Л63 расшифровка: Латунь Л63: расшифровка, характеристики, ГОСТ
Содержание
Расшифровка ДПРНП, ДПРНТ, ДПРНМ от Галактика
Медная плита 80х600х1500 мм М1г/к
Уточните у менеджера
По запросу
Медная плита 70х600х1500 мм М1г/к
Уточните у менеджера
> 1000 кг
914.00 руб/кг
Медная плита 60х600х1500 мм М1г/к
Уточните у менеджера
> 1000 кг
914.00 руб/кг
Медная плита 50х600х1500 мм М1г/к
Уточните у менеджера
914.00 руб/кг
Медная плита 40х600х1500 мм М1г/к
Уточните у менеджера
914.00 руб/кг
Медная плита 35х600х1500 мм М1г/к
Уточните у менеджера
По запросу
Медная плита 30х600х1500 мм М1г/к
Уточните у менеджера
914. 00 руб/кг
00 руб/кг
Медный лист 25х600х1500 мм М1г/к
Уточните у менеджера
> 1000 кг
884.00 руб/кг
Медный лист 20х600х1500 мм М1г/к
Уточните у менеджера
> 1000 кг
884.00 руб/кг
Медный лист 16х600х1500 мм М1г/к
Уточните у менеджера
884.00 руб/кг
Медный лист 15х600х1500 мм М1г/к
Уточните у менеджера
884.00 руб/кг
Медный лист 14х600х1500 мм М1г/к
Уточните у менеджера
884.00 руб/кг
Медный лист 12х600х1500 мм М1т
Уточните у менеджера
884.00 руб/кг
Медный лист 12х600х1500 мм М1м
Уточните у менеджера
По запросу
Медный лист 12х600х1500 мм М1г/к
Уточните у менеджера
884. 00 руб/кг
00 руб/кг
Медный лист 10х600х1500 мм М1т
Уточните у менеджера
> 1000 кг
884.00 руб/кг
Медный лист 10х600х1500 мм М1м
Уточните у менеджера
884.00 руб/кг
Медный лист 10х600х1500 мм М1г/к
Уточните у менеджера
884.00 руб/кг
Медный лист 8х600х1500 мм М1т
Уточните у менеджера
884.00 руб/кг
Медный лист 8х600х1500 мм М1м
Уточните у менеджера
> 1000 кг
884.00 руб/кг
Назад к списку
0
Корзина
Ваша корзина пуста
Исправить это просто: выберите в каталоге интересующий товар и нажмите кнопку «В корзину»
В каталог
Латунь лс59 1 расшифровка.
 Латунь л63 и лс59. отличие марок, применение, характеристики. прутки, листы. госты. Консультации по применению! Подбор материала
Латунь л63 и лс59. отличие марок, применение, характеристики. прутки, листы. госты. Консультации по применению! Подбор материала
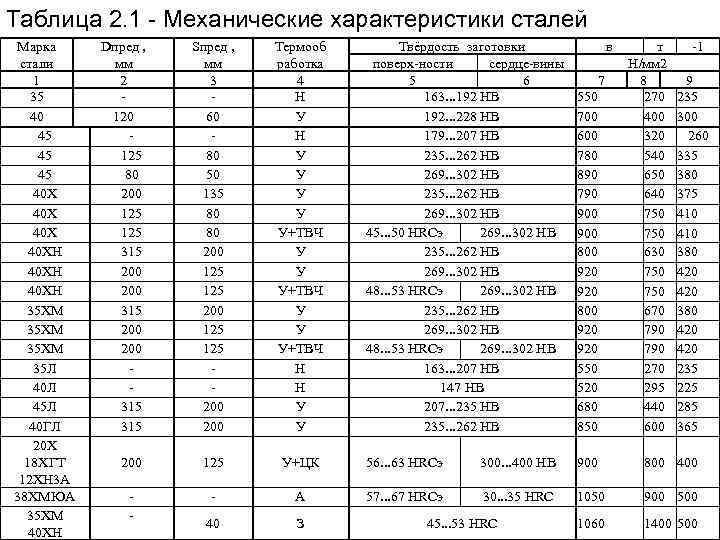
Латунь ЛС59-1 – это многокомпонентный медный сплав, химический состав которого оговаривает ГОСТ 15527-2004. Данный ГОСТ указывает, что в составе такого сплава может содержаться 57–60% меди, 37,05–42,2% цинка и 0,8–1,9% свинца. Другие химические элементы, присутствующие в сплаве ЛС59-1 в качестве примесей, могут содержаться в нем в количестве не более 0,75%.
Хотя сплав данной марки относится к категории латуней, которые хорошо обрабатываются давлением, чаще всего изделия из него обрабатывают на скоростных металлорежущих станках. Из-за этого ЛС59-1 причисляют и к категории автоматных материалов. Характеристики латуни этой марки определяет свинец, который входит в ее состав в качестве легирующего элемента.
Ознакомиться с требованиями ГОСТ к латунным сплавам можно, скачав документ в формате pdf по ссылке ниже.
Механические характеристики
Благодаря наличию свинца в ЛС59-1 при обработке изделий из нее резанием образуется мелкая стружка, что позволяет выполнять такую обработку на высоких скоростях. Отличительной особенностью рассматриваемого сплава является и то, что свинец в его внутренней структуре составляет отдельную фазу. Это делает такой материал хорошо поддающимся и пластической деформации. Между тем, если сравнивать латунь марки ЛС59-1 с двухкомпонентными сплавами, то она значительно уступает им по своей пластичности, поэтому такой материал лучше обрабатывать резанием.
Отличительной особенностью рассматриваемого сплава является и то, что свинец в его внутренней структуре составляет отдельную фазу. Это делает такой материал хорошо поддающимся и пластической деформации. Между тем, если сравнивать латунь марки ЛС59-1 с двухкомпонентными сплавами, то она значительно уступает им по своей пластичности, поэтому такой материал лучше обрабатывать резанием.
Ассортимент изделий, производимых из латуни ЛС59-1, включает:
- прутки с различным профилем поперечного сечения;
- листовой материал – полосы, листы, плиты;
- проволоку;
- профильный прокат;
- трубную продукцию.
Отличают латунь марки ЛС59-1 и хорошие антифрикционные характеристики, что позволяет использовать такой материл для изготовления изделий, эксплуатируемых в условиях повышенного трения. Из этого сплава, в частности, производятся подшипники скольжения, используемые для комплектации различных механизмов и машин. Кроме того, устойчивость к истиранию, которой отличается ЛС59-1, позволяет использовать эту латунь для изготовления направляющих станков различного назначения.
Поскольку латунь данной марки обладает многофазовой структурой, изделия из нее отличаются повышенной хрупкостью. Детали из ЛС59-1, на которых выполнены поверхностные надрезы, нельзя использовать в качестве несущих элементов, так как при значительном давлении они могут сломаться. Кроме того, повышенная хрупкость этой латуни приводит к тому, что при воздействии ударных нагрузок поверхность изделий из этого материала может покрываться трещинами, что не позволяет выполнять их обработку при помощи такой технологической операции, как ковка.
Как отличить золото от латуни
Несмотря на то, что внешне золото и латунь похожи, существуют способы отличить одно от другого. Это проверяется следующим образом:
- У золота цвет более насыщенный. К тому же, со временем латунь темнеет, потому что окисляется на воздухе, а золото нет.
- Если поднести магнит, латунь притянется, а золото нет.
- Латунь имеет большую плотность, а значит и тяжелее. Это ощутимо при подбрасывании кусочков металла в ладонях.

- Наличие пробы.
- Если провести тестирование кислотой, золото в реакцию не вступит, а латунь обесцветится.
Коррозионная устойчивость
Благодаря наличию свинца в химическом составе латуни рассматриваемой марки, в ее внутренней структуре формируется отдельная фаза, которая положительно сказывается не только на ее обрабатываемости, но и устойчивости к коррозии. По сравнению с другими латунными сплавами, ЛС59-1 отличается большей устойчивостью к коррозии. не подвержены растрескиванию и окислению при эксплуатации в условиях повышенной влажности и температурных перепадов.
Однако говорить об исключительно высокой устойчивости к коррозии ЛС59-1 не приходится: по данному параметру этот сплав схож с латунями других марок. В частности, не рекомендуется использовать его в тех случаях, когда ему придется контактировать с изделиями из железа, алюминия и цинка. Кроме того, коррозионная устойчивость ЛС59-1 будет плохо проявлять себя при:
- одновременном воздействии высокой влажности и повышенного давления;
- контакте с жирными кислотами;
- эксплуатации в среде сероводорода;
- контакте с рудными водами и минеральными кислотами;
- постоянном взаимодействии с окисленными растворами и хлоридами.

Свою коррозионную устойчивость ЛС59-1 хорошо демонстрирует в следующих условиях эксплуатации:
- атмосферный воздух, в том числе и насыщенный парами морской соли;
- сухой пар;
- жидкая среда, характеризующаяся очень незначительным содержанием солей и кислот;
- фреон, спиртовые растворы и антифриз;
- соленая морская вода, находящаяся в малоподвижном состоянии.
Следует иметь в виду, что взаимодействие латуни ЛС59-1 с газообразной или жидкой средой, отличающейся повышенным содержанием аммиака, кислорода и углекислоты, очень негативно отражается на коррозионной устойчивости сплава.
Технология получения
В природе латунь не встречается.
Исходником-шихтой для ее производства служит сырье трех видов:
- Первичное. Добыча медных, цинковых, других руд ведется на природных месторождениях.
- Медный, цинковый, другой металлический лом, пригодный к переработке (вторсырье). Аккумулируется на пунктах приема.
- Отходы собственного производственного цикла меткомбинатов.
Традиционные способы получения предусматривают использование печей для выплавки меди и ее сплавов. Обычно это электро-индукционные агрегаты, снабженные магнитопроводом и работающие на низких частотах.
Микроструктура отшлифованного и протравленного латунного сплава под 400-кратным увеличением
Процесс получения сплава:
- Раскаленную медь помещают в печь.
- Следом загружают кусковой цинк.
- Плавка проходит при 875-945°С.
- В специальные латуни добавляют легирующие добавки.
- Массу перемешивают до однородности, разливают по формам.
На выходе получаются плоские либо круглые латунные слитки. У выплавленных изделий разная твердость, степень закалки и старения.
Продвинутые технологии предусматривают установку вентиляции для вытяжки во время плавки паров, опасных для человека.
Прокатная продукция
Из латуни рассматриваемой марки, требования к химическому составу и механическим характеристикам которой оговаривает ГОСТ 15527-2004, изготавливается различный металлопрокат. Сортамент и параметры последнего регулируются другими нормативными документами. Трубы, для изготовления которых используется данный сплав, могут производиться как при помощи пластической деформации, так и методом непрерывного литья. При этом изготовление из латуни ЛС59-1 труб методом литья обходится значительно дешевле, чем производство аналогичных изделий, полученных с применением деформационных процессов.
Сортамент и параметры последнего регулируются другими нормативными документами. Трубы, для изготовления которых используется данный сплав, могут производиться как при помощи пластической деформации, так и методом непрерывного литья. При этом изготовление из латуни ЛС59-1 труб методом литья обходится значительно дешевле, чем производство аналогичных изделий, полученных с применением деформационных процессов.
Метод пластической деформации в отношении латуни данной марки используют при производстве проволоки и прутков, которые могут иметь круглую, шестигранную или квадратную форму поперечного сечения. Сам материал изготовления в таком случае также должен отвечать требованиям, который устанавливает ГОСТ 15527-2004 (для изделий, которые из него изготовлены, нормативы указывает ГОСТ 1066).
Из латуни ЛС59-1 производятся листы, отличающиеся высокой плотностью, твердостью и, соответственно, износостойкостью. Благодаря своим характеристикам они успешно используются при изготовлении направляющих станков различного назначения. Кроме того, специальные технологии позволяют изготавливать из такой латуни мягкий, полутвердый и твердый листовой материал. При этом и плотность, и удельный вес таких изделий будут соответствовать аналогичным параметрам исходного материала.
Кроме того, специальные технологии позволяют изготавливать из такой латуни мягкий, полутвердый и твердый листовой материал. При этом и плотность, и удельный вес таких изделий будут соответствовать аналогичным параметрам исходного материала.
Очень активно в промышленности применяются прутки с различной формой поперечного сечения, изготовленные из латуни ЛС59-1. Их отличительными особенностями являются высокая прочность и хорошая обрабатываемость резанием. Немаловажно и то, что изготовление таких изделий (для этого может использоваться технология прокатки или протяжки) отличается невысокой стоимостью. В зависимости от технологии изготовления и сферы использования прутки из латуни ЛС59-1 могут выпускаться в мягком, полутвердом или твердом исполнении.
Автоматная многокомпонентная латунь ЛС59-1 имеет химический состав по ГОСТ 15527. ЛС59-1 на 57-60 % состоит из меди, 37,05-42,2 % цинка, 0,8-1,9 свинца и до 0,75 % примесей. Наряду со сплавом Л63 — ЛС59-1 обрёл наиболее широкое применение среди латуней обрабатываемых давлением.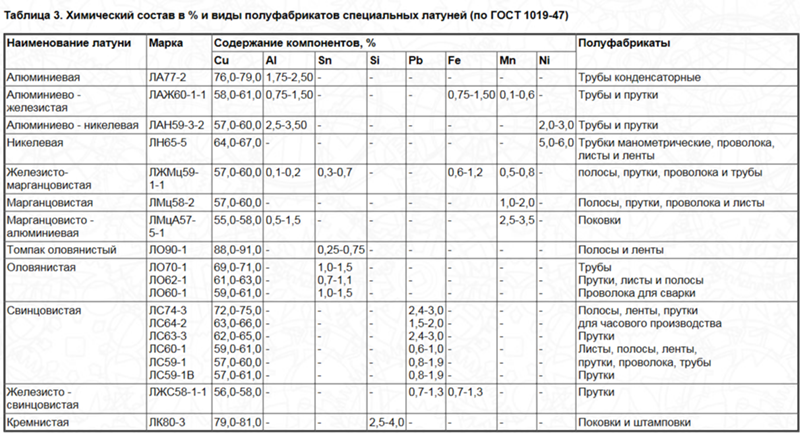 Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.
Согласно классификации, наш многокомпонентный сплав — обрабатываемый давлением, но на практике он применяется чаще в качестве автоматного сплава. Оба указанных материала обладают одинаковой тепло и электропроводностью, но легирование сплава ЛС59-1 свинцом позволяет применять его в качестве автоматного, и более эффективно обрабатывать резанием, с получением мелкой стружки.
Механические свойства сплава ЛС59-1
Фазовое состояние сплава имеет малое количество вещества в b-фазе, а свинец составляет в нём отдельную фазу, поэтому он хорошо обрабатывается давлением и резанием. Тем не менее, по пластичность ЛС59-1 значительно уступает двусоставным сплавам и рекомендуется для обработки резанием. Из него выпускают:
- ленты , полосы и листы из латуни,
- профили,
Данный сплав обладает антифрикционными свойствами и может применяться при изготовлении мелких деталей, рассчитанных для работы при высоком трении, например, подшипников скольжения. Так как он обладает более высокой твёрдостью, чем простые сплавы, и стоек к истиранию, листовые заготовки из него возможно применять для изготовления направляющих элементов различных станков. Купить латунь ЛС59-1 можно в соответствующем разделе .
Купить латунь ЛС59-1 можно в соответствующем разделе .
Беда всех многокомпонентных латуней заключается в излишней хрупкости, которая проявляется в особых условиях в виду многофазовой структуры материала. В рассматриваемом нами материале свинец образует отдельную фазу, что положительно сказывается на обрабатываемости деталей из него на станках, но так же делает материал более хрупким. Детали из ЛС59-1 с надрезами имеют склонность к надлому при высоком давлении, поэтому не могут быть использованы в качестве несущих элементов. А при высокой ударной нагрузке на заготовки из Л63, материал может покрыться трещинами, в виду его низкой ударной вязкости, поэтому он не подходит для ковки.
История
Изготовлением латуни занимались ещё в Древнем Риме, позже в Египте, Греции и Китае. Согласно информации представленной в СБИЕ, древние римляне изготавливали латунь сплавлением меди и минерала галлия в виде карбона ZnCO3. Чистота такого сплава была не велика, поэтому настоящая качественная латунь появилась значительно позже, когда в 1746 году Андреас Сигизмунд Магграф нашёл способ извлекать чистый цинк прокаливанием оксида цинка в реторте из огнеупорной глины без доступа воздуха, и конденсировать цинк в газовой фазе в рефрижераторе.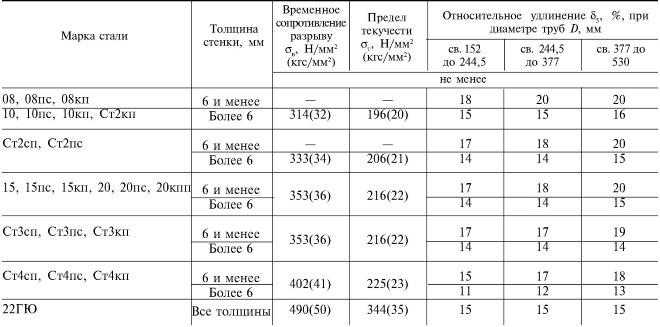
Слово цинк восходит к германскому zinke (зубец), вероятно это название связано с формой кристаллов сфалерита (цинковой обманки) из которой впоследствии стали добывать в промышленных масштабах цинк. Сфалерит имеет в составе сульфид цинка ZnS. Из него получают концентраты по пирометаллургической схеме. Сначала минерал измельчается, а затем помещается в аппарат для селективной флотации, где вместе с цинковым концентратом извлекаются другие концентраты. Далее концентраты цинка обогащаются и восстанавливаются обжигом в кипящем слое, и далее спеканием. Дистилляционный метод ныне не применяется, для получения чистого цинка. Наибольшее распространение получил в наше время гидрометаллургический способ получения Zn электролизом.
Коррозионная стойкость материала ЛС59-1
После обработки заготовок из латуни ЛС59-1
, материал не испытывает сильного напряжения, свинец образует отдельную фазу, по этой причине, он более устойчив к сезонным растрескиваниям, проявляющимся при повышении влажности и температуры окружающей среды, в чём превосходит Л68 и Л63.
В целом же наш многокомпонентный сплав устойчив к коррозии, при тех же условиях, как и большинство латуней. Его не следует применять в контакте с Fe, Al, Zn. Также он плохо проявляет себя:
- в насыщенном влажными парами воздухе, при высоком давлении,
- при контакте с жирными кислотами,
- в сероводороде,
- рудничных водах,
- минеральных кислотах,
- а также в окисленных растворах,
- и с хлоридами.
Устойчивость же к коррозии проявляется:
- в воздушной среде и при морском климате,
- в сухих парах,
- пресных водах,
- фреонах, спиртах, антифризах,
- солёной морской воде в малоподвижном состоянии.
А наличие в парах или воде избытка кислорода, аммиака или углекислоты негативно сказываются на коррозионной стойкости этого материала.
Металлопрокат
Трубы по ГОСТ 494 из ЛС59-1 производятся прессованием. Кроме того широкий ассортимент продукции из этого материала производится по ГОСТ. Так как сплав имеет невысокие механические показатели для обработки давлением, хотя его и принято считать обрабатываемым давлением, из него изготавливают трубы по методы непрерывного литья. И стоимость их значительно ниже прессованных.
Кроме того широкий ассортимент продукции из этого материала производится по ГОСТ. Так как сплав имеет невысокие механические показатели для обработки давлением, хотя его и принято считать обрабатываемым давлением, из него изготавливают трубы по методы непрерывного литья. И стоимость их значительно ниже прессованных.
Холодно деформированная проволока общего назначения выпускается по ГОСТ 1066, и имеет квадратное, круглое или шестигранное сечение.
Нагартованные листы ЛС59-1 имеют высокую твёрдость и износостойкость, и как было сказано выше, применяются в станкостроении. Это один из наиболее популярных видов листового проката из латуни. Кроме того из ЛС59-1 выпускают листы в мягком, полутвёрдом, твёрдом состоянии.
Наибольшее применение обрели прутки ЛС59-1 шестигранной и квадратной формы. Это очень недорогой вид проката, который легко резать, и кроме того он имеет прочные рёбра. Благодаря этому, при минимальных затратах из прутков можно производить всевозможные мелкие и крупные детали с хорошими антифрикционными свойствами.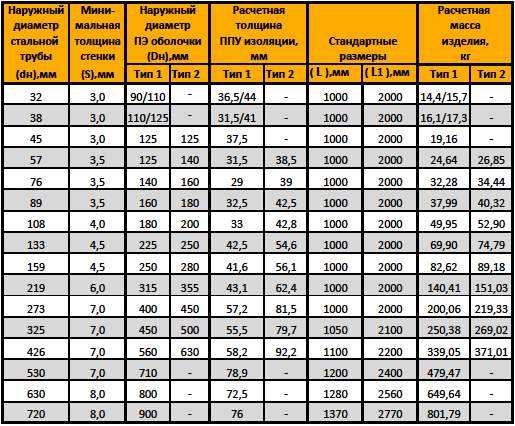 Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях.
Из этого сплава выпускаются тянутые и прессованные прутки в твёрдом, мягком или полутвёрдом состояниях.
Поцарапать и прислушаться
Этот метод кажется экзотикой, но потренировавшись на известных образцах, вы научитесь достоверно определять свинцовую латунь. Для этого метода понадобится инструмент, который оставит на поверхности латуни царапину. Удобно работать инструментом в форме клюва. Царапалку можно выточить из полотна ножовки и обмотать изолентой, чтобы получилась ручка. Техника царапания простая: надавливаете на инструмент и проводите ровную царапину по поверхности латуни, прислушиваетесь к звуку при царапании. Свинцовая латунь будет скрипеть и на царапине вдны ступеньки. Резец по бессвинцовой латуни скользит плавно.
Применение
Благодаря невысокой стоимости, высокой твёрдости, хорошей обрабатываемости на станках, антифрикционным свойствам и коррозионной стойкости ЛС59-1 широко применяется во всех видах производства. Из этого сплава массово выпускаются различные заготовки. Из него изготавливают шестерни, втулки, зубчатые колёса, поковки, крепёж, трубы. Массовость такого производства обеспечивает хорошая обрабатываемость на станках.
Из него изготавливают шестерни, втулки, зубчатые колёса, поковки, крепёж, трубы. Массовость такого производства обеспечивает хорошая обрабатываемость на станках.
Кроме того, что из ЛС59-1 изготавливают детали на станках, из него изготавливают и элементы конструкций самих станков, в частности направляющие для движения кареток станков. Такие направляющие не деформируются и не истираются с течением времени. При этом стоимость таких изделий невелика.
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Марки
МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ Минск
Предисловие
1 РАЗРАБОТАН Российской Федерацией, Межгосударственным техническим комитетом по стандартизации МТК 106 «Цветметпрокат»
2 ВНЕСЕН Госстандартом России
ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол № 17 от 1 апреля 2004 г., по переписке)
| Наименование государства | Наименование национального органа по стандартизации |
| Азербайджан | Азстандарт |
| Армгосстандарт | |
| Беларусь | Госстандарт Республики Беларусь |
| Казахстан | Госстандарт Республики Казахстан |
| Кыргызская Республика | Кыргызстандарт |
| Республика Молдова | Молдовастандарт |
| Российская Федерация | Госстандарт России |
| Республика Таджикистан | Таджикстандарт |
| Туркменистан | Главгосслужба «Туркменстандартлары» |
| Узбекистан | Узстандарт |
| Госпотребстандарт Украины |
3 Приказом Федерального агентства по техническому регулированию и метрологии от 25 октября 2004 г.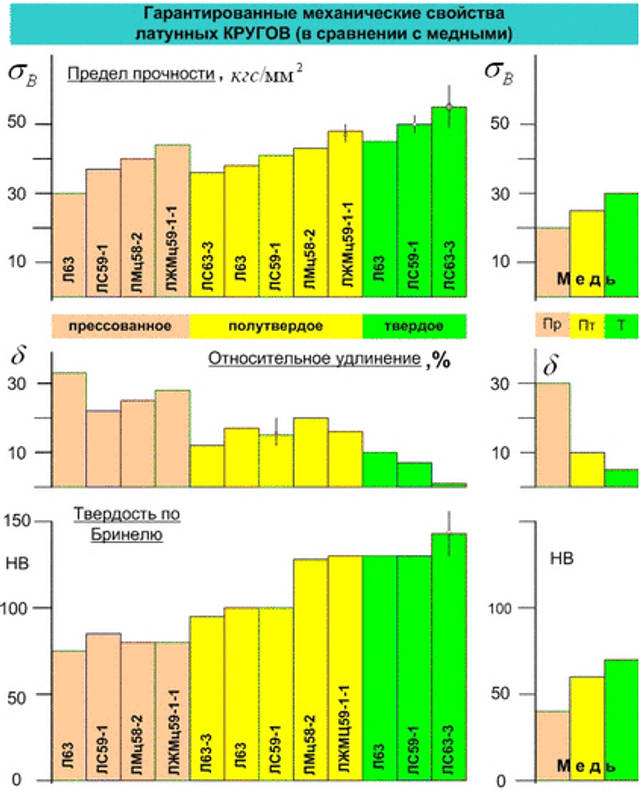 № 42-ст межгосударственный стандарт ГОСТ 15527-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
№ 42-ст межгосударственный стандарт ГОСТ 15527-2004 введен в действие непосредственно в качестве национального стандарта Российской Федерации с 1 июля 2005 г.
СПЛАВЫ МЕДНО-ЦИНКОВЫЕ (ЛАТУНИ), ОБРАБАТЫВАЕМЫЕ ДАВЛЕНИЕМ
Марки
Pressure treated copper zinc alloys (brasses). Grades
Дата введения 2005-07-01
откройте для себя скрытые значения общих корпоративных логотипов и дизайнов в каталоге SearchWorks
Библиотеки Стэнфорда будут работать по сокращенному графику в период зимнего закрытия Стэнфорда (среда, 21 декабря 2022 г. — вторник, 3 января 2023 г.). Подробнее о часах
- Ответственность
- Мэгги Макнаб.
- Издание
- 1-е изд.
- Выходные данные
- Цинциннати, Огайо: HOW Books, c2008.
- Физическое описание
- 232 стр. : больной. (в основном столбец) ; 26 см.

Доступно онлайн
В библиотеке
Библиотека искусства и архитектуры (Боуз)
Найти
Стеки
| Телефонный номер | Статус |
|---|---|
| NC1002 .L63 M33 2008 | Неизвестный |
Описание
Создатели/Соавторы
- Автор/Создатель
- Макнаб, Мэгги.

Содержание/Резюме
- Библиография
- Включает библиографические ссылки (стр. 216-218) и предметный указатель.
- Сводка издателя
- Мы живем в сложном мире, состоящем из нескольких очень простых моделей. Выкройки состоят из базовых фигур. Эти формы нашли свое применение в человеческом дизайне с начала нашего времени, потому что они рассказывают вечную историю мельком, а их структура учит нас о нашей связи со вселенной. Символы интуитивно понятны и непосредственны. Дизайн, который ссылается на эти символы, создает непосредственную связь со зрителем, и именно об этом вся книга. Это название показывает, как общие символы резонируют на внутреннем уровне. Откройте для себя деконструкции известных логотипов и примеры различных дизайнов, которые эффективно используют символы, узоры и формы для передачи большего значения.
(источник: данные книги Нильсена)
Субъекты
- Субъекты
Логотипы (Символы)
>
Дизайн.
Знаки и символы.
Коммерческое искусство.
Просмотр связанных элементов
Начните с номера вызова:
Посмотреть всю страницу
Библиотечный вид | Ключ: 7511908
Расшифровка растущего рынка смазок
Расшифровка растущего рынка смазок — Lubes’N’Greases
Готовые смазочные материалы
Расшифровка растущего рынка смазочных материалов
Марк Таунсенд
—
На консистентные смазки приходится лишь от 3 до 3,5% общего спроса на смазочные материалы по объему, но они занимают уникальное положение среди автомобильных и промышленных смазочных материалов благодаря своим эксплуатационным характеристикам.
В своем выступлении на Третьей конференции Base Oils and Lubes Middle East 2014 в Дубае в апреле Судип Шьям, глобальный руководитель отдела базовых масел в Gulf Petrochem, сказал, что производство смазок традиционно считалось искусством, но все более современные технологии превратили это скорее наука.
Бесплатные отчеты о смазочных материалах
Смазки могут выполнять все функции, ожидаемые от любой смазки, за исключением охлаждения или очистки. Они очень полезны в приложениях, где важна способность оставаться в механизме. В некоторых случаях они обеспечивают более низкие фрикционные характеристики, чем их масляные аналоги.
Рынок смазочных материалов
По словам Шьяма, рынок смазочных материалов сталкивается с двумя противоположными тенденциями, влияющими на спрос. Во-первых, рынок растет из-за роста промышленности и транспортных средств в развивающихся частях мира. Во-вторых, рынок сокращается из-за перехода на более качественные сорта, обеспечивающие более длительный срок службы.
В Азии и Африке преобладает первый сценарий. По словам Шьяма, на каждом рынке соотношение автомобильных и промышленных смазок варьируется от страны к стране. Это зависит от нескольких факторов, в том числе от характера автомобильного сектора, географического размера, экономики, общего потребления смазочных материалов на душу населения и степени сложности продукта.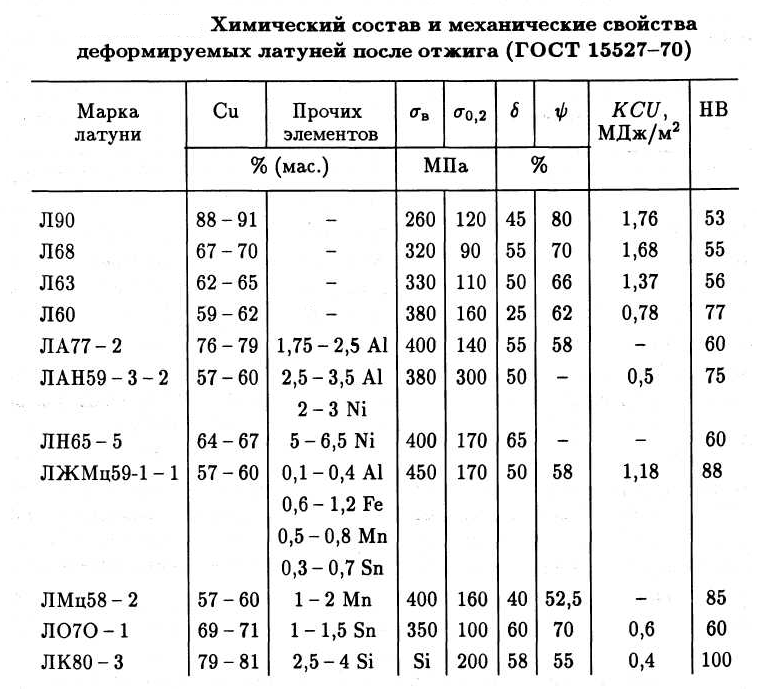
Потребление можно классифицировать по сегментам, при этом основная часть потребления приходится на дорожные транспортные средства и сельскохозяйственное оборудование.
Национальный институт консистентных смазок в США рассчитал модели использования на основе типа загустителя, при этом обычные литиевые смазки составляют примерно 60 процентов рынка, сказал Шьям. За ним следуют литиевые комплексы (15 процентов), полностью кальциевые (11 процентов), немыльные (9 процентов), алюминиевые (4 процента) и натриевые (1 процент).
В автомобильной промышленности смазка в основном применяется для колесных подшипников, шасси, выключения сцепления и шарниров равных угловых скоростей. Шьям объяснил: «Существует значительный сдвиг в сторону использования литиевых смазок для колесных подшипников, особенно в Индии, Китае и Африке. Смазки на основе литиевого комплекса и полимочевины используются в высокотемпературных автомобильных устройствах, подобных тем, которые используются на Ближнем Востоке.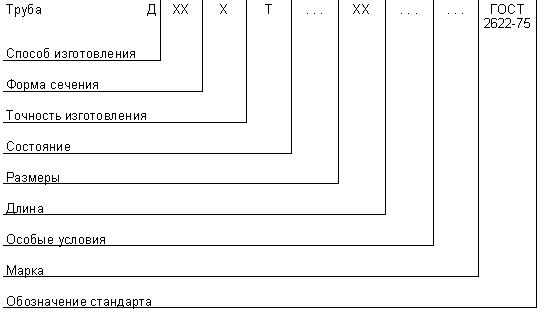
На сельскохозяйственных и строительных рынках Азии и Африки традиционно используются низкоэффективные смазки и универсальные литиевые смазки. По словам Шьяма, подобно европейской тенденции, использование биоразлагаемых смазок становится все более популярным в системах с полными потерями.
Другим важным сегментом является сталелитейная промышленность, которая является основным потребителем высокотемпературных и высокоэффективных смазок, в том числе комплексных мыльных и полимочевинных смазок. Шьям добавил, что смазка на основе сульфоната кальция также набирает обороты. «Я видел, как эти смазки набирают популярность для использования в производстве стальных труб в Индии», — сказал он.
Цементные и горнодобывающие предприятия являются основными пользователями распыляемых смазок на основе алюминиевых комплексов для зубчатых передач с открытыми зубьями, особенно там, где важна адгезионная прочность. По словам Шьяма, в некоторых случаях предпочтительнее использовать консистентные смазки на основе тяжелых базовых масел.
Другим основным применением смазок являются железные дороги, особенно там, где важен длительный срок службы. Примером могут служить железнодорожные оси, в которых часто используются литиевые смазки с длительным сроком службы. Шьям сказал: «Комплексные мыльные смазки также используются для герметичных подшипников тяговых двигателей. В недавних новостях были проведены успешные испытания сверхскоростных поездов в Японии с использованием марок полимочевины.
Перспективы Азии и Африки
Шьям сказал, что ряд факторов будет характеризовать рынок в будущем. Объем производства в настоящее время достаточен, но, возможно, потребуется увеличить его, чтобы компенсировать региональные диспропорции или производить специальные продукты. Плата за проезд будет преобладать, а в некоторых странах, возможно, даже увеличится. В целом, рынок заменит низкоэффективные смазки литиевыми и другими сортами, набирающими обороты.
Для международных производителей большинство рынков в Африке будут по-прежнему импортировать смазки.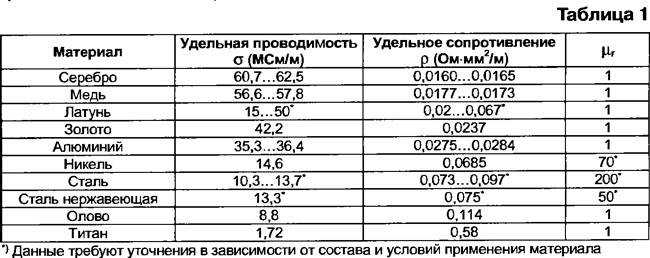 Шьям добавил: «Континент не застрахован от давления окружающей среды, и мы ожидаем, что экологически чистые смазки будут набирать силу, хотя сначала на зрелых рынках.
Шьям добавил: «Континент не застрахован от давления окружающей среды, и мы ожидаем, что экологически чистые смазки будут набирать силу, хотя сначала на зрелых рынках.
Изменения на автомобильном рынке будут стимулировать спрос на превосходные сорта, но, по словам Шьяма, мы предвидим более широкое использование специализированных сортов смазки для нишевых применений, таких как пищевая промышленность, а также для большего количества применений с пожизненной заправкой. По данным Gulf Petrochem, литиевые и прозрачные смазки экспортируются наиболее широко, и развивающиеся регионы останутся доминирующими игроками на международной арене.
В Персидском заливе находится несколько платных блендеров. Поскольку Иран потенциально может вернуться в мировую экономику, регион, похоже, станет центром поставок и реэкспорта смазочных материалов. Его близость к основным рынкам в Африке дает ему уникальное преимущество в снабжении быстрорастущих экономик, таких как Нигерия Шьям. Тем не менее, потенциальное повторное появление Ирана в качестве крупного производителя и поставщика смазочных материалов представляет собой конкурентную угрозу для зарождающихся базирующихся в Персидском заливе перерабатывающих предприятий, которые неуклонно наращивали мощности.
Из чего делают смазку?
NLGI определяет смазку как твердый или полутвердый продукт, изготовленный из дисперсии загустителя в жидкой смазочной основе. Кроме того, смазки могут содержать специальные добавки для улучшения определенных свойств, а также могут содержать твердые смазочные вещества.
Шьям отметил, что из-за своей структуры смазки требуют специальных производственных помещений. В результате большинство маркетинговых компаний продают смазку, произведенную сторонними переработчиками дорожных сборов.
По словам Шьяма, типичная смазка содержит от 70 до 95 процентов базового масла, от 6 до 25 процентов загустителя и от 0,5 до 10 процентов присадок. По его словам, присадки очень похожи на те, которые используются в готовых смазочных материалах. Присадки придают специальные свойства и включают ингибиторы окисления, ингибиторы коррозии, противоизносные присадки, твердые смазочные материалы и адгезивные присадки. Тем не менее, большинство литиевых смазок содержат около 90 процентов базового масла, добавил Шьям.
Процесс производства смазки состоит из нескольких этапов. Первый требует варки мыла в открытом котле, сосуде высокого давления или подрядчике. После этого смазка охлаждается в резервуаре для финишной обработки и вводятся присадки. Измельчение и деаэрация происходят перед упаковкой готового продукта.
Базовые масла, используемые в консистентной смазке, обеспечивают гидродинамическую смазку в контакте, и тип базового масла зависит от области применения. Минеральные базовые масла составляют около 90% рынка и хорошо работают в диапазоне температур от минус 30 до +150°С. Синтетические масла с температурным диапазоном от минус 70 до +300°С могут быть основаны на полиальфаолефинах, сложных эфирах, силиконах. или перфторполиэфир (PFPE).
С точки зрения стоимости минеральные базовые масла являются наименее дорогими. Напротив, синтетический углеводород примерно в четыре-пять раз дороже, сказал Шьям. Сложные эфиры дороже в 7,5 раз, силиконы — в 13 раз, а ПФФЭ — в ошеломляющие 380 раз.
Роль загустителей аналогична роли губки, сказал Шьям. Его функция состоит в том, чтобы удерживать смазочное масло и постепенно высвобождать его в соответствии с требованиями применения. Например, низкое давление выдавливает небольшое количество масла, а более высокое давление приводит к более сильному оттоку.
Используется несколько типов загустителей, включая литий, кальций, алюминий и натрий. Немыльными загустителями являются кремнезем, глина и политетрафторэтилен. Литий составляет большую часть рынка смазок. Шьям объяснил, что на рынке доминируют смазки на основе литиевого мыла, которые обычно имеют температуру каплепадения от 180 до 185°C и эффективно работают при температурах около 145°C9.0003
Шьям отметил, что вязкость является важной характеристикой смазки. Обычно для легких нагрузок требуются базовые масла с более низкой вязкостью, а для более высоких нагрузок требуются более густые базовые масла. Для высокоскоростных применений требуются базовые масла с более низкой вязкостью, а для низкоскоростных применений требуются более вязкие масла. Точно так же для применения при более низких температурах требуются базовые масла с более низкой вязкостью.
Точно так же для применения при более низких температурах требуются базовые масла с более низкой вязкостью.
Более широкое использование лития по сравнению с другими загустителями обусловлено свойствами, которые он придает смазке, особенно гладкой маслянистой консистенцией и высокой температурой каплепадения. Он используется в автомобильных шасси, ступичных подшипниках и общепромышленных применениях.
Кальциевые загустители обеспечивают гладкую маслянистую смазку и хорошую водостойкость, сказал Шьям, но с более низкой температурой каплепадения по сравнению с литиевыми загустителями. Кальций широко используется в подшипниках, работающих во влажных условиях, на железных дорогах и в автомобильных шасси.
Натрий образует грубую волокнистую смазку с температурой каплепадения от умеренной до высокой и плохой водостойкостью. Шьям отметил, что его использование ограничено старым промышленным оборудованием, где требуется частая смазка.
Алюминиевые загустители позволяют получить гладкие гелеобразные смазки с низкой температурой каплепадения и отличной водостойкостью. Они используются во влажных условиях или в подшипниках, работающих на малых скоростях.
Они используются во влажных условиях или в подшипниках, работающих на малых скоростях.
Смазки на основе литиевых, алюминиевых и кальциевых комплексов имеют более высокую температуру каплепадения, превышающую 260°C. За исключением литиевого комплекса, эти загустители обеспечивают хорошую водостойкость, сказал Шьям. Они используются в высокотемпературных промышленных и автомобильных подшипниках. Как правило, они выглядят гладкими и маслянистыми или желеобразными.
Загустители PTFE производят гладкую, белую неплавящуюся смазку с хорошей водостойкостью, низким коэффициентом трения и хорошими свойствами нагрузки/износа. По словам Шьяма, они используются в самолетах, вакуумных кислородных системах, высокотемпературной промышленности, химических заводах и пищевой промышленности.
Загустители технического углерода производят консистентную смазку, подходящую для подшипников, работающих в условиях высоких температур, таких как открытые зубчатые передачи. Другие загустители включают полимочевину, органические глины и диоксид кремния.
Испытания и классификация
Поскольку смазки являются полутвердыми, большинство тестов, используемых для смазочных масел, не подходят для смазок, объяснил Шьям. Вместо этого для смазок используются три теста. Первая измеряет точку каплепадения. Второй оценивает проникновение и согласованность. Третий измеряет проникновение после обработки смазки в масленке.
NLGI стандартизировала метод классификации смазок по девяти категориям на основе пенетрации. По словам Шьяма, наиболее часто используемыми категориями являются NLGI 2 и 3, при этом на долю NLGI 2 приходится 85 процентов рынка смазок. Как правило, чем ниже пенетрация (измеряемая в десятых долях миллиметра), тем толще смазка.
Лабораторная оценка консистентных смазок включает моделирование реальных условий работы на стандартизированном испытательном оборудовании. Испытания включают устойчивость к окислению, коррозионную стойкость, устойчивость к сдвигу, водостойкость и противозадирные свойства для оценки несущей способности смазок.