Латунь чем варят: Сварка латуни в домашних условиях аргоном и другими способами
Содержание
Сварка латуни аргоном
Главная » Статьи » Сварка латуни аргоном
Аргонная сварка латуни
Латунь – это сплав меди с цинком. Содержание цинка в сплаве составляет от 20 до 55%. Латунь обладает высокой прочностью, антикоррозионной стойкостью, неплохой свариваемостью и пластичностью. Благодаря таким качествам латунь является материалом, нашедшим широкое применение в современной технике.
Основными трудностями при сваривании латуни является: — Поглощение газов расплавленным металлом; — Повышенная склонность металла сварочного шва к образованию пор и трещин;
— Выгорание цинка при сваривании из сплава;
Стоит отметить, что пары цинка ядовиты, поэтому производить сваривание латуни нужно в респираторе. Для того чтобы предотвратить испарение цинка можно использовать различные флюсы или присадочные материалы. При сваривании латуни стоит учитывать тот факт, что при температуре от 300 до 600 градусов по Цельсию латунь склонна к образованию трещин.
Подготавливать кромки под сварку нужно в зависимости от свариваемого металла. Металл, имеющий толщину до 1 миллиметра, сваривается с отбортовкой кромок, при толщине от 1 до 5 миллиметров – без скоса кромок. Если толщина металла составляет от 6 до 15 миллиметров, то производится разделка V-образного типа. Металл толщиной от 15 до 25 миллиметров сваривают, предварительно сделав Х-образную разделку кромок. Притупление составляет от 2 до 4 миллиметров.
Кромки металла шва зачищаются от металлического блеска механическим путем или протравливаются в растворе с азотной кислотой. Ее содержание в нем составляет примерно 10%. После того как протравление выполнено, кромки промываются горячей водой и насухо протираются.
Состав присадочного материала так же оказывает большое влияние на процесс сварки. При сваривании латуни используются многие разновидности прутков и присадочных проволок. Прекрасные результаты сваривания дает кремнистая латунная проволока, которая имеет в своем составе 0,5% кремния. При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла.
Иногда сваривание латуни производится с использованием газовой сварки. Качество сваривания зависит от мощности сварочного пламени. Мощность устанавливается исходя из расчета расходов ацетилена 100 – 120 кубических дециметров в час на 1 миллиметр толщины металла для сварки.
Для того чтобы понизить испарение цинка нужно, чтобы конец ядра сварочного пламени должен быть расположен на расстоянии от 10 до 70 миллиметров от поверхности сваривания. Сваривание производится левым способом. При сварке латуни газовой сваркой присадочную проволоку нужно держать под углом 90 градусов к мундштуку. Сваривание производится окислительным пламенем.
Сваривание латуни можно производить с помощью различных видов сварки, однако руководствуясь советами по тому, как правильно производить сваривание тем или иным методом, можно достичь прекрасных результатов.
3g-svarka.ru
Как проводится сварка латуни аргоном
Основную проблему при сварном соединении латуни составляют испарения цинка. Интенсивное выделение этого компонента из места наложения шва приводит к появлению пор. А это в свою очередь снижает прочность соединения. Чтобы обеспечить качество сварных конструкций применяется сварка латуни аргоном.
Особенности сварки латуни
Латунь может свариваться автоматической и ручной дуговой сваркой с применением угольных или металлических электродов. Для защиты места наложения шва от контакта с окружающим воздухом применяют инертный газ аргон. В качестве присадочных компонентов используются латунные прутки, медная, кремниевая или цинковая проволока. В некоторых случая присадкой может быть бронза.
Дуговую сварку в защитной среде применяют для соединения медных конструкций толщиной свыше 5 мм. Сварка производится током прямой полярности. Выбор электродных стержней зависит от химического состава присадок. В большинстве случаев составы должны быть одинаковые.
Электроды покрываются двухслойным покрытием на основе жидкого стекла. Первый слой содержит марганцевую руду, концентрат титана, ферромарганец, сернокислый калий и мел. Второй слой состоит из борного шлака, разведенного в жидком стекле.
Сварка латуни аргоном – видео инструкция
Режимы аргонодуговой сварки латуни аналогичны режимам сварки меди . использование защитного газа значительно уменьшает испарения цинка. При таком способе шов по прочностным характеристикам не отличается от основного материала.
svarkasite.ru
Сварка латуни
Главная » Сварка латуни
Латунь – сплав меди и цинка. Для получения металла со специальными характеристиками, в него также могут добавляться различные примеси в виде свинца, никеля или оловаПоскольку латунь является одним из медных сплавов, она очень сложно поддается сварке. Поэтому при формировании неразъемных соединений, выполненных именно из этого материала, применяются особые технологии сварки, а наиболее часто выбирается сварка латуни аргоном.
Почему возникают проблемы со сваркой латуни?Основной недостаток, свойственный всем медным сплавам, — резкое изменение физических свойств после процессов термической обработки (нагревания и охлаждения). Цинк, входящий в состав материла, в буквальном смысле испаряется, чем негативно влияет на пластичность латуни. Возникает две проблемы:1. Вопрос прочности свариваемого шва, поскольку материал теряет пластичность, а водород, который имеется в оксидной пленке и шлаках, восстанавливается во время нагрева и тем самым вспенивает структуру шва. 2. Возможность надышаться вредными парами цинка и прочих присадок. Особенности технологии, используемой при сварке латуниЧтобы избежать проблем, которые могут возникнуть в связи с особыми свойствами материала, специалисты советуют придерживаться некоторых правил, в частности:• обрабатывать металл специальным флюсом, который будет образовывать оксидную пленку, препятствующую испарению цинка, тем снижая риск отравления вредными парами;• после процесса сварки обязательно подвергать деталь отжигу, нагревая до температуры 600-650 градусов;• перед сваркой нагреть кромки элемента до 700-800 градусов, чтобы снизить процент выгорания цинка в сплаве;• отдавать предпочтение сварке в инертной среде, а также газовой технологии;• в качестве присадочного материала выбирать латунную проволоку, в которой содержатся железо, алюминий и прочие виды присадок;• оптимальным шлаком для работы считается смесь метилового спирта и метилбората. Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Сварка труб аргоном предполагает однослойное заполнение сварочного шва, поскольку любые наплавления недопустимы при работе с латунью. Используется технология перехлёстного заполнения, то есть укладки отдельными валиками.
Когда выполняется завершающая заварка кратера, следует уменьшить силу сварочного тока на поверхности стыка и отвести неплавкий электрод, чтобы способствовать разрыву дуги.
При сварке латуни параметры сварочного аппарата должны быть идентичными работе со стальными заготовками.
Преимущества аргонной сварки латуни• отсутствие необходимости использования флюсов и электродов со специальным покрытием;• экологическая чистота и максимальный уровень безопасности для сварщика;• высокая скорость заполнения;• эстетические сварные швы;• отсутствие шлаковой корки на сварных швах;• благодаря использованию инертного газа в процессе работы исключается образование на деталях оксидных и нитритных корок;• удаление всех отходов технологического процессе осуществляется активной струей аргона;• возможность применения технологии для любых изделий из латуни вне зависимости от габаритов.
Обратившись к нам в мастерскую, к вашим услугам мастера с опытом и знаниями, которые выполнят любые варианты сварочных работ, в том числе и сварку латуни аргоном. Многолетняя практика мастеров, знание тонкостей аргоновой сварки и обработки швов – это гарантия оперативного и качественного выполнения Вашего заказа.
Сварка цветных металлов осуществляется методом аргонно-дуговой сваркой. Важно учитывать, что каждому варианту свойственны свои особенности в технологии, а каждому металлу своя температура плавления. При сварке разных материалов с латунью используется осциллятор, за счет чего весь метал не перегревается, а только поверхность листа, что позволяет чисто и ровно воедино сплавить разнородные части.
Услуги:
Услуга сварки латуни и бронзы в нашей мастерской проводится опытными специалистами с помощью аргона. Высокое качество работы любой сложности и умеренные цены – это главный принцип наших мастеров.
Наша мастерская оказывает любые виды услуг по сварке и пайке латуни со сталью. Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.
Сварка латуни с нержавейкой
Специальная технология сварки аргоном, которую используют наши мастера, позволяет выполнить сварку латуни с нержавейкой повышенной сложности. Все, что нужно — это доверить свою проблему специалистам и наслаждаться полученным результатом.
По сути, сварка цветных металлов — это ювелирное дело, учитывая, что мастер в ручную обрабатывает каждый миллиметр шва при сварке.
Выгодные преимущества аргона
Сварка с использованием инертного аргона позволяет получать прочные и геометрически однородные швы, которые способные выдерживать существенные нагрузки при давлении и сжатии, растяжение или изгибах. Способ достаточно универсален, применяется и для заваривания крупногабаритных металлических конструкций, и небольших деталей, а также с целью резки тугоплавких металлических листов.
Однако, в процессе сварки латуни аргоном существуют и сложности. Как правило сложности в данном процессе возникают по причине испаряемости цинка. Известно, что цинк испаряется уже при 420-и, а закипает при 907-и градусах, что совпадает с температурой плавления латуни. Важно, что при этом образовывается достаточно ядовитая окись цинка. Следовательно, сварка латуни кроме профессионального подхода требует и использования специальных средств защиты (респиратора) либо, как минимум, сильной воздушной вытяжки.
Немаловажной остается и финансовая часть вопроса. Аргон считается доступным вариантом относительно цены. Следовательно, экономичность сварки аргоном латуни, цветных металлов и стали – еще одно существенное преимущество.
Заказать
Вы можете отправить нам заявку при помощи формы обратной связи:
svarka-argonom.ru
Как варить латунь?(TIG, аргон) — Аргонщик.рф — megasvarshik на DRIVE2
Привет, читатели!
Сегодня пойдет речь о сварке латунных сплавах с использованием аргонодуговой установки. Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Срочно изготовленный из подручных средств переходник из латуни
Латунь — сплав меди и цинка, с присутствием других включений(плохо свариваемый). Они и мешают в процессе сварки, тк при разогреве свариваемого металла, цинк и др. включения начинает испаряться, образовывая поры и шлак в св.соединении.
При сварке латуни обязательно использовать вентиляцию — цинк опасен. При ремонтной сварке латуни я использую медную присадочную проволоку, ток должен быть минимален, для проплавления металла, а разделка кромок должна быть широкой. Так же не стоит сразу пытаться заварить весь дефект, необходимо сначала сделать несколько пробных швов и посмотреть на их вид.(если это возможно)
Я всегда могу вам помочь со сваркой в среде аргона. Сварка латуни в Истре и Дурыкино
Следующий пост о сварке Предыдущий пост о сварке
Видео, в котором показано, как варить латунь.
www.drive2.ru
Смотрите также
Выбор сварочного аппарата
Вд 306 сварочный трансформатор
Сварка лестницы
Холодная сварка для радиатора автомобиля
Регулятор сварочного тока повторичке своими руками
Маркировка сварочной проволоки
Продольных швов сварка
Сварка чугуна со сталью
Физическая сущность сварки
Как хранить электроды для сварки
Дуговая полуавтоматическая сварка
Особенности и технология сварки латуни
Этот сплав можно сваривать любым известным способом. Обработка латуни во многом похожа на работу с медью. По сути это медный сплав, который чаще всего применяется в для производства приборов. Профильный металлопрокат лучше всего варить контактной сваркой. В составе латуни есть цинк и прочие элементы. А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
Главная трудность сварки
Латунь характеризуется довольно сильным кипением и горением цинка, который имеет более низкие температуры плавления и кипения. Они составляют соответственно 419 и 905 градусов Цельсия. Эти показатели значительно ниже, чем у основного металла. Сама латунь плавится в промежутке от 700 до 1000 градусов Цельсия. Именно в таком несоответствии температур и заключается сложность соединения этого металла.
При обработке довольно много цинка улетучивается, а остальная часть вступает в реакцию с кислородом, образуя оксид цинка (ZnO). Он визуально похож на порошок белого цвета, который образуется в зоне термической обработки, а также рядом с самим швом. Кроме того, порошок оседает и на элементах аппарата, находящихся рядом.
Важно отметить, что оксид цинка для человека очень опасен. Соблюдение техники безопасности и ношение респиратора при работе с этим металлом строго обязательно. Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.
Таким образом, при работе с латунью нужно обеспечить отсутствие пор в шве и уменьшить испарение цинка, чтобы произвести качественную сварку изделия.
Подготовка металла
Латунные изделия обладают меньшей теплопроводностью, чем медные. Поэтому при работе с деталями небольшой и средней толщины не нужен дополнительный подогрев. При значительной толщине требуется местный нагрев непосредственно перед работой.
В зависимости от толщины кромок детали, выполнятся разделся в стык. Если толщина листа латуни превышает 1,5 миллиметра, то лучше всего сделать борты, ширина которых должна составлять две толщины свариваемой стенки.
Если кромки вашего металла находятся в диапазоне толщины 1.5-6 миллиметров, то можно их не подготавливать, но при этом сделать зазор в 1-2 миллиметра. Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон.
Если толщина вашего изделия довольно большая и составляет 6-25 миллиметров, то рекомендуется V-образная разделка. Но если есть возможность, то лучше выполнить X-образную разделку. При этом углы раскрытия с двух сторон должны составлять 30-45 градусов. Кромки стыка нужно будет притупить на 4 миллиметра. Чем больше вы делаете зазор, тем сильнее снижается качество шва. А на низких зазорах возрастает напряжение, и, как следствие, шов может деформироваться.
Присадочные материалы
Процесс и качество сварки латуни сильно зависимы от присадок. Ознакомьтесь с наиболее часто используемыми вариантами:
№
Марка материала
Химический состав, %
Cu
B
Si
Sn
Ni
Примеси
1
ЛКБО 62-0,2-0,04-0,5
60,5-63,5
0,03-0,07
0,15-0,2
0,4-0,6
—
—
2
ЛК 62-0,5
60,5-63,5
—
0,3-0,7
—
—
0,6
3
ЛК 62-0,2
60,5-63,5
—
0,15-0,2
—
—
0,6
4
ЛКН 56-0,3-6
55,0-57,0
—
0,25-0,3
—
5,5-6,0
—
5
Л 62
60,5-63,5
—
—
—
—
—
6
Л 68
67-70
—
—
—
—
0,3
7
ЛК 80-3
78-82
—
3,0
—
—
0,3
8
ЛО 60-1
60,5-63,5
—
—
0,5-1,0
—
1,0
9
ЛОК 59-1-0,3
58-60
—
0,2-0,4
0,7-1,1
—
0,3
10
ЛОК 62-0,4-0,5
60,5-63,5
—
0,3-0,7
0,3-0,5
—
0,5
Примечание. Остальное цинк.
Для работы с обыкновенной латунью чаще всего берут проволоку Л68 и Л62. Она не влияет на выгорание цинка, однако дает приемлемое качества сварного шва. Он получается прочный и имеет хорошую форму. А вот в качестве недостатка вы получите сильно пористый металл в месте соединения.
Чтобы этого избежать и увеличить плотность шва, используемая латунная проволока должна быть легирована элементами с возможностью раскисления. К таким элементам можно отнести кремний, алюминий, марганец, никель, частично серебро.
Под номером 1 выступает присадка с бором. В процессе обработки металла образуются легкоплавкие флюсы, поэтому применение дополнительного флюса не требуется, а время сварки возрастает на 20-40%.
Присадочные проволоки под номерами 2 и 3 являются кремнистыми латунями. При их использовании испарение цинка достигает всего лишь 2%. Считается малодымным способом обработки. Материал номер 4 в составе имеет цинк. Сварка с его использованием является бездымной. Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Номера 5 и 6 применяется с использованием газовых или порошковых флюсов для сварки латуней Л68 и Л62.
Материалы 8, 9 и 10 содержат кремний и олово. Они необходимы для получения высокой стойкости к коррозии шва в морской воде. Лучшие результаты сварки с такой присадкой достигаются с помощью ацетиленокислородной сварки.
Флюсы для газовой сварки латунных деталей
Тут применяются те же самые флюсы, что и для аналогичной обработки медных изделий. Однако оптимальные результаты можно получить при следующих вариантах:
100% буры,
50% буры и 50% ортоборной кислоты,
20% буры и 80% ортоборной кислоты.
Эти флюсы хорошо очищают и препятствуют образованию оксидной пленки. При проведении исследований было выявлено, что отличные результаты достигаются с помощью флюса БМ1. В нем содержится 70-75% метилбората и 25-30% метилового спирта. Использование этого вещества полностью останавливает испарение цинка.
Расход этого флюса небольшой: всего 30 граммов на 1 килограмм расплавленной латуни. Но будьте осторожны и не переборщите. При превышении требуемого количества качество соединении понижается, так как увеличивается образование пор.
Техника сварочных работ
Соединение латунных изделий рекомендуется производить с самой высокой скоростью, которую возможно обеспечить. Она должна составлять 15-25 сантиметров в минуту для однослойных швов. Уменьшение скорости ниже этого порога не рекомендуется, так как значительно вырастает риск формирования пористости.
Если нужно сварить довольно толстую латунь, то изделия ставят под углом 10-15% почти параллельно земле и сваривают снизу-вверх. При этом рекомендуется предварительно подогревать кромки. При создании длинных швов требуется выполнение обратноступенчатой сварки. Допустимо применение вертикального шва, хотя чаще всего используется нижний шов. В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
Если вы производите соединение не в нижнем положении, то требуется использование присадочной проволоки с легирующими элементами в составе, иначе образуется много пор в шве. По экспериментам, описанным Асиновской Г.А., применение газового флюса и присадки из латуни, имеющей кремний в составе, допускает сварочные работы из любого положения.
Обработку латунных деталей необходимо производить следующим образом: пруток расположите под углом 15-30% к шву, а горелку под углом 70-80 градусов к детали. Кончик присадки должен находиться в огне ровно над ванной.
Качество сварки разных марок
Прочность шва различается в зависимости от марки латуни. Также присадочные прутки оказывают большое влияние на качество. В таблице приведены усредненные показатели прочности соединений латуни в зависимости от марки:
Холодные и горячие трещины могут образоваться только в довольно длинном шве. Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Для улучшения структуры металла рекомендуется производить отжиг после сварочных работ. Температура процесса должна составлять 550-650 градусов Цельсия.

 При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла.
При сваривании с использованием данной проволоки выгорание цинка практически исключено. Также повышаются такие свойства металла, как прочность, ударная вязкость, плотность металла.


 Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью.
Благодаря некоторым химическим свойства, она легко способствует образованию в процессе горения борного ангидрида, задерживающего образование пузырьков водорода и предотвращающего испарение цинка;• следует формировать однослойный сварочный шов, который затем обязательно подвергается проковке.Технология сварки латуни вольфрамовыми электродами в аргонной среде Аргоновая сварка латуни – оптимальный выбор для деталей, толщина которых превышает 5 мм. Источником тепла в данном случае служит электрическая дуга, которая горит между поверхностью соединяемой детали и самим электродом.Непосредственно перед сваркой следует позаботиться о средствах безопасности. Это может быть даже обычный респиратор, который защитит дыхательные органы сварщика от вредных паров. Стыки деталей обезжириваются при помощи железной щетки и 10-ти процентного раствора азотной кислоты. После этого следует стесать кромки заготовок под углом 60-70 градусов, чтобы расширить зазор к внешней стороне стыка. Для сварки используется TIG-аппарат, который позволяет формировать электрическую дугу между вольфрамовым электродом и стыкуемой поверхностью. Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
Аргон с небольшим содержанием кислорода может выступать в качестве флюса. Введение присадочной проволоки в сварочную ванну выполняется вручную.
 Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.
Опытные мастера выполняют роботу любой сложности, в соответствии с установленным графиком и индивидуальными желаниями заказчика.
 Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
Латунь варится на переменном токе. Требуется тщательная подготовка поверхностей деталей перед сваркой и после наложения каждого валика.
 А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость.
А различные легирующие добавки изменяют свойства сплава и оказывают влияние на его свариваемость. Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.
Существуют определенные технические возможности, которые уменьшают выгорание цинка, но они не блокируют этот процесс полностью. В любом случае процент испарения составит 25-30, чего вполне достаточно для образования таких дефектов, как пористость.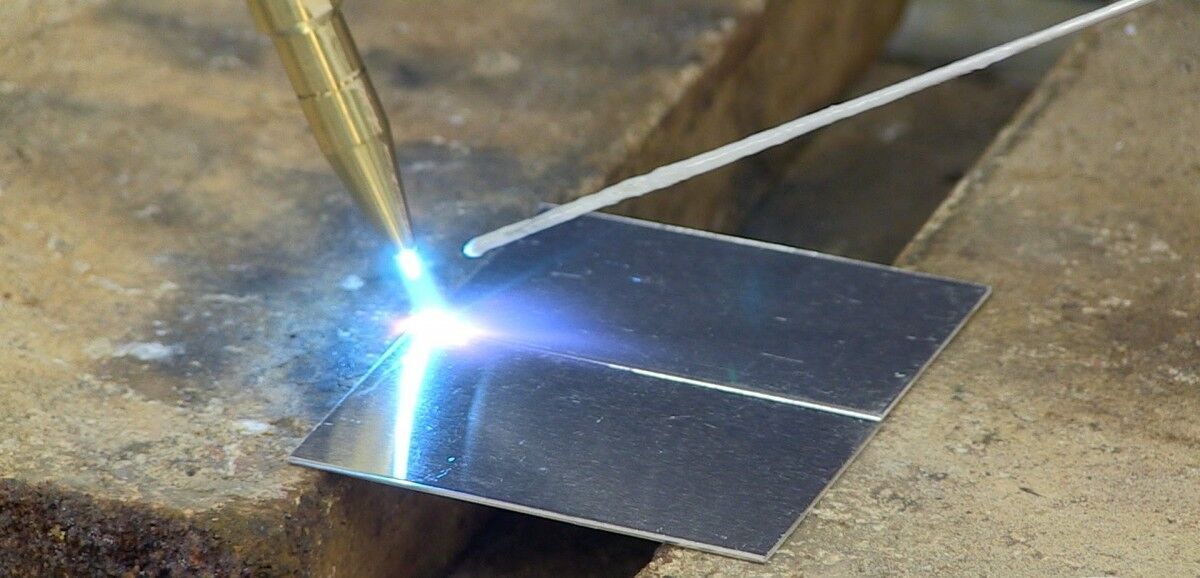 Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон.
Если вы используете подкладки, то его можно сделать вплоть до 3-4 миллиметров. Чтобы полностью проварить место стыка используют заварку с двух сторон. Остальное цинк.
Остальное цинк. Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых.
Хотя он и был создан для соединения чугуна, он успешно используется и для соединения латуней с легирующими элементами или без таковых. Использование этого вещества полностью останавливает испарение цинка.
Использование этого вещества полностью останавливает испарение цинка. В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно.
В связи с повышенной жидкотекучестью латуни потолочные швы стандартными методами выполнить невозможно. Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.
Подобные зоны обычно образовываются в зонах термического влияния и соседних участках. Значительно реже их можно встретить в самом шве.