Круги абразивные маркировка: Расшифровка маркировки шлифовальных кругов — Виды и обозначения абразивных кругов
Содержание
Как выбрать зернистость шлифовального круга? Маркировка и фото
Вся поверхность шлифовального круга покрыта большим количеством твердых частиц. Если говорить просто, то это и есть зернистость шлифовального круга. Эти частицы обычно распределяются равномерно по всей площади круга. Прежде чем приступать к выбору круга для обработки материала, обязательно нужно разобраться с этой характеристикой.
Шлифовальные круги
Начать разбор следует с того, что нужно понять, что представляет собой круг. Это режущий абразивный инструмент. Стоит сказать, что есть круги, которые используются для ручной обработки, а также для работы на станках. Естественно, что зернистость шлифовальных кругов у профессиональных приспособлений подобрана максимально точно, чтобы обеспечивать возможность наиболее эффективной обработки.
Существует достаточно много критериев, по которым круги делятся на несколько категорий, однако важнее всего – это абразивные материалы и связующие элементы. По этому параметру бывают следующие круги:
- зерна из карбида кремния;
- эльбора;
- электрокорунда;
- искусственный или природный алмаз.


Здесь важно понимать, что именно зернистость шлифовального круга определяет его основное функциональное предназначение. Именно абразивный материал срезает микроскопический слой материала. Для его связки существуют самые разные вещества, которые могут быть как искусственными, так и природными. Еще одна особенность кругов для шлифовки – это наличие пористой структуры, которая и обеспечивает шероховатость покрытия.
Общие сведения о зернистости
Выбор зернистости шлифовального круга зависит от того, какие требования предъявляются к чистоте обрабатываемой поверхности. Для того чтобы не ошибиться, каждый круг имеет специальное обозначение (маркировку).
Если знать маркировку, то выбрать подходящий круг, в принципе, не составит труда. Очень важно знать, что зернистость шлифовальных кругов для металлических и деревянных покрытий значительно отличается, а потому нужно обратить внимание на этот факт при выборе инструмента. Если после проведения работ или же во время работы на поверхности круга появляются зазубрины, трещины и прочие дефекты, то была допущена ошибка на стадии выбора зернистости рабочего инструмента. Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
Как определить этот параметр верно? Нужно опираться на два следующих фактора: требуемая чистота обработки, а также режим работы, который играет важную роль.
В настоящее время чаще всего приобретаются инструменты с такой зернистостью, как 60, 100 и 120.
Выбор круга и рекомендации
Если необходимо выполнить плоское шлифование, которое проводится фактически торцом круга, то зернистость должна быть от 16 до 36. Круглое обдирочное шлифование выполняется при использовании круга с показателем зернистости 24-36. Зернистость шлифовального абразивного круга для круглого чистового шлифования должна быть от 60 до 100. Есть такая операция, которая называется доводкой многолезвийного инструмента, которая выполняется кругом с зернистостью 170-220. Отделочное шлифование проводится с характеристикой круга от 180 до 320. Существует процедура, которая называется резьбошлифованием. Суть процесса понятна из названия, а для выполнения операции требуется зернистость круга от 100 до 280.
Есть более простой способ определить зернистость. Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Получистовая или же чистовая обработка материала требует наличия мелких фракций зерен. Черновая же обработка, наоборот, проводится с зернами крупной фракции.
Маркировка
У описываемого инструмента существует достаточно много параметров, которые обычно указываются в его наименовании. Маркировка зернистости шлифовальных кругов не указывается отдельно, она всегда входит в полную маркировку круга.
- Сначала всегда указывается тип круга.
- Второй важный параметр – это габариты приспособления.
- Далее обозначается тип абразивного материала, который использовался для создания покрытия круга.
- Сразу после этого указывается обозначение зернистости шлифовального круга.
- В маркировке всегда называется твердость материала.
- Структура связей.
- Вид связки.
- Максимальная рабочая скорость круга.
- Класс точности.
- Класс неуравновешенности.
В перечисленные 10 пунктов входит как маркировка зернистости шлифовального круга, так и указание других параметров.
Распределение кругов на группы по зернистости
Есть несколько групп инструментов, которые отличаются между собой зернистостью. К группе крупных приспособлений относятся те инструменты, у которых маркировка 320 б, 250 б, 200 б, 160 б, 125 б и несколько других. Следующая группа – средняя, в которую входят такие обозначения, как 50 к,б, 40 к,б, 32 к,б и др. Мелкая группа зернистости включает в себя такие марки, как 12 к,б, 10 к,б, 8 к,б и 3 к,б. В последнюю группу входят круги с обозначениями 5, 4, 3, а также М63, М50, М40, М28.
Применение инструмента по степени зернистости
При выборе подходящей зернистости важно знать то, что разная степень этого параметра влияет на количество снимаемого материала. К примеру, высокая зернистость лепестковых шлифовальных кругов позволит успешно обрабатывать даже большие металлические трубы. А если говорить об обработке древесины, то придется приобрести круг с гораздо меньшим количеством абразивного материала.
Разная степень этой характеристики необходима для того, чтобы была возможность проведения предварительных операций, когда требуется обдирание с большой глубиной срезки. Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Круги с другой степенью хорошо подойдут для обтирочных операций, а отдельная группа требуется для работы с медью, латунью и алюминием.
Крупная зернистость круга чаще всего требуется в том случае, когда шлифовка проводится торцом круга. Кроме этого, они же используются и при необходимости проведения внутренней шлифовки. Чаще всего такие приспособления используются на станках, которые отличаются повышенной жесткостью и мощностью обработки.
Круги со средней и мелкой зернистостью применяются для таких операций, как:
- шлифование твердых металлических сплавов;
- обработка сталей, прошедших закалку;
- финишная обработка поверхности;
- заточка других инструментов.
Среднезернистые и мелкозернистые круги используются и в том случае, если от работы требуется очень высокая точность. В настоящее время указанная характеристика должна соответствовать ГОСТу Р 52381-2005. Этот ГОСТ зернистости шлифовальных кругов пришел на смену предыдущему документу с номером 3647.
Отличие обозначений по ГОСТу
Стоит сказать, что знать маркировку следует по обоим документам, так как на многих старых образцах она все еще осталась. В соответствии с ГОСТ 3647-80, зернистость круга обозначается в единицах, которые равны 10 мкм, к примеру, 20=200 мкм. Если в составе имеется микропорошок, то к мкм добавляется буква М. Что касается нового образца, то зернистость круга указывается буквой F с числом.
Допустим, по старому нормативу зернистость круга обозначается цифрой 200, что в среднем равняется 2500-2000 мкм. По новому ГОСТу этот же круг будет обозначаться как F8 или F10. Примерный размер первого круга равен 2460 мкм, а второго — 2085 мкм.
Типы инструмента
Как уже стало понятно, от зернистости абразивного материала зависит чистота поверхности, которая будет шлифоваться. Однако стоит сказать, что существуют еще и разные зерна по своей форме. Они могут быть представлены в виде сростков или же мелких кристаллических осколков с произвольной формой. Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Есть качественные шлифовальные круги, у которых не только хороший показатель зернистости, но и само зерно представлено в виде полноценного кристалла. Если говорить о параметре самого зерна для шлифовального круга, то стоит выделить три основных параметра: толщина, ширина и длина зерна.
Однако здесь сразу стоит отметить, что специалисты в этой области чаще всего используют в качестве основной и единственной характеристики ширину. В зависимости от габаритов зерна будет зависеть, какое количество материала может снять круг за один проход, а значит, и общую производительность шлифовального круга.
Если говорить о расшифровке маркировки материала, то она достаточно проста. Суть маркировки зернистости состоит в следующем: в префиксе указывается численный показатель характеристики. Чем выше будет указанное число, тем выше будет качестве шлифующего материала.
Алмазные приспособления
Наиболее дорогие и качественные круги для шлифовки материала – алмазные. У этих приспособлений есть такое понятие, как концентрация алмазного слоя, которая выражается в количестве алмазов на один кубический миллиметр порошка абразивного слоя. Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
Этот параметр считается одним из основных, так как он влияет на эффективность и экономичность. Стоит сказать, что указанная концентрация напрямую зависит от зернистости алмазных шлифовальных кругов. Другими словами, чем выше будет показатель зернистости, а также чем тверже будет материал, который нужно обработать, увеличиваться будет и количество именно алмазных кристаллов в абразивном слое.
На сегодняшний день выпускается несколько групп алмазных кругов. Они могут иметь 150-, 100-, 75-, 50- и 25-процентную концентрацию алмазов. В настоящее время 100-процентной концентрацией считается наличие 4,39 карат. Один карат равен 0,2 г, содержащихся в 1 кубическом сантиметре.
Зернистость для алмазных кругов
Зернистость для алмазных шлифовальных кругов – это величина самих алмазных зерен в абразивном слое или же сростков кристаллов. Тремя основными показателями являются те же три показателя, что и для обычных зерен, но и тут тоже учитывается лишь ширина. Зернистость для алмазных кругов подбирается исходя из того, какая именно шероховатость должна быть в итоге, от вида материала и от величины припуска.
Ранее говорилось о том, что с уменьшением величины зерен растет качество шлифования. Это действительно так, однако мелкой зернистости не всегда отдается предпочтение. Дело в том, что применение таких инструментов приводит к их сильному засаливанию, а обрабатываемое покрытие может прижигаться в процессе шлифовки. Если говорить о производительности, то мелкие зерна также негативно сказываются на этом параметре.
На сегодняшний день имеется четыре основных категории, на которые делятся алмазные шлифовальные круги, в зависимости от своей зернистости. Мелкая зернистость 100/80, средняя – 125/100, крупная – 160/125, более крупные зерна – 200/165.
Круги с мелкой зернистостью применяются для доводки других инструментов, к примеру, лезвий ножей, резцов или других приборов. Средняя группа хорошо подходит для придания максимальной остроты любой режущей поверхности, а более крупные круги уже применяются непосредственно для снятия верхнего слоя.
Круги для дерева
В качестве материала для обработки древесины наиболее подходящей считается наждачная бумага. Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Однако круги вполне могут иметь и полимерные и металлические щетки. Кроме этого, можно использовать традиционные инструменты с зернами. Если необходимо провести крупную обдирку древесины, то потребуется зернистость от 40 до 60, для средней зачистки показатель увеличивается на 20 и составляет от 60 до 80. Наиболее мелкая зернистость составляет от 100 до 120 и применяется для финишного шлифования поверхности.
Кроме того, как и в случае с металлом, нужно правильно подобрать зернистость шлифовального круга для дерева, в зависимости от того, какая будет выполняться операция.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| разработка сайта: ООО «Неос» дизайн: Александр Васильев | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 ru
ru центром и упроч. элементами
центром и упроч. элементами
Маркировка абразивного инструмента — Рианто. Материалы и инструменты
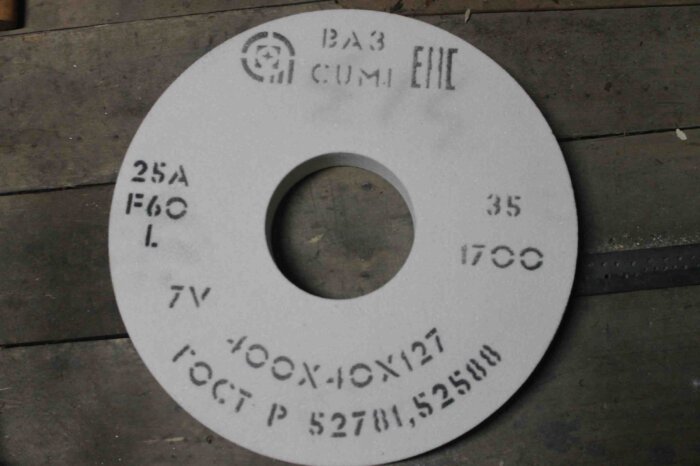
Абразивные круги характеризуются геометрической формой (типом), видом шлифовального материала, его зернистостью, типом связки, твердостью, структурой, точностью, неуравновешенностью.
Тип | 1 |
Размеры DхТхН | 350х40х127 |
Марка абразивного материала | 25 А |
Зернистость | 40 (F40) |
Твердость | СМ2 |
Структура | 7 |
Связка | К (V) |
Рабочая скорость | 35 м/с |
Класс точности | А |
Класс неуравновешенности | 1 кл |
Нормативный документ | ГОСТ2424-83 |
Круги шлифовальные:
- 1 (ПП) — прямого профиля;
- 2 (К) — кольцевой;
- 3 (3П) — конический;
- 4 (2П) — двухсторонний конический;
- 5 (ПВ) — с односторонней выточкой;
- 6 (ЧЦ) — чашечный цилиндрический;
- 7 (ПВД) — с двумя выточками;
- 9 — с двусторонней выточкой;
- 10 (ПВДС) — с двусторонней выточкой и ступицей;
- 11 (ЧК) — чашечный конический;
- 12 (Т) — тарельчатый;
- 13 — тарельчатый;
- 14 (1Т) — тарельчатый;
- 20 — с односторонней конической выточкой;
- 21 — с двусторонней конической выточкой;
- 22 — с конической выточкой с одной стороны и цилиндрической с другой;
- 23 (ПВК) — с конической и цилиндрической выточками с одной стороны;
- 24 — с конической и цилиндрической выточками с одной стороны и цилиндрической выточкой с другой;
- 25 — с конической и цилиндрической выточками с одной стороны и конической с другой;
- 26 (ПВДК) — с конической и цилиндрической выточками с обеих сторон;
- 27 — с утопленным центром и упрочняющими элементами;
- 28 — с утопленным центром;
- 35 — прямого профиля, работающий торцом;
- 36 (ПН) — с запрессованными крепежными элементами;
- 37 — кольцевой с запрессованными крепежными элементами;
- 38 — с односторонней ступицей;
- 39 — с двусторонней ступицей.

Круги отрезные и зачистные:
- 1 (Д) – диск отрезной;
- 27 — с утопленным центром и упрочняющими элементами.
Бруски:
- БП – прямоугольные;
- Бкв – квадратные;
- БТ – треугольные;
- Бкр – круглые.
Сегменты:
- СП – прямоугольные;
- 1С — выпукло-вогнутые;
- 2С — вогнуто-выпуклые;
- ЗС — выпукло-плоские;
- 4С — плоско-выпуклые;
- 5С – трапециевидные;
- 6С — специальные для шлифовки полов;
- 7С,8С,10С,11С – специальные;
- 9С — специальные для элементами шлифовки рельсов.
Размеры
- D — наружный диаметр;
- Т – высота;
- Н -диаметр отверстия.
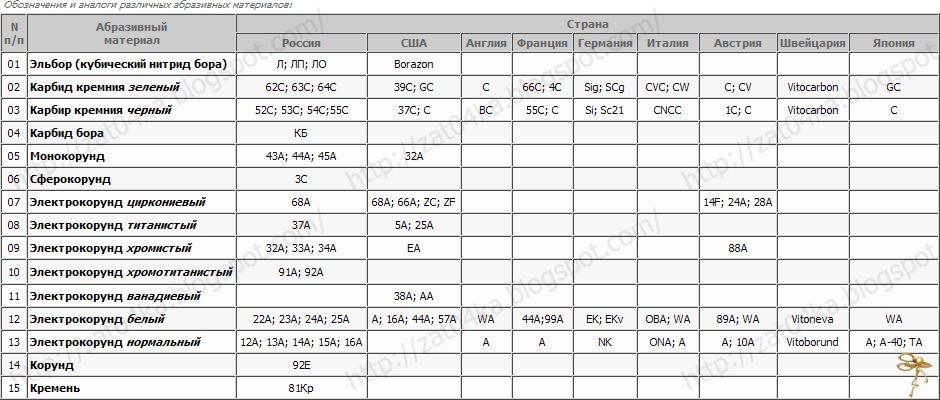
Шлифовальный материал:
- 14А — электрокорунд нормальный;
- 24А,25А -электрокорунд белый;
- 53С,54С — карбид кремния черней;
- 63С,64С — карбид кремния зеленый.

Зернистость:
| ГОСТ 3647-80 | ISO 8486-86 (FEPA) | ГОСТ 3647-80 | ISO 8486-86 (FEPA) | ||
| Ряд F (твердые абразивы) | Ряд Р (гибкие абразивы) | Ряд F (твердые абразивы) | Ряд Р (гибкие абразивы) | ||
| Шлифзерно | Порошки | ||||
| F4 | 12 | F100 | P120 | ||
| F5 | 10 | F120 | P150 | ||
| F6 | 8 | F150 | P180 | ||
| F7 | 6 | F180 | P220 | ||
| F8 | 5 | F220 | |||
| 200 | F10 | Микропорошок | |||
| 160 | F12 | Р12 | М63 | P240 | |
| F14 | Р16 | F230 | P280 | ||
| 125 | F16 | Р20 | М50 | F240 | P320 |
| 100 | F20 | P360 | |||
| F22 | Р24 | М40 | F280 | P400 | |
| 80 | F24 | Р30 | F300 | P500 | |
| 63 | F30 | М28 | P600 | ||
| 50 | F36 | Р36 | F360 | P800 | |
| 40 | F40 | Р40 | М20 | F400 | P1000 |
| F46 | P1200 | ||||
| 32 | F54 | Р50 | М14 | F500 | |
| 25 | F60 | Р60 | М10 | F600 | |
| 20 | F70 | Р80 | М7 | F800 | |
| 16 | F80 | М5 | F1000 | ||
| F90 | Р100 | F1200 | |||
Н-нормальное;
Содержание основной фракции в зерне:
П-повышенное
Твердость:
- BM1, BM2 (F, G) – весьма мягкие;
- M1, M2, M3 (H, I, J) – мягкие;
- CM1, CM2 (K, L) – средне мягкие;
- C1, C2 (M, N) – средние;
- CT1, CT2, CT3 (O, P, Q) – средне твердые;
- T1, T2 (R, S) – твердые;
- BT1, BT2 (T, U) – весьма твердые;
- ЧT1, ЧT2 (VW, YZ) – чрезвычайно твердые;
- ГВМ, ГМ, ГС, ГТ – гибкие весьма мягкие, мягкие, средние, твердые.

Структура:
- 1-2-3-4 — закрытая;
- 5-6-7 — средняя;
- 8-9-10 — открытая;
- 11-12 — высокопористая.
Связка:
- К (V) – керамическая;
- Б (B) – бакелитовая;
- БУ (BF) – бакелитовя с наличием упрочняющих элементов;
- Б4 (B4) – бакелитовая с графитовым наполнителем.
Рабочая скорость, м/с:
20; 25; 32; 35; 40; 50; 63; 80; 100.
Класс точности:
АА; А; Б.
Класс неуравновешенности:
1; 2; 3; 4.
У нас можно заказать интересующий Вас качественный абразивный инструмент, соответствующий техническим требованиям и ГОСТам.
Выбор абразивных кругов и их применение
Иногда обеспечение успеха вашего проекта и удовлетворенности вашего клиента может быть таким же простым, как выбор правильных инструментов. Вот почему важно понимать, как работают различные абразивные круги, их различные области применения и как правильно выбрать абразивный круг. Независимо от того, работаете ли вы с чрезвычайно твердыми материалами или вам нужна нестандартная обработка поверхности, выбор лучшего и самого безопасного абразивного круга имеет решающее значение.
Независимо от того, работаете ли вы с чрезвычайно твердыми материалами или вам нужна нестандартная обработка поверхности, выбор лучшего и самого безопасного абразивного круга имеет решающее значение.
Компания White Cap подготовила серию статей, которые помогут вам выбрать правильный абразивный круг для любой работы. Мы расскажем вам о различных аспектах выбора колеса, расскажем о его компонентах и о том, как добиться конкретных результатов. Для обзора абразивных кругов, их анатомии и конструкции прочитайте нашу статью 9.0005 Общие сведения об отрезных кругах .
Как правильно выбрать абразивный круг
Абразивные круги, как правило, состоят из двух различных основных компонентов: зерен, которые фактически режут, и связующего вещества, которое удерживает эти зерна вместе и обеспечивает поддержку во время резки.
Что такое связка/твердость абразивного круга?
Связка абразивного круга относится к твердости и прочности связки или матрицы, которая удерживает абразивные зерна на круге.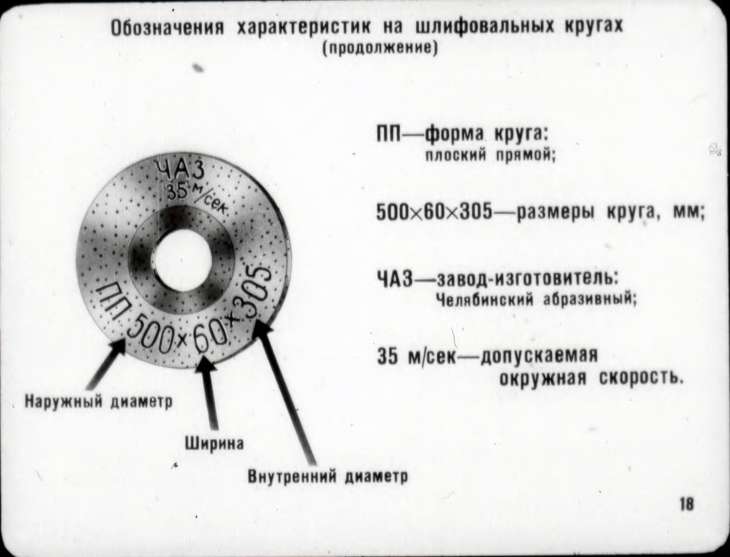 Это не относится к абразивным зернам, а только к связке, удерживающей зерна. Эта связь бывает «жесткой» или «мягкой».
Это не относится к абразивным зернам, а только к связке, удерживающей зерна. Эта связь бывает «жесткой» или «мягкой».
Это может показаться устаревшим, но вы должны использовать абразивные круги с более мягкой связкой для твердых металлов и более твердой связкой для мягких металлов. Мягкая связка предназначена для более быстрого разрушения для постоянной скорости резания, более быстрого обнажения новых зерен и лучшей работы с твердыми металлами. Однако твердая связка имеет более длительный срок службы, шлифуется более плавно и лучше работает с более мягкими металлами.
Диапазон оценок от A до Z, где A соответствует максимальной мягкости, а Z — максимальной твердости. Важно выбрать правильный сорт. Круги, которые слишком мягкие для материалов, которые они измельчают, будут слишком быстро выделять зерна, и круг будет быстро изнашиваться. Круги, которые слишком тверды для материалов, которые они шлифуют, не выделяют абразивные зерна достаточно быстро, а тусклые зерна остаются связанными с кругом, вызывая состояние, известное как «глазурование».
Мягкие сорта: | Твердые классы: |
|
|
|
|
|
|
Облигация
Связь, которая удерживает абразивные зерна вместе в круге, позволяет инструменту либо резать должным образом… либо подводить вас и выходить из строя на полпути к работе.
Связки для абразивных кругов могут быть классифицированы как «твердые» или «мягкие». Ваш выбор связи должен быть напрямую связан с типом работы, которую вы выполняете. Колесо с жесткой связкой используется на машинах большой мощности и на небольших или узких поверхностях. Круги с мягкой связкой используются для работ, требующих быстрого удаления материала, а также для твердых материалов или больших площадей контакта.
Колесо с жесткой связкой используется на машинах большой мощности и на небольших или узких поверхностях. Круги с мягкой связкой используются для работ, требующих быстрого удаления материала, а также для твердых материалов или больших площадей контакта.
Жесткая связка будет препятствовать отделению зерен, что приведет к более медленному износу, в то время как мягкая связка не прослужит так долго и потребует более частой замены. Однако качество связки оказывает огромное влияние на характеристики колеса. Слишком сильно, и колесо не выдержит и разобьется; слишком мягкий, и круг изнашивается после ограниченных резов.
Зерно
Большинство абразивных кругов изготавливаются из зерна оксида алюминия, но бренды отличаются тем, что используют зерна наполнителя, а не однородные — однородные обеспечивают лучшую резку, а также имеют тенденцию служить дольше. Колеса с зернами наполнителя более подвержены растрескиванию или оставлению неровной поверхности на вашей работе.
Факторы для выбора подходящего абразивного круга
При выборе абразивного круга для любого применения необходимо учитывать девять основных факторов:
1. Какой материал вы будете шлифовать и насколько он твердый? Тип материала влияет на выбор абразива, зернистости и марки. Как правило, чем тверже материал, тем мягче требуется круг.
2. Какой припуск необходимо удалить из материала? Для высоких скоростей съема материала требуются крупнозернистые круги, обычно с размером ячеек от 12 до 24. Чистовая обработка и жесткие ограничения на геометрию готовой заготовки требуют более мелкого размера зерна. Окончательная отделка поверхности часто достигается за счет «искрового разряда», когда дальнейшая подача не применяется, и кругу позволяют шлифовать до тех пор, пока не исчезнет большая часть шлифовальных искр.
3. Разработайте форму материала и требуемую отделку поверхности (или отделки).
4. Какой тип машины вы будете использовать? Обратите внимание на его мощность и условия.
5. Какие скорости круга и подачи будут задействованы? Убедитесь, что рабочая скорость машины не превышает максимальную рабочую скорость, указанную на любом продукте.
6. Определите размер и твердость поверхности шлифовального контакта. Также следует учитывать площадь контакта между кругом и заготовкой.
7. Будет ли ваша операция шлифования мокрой или сухой?
8. Какая степень шлифовки требуется?
9. Какой метод перевязки?
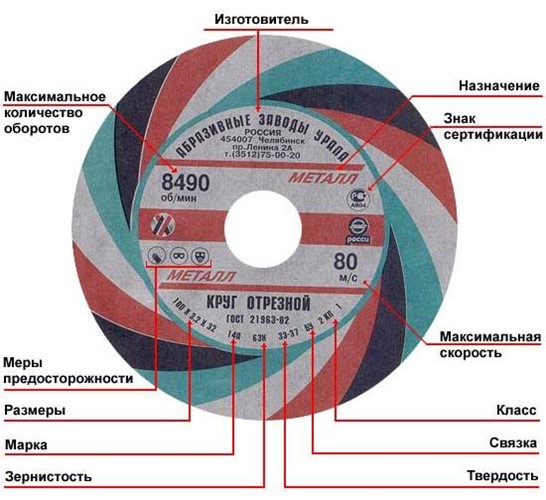
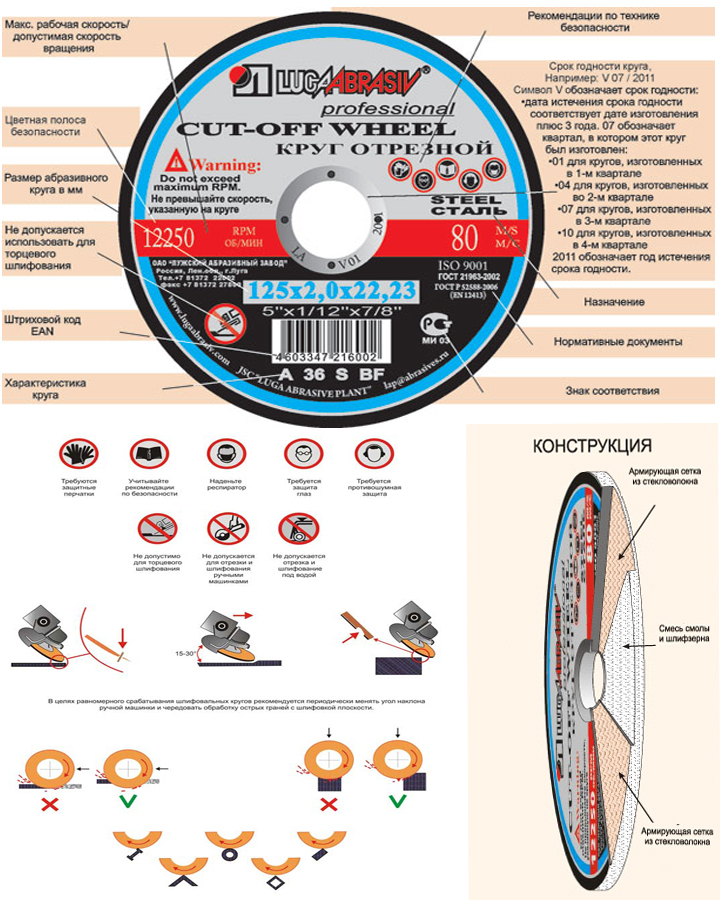
Маркировка абразивного круга
При покупке или выборе абразивного круга для использования в проекте крайне важно понимать маркировку и коды на этикетке круга.
• Тип — маркируется номером системы маркировки ANSI и указывает форму колеса.
• Размер — представляет диаметр колеса x толщину x размер отверстия. Маркируется как мм.
• Спецификация — буквы и цифры, обозначающие абразивный материал, зернистость, сорт, структуру и тип связки. Используйте общее руководство для примеров.
• Максимальная рабочая скорость – обозначается двумя способами: окружная скорость поверхности в метрах в секунду и скорость вращения в оборотах в минуту (об/мин). Для высоких скоростей поперек колеса нанесены цветные полосы.
• Ограничения по использованию — обозначены на колесе с помощью кода.
Другая информация, не связанная с безопасностью может включать :
o Товарный знак/название производителя
o Номер записи теста, указывающий на соответствие стандартам безопасности
o Срок годности, если это круг на органической связке (это будет 3 года с даты изготовления)
o Отслеживаемый кодовый номер, указывающий источник и сведения о производстве
o Стрелка крепления, указывающая на самую тяжелую точку колеса.
 Стрелка должна указывать вниз, когда колесо установлено.
Стрелка должна указывать вниз, когда колесо установлено.
Выбор абразивного круга для бетона или металла
Очень твердые поверхности, такие как бетон, камень и каменная кладка, нуждаются в одинаково жестком абразиве. Для этого применения нет ничего тверже алмазов. В то время как другие абразивы, такие как карбид кремния, могут быть эффективными, стоимость алмазов промышленного производства была снижена, что сделало алмазный инструмент предпочтительным методом резки и шлифования бетона, камня и кирпичной кладки.
Отрезные круги по металлу изготовлены из оксида алюминия, который считается мягким абразивом. Зерна оксида алюминия изначально прочные и износостойкие; однако после этого резкого и быстрого первого среза зерна становятся тусклыми, и им не хватает скорости резания и срока службы, как у других зерен. Подходит для шлифования металлов, таких как сталь, железо, бронзовые сплавы и нержавеющая сталь.
Когда абразивные частицы слишком тверды для разрезаемого материала, круги выделяют много тепла и могут слипаться. Это означает, что абразив должен соответствовать обрабатываемому материалу.
Техническое обслуживание и эксплуатационные характеристики абразивных кругов
Ниже приведены некоторые рекомендации по уходу за вашими инструментами, а также способы обеспечения наилучшей и долговечной работы.
- Используйте, обращайтесь и устанавливайте абразивные круги с осторожностью, соблюдая надлежащие меры безопасности.
- Храните абразивные круги так, чтобы они были защищены от ударов и выдавливания. Ваше складское помещение не должно подвергаться экстремальным погодным условиям, перепадам температуры и влажности, которые могут повредить сцепление на некоторых колесах.
- Сразу после распаковки следует внимательно осмотреть все новые колеса, чтобы убедиться, что они не повреждены.
- Всякий раз, когда бывшие в употреблении колеса возвращаются на хранение, их следует тщательно осматривать на наличие повреждений, сколов и трещин.

- Обращайтесь с колесами осторожно. Не роняйте и не ударяйте, это может привести к трещинам, сколам и другим повреждениям.
- Переносить колеса на рабочие места; не катить. Для тяжелых колес надежно закрепите колесо в ручной тележке или вилочном погрузчике.
- Перед установкой керамического круга проверьте его кольцом. См. код безопасности ANSI B7.1 для использования, ухода и защиты абразивных кругов. Кольцевой тест обнаружит трещины.
- Никогда не используйте треснувший круг.
- Убедитесь, что скорость вращения шпинделя не превышает максимально безопасную скорость абразивного круга.
- Используйте колесо с размером центрального отверстия, которое плотно, но свободно садится на шпиндель, не прилагая к нему усилий. Никогда не пытайтесь изменить отверстие беседки.
- Используйте подобранную пару чистых утопленных фланцев не менее одной трети диаметра колеса. Несущие поверхности фланцев должны быть ровными и не иметь заусенцев или скоплений грязи.

- Затяните гайку шпинделя ровно настолько, чтобы крепко удерживать колесо; не используйте давление для чрезмерной затяжки. При установке направляющего колеса найдите стрелку, отмеченную на колесе, и убедитесь, что она указывает направление вращения шпинделя.
- Перед эксплуатацией машины всегда проверяйте, что все колеса и ограждения машины на месте, а все крышки плотно закрыты.
- После надежной установки круга и установки защитных кожухов включите машину, отойдите в сторону и дайте ей поработать не менее одной минуты на рабочей скорости, прежде чем начинать шлифовку. Если неисправное колесо сломается, это, скорее всего, произойдет, когда оно начнет вращаться.
- Шлифовать только лицевую сторону прямого круга.
- Шлифуйте только сторону цилиндра, чашки или сегментного круга.
- Аккуратно, без ударов и выемок.
- Никогда не применяйте силу шлифования, так как двигатель заметно замедляется или работа нагревается.
- Если во время эксплуатации сломалось колесо, внимательно осмотрите машину, чтобы убедиться, что защитные кожухи и ограждения не повреждены. Кроме того, проверьте фланцы, шпиндель и монтажные гайки, чтобы убедиться, что они не согнуты, не подпружинены или не повреждены каким-либо другим образом.
Перечень мер безопасности для абразивных кругов
Как и многие инструменты с подвижными частями, абразивные круги могут быть опасны при неправильном использовании. К распространенным, но серьезным травмам относятся травмы глаз, пальцев и рук от разлетающихся обломков и поломки колеса. Большинство травм можно легко предотвратить, если следовать правилам техники безопасности, носить оборудование, отвечающее требованиям безопасности, работать в безопасных зонах, следить за тем, чтобы ваши колеса и инструменты были в идеальном рабочем состоянии, а все, кто работает на шлифовальном станке, прошли надлежащее обучение.
Вот несколько рекомендаций, которые помогут обезопасить вас и вашу команду.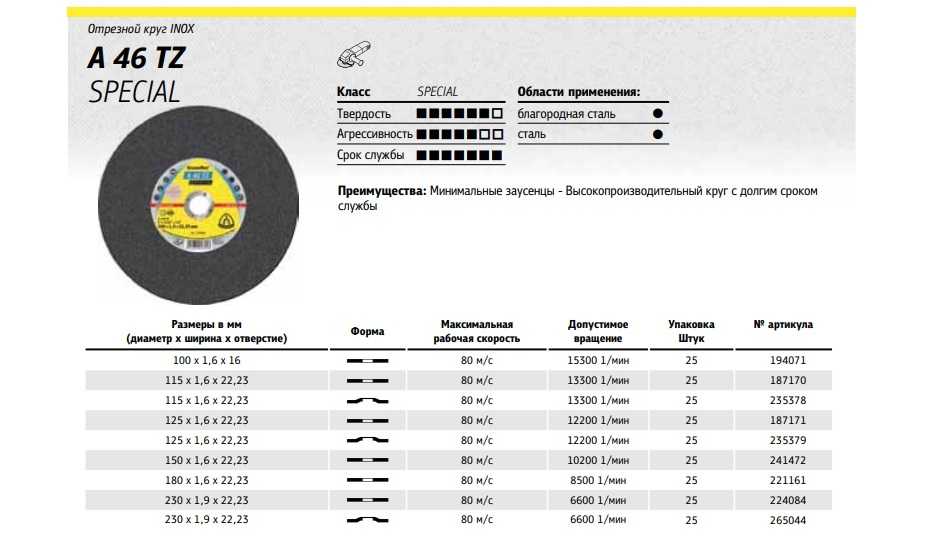 И, как всегда, проконсультируйтесь с OSHA или ANSI для получения подробной информации или конкретных требований безопасности.
И, как всегда, проконсультируйтесь с OSHA или ANSI для получения подробной информации или конкретных требований безопасности.
- Всегда надевайте защитные очки или лицевой щиток с ударопрочными линзами и боковыми щитками.
- Установите небьющиеся защитные очки на все стационарные шлифовальные машины.
- Перед монтажом проверьте абразивные круги на наличие трещин, сколов и повреждений. Отремонтируйте или замените при необходимости.
- Убедитесь, что рабочая скорость не превышает номинальную максимальную скорость колеса.
- Перед каждым использованием проверяйте и проверяйте колеса на наличие трещин.
- Убедитесь, что отверстие оси абразивного круга правильно подходит к оси станка.
- Убедитесь, что фланцы чистые, плоские и соответствуют типу и размеру устанавливаемого колеса.
- Затяните гайки настолько, чтобы прочно удерживать колесо. Не используйте чрезмерное давление.
- Стоя в стороне, обкатайте новые круги на полной рабочей скорости в защищенном месте не менее чем за одну минуту до шлифовки.
 Большинство неисправных колес ломаются при запуске.
Большинство неисправных колес ломаются при запуске. - Используйте защитный кожух, прилагаемый к шлифовальному станку.
- Зашлифуйте круг на номинальной скорости МЕНЬШЕ номинальной скорости шлифовального станка.
- Устанавливайте только ОДНО колесо на одну ось.
- Используйте круги и шлифовальные станки только по назначению.
- Остерегайтесь чрезмерной вибрации. Это индикатор того, что колесо не круглое.
- Никогда не шлифуйте себя или другого рабочего. Всегда старайтесь прижиматься к стене.
- Во избежание поражения электрическим током убедитесь, что третий провод заземлен.
- Прежде чем ставить переносную кофемолку, убедитесь, что она полностью остановилась. По возможности используйте подставку. Установите кофемолку на щиток, если нет подставки.
- ВСЕ шлифовальные машины должны использоваться ТОЛЬКО с защитным кожухом над кругом.
- ВСЕ кофемолки следует осматривать каждые 30 дней и производить необходимые регулировки и ремонт.

Абразивные круги и инструменты OSHA Код
Абразивные круги | Онлайн-курс и сертификация
4.8 ( 8 ОТЗЫВОВ )
75 СТУДЕНТОВ
Эта сертификация по обучению абразивным кругам предназначена для того, чтобы предоставить тем, кто работает в строительной отрасли, и другим специалистам в области безопасности абразивных кругов. правила, контроль рисков и соблюдение требований.
На протяжении этого курса по абразивным кругам вы получите представление о различных типах абразивных кругов и их опасностях, внимательно изучив их анатомию. Вы также изучите систему маркировки абразивных кругов и получите представление о безопасных рабочих скоростях абразивных кругов.
Наш опытный наставник шаг за шагом проведет вас через этапы проведения оценки и проверки рисков безопасности, ознакомит вас с ключевыми законами в области ОТОСБ, мерами контроля рисков и средствами индивидуальной защиты (СИЗ).
Аккредитованное, качественное обучение CPD
Мгновенная отправка электронного сертификата и печатной копии на следующий рабочий день
Полностью интерактивный онлайн-курс с озвучиванием
Материал курса разработан квалифицированными специалистами
Самостоятельное обучение доступно через ноутбук, планшет и смартфон
Круглосуточная помощь в обучении и поддержка наставников
Скидки на оптовые закупки
Краткий обзор онлайн-курса по абразивным кругам
Демонстрация учебного курса по абразивным кругам
Кому следует пройти курс обучения по абразивным кругам
колеса, такие как, но не ограничиваясь, следующие:
- Инженеры
- Электрики
- Менеджеры проектов
- Сварщики
- Строительные работники
- CARPENTERS, Joiners & Fitters
УЧИТЕЛЬНЫЕ ИСПОЛЕДИ
By By The Articels WillEls WillEls WillEls.
Определить различные типы абразивных кругов и каждую из их потенциальных угроз безопасности и рисков.
Понимать их юридические требования при работе с абразивными кругами
Проведите тщательную оценку рисков, чтобы обеспечить безопасное использование абразивных кругов.
Проведите проверку безопасности абразивного круга и примите эффективные меры по контролю рисков.
Продемонстрировать понимание рекомендаций HSE и средств индивидуальной защиты при использовании абразивных кругов.
Понимание системы маркировки абразивных кругов и скоростей абразивных кругов
Сертификация
После успешного завершения курса абразивных кругов вам сразу же будет отправлен цифровой сертификат. Кроме того, распечатанный сертификат можно доставить по почте (стоимость доставки 3,99 фунта стерлингов). Все наши курсы полностью аккредитованы, предоставляя вам современные навыки и знания и помогая вам стать более компетентными и эффективными в выбранной вами области. Наши сертификаты не имеют срока действия, хотя мы рекомендуем вам продлевать их каждые 12 месяцев.
Все наши курсы полностью аккредитованы, предоставляя вам современные навыки и знания и помогая вам стать более компетентными и эффективными в выбранной вами области. Наши сертификаты не имеют срока действия, хотя мы рекомендуем вам продлевать их каждые 12 месяцев.
Программа курса
Модуль 01: Знакомство с абразивными кругами
В первом модуле мы рассмотрим различные типы профессий, в которых используются абразивные круги, и для чего они используются.
Модуль 02: Анатомия абразивного круга
Во втором модуле мы подробно рассмотрим компоненты абразивных кругов и их механизм.
Модуль 03: Опасности абразивных кругов
В третьем модуле мы рассмотрим риски, опасности и угрозы безопасности при использовании абразивных кругов.
Модуль 04: Безопасность абразивных кругов
В четвертом модуле мы узнаем о мерах безопасности, которые вы можете предпринять, чтобы обеспечить безопасное использование абразивных кругов, и о том, как работать в соответствии с правилами HSE.
Модуль 05: Безопасные скорости
В пятом модуле мы рассмотрим различные рабочие скорости абразивных кругов и какие скорости безопасны для работы.
Модуль 06: Другая маркировка колес?
В шестом модуле мы научимся читать систему маркировки, спецификации и обозначения абразивных кругов.
Модуль 07: Хранение и обращение
В седьмом модуле мы рассмотрим правильный способ безопасного хранения, обращения и транспортировки абразивных кругов.
Модуль 08: Проверка и тестирование
В восьмом модуле мы научимся проверять абразивные круги и пройдем пошаговое обучение тому, как проводить оценку рисков безопасности.
Модуль 09: Обучение и сертификация
В девятом модуле мы получим более глубокое понимание обучения абразивным кругам и юридических требований к обучению абразивным кругам.
Модуль 10: Проверки
В десятом модуле мы изучим контрольный список проверок абразивных кругов, а также более подробно рассмотрим правила абразивных кругов.
Модуль 11: Резюме курса
В заключительном модуле мы рассмотрим уроки, полученные в ходе курса, и навыки, которые мы приобрели в процессе.
Учебная программа курса
Учебная программа не найдена!
Рейтинги поля
4,8
4.8
8 ratings
- 5 stars 6
- 4 stars 2
- 3 stars 0
- 2 stars 0
- 1 stars 0
ПРОЙДИТЕ ЭТОТ КУРС
- 28,15 € EX VAT
- 1 Год
- Уровень 2
- Сертификат курса
- 1 час, 40 минут
- 6, 40,0006
- .0039
Подарок
Подарок.
399
39
39
39
Что такое абразивный круг?
Абразивный круг — одноразовый инструмент, изготовленный из абразивного материала или соединения. Эти круги обычно используются на шлифовальных станках, шлифовальных станках и отрезных пилах по металлу. Абразивные круги – очень универсальный инструмент. Они вращаются с высокой скоростью и способны резать, формовать, сглаживать и очищать широкий спектр материалов. Так, их широко используют в работе инженеры, строители, каменщики, электрики, плотники, слесари и сварщики.
Однако, поскольку абразивные круги вращаются с высокой скоростью, они могут причинить серьезные травмы. По данным Управления по охране труда и технике безопасности (HSE), почти половина всех несчастных случаев, связанных с абразивным кругом, происходит из-за ошибки оператора или небезопасной рабочей системы. Таким образом, любой, чья работа связана с использованием или обращением с абразивными кругами, должен знать и соблюдать строгие правила охраны здоровья и техники безопасности, чтобы защитить себя и окружающих.
Таким образом, любой, чья работа связана с использованием или обращением с абразивными кругами, должен знать и соблюдать строгие правила охраны здоровья и техники безопасности, чтобы защитить себя и окружающих.
Обычные машины, связанные с абразивными кругами
Абразивные круги чаще всего встречаются в настольных, стационарных и переносных шлифовальных машинах.
Настольные шлифовальные станки постоянно устанавливаются на столешницу. Они используются в мастерских для заточки инструментов, грубой обработки и удаления заусенцев.
Точильщики на пьедестале имеют установленное колесо, которое находится внутри пьедестала. Они используются для обработки чрезвычайно твердых материалов и заточки режущих инструментов.
Портативные шлифовальные машины — это ручные электроинструменты, такие как угловые шлифовальные машины. Они используются для шлифовки, резки и полировки. Портативные шлифовальные машины распространены на металлообрабатывающих и строительных площадках, а также в аварийно-спасательных работах.
Использование абразивных кругов
Существует множество различных типов абразивных кругов, что делает их пригодными для самых разных задач. Вот некоторые примеры:
Прямые круги — это основные шлифовальные круги, часто используемые в домашних мастерских. Их можно найти на настольных или стационарных шлифовальных машинах. Прямые круги чаще всего используются для шлифования поверхностей и заточки инструментов, таких как стамески по дереву и лезвия газонокосилок.
Чашечные круги могут повторно затачивать, отделывать или полировать бетон и камень. Однако с достаточно мелким зерном они также могут удалять клей и краску с материалов.
Тарельчатые колеса похожи на чашечные колеса, но они неглубокие и имеют более тонкий край. Их форма позволяет инструменту проникать в узкие трещины и щели, недоступные чашечному кругу.
Отрезные круги обычно имеют очень узкую шлифовальную поверхность. Они делают глубокие, узкие и точные разрезы под углом 90 градусов. Они используются как с переносными, так и со стационарными инструментами на различных материалах, включая алюминий, пластик, листовой металл и нержавеющую сталь.
Они делают глубокие, узкие и точные разрезы под углом 90 градусов. Они используются как с переносными, так и со стационарными инструментами на различных материалах, включая алюминий, пластик, листовой металл и нержавеющую сталь.
Сегментные колеса имеют сегментированные секции вместо сплошного обода. При использовании с охлаждающими или смазочными жидкостями эти круги быстро удаляют большое количество материала, не повреждая его поверхность.
Колеса со штекером и конусом могут очищать и удалять лишний металл с отливок, куда другие круги не могут легко добраться.
Чем опасны абразивные круги?
Неправильное использование абразивных кругов может привести к серьезным травмам и даже смерти. Почти половина всех несчастных случаев, связанных с абразивным кругом, происходит из-за ошибки оператора или небезопасной рабочей системы. Таким образом, операторы должны следовать инструкциям и соблюдать строгие требования по охране труда и технике безопасности, чтобы снизить риск получения травм.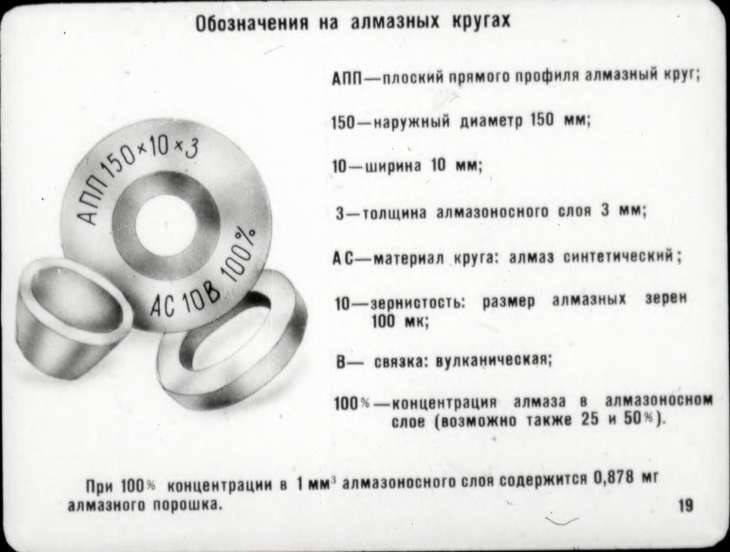 К опасностям абразивных кругов относятся:
К опасностям абразивных кругов относятся:
1. Втягивание и контакт с кругом
Абразивный круг вращается с высокой скоростью и может причинить серьезные травмы, если соприкоснется с какими-либо подвешенными предметами. Например, тряпки и отходы могут запутаться в колесе при соприкосновении, что приведет к поломке колеса. Кроме того, свободная одежда, длинные волосы или части тела могут соприкасаться с вращающимся колесом, наматываться на него и втягиваться в колесо. Это может серьезно травмировать оператора.
2. Разрушение и выброс частиц
Каждому колесу присущ риск поломки колеса. Если колесо ломается при вращении с высокой скоростью, оно может выбрасывать частицы на своей скорости вращения. Это может привести к серьезным ранам и даже к летальному исходу.
3. Пыль и летучие частицы
При резке и шлифовке материалов опасная пыль, дым и летящие частицы могут распространяться в воздухе. Это может вызвать кашель, чихание, приступы астмы и перерасти в серьезные проблемы с дыханием в долгосрочной перспективе. Например, при резке бетона, кирпича или камня кремнеземная пыль может распространяться в воздухе. Когда человек вдыхает кварцевую пыль, частицы рубцуют легочную ткань и могут вызвать силикоз – неизлечимое заболевание легких.
Например, при резке бетона, кирпича или камня кремнеземная пыль может распространяться в воздухе. Когда человек вдыхает кварцевую пыль, частицы рубцуют легочную ткань и могут вызвать силикоз – неизлечимое заболевание легких.
4. Шум
Работа с абразивными кругами может производить невероятно громкий шум. Кратковременное или длительное воздействие громкого шума может вызвать шум в ушах и необратимую потерю слуха.
5. Вибрация рук (HAV)
Эксплуатация вибрирующего оборудования может вызвать синдром вибрации рук. Это состояние может привести к повреждению нервов, суставов и мышц.
6. Ожоги, пожар и взрыв
Шлифовальные и режущие материалы могут вызвать искры и вызвать пожар, если оператор выполняет работу рядом с легковоспламеняющимися материалами.
7. Поражение электрическим током
Существует риск поражения электрическим током, если оператор перерезает кабели или открытые части, находящиеся под напряжением.
8.
 Воздействие опасных веществ
Воздействие опасных веществ
Операции шлифования и резки часто включают использование шлифовальных жидкостей, смазочных материалов и охлаждающих жидкостей. Рабочие подвергаются риску вдыхания тумана и паров жидкости, которые могут вызвать астму, бронхит, раздражение дыхательных путей и затрудненное дыхание. Кроме того, воздействие может вызвать раздражение глаз, носа, горла и кожи.
9. Работа в замкнутом пространстве
В тесном замкнутом пространстве может быть высокая концентрация пыли и дыма, что может нанести вред здоровью оператора. Это также создает высокий уровень огня.
Как предотвратить травмы абразивным кругом?
Большинство травм от абразивных кругов происходит из-за того, что операторы используют неправильный тип круга или используют его неправильным образом, или просто не соблюдают правильные протоколы безопасности.
В основном эти травмы вызваны либо контактом с самим инструментом, либо материалами, выбрасываемыми во время работы. Общие травмы включают в себя: порезы кожи, ампутацию пальцев, травмы глаз, травмы головы и травмы ног.
Общие травмы включают в себя: порезы кожи, ампутацию пальцев, травмы глаз, травмы головы и травмы ног.
Вы можете предотвратить большинство несчастных случаев, которые случаются с абразивными кругами, обеспечивая тщательное обучение рабочих, постоянное ношение соответствующих СИЗ и следуя приведенным ниже инструкциям.
Для обеспечения безопасности при использовании абразивных кругов необходимо:
- Прочесть и понять инструкции по технике безопасности поставщика.
- Убедитесь, что колесо подходит для этой задачи.
- Перед использованием проверьте наличие защитного кожуха.
- Убедитесь, что рабочие упоры правильно отрегулированы.
- Устанавливайте только совместимые абразивные круги.
- Носите подходящую одежду.
- Носите средства индивидуальной защиты, чтобы защитить себя от риска попадания снарядов и вдыхания пыли.
- Всегда меняйте колеса, когда они изнашиваются.
- Всегда проверяйте рабочую зону перед использованием угловой шлифовальной машины и удаляйте или защищайте все горючие или легковоспламеняющиеся материалы.
- Визуально проверяйте инструмент перед использованием, периодически проводите тестирование портативного устройства.
Маркировка абразивного круга
Абразивные круги имеют специальную маркировку, которая помогает пользователям выбрать правильный круг для оборудования и выполняемой задачи. Знание того, какое колесо использовать для каждой задачи и типа оборудования, является жизненно важным навыком. Использование неправильного колеса для задачи может иметь серьезные последствия. Существует британский стандарт для маркировки абразивных кругов. Маркировка кругов должна соответствовать приложению A стандарта BS EN 12413 и BS ISO 5255. Маркировка абразивных кругов должна содержать следующую информацию:
Товарный знак – колесо должно иметь товарный знак или клеймо производителя.
Протокол испытаний – указывает, что колесо соответствует требуемым стандартам безопасности.
Ограничения – этикетка может содержать сопроводительную информацию об ограничениях использования и указывать, подходит ли колесо для выполнения задачи. Также маркировка колес может указывать на требования к СИЗ и другие меры предосторожности.
Также маркировка колес может указывать на требования к СИЗ и другие меры предосторожности.
Срок годности – диски имеют маркировку срока годности. Операторы никогда не должны использовать абразивный круг после истечения срока годности.
Размеры – на этикетке колеса указан диаметр, толщина и размер отверстий в миллиметрах.
Знак спецификации – предоставляет информацию о составе и структуре колеса. Он указывает на абразивный материал, размер зерна и связку.
Код производителя – это отслеживаемый номер, который указывает на источник и детали изготовления колеса.
Максимальная скорость – все колеса диаметром более 80 мм должны иметь на этикетке маркировку максимально допустимой скорости. Пользователи никогда не должны превышать максимально допустимую скорость вращения колеса.
Высокоскоростные колеса (50 м/с и более) имеют в центре колеса цветную полосу, указывающую на максимальную рабочую скорость.
Дополнительную информацию о маркировке можно найти в разделе HSG17 на веб-сайте HSE.
Положение об абразивных кругах
Работодатели должны обеспечивать здоровье и безопасность работников на производстве. Следующие правила определяют юридические обязанности работодателей и работников, которые применяются при использовании абразивных кругов на работе.
Закон об охране здоровья и безопасности на рабочем месте 1974 г. (HASWA)
Закон об охране здоровья и безопасности на рабочем месте 1974 г., также известный как HASWA, возлагает на работодателей или любых лиц, контролирующих рабочее место, обязанность защищать сотрудников или кого-либо в помещении от рисков для здоровья и безопасности. Это включает в себя риски, связанные с использованием абразивных кругов на работе.
Правила управления охраной труда и промышленной безопасностью 1999
Правила управления охраной труда и промышленной безопасностью 1999 усилить HASWA, возложив на работодателей, сотрудников, подрядчиков, проектировщиков и их клиентов обязанности оценивать риски для здоровья и безопасности третьих лиц и принимать соответствующие меры для их защиты.
Предоставление и использование рабочего оборудования 1998 (PUWER)
Предоставление и использование рабочего оборудования 1998, также называемое PUWER, направлено на обеспечение безопасности рабочих при использовании оборудования и машин. PUWER требует от работодателей:
- Убедиться, что все машины и оборудование подходят для использования по назначению.
- Убедитесь, что машины и оборудование безопасны для использования, находятся в эффективном рабочем состоянии, должным образом обслуживаются, проверяются и испытываются.
- Полностью информировать и обеспечивать надлежащий инструктаж и обучение всех, кто использует, контролирует или управляет использованием рабочего оборудования.
- Соблюдайте все сопутствующие меры по охране здоровья и безопасности, такие как защитные устройства и элементы управления. К ним относятся ограждения, устройства аварийной остановки, четко видимая маркировка.
- Принять меры для предотвращения или контроля рисков для людей.

Средства индивидуальной защиты (СИЗ) на рабочем месте
СИЗ на рабочем месте Правила обязывают работодателя оценивать риски и опасности на рабочем месте и предоставлять подходящие СИЗ всем работникам. Сюда входят наемные работники, подрядчики, временные работники и все остальные лица, выполняющие работу на рабочем месте. Работодатель также несет ответственность за техническое обслуживание, хранение и замену СИЗ.
Другое важное законодательство Великобритании
Контроль веществ, опасных для здоровья (COSHH) относится к использованию абразивных кругов, так как при резке и шлифовке опасные вещества, такие как пыль и пары, могут распространяться в воздухе. Вы можете узнать больше о COSHH здесь .
Положение о контроле шума на рабочем месте 2005 г. относится к работе с абразивными кругами, поскольку шлифовальные и отрезные станки производят громкий шум, который может необратимо повредить слух. Поэтому работодатели должны принять меры по защите органов слуха.
Поэтому работодатели должны принять меры по защите органов слуха.
Правила контроля вибрации на производстве 2005 применяются к использованию абразивных кругов, поскольку это подвергает рабочих риску для здоровья, связанному с вибрацией от ручных режущих и шлифовальных станков.
Правила поставки оборудования (безопасность) 2008 г. требуют от производителей колес принятия всех мер предосторожности для снижения риска поломки и обеспечения соответствия колес требуемым стандартам безопасности.
Требуется обучение работе с абразивными кругами?
Мы предлагаем следующие с сертификатом RoSPA и с сертификатом CPD онлайн Учебный курс по абразивным кругам .
Есть вопрос?
Если у вас есть вопросы или вам нужна дополнительная информация о любом из наших учебных курсов. Пожалуйста, свяжитесь с нашей дружелюбной службой поддержки по телефону 0333 577 5016 или [email protected] .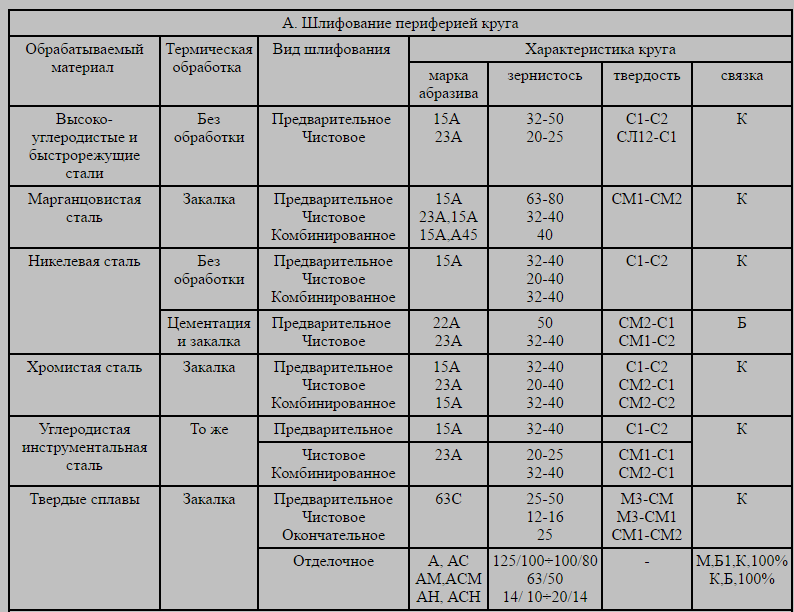
Безопасность при использовании абразивных кругов
Примечание : Автор поделился своими знаниями по шлифованию в интерактивном электронном курсе по безопасному обращению с абразивными кругами. Этот курс погружается глубже, чем эта статья. Доступ к этому курсу и другим инженерным курсам можно получить в THORS eLearning Solutions. Нажмите на изображение ниже:
Рекомендации, изложенные в этом документе, являются лишь кратким изложением наиболее важных мер предосторожности. Все пользователи должны строго соблюдать инструкции по технике безопасности, существующие в законах, правилах и технических стандартах их страны.
U Соединенные Штаты Америки
Американский национальный институт стандартов (ANSI), Inc., Нью-Йорк, «Требования безопасности при использовании, уходе и защите абразивных кругов», Стандарт B7.1. www.ansi.org, Также ознакомьтесь с Законом об охране труда и технике безопасности от 19 г.70 (ОША).
Индия
Индия придерживается стандартов США. Эквивалентность: ANSI B.7.1, Бюро индийских стандартов (BIS), Производство и общее машиностроение, Название раздела: Абразивы (PGD 9), Обозначение юридически обязательного документа: IS 1991-4, «Требования безопасности при использовании, уходе, и защита абразивных шлифовальных кругов».
Эквивалентность: ANSI B.7.1, Бюро индийских стандартов (BIS), Производство и общее машиностроение, Название раздела: Абразивы (PGD 9), Обозначение юридически обязательного документа: IS 1991-4, «Требования безопасности при использовании, уходе, и защита абразивных шлифовальных кругов».
Соединенное Королевство
«Безопасность при использовании абразивных кругов». Пересмотрено в соответствии с Положением о предоставлении и использовании рабочего оборудования 1998 (ПУВЭР 98). Это бесплатная для скачивания веб-версия HSG17 (третье издание, опубликовано в 2000 г.). Он был адаптирован для использования в Интернете из текущей печатной версии НИУ ВШЭ. Книги доступны на сайте www.hsebooks.co.uk и во многих книжных магазинах. ISBN 978 0 7176 1739 5 http://www.hse.gov.uk/pubns/price/hsg17.pdf
Европа в целом:
Кодекс безопасности FEPA, можно получить по адресу: FEPA, 20, Avenue Reille, 75014 Paris, France, www.fepa-abrasives.or
Руководства по безопасности, паспорта безопасности и предупреждающие сообщения о колесах
Многие поставщики кругов предоставляют информацию о безопасном использовании шлифовальных кругов.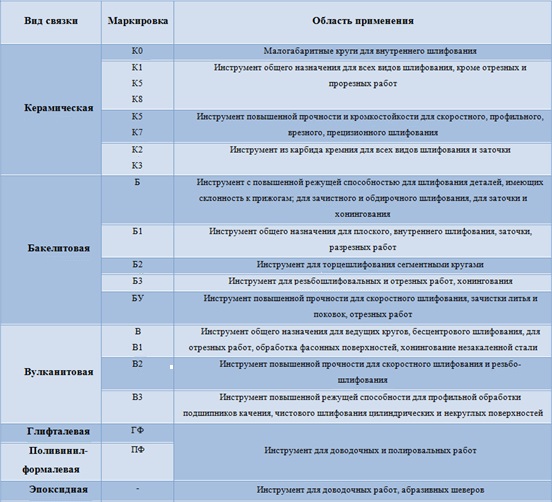 Эту информацию следует внимательно прочитать. Обратитесь к поставщику колес за копиями MSDS (паспортов безопасности материалов).
Эту информацию следует внимательно прочитать. Обратитесь к поставщику колес за копиями MSDS (паспортов безопасности материалов).
Распределение ответственности за безопасность
При распределении ответственности за общую проблему безопасности в отношении шлифовальных кругов мы можем выделить три группы:
1. Изготовитель шлифовального станка
2. Производитель шлифовального круга
3. Пользователь как станка, так и шлифовального круга
Каждая из этих групп имеет определенные обязанности:
1. Изготовитель шлифовального станка:
- Шлифовальный фланец с автоматическим запиранием дверей в соответствии с правилами
- Ограничение скорости, управляемое программным обеспечением
- При скорости выше 63 м/с (12 500 футов в минуту) для станка требуется независимая авторизация безопасности
9003
2. Производитель шлифовального круга
- X-кратная защита от разрыва колеса
- Испытания на скорость на заводе со скоростью выше рабочей
- Испытания на разрыв на заводе
- Маркировка с максимально допустимой рабочей скоростью (и/или оборотами в минуту)
- Обеспечение надлежащей упаковки для транспортировки
3. Пользователь станков и шлифовальных кругов
Пользователь станков и шлифовальных кругов
- Надлежащее хранение
- Кольцевая проверка шлифовального круга перед монтажом
- Используйте подходящие пластиковые, бумажные или алюминиевые промокательные бумаги
- Используйте подходящие фланцы круга
- Надлежащий монтаж (с помощью динамометрического ключа)
- Отбалансируйте шлифовальный круг (при необходимости)
- Проверьте максимально допустимое число оборотов в минуту
- Неработайте колесо в течение двух минут перед использованием
- Наденьте защитные очки
- изделия из смолы и шеллака: 3 года
- резиновые изделия: 5 лет
- стекловидные изделия: 10 лет.
- Прочтите правила техники безопасности, действующие в вашей стране. Обратитесь к основному каталогу поставщика шлифовального круга и любой памятке по технике безопасности, которая может быть включена в комплект поставки шлифовального круга
- .
 Осмотрите изделия на наличие дефектов при получении и еще раз перед установкой.
Осмотрите изделия на наличие дефектов при получении и еще раз перед установкой. - Храните шлифовальные круги в подходящих помещениях, оборудованных соответствующими стеллажами.
- Убедитесь, что допустимые обороты и/или скорость поверхности в м/с или фут/мин соответствуют шлифовальному кругу и станку, предназначенному для использования.
- Используйте бумажные или пластиковые промокательные материалы между колесом и стальным фланцем.
- Для затягивания фланцевых гаек используйте динамометрический ключ.
- Осмотрите все ограждения и другие элементы безопасности на предмет их надлежащего функционирования.
- Наденьте защитные очки.
- При запуске шлифовального станка отойдите в сторону и дайте станку поработать на холостом ходу в течение 1 минуты, прежде чем резать металл.
- Эксплуатируйте машину в соответствии с инструкциями по машине и колесу.
- Снимите все три противовеса.
- Поместите шлифовальный круг на балансировочный стенд и дайте ему остановиться.
- Самое тяжелое место колеса теперь внизу. Противовес № 1 устанавливается точно напротив тяжелого места и больше не перемещается.
Тип 1
Тип 2
Тип 27
Тип 41
Тип 42
- неправильное применение
- неправильный монтаж
- неправомерные действия во время шлифовальных операций
- дефекты шлифовального станка и
- неправильное хранение и обращение.

- совместимость с материалом и задачей.
Абразивные круги изготавливаются из различных абразивов, зернистости и связующих материалов для различных областей применения. В случае сомнений свяжитесь с производителем для определения пригодности - совместимости с шлифовальным станком.
- Максимальная рабочая скорость, указанная на круге, должна быть больше, чем скорость вращения шпинделя шлифовального станка
- Физические характеристики круга, такие как: внешний диаметр, ширина, диаметр отверстия и форма (прямолинейный, конический, чашеобразный и т. д.)
- шпиндель станка не должен иметь заусенцев или повреждений (рис. 2). Круг должен свободно, но не свободно садиться на шпиндель
- Абразивный круг должен быть установлен между утопленными фланцами одинакового диаметра, которые обычно составляют не менее одной трети диаметра круга. На контактных поверхностях фланцев не должно быть заусенцев или шероховатостей, которые в противном случае могут повредить колесо 9.0040
- втулка (где она используется) не должна выступать за края круга
- зажимная гайка должна быть затянута только настолько, чтобы надежно удерживать круг
- необходимо переустановить защитный кожух и рабочий упор и отрегулировать зазоры. Перед включением питания поверните колесо рукой на несколько оборотов, чтобы убедиться, что оно освободило рабочий стол и защитный кожух. Обучение должно соответствовать типу шлифовального станка и выполняемым задачам. Примеры безопасных методов работы включают:
СИЗ и соответствующая одежда.

- Необходимо использовать соответствующие средства индивидуальной защиты. Аналогичным образом, длинные волосы должны быть завязаны сзади
- убедитесь, что шлифовка проводится вдали от других рабочих, а рабочая зона вокруг шлифовальных операций остается чистой
Правильная работа шлифовального станка
- провести пробный пуск на полной рабочей скорости в течение как минимум одной минуты перед наложением заготовки. Во время пробного запуска все должны стоять в стороне
- чрезмерная вибрация обычно указывает на то, что колесо деформировано. Такие колеса нельзя использовать до тех пор, пока они не будут отбалансированы заправкой. Колеса, которые невозможно отбалансировать правкой, следует снять
- . Никогда не прилагайте к колесу чрезмерного давления. Характеристики круга (абразив, зернистость, сорт и пористость) определяют его режущую способность.
- Никогда не шлифуйте боковую сторону круга, если это не разрешено производителем круга.
 Большинство кругов предназначены для шлифования только по внешней (периферийной) поверхности
Большинство кругов предназначены для шлифования только по внешней (периферийной) поверхности - убедитесь, что рабочий люнет (где он установлен) установлен как можно ближе к колесу и надежно зафиксирован в нужном положении. Зазор между кругом и рабочей опорой должен быть менее 2 мм, так как круг изнашивается
- никогда не ударяйте круг инструментами или заготовкой. Контакт с колесом должен осуществляться путем постепенного равномерного нажатия.
Ограждение
По возможности должно быть предусмотрено ограждение достаточной прочности для достижения следующего:
- содержат осколки колеса в случае разрушения
- снижают вероятность контакта оператора с колесом
- защищают колесо от непреднамеренного повреждения
- предотвращают установку колеса увеличенного размера.
Защитный кожух должен быть изготовлен из материала достаточной прочности, чтобы выдерживать силу удара любых вылетающих осколков колеса.
Защитный кожух должен максимально закрывать колесо, сохраняя минимально возможное отверстие.
 В защитный кожух также могут быть включены регулируемые кожухи или язычки, чтобы компенсировать повышенное воздействие по мере износа колеса.
В защитный кожух также могут быть включены регулируемые кожухи или язычки, чтобы компенсировать повышенное воздействие по мере износа колеса.Когда защитный кожух состоит из нескольких составных частей, крепежные детали должны иметь достаточную прочность, чтобы предотвратить отделение защитного кожуха в случае поломки колеса. Это также относится к любым крепежным элементам, используемым для крепления защитного кожуха к раме машины.
Средства индивидуальной защиты
Операторы должны обеспечить и использовать соответствующие средства защиты глаз для всех операций шлифования.
На некоторые стационарные шлифовальные машины могут быть установлены защитные козырьки или щиты для защиты оператора от летящих частиц. Однако эти устройства не исключают использования средств защиты глаз.
В зависимости от характера операции шлифования могут потребоваться другие средства индивидуальной защиты. Это могут быть фартуки, перчатки, защитная обувь, сетки для волос, средства защиты органов слуха и дыхания.

Техническое обслуживание/осмотр
Кофемолку необходимо осматривать перед каждым использованием и обслуживать в соответствии с требованиями производителя. Осмотр и техническое обслуживание могут включать в себя обеспечение того, чтобы:
- машина содержалась в чистоте и не содержала шлифовальной пыли или других загрязнений
- колесо находится в рабочем состоянии, т. е. не повреждено, отбалансировано, без признаков нагрузки (забито материалом) и имеет приемлемые размеры
- рабочая подставка не повреждена, отрегулирована как можно ближе к колесу и надежно зафиксирована в положении
- защитный кожух и козырек (где он установлен) закреплены и не повреждены. Осмотрите ограждения на наличие трещин и удержание всех креплений
- шпиндель станка не поврежден и нет чрезмерного люфта
- выхлопная система (где установлена) работает правильно
- Электробезопасность машины, включая выключатели, кабель питания и устройство защитного отключения (УЗО), если оно установлено.
Правка круга
Правка – это процесс удаления материала с рабочей поверхности абразивного круга. Правка необходима для эффективного производства и сохранения целостности абразивного круга. Частые легкие перевязки, как правило, предпочтительнее, чем случайные тяжелые перевязки.
Инструмент для правки вращающегося типа (рис. 3) чаще всего используется для правки. При использовании этого типа инструмента для правки он должен опираться на рабочий упор, при этом рабочий стол должен быть отрегулирован в сторону от колеса, чтобы пятка правящего инструмента могла зацепиться за рабочий стол.
Существует много типов абразивных кругов для правки с различными способами использования. При необходимости следует проконсультироваться с производителями колес и машин для подтверждения наиболее подходящего метода.
Обращение и хранение
Необходимо соблюдать осторожность при обращении и хранении абразивных кругов, чтобы предотвратить их повреждение.
 Все абразивные круги хрупкие, хотя некоторые из них более подвержены повреждениям, чем другие. Соответствующие меры предосторожности включают:
Все абразивные круги хрупкие, хотя некоторые из них более подвержены повреждениям, чем другие. Соответствующие меры предосторожности включают:- осторожно обращайтесь с колесами, чтобы не уронить их и не ударить друг о друга
- не катить колеса
- использовать подходящее оборудование, обеспечивающее достаточную поддержку для транспортировки больших колес.
Абразивные круги следует хранить в сухом месте, не подверженном сильным перепадам температуры. Некоторые абразивы на связке могут подвергаться воздействию избыточной влажности, сырости и экстремальных температур.
Круги должны храниться в подходящих стеллажах и располагаться как можно ближе к месту заточки, но при этом должны быть защищены от движения или чрезмерной вибрации.
Колеса можно хранить горизонтально на плоской поверхности или подвешивать вертикально на штифтах через центральное отверстие колеса. Следует получить рекомендации от производителя, чтобы определить наиболее подходящий метод хранения, особенно для тонких колес.

- 1 Аспекты безопасности станка
Современные станки с ЧПУ имеют множество функций для защиты операторов от травм. Прежде всего, конструкция станка с ЧПУ должна препятствовать тому, чтобы пользователь работал на станке с открытыми дверцами и снятыми защитными ограждениями. Для этого станкостроители устанавливают на дверях и ограждениях так называемые «блокировочные устройства». На эти устройства распространяется стандарт EN ISO 14119.. В интересах большей ясности эти блокирующие устройства также называются защитными ограждениями. Термин «блокировка» все еще несколько вводит в заблуждение, потому что блокировка не относится к защитной дверце как таковой, а вместо этого относится к блокировке блока ЧПУ для предотвращения запуска станка. Это означает, что машина не может запуститься, пока защитная дверца не будет закрыта. И наоборот, при открытии машина должна автоматически остановиться. Современные выключатели защитного ограждения нельзя легко перехитрить, чтобы система управления машиной приняла решение о том, что дверь закрыта, когда на самом деле оператор держит ее открытой для работы в зоне машины.
На эти устройства распространяется стандарт EN ISO 14119.. В интересах большей ясности эти блокирующие устройства также называются защитными ограждениями. Термин «блокировка» все еще несколько вводит в заблуждение, потому что блокировка не относится к защитной дверце как таковой, а вместо этого относится к блокировке блока ЧПУ для предотвращения запуска станка. Это означает, что машина не может запуститься, пока защитная дверца не будет закрыта. И наоборот, при открытии машина должна автоматически остановиться. Современные выключатели защитного ограждения нельзя легко перехитрить, чтобы система управления машиной приняла решение о том, что дверь закрыта, когда на самом деле оператор держит ее открытой для работы в зоне машины.
Аварийный останов
Станки также оснащены аварийным остановом, который при нажатии отводит шлифовальный круг от заготовки и выключает станок.
Рисунок 1: Аварийный останов (Источник: Reishauer)
Рисунок 2: Устройство безопасности включает станок (Источник: Reishauer) эксплуатации, на машину распространяется план блокировки машины. Этот план наблюдения определяет, какие шаги необходимо предпринять, прежде чем можно будет начать какое-либо техническое обслуживание. Процедура блокировки идентифицирует и определяет местонахождение источников энергии, таких как электричество, вода и воздух. Кроме того, в процедуре четко описаны задачи, которые необходимо выполнить.
Этот план наблюдения определяет, какие шаги необходимо предпринять, прежде чем можно будет начать какое-либо техническое обслуживание. Процедура блокировки идентифицирует и определяет местонахождение источников энергии, таких как электричество, вода и воздух. Кроме того, в процедуре четко описаны задачи, которые необходимо выполнить.
Защитные щитки на станках
Защитные щитки на станках обеспечивают оператору обзор процесса обработки и защищают оператора от возможных травм, вызванных фрагментами шлифовального круга или заготовками, вылетающими из рабочей зоны станка. Поликарбонат оказался подходящим материалом для панелей обзора из-за его высокой способности поглощать энергию. Ударопрочность поликарбонатного стекла толщиной 8 мм примерно равна прочности стального листа толщиной 3 мм. Однако ограниченная устойчивость к старению требует защиты поликарбоната от смазочно-охлаждающих жидкостей с помощью дополнительных стекол с обеих сторон или замены защитных экранов из поликарбоната каждые два года, как показано ниже:
Иллюстрация 3: Износ поликарбонатных экранов с течением времени (Источник: Fritz Studer AG)
Установка пожаротушения CO2
Шлифовальные станки, использующие чистое масло в качестве шлифовальной жидкости (охлаждающей жидкости), представляют опасность пожара. Для защиты операторов и станка в конструкцию станка встроены устройства пожаротушения CO2. Эти устройства оснащены датчиками, которые автоматически запускают выпуск газа CO2 в машину для тушения пожара. Поскольку газ CO2 также представляет опасность для здоровья, при срабатывании выпуска газа должен звучать сигнал тревоги для немедленной эвакуации здания.
Для защиты операторов и станка в конструкцию станка встроены устройства пожаротушения CO2. Эти устройства оснащены датчиками, которые автоматически запускают выпуск газа CO2 в машину для тушения пожара. Поскольку газ CO2 также представляет опасность для здоровья, при срабатывании выпуска газа должен звучать сигнал тревоги для немедленной эвакуации здания.
Иллюстрация 4: Установка пожаротушения CO2 (Источник: Kraft & Bauer)
Поскольку автоматические установки пожаротушения, как правило, очень дороги, многие производственные предприятия полагаются на оператора, использующего ручной огнетушитель CO2. Для этого изготовитель станка должен оснастить станок откидной дверцей, через которую можно вручную выпускать газ CO2 в рабочее пространство станка.
Иллюстрация 5: Откидная дверца для ручной установки огнетушителя (Источник: Reishauer)
Маркировка шлифовальных кругов
Изготовитель должен маркировать шлифовальные круги, чтобы их было легко идентифицировать. Это может быть прямая печать на корпусе шлифовального круга специальным струйным принтером или маркировка трафаретами. Если к шлифовальному кругу приклеена промокательная бумага, на ней может быть указана необходимая информация. Ниже показан такой промокатель со всей необходимой по закону информацией:
Это может быть прямая печать на корпусе шлифовального круга специальным струйным принтером или маркировка трафаретами. Если к шлифовальному кругу приклеена промокательная бумага, на ней может быть указана необходимая информация. Ниже показан такой промокатель со всей необходимой по закону информацией:
Иллюстрация 6: Информация на промокашке колеса
Прежде чем углубляться в «что можно и чего нельзя» при использовании шлифовального круга, мы должны сначала определить, что такое шлифовальный круг. Для этой цели мы в первую очередь рассматриваем шлифовальные круги (абразивные материалы на связке) для прецизионных шлифовальных станков, как для круглого, так и для плоского шлифования. Это означает, что круги, описанные в этом курсе, не подходят для шлифования ручными машинками. Большинство шлифовальных кругов, используемых на высокоточных круглошлифовальных станках или станках для плоского шлифования, представляют собой круги на керамической связке. Круг на керамической связке состоит из абразивных зерен, скрепленных керамической связкой. Третьим элементом, составляющим стекловидное колесо, являются поры. Они создают пространство для удаления стружки во время шлифования и транспортировки охлаждающей жидкости в зону шлифования. Связующий материал, в основном специальные стекла, должен скреплять круг во время процесса шлифования при высоких поверхностных скоростях от 35 до 50 м/с (6,89от 0 до 9843 футов в минуту) для обычного шлифования. При шлифовании с CBN скорость поверхности может достигать 140 м/с (27 559 футов в минуту).
Третьим элементом, составляющим стекловидное колесо, являются поры. Они создают пространство для удаления стружки во время шлифования и транспортировки охлаждающей жидкости в зону шлифования. Связующий материал, в основном специальные стекла, должен скреплять круг во время процесса шлифования при высоких поверхностных скоростях от 35 до 50 м/с (6,89от 0 до 9843 футов в минуту) для обычного шлифования. При шлифовании с CBN скорость поверхности может достигать 140 м/с (27 559 футов в минуту).
Рисунок 7: Компоненты шлифовального круга на керамической связке
Скорость шлифовального круга указана в метрах в секунду (м/с) или поверхностных футах в минуту (sfpm).
Коэффициент пересчета м/с в фут/мин = 196,85. Например, 50 м/с = сколько футов в минуту? 50 х 196,85 = 9440 (округлено). Чтобы рассчитать число оборотов колеса по поверхностной скорости колеса, используйте следующую формулу:
ds = диаметр круга (мм)
ns = число оборотов круга в минуту
vc = скорость круга в м/с
Коэффициент превышения скорости
Для обеспечения безопасности оператора и станка, все шлифовальные круги тестируются с коэффициентом превышения скорости. Например, в США этот коэффициент превышения скорости равен 1,5-кратной допустимой рабочей скорости. Эти факторы превышения скорости различаются в зависимости от страны. В Европе коэффициент превышения скорости ниже: 1,1 для полностью закрытых машин и 1,3 для открытых машин. Япония, с другой стороны, имеет самый высокий коэффициент превышения скорости, который в два раза превышает рабочую скорость. Многие европейские производители шлифовальных кругов склонны использовать американский коэффициент превышения скорости, равный 1,5 рабочей скорости.
Например, в США этот коэффициент превышения скорости равен 1,5-кратной допустимой рабочей скорости. Эти факторы превышения скорости различаются в зависимости от страны. В Европе коэффициент превышения скорости ниже: 1,1 для полностью закрытых машин и 1,3 для открытых машин. Япония, с другой стороны, имеет самый высокий коэффициент превышения скорости, который в два раза превышает рабочую скорость. Многие европейские производители шлифовальных кругов склонны использовать американский коэффициент превышения скорости, равный 1,5 рабочей скорости.
То есть колесо, используемое при максимально допустимой рабочей скорости 50 м/с (9 845 футов в минуту), должно быть подвергнуто испытанию на скорости 75 м/с (14 765 футов в минуту), которую колесо должно выдерживать без разрыва . Изготовитель колес должен регулярно контролировать скорость разрушения, разгоняя колеса до тех пор, пока они не лопнут. Эта процедура обеспечивает постоянную безопасность колеса. На следующем рисунке показаны различные применяемые скорости.
Рисунок 8. Рабочая, испытательная и разрывная скорость шлифовальных кругов
На шлифовальных кругах должна быть указана максимальная скорость резания, при которой они могут использоваться. Маркировка колес должна содержать следующую информацию либо на самом корпусе колеса, либо, в случае колес меньшего размера, на бумажных промокашках, наклеенных на колеса.
Срок годности и правильное хранение шлифовальных кругов
Как упоминалось ранее, цилиндрические шлифовальные круги обычно представляют собой абразивы на керамической связке. Однако есть исключения, например, колеса на резиновой связке. Что касается срока годности, круги на резиновой связке следует использовать в течение двух лет с даты изготовления. Теоретически круги на керамической связке имеют неограниченный срок годности, который, согласно FEPA, ограничен 10 годами. Однако, чтобы быть в безопасности, даже круги на керамической связке должны быть снова проверены через два года и повторно проверены на скорость, если они старше двух лет. Никогда не используйте абразивный продукт после истечения срока годности, если он указан. В соответствии с рекомендациями FEPA соблюдайте рекомендуемый срок годности для следующих конкретных продуктов:
Никогда не используйте абразивный продукт после истечения срока годности, если он указан. В соответствии с рекомендациями FEPA соблюдайте рекомендуемый срок годности для следующих конкретных продуктов:
Во избежание износа колеса должны храниться в сухом помещении, защищенном от экстремальных температур или влаги. Рекомендуется маркировать колеса датой получения от поставщика. Старые колеса следует использовать перед новыми, и если есть какие-либо сомнения или если колеса находятся на складе более трех лет, следует проконсультироваться с производителем относительно их пригодности для использования.
Должны быть предусмотрены подходящие стойки для размещения различных типов используемых колес. Большинство простых и конических колес лучше всего опираются на края или на центральную опору. При размещении колес на их периферии опора должна иметь форму люльки для предотвращения качения с достаточным количеством перегородок для предотвращения опрокидывания колес. См. иллюстрацию ниже:
См. иллюстрацию ниже:
Иллюстрация 9. Надлежащее хранение шлифовальных кругов
Кольцевой тест
Керамические круги должны пройти так называемое «кольцевое испытание» перед установкой на фланец колеса и перед использованием для шлифования. Этот метод тестирования берет свое начало в ремесле изготовления колоколов. После того, как колокол был отлит и остыл, мастер по изготовлению колоколов стучал по нему молотком, и если раздавался четкий звон, он знал, что колокол звучит. Тот же принцип применим и к шлифовальным кругам. Звук звонка возникает из-за стеклянной структуры склеенного материала и его способности передавать звук через матрицу колеса, создавая, таким образом, чистый звенящий звук. Если колесо треснуло, звуковые волны остановятся в трещине, и звук, который мы слышим, будет глухим, без звона. Обратите внимание, что кольцевой тест не применяется к колесам на резиновой связке, так как они не издают четкого звука, похожего на колокольчик, даже если они не треснули.
Рисунок 10: Проверка кольца керамического шлифовального круга
Процедура :
По керамическому шлифовальному кругу следует слегка постучать неметаллическим молотком справа и слева от центральной линии. Легкие и маленькие колеса должны удерживаться на пальце или опоре оправкой. Более тяжелые колеса следует ставить на пол, стоя вертикально периферийной стороной. В случае бетонных полов поместите деревянную доску между полом и колесом. Стекловидное колесо без трещин издает ясный звенящий звук, похожий на колокольчик, тогда как колесо с трещинами звучит «глухо и мертво».
Обратите внимание: Трещины часто незаметны глазу!
Что можно и чего нельзя делать при использовании шлифовального круга
Всегда :
НИКОГДА
Никогда не запускайте шлифовальный круг на более высоких скоростях резания (м/с или фут/мин), чем разрешено производителем круга и указано на круге
Никогда не устанавливайте шлифовальный круг на фланец без предварительного испытания кольца . Если появляется глухой звук, выбросьте колесо и убедитесь, что им никто не пользуется.
Если появляется глухой звук, выбросьте колесо и убедитесь, что им никто не пользуется.
Не прижимайте шлифовальный круг к фланцу, валу или оправке. Если отверстие колеса слишком тугое, выбросьте колесо или верните его поставщику.
Не используйте шлифовальный станок со снятыми защитными устройствами
Не используйте шлифовальный круг без защитных очков
В случае сомнений обратитесь к поставщику круга!
Изменение геометрии колеса путем добавления углублений
Прямые колеса типа 1 могут иметь углубление с одной стороны, чтобы создать форму колеса типа 5, или углубление с обеих сторон, чтобы создать колесо типа 7. Важно отметить, что общая выемка никогда не должна превышать 50 % ширины колеса «T»:
Рисунок 11: Формы кругов и аспекты безопасности
Отношение диаметра стального фланца к диаметру шлифовального круга
Внешний диаметр фланца должен, как минимум, составлять одну треть (1/3) от диаметра нового шлифовального круга . Это обеспечивает правильный и надежный зажим шлифовального круга.
Это обеспечивает правильный и надежный зажим шлифовального круга.
Рисунок 12: Соотношение диаметра шлифовального круга и фланца
Монтаж шлифовальных кругов
Перед установкой прокольцевать круг, чтобы убедиться, что он не треснул. Всегда используйте промокательные материалы между колесом и стальным фланцем. Для поверхностных скоростей 50 м/с (9845 футов в минуту) или больше, следует использовать пластиковые промокательные материалы (полипропилен толщиной 0,5 мм (0,020 дюйма). Если используются бумажные промокательные материалы, смочите их охлаждающей жидкостью перед сборкой фланца. Бумажные промокательные материалы могут потребовать повторного затягивания через один день.
Иллюстрация 13: Бумажные или пластиковые прокладки между стальным фланцем и шлифовальным кругом
Фланцевый узел
Фланцевый узел состоит из шлифовального круга, металлического фланца из мягкой стали и бумажных или пластиковых прокладок между фланцевыми пластинами для компенсации неровности колеса. Убедиться, что металлический фланец не имеет забоин и заусенцев, а также что он не деформирован.
Убедиться, что металлический фланец не имеет забоин и заусенцев, а также что он не деформирован.
Затяжка болтов фланцевого узла
Для затягивания фланцевых винтов всегда используйте динамометрический ключ. В соответствии с ANSI B7.1-1988, глава 6.10.2, прилагаемый крутящий момент не должен превышать 20 футо-фунтов (фут-фунт) или 27 ньютон-метров (Нм), если иное не рекомендовано производителем колеса.
1 Ньютон-метр (Нм) = 0,737 фут-фунт (фут-фунт), 1 фут-фунт (фут-фунт) = 1,336 Ньютон-метр (Нм). Используйте последовательность затяжки, как показано ниже:
Рисунок 14: Последовательность затяжки фланцевых болтов
Балансировка шлифовального круга
Существуют две различные формы балансировки:
1. Статическая балансировка вне станка
2. Динамическая балансировка на станке встроенный блок балансировки внутри шлифовального шпинделя. Статическая балансировка выполняется на отдельном балансировочном блоке. Процесс балансировки выполняется в вертикальном положении шлифовального круга, свободно катящегося по опорным рельсам. Балансировочный блок должен быть выровнен по спиртовому уровню, а шлифовальный круг должен быть сухим. Балансировочная оправка и ее монтажная поверхность, а также все другие контактные поверхности должны быть чистыми. Балансировочный блок должен стоять на прочном основании.
Процесс балансировки выполняется в вертикальном положении шлифовального круга, свободно катящегося по опорным рельсам. Балансировочный блок должен быть выровнен по спиртовому уровню, а шлифовальный круг должен быть сухим. Балансировочная оправка и ее монтажная поверхность, а также все другие контактные поверхности должны быть чистыми. Балансировочный блок должен стоять на прочном основании.
Процедура балансировки
Рисунок 15: Статическая балансировка шлифовального круга (шаг 1)
Распределите два других противовеса, № 2 и № 3, симметрично примерно на 120°. Теперь поверните шлифовальный круг на 90° и остановите его. Если противовес № 1 опускается, отодвиньте два других груза симметрично от № 1 или к № 1. Когда колесо остается неподвижным в любом положении, оно идеально сбалансировано.
Когда колесо остается неподвижным в любом положении, оно идеально сбалансировано.
Рис. 16: Статическая балансировка шлифовального круга (шаг 2)
Многие современные круглошлифовальные станки с ЧПУ оснащены автоматическими блоками балансировки кругов, встроенными в шпиндель шлифовального круга. В этом случае для высококачественных шлифовальных кругов статическая балансировка, как правило, не требуется.
Иллюстрация 17: Автоматическая система балансировки кругов
Walter Graf, Copyright Сентябрь 2020 г., The Philosopher’s Grindstone
Награда DAO уровня 2 за монтаж абразивных кругов на керамической и резиноидной связке
1
1
© Корона авторское право 2022
Эта публикация распространяется под лицензией Open Government License v3.0, если не указано иное. Чтобы ознакомиться с этой лицензией, посетите сайт nationalarchives.gov.uk/doc/open-government-licence/version/3 или напишите в отдел информационной политики Национального архива, Кью, Лондон, TW9. 4DU или по электронной почте: [email protected].
4DU или по электронной почте: [email protected].
Если мы обнаружили какую-либо информацию об авторских правах третьих лиц, вам потребуется получить разрешение от соответствующих правообладателей.
Эта публикация доступна по адресу https://www.gov.uk/government/publications/dao-qualification-handbooks-level-2-courses/dao-level-2-award-in-mounting-vitrified-and-resinoid-bonded. -абразивные круги
Квалификация
Общая цель квалификации
Настоящее руководство относится к следующей квалификации:
Премия DAO уровня 2 в области монтажа абразивных кругов на керамической и резиноидной связке
Эта квалификация устанавливает стандарты, которые должны быть достигнуты лицами, прошедшими однодневный курс по абразивным кругам.
Предварительные требования
Для этого курса нет предварительных требований или ограничений.
Содержание модуля и правила комбинирования
Эта квалификация состоит из одного обязательного модуля и без дополнительных модулей.
Чтобы получить эту квалификацию, кандидат должен набрать в общей сложности 1 балл из обязательного блока, как показано в таблице ниже.
Обязательные единицы
| УРН | Название устройства | Уровень | Значение кредита | ГЛХ | TQT |
|---|---|---|---|---|---|
| А/617/3626 | Абразивные круги на керамической и синтетической связке Mount | 2 | 1 | 8 | 9 |
| Итого | 1 | 8 | 9 |
Ограничение по возрасту
Эта квалификация доступна для учащихся в возрасте 18 лет и старше.
Возможности для профессионального роста
Эта квалификация считается профессиональным развитием или встроенным элементом различных профессиональных курсов.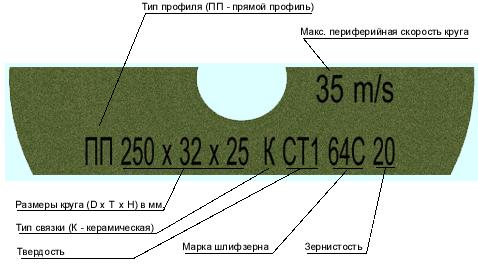
Освобождение
Исключения не выявлены.
Перевод зачетных единиц
Зачетные единицы из идентичных единиц RQF, которые уже были получены учащимся, могут быть переведены. Ни один не идентифицирован.
Квалификационные единицы
Название: Абразивные круги на керамической связке и резиноидной связке
| URN | А/617/3626 |
|---|---|
| Уровень | 2 |
| Стоимость кредита | 1 |
| ГЛХ | 8 |
| ТК | 9 |
Результаты обучения и критерии оценки
| Учащийся будет | Учащийся может | |
|---|---|---|
1. Соблюдать действующее законодательство, применимое к абразивным кругам Соблюдать действующее законодательство, применимое к абразивным кругам | 1.1 Соблюдайте действующие правила охраны труда и техники безопасности, применимые к использованию абразивных кругов | |
| 1.2 Соблюдайте требования законодательства о том, чтобы кто-то устанавливал абразивный круг | ||
| 2. Выберите подходящий абразивный круг для задачи | 2.1 Укажите различные типы шлифовальных станков | |
| 2.2 Дайте определение термину «абразивный круг» | ||
| 2.3 Укажите различные типы абразива | ||
| 2.4 Укажите назначение различных типов абразивных кругов | ||
| 2.5 Укажите условия хранения абразивных кругов | ||
2. 6 Укажите назначение различных типов абразивных кругов 6 Укажите назначение различных типов абразивных кругов | ||
| 2.7 Укажите различные классы абразивных кругов | ||
| 2.8 Интерпретация системы маркировки абразивного круга | ||
| 3. Крепление абразивных кругов и шлифовальных станков | 3.1 Перечислите компоненты, необходимые для крепления абразивного круга | |
| 3.2 Осмотр шлифовального станка и комплектующих, необходимых для крепления абразивного круга | ||
| 3.3 Выполните правильную процедуру изоляции перед заменой абразивного круга | ||
| 3.4 Проверка абразивного круга на наличие дефектов перед монтажом | ||
3. 5 Опишите процедуру замены абразивного круга 5 Опишите процедуру замены абразивного круга | ||
| 3.6 Выполнение процедуры замены абразивного круга | ||
| 4. Правка керамических абразивных кругов | 4.1 Объясните термин «правка» абразивного круга | |
| 4.2 Объясните причины правки абразивного круга | ||
| 4.3 Опишите оборудование, используемое для правки абразивных кругов | ||
| 4.4 Опишите процедуру правки абразивных кругов | ||
| 4.5 Демонстрация процедуры правки абразивных кругов |
Дополнительная информация о блоке
Назначение и цель(и) блока
По завершении этого блока кандидаты смогут монтировать и править стеклокерамические абразивные круги на стационарных и переносных станках.
Следует отметить, что данное подразделение НЕ ПРЕДОСТАВЛЯЕТ обучение и оценку компетентности в использовании оборудования. Кандидаты должны быть обучены безопасному использованию конкретных моделей оборудования отдельно.
Во избежание сомнений, эта единица применяется к:
Типы абразивных кругов, указанные в HSG 17 и BS EN 12413
Кандидаты смогут выбрать подходящий абразивный круг для применения, интерпретируя систему маркировки Британского стандарта для абразивных кругов.
Срок годности устройства
30/11/2023
Подробная информация о взаимосвязи между подразделением и соответствующими Национальными профессиональными стандартами или другими профессиональными стандартами или учебными программами (если применимо)
Данное подразделение имеет некоторую синергию со следующими NOS:
SEMPEO1-01 Безопасная работа в инженерной среде
SEMET46 Обработка компонентов инструментального цеха с помощью шлифовальных станков
Ссылка:
PUWER
Руководство по охране труда и технике безопасности 17 (HSG17)
BS EN 12413
Этот модуль соответствует курсу RSME ME (Fiter Gen) 7372
Требования к оценке, установленные сектором или регулирующим органом (если применимо)
Этот модуль требует оценки профессиональной компетентности в реалистичных условиях, где это возможно. Для компонента знаний и понимания модуля допускается оценка в среде обучения и развития.
Для компонента знаний и понимания модуля допускается оценка в среде обучения и развития.
Практическая оценка должна проводиться под непосредственным и тщательным наблюдением инструктора или оценщика, обладающего соответствующей квалификацией и опытом.
Утверждение единицы сектором или другим соответствующим органом (если требуется)
В настоящее время не применимо
Расположение единицы в системе классификации предмета/отрасли
Инженерия
Название организации, представившей единицу
Организация по присвоению наград
Безопасное использование абразивных кругов – информационный бюллетень
Информация о безопасном использовании абразивных кругов и инструментов на рабочем месте.
Фон
Абразивные круги обычно используются в промышленности для шлифовки, придания формы или резки металлических предметов. Их можно устанавливать как на переносные/ручные (угловые шлифовальные машины), так и на стационарные шлифовальные станки (устанавливаемые на стол или пьедестал).
Существуют различные типы абразивных кругов для различных областей применения. Это руководство в первую очередь касается стационарных шлифовальных станков, оснащенных кругами, образованными абразивными частицами, соединенными вместе, то есть связанными абразивами.
Опасности
При использовании абразивных кругов возможны травмы из-за контакта с вращающимся кругом или поломки круга.
Абразивные круги на связке по своей природе хрупки и могут быть легко повреждены. Абразивные круги, имеющие повреждения или дефекты, могут сломаться и расколоться во время работы. Это может привести к серьезным или смертельным травмам из-за высокой скорости выбрасываемых частей.
На рис. 1 показан пример абразивного круга на связке (диаметр 300 мм), который развалился во время работы, что привело к смертельным травмам оператора.
Действия, которые могут повлиять на целостность шлифовального круга, включают:
Выбор абразивного круга
Не все абразивные круги одинаковы. При выборе абразивного круга вы должны убедиться, что он совместим с шлифовальным станком и подходит для предполагаемого применения. Использование несовместимых абразивных кругов может привести к поломке круга. Вы должны учитывать:
Монтаж / установка
Абразивные круги должны устанавливаться лицом, прошедшим соответствующую подготовку. При подготовке к установке абразивного круга его следует внимательно осмотреть на наличие признаков повреждения. Поврежденные колеса использовать нельзя. Перед установкой установщик должен подтвердить совместимость (с материалом, задачей и машиной).
При подготовке к установке абразивного круга его следует внимательно осмотреть на наличие признаков повреждения. Поврежденные колеса использовать нельзя. Перед установкой установщик должен подтвердить совместимость (с материалом, задачей и машиной).
Проведение кольцевого испытания
Трещины в абразивных кругах не всегда могут быть видны визуально, но многие круги можно проверить на наличие трещин путем кольцевого испытания. Это достигается путем подвешивания колеса к отверстию (на пальце или маленькой булавке) и постукивания по нему легким неметаллическим предметом (тяжелые колеса должны опираться на чистую твердую поверхность). Колесо должно издавать четкий металлический звон. Если колесо звучит глухо или мертво, возможно, оно треснуло и его нельзя использовать.
Прочтите инструкции производителя
Поскольку существуют некоторые различия между различными шлифовальными станками и абразивными кругами, установщик должен обратиться к инструкциям производителя станка для получения информации о соответствующих требованиях к установке и креплению. Стандартные требования к установке включают:
Стандартные требования к установке включают:
