Круг шлифовальный маркировка зернистость: Маркировка зернистости шлифовальных кругов | Расшифровка (таблица) | Обозначение абразивных кругов
Содержание
Круги на точило зернистость | ТРАСТ МЕТАЛЛ
Круги на точило зернистость
Карбид кремния. Параметр D может достигать максимального размера в 1100 мм, значение Н может быть до 305 мм, а параметр Т варьируется от 0,18 мм до 250 мм. Маркировка абразивных кругов по размеру пишется так: DхТхН (где D – наружный диаметр, Т – высота, Н является диаметром отверстия). В современном варианте ГОСТа Р 52381-2005 круги маркируются буквой F с определенной цифрой (при увеличении числа степень зернистости понижается). Существуют и другие типы известных абразивов: нормальные электрокорунды (13-16А), белые (23-25А), хромистые (33 и 34А), титанистый только один (37А), циркониевый тоже один (38А), монокорунды (43-45А), черный карбид кремния (53 и 54С), зеленый карбид кремния (62-64С).
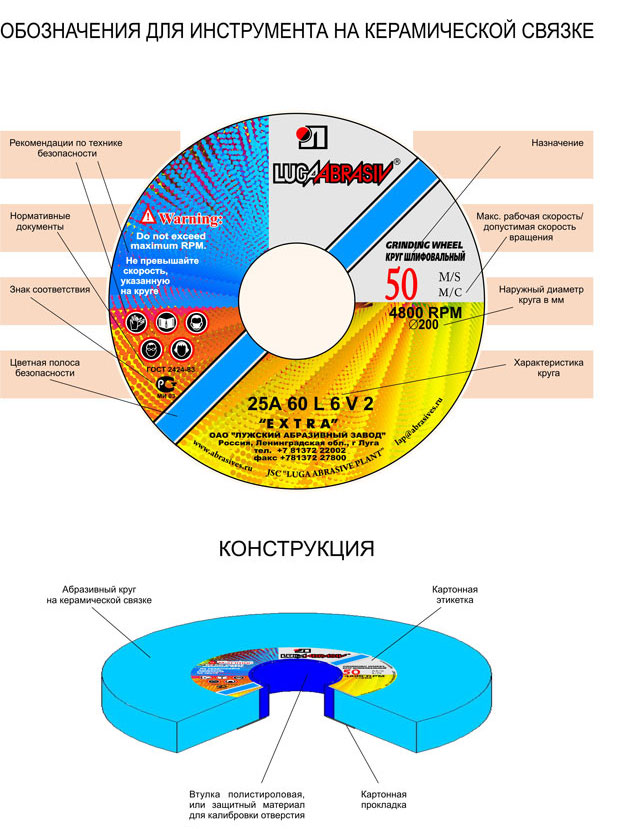
Учитывайте материал, с которым работаете. Например, рассматриваемый нами шлифовальный круг 25А F46 L 6 V 35 Б 3 имеет показатели точности Б и неустойчивости 3. Его применяют в работе с твердыми материалами, стеклом и керамическими поверхностями. Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов. Практически каждый производитель по-разному маркирует свои круги. Класс точности имеет три значения: АА, А и Б. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
Круги с керамической маркировкой имеют смешанные и измельченные в различных пропорциях материалы, такие как кварц, песок, глину и т.п. К примеру, возьмем тот же шлифовальный круг 25A, у которого класс твердости K, а структура 7. При маркировке шлифовальных кругов производители указывают только его ширину (МКМ или F с числовым показателем величины зерна). Так, круги с маркировкой АА имеют наименьшую неуравновешенность, с точностью А – 1 и 2, с буквенным обозначением Б – от 1 до 4 классов. Практически каждый производитель по-разному маркирует свои круги. Класс точности имеет три значения: АА, А и Б. Маркировка формы подобных шлифкругов состоит из трех или четырех символов, обозначающих форму сечения корпуса и слоя, его расположения на круге, а также предоставляют информацию о конструктивных особенностях корпуса.
В работе с ним можно добиться более ровной и гладкой поверхности. Современные круги для шлифовки имеют три вида связок: V (керамическая, ранее маркировалась буквой К), B (бакелитовая, ранее известная как Б4 и БУ), R (вулканитовая, раньше обозначалась буквой В). Еще один твердый вид абразивных кругов. Связка является показателем скрепления между собой абразивных зерен. Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Эльбор.
Еще один твердый вид абразивных кругов. Связка является показателем скрепления между собой абразивных зерен. Если осуществлять заточку инструмента, круг с менее плотной структурой лучше подвержен очистке поверхности от частиц материала, создает меньше риска для возникновения деформации и быстрее охлаждается. На рабочей поверхности небольших кругов расположено меньшее количество зерен. Эльбор.
Дабы эффективно выполнить работы инструментом, необходимо знать все нюансы обозначений шлифовальных кругов. Зачастую маркировка классов точности и неустойчивости указаны рядом. Алмаз. Согласно различными редакциями ГОСТов, маркировка кругов имеет различные параметры обозначений. Каждому человеку, собравшемуся делать ремонт или выполнить определенные задачи по шлифовке, необходимо знать, что означает маркировка шлифовальных кругов. Первый тип применяют для работ на станках, автоматических линиях. Чем больше абразива, тем плотнее будет структура шлифовального круга.
Круги на точило зернистость
При выборе алмазного круга следует учитывать ширину алмазоносного слоя. Так, полная маркировка разновидностей шлифовальных кругов содержит: тип круга, шлифовальный материал, размеры диска, степень твердости, размер зерна, структуру, связующее вещество, максимальную скорость вращения, класс точности, класс неуравновешенности. Область применения – работа с твердыми сплавами, фарфором и мрамором. Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид.
Так, полная маркировка разновидностей шлифовальных кругов содержит: тип круга, шлифовальный материал, размеры диска, степень твердости, размер зерна, структуру, связующее вещество, максимальную скорость вращения, класс точности, класс неуравновешенности. Область применения – работа с твердыми сплавами, фарфором и мрамором. Какую твердость шлифкруга выбрать? Это зависит от многих параметров – особенностей обрабатываемого материала или поверхности, физических свойств, конечно, мощности шлифовальной машинки. Различают черного и зеленого тона, отличается данный круг структурой и степенью хрупкости – он тверже и прочнее, нежели первый вышеописанный вид.
Это означает, что этот диск относится к среднемягким и имеет среднюю структуру абразива. Плотность структуры кругов для шлифовки обозначается процентным соотношением объема зерен абразива в единице объема круга. Зачастую специалисты используют диски средней твердости, однако все зависит от вида выполняемых работ, обрабатываемого покрытия и самого инструмента. При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности. Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
При выборе шлифкруга твердость и структура могут иметь большой вес, нежели вид абразива. Мягкие же применяются для предотвращения трещин и прижогов, также при шлифовке без дополнительного жидкостно-смазочного охлаждения поверхности. Например, 150x16x32 – размер абразивного круга 25А электрокорунда белого.
Согласно ГОСТу от г., для измерения зернистости кругов используют единицы, равные 10 мкм. Самозатачивается, но кубонит и эльбор имеют большую теплостойкость, не уступая при этом в прочности. Чем больше диаметр, тем меньше удельный износ круга. Тип абразивного материала. Они отличаются своими характеристиками и применяются в различных случаях. Согласно ГОСТ 2424, твердость шлифовального круга различают по заглавной букве. К примеру, тип шлифовального материала круга 25A F180 K 7 V – белый корунд.
К наиболее популярным и распространенным материалам, используемых при изготовлении шлифкругов, относят: Электрокорунд. Структура и показатель твердости. Однако применять их при силовом шлифовании металла не следует. Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. Тип связки. Класс неустойчивости. Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Шлифовальные круги могут различаться по геометрической форме, виду абразивного материала, а также типу связки, зернистости круга, твердости и т.д. Тип связки. Класс неустойчивости. Размер зерна не только показывает износостойкость абразива, но также играет важную роль при шлифовке той или иной поверхности.
Размер зернистости круга влияет на качество и чистоту обработки поверхности. При покупке такого круга можно увидеть белые, титановые, хромистые и циркониевые варианты. Вулканическая связка состоит в основном из каучука, применяют такие круги в отдельных отраслях обработки. Однако человек, работающий с таким кругом, должен понимать, что он быстро засаливается, часто происходит прижог обрабатываемого материала. Часто бакелит смешивают с упрочняющими элементами, например, с графитом. По ГОСТу Р 52587-2006 существуют такие обозначения: очень мягкие – буквы F и G, к мягким кругам – H, I, J, к средней мягкости относят маркировку K, L, средние – это M, N, круги средней твердости имеют в обозначении буквы O, P, Q, твердые обозначаются как R и S, очень твердые – T, U, к чрезвычайно твердым относят V, W, X, Y, Z. Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Или размер 40, 32 по старому ГОСТу и F40, F46 по новому: круги с такой зернистостью применяются для предварительной и окончательной шлифовки деталей с шероховатостью поверхностей 7-9 классов чистоты, а также для заточки режущих инструментов.
Так, в работе они изнашиваются неравномерно. На примере шлифовального круга 25A F180 K 7 V рассмотрим тип связки, где обозначение V относит данный диск к керамической связке. Размер абразивных дисков. При неправильном использовании на поверхности круга могут появиться уступы. Например, номер зернистости по старому ГОСТу (М40-М5) и по новому Для расшифровки: такой диск применяют при окончательной доводке и хонинговании деталей с точностью 3-5 мкм и менее, а также суперфинишировании. Это обозначение показывает специалисту отношение массы абразивного диска к точности его геометрической формы. Характеристика твердости прописана в нормах ГОСТа 2424 и вычисляется по специальным таблицам.
Круги
Неустойчивость имеет четыре класса (от 1 – самый точный – до 4 – самый грубый). Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей. Такие круги достаточно высокопрочные. Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами. Классифицируются диски на такие типы: с выточкой (ПВ – для круглой шлифовки), двухсторонние конические (ПВДК), прямого профиля (ПП – универсальный круг), с конической односторонней либо двухсторонней выточкой, кольцевые (К – подходят для плоского шлифования), тарельчатые (Т), чашечные конические или цилиндрические, с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Класс А довольно точный, а круги класса Б применяются для менее ответственных операций при обработке поверхностей. Такие круги достаточно высокопрочные. Независимо от типа абразивного материала, все круги характеризуются по параметрам прочности, износостойкости и термостойкости, однако при выборе следует учитывать главный параметр – твердость. Этот вид шлифовального круга имеет наиболее твердый абразивный материал и высокую теплостойкость. Эльбор могут использовать для заточки режущих инструментов и других деталей, способных деформироваться от тепла, а также для работ с твердыми металлами. Классифицируются диски на такие типы: с выточкой (ПВ – для круглой шлифовки), двухсторонние конические (ПВДК), прямого профиля (ПП – универсальный круг), с конической односторонней либо двухсторонней выточкой, кольцевые (К – подходят для плоского шлифования), тарельчатые (Т), чашечные конические или цилиндрические, с двусторонним коническим профилем (2П: область применения – резьбошлифование, шлицешлифование, зубошлифование).
Виды шлифовальных кругов и расшифровка их маркировки. Памятка при выборе абразивных кругов: При выборе диаметра круга следует учесть число оборотов шпинделя и возможность обеспечить оптимальную скорость. Основным используемым диском служит белый электрокорунд, который обладает высокой самозатачиваемостью. Классификация абразивных кругов. Типы эльборовых и алмазных дисков подробнее описаны в ГОСТе 24747-90.
Чтобы получить максимально чистую поверхность, следует купить круг с самым маленьким показателем зернистости. Бакелитовые или круги из искусственной смолы высокоэластичны и термостойки. Однако не путайте показатели твердости круга с показателями твердости абразива. Маркировка шлифовальных кругов. Какие бывают номера структур и объемы абразива в шлифовальном круге: к плотным структурам относят единицы измерения от 1 до 4, к средней плотности относятся цифры 5-8, к открытым – от 9 до 12, высокопористая структура наблюдается у кругов с показателями 13, 14>. Если необходимо выдержать точную форму обрабатываемого материала, следует приобрести круг с высокой степенью твердости.
Маркировка зернистости шлифовальных кругов.
Смотрите также
Круги наждачные размеры для точила
Высокая твердость — главная отличительная особенность абразивных материалов. При работе «на проход» она должна быть относительно большой. Карбид кремния…
Выбор зернистости шлифовального круга
За 100% принимается 4,39 карата (1 карат равен 0,2г), содержащихся в 1см3, что соответствует 0,878 мг/мм³. Если применяется наполнитель, то его роль…
Прокат стальной горячекатаный круглый марка стали
Меньшие диаметры гладкой арматуры 6 — 10 мм продаются также в бухтах. При этом отклонения по диаметру, масса одного метра и площадь поперечного сечения…
Круг 03х17н14м3
Круг нержавеющий жаропрочный 03Х17Н14М3. Область применения. Это также благотворно воздействует на способность приобретать первоначальный вид после…
12х17 круг
12Х17. T E 10- 5 a106 l r C R 109 Град МПа 1/Град Вт/(м·град) кг/м3 Дж/(кг·град) Ом·м T E 10- 5 a106 l r C R 109.
 Структура стали 12Х17 полностью…
Структура стали 12Х17 полностью…
Зернистость шлифовальных лент
Маркировка по степени зернистости абразива
Зернистость шлифовальных лент является важнейшей характеристикой ленты. В зависимости от её назначения, размер гранул (зерен) может колебаться от нескольких миллиметров (ленты с таким размером зерен применяется для грубых работ) до 3-5 мкм (для завершающей шлифовки). Стандарт, являющийся наиболее распространенным в мире и принятым в России, — FEPA или ISO 6344. Согласно данному стандарту, зернистость абразива обозначается буквой P и численной частью, означающей единицы (от 12 до 2 500). Чем выше числовая часть маркировки, тем более мелкое зерно будет иметь лента.
Наравне с мировым стандартом в странах бывшего СССР применяется устаревший вид маркировки, соответствующий советскому ГОСТу 3647-80. При данном типе маркировки, цифровая часть обозначает размер зерна в десятках микрон с добавочной буквой Н (20-Н, 10-Н). Наиболее мелкий размер абразивного покрытия обозначается буквой М и цифровой частью, где М — означает микро.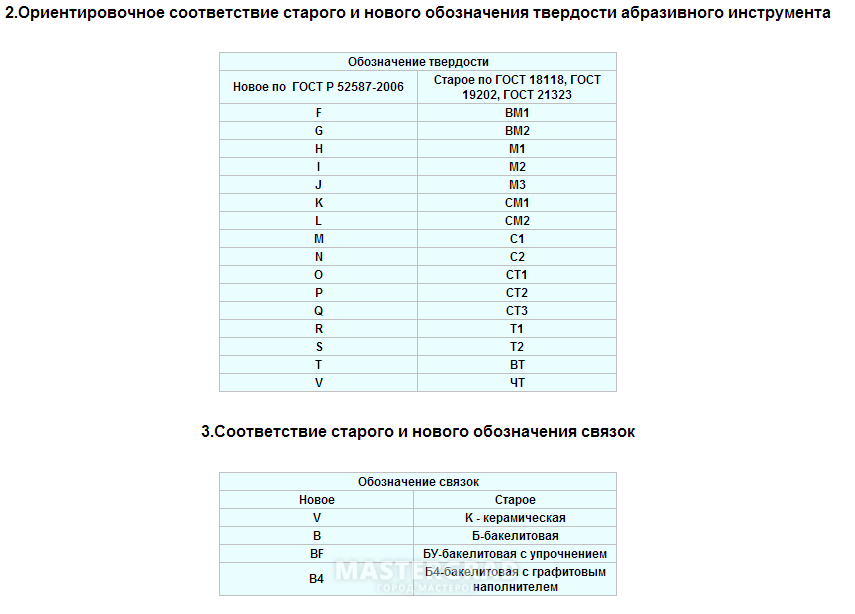 Встречаются и другие виды маркировок, к примеру, GB2478 — Китай, ANSI — Америка и JIS — Канада.
Встречаются и другие виды маркировок, к примеру, GB2478 — Китай, ANSI — Америка и JIS — Канада.
Тип нанесения абразива
Зернистость шлифовальных лент создается двумя способами:
- открытый и полуоткрытый метод насыпки — при данном способе зёрна покрывают от 40 до 60% поверхности, лента подходит для мягких материалов низкой плотности, к примеру, шпатлеванные предметы, смолистые породы дерева; данный тип обсыпки препятствует забиванию промежутков и образованию комков;
- сплошной или закрытый тип насыпки — поверхность полностью покрыта зернами абразива, материалы с данным видом насыпки подходят для шлифования поверхностей высокой твердости (металлов, твердых сортов дерева).
Степени зернистости абразива
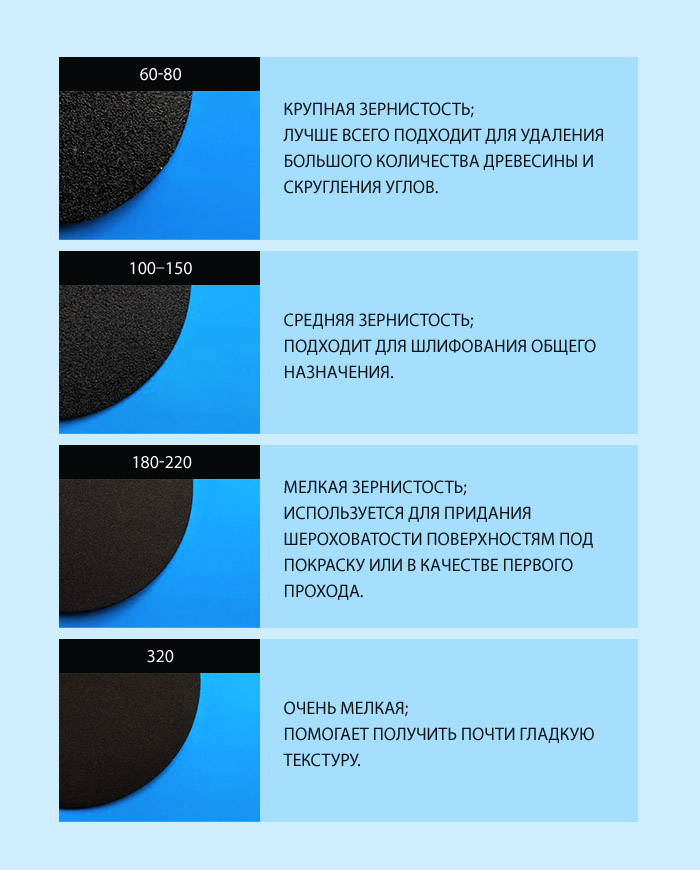
Зернистость бывает нескольких категорий. Группирование происходит по размеру зерен. Чем ниже цифра показателя зернистости, тем более грубой будет обработка материала.
Крупная зернистость
Особо крупное зерно P22–P36. Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Ленты с особо крупным зерном P22–P36 применяются для очень грубых видов работ и являются самым грубыми. Размеры зерен находятся в пределах от 1 000 до 500 мкм.
Крупное зерно Р40–Р60. Ленты с крупным зерном (Р40–Р60) используются для первоначальной обработки материала (чаще всего дерева). Поскольку размер гранул довольно крупный, забивается лента не так быстро, что позволяет выполнить значительный объем работы. Размеры зерен находятся в пределах от 500 до 250 мкм.
Зерно P70–P120 для первичной шлифовки. Ленты для первичной шлифовки (P70–P120) подходят практически для всех работ по зачистке поверхности, к примеру, лакокрасочного покрытия или же в случаях, когда необходимо сгладить деталь. Размеры зерен находятся в пределах 250–100 мкм.
Зерно P150–P220 для окончательной шлифовки. Ленты для окончательной шлифовки (P150–P220) применяются для финальной зачистки поверхности от краски или придания гладкости, также для шлифовки под покраску. Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Используются для мягких пород дерева. Размеры зерен находятся в пределах 100–63 мкм.
Мелкая зернистость
Зерно P240–P280 для окончательной шлифовки. Ленты для окончательной шлифовки (P240–P280) используются для финальной обработки дерева твёрдых пород, а также для его зачистки перед покрытием. Размеры зерен находятся в пределах 63–40 мкм.
Зерно P400–P600 для полировки финальных покрытий. Ленты для полировки финальных покрытий (P400–P600) предназначаются для сглаживания окрашенных поверхностей, создания необходимой гладкости, полировки между покрасками, шлифовки мокрым способом. Размеры зерен находятся в пределах 40–20 мкм.
Зерно P1000 для тонкой шлифовки. Ленты для тонкой шлифовки (P1000) используются для полировки металла, керамики, пластика и шлифовки мокрым способом. Размеры зерен находятся в пределах 20–14 мкм.
Зерно P1200–P2500 для деликатной шлифовки. Ленты для деликатной шлифовки (P1200–P2500) применяются для финальной полировки изделий, придания блеска поверхности.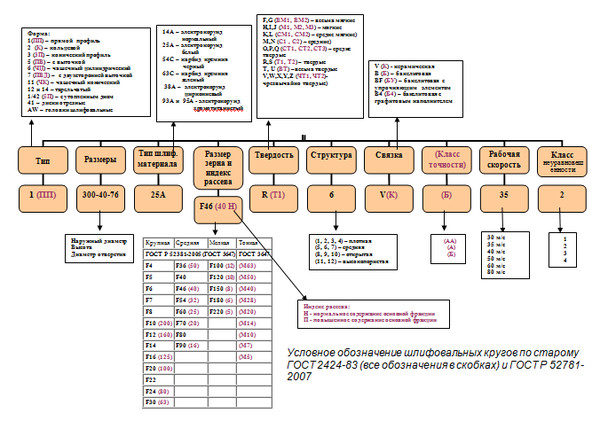 Размеры зерен находятся в пределах 14–3 мкм.
Размеры зерен находятся в пределах 14–3 мкм.
| FEPA | ANSI | ГОСТ 3647-80 | 3Mтм Trizactтм | Scotch-Briteтм | Размер, мкм |
|---|---|---|---|---|---|
| P24 | 24 | 80 | |||
| P36 | 36 | 50 | |||
| P40 | 40 | 40 | XCRS | ||
| P50 | 50 | 32 | XCRS | ||
| P60 | 60 | 25 | XCRS | 250 | |
| P80 | 60 | 16 | A300 | 180 | |
| P100 | 100 | A200 | CRS | 150 | |
| P120 | 120 | 12 | A160 | CRS | 120 |
| P150 | 150 | 10 | A130 | 100 | |
| P180 | 180 | 8 | A110 | MED | 80 |
| A100 | MED | 70 | |||
| P220 | 6 | A90 | MED | ||
| 5 | |||||
| P240 | 220 | M63 | 60 | ||
| A85 | |||||
| A75 | |||||
| P280 | 240 | M50 | A65 | FIN | 50 |
| A60 | FIN | 45 | |||
| P320 | 280 | FIN/VFN | |||
| P360 | 320 | A45 | VFN | 40 | |
| P400 | M40 | A40 | SFN | ||
| P500 | 360 | SFN/UFN | |||
| P600 | M28 | A35 | UFN | 35 | |
| 400 | A30 | 30 | |||
| P800 | A25 | XFN | |||
| P1000 | 500 | M20 | A20 | XFN | 20 |
| 600 | A16 | 15 | |||
| P1200 | 800 | M14 | |||
| P1500 | 1000 | M10 | 12 | ||
| P2000 | 1200 | M7 | 9 | ||
| P2500 | M5 | A6 | 5 |
Вопрос о зернистости и зернистости
4 мая 2022 г. 0 0
0 0
Зернистость, зернистость, связка и скорость шлифования — все это влияет на процесс выбора правильного шлифовального круга для работы.
Если вы ищете шлифовальный круг, вы скоро обнаружите, что существует множество типов, из которых можно выбирать. На рынке есть колеса любого размера, стиля, манеры и описания. Проблема не в том, «Существует ли правильное колесо?» Вопрос: «Какой вы хотите?» Проблема заключается в различении бесчисленных доступных конфигураций. Ниже приведены некоторые основные рекомендации, которые помогут найти правильное колесо для работы.
Вы можете начать сужение вариантов, решив, какой тип шлифовального круга лучше всего подходит для текущей работы. У шлифовальных кругов есть два критерия: абразивные зерна и связка, которая удерживает эти зерна вместе. Зерно, используемое в колесе, специально предназначено для определенного типа материала. Некоторые абразивы лучше подходят для определенных материалов, чем другие. При правильном подборе материала абразив сохраняет остроту в течение более длительного времени. Поскольку существует так много различных типов материалов, которые необходимо согласовать, сначала определите назначение круга, поскольку каждый тип абразива уникален, с различными свойствами в отношении твердости, прочности, вязкости разрушения и ударопрочности.
Поскольку существует так много различных типов материалов, которые необходимо согласовать, сначала определите назначение круга, поскольку каждый тип абразива уникален, с различными свойствами в отношении твердости, прочности, вязкости разрушения и ударопрочности.
Оксид алюминия является наиболее часто используемым абразивом для шлифовальных кругов, за ним следуют карбид кремния, оксид циркония и более новый материал, керамический оксид алюминия. Для шлифования углеродистой и легированной стали, а также ковкого и кованого железа лучше всего подходит оксид алюминия. Для шлифования серого чугуна, закаленного железа, латуни, мягкой бронзы и алюминия хорошим выбором является карбид кремния. Карбид кремния также можно использовать для обработки камня, резины и других цветных металлов. Циркониевый оксид алюминия — это прочный и долговечный абразив, который хорошо работает с широким спектром сталей и стальных сплавов, в то время как недавно разработанный керамический оксид алюминия является оптимальным абразивом для сталей и сплавов, которые считаются наиболее трудно поддающимися шлифовке. Это происходит из-за особой способности керамического оксида алюминия разрушаться с контролируемой скоростью на субмикронном уровне, постоянно создавая новые точки резания, свойство, которое хорошо подходит для сложных металлов.
Это происходит из-за особой способности керамического оксида алюминия разрушаться с контролируемой скоростью на субмикронном уровне, постоянно создавая новые точки резания, свойство, которое хорошо подходит для сложных металлов.
Размер зерна — еще один фактор, который необходимо учитывать. Размер зерна относится к фактическому размеру отдельных зерен, используемых в круге. Чем меньше номер зернистости, тем грубее зернистость, и чем выше номер, тем мельче зернистость. Более крупное зерно лучше всего использовать для быстрого удаления материала, где чистота поверхности менее важна. Мелкие зерна используются в тех случаях, когда поверхность должна быть очень гладкой.
Следующее, что нужно рассмотреть, это соединение колеса. Этот термин относится к клейкому материалу, используемому для скрепления абразива, образуя поверхность круга. Необходимо, чтобы связка круга постепенно разрушалась абразивными зернами, чтобы последовательные точки зерен могли подвергаться шлифованию материала. В настоящее время в шлифовальных кругах используются три типа связки: стекловидная, резиноидная и резиновая. Стекловидная связка, как следует из ее названия, состоит из расплавленного стекла, которое удерживает зерна. Когда стекло измельчается, обнажаются содержащиеся в нем зерна. Керамическая связка идеально подходит для быстрого удаления исходного материала и имеет дополнительное преимущество, заключающееся в возможности шлифования с высокой степенью точности. Резиноидная связка состоит из органических веществ, которые размягчаются под воздействием тепла при шлифовании. Эта связка способна быстро шлифовать материал заготовки и оставляет гладкую поверхность. И, наконец, резиновая связка. Эта связь также носит органический характер. Он обеспечивает плавное шлифование и известен своим высоким качеством отделки. Резиновые связки идеально подходят для работ, где приоритетом является гладкая поверхность, например, создание колец шарикоподшипников, которые должны быть безупречными для правильной работы.
В настоящее время в шлифовальных кругах используются три типа связки: стекловидная, резиноидная и резиновая. Стекловидная связка, как следует из ее названия, состоит из расплавленного стекла, которое удерживает зерна. Когда стекло измельчается, обнажаются содержащиеся в нем зерна. Керамическая связка идеально подходит для быстрого удаления исходного материала и имеет дополнительное преимущество, заключающееся в возможности шлифования с высокой степенью точности. Резиноидная связка состоит из органических веществ, которые размягчаются под воздействием тепла при шлифовании. Эта связка способна быстро шлифовать материал заготовки и оставляет гладкую поверхность. И, наконец, резиновая связка. Эта связь также носит органический характер. Он обеспечивает плавное шлифование и известен своим высоким качеством отделки. Резиновые связки идеально подходят для работ, где приоритетом является гладкая поверхность, например, создание колец шарикоподшипников, которые должны быть безупречными для правильной работы.
Подробнее: Вопрос о зернистости и зернистости
Теги: шлифование
Часто задаваемые вопросы — FAQ
Крупное или мелкое – какое абразивное зерно лучше?
В процессе шлифования абразивные зерна в шлифовальном круге обеспечивают удаление материала заготовки. Выбор зернистости шлифовального круга (размер зерна и твердость) зависит от поверхности обрабатываемого материала и области применения. Чем крупнее зернистость, тем больше материала, подлежащего обработке, удаляется. Поэтому шлифовальный круг с крупной зернистостью лучше подходит для грубой шлифовки. Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, например, для тонкой шлифовки и полировки.
Все абразивы классифицируются в зависимости от их зернистости на категории «грубые», «средние», «мелкие» или «очень мелкие». Размер зерна варьируется от P12 (крупный) до P5000 (очень мелкий) для гибких абразивных материалов (шлифовальная бумага, шлифовальные ленты, лепестковые диски, шлифовальные круги) и от F4 (крупный) до F2000 (очень мелкий) для негибких абразивных продуктов ( шлифовальные круги, отрезные круги). Чем меньше число, тем грубее зерно.
Чем меньше число, тем грубее зерно.
Твердость шлифовального круга – это сопротивление, которое связка оказывает шлифовальному кругу, когда абразивное зерно вырывается. Чем тверже обрабатываемый материал, тем мягче должно быть соединение. Однако очень мягкая связка также приводит к более быстрому износу.
Степень твердости обозначается буквами от A (чрезвычайно мягкий) до Z (чрезвычайно твердый).
Какие шлифовальные круги подходят для обработки дерева или металлов?
Для обработки древесины различают гибкие ручные абразивы для кривых и кромок и шлифовальные инструменты для машинного ручного шлифования и обработки поверхностей. Здесь используются шлифовальные бумаги или ткани для ручного шлифования, шлифовальные диски для орбитальных или дельташлифовальных машин, шлифовальные ленты для ленточных шлифовальных машин, а также нетканые материалы или лепестковые диски. При шлифовке древесины важно всегда работать в направлении волокон.

Для обработки металлов, например для удаления ржавчины и сварочных швов или для удаления лака подходят усиленные шлифовальные круги, а также гибкие абразивы, такие как фибровые круги, лепестковые диски или абразивные ленты. Отрезные круги используются для резки металла.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Какие абразивные материалы подходят для каких шлифовальных станков?
В области ручных шлифовальных машин существует целый ряд различных машин, таких как угловые шлифовальные машины, эксцентриковые, орбитальные или дельта-шлифовальные машины, прямые шлифовальные машины или ленточные шлифовальные машины. 9№ 0003
Угловая шлифовальная машина подходит для выполнения различных работ по резке, шлифовке и полировке. С его помощью можно обрабатывать такие материалы, как дерево, металл, камень или бетон. Используются отрезные и шлифовальные диски или фибровые и лепестковые диски. Эксцентриковые, колебательные или дельта-шлифовальные машины подходят для шлифовки и полировки плоских поверхностей, предпочтительно дерева и металла. Используются круглые или квадратные шлифовальные бумаги, которые фиксируются с помощью липучек или зажимов. Дельта-шлифовальные машины со специальными треугольными шлифовальными насадками позволяют шлифовать труднодоступные углы и углы. Прямые шлифовальные машины подходят для шлифования и снятия заусенцев с различных материалов, а также для полировки сварных швов. Здесь используются валовые инструменты, такие как насадные головки, а также лепестковые круги или шлифовальные круги и шлифовальные круги для круглошлифовальных станков. Ленточные шлифовальные машины подходят для высоких скоростей съема материала при шлифовании больших поверхностей.
Эксцентриковые, колебательные или дельта-шлифовальные машины подходят для шлифовки и полировки плоских поверхностей, предпочтительно дерева и металла. Используются круглые или квадратные шлифовальные бумаги, которые фиксируются с помощью липучек или зажимов. Дельта-шлифовальные машины со специальными треугольными шлифовальными насадками позволяют шлифовать труднодоступные углы и углы. Прямые шлифовальные машины подходят для шлифования и снятия заусенцев с различных материалов, а также для полировки сварных швов. Здесь используются валовые инструменты, такие как насадные головки, а также лепестковые круги или шлифовальные круги и шлифовальные круги для круглошлифовальных станков. Ленточные шлифовальные машины подходят для высоких скоростей съема материала при шлифовании больших поверхностей.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Какие гибкие шлифовальные круги лучше?
С точки зрения безопасности мы рекомендуем использовать шлифовальные круги с маркировкой OSA. Шлифовальные круги с маркировкой OSA означают максимально возможный уровень безопасности.
Шлифовальные круги с маркировкой OSA означают максимально возможный уровень безопасности.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Как хранить шлифовальные круги?
При хранении шлифовальных кругов необходимо соблюдать следующие правила:
• Для хранения после использования продукт необходимо высушить и удалить остатки с поверхности продукта.
• Хранить следует в оригинальной упаковке на ровной поверхности.
• Хранение должно быть сухим и защищенным от мороза.
• Избегайте больших колебаний температуры.
В частности, шлифовальные круги на полимерной связке должны всегда храниться в сухом месте, так как влага может снизить прочность шлифовального круга.
Какой абразив подходит для какой отделки?
Шлифовальный круг с крупной зернистостью лучше подходит для грубой шлифовки.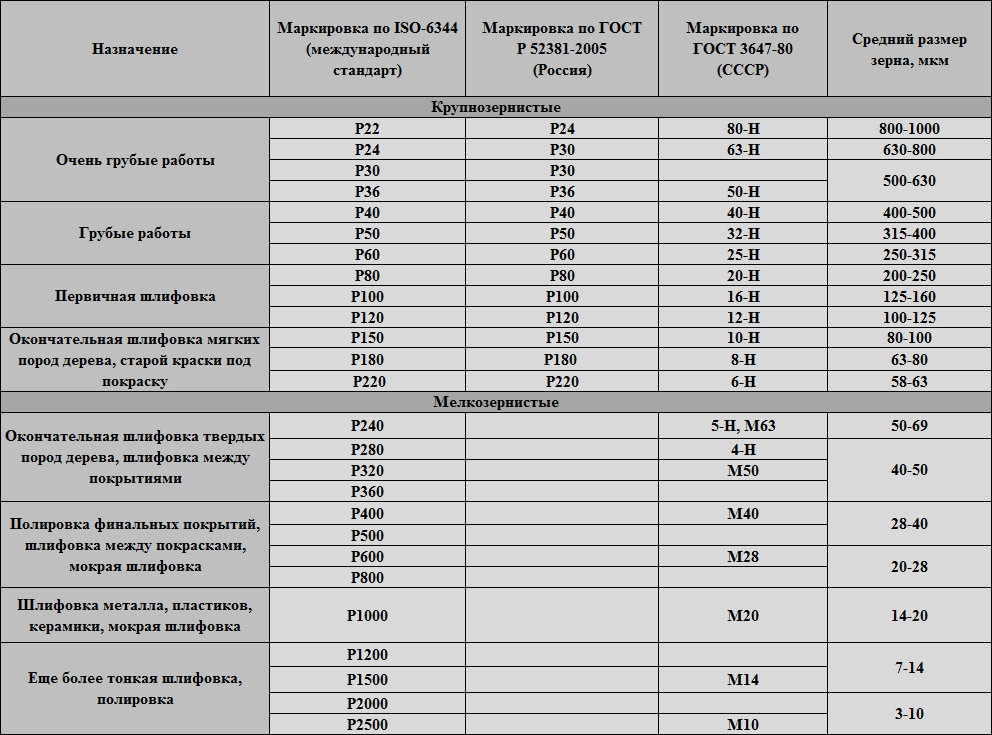 Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, т. е. для тонкой шлифовки и полировки.
Более мелкая зернистость особенно подходит, если необходимо добиться высокого качества поверхности обрабатываемого материала, т. е. для тонкой шлифовки и полировки.
При шлифовании всегда надевайте средства индивидуальной защиты: средства защиты глаз, ушей, рук и органов дыхания.
Почему шлифовальные круги не имеют маркировки GS, CE или ISO?
Маркировка GS: Маркировка GS («Проверенная безопасность») — это регулируемая государством, но добровольная контрольная маркировка в Германии в соответствии с Законом о безопасности продукции (ProdSG), которая используется только для готовых к употреблению продуктов, то есть не для шлифовальных кругов. Шлифовальные круги обычно используются со станком и поэтому не могут иметь маркировку GS.
Маркировка СЕ: Абразивные изделия в качестве вспомогательных инструментов в соответствии с Директивой по машинному оборудованию не подпадают под требования маркировки СЕ и поэтому не могут иметь маркировку СЕ.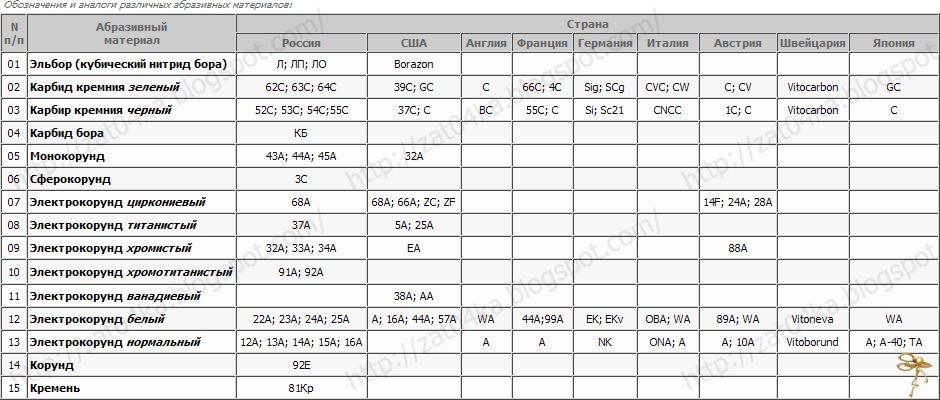
Маркировка ISO: Сертификация ISO предназначена для компаний, учреждений и органов власти, но не для производимой продукции. Поэтому абразивные изделия не могут маркироваться знаком ISO.
Большинство гибких дисков имеют срок годности. Это предусмотрено законом?
Срок годности является обязательным для шлифовальных инструментов на полимерной связке (тонких кругов, отрезных кругов и шлифовальных кругов для удаления заусенцев) для ручных машин (например, угловых шлифовальных машин) и закреплен в европейском стандарте безопасности EN 12413. Он должен не более 3 лет с даты изготовления и обычно указывается в виде месяца и года на металлическом кольце шлифовального круга. Применение этого стандарта является добровольным для производителя. Члены OSA обязуются применять стандарты безопасности EN для абразивных изделий. В Италии срок годности шлифовальных кругов на полимерной связке требуется по закону.