.
Сделать такое устройство можно из простейших материалов – бревна и рукоятки. Бревно используется в качестве барабана. Но, для большей производительности и долговечности лучше делать барабан из металлической трубы.
На торцы барабана монтируется вал. В случае использования бревенчатого барабана, в его торцы нужно забить стальной прут достаточно большой толщины. С одной из сторон вала крепится рукоятка.
На барабане надёжно фиксируется трос, цепь или прочная верёвка. Концы вала монтируются в посадочные места в колодце.
Как сделать лебедку из стартера
Как уже было указано ранее, наибольшей популярностью в среде автовладельцев пользуются электрические лебедки. Поэтому далее я расскажу, как при помощи базового набора материалов и собственных рук сделать лебедку с электрическом приводом. А главным помощником и, собственно, основным материалом для этого является автомобильный стартер. Я рекомендую использовать стартер, который в своей конструкции уже располагает планетарным редуктором. Если старые жигули еще не были разобраны на детали, то это, пожалуй, последний случай, когда они будут полезны для водителя, ведь именно в них находится такой стартер.
Итак, чтобы сделать лебедку из стартера, необходим следующий набор материалов:
- барабан, который можно выполнить из трубы: к ним следует приварить щечки, толщина которых будет варьироваться в пределах 4-5 мм;
- шестерни;
- трос;
- редуктор;
- сварочный аппарат;
- болгарка;
- металлические лист, предназначенный для осуществления монтирования всей конструкции;
- электропроводка;
- измерительные приспособления;
- собственно, сам стартер.

Далее я приведу пошаговую инструкцию создания лебедки из стартера старого ненужного автомобиля (или, как вариант, стартер можно приобрести в качестве отдельного механизма):
Создать площадку (желательно из толстого листа стали), на которой будет происходить монтирование всех составляющих.
Конструкция
Прежде чем приступать к изготовлению лебедки своими руками следует рассмотреть особенности конструкции. Устройство лебедки для авто может существенно отличаться, к примеру, по типу используемого привода при изготовлении.
Классическая конструкция автомобильной или мотолебедки имеет следующие особенности:
- Барабан, на который проводится накручивание применяемой лебедки. Лебедки самодельные для автомобиля могут иметь различные размеры применяемого барабана. Стоит учитывать, с увеличением его размера можно проводить наматывание большого количества троса, но и нагрузка также повышается.
- Привод. Конструкция предусматривает создание усилия, за счет которого и происходит наматывание троса.
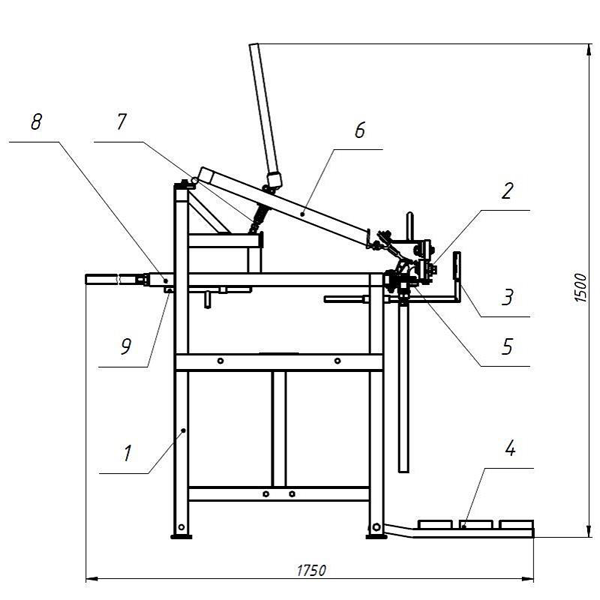 Существуют самые различные схемы привода, все они обладают определенными достоинствами и недостатками.
Существуют самые различные схемы привода, все они обладают определенными достоинствами и недостатками. - Очень часто устанавливается редуктор. Она предназначен для повышения передаваемого усилия на барабан.
- Чертежи предусматривают и наличие самой различной основы. Стоит учитывать, что шасси должно обладать высокой устойчивостью к нагрузке, надежно крепиться к основанию.
- Самодельная таль.
Скачать чертежи, по которым будет проводится создание конструкции можно в интернете. Технология сборки во многом зависит от сложности реализуемого проекта.
Лебедки для автомобилей: виды
Лебедка очень часто играет роль механизма для подъема грузов. С ее помощью можно перемещать их посредством волока по горизонтали. Конструкция нужна не только для того, чтобы вытаскивать автомобили из грязи или песка, ведь есть разные ее виды, не только автомобильные, но о данном материале речь идет только о них.
Если вы планируете собирать такой механизм своими руками, то должны знать, что есть разные вариации, которые отличаются такими параметрами, как:
- технические характеристики;
- габариты;
- особенности конструкции.

На основании этих параметров есть несколько видов лебедок. Так, некоторые из них бывают ручными и представляют собой очень простую конструкцию, собрать которую своими руками не составит труда. Также они легко устанавливаются, имеют компактные параметры и не требуют больших вложений.
Но, с другой стороны, ручные изделия – самые трудозатратные. Ведь их применение требует немало физических сил. С помощью такого механизма можно перемешать грузы весом до одной тонны, но есть и исключения. Такая разновидность универсальна, в пути происходят разные случаи, и она может всегда прийти на помощь, но если ситуация слишком трудная, то такая конструкция не всегда сможет выручить.
Лебедки механического типа
Механические конструкции работают за счет силы мотора. Такой вариант достаточно надежен, но для тех, кто активно путешествует по плохим дорогам, он подходит не всегда. При большой мощности конструкция достаточно габаритная. Такие самодельные конструкции очень редко устанавливаются на автомобили, которые изначально были без лебедок, другие же машины уже оснащены механическими приспособлениями.
Читать также: Мангал смокер из газовых баллонов своими руками
Электрические и гидравлические лебедки
Наиболее популярными среди автомобилистов являются электрические лебедки. Они оснащены барабаном, вращение которого обусловлено электромотором, а он, в свою очередь, питается за счет автомобильного аккумулятора. При их использовании главное — не переборщить в плане энергии двигателя и не израсходовать ее до того момента, когда вы достигнете пункта назначения. Характеристики лебедки наиболее оптимальны во всех отношениях, с их помощью можно поднимать грузы весом свыше 4 тонн. Своими руками можно сделать лебедку даже для УАЗ, которая придет на помощь в трудных ситуациях.
Наиболее сложными в отношении конструкции являются гидравлические лебедки. Они оснащены такими приспособлениями, как:
Лебёдка из стартера своими руками: чертежи, фото изготовления
Для изготовления самодельной лебёдки автор использовал стартер от ВАЗ 21015. Двигатель от стартёра авто рассчитан на кратковременную работу и быстро перегревается, но вполне подходит для изготовления электролебёдки.
Также нам понадобится понижающий редуктор от перфоратора, найти редуктор можно на блошином рынке, в данной самоделке автор взял редуктор от старой дрели советского производства с передаточным числом 1 х 20.
Вал двигателя нужно соединить с валом редуктора, сделать это можно с помощью переходной муфты и шплинтов или просто приварить их сваркой.
Собран в единый корпус.
Теперь сделаем барабан для лебёдки из куска металлической тубы и листового металла толщиной — 3 мм.
В трубе закреплён болт под крепление троса.
Из металла вырезаем два круга с отверстием по середине и привариваем их к трубе.
К барабану нужно приварить шестерню с валом. В этой самоделке вал с шестернёй взят со списанного механизма задвижки нефтепровода.
Барабан вращается на двух подшипниках которые приварены к крышкам станины лебёдки.
Боковые крышки.
Барабан с шестернёй в сборе.
Как вариант можно взять чертежи барабана ручной лебёдки.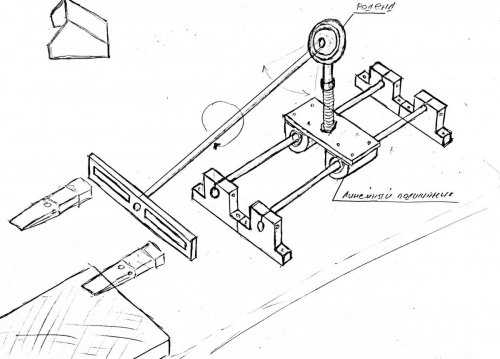
Чтобы трос не слетал с барабана к корпусу лебёдки привариваем направляющую проушину.
Установлены шпильки.
Редуктор закреплён на станине лебёдки, автор прикрепил редуктор с помощью трубного клуппа под нарезку резьбы.
Сопоставляем шестерёнку вала редуктора с шестерёнкой барабана. Передаточное число шестерни 1 х 5.
Схема подключения реверса на лебёдке.
Наматываем трос на барабан, толщина троса 6 – 10 мм.
Самодельная лебёдка из стартера спокойно вытащит легковой автомобиль из грязи в том числе и УАЗ «буханку».
Автор самоделки: Николай Евдокимов.
Интересное видео: автор показывает свою самодельную лебёдку из стартера ВАЗ 21010
Популярные самоделки на нашем сайте
- Кровать машина своими руками: чертежи, фото изготовления
- Гриндер своими руками: чертежи, пошаговые фото изготовления
- Печь ракета своими руками для гаража: чертежи,…
- Ленточно-дисковый шлифовальный станок своими руками:…
- Лебёдка из стартера
- Самодельная лебедка из стартера
- Лебёдка своими руками (15 фото)
- Зернодробилка из болгарки: чертежи для изготовления и фото
- Самодельная 4G антенна: чертежи, размеры, фото и…
- Багги из ВАЗ своими руками: 39 фото изготовления
- Стойка для цветов своими руками: фото изготовления
- Солнечный коллектор своими руками: 19 фото изготовления
Лебёдка из дрели
Электропривод даже недорогих дрелей имеет подходящий крутящий момент, однако его обороты слишком высокие.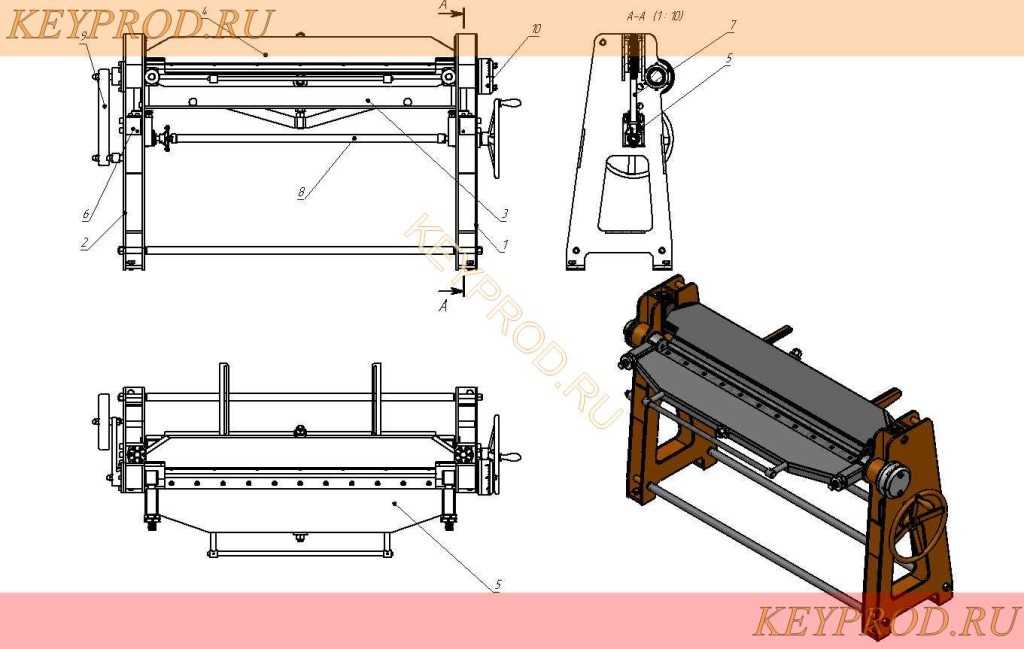 Поэтому, чтобы сделать лебёдку, нужно использовать регулятор мощности. Лебёдка из дрели не подходит для длительной эксплуатации из-за перегрева.
Поэтому, чтобы сделать лебёдку, нужно использовать регулятор мощности. Лебёдка из дрели не подходит для длительной эксплуатации из-за перегрева.
Конструкция соответствует устройству простой ручной лебёдки. Но, в данном случае для приведения барабана в движение применяется дрель. К барабану крепится вал, фиксирующийся в патроне дрели.
Эксплуатировать агрегат можно только в домашних условиях, поскольку дрели подключаются к бытовой электросети. Существуют и модели на АКБ, но их мощности не хватит для перемещения тяжёлых грузов.
Изготовление системы с универсальным приводом
Система с ручным приводом проста в изготовлении. Из особых навыков от мастера требуется только владение сварочным аппаратом. Для работы подойдёт любой металл. Внешний вид устройства не столь важен, главное — это работоспособность и устойчивость к большой нагрузке. Рама не должна деформироваться.
Материалы и инструменты:
- Прямоугольная труба для рамы.
- Вал для барабана, можно использовать трубку круглого сечения.
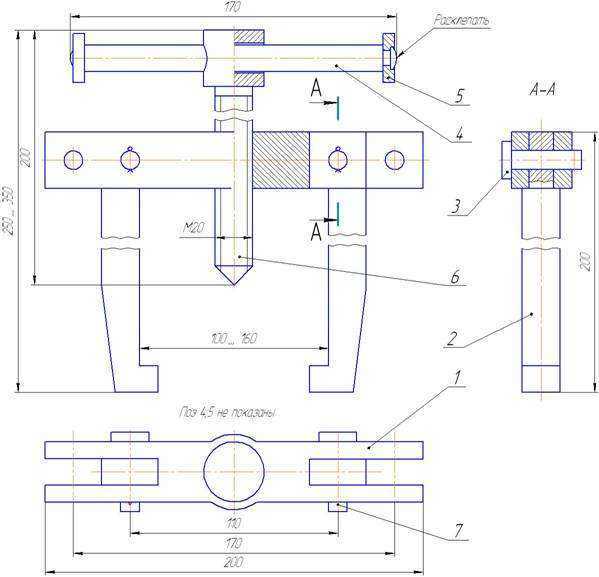
- Лист металла толщиной не менее 3 мм для изготовления дисков барабана.
- Шпильки с резьбой М10-М12 длиной 24 см – 6 штук, гайки.
- Трубка диаметров 14 мм – 6 одинаковых отрезков 20 см.
- Звёздочки — большая и малая. Цепь.
- Ступицы, чтобы закрепить барабан на валу, а вал закрепить на раме.
- Рычаг для привода.
- Трос с карабином.
- Сварка и электроды.
- Болгарка и шлифовальный диск к ней.
- Краска и грунтовка.
- Гаечные ключи в наборе.
Некоторые материалы лучше приобрести — например, трубки для шпилек и вала. Остальное можно подобрать со старых механизмов — автомобилей или мотоциклов. Металл сгодится любой, даже бывший в употреблении.
Порядок изготовления:
Набрасывают чертёж, поскольку так будет проще ориентироваться при сборке — не нужно будет стоять в догадках над полуготовым изделием и думать о том, как поступить дальше.
Вырезают детали рамы из трубы сечением 2 на 2 см. Соединяют между собой части рамы строго перпендикулярно. Срез на заготовках выполняют под углом в 45 градусов.
Срез на заготовках выполняют под углом в 45 градусов.
Укладывают заготовки рамы на ровной поверхности. Места соединений точечно прихватывают сваркой, после чего проверяют, правильно ли всё установлено. Углы соединений должны быть строго 90 градусов. При отсутствии точности делают поправки, а затем приваривают детали.
Окалину удаляют болгаркой со шлифовальным кругом. Готовую раму зашкуривают, а затем покрывают грунтовкой. После высыхания последней металл красят эмалью в 2 слоя. Можно использовать обычную краску. Цель — защитить металл от коррозии, поскольку условия эксплуатации будут непростыми, с грязью и влагой.
Создание барабана. Берут лист металла и вырезают 2 круга, их диаметр около 30 см. На каждом круге необходимо делать 7 отверстий:Одно в центре. Диаметр должен соответствовать размеру вала.
6 отверстий на расстоянии 7 см.
Скрепляют диски между собой при помощи шпилек. Шпильку просовывают в отверстие одного диска в вертикальном положении. На шпильки надевают трубки диаметром 14 см, а на них устанавливают второй диск. Шпильки необходимо не просто закрепить гайками, а дополнительно усилить контргайками — для надёжности соединений.
Шпильки необходимо не просто закрепить гайками, а дополнительно усилить контргайками — для надёжности соединений.
Барабан готов, теперь монтируют вал. Его делают из металлической трубы, но можно взять готовое изделие от любого механизма. Последний вариант предпочтительнее: поскольку точность заводской детали выше, вибрации барабана будут маленькими или отсутствовать вовсе.
С внешней стороны барабана на вал монтируют звёздочку большого диаметра. Подойдёт звёздочка из КПП мотоцикла. Чтобы закрепить барабан на раме, внешние стороны вала должны быть со ступицами.
Барабан в сборе с валом монтируют через ступицы на раму. Закрепляют конструкцию болтами. Перед монтажом барабана следует подготовить на раме площадку. На неё будет установлен привод — ручной или электрический. При использовании электропривода на площадку ставят двигатель, на валу которого закреплена малая звёздочка.
Часто ставят универсальный привод: с обратной стороны выходного вала электромотора ставят рукоятку
При отсутствии электричества лебёдку можно будет крутить вручную.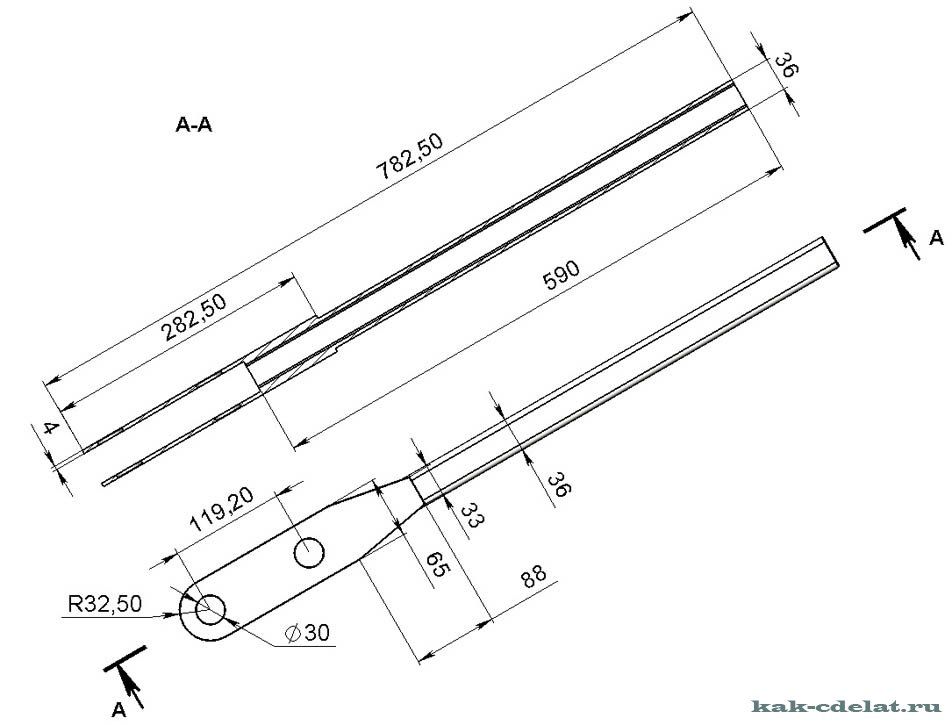
Важно правильно натянуть цепь. Провисать она не должна, но и сильное натяжение недопустимо — так звёздочки будут быстрее изнашиваться, а возможен и разрыв цепи
Проверяют натяжение цепи прокруткой барабана — цепь не должна сдерживать его вращение, когда разматывают трос.
Закрепляют конец троса на валу и наматывают его на барабан. На другой, свободный конец троса, вешают карабин.
На один из концов рамы крепят хвостовик. С его помощью лебёдку закрепляют на раме автомобиля.
Лебёдка создаётся за день. Поскольку она будет установлена на внедорожник, то и условия эксплуатации будут соответствующие. Чтобы на барабан не попала грязь и осадки, его закрывают кожухом. Так механизм дольше прослужит, а трос не будет изнашиваться.
Конструкция простая, надёжная, её легко сделать самостоятельно. Да, в ней отсутствует возможность изменения передаточного числа, нет реверса и иных дополнительных функций. Созданная своими руками электролебёдка способна перетащить тяжёлый груз по местности, будь то автомобиль или иная тяжесть.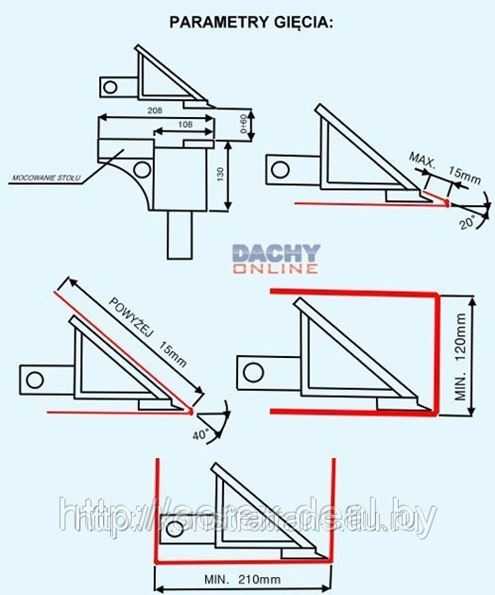
Для чего нужна лебёдка?
Если же автомобиль таким устройством не оснащён, то его можно приобрести и установить на своё транспортное средство. Но вполне можно сделать лебёдку своими руками. Многие автолюбители уже пользуются самодельными лебёдками из стартера. Между прочим, большинство утверждает, что самодельные лебёдки даже надёжнее, чем их заводские аналоги.
Существует несколько типов такого устройства. Различаются эти типы в зависимости от энергии, приводящей исполнительный механизм в движение. Нельзя сразу взять и сказать, какой из существующих типов лебёдки может называть предпочтительным и лучшим, так как они применяются в разных ситуациях.
Процесс изготовления
Выбрав конкретный двигатель для самодельной лебедки и самовытаскивателя, найдя к нему редуктор, необходимо приступать к производству основных деталей конструкции. Первым делом стоит задаться вопросом, из чего сделать барабан для намотки троса? Его можно изготовить из корпуса цилиндрического двигателя или из стальной трубы подходящего диаметра. В данном случае легче найти кусок с диаметром 100 мм. Это оптимальный вариант.
Первым делом стоит задаться вопросом, из чего сделать барабан для намотки троса? Его можно изготовить из корпуса цилиндрического двигателя или из стальной трубы подходящего диаметра. В данном случае легче найти кусок с диаметром 100 мм. Это оптимальный вариант.
Далее, необходимо изготовить фланцы для барабана, которые привариваются к нему. В них жёстко вставлен вал, который опирается на несущую конструкцию — раму лебедки через подшипники. Вал посредством муфты соединяется со вторичным валом редуктора, корпус которого жестко присоединен к раме лебедка. К ней же закрепляется мотор.
Следует помнить о том, что планетарный и циклический редукторы требуют применения тормозных муфт, для чего можно использовать соленоид и тормозные щетки, которые будут прижиматься к валу. Тормоз нужен для того, чтобы более точно выполнять любые действия с лебедкой, особенно когда необходимо максимально аккуратно выполнять подъем или опускание груза.
К барабану необходимо прикрепить трос, для чего сверлится в трубе отверстие, куда продевается его один конец и механически закрепляется в цилиндре. Он пройдет через направляющее ушко, для плавности хода можно использовать дополнительный ролик. Если необходимо увеличить тяговое усилие, то можно использовать систему роликов. В таком случае конструкция лебедки усложнится и увеличится.
Он пройдет через направляющее ушко, для плавности хода можно использовать дополнительный ролик. Если необходимо увеличить тяговое усилие, то можно использовать систему роликов. В таком случае конструкция лебедки усложнится и увеличится.
Управление работой лебедки организуется дистанционно пультом на радиочастоте или проводным способом. Можно купить готовые радиомодули приема/передачи сигналов или изготовить их самостоятельно. Проще и надёжнее воспользоваться проводным пультом. Вам потребуется задействовать всего 2 кнопки: намотки троса и смотки его.
Если имеется тормоз, то он обычно включается автоматически, когда отпускается какая-нибудь кнопка и выключается при их нажатии.
Процесс изготовления
Выбрав конкретный двигатель для самодельной лебедки и самовытаскивателя, найдя к нему редуктор, необходимо приступать к производству основных деталей конструкции. Первым делом стоит задаться вопросом, из чего сделать барабан для намотки троса? Его можно изготовить из корпуса цилиндрического двигателя или из стальной трубы подходящего диаметра.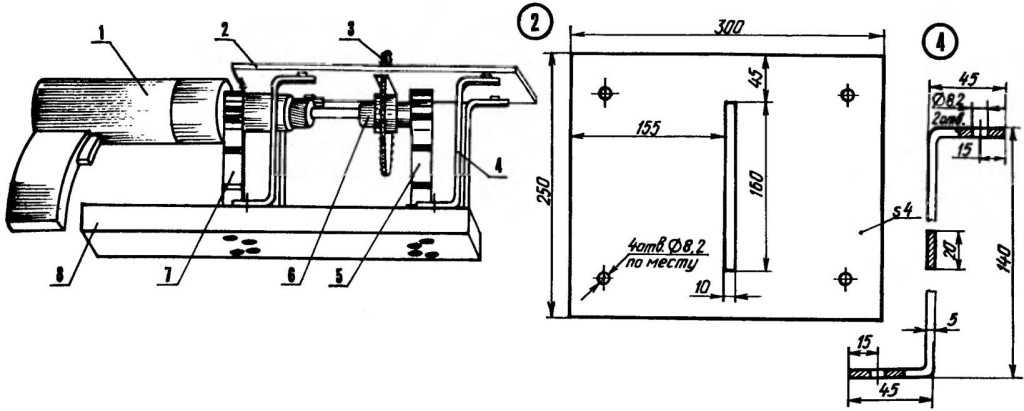 В данном случае легче найти кусок с диаметром 100 мм. Это оптимальный вариант.
В данном случае легче найти кусок с диаметром 100 мм. Это оптимальный вариант.
Далее, необходимо изготовить фланцы для барабана, которые привариваются к нему. В них жёстко вставлен вал, который опирается на несущую конструкцию — раму лебедки через подшипники. Вал посредством муфты соединяется со вторичным валом редуктора, корпус которого жестко присоединен к раме лебедка. К ней же закрепляется мотор.
Следует помнить о том, что планетарный и циклический редукторы требуют применения тормозных муфт, для чего можно использовать соленоид и тормозные щетки, которые будут прижиматься к валу. Тормоз нужен для того, чтобы более точно выполнять любые действия с лебедкой, особенно когда необходимо максимально аккуратно выполнять подъем или опускание груза.
К барабану необходимо прикрепить трос, для чего сверлится в трубе отверстие, куда продевается его один конец и механически закрепляется в цилиндре. Он пройдет через направляющее ушко, для плавности хода можно использовать дополнительный ролик. Если необходимо увеличить тяговое усилие, то можно использовать систему роликов. В таком случае конструкция лебедки усложнится и увеличится.
Если необходимо увеличить тяговое усилие, то можно использовать систему роликов. В таком случае конструкция лебедки усложнится и увеличится.
Управление работой лебедки организуется дистанционно пультом на радиочастоте или проводным способом. Можно купить готовые радиомодули приема/передачи сигналов или изготовить их самостоятельно. Проще и надёжнее воспользоваться проводным пультом. Вам потребуется задействовать всего 2 кнопки: намотки троса и смотки его.
Originally posted 2018-07-04 07:36:32.
Изготовление
Многие автомобилисты придерживаются мнения, что самодельные лебедки более надежные и долговечные. Если и приобретать подобную конструкцию на авто, то следует отдавать предпочтение дорогим вариантам исполнения от известных производителей.
Важным конструктивным элементом можно назвать барабан, на который наматывается трос. Изготовить барабан для лебедки можно своими руками при применении трубы определенного диаметра в качестве сырья. Толщина стенок трубы должна быть не менее 3 мм, так как в противном случае барабан под воздействием нагрузки деформируется. В данном случае понадобится сварочный инструмент, так как щеки крепятся именно сваркой.
Изготавливая лебедку своими руками также приходится проводить установку редуктора. Сегодня самодельный редуктор встречается крайне редко, так как проще всего его снять с другого механизма. В большинстве случаев проводится установка редукторов, которые применяются для открытия и закрытия дверей троллейбусов. При отсутствии подобного механизма к рассматриваемой задаче можно приспособить и другие разновидности редуктора.
Необходимые детали подбираются в зависимости от выбранного чертежа.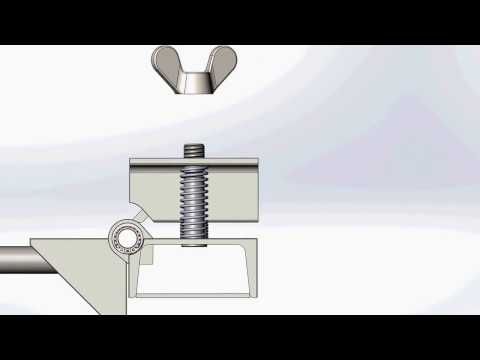 К примеру, лебедка из дрели обладает своими особенностями, в большей степени подходит для мотоцикла, так как установленные механизм не рассчитан на высокую нагрузку. Рассматривая способы изготовления стоит учитывать, что в большинстве случаев применяется сварка для создания неразъемного соединения. Однако, сама конструкция к бамперу крепится зачастую болтами, так как нужно обеспечить возможность для обслуживания.
К примеру, лебедка из дрели обладает своими особенностями, в большей степени подходит для мотоцикла, так как установленные механизм не рассчитан на высокую нагрузку. Рассматривая способы изготовления стоит учитывать, что в большинстве случаев применяется сварка для создания неразъемного соединения. Однако, сама конструкция к бамперу крепится зачастую болтами, так как нужно обеспечить возможность для обслуживания.
Типы лебедок
В продаже можно встретить самые различные варианты исполнения лебедки. Основной классификацией принято считать то, какой устанавливается привод. По этому показателю выделяют следующие конструкции:
- Электрические конструкции на сегодняшний день получили самое широкое распространение. Это связано с тем, что подобная конструкция способна работать под весьма высокой нагрузкой. Как правило, питание установленного электромотора проходит от аккумулятора транспортного средства, а блок управления может быть расположен внутри автомобиля или снаружи.
- Механическая лебедка проще всего в изготовлении.
 Большое распространение получила червячная конструкция, когда для передачи усилия и его увеличения устанавливается редуктор. Небольшая автолебедка механического типа предназначена для небольшого усилия.
Большое распространение получила червячная конструкция, когда для передачи усилия и его увеличения устанавливается редуктор. Небольшая автолебедка механического типа предназначена для небольшого усилия. - Гидравлическая. Встречаются и конструкции гидравлического типа. Их принцип работы основан на подаче жидкости под большим давлением, за счет чего происходит перемещение подвижного элемента. Как правило, гидравлический привод устанавливается на конструкцию, предназначенную для транспортировки груза.
Чаще всего самодельная конструкция имеет механический привод, так как он проще в изготовлении и установке.
Ручная
Ручная лебедка своими руками довольно проста в изготовлении, что определило ее широкое распространение. Основным недостатком конструкции можно назвать ее довольно большие габаритные размеры. Ручная барабанная лебедка может существенно выходить за пределы автомобиля, а для ее установки требуется специальные бампер с широким посадочным местом.
Не стоит забывать также о том, что конструкция имеет ручной привод.
На момент, когда автомобиль застрял одновременно тянуть и управлять им не получится. Именно поэтому рассматриваемая конструкция сегодня встречается все реже.
Чертеж ручной лебедки
Электрическая
Как ранее было отмечено, довольно большое распространение получила конструкция с электрическим приводом. Это связано с тем, что самодельная электролебедка комфортна в использовании и рассчитана на достаточно высокую нагрузку. Ее особенностями назовем следующие моменты:
- Высокий показатель КПД определяет то, что конструкция эффективнее справляется с поставленными задачами.
- В качестве источника усилия может использоваться отдельный электродвигатель или генератор. При выборе варианта исполнения, при котором подключение лебедки проводится через генератор, следует быть осторожным, так как этот узел транспортного средства важен и не выдерживает перегрузок.
- Электрическая автомобильная лебедка должна обладать высоким крутящим моментом. Кроме этого, уделяется довольно много внимания показателю потребления энергии.
 Это связано с тем, что в неподвижном состоянии транспортного средства большая часть питания будет поступать не от генератора, а аккумулятора. Слишком высокий показатель электропотребления может стать причиной быстрой разрядки аккумулятора. Однако, слишком низкий показатель электропотребления может стать причиной существенного снижения мощности устройства.
Это связано с тем, что в неподвижном состоянии транспортного средства большая часть питания будет поступать не от генератора, а аккумулятора. Слишком высокий показатель электропотребления может стать причиной быстрой разрядки аккумулятора. Однако, слишком низкий показатель электропотребления может стать причиной существенного снижения мощности устройства.
В последнее время большой популярностью стали пользоваться варианты исполнения, которые могут питаться от источника энергии 12 вольт. В подобном случае устройство лебедки подключается к прикуривателю или соответствующей розетке в автомобиле при ее наличии.
Гидравлическая
Гидравлическая лебедка считается наиболее сложным вариантом исполнения, так как конструкция представлена сочетанием следующих элементов:
- Барабана с тросом.
- Механического элемента, передающего вращение барабану.
- Гидравлического привода.
- Масляным насосом или компрессором.
- Баком для масла.
Кроме этого, подобная автомобильная лебедка довольно сложна в изготовлении, имеет большие размеры.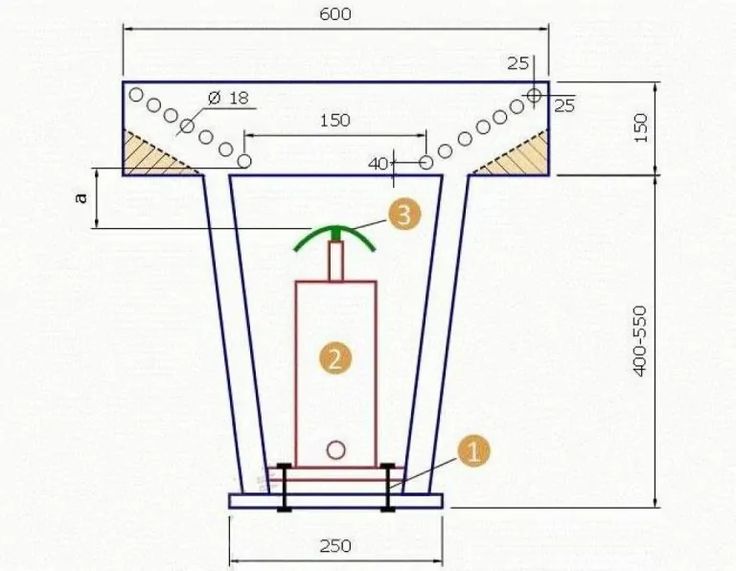 Сложность конструкции также определяет необходимость в выполнении периодического обслуживания.
Сложность конструкции также определяет необходимость в выполнении периодического обслуживания.
Преимуществом варианта исполнения с гидравлическим приводом можно назвать низкий показатель энергопотребления и более высокую мощность. Лебедку подобного типа целесообразно устанавливать только на крупные внедорожники, которые имеют высокий показатель снаряженной массы. Кроме этого, конструкция подходит для автомобилей, которые часто применяются для движения по пересеченной местности.
Особенности установки лебедки на авто
К каждому автомобилю приходится придумывать свою крепежную конструкцию. Она должна обеспечивать монтаж лебедки к машине даже после попадания ее в глубокую грязь. Кроме того, места крепления должны быть исключительно надежными, чтобы не нарушить целостность автомобиля в процессе буксировки.
- Наиболее оптимальным вариантом будет установка лебедки на верхнюю поверхность бампера. Такая схема становится возможной только при наличии надежного и прочного металлического бампера.
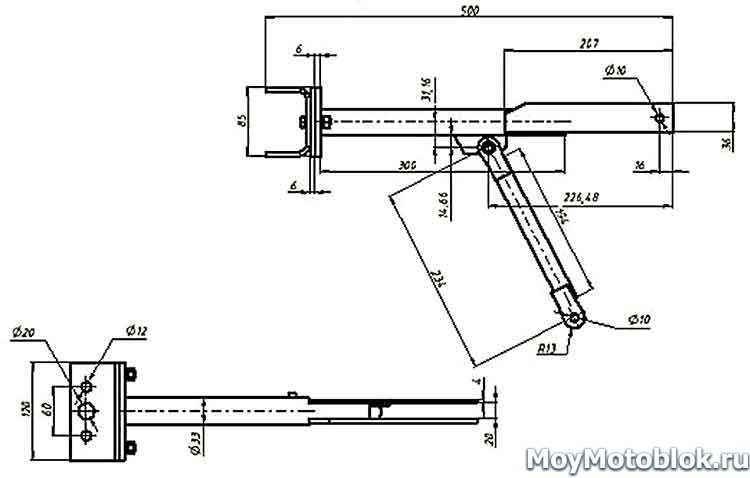 Для монтажа сначала необходимо приставить лебедку к месту крепления и сделать разметку. Затем при помощи электродрели в бампере делаются сквозные отверстия. Крепится механизм к автомобилю при помощи болтов и гаек.
Для монтажа сначала необходимо приставить лебедку к месту крепления и сделать разметку. Затем при помощи электродрели в бампере делаются сквозные отверстия. Крепится механизм к автомобилю при помощи болтов и гаек. - Не все бамперы делаются настолько прочными, чтобы на них можно было установить лебедку. В таких случаях необходимо делать специальные кронштейны, которые крепятся к раме или лонжеронам транспортного средства. Однако лучше всего вывести площадку для установки лебедки над бампером. Если автомобиль глубоко увязнет, то можно будет прикрепить лебедку и вытащить авто из трясины. При низко расположенном креплении сложнее будет установить механизм и освободить машину из грязевого плена.
Владельцу автомобиля желательно предусмотреть площадку для крепления лебедки и в задней части машины. Ведь не всегда подходящая опора для привязывания троса будет находиться спереди.
При выборе лебедки автомобилист должен руководствоваться характеристиками своего автомобиля. Не любая промышленная модель идеально подойдет к машине. Поэтому придется сделать доработку магазинной продукции или мастерить свою конструкцию. В любом случае сделанная и установленная лебедка должна без проблем справляться с извлечением транспортного средства из болота или песка.
Поэтому придется сделать доработку магазинной продукции или мастерить свою конструкцию. В любом случае сделанная и установленная лебедка должна без проблем справляться с извлечением транспортного средства из болота или песка.
Разновидности подъемных устройств
Общим у блочка для подъема груза и строительного крана является использование идеи увеличения силы – правила рычага. Для того чтобы уравновесить груз на короткой стороне рычага, нужно приложить к длинной его стороне усилие меньше настолько, насколько короткое плечо меньше длинного. Соотношение сил на концах рычага называется передаточным числом.
Уравновесить и даже поднять тяжесть можно с усилием меньше его веса, но проделанный концом длинного рычага путь будет длиннее, чем у короткого, настолько же, насколько меньше сил для подъема было приложено. Выигрыша в работе (F1*L1=F2*L2) нет, но это и не требуется.
Использование закона Архимеда воплощается в разные подъемные механизмы, а как — зависит от назначения подъемника. Конструкции различаются по передаточному числу, принципу передачи усилия, мобильности, прочности, используемой энергии. Самые востребованные для самостоятельного изготовления виды:
Конструкции различаются по передаточному числу, принципу передачи усилия, мобильности, прочности, используемой энергии. Самые востребованные для самостоятельного изготовления виды:
- полиспасты;
- барабанные конструкции;
- рычажный механизм.
Разновидности лебёдок
В зависимости от ситуации можно использовать разные типы лебёдок, которые отличаются приводящими механизм в действие энергиями. Принцип работы в данном случае единый – стальной трос наматывается на барабан, который может вращаться вручную или посредством редуктора двигателя. Как заводская, так и самодельная лебёдка из стартера может быть ручной, гидравлической или электрической.
Действие механической или ручной лебёдки основано на силе мотора. В плане надёжности данному варианту нет равных. Однако любители отдыхать в условиях бездорожья не особо жалуют такой механизм из-за больших габаритов. Если такая лебёдка изначально предусмотрена в транспортном средстве, водитель будет чувствовать себя максимально защищённым, но не выберет такой вариант при самостоятельной установке механизма.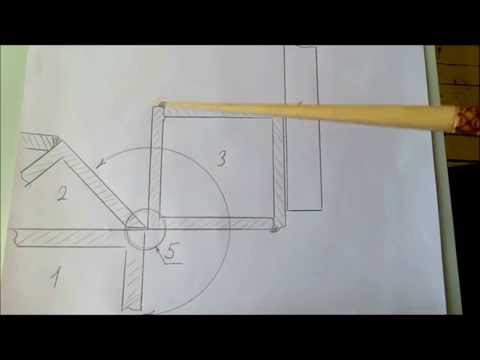 Несмотря на тот факт, что изготовленная ручная лебёдка своими руками будет мощной, она занимает слишком много места в машине.
Несмотря на тот факт, что изготовленная ручная лебёдка своими руками будет мощной, она занимает слишком много места в машине.
Электрические варианты пользуются среди водителей внедорожников наибольшим спросом. Барабан вращается посредством электрического мотора, получающего питание от автомобильного аккумулятора
При работе с такими механизмами важно следить за зарядом аккумулятора и оставить достаточно ресурса, чтобы доехать домой. Такие лебёдки отличаются практичностью и рассчитаны на поднятие груза весом до 4 тонн
Именно электрический вариант чаще всего выбирают, если выполняется лебёдка своими руками.
Конструкция гидравлической лебёдки наиболее сложная за счёт дополнительных элементов в виде масляного насоса, бака для масла и гидропривода. Собрать такой механизм самостоятельно сложнее остальных, к тому же лебёдка получается слишком громоздкой. Тем не менее данный вариант обладает и преимуществами, среди которых минимальное потребление энергии в сочетании с высокой мощностью. Целесообразность использования гидравлических лебёдок наблюдается при эксплуатации мотоблоков, тракторов или внедорожников.
Целесообразность использования гидравлических лебёдок наблюдается при эксплуатации мотоблоков, тракторов или внедорожников.
Что лучше, универсальный ручной листогиб или специализированный? – Компания СКС-Мастер
Стандартные листогибочные оправки станка можно заменять другими сменными приспособлениями для гибки замкнутых контуров или труб
Массивные станки имеют простую конструкцию.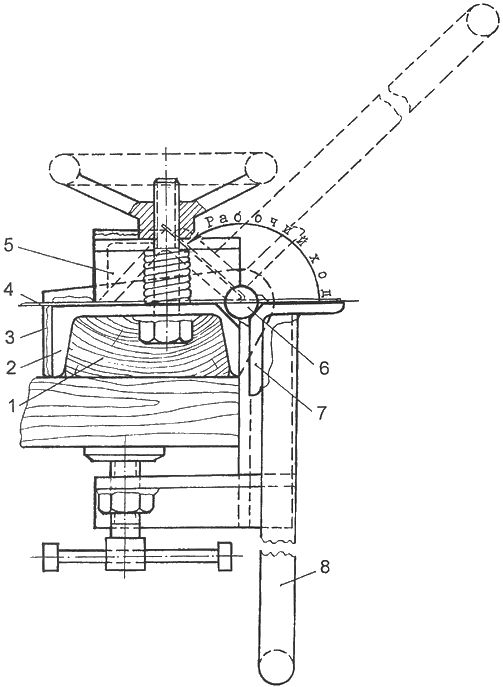
Основным элементом конструкции является стальная балка — траверс. На ней размещается металлический лист, который с помощью прижимного ножа сгибается под заданным углом. Делать это можно при повороте траверсы или давлением на материал сверху.
Для контроля угла изгиба на оборудовании устанавливают специальные ограничители. В станках с ЧПУ эту функцию выполняют датчики, установленные по краям рабочей поверхности. Процесс сгибания листа останавливается при достижении требуемого угла деформации материала. Округлённый профиль изготавливают на листогибах, работающих по принципу вдавливания металлических листов в матрицу.
Листогибочная машина модели ИВ2144
Листогибочная машина модели ИВ2144 является универсальным оборудованием, с помощью которого изготавливают различные детали и изделия методом холодной гибки.
Это оборудование востребовано в различных отраслях производства и в частности в машиностроении.
В устройстве листогибочной машины имеется ряд основных элементов. В конструкции листогибочного оборудования присутствует станина, гибочная и прижимная балки, привод указанных балок, а также задний упор. Привод гидравлический. Возможна модернизация или иное исполнение станка ИВ2144 дополненное некоторыми приспособлениями. Это позволить расширить функциональность.
Листогибочная машина модели ИВ2144 выполняет гибочные операции стального листа, не превышающего толщины в 4,5 мм. Длина стола равна 2.5 м, что определяет максимальную ширину изгибаемого листа. Усилие на прижим составляет 40 тн, на операцию гибки — 30 тн. Площадь оборудования в плане цеха около 9 квадратных метров. Вес оборудования данной модели не превышает 6.5 Т.
Усилие на прижим составляет 40 тн, на операцию гибки — 30 тн. Площадь оборудования в плане цеха около 9 квадратных метров. Вес оборудования данной модели не превышает 6.5 Т.
Мощность используемого в листогибочной машине электрооборудования — 10 КВт.
Среди технических характеристик являются важными величины регулировки стола и гибочной балки — 100 мм и максимальный ход балки прижимной — 250 мм.
На нашем предприятии можно отдельно заказать к ИВ2144 схему, паспорт, и документацию.
Подробные технические характеристики Вы можете получить по дополнительному запросу.
Технические характеристики к листогибочной машине ИВ2144
| Модель | Номинальное усилие пресса, кН | Наибольшая толщина изгибаемого листа, мм | Наибольшая ширина изгибаемого листа, мм | Наибольший ход прижимной балки, мм | Наибольший угол поворота, рад | Величина регилировки гибочной балки, мм | Величина регулировки стола, мм | Наибольшая величина перемещ. зад. упора, мм** зад. упора, мм** | Масса, кг* | Потребляемая мощность, Кв | Габариты (ВхШхГ), мм* |
| ИВ2142 | 40 | 6 | 1600 | 250 | 180 | 100 | 100 | 800 | 5230 | 10 | 2400х2000х2900 |
| ИВ2143 | 40 | 5 | 2000 | 250 | 180 | 100 | 100 | 800 | 5580 | 10 | 2400х2000х3300 |
| ИВ2144 | 40 | 4,5 | 2500 | 250 | 180 | 100 | 100 | 800 | 6300 | 10 | 2400х2000х3790 |
| ИВ2145 | 40 | 4 | 3200 | 250 | 180 | 100 | 100 | 800 | 7800 | 10 | 2400х2000х4500 |
| ИВ2146 | 40 | 3,5 | 4000 | 250 | 180 | 100 | 100 | 800 | 9280 | 10 | 2400х2000х5300 |
Обращаем ваше внимание на то, что вся предоставленная на сайте информация, касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.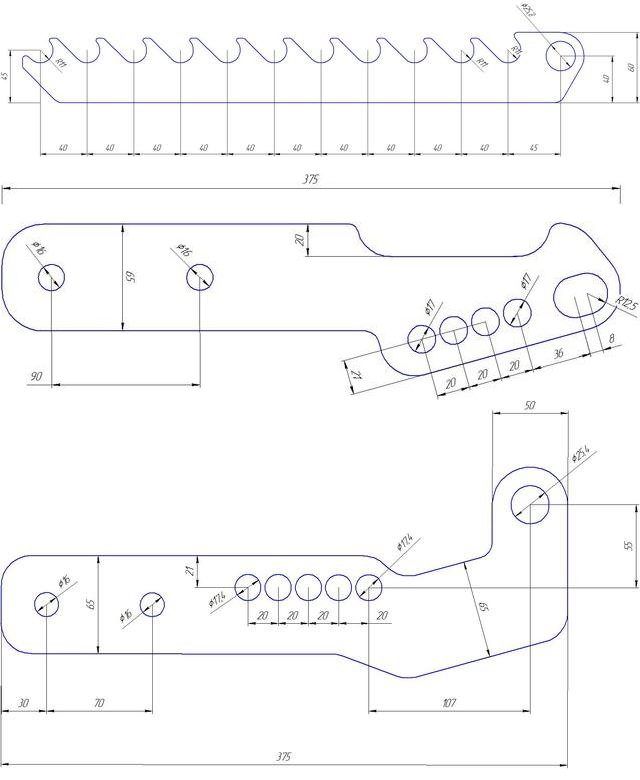 Для получения подробной информации, пожалуйста, обращайтесь в отдел продаж.
Для получения подробной информации, пожалуйста, обращайтесь в отдел продаж.
www.gidropress.ru
Отзывы о гибочных станках с одной или двумя сегментными балками
| Листогиб весом в 600 кг за самый короткий вариант обещает ему кавказское долгожительство, но вопрос, насколько его можно считать станком с тремя сегментными балками? Мы пришли к выводу что Аксиому лучше брать в более дешёвых версиях с одной и двумя сегментными балками, смысла платить за третью сегментную нет. |
Отзыв о листогибах MTS и MFS от MetalMaster, он же W2. 0 от Stalex 0 от Stalex | ||||
| Оценка 3 из 5 | ||||
Этот станок был у меня в цеху. Начнём с наболевшего — наконец-то МеталМастер сделал нормальные петли с симметричным восприятием нагрузки. Они точно не доставят хлопот. На моделях MFS и MTS одинаковое крепление сегментов прижимной (верхней) балки, и это хорошее решение. При полностью снятом сегменте образуется рабочий зазор в 100 мм, не помню чтобы столько было хоть раз реально необходимо, но тем не менее наличие такого запаса — приятно. Работает и MFS и MTS с металлом до 2-2,5 мм. В чём же разница между двумя этими моделями, которые не погружаясь в нюансы кажутся просто одинаковыми? MFS надёжней, массивней, у него больший ресурс заложен в конструкции. Рама более жёсткая, с бОльшим количеством компенсаторов. Плюс на MFS есть хоть какая-то шкала угла с градусами и основное, на MFS рабочая кромка поворотной балки закрыта планкой из более качественного металла. На MTS с этим просто беда, при работе сразу начинает скругляться поворотная балка, она вообще ничем не прикрыта и напрямую контактирует с обрабатываемым листом.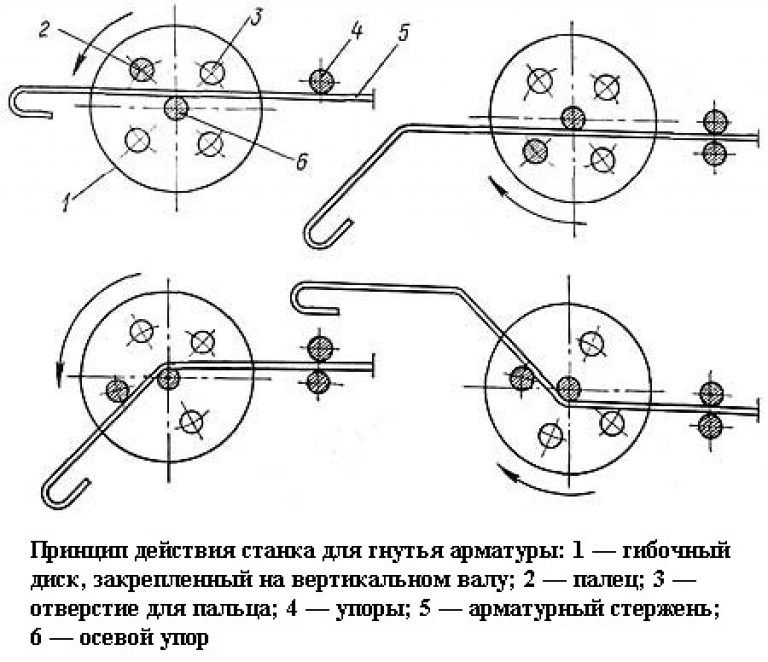 И разумеется, быстро «срабатывается». Цены на MTS «пляшут», продавцы периодически объявляет скидки, сбрасывая цену иногда до 250-290 тыс, а MFS твёрдо от 500 тыс. И разумеется, быстро «срабатывается». Цены на MTS «пляшут», продавцы периодически объявляет скидки, сбрасывая цену иногда до 250-290 тыс, а MFS твёрдо от 500 тыс. | ||||
| Преимущества и недостатки | ||||
| + | ||||
1. Массивная станина с хорошим ресурсом
2. Хороший просвет сегментов верхней балки — 100 мм
3. Полноценные противовесы
4. Есть компенсаторы прогибов
5. Регулируемый рабочий зазор
6. Хороший подбор разношироких сегментов
7. Есть съёмный уголок усиления на поворотной балке, для работы с толстыми листами
8. Мощнейшие симметричные петли. Марку стали не знаю, но толщина консольных частей поворотной балки в 40 мм — впечатляет.
1. Истинно китайская сборка — качество хорошо понятно на втором фото слева, посадочное отверстие под болт с юмором можно назвать «посадочной дыркой»
2. На MTS нет промежуточного элемента между поворотной балкой и листом, сразу идёт истирание непосредственно балки, это катастрофа для листогиба такого уровня.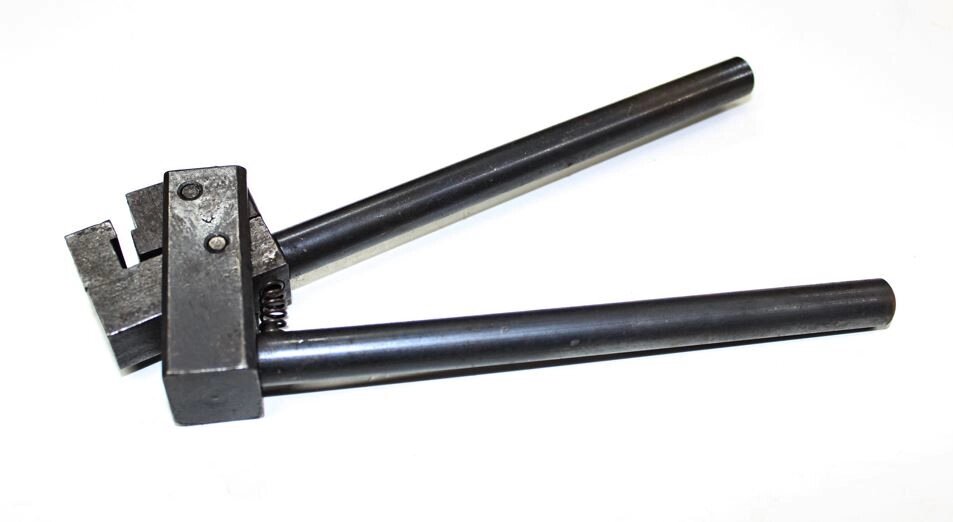 Третье фото слева, обведено красным.
Третье фото слева, обведено красным.
3. На четвёртом фото красным кружком обведено то, что гордо зовётся «ограничителем угла гиба». Да, это та чёрненькая проволочка снизу. И это ещё не всё — она к тому же ещё и с одной стороны.
4. На MTS нет градусной шкалы, на MFS её роль выполняет бумажная заламинированная наклейка на петлях
5. При установки станины требуется сварка опорной рамы (нам оба раза пришлось так делать), так как ноги станины разборные на четырёх болтах М10, и при работе с теми листами на которые листогиб «заточен» — 1,5 и более мм, станок начинает «гулять».
6. Нет тыльного столика, приходится варить сзади стол, иначе листы при работе провисают
7. Нет ограничителей глубины подачи листа
8. Нет предусмотренных мест для хранения принадлежностей
Отзыв получился неоднозначный. В целом достойный листогиб, но качество надо подтягивать. У нас первая поломка произошла на первом же гибе, отвалилась шпилька идущая от эксцентрика. Думали что она калёная и нам пришёл конец, ещё на несколько дней работа встала. Но нет, там обычный металл, просто заварили. Больше проблем не возникало.
Но нет, там обычный металл, просто заварили. Больше проблем не возникало.
А теперь, не столь хорошо знакомые мне листогибы, но всё же в первом приближении:
| Отзыв о ручном листогибе Stalex2.0 | ||||
| Оценка 2 из 5 | ||||
Станки, которые к сожалению не присутствуют на нашем рынке:
Увы, Джет ушёл с рынка ручных гибочных станков. А чисто визуально он мне нравится — разноширокие сегменты, хорошие петли, компенсаторы прогибов, механизм регулировки зазора. Не совсем понятно почему противовес только с одной стороы и как отслеживать угол гиба, но в целом весьма достойный станок. Скорее всего, проиграли по цене.
Машина листогибочная с поворотной гибочной балкой ИВ2144П
Если Вам необходимо купить Машина листогибочная с поворотной гибочной балкой ИВ2144П звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.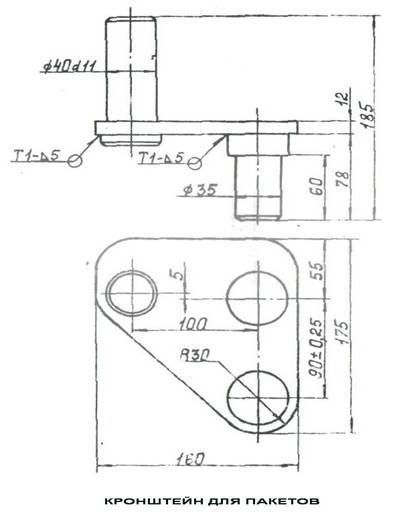
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Машина листогибочная с поворотной гибочной балкой ИВ2144П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
Листогибочная машина ИВ2144
Листогибочная машина ИВ2144
Листогибочная машина моделі ИВ2144 є універсальним обладнанням, з допомогою якого виготовляють різні деталі і вироби методом холодного згинання.
Це обладнання затребувана в різних галузях виробництва і зокрема в машинобудуванні.
У пристрої листозгинальної машини є ряд основних елементів. У конструкції листозгинальні обладнання присутня станина, гибочна і притискна балки, привід зазначених балок, а також задній упор.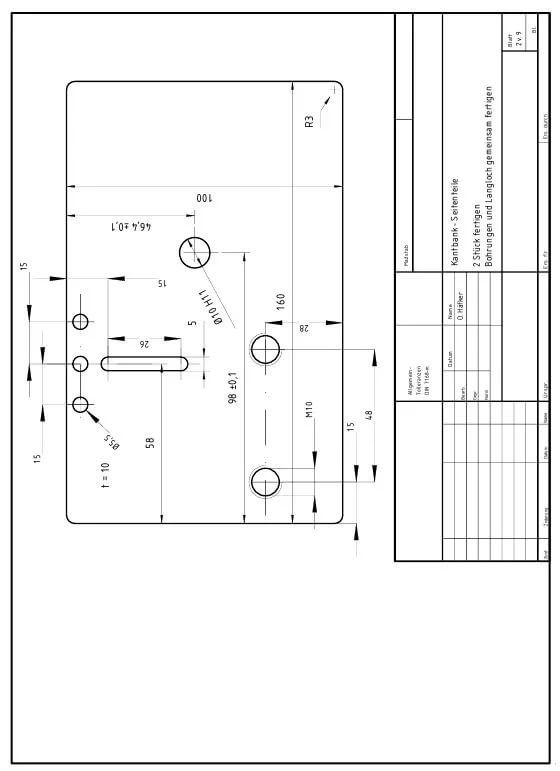 Привід гідравлічний. Можлива модернізація або інше виконання верстата ИВ2144 доповнене деякими пристосуваннями. Це дозволити розширити функціональність.
Привід гідравлічний. Можлива модернізація або інше виконання верстата ИВ2144 доповнене деякими пристосуваннями. Це дозволити розширити функціональність.
Листогибочная машина моделі ИВ2144 виконує згинальні операції сталевого листа, що не перевищує товщини в 4,5 мм. Довжина столу дорівнює 2.5 м, що визначає максимальну ширину згинального листа. Зусилля на притиск становить 40 тн, на операцію згинання — 30 тн. Площа обладнання в плані цеху близько 9 квадратних метрів. Вага обладнання даної моделі не перевищує 6.5 Т.
Потужність використовуваного в листозгинальної машині електрообладнання — 10 КВт. Серед технічних характеристик є важливими величини регулювання столу і гибочної балки — 100 мм і максимальний хід притискної балки — 250 мм.
Додаткове обладнання, інструмент до листозгинальної машині ИВ2144 який можна придбати окремо: — Система управління на базі ПЛК Simens або Bosch Rexroth
— Програмований задній упор
— Спец інструмент за завданням замовника
— Швидкознімний спец інструмент
На нашому підприємстві можна окремо замовити до ИВ2144 схему, паспорт, та документацію.
Технічні характеристики листогиб ИВ2144
| Услилие на притиск, тн | 40 |
| Зусилля на згин, тн | 30 |
| Найбільша ширина згинального листа, мм | 2500 |
| Найбільша товщина згинального листа, мм | 4,5 |
| Найбільший хід притискної балки, мм | 250 |
| Найбільший кут повороту, рад | 180 |
| Величина регулювання столу, мм | 100 |
| Величина регилировки гибочної балки, мм | 100 |
| Найбільше переміщення заднього упору, мм | 800 |
| Споживана потужність, кВт | 10 |
| Габаритні розміри, мм | |
| Зліва — направо | 3790 |
| Спереду — назад | 2000 |
| Висота машини над рівнем підлоги, | 2400 |
| Маса, кг | 6300 |
Докладні технічні характеристики Ви можете отримати за додатковим запитом.
span style=
span style=
undefined
/td
style=color: #222222; font-family: Arial, sans-serif; font-size: 14px; line-height: 18px; white-space: pre-wrap; background-color: #fdfdfd; span style=
valign=
span style=/span valign=/table
www.gidropress.ru
Критерии выбора листогибочного станка
Для начала вам нужно определиться, какую максимальную длину листового металла вы будете загибать
Большинство ручных листогибочных станков выпускается под размер листа 2 м., 2,5 м., 3 м., хотя отдельные изготовители предлагают модели под лист 1,3 м.,1,5 м., 3,8 м., 4,4 м.
Следующий важный показатель — максимальная толщина изгибаемого металла
Нужно быть очень внимательным, чтобы правильно определиться с толщиной, так как показатели металлов сильно отличаются. Например, станок, рассчитанный загибать оцинкованную сталь толщиной 0,55 мм, не справится с нержавейкой 0,55 мм. Практика показывает, что лучше покупать станок с запасом прочности по толщине.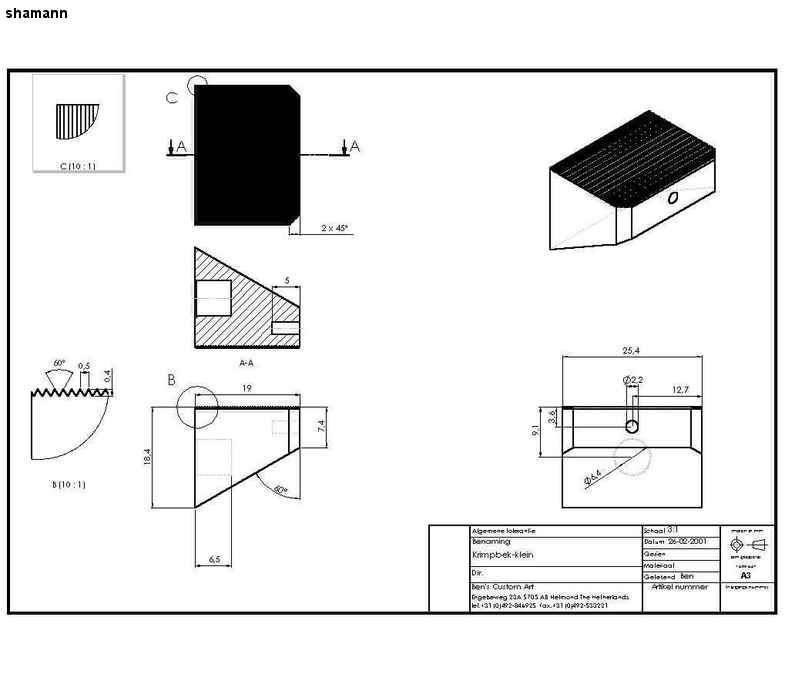 Например, при обработке металла толщиной 0,55 мм, целесообразнее купить станок, который рассчитан на толщину до 0,7 мм. Если рабочая толщина материала — 0,7 мм, нужен станок, который гнет до 1 мм.
Например, при обработке металла толщиной 0,55 мм, целесообразнее купить станок, который рассчитан на толщину до 0,7 мм. Если рабочая толщина материала — 0,7 мм, нужен станок, который гнет до 1 мм.
На российском рынке представлен металл с различными показателями жесткости. К примеру, один лист оцинкованной стали станок сможет согнуть, но аналогичный лист, изготовленный другим металлопрокатным заводом, ему будет не под силу.
Необходимо определиться, с каким видом металла вам придется работать: оцинкованным, медным, алюминиевым или с полимерным покрытием (окрашенный)
На сегодняшний день все выпускаемые станки позволяют работать с окрашенным металлом и не «царапать» его. Но поинтересоваться у продавца-консультанта о том, какого качества будут получаться изделия, стоит обязательно.
Обратите внимание на наличие у листогиба регулировок и настроек
Этот показатель при покупке станка обычно упускается из внимания. Но в процессе эксплуатации, вы можете столкнуться с неразрешимыми проблемами.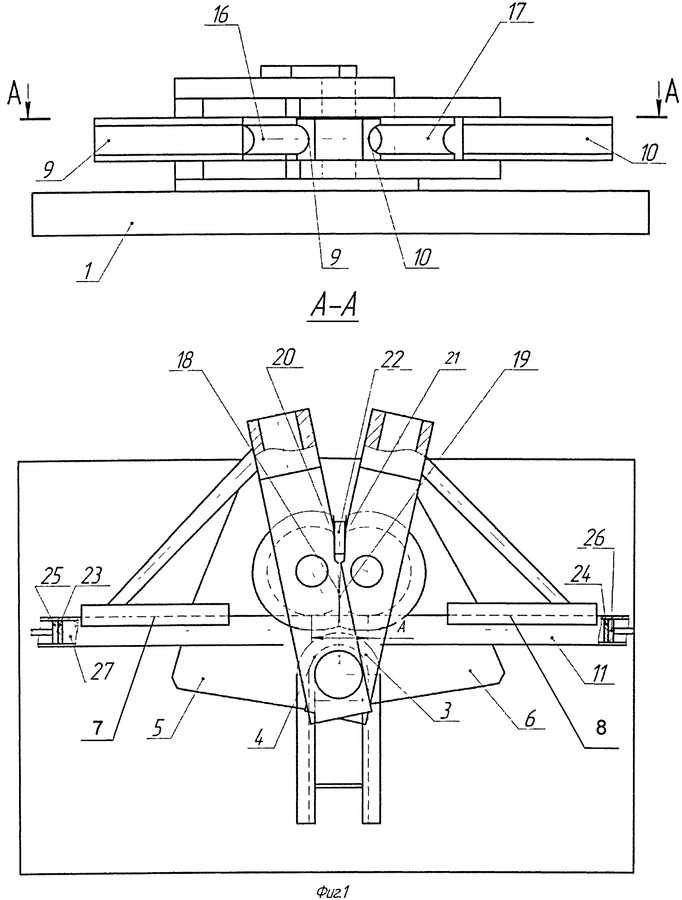 Сразу после покупки листогиб будет гнуть строго по прямой линии, но со временем станина под своим весом «провиснет». На глаз это не будет заметно, но когда вы согнете лист металла на максимальную длину и «стрельнёте» глазом по всей протяженности гиба, то увидите — линия гиба имеет вид «сабли».
Сразу после покупки листогиб будет гнуть строго по прямой линии, но со временем станина под своим весом «провиснет». На глаз это не будет заметно, но когда вы согнете лист металла на максимальную длину и «стрельнёте» глазом по всей протяженности гиба, то увидите — линия гиба имеет вид «сабли».
Если на листогибе предусмотрены регулировки, то компенсировать эффект «сабли» возможно путем настройки зазоров регулировочными винтами. Если регулировок у станка нет, от «сабли» избавиться практически невозможно. Практика показала, что станки 2 м, и 2,5 м страдают такой болезнью намного реже своих старших собратьев, станков 3 м и более. Чем станок длиннее, тем больше вероятности возникновения такой проблемы.
Мы постарались описать одну из часто встречающихся проблем, но со временем (в процессе выработки, под влиянием условий эксплуатации) могут возникнуть и другие. Наличие у станка настроек и регулировок позволяет с ними справляться.
Вес станка
Преимущество ручного листогиба заключаются в том, что на нем можно работать не только в цеху, но и в «полевых» условиях стройки.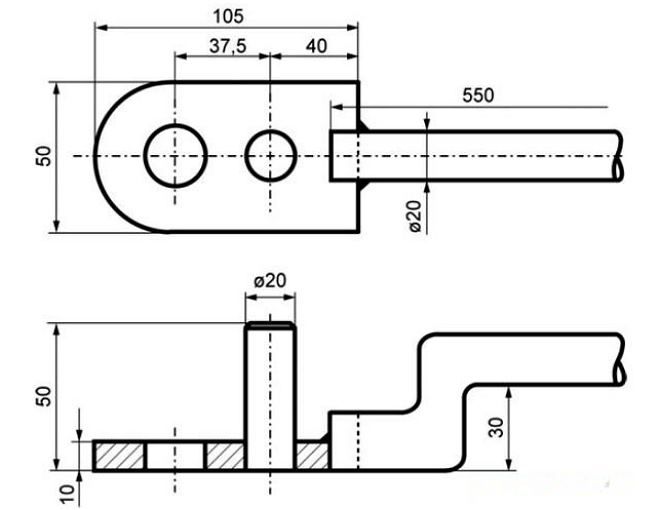
Иногда станки поднимают даже на кровли домов через чердачные проёмы.
Стоит определиться, насколько мобильный станок вам требуется. Будет ли оборудование работать на одном месте или перемещаться с объекта на объект? Как будет осуществляться погрузка на автотранспорт: в ручном режиме или при помощи подъемных устройств (кранов, погрузчиков и т.д.)?
В наши дни выпускаются облегченные модели, которые имеют малый вес. Их конструкция позволяет частично разбирать станок, что дает свои преимущество при транспортировке.
Листогибочная машина ИВ2146
Листогибочная машина модели ИВ 2146 отличается от других моделей тем, что у нее размер рабочего стола равен четырем метрам. А это дает возможность использовать лист для заготовки детали на эту же ширину.
Тем самым те детали, которые на других моделях листогибочных машин сделать было нельзя, на модели ИВ2146 можно изготовить. А с дополнительными приспособлениями данный станок становится еще более функциональным.
Причем при таком большом размере стола ( ширине заготовки для гибки) толщина листа может достигать значений в 3 — 3,5 мм.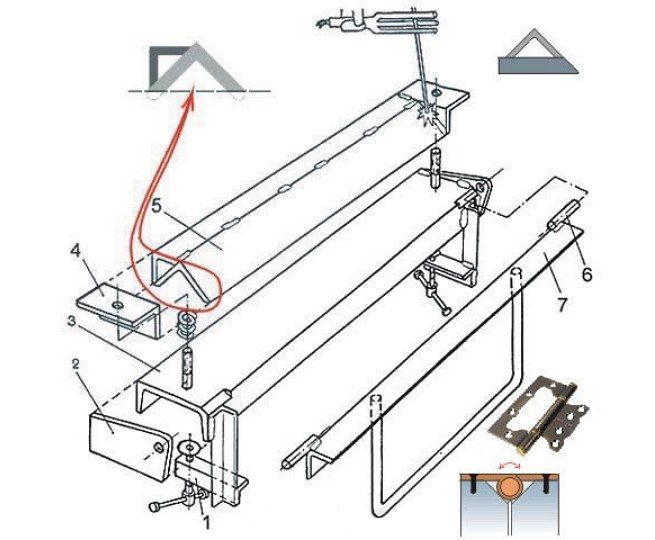 Что очень даже неплохо. Для серьезного мощного предприятия прессовое оборудование данной модели является очень желательным. При всем эта машина не с ручным, а с гидравлическим приводом.
Что очень даже неплохо. Для серьезного мощного предприятия прессовое оборудование данной модели является очень желательным. При всем эта машина не с ручным, а с гидравлическим приводом.
Таким образом листогибочная машина модели ИВ2146 это универсальное мощное оборудование, осуществляющее методом холодной гибки изготовление многих изделий или деталей, требующихся в технологическом процессе предприятий самых разных отраслей промышленности.
Вес оборудования равен 9,28 тонны. Площадь листогибочной машины модели ИВ2146 в плане цеха занимает тринадцать метров квадратных. Высота ее около 2,5 метра. Электричества потребляет на общую мощность в десять киловатт.
Подробные технические характеристики Вы можете получить по дополнительному запросу.
Виды
Выпускаемое производителями оборудование различается по типу конструкции, габаритам, способу установки, стоимости и производительности. Различают стационарные и переносные станки.
В зависимости от способа сгибания листов, оборудование подразделяется на:
- Прессовое.
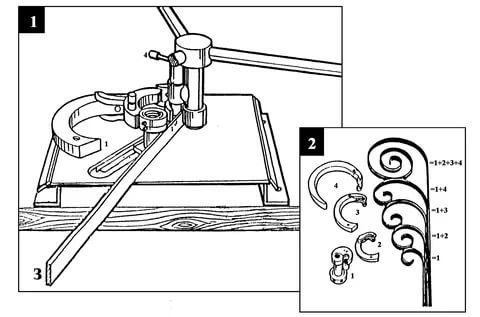
- Поворотное.
- Ротационное.
Станки могут быть:
- Гидравлическими.
- Электрическими.
- Ручными.
- Электромагнитными.
- Пневматическими.
Различают листогибы с автоматической и ручной подачей листов.
На Вашем листогибе, какая подача листов?
РучнаяАвтоматическая
рисунков и советов по изготовлению. Как сделать трубогиб для трубы своими руками
25 ноября. Инструменты Просмотры 691. Комментарии к записям Трубогиб профильный своими руками: чертежи и советы по изготовлению №
Применение профилированных труб для строительства и изготовления металлических изделий в последнее время стало практически повсеместным. Трубы квадратного сечения отлично зарекомендовали себя как легкий, но очень надежный материал. Его часто используют для возведения обычных, но прочных конструкций, таких как балконные рамы, навесы, беседки, теплицы.
Принцип действия и устройство трубогибочного станка
Теплицы, теплицы, теплицы, как правило, имеют арочную форму, поэтому трубу нужно будет согнуть. Вы можете сделать это двумя способами:
Вы можете сделать это двумя способами:
- Труба с подогревом вручную. Этот вариант подходит только для небольших объемов работ. Он имеет ряд существенных недостатков. Во-первых, при нагреве меняются свойства металла, что может негативно сказаться на прочности всей конструкции. Во-вторых, при изготовлении гибки вручную будет сложно добиться точности каждой детали. Да и сделать идеальный радиус вручную невозможно.
- С помощью трубогибочного станка. Это самый оптимальный вариант. Точность изготовления деталей с заданным радиусом дуги, высокая производительность по сравнению с ручной работой — делают этот способ наиболее предпочтительным.
Если трубогибочный станок будет использоваться в промышленных масштабах для ведения бизнеса, имеет смысл приобрести заводскую модель. Если он нужен для разовой работы, либо понадобится время от времени, нет смысла тратить значительные средства на покупку. Вы можете арендовать его или сделать самостоятельно. О том, как сделать трубогиб своими руками для профильной трубы — далее в статье.
Прежде чем приступить к процессу изготовления трубогиба своими руками, необходимо четко представлять, из чего он состоит и как работает.
Принцип работы трубогиба достаточно прост. Гладкая труба прокатывается между подвижными валками, один из которых может менять свое положение по вертикальной оси. За счет давления центрального валка заготовка изгибается под определенным углом. Приложенное давление не в одной, а в нескольких точках, является залогом равномерного изгиба трубы, без разрушения ее поверхностей.
Конструкция гибки труб также довольно проста. Основные узлы трубогибочного станка следующие:
- Станна. Представляет собой сварную металлоконструкцию, на которую устанавливаются все части станка, в том числе направляющий ролик, механизм изменения угла прокатки трубы, приводной механизм.
- Комплект роликов. Как правило, простая трубогибка имеет 3 ролика, два из которых жестко закреплены на станине, а третий имеет свободный ход.
 Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения.
Благодаря такой конструкции можно изменять угол прокатки, а соответственно и радиус детали. Станок должен иметь специальное устройство для фиксации положения трубы при прокатке, что позволит прокатывать конструкции разных сечений без смещения. - Привод. Для перемещения заготовки на станке один из валов, как правило, является центральным верхним валом, должен придавать ей движение, просто вращаться. Для этого к нему подключается накопитель. Это может быть электрический, гидравлический или ручной привод. В самодельной гибке труб обычно используется последний.
Конструкция станины трубоподшипниковых машин бывает двух видов:
- Закрыто.
- Открыть.
Изделия, изготовленные в домашних условиях, обычно комплектуются дополнительными элементами, упрощающими эксплуатацию агрегата.
Материалы для изготовления труб-нагрузок для профильной трубы своими руками
Несмотря на некоторую сложность конструкции, изготовление трубогибочного станка не требует особых материальных затрат. Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Большинство деталей можно купить на разборке или в пунктах приема металлолома. При этом, по сравнению с не слишком крепкими заводскими рукоятками, это действительно мощная, пусть и не такая красивая машина, которая прослужит долгие годы. Для того чтобы определить потребность в материалах, лучше сделать чертежи гибки профильной трубы своими руками.
Для изготовления кровати потребуется:
- Schweller шириной не менее 140 мм.
- Несколько швеллеров 5п шириной полки 50 мм для роликовых опор.
- В отдельных случаях возможно применение стального круглого проката из цельных марок стали.
- Для упоров на станине используются три пары подшипников. Их внутренний диаметр подбирается под диаметр валов.
- Если верхний ролик регулируемый, то для механизма его подъема и опускания потребуется прижимной винт и гайка соответствующего диаметра. В этом случае могут приводиться только нижние ролики. На их валы наварен обычный привод от старого велосипеда, который и приводит их в движение.

Можно сделать трубогиб с подвижным нижним крайним роликом. Тогда кровать делают не цельную, а сборную, с подвижной спинкой. Для этого можно остановить обычный гидравлический домкрат. В случае с регулируемым нижним роликом к верхнему приваривается ручной привод, который и будет приводным.
В качестве ручного привода необходима ручка с большим плечом. Он облегчает усилие, которое необходимо приложить для гибки профильной трубы с большой площадью поперечного сечения.
Последняя конструкция более удобна и проста в изготовлении.
Из инструмента для этой бумаги вам понадобится:
- Болгарка с диаметром окружности не менее 230 мм для резки толстостенного металла и зачистки сварочных швов.
- Сварочный аппарат с комплектом электродов.
- Рулетка, линейка, мужской ящик, мел.
Трубогиб профильный своими руками. Требования безопасности при работе с металлом
При резке, сварке и зачистке металла необходимо строго соблюдать правила техники безопасности:
- При работе со сварочным аппаратом необходимо иметь огнетушитель.
 Эти работы целесообразно проводить вместе.
Эти работы целесообразно проводить вместе. - Работать необходимо только в спецодежде с применением средств индивидуальной защиты:
- сварочный щиток;
- маска или очки для работы болгаркой;
- варежки.
Трубогиб для труб своими руками с центральным регулировочным роликом
При наличии необходимых материалов и навыков сварки трубогибочный станок можно собрать за 1 день.
Порядок работ следующий:
- Для начала необходимо изготовить станину и упор для роликового прижимного винта. Кровать в этом случае будет сплошной. Его длина выбирается на свое усмотрение. В центре станины сооружается упор для роликового прижимного винта. Его высота не должна быть больше свободного оборота винта. П-образная опора сварена из деталей Schweller 5P, обработана и приварена к станине. Основные металлоконструкции машины готовы.
- Теперь в центре ригеля просверлено отверстие, диаметром равное диаметру шурупа.
 Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода.
Далее к этому отверстию приваривается резьбовая гайка. Идеальным решением при изготовлении прижимного механизма будет использование винта старого хомута. После остывания гайки ее смазывают смазкой и несколько раз загоняют винт до свободного хода. - Далее производится прижимной ролик. Основой для него будет отрезок швеллера 5п, длина которого равна расстоянию между опорными стойками. С внешней стороны полки приварены два корпуса подшипников качения с внутренним посадочным диаметром 30 мм. Вал вставляется в подшипники. Если заострить его проблему, то можно взять кусок толстостенной трубы соответствующего диаметра или круглого стального проката. Идеальная точность посадки вала здесь не нужна. Чтобы он не выпал из подшипника, его прихватывают к внутренней части обоймы.
- Далее нарезчик приваривается к концу винта. Теперь при вращении последнего по часовой стрелке прижимной ролик будет опускаться, при вращении против часовой стрелки ездить, тем самым регулируя радиус закругления трубы.

- Теперь можно установить боковые катки. Для их основания на концах станины привариваются два отрезка швеллера 5п, длина которых 140 мм. На их концах приварены две пары подшипников, того же размера, который использовался для устройства прижимного ролика. Между ними установлены одинаковые валы, которые также прилегают к внутренним подшипникам ракеты.
- Теперь механизм скручивания труб готов. Вы должны установить его диск. Идея состоит в том, чтобы синхронизировать движение боковых роликов для перемещения заготовки с одной скоростью. Для этого к одному из роликов с одной стороны приварили ручку. Вы можете использовать часть велосипедной педали. С другой стороны этого же вала приварена ведущая звездочка (тоже велосипедная), которая будет соединена с такой же на противоположном валу.
- Для соединения звездочек используется велосипедная цепь, длина которой должна быть отрегулирована на нормальное растяжение. Теперь валы будут вращаться с одинаковой скоростью, благодаря чему заготовка будет прокатываться более равномерно.

Изготовление трубогиба своими руками с роликом боковой регулировки
Принципиально схема машины не отличается от приведенной выше. Также есть пара нижних роликов и один верхний. Отличие только в том, что регулировочный ролик не центральный, а боковой. Для этого кровать делается не цельная, а сборная. На одной части (неподвижной) установлен верхний центральный и нижний боковой ролик. При этом центральная фиксируется на высоте, равной максимальной высоте обрабатываемой заготовки.
С другой стороны подвижная часть кровати с роллером крепится к стальным петлям. Под него устанавливают домкрат, которым при необходимости поднимают его, изменяя тем самым радиус трубы. В этой конструкции движение заготовки обеспечивает центральный ролик, вал которого крепится к рукоятке. Процесс сварки и размеры окна трубогибочного станка в двух вариантах идентичны, какой из них лучше – решать в зависимости от назначения и наличия материала.
Трубогиб своими руками: чертежи, фото
Трубогиб своими руками: видео
«Водяной теплый пол своими руками. Расчет и монтаж монолитного бетонного перекрытия своими руками »
Как сгибать трубы и рамы самостоятельно
В этом посте мы поможем вам согнуть трубы и рамы, не тратя кучу денег на дорогие инструменты.
Первое, что вы должны сделать (чтобы предотвратить перекручивание трубки), это заполнить трубку песком. Вы можете закрыть оба конца трубы, сварив их или разбивая их с обеих сторон. Если у вас есть другой творческий способ сделать это, например, большая металлическая заглушка, это тоже подойдет.
Примечание: Если вы закрываете трубу сваркой, убедитесь, что песок сухой (мокрый песок = превращение вашей трубы в скороварку = потеря лица). Убедитесь, что трубка/трубка заполнена до максимума.
Есть много способов согнуть трубку, и мы дадим вам низкобуджеты!
#1 — Fiesta (подходит для тяжелых изгибов и прочных/больших труб)
Я хочу поговорить о Ford Fiesta. Да, маленький хэтчбек с четырьмя колесами. В частности, между регистрационными знаками J и N.
Да, маленький хэтчбек с четырьмя колесами. В частности, между регистрационными знаками J и N.
Чем хороши эти праздники? Получается, что задняя поворотная цапфа держится на четырех болтах, а задний барабан имеет, грубо говоря, четырехдюймовый радиус. По счастливому стечению обстоятельств четыре дюйма — это радиус, который нужен для изгибов рамы мотоцикла.
Одним из самых неуловимых предметов оборудования, которое вам понадобится для сборки или модификации рам, является трубогиб. Гидравлические, которые вы видите в супермаркетах инструментов, являются трубогибами и не справляются с выдающейся работой по гибке труб. Так что я сделал один из заднего поворотного кулака и ступицы Fiesta, и, кажется, он гораздо лучше справляется с задачей гибки труб и не должен стоить больше 50 фунтов снаружи.
Сначала лови свою Фиесту. Снимите одно из задних колес, а затем снимите колпачок с центра тормозного барабана, открутите гайку, которая держит барабан/ступицу, и снимите его, вы должны иметь в виду, что левое колесо имеет левосторонний нить.
За задней пластиной тормоза есть четыре болта, которыми цапфа крепится к балке. Открутив их, вы можете снять цапфу и оставить заднюю пластину тормоза на автомобиле.
Вам потребуется поворотная цапфа, барабан/ступица, болты крепления поворотной цапфы, стопорная гайка и крышка барабана/ступицы и не менее двух колесных гаек. Этот гибочный станок должен работать для труб с внешним диаметром 1″, 1 1/8″ и 1 ¼», но вам нужно будет сделать формирователь и ползунок для каждого размера, так что может быть выгодно взять другую втулку, пока вы там.
Необходимые материалы: около 14 футов коробчатого сечения размером 40 мм х 80 мм х 3 мм, фут коробчатого сечения размером 1 ¼ дюйма на 1 ¼ дюйма х 1/8 дюйма, фут трубы или трубы, в которую будет вставлена втулка. над трубой, которую вы хотите согнуть, пластину диаметром ¼ дюйма и что-то длиной около 6 футов, чтобы сделать из нее ручку, а также различные другие ненужные вещи.
Подробнее
об этом здесь (мы взяли только часть истории, чтобы сделать этот пост более понятным)
#2 — Сгибатель дерева (маленький) (подходит для легкой гибки)
Здесь я показываю быстрый и грязный способ сгибания алюминиевых труб. Я документирую, как я построил новый носовой поручень для своей парусной лодки.
Шаг 1: Соберите приспособление
Здесь я прослеживаю нужную мне кривую на куске пиломатериала. Этот лом будет использоваться для изготовления приспособления для гибки. Я просто использую пару старых 2х4.
Ваша древесина должна быть несколько толще, чем диаметр трубки, которую вы хотите согнуть.
Шаг 2: Вырежьте пиломатериал
Просто вырежьте шаблон. Используйте ленточнопильный станок, если он у вас есть. У меня нет, поэтому я просто использовал лобзик. Отрежьте кондуктор так, чтобы он был немного меньше желаемой кривой. Это позволит пружинить трубку. Поскольку я использовал две части 2×4, я сделал небольшую косынку, чтобы скрепить их вместе (2-е фото). Подсказка: добавьте небольшой скос внутрь в нижней части разреза. Это предотвратит соскальзывание трубки с приспособления при изгибе.
Шаг 3: Не сгибайте так
Если вы это сделаете, то почти наверняка перегнёте трубку.
Шаг 4: Готово к изгибу
Здесь вы можете видеть, что я беру кусок обрезков (из предыдущего разреза) и прикрепляю его к столу, чтобы закончить приспособление.
Вам нужно согнуть только с одной стороны, при этом убедитесь, что трубка поддерживается во время сгибания. При изгибе старайтесь удерживать давление на кондукторе, а не на трубе.
Вы можете потренироваться с дешевым алюминиевым кабелепроводом, чтобы освоиться. Когда вы будете готовы, возьмите полированный материал.
Подробнее об этом И ПОСМОТРЕТЬ ВСЕ ФОТО здесь (мы взяли только часть истории, чтобы сделать этот пост более понятным)
#3 — Сгибатель дерева (большой) (хорошо подходит для тяжелых гибок )
Самодельный трубогиб из нержавеющей стали, предназначенный для гибки труб из нержавеющей стали 304 диаметром 7/8 дюйма (толщина стенки 3/64 дюйма). Им понадобился трубогиб, чтобы сделать специальный обтекатель (и, возможно, также верхнюю часть бикини) для нашей 20-футовой парусной лодки Cat Ketch. Стоимость была около 50 долларов США на материалы и 6 часов работы. Около половины из 50 долларов было потрачено на фанеру и болты, а другая половина была на фрезу с круглым концом 7/8 дюйма. Гораздо дешевле и эффективнее, чем любой из других вариантов, которые они исследовали.
#4 Небольшой трубогиб из металла
#5 — Изготовление собственного штампа для гибки труб
Дополнительную информацию о Википедии можно найти здесь
# 6 — Использование Cheap Bender
. чрезмерный изгиб. Трубка будет перегибаться, и вы можете НЕМНОГО предотвратить это, насыпав в нее песок, но не более того. Он не будет работать на тонких выхлопных трубах и т. д.
Плюс этих маленьких машинок: они довольно дешевы…
Вы также можете сделать это вручную (это работает только с маленькими, легкими и тонкими трубками) с помощью инструмента, такого как этот .
Мы надеемся, что это вдохновило вас на то, как сгибать трубы для ваших проектов кафе-рейсеров!
[Редактировать] Мы также нашли это в Интернете. Очень красиво и просто 🙂
Овладение искусством электропроводки
Электрические металлические трубки (ЭМТ) прочны, дешевы и легко гнутся, как только вы научитесь. Эти советы помогут вам правильно выполнить работу.
1
/
10
Семейный мастер на все руки
Не хотите гнуть трубопровод? Вместо этого используйте фитинги
Они могут стоить немного дороже и выглядеть немного менее профессионально, но если вам нужно сделать всего несколько гибов и вы не хотите покупать трубогиб и учиться им пользоваться, вы можете вместо этого использовать фитинги. Вы можете поворачивать внутренние углы и менять направление с помощью предварительно изогнутых уголков 90 и 45 градусов, соединенных с прямыми участками ЭМТ с помощью муфт. Купите тянущие локти, чтобы не сгибать трубопровод вокруг внешних углов. Вы также можете использовать смещенные соединители вместо того, чтобы делать смещенный изгиб, где ЕМТ соединяется с коробками.
2
/
10
Семейный мастер на все руки
Гибка трубопровода для чайников: используйте ногу
Когда вы изучаете, как сгибать трубопровод с помощью специального инструмента, очевидно, что вам нужно потянуть, а затем нажать на ручку трубогиба, чтобы согнуть трубопровод. Но вы также должны наступить на подножку. Потянув или толкнув рукоятку, одинаково надавите ногой вниз на головку трубогиба. Это предотвратит проскальзывание гибочного станка вдоль трубопровода, что приведет к слишком длинному изгибу. Кстати, гибочные головки зависят от диаметра. Соотнесите трубогиб с диаметром используемого ЕМТ.
3
/
10
Семейный мастер на все руки
Как разрезать кабелепровод: зажим для кабелепровода для легкой резки
Большие плоскогубцы для скользящих соединений — это все, что вам нужно, чтобы надежно удерживать кабелепровод на месте во время его разрезания. Закрепите трубу на верстаке, козлах или даже на деревянной ступеньке лестницы с помощью плоскогубцев. Затем установите острое полотно ножовки с 32 зубьями на дюйм в раму ножовки и разрежьте трубу. После того, как вы сделаете разрез, важно удалить все металлические заусенцы внутри и снаружи трубы. Вставьте лезвие отвертки в кабелепровод и поверните его, чтобы сгладить любые заусенцы на внутренней стороне трубы. Поверните губки плоскогубцев для шлицевых соединений вокруг внешней стороны канала, чтобы удалить заусенцы.
4
/
10
Семейный мастер на все руки
Избегайте смещений с помощью подвесок для кабелепровода
Кабелепровод должен поддерживаться в пределах 3 футов от коробки, а дополнительные крепления должны находиться на расстоянии не более 10 футов друг от друга. Один из способов заключается в том, чтобы плотно прижать кабелепровод к стене с помощью хомутов с одним отверстием. Но если вы сделаете это, вам придется либо согнуть смещение в кабелепроводе, либо использовать смещенный фитинг в том месте, где кабелепровод входит в коробки. Вы можете избежать смещений, прикрепив кабелепровод с помощью держателей для кабелепровода. Эти подвески удерживают трубу от стены, чтобы она могла проходить прямо в коробки без смещения.
Чтобы установить подвески для кабелепровода, прижмите кабелепровод к стене в нужном месте и сделайте отметки сверху и снизу, куда будет крепиться подвес. Снимите кабелепровод, расположите ремень по центру между метками и закрепите его винтом. Лучше всего расположить вешалки над рамой для надежного крепления, но если вы не можете, используйте вместо этого анкер для гипсокартона. Теперь просто вставьте трубку в подвеску и закрепите ее с помощью прилагаемых болта и гайки.
5
/
10
Семейный мастер на все руки
Экономьте время — протягивайте, а не тяните провод
Один из способов протянуть провод из одной коробки в другую — вставить рыболовную ленту в канал с одного конца, протолкнуть ее к другому концу и зацепить провода. к нему и потяните их обратно. Но при правильной технике вы часто можете просто протолкнуть провода через кабелепровод, особенно если изгибов не слишком много и вы используете сплошной, а не многожильный провод. Для этого сначала выберите одну проволоку для поводка и сделайте изгиб на конце. Затем используйте изоленту, чтобы прикрепить оставшиеся провода к подводящему проводу. Начиная с открытого конца петли, плотно оберните ленту вокруг проводов, чтобы убедиться, что они остаются прикрепленными. Когда вы дойдете до конца, отрежьте ленту и сложите ее, чтобы получился язычок. Это облегчает удаление ленты. Затем просто протолкните пучок проводов через кабелепровод. Загнутый конец подводящего провода предотвратит его зависание на арматуре.
6
/
10
Семейный мастер на все руки
Используйте тянущий узел на внешних углах
Вы не можете просто обойти внешний угол с 90-градусным изгибом или фитингом, потому что из-за большого радиуса труба будет торчать в комнату. Вы можете согнуть кабелепровод, чтобы обойти внешний угол, но для этого требуется два изгиба, и это немного сложно. Протяжка под углом 90 градусов обеспечивает самое простое решение. Чтобы использовать его, снимите крышку и протолкните или потяните провода до изгиба. Затем согните провода вокруг угла и толкните или потяните их к месту назначения. Последним шагом будет укладка проводов в фитинг. Попросите помощника осторожно тянуть по одному проводу за раз, пока вы втыкаете его в арку. Когда все провода аккуратно спрятаны в тянущий узел, установите крышку на место.
7
/
10
Семейный мастер на все руки
Легкое затягивание соединителей коробок
Для обеспечения хорошего заземления и надежного крепления ЕМТ подключается к металлическим коробкам с помощью фитингов, называемых соединителями кабелепроводов. После того, как вы удалили одну из заглушек из металлической коробки, вы вставляете разъем в отверстие и навинчиваете стопорную гайку. Чтобы добиться хорошего заземления, важно убедиться, что гайка действительно затянута.
Вот простой способ затянуть гайку. Прежде чем монтировать коробку, навинтите гайку на разъем и затяните ее вручную. Затем расположите разъем так, чтобы установочный винт был на четверть оборота против часовой стрелки от передней части коробки. Возьмите разъем плоскогубцами и поверните его на четверть оборота, чтобы затянуть. При использовании этого метода гайки будут затянуты, а все установочные винты будут направлены наружу.
8
/
10
Семейный мастер на все руки
Подгонка изгибов с помощью рукоятки сгиба
Если изгиб вашего кабелепровода не совсем правильный, простой способ отрегулировать его — надеть рукоятку гибочного станка на кабелепровод и немного согнуть его в одну сторону или другой. И вот как узнать, является ли ваш изгиб на 90 градусов действительно 90 градусами. После сгибания трубопровода поместите одну сторону изгиба вертикально к стене, а другую — к полу. Если вертикальная нога параллельна стене, изгиб равен 90 градусов. Если он находится вдали от стены вверху или внизу, используйте ручку кабелепровода, чтобы устранить проблему.
9
/
10
Семейный мастер на все руки
Использование удлинителя для большой коробки
Если вы планируете проложить кабельный канал на готовой стене и использовать существующую электрическую коробку для питания, вам нужно начать с добавления удлинителя коробки. Если существующая коробка представляет собой коробку с одним постом, вы можете использовать удлинитель коробки с одним постом. Но гораздо лучший метод — добавить 4-дюймовый. Расширение квадратной коробки с вырезом для одной группы сзади. Расширение коробки большего размера дает вам больше места для простого подключения проводов и добавления устройств. Он также выглядит лучше, потому что скрывает любые рваные края гипсокартона вокруг коробки с одним бандажом, и он будет соответствовать другим 4-дюймовым. квадратные блоки, которые вы будете устанавливать для остальной части системы. Единственным недостатком этого совета является то, что эти коробки может быть трудно найти. Возможно, вам придется заказать его через Интернет или обратиться к поставщику электрических деталей, а не в местный домашний центр.
10
/
10
Семейный мастер на все руки
Не забудьте заземлить кабелепровод
В системе электропроводки ЕМТ металлический кабелепровод выполняет функцию заземления. Вам не нужен отдельный провод заземления. Но вам нужно убедиться, что сам канал надежно подключен к известному заземлению.
В показанном здесь примере удлинитель металлической коробки соединен с пластиковой коробкой. Подсоедините заземляющий провод в пластиковой коробке к удлинителю металлической коробки, вкрутив заземляющий винт № 10-32 в резьбовое отверстие в удлинителе металлической коробки и подсоединив к этому винту короткий отрезок медного провода (кабель заземления). Затем подключите заземляющий пигтейл к заземляющему проводу или проводам в пластиковой коробке с помощью разъема для проводов. Добавьте заземляющие пигтейлы для подключения любых устройств, которые вы добавите в коробку.
Первоначально опубликовано: 30 сентября 2019 г.
Изготовление пресс-форм для гибки труб
- Форум
- Сварочные веб-дисциплины
- Машины – инструменты и методы резки
- Изготовление пресс-форм для гибки труб
05-06-2011
#1
Изготовление штампов для гибки труб
У меня в голове идея закрытого аэродинамического мотоцикла, и я смотрю на трубогибочные станки.
Необходимо согнуть большое количество трубок разных размеров.Матрицы кажутся главной проблемой, так как они очень дорогие. Даже самые дешевые штампы стоят от 150 до 200 баксов. Я планирую сам построить трубогиб и использовать пневматическую / гидравлическую энергию для гибки.
Вот о чем я думаю. Видя, насколько дороги такие штампы, и мне нужно как минимум три размера, почему бы не сделать их самому?
Вот моя мысль. Почему бы не взять один из тех дешевых портовых трубогибов и не согнуть трубу сортамента 40 до нужного мне размера штампа. Так что, если мне нужен 1,5-дюймовый штамп, внутренняя часть графика 40 будет 1,5 дюйма. После изгиба разрежьте трубу сортамента 40 пополам с помощью плазменного резака.
Затем возьмите стальную пластину толщиной 3/8 дюйма и обрежьте ее по профилю изогнутой и отрезанной трубы сортамента 40.
Затем я приваривал две 3/8-дюймовые пластины к согнутой и обрезанной трубе сортамента 40, чтобы поддерживать профиль штампа.Затем я мог бы просверлить или вырезать на плазме отверстия, необходимые для штифтов и тому подобного.
Для опорной матрицы для труб (не уверен, что она так называется) я бы просто разрезал прямую трубу сортамента 40 пополам и приварил ее к стальному блоку.Я думаю, что это устранит необходимость механической обработки блоков из стали или алюминия, поскольку это, по-видимому, является основной причиной дороговизны штампов.
Полагаю, что таким образом я могу построить кубик примерно за 50 баксов материала.
Кто-нибудь видит проблемы с этим ходом мыслей?
Прикрепленные изображения
Ответить с цитатой
05-06-2011
#2
Re: Изготовление штампов для трубогиба.
убедитесь, что вы наложили этот сварной шов на трубу с той стороны, которую вы не сохраняете, когда сгибаете ее, я вижу, что это работает, но, скорее всего, оставляет рубцы на трубке, которую вы сгибаете вместе с ней.
Миллер Хмт 350
Линкольн Лн-25
200x
л.с.
Газосмеситель Смита AR/H
Тиг — мое кунг-фу
Бросание десятицентовиков и плетение о 90 458
Инстаграм http://instagram.com/weldor_wes
[email protected]Ответить с цитатой
05-06-2011
#3
Re: Изготовление штампов для трубогиба.
Первоначально Послано StevefromOhio
Вот что я думаю. Видя, насколько дороги такие штампы, и мне нужно как минимум три размера, почему бы не сделать их самому?
Полагаю, что таким образом я могу построить кубик примерно за 50 баксов материала.
Кто-нибудь видит проблемы с этим ходом мыслей?
Вы потратите около 400 долларов труда на каждый кубик, и изготовленные вами кубики будут настолько хороши, насколько хороши мировоззрения, которые вы можете для них создать. Хотя они могут сделать изгиб или 3, повторяемость будет большой проблемой.
Ищите подержанную модель JD Squared 3 на внедорожных сайтах. Вы будете на много миль впереди игры в мгновение ока.
А потом, после стольких усилий…… вы держите его в руке, и вы смотрите в свою сторону…… и бегун убегает. Оставить вас с призом, гадая, когда вернется бегун.
Ответить с цитатой
05-06-2011
#4
Re: Изготовление штампов для трубогиба.
Первоначально написал Rojodiablo
Вы будете тратить около 400 долларов труда на каждый кубик, и изготовленные вами штампы будут настолько хороши, насколько хороши мировоззрения, которые вы можете для них создать.
Хотя они могут сделать изгиб или 3, повторяемость будет большой проблемой.Ищите подержанную модель JD Squared 3 на внедорожных сайтах. Вы будете на много миль впереди игры в мгновение ока.
Не уверен насчет сжигания 400 долларов на работе. Я нагнул какой-то график 40 и разрезал его уже пополам. У меня ушло около 15 минут общего времени. Я могу попробовать отрезать изогнутую трубу в следующий раз на моей ленточной пиле. Листовая сталь, которую я получу на следующей неделе, и мой круговой резак на плазменном резаке должен занять у меня около 5 минут, чтобы разрезать каждую пластину. Понадобятся две тарелки.
Выравнивание? Не уверен, что это за проблема. Пластины легко привариваются к разрезанной пополам трубе сортамента 40. Пластины будут удерживаться на месте с помощью болтов и прокладок для сварки.
Повторяемость……Хммм….не уверен, что это может быть проблемой, поскольку штампы и машина, которые я бы сделал, будут такими же воспроизводимыми, как и любой другой гибочный станок на рынке.
Я буду использовать цифровой индикатор угла, поэтому сгибание и повторение любого угла не должно быть проблемой.Вся идея состоит в том, чтобы отказаться от механических гибочных штампов. Если бы я хотел потратить деньги, я бы выбрал машины JD Squared. Но мне нравится экономить деньги и делать свои собственные вещи вместо того, чтобы покупать.
В конце концов, возможность делать полезные крутые вещи, которые не могут делать большинство людей, — вот причина, по которой я свариваю!
Последний раз редактировалось StevefromOhio; 07.05.2011 в 00:02.
Ответить с цитатой
07.05.2011
#5
Re: Изготовление штампов для трубогиба.
Первоначально Послано WeldingWookie
убедитесь, что вы положили этот сварной шов на трубу с той стороны, которую вы не экономите, когда вы сгибаете ее, я вижу, что это работает, но, скорее всего, царапает трубку, которую вы сгибаете
Хороший совет. Я уже согнул какую-то трубу и заметил, что шов был на той стороне, которую я использую, поэтому я ее выбросил. Завтра буду перегибать трубку, придется перерезать. После прочтения вашего сообщения шов на трубе был довольно заметным, поэтому ваш вклад был оценен!
Последний раз редактировалось StevefromOhio; 07.05.2011 в 00:08.
Причина: опечатка
Ответить с цитатой
07.05.2011
#6
Re: Изготовление штампов для трубогиба.
Отклонение всего на 1 градус при изготовлении вашего штампа/гибочного станка будет разочарованием, когда вы попытаетесь сделать повторяющиеся изгибы или несколько изгибов/вращений в одной детали.
Обработанные штампы и толкатели имеют точные допуски по точности и повторяемости.ɹǝʌo ǝɯ lloɹ ‘sıɥʇ pɐǝɹ uɐɔ noʎ ɟı
Ответить с цитатой
07.05.2011
#7
Re: Полезная информация о трубогибе.
Привет Стив
Я построил трубогиб много лет назад и понимаю, что вас беспокоит цена штампов.
Вот некоторая полезная информация. Купить чертежи можно на http://www.gottrikes.com/Tube_Bender.htm. Этот бендер великолепен и прост в сборке. Тогда купите штампы на http://www.pro-tools.com/ Я слышал, что они дают 10% скидку на штампы, если вы скажете им, что у вас есть планы на Фрэнка. Также сделайте ролик для использования с трубогибом вместо скользящего блока (тоже не покупайте его, больше экономии), это очень помогает при гибке труб. См. прикрепленные фотографии, также мой бендер является лучшим на сайте франков. Кроме того, используйте высокочастотный пневматический / гидравлический 8-тонный домкрат (отличная цена) на гибочном станке, чтобы сэкономить руки. Еще одним плюсом является то, что этот гибочный станок мобилен и работает в любом месте, где вам не нужно отказываться от площади цеха.Веселись
ТомПрикрепленные изображения
Ответить с цитатой
07.
05.2011#8
Re: Изготовление штампов для трубогиба.
Исходное сообщение от tackit
Проверив мою таблицу труб, вам нужно будет перейти к трубе Schedule 80, чтобы получить 1,5-дюймовый внутренний диаметр. Возможно, вам понадобится мастерская, чтобы согнуть ее для вас.
Какой тип устройства вы строите для держать трубку и согнуть ее вокруг матрицы?
Да, вы правы.
Я измерил внутренний диаметр графика 40, и он был примерно на 1/8 дюйма шире для 1,5-дюймовой трубки. На днях был шов на части трубы, которую я использовал.
Так что я выбросил ее. Я думаю, что лист сортамента 80 легче согнуть, если сначала нагреть его, прежде чем сгибать в гидравлическом трубогибе. У меня есть друг с гидравлический трубогиб, и, по его словам, он может довольно хорошо сгибать лист 80.Я планирую использовать тот же аппарат, что и другие трубогибы. Зажим U-образной формы, удерживаемый штифтом.
Ответить с цитатой
07.05.2011
#9
Re: Полезная информация о трубогибе.
Первоначально написал acourtjester
Привет Стив
Я построил трубогиб много лет назад и понимаю, что вас беспокоит цена штампов.
Вот некоторая полезная информация. Купить чертежи можно на http://www.gottrikes.com/Tube_Bender.htm. Этот бендер великолепен и прост в сборке. Тогда купите штампы на http://www.pro-tools.com/ Я слышал, что они дают 10% скидку на штампы, если вы скажете им, что у вас есть планы на Фрэнка. Также сделайте ролик для использования с трубогибом вместо скользящего блока (тоже не покупайте его, больше экономии), это очень помогает при гибке труб. См. прикрепленные фотографии, также мой бендер является лучшим на сайте франков. Кроме того, используйте высокочастотный пневматический / гидравлический 8-тонный домкрат (отличная цена) на гибочном станке, чтобы сэкономить руки. Еще одним плюсом является то, что этот гибочный станок мобилен и работает в любом месте, где вам не нужно отказываться от площади цеха.Веселись
ТомСпасибо, Том. Да, это может быть лучший путь, как ты пошел. Спасибо за фотографии. Дает мне еще больше идей. Спасибо еще раз!
Ответить с цитатой
07.
05.2011#10
Re: Изготовление штампов для трубогиба.
Мне кажется, вы больше заинтересованы в создании бендера, чем в велосипеде.
Ответить с цитатой
07.05.2011
#11
Re: Изготовление штампов для трубогиба.
Первоначально Послано fortyonethirty
Звучит для меня так, как будто вы больше заинтересованы в создании бендер, чем велосипед.
Сначала бендер…потом велосипед…но построить бендер тоже будет весело! Я просыпаюсь ночью с идеями в голове, думаю о том, что я хочу построить. Запой и велосипед уже столько раз будили меня среди ночи.
Сначала я мог бы собрать мотоцикл… но он был бы прямым и без аэродинамики. Я хочу… НЕТ… МНЕ НУЖЕН трубогиб. Я бы провернул самую красивую женщину в мире, чтобы показать вам, как я болен.
Давно хотел трубогиб. С тех пор, как я приобрел свой плазменный резак, я обнаружил, что мне действительно нужен плазменный резак за все те годы, что у меня его никогда не было. Я не могу сосчитать количество отрезных дисков, через которые мне пришлось пройти за все годы, когда я строил вещи из металла. Может, причина в том, что я не умею считать.
Так что, поскольку мне нужен трубогиб, я могу его построить.
Я хотел его около 20 лет и просто откладывал. До сих пор …….. Итак, я хочу построить его ….. Гордость создавать то, что могут сделать очень немногие другие люди …. и это просто очень весело!У некоторых людей есть дети и я….. Я создаю вещи, в которых никогда не разочаровываюсь.
Ответить с цитатой
07.05.2011
#12
Re: Изготовление штампов для трубогиба.
я смотрю это
Это купе Datsun 1200.
Ответить с цитатой
07.05.2011
№13
бенди бенди
Есть вещи, которые нельзя заменить трубогибом. Вот рама, которую я построил для своего 34-го форда. Трубка 1-5/8″, стенка 135 мм.
Том
Прикрепленные изображения
Ответить с цитатой
07.
05.2011№14
Re: Изготовление штампов для трубогиба.
на пирате4×4 есть парень, который только что сделал именно то, что вы ищете. Я должен посмотреть, смогу ли я найти точную ссылку для вас.
Ответить с цитатой
07.05.2011
№15
Re: Изготовление штампов для трубогиба.
Постройте гибочный станок, купите штампы. Это все, что я собираюсь сказать.
Меня зовут не Джим….
Ответить с цитатой
07.05.2011
№16
Re: Изготовление штампов для трубогиба.
Первоначально Послано Boostinjdm
Постройте гибочный станок, купите штампы.
Это все, что я собираюсь сказать.Да, может быть и так… но я хотел бы сказать…. да, я построил это. Я могу это сделать…. Гордость мастерства. Тоже весело делать.
Попробую. Это хороший опыт, чтобы построить все. Если он сделан из металла, я могу хотя бы попытаться его построить.
Иногда неудача — лучший урок. Томас Эдисон однажды сказал, что он изучил тысячи способов, как не надо делать лампочку.
Ответить с цитатой
08.05.2011
# 17
Re: Изготовление штампов для трубогиба.
Вот тред парня о пирате.
http://pirate4x4.com/forum/showthrea…7#post12865277Я бы все же купил плашки для качества изгиба.
Ответить с цитатой
08.05.2011
# 18
Re: Изготовление штампов для трубогиба.
Первоначально Послано Mattamd_xp
Вот нить парня на пирате.
http://pirate4x4.com/forum/showthrea…7#post12865277Я бы еще купил плашки для качества гиба.
Спасибо за ссылку. Это в значительной степени то, о чем я думал, когда дело доходит до сборки кубика. Я, вероятно, построю один, просто чтобы сказать, что я сделал это. Я должен посмотреть, достаточно ли точен изготовленный мною кубик.
Я вижу, откуда вы исходите в отношении качества изгиба. Может быть, покупка штампа — это выход. Но я должен попытаться построить один.
Ответить с цитатой
05-09-2011
# 19
Re: Изготовление штампов для трубогиба.
Первоначально Послано fortyonethirty
Звучит для меня так, как будто вы больше заинтересованы в создании бендер, чем велосипед.
LOL, я не вижу в этом проблемы… Я использовал много разных проектов на протяжении многих лет, чтобы «оправдать» создание или покупку нового ИНСТРУМЕНТА….. помните, побеждает тот, кто умирает с наибольшим количеством инструментов.. .
Weldandpower Lincoln 225 AC,DC с газовым двигателем Briggs мощностью 16 л.с.
Миллер TIG эпохи Второй мировой войны.Ответить с цитатой
05-09-2011
#20
Re: Изготовление штампов для трубогиба.
Для «взлома» некоторых штампов может сработать встроенный план штампов.
Чтобы сделать «настоящие» штампы, их нужно просто обработать. И ПОЭТОМУ- вот почему они стоят ~ 200 долларов каждый. Потому что (относительно) большой кусок стали обрабатывается на большом токарном или фрезерном станке. И станок, и обработка, и сталь — все это стоит времени и денег.
Соберите раму/машину для гибки и купите штампы. Никто не подумает о вас «меньше».
Самые продуманные схемы… Gang oft agley…
Ответить с цитатой
05-09-2011
# 21
Re: Изготовление штампов для трубогиба.
Первоначально написал MoonRise
Для «взламывания» некоторых штампов может сработать ваш встроенный план штампов.
Чтобы сделать «настоящие» штампы, их нужно просто обработать. И ПОЭТОМУ- вот почему они стоят ~ 200 долларов каждый. Потому что (относительно) большой кусок стали обрабатывается на большом токарном или фрезерном станке. И станок, и обработка, и сталь — все это стоит времени и денег.
Соберите раму/машину для гибки и купите штампы. Никто не подумает о вас «меньше».
Да, наверное, ты прав. Но я должен попытаться построить только один кубик. Это то, что я давно хотел сделать. Вызов, который, по крайней мере, я могу сказать….. Я сделал это! Я попробую по ссылке, которая была размещена здесь, а затем, может быть, в будущем возьму токарный станок по металлу и сделаю их с ним.
В старшей школе я ходил на уроки мастерской и любил работать на токарном и фрезерном станках.
Мне понадобится больше рабочего места, если я в конечном итоге куплю токарный станок и фрезерный станок. Они в моем списке инструментов для получения.Ответить с цитатой
13.05.2011
# 22
Re: Изготовление штампов для трубогиба.
Первоначально Послано GBM
LOL, я не вижу в этом проблемы.
.. Я использовал много разных проектов на протяжении многих лет, чтобы «оправдать» изготовление или покупку нового ИНСТРУМЕНТА ….. помните, тот, кто умирает с наибольшим количеством инструментов…Нет… Победит тот, кто унаследует все инструменты! Ха-ха
Дайте мне топливо, дайте мне огонь, дайте мне то, что я хочу.
Ответить с цитатой
13.05.2011
# 23
Re: Изготовление штампов для трубогиба.
Мне нравится этот…
ОН, кто умирает с наибольшим количеством инструментов… МЕРТВ.
Ответить с цитатой
15-05-2011
# 24
Re: Изготовление штампов для трубогиба.
Модель 3 — это то, что я использую каждый день, изгибая DOM. штампы не дорогие, и у них есть точность, чтобы делать все, что вы хотите.
лучше купить б/у.
Ответить с цитатой
15-05-2011
# 25
Re: Изготовление штампов для трубогиба.
Это удивительный пост, поскольку он освещает большинство разочарований, через которые проходят люди, создавая вещи для себя или обладая достаточными навыками, чтобы думать, что вы можете сделать это правильно. За то время, что я занимался изготовлением вещей из металла, я научился нескольким вещам, которые действительно бросаются в глаза.
1. Время – деньги, и ни у кого нет неограниченного количества времени. Если вы хотите построить все, вы никогда ничего не сделаете. 2. Инвестируйте в покупку (и использование) правильных инструментов. Если бы вы следовали своим рассуждениям о том, чтобы построить гибочный станок для сборки велосипеда, вы могли бы также купить токарный станок и просто сделать штампы (и гибочный станок), а затем велосипед (вместе с возможностью построить множество других вещей). вещи). 3. Слушайте других людей, у которых больше опыта, и учитесь на их ошибках. 92 просто сделайте это вручную и сэкономьте время и деньги. Преобразуйте его позже, если вам нужно сделать производственные изгибы или большие размеры. Вы также должны учитывать толщину стенки трубы, которую вы сгибаете, и то, что форма штампа не является полукругом (как можно было бы подозревать), поэтому труба не круглая в месте изгиба (по крайней мере, для штампа Хоссфельда).IdealArc TIG 300
Хобарт Хэндлер 175
Прямоугольная волна TIG 175
Миллер CP300
ЭСАБ А10-160К
Винтажный Миллер HeliarcОтветить с цитатой
«
Предыдущая тема
|
Следующая тема
»
Разрешения на публикацию
Общий | 2-х осевая гибка труб (тонкий алюминий) | Практик-механик
ггодвин
Алюминий
#1
У меня есть несколько трубок, которые нужно согнуть, и каждая трубка имеет три отдельных изгиба. В идеале изгиб должен быть идентичным, если это возможно. Каждая трубка имеет два изгиба радиусом 2,5 дюйма в одной и той же плоскости. Затем необходимо согнуть еще один радиус 2,5 дюйма под углом 10 градусов в плоскости, перпендикулярной исходной плоскости. Я в замешательстве после написания этого, но я думаю, что это так. Радиус 2,5 не важен. Эти трубки — перья сиденья для велосипеда, который я делаю на заказ. Есть правое и левое, но они должны быть зеркалами друг друга.
Я могу разделить это на две трубы и соединить их позже, если это сработает лучше всего.
Я сгибаю алюминиевую трубку диаметром 0,635 с толщиной стенки 0,049.
прилагается рисунок того, что я пытаюсь сделать.
В какой мастерской лучше всего делать такие изгибы?
металлмюнхр
Алмаз
#2
Правилен ли размер .635? Или это случайно .625? Если это так, лучше всего будет купить ручной трубогиб, такой как New Ct 5060B Combo Tube Bender для труб с наружным диаметром 5 8 дюймов и 7 8 дюймов Охлаждение HVAC | eBay или что-то подобное и сделать это самостоятельно.
Если диаметр действительно 0,635, то вам все равно лучше купить трубогиб за 60 долларов и модифицировать башмак, чтобы в него можно было вставить трубку, так как очень сомнительно, что вы найдете магазин с матрицей 0,635. установить, даже если у них есть трубогиб для небольших трубок.
Сделать 3 изгиба на одном отрезке трубы не составит труда, так как все изгибы неглубокие.
Кстати, ваше описание (3-й изгиб в плоскости, перпендикулярной плоскости двух других изгибов) соответствует чертежу.
ггодвин
Алюминий
#3
Это опечатка, это .625. Я проверю этот бендер. Я не видел и тех, которые мне нравились в прошлом.
Лими Сами
Алмаз
#4
Если подумать, то на самом деле это всего 2 изгиба, вам просто нужно решить, насколько сильно «скручивать» один изгиб по отношению к другому.
Дж. Рэмси
Горячекатаный
#5
Лими Сами сказал:
на самом деле всего 2 изгиба,
Нажмите, чтобы развернуть…
Да, после первого изгиба поверните трубу на 10 градусов и сделайте второй изгиб.
Вот трубогиб радиусом 5/8″x 2,25, который я построил однажды днем. Он без особых усилий сгибает стену .120 1020, на фото стойка .049 DOM.
Лими Сами
Алмаз
#6
Отличная работа J. Ramsey
Для тех, кто не знает, непросто добиться, чтобы изгиб трубы со сложным углом выглядел хорошо.
ггодвин
Алюминий
#7
Лими Сами сказал:
Если подумать, то на самом деле это всего 2 изгиба, вам просто нужно решить, насколько сильно «скручивать» один изгиб по отношению к другому.
Нажмите, чтобы развернуть…
Именно так я изначально и думал. Вероятно, есть компьютерная программа или программа для рисования, которая сделает это за меня.
ггодвин
Алюминий
#8
Дж. Рэмси сказал:
Да, после первого изгиба поверните трубу на 10 градусов и сделайте второй изгиб.
Вот трубогиб с радиусом 5/8″ x 2,25, который я построил однажды днем. Он без особых усилий сгибает стену толщиной 0,120 1020, на фото показана стойка 0,049.ДОМ.
Нажмите, чтобы развернуть…
Где вы взяли матрицу для использования?
Лими Сами
Алмаз
#9
ggodwin сказал:
Именно так я сначала и подумал. Вероятно, есть компьютерная программа или программа для рисования, которая сделает это за меня.
Нажмите, чтобы развернуть…
Я бы посоветовал сначала согнуть узоры в проволоке — 1/8 алюминиевый сварочный пруток хорош — и работать с ними.
спецфаб
Титан
#10
Лими Сами сказал:
Отличная работа J.
Для тех, кто не знает, непросто добиться того, чтобы изгиб трубы со сложным углом выглядел хорошо.
Нажмите, чтобы развернуть…
Ты сказал это. Красиво выглядящая поделка.
Дж. Рэмси
Горячекатаный
#11
ggodwin сказал:
Где ты взял кубик?
Нажмите, чтобы развернуть…
Я выжег круг из пластины 1-1/4 дюйма до приблизительного размера, обточил диаметр и приблизил глубину канавки, затем использовал поворотный стол и концевую фрезу 5/8, чтобы довести радиус до конца. кусок 1-1 / 4 «квадратного запаса и разрезал его пополам, затем ленточной пилой вырезал выемку из круглого и приварил один кусок для хвоста, а другую половину использовал для обуви.
Как уже было сказано, большую часть дня я потратил на то, чтобы устроить запой.
аптебайки
Чугун
#12
метлмюнхр сказал:
Если да, то лучше всего купить ручной трубогиб, такой как новый комбинированный трубогиб Ct 5060B для труб с наружным диаметром 5 8 дюймов и 7 8 дюймов Охлаждение HVAC | eBay или что-то подобное и сделать это самостоятельно.
Нажмите, чтобы развернуть…
решительно согласен с этим. это довольно простые изгибы для велосипедных рам, и их легко сделать с помощью рычажного гибочного станка swagelok/жесткого типа, который связан.
Способ, которым я это делаю (из стали) и многие другие (из титана, стали и алюминия), заключается в том, чтобы провести линию вдоль каждой детали. затем сделайте первый изгиб каждой трубы на ручном трубогибе, совмещенном с чертилкой. выясните свою пружинистость и сделайте небольшую остановку на изгибе. наклониться, чтобы остановиться. теперь у вас есть два одинаковых первых изгиба и одинаковой длины. затем просверлите и постучите по корпусу гибочного станка, чтобы удерживать фиксирующий рычаг фиксированной длины под прямым углом в любой ориентации, которую требует ваш дизайн. рука вступает в контакт и удерживает уже согнутую деталь, чтобы сохранить выравнивание для следующего изгиба. отметьте и измерьте, и согните. вытащите деталь, вставьте вторую. Когда вторая деталь натыкается на ваш фиксированный упор, она ориентируется, чтобы соответствовать. отклониться.
это предполагает, что вы делаете больше, чем несколько пар. если делаете разовое, я настоятельно рекомендую скачать копию «искусства изгиба» Диакро. в нем все расчеты (и несколько хитростей), чтобы понять, как правильно согнуть под ваш дизайн.
Я также знаю больше, чем несколько строителей, которые делают первый изгиб на ручном трубогибе, а затем делают второй изгиб с помощью мужской и женской формы на оправочном прессе № 3. эти мужские и женские формы имеют необходимую ориентацию для вставленной в них детали и почти всегда сделаны из твердой древесины. я никогда не ходил по этому пути.
удачи.
Адама
Алмаз
№13
С еще несколькими размерами вашего чертежа его базовый вектор — алгебра для определения истинного угла — ориентация, их недостаточно измерений на чертеже для его определения. (это истинный угол внутреннего изгиба и его ориентация ко второму изгибу)
Настоящие промышленные трубогибы решают эту проблему, удерживая трубу в зажимном приспособлении, перемещая ее на известные величины и поворачивая на известные углы для получения желаемых комбинаций — ориентаций изгибов. Это не волшебство, а только твердые размеры и цифры
Любительские, но все же приносящие деньги установки для гибки, как известно, используют шпиндекс и рулетку (нет, я не публикую фотографию моего текущего сверхсекретного запатентованного наращивания!! быть слишком много для возраста некоторых людей здесь!!))). К вашему сведению, многоплоскостная гибка была забавной, но это все еще просто базовая математика и случайные настройки, чтобы соответствовать 🙂 Перестаньте лениться и сделайте математику, чтобы узнать, что вам нужно. Или, в вашем случае, просто спроецируйте конец на вид и измерьте некоторые из них, чтобы было еще проще!
Ло Кэш Лестер
Пластик
№14
Существует очень хорошая программа для гибки, которая называется Bend Tech Pro. Только вчера использовал его, чтобы спроектировать крепление для парашюта для моего дрэг-кара VW, который я перестраиваю.
Утраченное искусство Бендера
Бендер.
Само название напоминает о драме и опасности, трагедии и решимости. Та странная и запретная часть города, которую вы всегда хотели исследовать, но не делаете этого, потому что общество и здравый смысл говорят вам, что вы, возможно, не вернетесь, а если вернетесь, возможно, вы уже не тот человек. Некоторым людям достаточно одного похмелья подряд, но если вы все-таки решите совершить это путешествие по рельсам, доктор Твайлайт подскажет, как это сделать правильно.
Кажется, что в эти якобы более просвещенные дни о пьянстве почти забыли как о законной форме самоисследования и злоупотребления. Теперь, когда люди говорят о том, чтобы разрушить себя с помощью употребления алкоголя, они обычно имеют в виду переусердствовать с этим однажды ночью, заболеть позже в тот же вечер или рано утром следующего дня, а затем раскаяться до конца выходных. Этот цикл отвратительного поведения — это нормально, если вы просто хотите опозориться перед друзьями, но что, если у вас есть более глубокое и темное желание? Что, если вы жаждете сбежать, исчезнуть из виду и пить нераскаянно и в одиночестве в течение длительного периода времени, исчезнуть с лица земли на долгие «потерянные» выходные? Что тогда? Тогда вы стремитесь пойти на запой.
В лексиконе алкогольного сленга термин «запой» означает период непрекращающегося опьянения продолжительностью не менее трех дней. Почему три? Потому что выходные длятся два дня. Именно в этот третий день (вполне возможно, рабочий день) все ставки сняты, когда начинают подниматься брови, когда языки начинают кудахтать, когда веселый смех превращается в озабоченный шепот.
В прошлые времена запой приветствовался как период, когда хорошие люди становились плохими, как правило, по уважительным причинам. Может, их предала любовь всей их жизни, может, ушел из жизни любимый человек, может, их уволили, может, вообще не было веской причины, кроме того естественного человеческого желания посмотреть, как далеко можно зайти, не убив себя, то уйти относительно невредимым. Быть в состоянии сказать со всей честностью: «Да, после того, как это случилось, я впал в настоящий запой», — все равно, что небрежно упомянуть о том, что вы прыгнули с парашютом в тылу врага.
Типичный рецепт запоя выглядит следующим образом: 1) Начать пить в течение пяти минут после пробуждения, 2) продолжить пить, 3) отключиться, 4) проснуться и повторить. Продолжайте этот процесс до тех пор, пока а) вас не госпитализируют, б) вы не умрете или в) вы не придете в себя и не поймете, что должны остановиться.
Корень запоя — это всего лишь один глоток, возможно, в пятничный счастливый час. Затем он умножается и, наконец, перестает быть просто рекреационным выпивкой, когда человек просыпается на следующее утро, и в качестве лекарства от похмелья или просто на завтрак начинает день свежим с еще одного напитка. По мере того, как утренние напитки приводят к поздним напиткам, а обеденные напитки устраняют необходимость в обеде, хватка за реальность ослабевает до такой степени, что она полностью ускользает, и с помощью телевизора, видеомагнитофона, задернутых штор и большого количества уединения, мелкий мир нормальности и вся его скука. . . испаряется. И бендер идет.
Хорошо звучит? Вот что вам нужно сделать:
1.) Наберите несколько хороших фильмов (предложения см. в конце статьи), потому что кабель слишком неуправляем . Вы хотите что-то приятное и знакомое. Говард Хьюз пересматривал свой любимый фильм «Ледяная станция «Зебра»» снова и снова, в течение многих лет. Разве ты не хотел бы быть таким ненормальным? Вы будете, когда будете в законном запое. Возьмите напрокат, приобретите или одолжите коллекцию любимых фильмов. В идеале те, в которых много вдохновляющих сцен с выпивкой.
2.) Вложите значительные средства в алкоголь по вашему выбору. Разнообразие — хорошая идея, так как ваше настроение и вкусы могут измениться в середине застолья. У вас всегда должно быть больше, чем вам нужно. Запаситесь. Не испортится, поправится.
3.) Выключите телефон и уменьшите громкость на автоответчике. В промежутках между просветлениями вам может казаться, что вы способны связно разговаривать по телефону. Это может привести к проблемам, так как вам придется объяснять свои слова позже, и вы не можете их запомнить. И никогда не упоминайте, что вы на самом деле в запое. Совершите ошибку, бесцеремонно упомянув об этом факте не тому человеку, и у вашей двери будет толпа со слезами на глазах интервентов. Запой — это очень личное путешествие, так держать.
4) Задерните шторы и заприте дверь. Думайте о себе как о вампире, солнечный свет и посетители — естественные враги мага.
Все готово. Начинай пить! Мне нравится начинать с красного вина, затем переходить к коктейлям с водкой, отступать к дешевому американскому лагеру, а затем бросаться вперед с Jack Daniels на скалах. Важен ритм и темп. Начните пить крепкий алкоголь сразу же, и запой закончится, не успев начаться. С другой стороны, вы хотите грести достаточно быстро, чтобы пройти волнорез и выйти в широкое море, которое является изгибом.
Через некоторое время вы можете понять, что какое-то время лежали без сознания на диване. Лента в видеомагнитофоне будет перемотана, и лед в вашем напитке растает. Возможно, вы даже поймете, что сейчас 3 часа ночи. Это нормально. Просто медленно встаньте, сделайте себе еще выпить и нажмите кнопку воспроизведения на пульте видеомагнитофона. Вы находитесь в бендерленде, и нет временных рамок, которые диктовали бы ваши действия, нет места, чтобы быть, а видео не знает расписания. Вы можете просто отпустить миазмы двойственности дня и ночи. Не нужно беспокоиться о социальных мероприятиях, текущих событиях, еде, соблюдении графика сна и т. д. Все, что вам нужно, это еще один напиток, чтобы все стало гладко, как медленно проплывающее облако в жаркий летний день.
Повернуться внутрь. В отличие от одной ночи сильного пьянства, вы будете колебаться между моментами полного безумия и идеальной ясности. Почему? В типичную ночь пьянки ваша психика имеет тенденцию скрываться, она будет задерживать дыхание и стараться не вдыхать безумие, которому вы ее подвергаете. Но во время запоя он поймет, что ему нужно подняться на воздух, оставив вас в уникальном состоянии, чтобы исследовать самые яркие и самые мрачные воспоминания вашей жизни. Наслаждайтесь свежей, хотя и несколько более мрачной перспективой, вы уйдете с пониманием концепций, о которых даже не подозревали.
Осмотрите бутылку в руке. Прочитайте этикетку. Знаете ли вы, что Джек Дэниелс изобрел 16-летний священник? Коммутируйте со своими демонами, это ваш сообщник на данный момент. Скоро это будет твой брат.
Прогуляйтесь по комнате. Посмотрите на вещи, которые вы никогда раньше не замечали, как висит лампа, как она отбрасывает черный свет на пепельницу, оставленную давно забытой девушкой. Вы понимаете, что так хорошо узнали свою поверхность, что пренебрегли своим внутренним. Осветите все те темные уголки, о которых вы забыли, вспомните, кем вы были раньше, кем вы являетесь до сих пор. Возьмите с полок книги, которые вы не читали годами, вспомните, что они сделали с вами. Вы также находитесь в идеальном состоянии, чтобы просмотреть старые фотографии, чтобы вернуться к старым эмоциям. Также наслаждайтесь нигилистическим представлением о том, что все эти прекрасные чувства, скорее всего, будут забыты до следующего запоя.
Присаживайтесь. Освежите свой напиток, выкурите сигарету. За пределами своей комнаты вы можете чувствовать силы, движущиеся против вас, не проверяйте свои сообщения, не открывайте дверь. Теперь это ваш мир, вы суверенны и не нуждаетесь в совете. В этот момент приходит осознание того, что никто не владеет вашим временем, кроме вас. Пока выпивка держится.
Однако рано или поздно все может начать рушиться. Вы можете оказаться в постели, задаваясь вопросом, как вы туда попали, и сможете ли вы поднести стакан воды к губам без рвоты. У вас может быть гипервентиляция, учащенное сердцебиение, потливость, дрожь, галлюцинации и потеря кровообращения в лице и конечностях, но в основном вас будет тошнить, тошнить, тошнить! Просто не забудьте о регидратации, насильно съешьте какую-нибудь мягкую пищу и как можно быстрее выпейте еще немного алкоголя. Вы можете продолжать подбрасывать его, но, черт побери, заставьте его опуститься.
В этот момент вы обнаружите, что требуется больше алкоголя только для того, чтобы избавиться от коктейлей, чем раньше, чтобы довести вас до истощения. Теперь вы действительно «Покидая Лас-Вегас».
Дни переходят в ночи и снова в дни, и вы можете потерять счет времени. Не включайте новости, хриплый крик вас угнетает. Теперь вы можете начать задаваться вопросом, как долго вы должны продолжать это. Некоторые люди, известные и не очень, годами поддерживали запои, особенно британские театральные актеры и американские писатели. Стивен Кинг утверждает, что свои лучшие романы он написал во время одного затяжного запоя, выпивая по ящику 16-унциевого пива за ночь и прокручивая бестселлеры, о написании которых он почти не помнит. Теперь он в АА и пишет папочки, которые помнит.
Конечно, длительные запои не всегда заканчиваются к лучшему, уход поэта Дилана Томаса является одним из наиболее известных примеров. Дилан завершил свой десятилетний запой на нью-йоркском тротуаре, где, стоя на коленях, сказал молодой женщине: «Я только что выпил 18 порций виски. Я думаю, это рекорд. Я тебя люблю.» Он быстро умер от того, что вскрытие назвало «оскорблением мозга» (и комплиментом даме).
К сожалению, я ничего не знаю о смерти, но могу объяснить, как остановиться, если вы выберете такой вариант. 1) Используйте все средства от похмелья, которые вы знаете. 2) Продолжайте двигаться; убирать за собой, мыть посуду, принимать душ, заниматься спортом, совершать длительные прогулки и т. д. 3) Пейте пиво. Как говорит Альберт Финни в книге «Под вулканом»: «Ничего не спится, т’трезвый, худой, беа». Открой шторы, послушай сообщения на автоответчике и поклянись никогда больше не пить. Около 17 или 18 часов вам может понадобиться успокоительное — предпочтительно валиум, но в крайнем случае подойдет и адвил. Подождите, пока большая часть алкоголя не выйдет из вашего организма, прежде чем принимать что-либо тяжелое, так как это может легко привести к смерти или, что еще хуже, к еще большей рвоте.
Если все пойдет хорошо, на следующее утро вы будете в полном беспорядке. Заставьте себя встать с постели, примите долгий холодный душ и начните пить Gatorade. Возможно, вам придется остаться дома из-за работы. Если вам повезет, возможно, вам даже не придется работать, возможно, вас уже уволили. В любом случае, ближе к вечеру вы почувствуете себя достаточно хорошо, чтобы пообедать.
Итак, спросите вы, в чем преимущества такого саморазрушительного поведения? Ну, на самом деле никто. Или же . . . здесь? Вспомните высоту вашего запоя. Все было онемело, вневременное блаженство. Вы позволили себе уйти, совершенно. Тебя унесло в море. Ты практически утонул и чудесным образом вернулся. Ты мог бы продолжать идти, но ты повернул назад. В медленном путешествии на плоту к вечности вы плыли достаточно долго, чтобы расслабиться, но недостаточно долго, чтобы не вернуться домой. Вы мельком увидели рай и мельком ад. Вы пили то, что лежит за пределами удовольствия, боли и мелких смертных стремлений.
Жаль, что большинство людей, которых вы знаете, не поймут и не уважат это, но ведь они все смеялись и над Христофором Колумбом.
–Доктор. «Сумерки»
Бонусный раздел: Лучшие фильмы о Бендере
Потерянные выходные
Билли Уайлдер, 1945
Этот новаторский и суровый взгляд на Бендера получил награду «Лучший фильм» по уважительной причине. Хотя по сути это статья против употребления алкоголя, она также содержит некоторые диалоги в поддержку употребления алкоголя.
Лучшая сцена: Рэй Милланд в роли Дона Бирнама беседует тет-а-тет с барменом Нэтом о плюсах и минусах тяжелых веществ: «Это уменьшает мою печень, не так ли, Нэт? Это маринует мои почки, да. Но что это делает с моим разумом? Он выбрасывает мешки с песком за борт, чтобы воздушный шар мог взлететь. Внезапно я выше обычного. Я компетентен, в высшей степени компетентен. Я иду по канату над Ниагарским водопадом. Я один из великих. Я Микеланджело, лепящий бороду Моисея. Я Ван Гог, рисующий чистый солнечный свет. Я Горовиц, играю Императорский концерт. Я Джон Бэрримор до того, как фильмы схватили его за горло. Я Джесси Джеймс и два его брата — все трое. Я В. Шекспир. А там уже не Третья авеню — это Нил, Нат, Нил, — и по ней плывет баржа Клеопатры.
Аллилуйя, брат мой.
Под вулканом
Джон Хьюстон, 1984
Яркое озарение гениального алкоголя может вдохновить. Основанный на книге превосходного пьяницы Малкольма Лоури (который, кстати, большую часть своей взрослой жизни провел в запое), главный герой Джеффри Фирмин — неисправимый пьяница, живущий безумным исполнением желаний о выпивке как о благословении и лекарстве, а не о проклятии. Лоури пытается убедить, что в алкоголе писатель может добиться головокружительного успеха, что в бутылке человек может бороться с одиночеством и отсутствием любви.
Лучшая сцена: Внутренний диалог Альберта Финни в роли Джеффри Фирмина: «Я не собираюсь пить. Или я? Во всяком случае, не мескаль. Конечно нет, бутылка как раз там, за тем кустом. Поднимите это. Я не могу. Правильно, просто выпейте один глоток, только необходимый, лечебный напиток. Возможно, два бокала. Бог. Ах. Хороший. Бог. Христос. Тогда вы можете сказать, что это не считается. Это не так. Это не мескаль. Конечно нет, это текила. У вас может быть другой. Спасибо, я буду. Блаженство. Иисус. Святилище. . . Ужастик.»
Все сказано, не так ли?
Покидая Лас-Вегас, Майк Фиггис, 1995
Запой с плохим исходом, главный герой-самоубийца Бен Сандерсон (Николас Кейдж, получивший Оскар за свою игру) решает покончить жизнь самоубийством с помощью своего любимого развлечения: выпивка.
