Круг шлифовальный маркировка: Маркировка шлифовальных кругов
Содержание
Круг вулканитовый маркировка | ТРАСТ МЕТАЛЛ
Круг вулканитовый маркировка
Зернистость шлифовальных кругов. Назначение связки — прочно скреплять зерна между собой. Она может быть получистовой или чистовой. Именно маркировка помогает правильно выбрать наждачный инструмент или точило для выполнения той или иной задачи. Выбор зернистости определяется видом шлифования конкретной степени чистоты поверхности, а также режимом шлифования.
Самыми востребованными на рынке специфического инструментария стали: круг шлифовальный зернистость 120, круг шлифовальный зернистость 60, круг шлифовальный зернистость 100. Благодаря пространству, не заполненному связкой — микроскопическим порам, на поверхности и образуется шероховатость. Кроме того, выбор шлифовального круга зависит также от технических особенностей режущего инструмента и режима заточки. Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Черновое шлифование предполагает использование кругов с достаточно крупными фракциями зерен. Он может использоваться для ручной обработки поверхности или же для работы на станках или специальных шлифовальных приспособлениях. Такие инструменты называют «импрегнированными». Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. Если на поверхности обрабатываемого материала или инструмента имеются грубые штрихи или просматриваются зазубрины, значит, при выборе зернистости круга была допущена ошибка.
Круг вулканитовый
Именно зернистость шлифовальных кругов определяет их основное функциональное назначение. Шлифовальные круги подразделяются по многим параметрам. Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647. Круги шлифовальные абразивные с зернистостью разной степени требуются для: предварительных операций с большой глубиной резания, обтирочных операций, обработки алюминия, латуни и меди. Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Круги шлифовальные абразивные с зернистостью разной степени требуются для: предварительных операций с большой глубиной резания, обтирочных операций, обработки алюминия, латуни и меди. Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Степень зернистости определяет количество снимаемого материала.
Таблица зернистости шлифовальных кругов. Зерна абразивного материала могут быть выполнены из: карбида кремния, алмаза (искусственного или природного), электрокорунда, эльбора. Классификация шлифовальных кругов по зернистости. Как выбрать зернистость шлифовального круга? Что такое шлифовальный круг?
Шлифовальный круг — это режущий абразивный инструмент. Зернистость шлифовальных кругов для дерева и для металла отличается, поэтому от правильно выбранной модели зависит качество обработки. Что касается связки, то она может иметь искусственное или природное происхождение. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности. Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки.
Некоторые производители наделяют шлифовальные круги специфическими пропитками для снижения температуры в зоне обработки.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля. Технические особенности шлифовального круга зависят от степени зернистости. Классификация по зернистости. Обязательным для каждого вида является наличие абразивных материалов и связующих элементов. Таблица зернистости шлифовальных кругов по старым и нынешним стандартам.
На каждом шлифовальном круге есть обозначение (маркировка). Выбор зернистости шлифовальных кругов зависит от тех требований, которые предъявляются к чистоте обработанной поверхности. Абразивный материал срезает микроскопическую стружку с деталей или материала. Кроме того, на поверхности шлифовального круга обязательно имеются поры. Обозначение по ГОСТ (алмазные порошки) Обозначение для абразивных материалов, исключая материалы на гибкой основе.
Круг вулканитовый маркировка
Обозначение по ГОСТ 3647-80. Среднезернистые и мелкозернистые круги используются для: обработки твердых сплавов, обработки закаленных сталей, финишного шлифования, заточки инструментов. Как выбрать зернистость шлифовального круга? Она подбирается в зависимости от типа операции. Например, у профессионалов востребован шлифовальный круг для точила с зернистостью, которая обеспечит максимально эффективное использование инструмента.
Чистовая обработка материала или инструмента требует более мелких фракций.
Смотрите также
Круг вулканитовый
Сфера применения. Для оформления заявки позвоните нашим специалистам по телефону или воспользуйтесь онлайн-формой на сайте. Отрезные круги на…
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3.
 Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109. Структура стали 12Х17 полностью…
14х17н2 круг 12 калиброванный
Круг нержавеющий 14Х17Н2(ЭИ-268) горячекатаный 150 мм ГОСТ 5949-75, ГОСТ 2590-2006. Круг нержавеющий 14Х17Н2(ЭИ-268) шлифованый 2,6 мм Серебрянка,ГОСТ…
выбор типа абразивного камня для наждака
Под шлифовкой поверхностей деталей из всевозможных материалов понимают главную первоначальную операцию для снятия задиров, зазубрин, остающихся после работы различных металлообрабатывающих станков, заточки ножей. В целях качественной обработки необходимо выбрать шлифовальный круг с характеристиками, отвечающими виду и размерам детали, проходящей эту процедуру.
Общие сведения
Абразивный шлифовальный инструмент фактически представляет разновидность резцового металлообрабатывающего оборудования.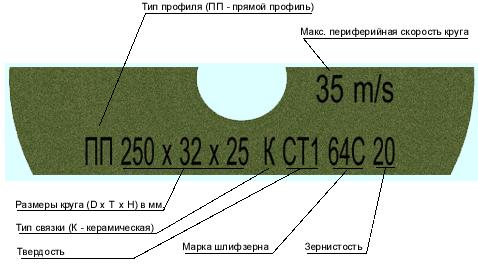 Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Рез осуществляется с помощью большого числа твёрдых частиц. Видов шлифкругов очень много, о некоторых имеют понятие только те, кто с ними сталкивался. К примеру, в авиастроении и космической отрасли используется специальный инструмент. Однако выполняет он ту же работу, что и остальные подобные приспособления.
Для различных покрытий имеется своя разновидность шлифовочного круга. С их помощью обработке поддаются стальные, чугунные изделия, сплавы цветных металлов и кованные принадлежности. Специальная оснастка есть для работы со стеклом, керамикой и кирпичом. Наиболее распространённые абразивные инструменты, находящиеся в применении к настоящему времени представлены:
- Кругами.
- Головками.
- Фрезами, или шарошками.
- Сегментами.
- Брусковыми приспособлениями.
После обработки таким оборудованием оставшиеся шероховатости определяются классами А, Б и АА. Лучшее качество шлифовки, обозначаемое буквами АА, достигается на высокоточных станках.
Классификация наждачных инструментов
Градация кругов по видам происходит двумя способами. Первый из них определяется двумя официальными документами: старым советским ГОСТом 2424—83 «Круги шлифовальные: технические условия» и современным «Круг шлифовальный: ГОСТ Р 52781— 007». Однако то, что содержится в них, большинству неподготовленных пользователей будет мало понятно.
Для этого существует вторая, народная спецификация шлифовального инструмента:
- Приспособления на липучке получили своё название из-за способности прицепляться к опорам устройств за счёт вставок из велкро ткани. Это универсальные круги, которыми пользуются за неимением специального оснащения. Маркируются различными цветами, которые обозначают содержащееся в них шлифовальное зерно. Самый распространённый — коричневый, подходит для работы с деревом и металлами. Синий — для обработки нержавейки, белый для лакированных и шпаклёванных поверхностей, чёрным можно обрабатывать минералы.

- Круги в виде веера обладают высокой эластичностью и хорошо адаптируются под любую поверхность, называются лепестковыми. Сфера применения — шлифование труб, изделий из дерева и фасонных деталей. Сварочные швы и заусенцы удаляют с помощью особо прочных абразивных кругов по металлу.
- Изделие, для производства которого применяется собранная в несколько слоёв вулканизированная бумага, называется фибровым шлифовальным кругом. Таким инструментом зачищают нержавейку, дерево, сталь.
- Алмазные круги применяются для чистовой шлифовки и не очень прочны.
Качественные характеристики изделий
Различных параметров, по которым классифицируются такие изделия, очень много. Ещё больше видов маркировок абразивных кругов в связи с тем, что существует масса различных комбинаций этих свойств. Основными параметрами абразивных кругов для точильных станков считаются:
- Показатель зернистости.

- Вид абразивного материала.
- Связующее вещество.
- Габариты и форма.
- Твёрдость шлифовочного материала.
- Рабочая скорость.
Для использования выбирается круг с соответствующими показателями, которые указываются в маркировке на самом изделии.
Зернистость приспособления
Это наиболее значимая характеристика. От её величины зависит, насколько гладко будет отшлифован образец. Кроме того, размер износа, производительность, толщина снимаемого слоя за один цикл также в большей мере зависят от этого показателя. Чем меньше зерно инструмента, тем выше чистота обработки. Однако скорость работы при такой зернистости снижается. К тому же такое приспособления чаще вызывает прижог детали.
Старый стандарт определяет величину зерна в микронах, по-новому обозначается буквой F с номером. Чем выше цифровая составляющая, тем меньше зернистость. Все эти показатели сведены в таблицу зернистости шлифовальных кругов.
Материалы для изготовления
Как и все характеристики, требования к материалу, из которого изготавливаются шлифовочные круги, соотносятся с ГОСТом. Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
Минимальные условия — износостойкость, низкая теплоотдача, твёрдая поверхность. Исходя из этих условий, абразивный инструмент производится из такого материала:
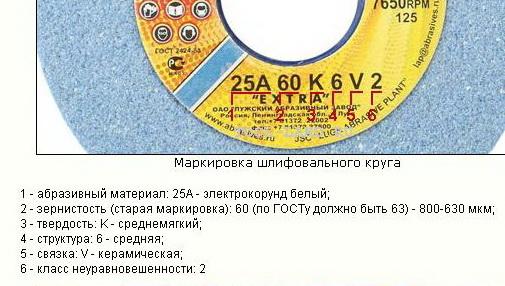
- Вещество, имеющее базу из оксида алюминия (Al2O3), называется электрокорундом с бокситовой связкой. ГОСТ 28818 допускает добавить для повышения твёрдости окись калия. Это позволяет сохранять первоначальные свойства при повышении температуры в условиях интенсивной работы. Такие круги маркируются так: 12А — 15А — обычные, 22А — 25А — повышенной твёрдости.
- Тот же материал с карбидной основой включает хромовые, титановые, циркониевые, кремниевые соединения для работы с закалёнными металлами. Карбид кремния (52С — 65С) нужен для сопротивления перепадам температура при охлаждении обрабатываемой детали. Маркируются такие изделия буквой, А и цифрами от 38 для циркония до 95 для титана.
- Округлые зёрна сферокорунда получаются во время продувания жидкого оксида алюминия, отличаются повышенной твёрдостью и применяются для абразивной обработки твердосплавных изделий.
 Обозначаются литерами ЭС.
Обозначаются литерами ЭС. - Монокристаллическая структура монокорунда является причиной долговечности кругов из него. Ввиду сложности технологии получения они очень дороги. Узнать их можно по маркировке 43А, 44А и 45А.
Применение связующих материалов
Для плотной компоновки и предохранения от разрушения в шлифовальных ругах применяют специальные вещества. Их качество, разновидность, ровное распределение влияют на все характеристики абразивных инструментов. А также наличие этих материалов проявляет способностью к самостоятельной заточки выкрошенных участков шлифовального камня. Если связующий компонент не соответствует обрабатываемой поверхности, инструмент утрачивает своё главное свойство, усиливается износ, выкрашивание ещё не сработанного зерна, появляется пригорание и засаливание.
В качестве связывающих элементов возможно использование органических и неорганических связок.
Первые представляют керамические и силикатные материалы, вторые — бакелитовые и вулканитовые.
В связке из керамики задействованы такие материалы: огнеупорная глина, кварц и шпат. Они прочные, долговечные, с устойчивостью режущей кромки. Инструмент на такой основе можно охлаждать специальными эмульсиями. Круги малой толщины разрушаются при боковом воздействии. Обозначаются К0, К1, К3 и так далее. При их изготовлении используется карбидно — кремниевое или электрокорундовое зерно. Хорошо шлифуют всеми способами, кроме резки и применения в узких пазах.
Порошок из бакелитовой смолы и лака составляет связку Б, Б1, Б2 и другие. Такие круги тонкие, прочные и упругие. Однако при нагреве такое соединение плывёт и зёрна вываливаются. Для повышения термостойкости в такую связку добавляют криолит. Смачивание при шлифовании кругами с бакелитовой связкой запрещается.
Смесь искусственного каучука с серой даёт связку вулканитовую. Её упругость выше, чем у бакелитовой, но термостойкость хуже. Эластичность позволяет изготавливать тонкие отрезные диски с обозначением В, В1, В2.
Её упругость выше, чем у бакелитовой, но термостойкость хуже. Эластичность позволяет изготавливать тонкие отрезные диски с обозначением В, В1, В2.
Высокопрочная металлическая связь производится на медной, оловянной, алюминиевой и прочей основе. Используется при изготовлении алмазных и эльборовых шлифкругов.
Показатели твёрдости
Это свойство описывает возможность диска сохранять зёрна при внешнем влиянии. Чем она ниже, тем быстрее происходит разрушение абразива. Расшифровка твёрдости шлифовальных кругов для станков выглядит таким образом:
- Мягкие М 1 — М 3.
- Среднемягкие СМ 1 — СМ 2.
- Средние С 1 — С 2.
- Среднетвёрдые СТ 1 — СТ 3.
- Твёрдые Т 1 — Т 2.
- Весьма твёрдые ВТ 1 — ВТ 2.
- Чрезвычайно твёрдые ЧТ 1 — ЧТ 2.
Этот параметр определяется глубиной выемки от пескоструйки или твердомером Роквелла. Чаще всего используются шлифовальные диски среднего показателя твёрдости. Они максимально производительны и долговечны. Для внутренней и плоской шлифовки подойдут мягкие инструменты. При обточке резьб, маленьких по диаметру деталей нужны жёсткие круги. Как правило, чем тверже заготовка, тем мягче нужен абразивный инструмент.
Они максимально производительны и долговечны. Для внутренней и плоской шлифовки подойдут мягкие инструменты. При обточке резьб, маленьких по диаметру деталей нужны жёсткие круги. Как правило, чем тверже заготовка, тем мягче нужен абразивный инструмент.
Точность шлифовального круга
При определении этого параметра оценивают имеющиеся трещины, раковины и расположение поверхностей относительно друг друга. Самые точные принадлежности характеризуются минимальными несоответствиями и устанавливаются на прецизионных станках высокой точности обработки и на высокоскоростном оборудовании. Маркируются буквами АА.
Следующие по точности абразивные приспособления немного уступают самым качественным. Обозначаются литерой, А. Образцы низшей категории точности в полтора — два раза уступают принадлежностям, А — класса. Помечаются буквой Б и используются для не самых точных операций по шлифовке.
Размер абразивной оснастки
Этот параметр соблюдается в соответствии с ГОСТом 2424—75. Габариты дисков строго соблюдаются. Всё шлифовальное оборудование разрабатывается под эти стандарты:
Габариты дисков строго соблюдаются. Всё шлифовальное оборудование разрабатывается под эти стандарты:
- Внешний диаметр круга обозначается D, его размеры от 3 до 1100 миллиметров.
- Внутренний диаметр, размерами от 1 до 305 мм, маркируется литерой d.
- Высота, или толщина, это h с величиной 0, 18—250 миллиметров.
Неустойчивость инструмента
Эта характеристика показывает отклонения заточного круга для точила от положения покоя — проще говоря, биение при вращении. В маркировочном штампе указывается рядом с классом точности и имеет обозначения от 1 до 4. Единица говорит о высоком качество оснастки.
Структура поверхности
Её плотность определяется соотношением числа зёрен к объёму диска. Соответственно, чем больше их число и меньше коэффициент, тем плотнее круг. Плотная поверхность имеет обозначение 1—4, маркировка 5—7 гарантирует средний показатель. 8—10 — открытая структура, а коэффициент 11 и 12 означает пористый тип наждака.
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
- Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
- Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
- Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
- Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую. Это поможет выявить скрытые дефекты.
- Во время работы всё внимание обращать на производимую операцию.
- Не работать без защитных очков или масок.
- Замена абразивных кругов возможна только на отключённом оборудовании.

- Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
- В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Originally posted 2018-04-06 09:22:34.
Объяснение того, что означают характеристики шлифовальных кругов Norton, 5SG, 32A, 38A, 25A
При продаже кругов Norton мы снова и снова слышим вопрос: «Что означают характеристики Norton на круге?» Этот пост объяснит вам все это.
Когда вы ищете колеса Norton, вы увидите размер на колесе (например, 7X1/4X1-1/4), а затем номер и букву (буквы). В этом посте мы рассмотрим распространенные цифры и буквы, такие как 5SG, 32A, 38A и 25A.
Norton SG:
Когда вы видите круг Norton с маркировкой SG после размера, вы ищете лучший выбор для высокой производительности и низкой общей стоимости шлифования одной детали.
Характеристики кругов Norton SG:
* Исключительно высокоэффективный затравочный гель-керамический абразив на основе оксида алюминия
* Самозатачивающийся абразив
0004
* Обеспечивают острую кромку инструментов и штампов
* 5SG-Durable Norton SG и смесь оксида алюминия синего цвета
Преимущества отрезных кругов Norton SG:
, быстрое удаление припуска 2 *
* Срок службы в 3-5 раз больше, чем у кругов из оксида алюминия
* Удвоенная скорость съема чернового материала по сравнению с обычными абразивами
* Меньше ожога, меньше правки; очень стабильно работающее колесо
* Универсальный; исключительная устойчивость формы
* Высокая скорость съема материала, отличная производительность, долгий срок службы круга, низкие общие затраты на шлифование вы ищете круг, который подходит для среднего и тяжелого съема материала.
Характеристики кругов Norton 32A:
* Острое зерно из монокристаллического оксида алюминия — самый универсальный абразив в отрасли
Преимущества колес 32A:
* Бесплатная резка на широком спектре применений и материалов
* Выдающаяся форма, удерживающая
Norton 38a:
, когда вы видите нортон 38A:
, когда вы видите нортон 38A:
. с маркировкой 38A после размера вы смотрите на круг, который подходит для легкого шлифования инструментальных сталей.
Характеристики кругов Norton 38A:
* Белое рыхлое абразивное зерно
* Стабильное качество
* Универсальность
Преимущества дисков Norton 38A:
* Холодная резка без пригорания; идеально подходит для операций, чувствительных к нагреву, с подачей от легкой до средней
* Превосходная балансировка и точность размеров раз за разом
* Исключительно холодная резка при шлифовании с легким давлением или при работе с чувствительными к нагреву
* Идеально подходит для использования с различными инструментальными сталями
Колеса Norton 25A:
Когда вы видите круг Norton с маркировкой 25A после размера, вы ищете круг, который подходит для Теплочувствительные приложения.
Характеристики кругов 25A:
* Связка с контролируемой пористостью
* Прочная связка
*0 Максимальная глубина резания 4 00005
Преимущества колес Norton 25a:
* Увеличение зазора чипа и максимальный поток охлаждающей жидкости
* Пониженная нагрузка
* Maximum * Maximum Prote-Sette или сухое тепло. сохранение зерна
* Легкая обработка; увеличенный срок службы колеса
* Повышенная эффективность зерна; стабильное шлифование при высокой производительности съема металла
Если у вас есть какие-либо вопросы о шлифовальных кругах Norton, позвоните нам по телефону 1-800-322-0005. Мы поможем вам выбрать правильный круг для ваших шлифовальных работ.
Применение режущих инструментов, Глава 16: Шлифовальные круги и операции
Шлифование или абразивная обработка — это процесс удаления металла в виде мельчайших стружек под действием абразивных частиц неправильной формы. Эти частицы могут находиться в связанных колесах, ремнях с покрытием или просто свободно лежать.
Эти частицы могут находиться в связанных колесах, ремнях с покрытием или просто свободно лежать.
Шлифовальные круги состоят из тысяч мелких абразивных зерен, скрепленных связующим материалом. Каждое абразивное зерно является режущей кромкой. Когда зерно проходит по заготовке, оно срезает небольшую стружку, оставляя гладкую и точную поверхность. Когда каждое абразивное зерно затупляется, оно отрывается от связующего материала.
Типы абразивов
В шлифовальных кругах используются два типа абразивов: натуральные и искусственные. За исключением алмазов, промышленные абразивы почти полностью заменили природные абразивные материалы. Даже природные алмазы в некоторых случаях были заменены синтетическими алмазами.
Произведенные абразивы, наиболее часто используемые в шлифовальных кругах, представляют собой оксид алюминия, карбид кремния, кубический нитрид бора и алмаз.
Оксид алюминия. Переработка бокситовой руды в электропечи дает оксид алюминия. Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом для формирования шихты печи. Затем смесь сплавляют и охлаждают. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Бокситовая руда нагревается для удаления влаги, затем смешивается с коксом и железом для формирования шихты печи. Затем смесь сплавляют и охлаждают. Расплавленная смесь напоминает каменную массу. Его промывают, измельчают и просеивают для разделения зерен различного размера.
Круги из оксида алюминия изготавливаются из абразивов различной степени чистоты, чтобы придать им определенные характеристики для различных шлифовальных операций и применений. Цвет и прочность круга зависят от степени чистоты.
Круги из оксида алюминия общего назначения, обычно серого цвета и с чистотой 95 процентов, являются наиболее популярными используемыми абразивами. Они используются для шлифования большинства сталей и других ферросплавов. Они используются для шлифования большинства сталей и других ферросплавов. Круги из белого оксида алюминия почти чистые и очень рыхлые (могут легко отрываться от материала). Они используются для шлифования высокопрочных, термочувствительных сталей.
Карбид кремния. Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли с последующим обжигом смеси в электрической печи. Процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученную кристаллическую массу измельчают и сортируют по размеру частиц.
Шлифовальные круги из карбида кремния изготавливаются путем смешивания чистого белого кварца, нефтяного кокса и небольшого количества опилок и соли с последующим обжигом смеси в электрической печи. Процесс называется синтезом кокса и песка. Как и при изготовлении абразива из оксида алюминия, полученную кристаллическую массу измельчают и сортируют по размеру частиц.
Круги из карбида кремния более твердые и хрупкие, чем круги из оксида алюминия. Существует два основных типа кругов из карбида кремния: черные и зеленые. Черные круги используются для шлифования чугуна, цветных металлов, таких как медь, латунь, алюминий и магний, а также неметаллических материалов, таких как керамика и драгоценные камни. Зеленые круги из карбида кремния более рыхлые, чем черные круги, и используются для шлифования инструментов и фрез из цементированного карбида.
Кубический нитрид бора (CBN). Кубический нитрид бора — чрезвычайно твердый, острый и охлаждающий абразивный материал. Это один из новейших производимых абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуры до 2500°F. CBN производится с помощью высокотемпературных процессов высокого давления, аналогичных тем, которые используются для производства искусственных алмазов, и он почти такой же твердый, как алмаз.
Это один из новейших производимых абразивов, который в 2,5 раза тверже оксида алюминия. Он может выдерживать температуры до 2500°F. CBN производится с помощью высокотемпературных процессов высокого давления, аналогичных тем, которые используются для производства искусственных алмазов, и он почти такой же твердый, как алмаз.
CBN используется для шлифования сверхтвердых, быстрорежущих сталей, инструментальных и штамповых сталей, закаленных чугунов и нержавеющих сталей. В настоящее время в промышленности используются два типа кубических кругов из нитрида бора. Один тип имеет металлическое покрытие для обеспечения хорошей адгезии и используется для шлифования общего назначения. Второй тип представляет собой абразив без покрытия для использования в гальваническом металле и системах с керамической связкой.
Алмаз. В производстве шлифовальных кругов используются алмазы двух видов: природные и искусственные. Природный алмаз представляет собой кристаллическую форму углерода и очень дорог. В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
В виде кругов на связке природные алмазы используются для шлифования очень твердых материалов, таких как цементированные карбиды, мрамор, гранит и камень.
Последние разработки в производстве искусственных бриллиантов снизили их стоимость и привели к расширению использования. Искусственные алмазы в настоящее время используются для шлифования прочных и очень твердых сталей, режущих инструментов из цементированного карбида и оксида алюминия.
Типы связки
Абразивные зерна удерживаются вместе в шлифовальном круге связующим материалом. Связующий материал не режется во время операции шлифования. Его основная функция – удерживать между собой зерна разной степени прочности. Стандартными связками для шлифовальных кругов являются стекловидные, резиноидные, силикатные, шеллачные, каучуковые и металлические.
Стекловидная связка. Витрифицированные связки используются более чем в 75 процентах всех шлифовальных кругов. Витрифицированный связующий материал состоит из тонкоизмельченной глины и флюсов, с которыми тщательно перемешан абразив. Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Затем смесь связующего вещества и абразива в форме круга нагревают до 2400°F для сплавления материалов.
Стеклокерамические круги прочные и жесткие. Они сохраняют высокую прочность при повышенных температурах и практически не подвержены влиянию воды, масел или кислот. Одним из недостатков является то, что они обладают плохой ударопрочностью. Поэтому их применение ограничено там, где возникают удары и большие перепады температур.
Резиноидная связка. Шлифовальные круги на резиновой связке уступают по популярности шлифовальным кругам на керамической основе. Фенольная смола в порошкообразной или жидкой форме смешивается с абразивными зернами в форме и отверждается при температуре около 360°F. Полимерные круги используются для шлифования со скоростью до 16 500 футов в минуту. Основное их применение – черновое шлифование и отрезание.
Силикатная связка. Этот связующий материал используется, когда тепло, выделяемое при шлифовании, должно быть сведено к минимуму.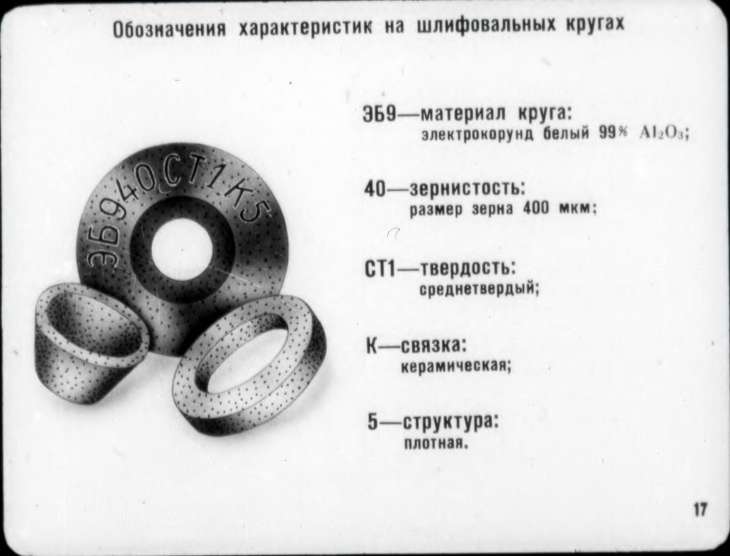 Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Силикатный связующий материал высвобождает абразивные зерна легче, чем другие типы связующих веществ. Скорость ограничена ниже 4500 футов в минуту.
Связка Shellac. Это органическая связка, используемая для шлифовальных кругов, которая обеспечивает очень гладкую поверхность таких деталей, как ролики, столовые приборы, распределительные валы и шатунные шейки. Как правило, они не используются в тяжелых шлифовальных операциях.
Резиновая связка. Колеса с резиновым покрытием чрезвычайно прочные и прочные. В основном они используются в качестве тонких отрезных кругов и приводных кругов в бесцентровых шлифовальных станках. Они также используются, когда требуется очень тонкая обработка поверхностей подшипников.
Металлическая связка. Металлические связки используются в основном в качестве связующих для алмазных абразивов. Они также используются в электролитическом измельчении, где соединение должно быть электропроводным.
Размер абразивного зерна
Размер абразивного зерна важен, потому что он влияет на скорость съема материала, удаление стружки в круге и получаемое качество поверхности.
Размер абразивного зерна определяется размером отверстия сетки, через которое проходят абразивные зерна. Номер номинального размера указывает количество отверстий на дюйм в экране. Например, зерно зернистостью 60 пройдет через сито с 55 отверстиями на дюйм, но не пройдет через сито с размером зерен 65. Низкое значение размера зерна указывает на крупную зернистость, а большое число указывает на мелкое зерно. .
Размер зерна в широком смысле определяется как крупный (от 6 до 24), средний (от 30 до 60), мелкий (от 70 до 180) и очень мелкий (от 220 до 1000). зерна для операций чистового и мелкого шлифования. Средние размеры зерна используются в операциях с большим съемом материала, где требуется некоторый контроль качества поверхности. Крупнозернистая фракция используется для кондиционирования заготовок и операций обрезки на сталелитейных и литейных заводах, где важна скорость съема припуска и мало заботит чистота поверхности.
Марка шлифовального круга
Марка шлифовального круга является мерой прочности связующего материала, удерживающего отдельные зерна в круге. Он используется для обозначения относительной твердости шлифовального круга. Класс или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Он используется для обозначения относительной твердости шлифовального круга. Класс или твердость относится к количеству связующего материала, используемого в круге, а не к твердости абразива.
Диапазон, используемый для обозначения класса, составляет от A до Z, где A представляет максимальную мягкость, а Z максимальную твердость. Правильный выбор колес очень важен. Слишком мягкие круги, как правило, слишком быстро выбрасывают зерно, и круги изнашиваются очень сильно. Слишком твердые круги не высвобождают абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «остекление».
Структура шлифовального круга
Структура шлифовального круга зависит от относительного расстояния между абразивными зернами; это плотность колеса. В круге с открытой структурой меньше абразивных зерен, чем в круге с закрытой структурой. Число от 1 до 15 обозначает структуру колеса. Чем выше число, тем более открытой будет структура; и чем меньше число, тем плотнее будет структура.
Характеристики шлифовального круга
Производители шлифовальных кругов согласились на систему стандартизации для описания состава круга, а также формы и поверхности круга.
Маркировка шлифовальных кругов
Абразивные шлифовальные круги имеют другую систему маркировки, чем эльборовые и алмазные круги.
Абразивные шлифовальные круги. Эта система маркировки используется для описания состава круга по типу абразива, размеру зерна, сорту, структуре и типу связки.
CBN и алмазные круги. Та же стандартизация применима к эльборовым и алмазным кругам. Маркировка колес представляет собой комбинацию букв и цифр.
Формы и поверхности шлифовальных кругов
Большинство производителей шлифовальных кругов используют восемь стандартных форм кругов и 12 стандартных поверхностей для общего использования. На иллюстрации показаны наиболее распространенные стандартные формы кругов, используемые на всех типах шлифовальных машин.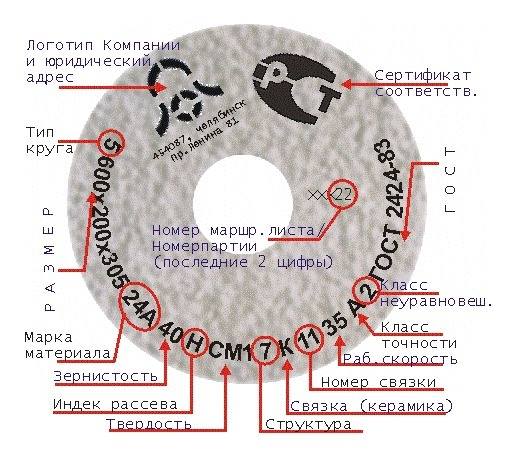 На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
На следующем рисунке показаны стандартные поверхности шлифовальных кругов, используемые на большинстве форм шлифовальных кругов.
Шлифовальные круги с гальваническим покрытием
Из нескольких методов, используемых в настоящее время для фиксации суперабразивных частиц алмаза или эльбора на рабочей поверхности абразивного инструмента, гальваническое покрытие является наиболее быстрорастущим. Все больше и больше производственных операций включают в себя комбинации трудно поддающихся шлифовке материалов и кругов сложной формы, что практически диктует использование гальванических суперабразивных инструментов.
Характерно, что такие инструменты состоят из прецизионной формы инструмента или оправки с суперабразивными частицами, нанесенными на рабочую поверхность и зафиксированными на месте электроосаждением связующей матрицы, чаще всего никеля. Частицы, закрепленные таким образом на поверхности инструмента, могут различаться по размеру и дисперсии в зависимости от назначения инструмента, но они должны лежать в одном слое.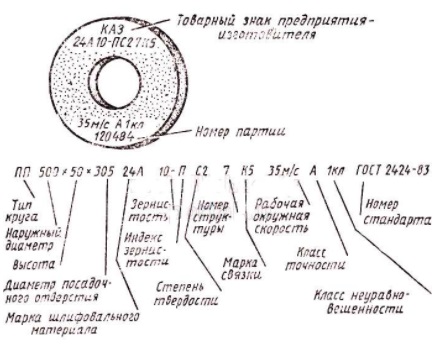
Балансировка, правка и правка кругов
Все шлифовальные круги бьются, а некоторые из них очень хрупкие. При обращении с шлифовальными кругами следует соблюдать особую осторожность. Новые колеса следует внимательно осмотреть сразу после получения, чтобы убедиться, что они не были повреждены во время транспортировки. Шлифовальные круги также должны быть проверены перед установкой на станок.
Для проверки на наличие повреждений подвесьте колесо пальцем и слегка постучите по боковой стороне рукояткой отвертки для маленьких колес и деревянным молотком для больших колес. Неповрежденное колесо издает чистый звон; треснутое колесо вообще не будет звенеть.
Балансировка колес
Важно отбалансировать колеса диаметром более 10 дюймов перед их установкой на машину. Чем больше шлифовальный круг, тем более важной становится балансировка. Баланс также становится более важным по мере увеличения скорости. Неотбалансированные колеса вызывают чрезмерную вибрацию, приводят к более быстрому износу круга, вибрации, плохой отделке, повреждению подшипников шпинделя и могут быть опасными.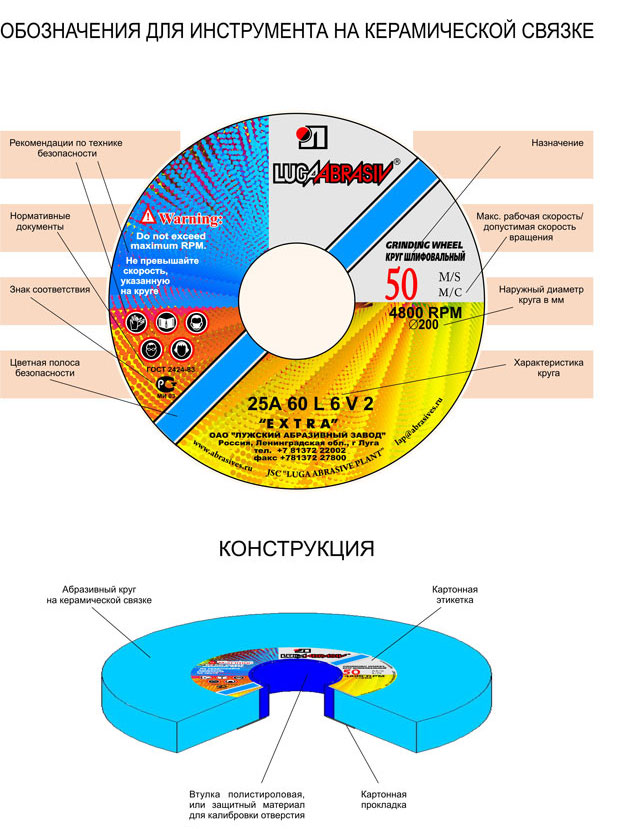
Правильная процедура балансировки колес заключается в том, чтобы сначала выполнить статическую балансировку колеса. Далее монтируем круг на шлифовальный станок и правим. Затем снимите колесо и отбалансируйте его. Установите колесо на место и слегка заправьте во второй раз.
Перемещение груза на колесном креплении уравновешивает колеса. Колесо устанавливается на балансировочную оправку и размещается на балансировочном приспособлении. Затем грузы перемещаются в положение, позволяющее удалить все тяжелые точки на колесном узле.
Правка и правка круга
Правка – это процесс, используемый для очистки и восстановления затупившейся или нагруженной режущей поверхности шлифовального круга до ее первоначальной остроты. При правке удаляется стружка, а также притупившиеся абразивные зерна и излишки связующего материала. Кроме того, правка используется для настройки поверхности круга, чтобы она давала желаемые результаты шлифования.
Правка — это процесс удаления материала с поверхности круга таким образом, чтобы полученная режущая поверхность была абсолютно правильной. Это очень важно при прецизионном шлифовании, потому что неправильный круг оставляет нежелательные следы вибрации на заготовке. Новое колесо всегда должно быть отрегулировано, прежде чем пустить его в работу. Кроме того, рекомендуется выровнять колесо, если оно переустанавливается на машину.
Это очень важно при прецизионном шлифовании, потому что неправильный круг оставляет нежелательные следы вибрации на заготовке. Новое колесо всегда должно быть отрегулировано, прежде чем пустить его в работу. Кроме того, рекомендуется выровнять колесо, если оно переустанавливается на машину.
Правка и правка обычных шлифовальных кругов — это две отдельные операции, хотя иногда их можно выполнять с помощью одного и того же инструмента. Инструменты, используемые для обычной правки шлифовального круга, включают:
Механические приспособления для правки, обычно называемые звездообразными приспособлениями, прижимаются к колесу во время его вращения. Подбирающее действие острия звездообразных колес инструмента удаляет тусклые зерна, связки и другие частицы стружки. Звездообразные правители используются для относительно крупнозернистых обычных кругов, как правило, при ручном шлифовании, когда точность шлифования не является основным критерием.
Палочки для правки используются для ручной правки небольших обычных колес, особенно в форме чашки и блюдца. Некоторые из этих палочек изготовлены из чрезвычайно твердого абразива, называемого карбидом бора. При использовании брусок из карбида бора прижимают к поверхности круга, чтобы прижечь тусклые абразивные зерна и удалить лишнюю связку. Другие стержни для снятия напряжения содержат крупные зерна Crystolon или Alundum в твердой стекловидной связке.
Некоторые из этих палочек изготовлены из чрезвычайно твердого абразива, называемого карбидом бора. При использовании брусок из карбида бора прижимают к поверхности круга, чтобы прижечь тусклые абразивные зерна и удалить лишнюю связку. Другие стержни для снятия напряжения содержат крупные зерна Crystolon или Alundum в твердой стекловидной связке.
Алмазные инструменты для правки используют непревзойденную твердость алмазного наконечника для очистки и восстановления шлифовальной поверхности круга. Хотя однолезвийные алмазные инструменты когда-то были единственными продуктами, доступными для такого рода правки, растущий дефицит алмазов привел к разработке многолезвийных алмазных инструментов.
Многоточечные алмазные инструменты для правки используют несколько мелких алмазов, удерживаемых в матрице. При использовании инструмент надежно удерживается в держателе инструмента и ровно прилегает к поверхности ходового колеса. По мере одевания инструмент перемещается по поверхности круга до тех пор, пока работа не будет выполнена. По мере того, как алмазы на поверхности инструмента изнашиваются, открываются новые алмазные наконечники, что обеспечивает более длительный срок службы и использование. Этот тип инструмента производит очень однородную поверхность колеса от платья к платью.
По мере того, как алмазы на поверхности инструмента изнашиваются, открываются новые алмазные наконечники, что обеспечивает более длительный срок службы и использование. Этот тип инструмента производит очень однородную поверхность колеса от платья к платью.
Многолезвийные алмазные инструменты для правки доступны с широким диапазоном диаметров хвостовика и форм торца, чтобы соответствовать требованиям самых разных шлифовальных станков.
Выбор шлифовального круга
Прежде чем пытаться выбрать шлифовальный круг для конкретной операции, оператор должен учитывать следующие шесть факторов для обеспечения максимальной производительности и безопасных результатов:
Измельчаемый материал. Если обрабатываемый материал представляет собой углеродистую или легированную сталь, обычно выбирают круги из оксида алюминия. Чрезвычайно твердые стали и экзотические сплавы следует шлифовать кубическим нитридом бора (CBN) или алмазом. Для обработки цветных металлов, большинства чугунов, неметаллов и твердых сплавов требуется круг из карбида кремния. Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Общее правило по размеру зерна заключается в использовании круга с мелким зерном для твердых материалов и круга с крупным зерном для мягких и пластичных материалов.
Характер операции шлифования. Требуется отделка, точность и количество удаляемого металла необходимо учитывать при выборе круга. Тонкая и точная отделка лучше всего достигается с мелкой зернистостью и шлифовальными кругами со связкой из каучука, резины или шеллака.
Область контакта. Площадь контакта между кругом и заготовкой также важна. Малый шаг зерна, твердые круги и мелкозернистость используются, когда площадь контакта мала.
Состояние машины. Вибрация влияет на качество отделки детали, а также на характеристики круга.
Скорость шлифовального круга. Скорость круга влияет на связку и сплав, выбранные для данного круга. Скорость вращения колес измеряется в поверхностных футах в минуту (SFPM). Витрифицированные связки обычно используются до 6 500 футов в минуту или в отдельных операциях до 12 000 футов в минуту.