Револьверные станки: Револьверный станок | это… Что такое Револьверный станок?
Содержание
Токарно-револьверные станки в России — Биржа оборудования ProСтанки
- Главная
- Продажа
- Токарное оборудование
- Токарно-револьверный станок
Вы можете очень быстро сравнить цены токарно-револьверного станка и подобрать оптимальные варианты из более чем 76780 предложений
Реклама
Станок с ЧПУ токарный по металлу CKE 6136Z/750
ЧПУ Fanuc, Dcт=360мм, РМЦ=750мм. 6поз. рев. гол.
Подробное описание и цена >>>
Реклама
Станок токарный с ЧПУ CKE 6140Z/1000
ЧПУ Fanuc, Dст=400мм, РМЦ=1000мм, 6 поз. рев. гол
Подробное описание и цена >>>
Реклама
Станок с ЧПУ токарный CKE 6140Z/750
ЧПУ Fanuc, Dст=400мм, РМЦ=750мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Токарно-револьверный станок КА-106
Состояние: Б/У
Продам токарно-револьверный станок КА-106, подробная информация по запросу. Цена договорная.
Цена договорная.
21.05.2013
Красноярск (Россия)
Токарно-револьверный станок 1Д325-П
Состояние: Б/У Год выпуска: 1985
Организация продаёт токарно-револьверный станок 1Д325-П 1985 года выпуска в хорошем состоянии, фото по запросу.
23.08.2013
Рязань (Россия)
90 000
Запчасти к токарно-револьверным станкам
Состояние: Новый
В наличии
Запчасти к токарно-револьверным станкам мод.1341, 1К341, 1Г340П, 1В340Ф30 и др.
03.06.2015
Новочеркасск (Россия)
Запчасти, оснастка на токарно револьверные станки.
Состояние: Новый
В наличии
ООО ПКФ Станкодеталь» предлагает:
запчасти, станочную оснастку, цанги зажимные, подающие, цанги универсальные кулачки к ним, на токарные автоматы: 1А225-6, 1В225-6, 1Б240-6, 1240-6, КА-106,. ..
..
05.10.2022
Ростов-на-Дону (Россия)
токарно-револьверный станок 1Г325
Состояние: Б/У Год выпуска: 1986 Производитель: Россия
Продается токарно-револьверный станок 1Г325
21.03.2016
Ростов-на-Дону (Россия)
80 000
1Г340П токарно-револьверный станок 1Г340П
Состояние: Б/У
Продам б/у токарно-револьверный станок 1Г340П
Местонахождение — Саратовская область
Цена и доп. фото по запросу.
05.10.2022
Таганрог (Россия)
Токарно-револьверный станок RC 80
Состояние: Б/У Год выпуска: 1975
Токарно-револьверный станок RC 80высота центров 380 мм. расстояние между центров 1350 мм.Максимум. Ø над суппортом 430 мм.Максимум. Ø над станиной 760 мм.Ø шпинделя 89 мм.Шириной станины 500…
расстояние между центров 1350 мм.Максимум. Ø над суппортом 430 мм.Максимум. Ø над станиной 760 мм.Ø шпинделя 89 мм.Шириной станины 500…
30.09.2022
Нижний Новгород (Россия)
350 000
токарно-револьверный станок 1Е316П
Состояние: Б/У Год выпуска: 2003
токарно-револьверный станок 1Е316П, 2003 г.в. Локация — г. Ульяновск Демонтаж, погрузочно-разгрузочные работы и транспортировка производится силами и средствами Покупателя. Самовывоз с…
16.09.2022
Ульяновск (Россия)
токарно-револьверный станок 1Д325П
Состояние: Б/У Год выпуска: 1992
Продаю токарно-револьверный станок 1Д325ПСтанок в рабочем состоянии. Подключен.Стоимость с учётом демонтажа и погрузки – по запросу. Доп. фото и видеоролик работы станка вышлем по эл. почте.
Доп. фото и видеоролик работы станка вышлем по эл. почте.
05.10.2022
Таганрог (Россия)
Токарно-револьверный станок
Состояние: Б/У Год выпуска: 1985 Производитель: Украина
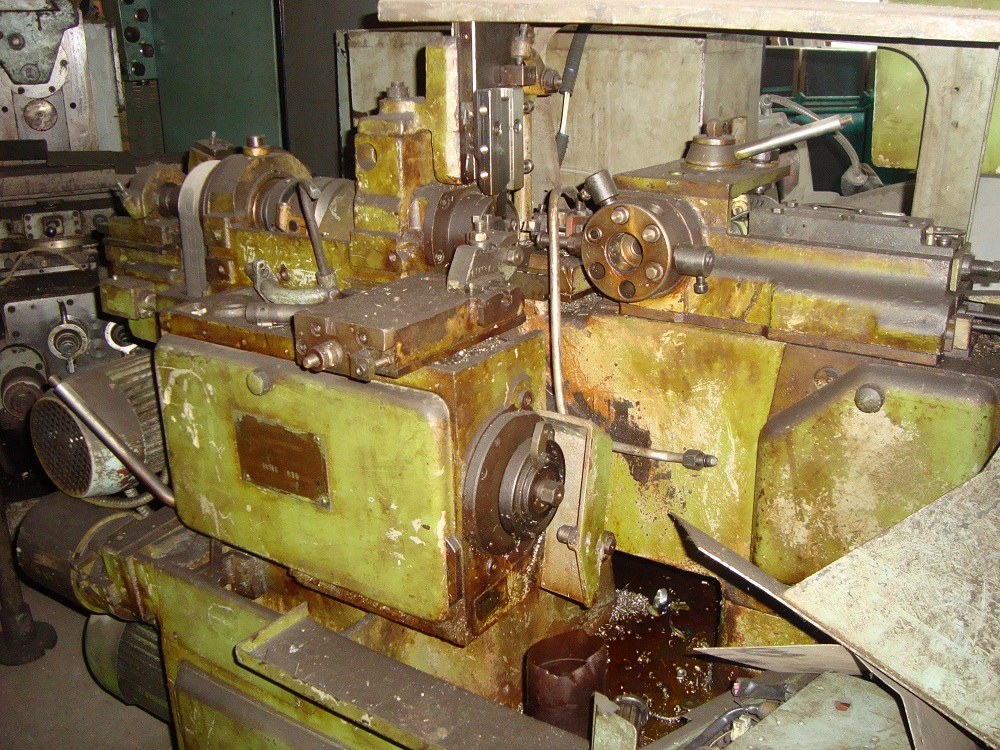
СОСТОЯНИЕ: С КОНСЕРВАЦИИ С БОЛЬШИМ КОЛИЧЕСТВОМ ИНТСРУМЕНТА И ЗИПомТокарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340 предназначен для высокопроизводительного…
30.07.2018
Москва (Россия)
650 000
Токарно-револьверный станок
Состояние: Новый
В наличии
СОСТОЯНИЕ: С КОНСЕРВАЦИИ С БОЛЬШИМ КОЛИЧЕСТВОМ ИНТСРУМЕНТА И ЗИПомТокарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340 предназначен для высокопроизводительного. ..
..
30.07.2018
Подольск (Россия)
650 000
TRAUB TD16 ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК ПРУТКОВЫЙ
Состояние: Б/У Год выпуска: 1973
Компания ТИТАН реализует Traub TD 16 — токарно-револьверный станок прутковый б/у, год выпуска — 1973. Краткое описание: наибольший диаметр прутка — 16 мм; состояние — комплектное, проверка в…
14.06.2022
Ярославль (Россия)
токарно-револьверный станок 1Г340П
Состояние: Б/У Год выпуска: 1993 Производитель: Россия
Продаем токарно-револьверный станок 1Г340ПТехническое состояние: идеальное, с проверкой в работе.Цена указана за безналичный расчет с НДС.Связь: WhatsApp, Viber, моб. телефон.Цена…
25. 02.2019
02.2019
Пенза (Россия)
170 000
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1985 Производитель: Россия
Продается б/у токарно-револьверный станок 1К341Максимальный диаметр обрабатываемого прутка 40 мм Наибольший диаметр заготовки зажимаемой в патроне: — над станиной 400 мм — над кареткой суппорта…
05.10.2022
Таганрог (Россия)
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1972
Продается (продаю, продам, продажа) б/у токарно-револьверный станок 1К341 Максимальный диаметр обрабатываемого прутка: 40 мм; Наибольший диаметр заготовки зажимаемой в патроне: — над станиной: 400…
05.10.2022
Таганрог (Россия)
токарно-револьверный станок 1Г340ПЦ
Состояние: Б/У Год выпуска: 1985
Продается (продаю, продам, продажа) б/у токарно-револьверный станок 1Г340ПЦ (аналог 1Г340П)Диаметр прутка наибольший, мм: 400; Диаметр детали над станиной, мм: 40;Масса станка, кг: 3 450;Габаритные. ..
..
05.10.2022
Таганрог (Россия)
Токарно-револьверный станок 1Е365БП
Состояние: Новый Производитель: Россия
Токарно-револьверный станок 1Е365БПУниверсальные токарно-револьверные станки 1Е365БП предназначены для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов…
02.06.2020
Москва (Россия)
Токарно-револьверный станок 1П365
Состояние: Новый Производитель: Россия
Токарно-револьверный станок 1П365Универсальный токарно-револьверный станок 1П365 предназначен для высокопроизводительной обработки разнообразных деталей из чугуна, стали и цветных металлов…
02.06.2020
Москва (Россия)
токарно-револьверный станок 1Г340ПЦ
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Продается б/у токарно-револьверный станок 1Г340ПЦ с программируемым командоаппаратом В рабочем состоянии. Технические характеристики: Наибольший диаметр обрабатываемого изделия над станиной -…
Технические характеристики: Наибольший диаметр обрабатываемого изделия над станиной -…
05.10.2022
Таганрог (Россия)
токарно-револьверный станок 1К341
Состояние: Б/У Год выпуска: 1971 Производитель: Россия
Продается б/у токарный токарно-револьверный станок 1К341 (аналог 1Г341)Местонахождение: Ростовская областьИмеется паспорт на станок.Предложение с ценой, фото и видеороликом работы можем выслать…
05.10.2022
Таганрог (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарно-револьверному станку почти как на Авито и TIU
Видео токарно-револьверного станка
Токарно-револьверные станки
Токарно-револьверные
станки предназначены для обработки
деталей сложной конфигурации, требующих
последовательного применения
разнообразного инструмента. На
На
токарно-револьверных станках можно
обтачивать наружные поверхности,
сверлить, зенкеровать и развертывать
отверстия, нарезать резьбу метчиками,
плашками, резьбовыми головками.
Токарно-револьверные
станки наиболее производительны по
сравнению с токарно-винторезными.
Производительность увеличивается за
счет применения многопозиционной
револьверной головки и многоинструментальных
державок, а также благодаря наличию
систем упоров, которые позволяют
автоматизировать процесс обработки.
Револьверные
головки классифицируют по типу
револьверной головки и бывают с
вертикальной осью вращения и с
горизонтальной осью. Токарно-револьверные
станки с вертикальной осью вращения
револьверной головки получили большое
распространение в промышленности.
Подготовка
токарно-револьверного станка к работе
заключается в установке приспособления
для закрепления обрабатываемой заготовки
(детали), вспомогательного и режущего
инструмента, настройке упоров для подачи
прутков и ограничения хода суппортов,
установке рукояток или кулачков для
получения необходимой частоты вращения
шпинделя и подач режущего инструмента,
обработке двух-трех заготовок, проверке
изготовленных пробных деталей и
подналадке положения инструмента и
упоров вышеперечисленные действия
объединяются одним термином – наладка.
Станки с продольным перемещением
револьверного суппорта, не имеющие
поперечного суппорта, а также поперечного
перемещения револьверной головки, имеют
ограниченные технологические возможности.
На таких станках можно выполнять
центровку, сверление, растачивание,
развертывание, обтачивание, нарезание
резьбы, подрезание широким резцом узких
торцов.
Рис. 3. Станок 1Г340
Многошпиндельные токарные автоматы
Автоматы предназначены
для токарной обработки сложных и точных
деталей из калиброванного холоднотянутого
прутка круглого, шестигранного и
квадратного сечения или из труб в
условиях серийного производства.
На них можно
выполнять: черновое и фасонное обтачивание,
подрезку, сверление, растачивание,
зенкерование, развёртывание,
резьбонарезание, отрезку, накатывание
резьбы.
Достаточная
мощность привода и жёсткость конструкции
обеспечивают высокую производительность.
Некоторые модели могут одновременно
выполнять более одной операции, что
серьёзно повышает производительность
таких станков.
Рис. 3. Многошпиндельный
прутковый токарный автомат 1Б240П-6К.
Сверлильные станки
Рис. 4.
Вертикально-сверлильный станок 2С132.
Рис. 5.
Радиально-сверлильный станок Z30
Рис. 6.
Настольно-сверлильный станок ОВН16.
Современные
сверлильные станки предназначены для
сверления сквозных и глухих отверстий
в сплошном материале и для финишной
обработки отверстий, полученных в
заготовке другим способом. Также
сверлильные станки данного типа
применяются для рассверливания отверстий,
обеспечивающего высокую точность и
шероховатость обрабатываемой поверхности
в существующих в заготовке отверстий,
нарезания внутренних резьб, вырезания
дисков из листового материала и выполнения
подобных операций сверлами, зенкерами,
развертками, метчиками и другими
инструментами, для зенкования торцовых
поверхностей. Сверлильные станки
позволяют производить данные
технологические операции, предназначенные
для образования в основании просверленного
отверстия гнезд с плоским дном под
головки винтов и болтов, для раскатывания
отверстий специальными оправками.
Технологические
возможности сверлильных станков не
исчерпываются перечисленными работами.
На сверлильных станках данного типа
можно развальцовывать полые заклепки,
обрабатывать многогранные отверстия,
а также выполнять другие операции.
Существуют следующие
типы универсальных сверлильных станков:
настольно
сверлильные станки (мини сверлильные
станки настольные одношпиндельные, в
т.ч. с ЧПУ)вертикально
сверлильные станки (вертикальные,
одношпиндельные, в т.ч. с ЧПУ)радиально
сверлильные станки (радиальные, в т.ч.
с ЧПУ)многошпиндельные
сверлильные станки, в т.ч. с ЧПУстанки для глубокого
сверления, в т.ч. с ЧПУ
Применяя специальные
приспособления и инструменты, на
сверлильных станках можно растачивать
отверстия, вырезать отверстия большого
диаметра в листовом материале
(«трепанирование»), притирать точные
отверстия и т. д.
д.
Сверлильные станки
используют в механических, сборочных,
ремонтных и инструментальных цехах
машиностроительных заводов, а также в
ремонтных мастерских, обслуживающих
транспорт, стройки, сельское хозяйство.
На станках
сверлильной группы обработка отверстий
производится сверлами, зенкерами,
развертками, зенковками и другими
инструментами, нарезание резьбы —
метчиками.
Основные
характеристики сверлильных станков —
наибольший условный диаметр сверления
в стали средней твердости, номер конуса
шпинделя, вылет шпинделя, наименьшие и
наибольшие расстояния от торца шпинделя
до стола и до фундаментной плиты.
В зависимости от
области применения РАЗЛИЧАЮТ СТАНКИ
УНИВЕРСАЛЬНЫЕ СВЕРЛИЛЬНЫЕ И СПЕЦИАЛЬНЫЕ
СВЕРЛИЛЬНЫЕ СТАНКИ, предназначенные
для обработки сверлением конкретных
изделий, например, путем их оснащения
многошпиндельными сверлильными и
резьбонарезными головками и автоматизации
цикла работы с помощью электрических,
гидравлических и других устройств и
механизмов.
НАИБОЛЕЕ
РАСПРОСТРАНЕННЫМИ в общем машиностроении
являются ВЕРТИКАЛЬНО, РАДИАЛЬНО
СВЕРЛИЛЬНЫЕ СТАНКИ И НАСТОЛЬНО
СВЕРЛИЛЬНЫЕ.
НАСТОЛЬНО СВЕРЛИЛЬНЫЕ
СТАНКИ
Настольные
сверлильные станки — самого малого
типоразмера среди сверлильных станков.
Они предназначены для сверления отверстий
небольшого диаметра в среднем до 16мм в
малых корпусных деталях. Эти мини
сверлильные станки устанавливаются на
столе. Станки позволяют сверлить,
рассверливать, зенкеровать и зенковать,
развертывать отверстия диаметром до
9-18 мм, нарезать метрическую резьбу
метчиками в изделиях из черных и цветных
металлов, неметаллических материалов.
ВЕРТИКАЛЬНО
СВЕРЛИЛЬНЫЕ СТАНКИ
В вертикально-сверлильных
станках главным движением v является
вращение шпинделя с закрепленным в нем
инструментом, а движением подачи Sx —
вертикальное перемещение шпинделя.
Обрабатываемую заготовку устанавливают
на столе или непосредственно на
фундаментной плите, причем соосность
отверстия заготовки и шпинделя достигается
перемещением заготовки. Основными
Основными
узлами вертикально-сверлильного станка
являются станина (стойка, колонна),
фундаментная плита, коробка скоростей,
шпиндель, коробка подач и механизм
подачи, стол.
инженер поможет — Конструкция, классификация и характеристики токарно-револьверных станков
В то время, когда необходимо обработать самые разные металлические заготовки, специально применяют токарные станки. Для повышения производительности и качества токарной обработки используют универсальное оборудование. Это оборудование включает в себя револьверные токарные станки, которые имеют функцию выполнения нескольких операций без изменения типа режущего инструмента. Как правило, токарно-револьверные станки относят к отдельной группе, которые на данный момент времени имеют огромную популярность.
Предназначение револьверного токарного станка аналогично оборудованию станка токарной группы, отличием является лишь наличие многопозиционной поворотной головки. Данный элемент конструкции позволяет значительно увеличить эффективность работы станка, уменьшить время, необходимое для обработки одной заготовки. Помимо этого, на данный момент очень популярен токарно-револьверный станок с ЧПУ, оснащенный револьверной головкой с посадочными местами для нескольких режущих инструментов.
Помимо этого, на данный момент очень популярен токарно-револьверный станок с ЧПУ, оснащенный револьверной головкой с посадочными местами для нескольких режущих инструментов.
Горизонтальные револьверные токарные станки имеют две особенности, отличающие их от обычных универсальных токарных станков. Первая особенность — это многогранная главная револьверная головка, которая занимает место задней бабки на токарном станке двигателя. Различные расточные, токарные, сверлильные, а также инструменты для нарезания резьбы могут быть закреплены на главной револьверной головке, которая может периодически вращаться вокруг своей вертикальной оси. Для продольного перемещения револьверной головки относительно заготовки, установленной на шпинделе станка, можно использовать либо маховик, либо автоматизированную продольную подачу.
Второй отличительной особенностью токарно-револьверного станка является револьверная головка, установленная на поперечном суппорте. Эта револьверная головка также может вращаться вокруг своей вертикальной оси и позволяет использовать различные токарные инструменты. К задней части поперечного суппорта можно прикрепить инструментальную стойку или инструментальный блок для установки дополнительных инструментов. Поперечное движение может быть приведено в действие или вручную или автоматически.
К задней части поперечного суппорта можно прикрепить инструментальную стойку или инструментальный блок для установки дополнительных инструментов. Поперечное движение может быть приведено в действие или вручную или автоматически.
Револьверные токарные станки могут быть классифицированы как прутковые машины или отбойные машины. Прутковые машины раньше назывались винтовыми машинами, и они могут быть либо ручными, либо автоматическими. Прутковый станок предназначен для обработки мелких резьбовых деталей, втулок и других мелких деталей, которые могут быть созданы из пруткового материала, подаваемого через шпиндель станка. Автоматические прутковые станки производят части непрерывно путем автоматической замены запаса прутка в шпиндель машины. Отбойный станок предназначен главным образом для обработки более крупных деталей, таких как отливки, поковки или заготовки из штока, которые обычно должны быть установлены в патроне вручную.
Конструкция токарно-револьверного станка
Современный револьверный токарный станок представляет собой многоцелевой обрабатывающий комплекс, который способен выполнять ряд операций различной степени сложности. Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Выполнение этих действий достигается специальной конструкцией револьверной головки, в которую можно установить несколько типов резцов.
Станок отличается конструкцией и принципом работы. Для повышения производительности в нем предусмотрена возможность установки резцов различных типов. Улучшение в производительности может быть достигнуто с помощью блока ЧПУ установленного на станке. В этом случае участие человека в эксплуатации оборудования будет осуществляться минимально.
Револьверные токарные станки, как правило, состоят из следующих компонентов:
• Станина — предназначена для монтажа всех элементов оборудования;
• Передняя и задняя бабки. С их помощью происходит фиксация деталей и передача вращательного движения от электродвигателя; Их совместная работа позволяет выполнять токарные операции по всей площади заготовки. Эта часть конструкции перемещается по координатным осям;
• Электроника станка — состоит из двигателей и блока управления. Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Последнее может быть либо полуавтоматический, либо полностью автоматический комплекс (ЧПУ), который управляет функциями всего станка.
Кроме того, в конструкции должен быть механизм точного позиционирования резцов. Это связано с их разной длиной и конфигурацией. Как правило, это система датчиков, данные с которых поступают на ЧПУ посредством обратной связи (ОС).
Повышение производительности в некоторых моделях станков достигается путем установки двух рабочих бабок (задней и передней). Это позволяет выполнять механическую обработку с двух сторон, но только если компоновка включает в себя два или более держателя инструмента.
Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
Ее местоположение определит возможность выполнения того или иного вида разворота.
В зависимости от этого револьверные токарные станки могут быть горизонтальными, вертикальными или наклонными. Также необходимо обратить внимание на конструкцию и особенности суппорта. Его конфигурация определяется общим принципом компоновки оборудования:
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
Универсальные или любые другие револьверные токарные станки отличаются разнообразием параметров, но выделяются два основных признака в классификации:
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные.
 Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр. - Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
 Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.
Револьверный токарный полуавтомат принадлежит к другой группе оборудования, которое необходимо с целью обрабатывания прутков разных диаметров. Из характерных черт данных моделей выделяются следующие признаки:
- 1-шпиндельный револьверный токарный станок данной группы оснащен шпинделем с отверстием не очень большого размера под пруток.
- Доп.оснащение показано узлом, который осуществляет подачу и полностью фиксирует деталь. Так же, токарные станки рассматриваемой группы оснащены прибором, который позволяет отводить деталь после обработки, что в свою очередь позволяет максимально оптимизировать и сделать производство высокоавтоматизированным.
При покупке, возможно, наткнуться на станки, которые могут быть оснащены разным кол-вом шпинделей. Стоит обратить внимание на некоторые подробности:
Помимо данного, револьверный токарный станок с числовым программным управлением оснащен прибором, который дает возможность производить обработку деталей с высокой точностью при помощи поворота револьверной головки. Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Все особо важные узлы спрятаны за защитным кожухом, что значительно повышает безопасность этих узлов, а также безопасность обработки.
Основные характеристики
Разработка револьверной головки было неминуемым следствием развития металлообрабатывающей промышленности. А связано это было с тем, что числовое программное управление (ЧПУ) в сочетании с такой конструкцией станка позволяет существенно обеспечить ускорение обработки металлических заготовок, повышение точности размеров и шероховатость поверхности.
Исследуя токарно-револьверные станки, следует обратить внимание на следующие моменты:
- Данное оборудование часто приобретается лишь в целях монтажа в цехах, производящих детали в больших количествах. Лишь в этом случае токарные станки окупаются сверх своей высокой стоимости.
- Параметры рассматриваемого станка определяют возможность обработки с достаточно большой скоростью и большой подачей, т. к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
- Факт того, что все основные узлы рассматриваемого станка имеют расположение такое же, как и у любых других токарных станков, определяет кол-во проводимых операций, а так же вид. Функцию быстрой смены инструмента определяют ТТХ рассматриваемого станка. По этой причине, за одну установку можно выполнить сразу большинство операций, при этом время, затрачиваемое на смену инструмента, сокращается в 5-10 раз.
 к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
к. в зону резания подается смазочно-охлаждающая жидкость для того, чтобы охлаждать как заготовку, так и инструмент.
Исследуя общие характеристики, на револьверную головку необходимо обратить внимание в первую очередь. Станок является токарно-револьверным, в зависимости от модели может быть оснащено различными револьверными головками, которые дают возможность устанавливать сразу несколько инструментов в некоторой очередности. В этом случае кол-во инструментов может колебаться от четырех до сорока. Конструкционно этот узел достаточно сложен, и смена инструмента может производиться посредством поворота головки. Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Передовой токарный станок этой группы оснащен ЧПУ с целью повышения производительности и точности обработки.
Параметры токарно-револьверных станков с револьверной головкой практически неотличимы от параметров станков аналогичного оборудования с классической компоновкой. Но все же есть список характеристик, которые необходимо детально рассмотреть.
Основным параметром при выборе являются характеристики револьверной головки. В дополнение к вышеописанным качествам (расположение и характеристика суппорта) следует учитывать количество установленных режущих инструментов, их конфигурацию и длину. Также нужно принимать во внимание возможность подключения к блоку ЧПУ. Список команд, передаваемых в систему, способны определять функциональные возможности оборудования.
Рассмотрим характеристики токарно-револьверного станка:
1) Минимальный и максимальный размер заготовки, при котором имеется возможность установить ее в центрах;
2) Скорость смены инструмента. Эта характеристика влияет на производительность конкретной модели;
Эта характеристика влияет на производительность конкретной модели;
3) Наличие сквозного отверстия нужного диаметра для выполнения токарных операций на поверхности заготовки;
4) Подача суппорта – максимальное смещение в продольном и поперечном направлениях;
5) Точное позиционирование режущего инструмента;
6) Возможность нарезания резьбы различных типов (дюймововая, метрическая и т.д.).
Это общий список параметров, которые могут быть добавлены в зависимости от особенности конструкции оборудования. Кроме того, нужно учитывать максимальную и минимальную скорость вращения шпинделя, а также мощность электродвигателя, который монтируется на токарно-револьверном станке.
Преимущества и недостатки
Значительность применения токарных станков с резцедержателем револьверного типа, определяется только после детального анализа функциональных возможностей оборудования, а также его технических характеристик. Но не менее важным является выявление положительных и отрицательных моментов их работы.
Но не менее важным является выявление положительных и отрицательных моментов их работы.
— Основным преимуществом использования станков этой группы является высокая производительность. Для выполнения различных токарных операций совершенно не обязательно каждый раз выполнять замену режущего инструмента. Также стоит отметить автоматику, которой обладают револьверные токарные станки. Но это будет иметь смысл только в том случае, если у вас установлено числовое программное управление (ЧПУ).
— К недостаткам можно отнести только относительно высокую стоимость моделей и повышенную сложность изготовления вместе с техническим обслуживанием. Также есть повышенные требования к профессионализму персонала. Но эти факторы ничтожно малы и учитываются только на стадии разработки технологической схемы производства.
Виды выполняемых работ
Анализируя данные приведенные выше, мы знаем, что, ТТХ новейших револьверных токарных станков позволяют производить самые разные операции. Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Деталью может быть совершенно разные заготовки, которые являются, как правило, телом вращения.
Рассмотрим самые популярные виды операций, которые можно осуществлять на револьверных токарных станках:
- Протачивание наружного диаметра (осуществляются черновой и чистовой проходы)
- Протачивание, подрезка торца, кроме того, можно отрезать заготовку при помощи отрезного токарного резца.
- Наружное и внутреннее нарезание резьбы с помощь разных резцов.
- Протачивание наружных канавок, которые могут принимать разную форму и нужную глубину (выполняется с помощью нужного резца).
Изучая при выборе паспорт револьверного токарного станка, необходимо обратить внимание на то, что нарезать резьбу можно только с помощью метчика либо плашки. Чтобы осуществить этот момент, необходимо, чтобы прибор закрепления инструментов имел специальные державки, которые могут передвигаться по оси.
Особенности токарно-револьверной группы
Отличительные черты станков данной группы устанавливают значительное повышение производительности в десятки раз. Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
Компоновка многошпиндельных, а также иных станков рассматриваемой группы отличаются соответствующими ниже признаками:
- Замена всех приспособлений станка происходит быстро и оперативно.
- Почти все узлы имеют систему быстрой подачи, для того чтобы ускорить в несколько раз процедуру смены положения закрепленной детали.
- Если применять многорезцовые держатели в виде оснастки, то производительность также увеличиться в несколько раз.
Также нужно помнить то, что техническое обслуживание квалифицированными специалистами и проведение ремонта, очень осложняется проблематичной конструкцией, которая очень сложна.
Для правильной работы станка, необходимо правильно настроить его оборудование. Для того чтобы произвести эту настройку правильно, необходимо придерживаться следующих пунктов:
- Для любой детали необходимо писать техпроцесс, в котором будет содержаться вся информация об очередности положения режущих инструментов, а также их виде.
- Чертёж детали обязан иметь информацию о вылете, который должен иметься у инструмента. Также нужно не забывать о том, что при изготовлении детали высокой точности, необходимо принимать во внимание то, как много режущий инструмент вылезает за границы револьверной головки.
- У значительной части станков рассматриваемой группы предустанавливают упоры, ограничивающие подачи, как продольную, так и поперечную. У станков, на которых установлена система числового программного управления (СЧПУ), упоры отсутствуют, из-за их бесполезности – все узлы находятся под контролем высокоточного привода.

Главной особенностью станков рассматриваемой группы является диаметральный размер заготовок. Большая часть таких станков рассчитана на работу с заготовками, у которых диаметр поперечного сечения располагается в пределах 16 — 63 сантиметров.
Также, исследуя при выборе данные модели станков, необходимо принимать во внимание нижеупомянутые параметры:
- Максимальный диаметр поперечного сечения, способный располагаться над суппортом.
- Наибольший размер длины прутка. Данная характеристика способна зависеть от помещения, в котором находится станок.
- Ограниченное пространство, по которому могут передвигаться компоненты данной конструкции.

Вся вышеперечисленная информация также содержится в паспорте револьверных токарных станков. Кроме того рассматриваются и иные параметры, которые мы рассмотрим далее.
Особенности системы ЧПУ
Как мы уже знаем из информации выше, в основном у револьверного токарного станка имеются в конструкции узлы, работающие с системой числового программного управления (СЧПУ). Всё это из-за того, что ЧПУ даёт огромный прирост производительности.
При рассмотрении отличительных черт станков с числовым программным управлением (ЧПУ), выделим следующие факторы:
- Довольно часто, заготовки проходят обработку под защитным кожухом. Этот фактор полностью исключает вероятность пораниться и травмироваться при работе с данными станками. Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
- Высокоточная обработка заготовок может происходить только с помощью необходимой техоснастки, а также конкретных режущих инструментов. Такая высокоточная обработка снижает погрешность практически до нуля. Например, таких результатов можно достичь, пользуясь новейшими резцами с пластинами, которые обладают очень большую износостойкость режущей кромки.
- Значительное сокращение времени некоторых операций при изготовлении деталей, благодаря автоматической смене инструмента, в отличие от смены, в которой инструмент необходимо менять вручную.
- Значительное снижение себестоимости готовой продукции, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности.
 Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
Из-за того что все узлы конструкции контролируются системой числового программного управления (ЧПУ), и применяется защитный кожух.
Не смотря на это, ремонт и техническое обслуживание револьверных токарных станков очень сложны в осуществлении и доставляют очень много больших проблем. Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Для того чтобы обезопасить станок от возможных поломок и нарушений в работе, а также повысить его надежность, нужно время от времени производить чистку и профилактику станка, а также любое другое необходимое обслуживание.
Большинство мастеров знают такие модели как 1325Ф30, 1Г325, 1Г340П, 1П420ПФ40, которые повсеместно ставятся практически во все производственные цеха и помещения. Прорыв в технологическом прогрессе дал старт новейшим и передовым моделям с системой числового программного управления, функции которых очень эффективно сказываются на экономические факторы производства.
В несколько раз повышается точность и качество полученных деталей, благодаря оптимизации автоматизированного производства, а также существенного увеличения производительности. Выше упомянутые модели станков 1325Ф30 и 1П420ПФ40 имеют большую популярность – они обладают современной системой числового программного управления, территория обработки заготовок защищена специальным кожухом. Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Сборка значительно разнится с той, что ранее использовалась в устаревших версиях станков.
Вывод
Исследуя и анализируя выше изложенную информацию, можно сделать вывод, что, несмотря на все положительные и отрицательные качества, токарно-револьверные станки на сегодняшний день имеют большую популярность, а также огромную базу потребителей – станки могут устанавливаться как в большие производственные цеха, так и в небольшие мастерские.
Модели с системой числового программного управления (СЧПУ) очень актуальны на данный момент и дают огромный прирост производительности в виде обработки высокоточных и качественных деталей, а также значительное сокращение времени, затрачиваемое на производство готовой продукции, за счёт оптимизации автоматизированного производства и автоматической смены инструмента.
Но, к сожалению, ремонт и техническое обслуживание станков данной группы очень сильно затрудняется по причине сложной конструкции (к тому же если установлена система ЧПУ, сложность ремонта повышается).
Вводная глава: Вращающееся оборудование | IntechOpen
- Авторская панель Войти
Что такое открытый доступ?
Открытый доступ — это инициатива, направленная на то, чтобы сделать научные исследования бесплатными для всех. На сегодняшний день наше сообщество сделало более 100 миллионов загрузок. Он основан на принципах сотрудничества, беспрепятственного открытия и, самое главное, научного прогресса. Будучи аспирантами, нам было трудно получить доступ к нужным нам исследованиям, поэтому мы решили создать новое издательство с открытым доступом, которое уравняет правила игры для ученых со всего мира. Как? Упрощая доступ к исследованиям и ставя академические потребности исследователей выше деловых интересов издателей.
Наши авторы и редакторы
Мы являемся сообществом из более чем 103 000 авторов и редакторов из 3 291 учреждения в 160 странах мира, включая лауреатов Нобелевской премии и некоторых самых цитируемых исследователей мира. Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Публикация на IntechOpen позволяет авторам получать цитирование и находить новых соавторов, а это означает, что больше людей увидят вашу работу не только из вашей собственной области исследования, но и из других смежных областей.
Оповещения о содержимом
Краткое введение в этот раздел, посвященный открытому доступу, особенно с точки зрения IntechOpen
Как это работаетУправление предпочтениями
Контакты
Хотите связаться? Свяжитесь с нашим головным офисом в Лондоне или командой по работе со СМИ здесь:
Карьера:
Наша команда постоянно растет, поэтому мы всегда ищем умных людей, которые хотят помочь нам изменить мир научных публикаций.
Открытый доступ
Автор:
Getu Hailu
Представлено: 30 июля 2019 г.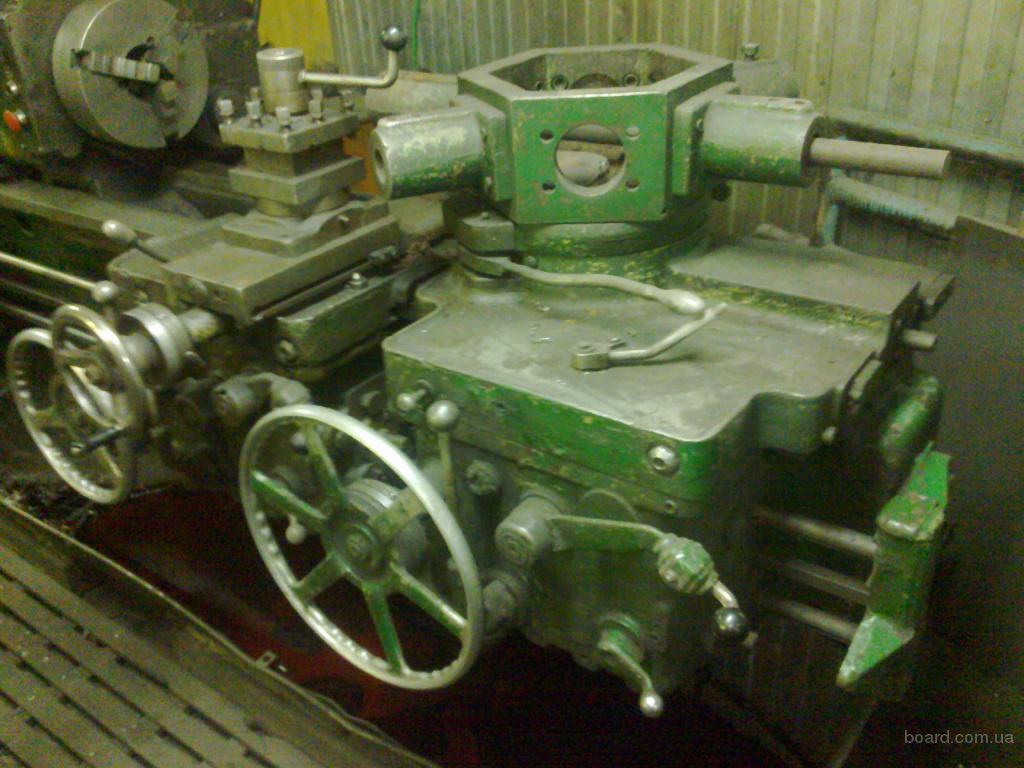 Опубликовано: 8 января 2020 г.276
Опубликовано: 8 января 2020 г.276
СКАЧАТЬ БЕСПЛАТНО
Из отредактированного тома
Под редакцией Getu Hailu
Детали книги Заказать Распечатать
Обзор показателей главы
825 Глава Загрузки
Посмотреть полные показатели
СКАЧАТЬ БЕСПЛАТНО
Рекламное объявление
1. Введение
Вращающееся оборудование или турбомашина представляет собой машину с вращающимся компонентом, который передает энергию жидкости или наоборот. Следовательно, в турбомашине происходит передача энергии между жидкостью и ротором за счет динамического взаимодействия. Как правило, если передача энергии осуществляется от ротора к жидкости, это либо насос, либо вентилятор. Если передача энергии происходит от жидкости к ротору, то машина называется турбиной.
В повседневной жизни мы сталкиваемся с турбомашиной. На самом деле, мы приходим к использованию турбомашины по крайней мере раз в день. Когда мы сушим волосы феном, мы используем турбомашину. Фен обдувает горячим воздухом из нихрома (сплав никеля, хрома и часто железа) воздух комнатной температуры, что ускоряет испарение воды. Важным компонентом фена является тот, который выдувает воздух (он же вентилятор). Этот компонент представляет собой турбомашину. Еще одна часто используемая бытовая машина – стиральная машина. Стиральные машины должны сливать использованную грязную воду и заменять ее свежей водой. Для этого важным компонентом стиральной машины является насос, который используется для удаления грязной воды и подачи свежей воды. Этот насос является турбомашиной.
Если у вас есть автомобиль, вы знаете, как важно поддерживать оптимальную рабочую температуру вашего автомобиля. Водяной насос (гидродинамический насос) необходим для работы вашего автомобиля. Насос обеспечивает циркуляцию охлаждающей жидкости через блок цилиндров, шланги и радиатор и поддерживает оптимальную рабочую температуру.
Другим повседневным примером является кухонная вентиляция. Вентиляторы внутри кухонного вентиляционного отверстия, которые втягивают пары внутрь и выталкивают их через воздуховоды наружу или через фильтры (которые удаляют запахи) и выпускают их обратно в комнату, являются турбомашинами.
Помимо стиральной машины, посудомоечной машины или кухонного вентилятора, когда мы пишем на ноутбуке/рабочем столе, когда мы включаем вентиляцию в ванной, а также когда мы включаем настольный или потолочный вентилятор, мы используем турбомашины .
Все эти компоненты, маленький вентилятор в нашем компьютере, который помогает поддерживать температуру нашего компьютера, или потолочный вентилятор, который обеспечивает тепловой комфорт, необходимый летом, имеют определенные типы геометрии и формы. Вы, наверное, замечали разницу в форме и количестве лопастей между ветряком и современным ветряком. Эти формы и цифры являются результатом тщательного анализа потока жидкости или воздуха через эти машины.
Реклама
2. Достижения в исследованиях вращающихся машин
Поскольку турбомашины являются ключевыми машинами, используемыми в производстве электроэнергии и преобразовании энергии, последние исследования были сосредоточены на улучшении аэротермических характеристик этих машин и их эффективности. В авиационной отрасли исследования были сосредоточены на снижении воздействия на окружающую среду и снижении расхода топлива. Большая часть современных исследований вращающихся машин сосредоточена в основном в следующих областях [1, 2, 3, 4, 5, 6, 7]:
Гидродинамика турбомашин (численное моделирование, теоретическая модель и экспериментальные измерения)
Методы снижения шума и технологии испытаний на шум в вентиляторах, компрессорах, насосах и ветряных турбинах
Методы оптимизации 9 0304 3
- 1. Шринивас Г., Рагхунандана К., Сатиш Шеной Б. Последние разработки в области материалов для компонентов турбомашин и производственные проблемы для авиационных двигателей. Материаловедение и инженерия. 2018;314:012012
- 2. Чандрасекар У., Ян Л.Дж., Гоутхаман С., редакторы. Инновационные методы проектирования, анализа и разработки в аэрокосмической и автомобильной технике (I-DAD 2018). Springer: Nature Singapore Pte Ltd.; 2019
- 3. Келкар Р., Андреако А., Отт Э., Грох Дж. Сплав 718: лазерное порошковое аддитивное производство для турбин. В: Ott E et al, редакторы. Материалы 9Международный симпозиум по суперсплаву 718 и его производным: применение в энергетике, аэрокосмической отрасли и промышленности. Серия «Минералы, металлы и материалы». Чам: Спрингер; 2018
- 4. Лю Р., Ван З., Спаркс Т., Лю Ф., Ньюкирк Дж. Ремонт компонентов аэрокосмической отрасли с использованием аддитивного производства. В: Лазерное аддитивное производство. Эльзевир; 2017
- 5. Амиранте Д., Хиллз, Нью-Джерси, Барнс, К.Дж. Алгоритм подвижной сетки для аэротермомеханического моделирования в турбомашиностроении. Международный журнал численных методов в жидкостях. 2012;70(9)
- 6. Bucchi A, Xing JT и Gaudenzi P. Численное решение для взаимодействия жидкости с активной структурой. В: 19-я Международная конференция по адаптивным структурам и технологиям 2008 г. , ICAST 2008; 2008
- 7. Wang Y, Cai X, Ma X, Tan J, Liu D, Ren D. Бессеточное моделирование обтекания аэродинамического профиля с использованием различных турбулентных моделей. Прогресс в вычислительной гидродинамике: международный журнал. 2017;17(2)
- 8. Xie DM, Shi Y, Li WF, Hou YM, Yu XG и Qin HS. Численное моделирование двухфазного течения влажного пара в неподвижной лопатке последней ступени сверхкритической паровой турбины. В: DRPT 2011-2011 4-я Международная конференция по дерегулированию и реструктуризации электроэнергетики и энергетическим технологиям. 2011
- 9. Li N, Zhou Q , Chen X, Xu T, Hui S, Zhang D. Воздействие капель жидкости на твердую поверхность с приложением к эрозии капель воды на лопатках турбины, часть I: нелинейная волновая модель и решение одномерной влияние. Международный журнал механических наук. 2008;50(10-11):1526-1542
- 10. Zhou Q , Li N, Chen X, Xu T, Hui S, Zhang D. Воздействие капель жидкости на твердую поверхность с применением эрозии капель воды на лопатках турбины, часть II: Осесимметричное решение и анализ эрозии. Международный журнал механических наук. 2008;50(10-11):1543-1558
- 11. Райс Т., Белл Д., Сингх Г. Определение запаса устойчивости между безопасной работой и началом флаттера лопасти. Журнал турбомашин. 2009;131(1):011009
- 12. Haas FM, Chaos M, Dryer FL. Низкотемпературное и среднетемпературное окисление этанола и смесей этанол-PRF: экспериментальное и модельное исследование. Горение и пламя. 2009;156(12):2346-2350
- 13. Хасимото Н., Озава Ю., Мори Н., Юрий И., Хисамацу Т. Основные характеристики горения пальмового метилового эфира (ПМЭ) в качестве альтернативного топлива для газовых турбин. Топливо. 2008
- 14. Lee MC, Bin Seo S, Chung JH, Joo YJ, Ahn DH. Испытание характеристик сгорания ДМЭ в промышленных газовых турбинах для использования в качестве альтернативного топлива для производства электроэнергии. Топливо. 2009;87(15-16):3373-3378
- 15. Мияма Н., Инаба К., Ямамото М. Численное моделирование эффекта вихревого потока при утечке на конце водородного потока вокруг трехмерной лопатки турбины. Журнал тепловых наук. 2008;17(2):186-192
- 16. Chaos M, Dryer FL. Кинетика горения синтетического газа и его применение. Наука и технология горения. 2008;180(6):1053-1096
- 17. Гупта К.К., Рехман А., Сарвия Р.М. Биотопливо для газовой турбины: обзор. Обзоры возобновляемых и устойчивых источников энергии. 2010; 14 (9): 2946-2955
- 1. Введение
- 2. Должности в исследовании вращающейся машины
- .
Getu Hailu
Подано: 30 июля 2019 г.
Опубликовано: 8 января 2020 г.СКАЧАТЬ БЕСПЛАТНО
© 2020 Автор(ы). Лицензиат IntechOpen. Эта глава распространяется в соответствии с условиями лицензии Creative Commons Attribution 3.0, которая разрешает неограниченное использование, распространение и воспроизведение на любом носителе при условии надлежащего цитирования оригинальной работы.
Что такое Вращающаяся электрическая машина
Вращающаяся электрическая машина состоит из статора, ротора и воздушного зазора между ними. Статор и ротор имеют обмотки. Ротор устанавливается в шток, а шток соединяется с двигателем и любыми другими нагрузками. Обмотки предназначены для передачи электрического тока, который генерирует магнитные поля для электрической нагрузки. Там могут быть созданы замкнутые контуры для напряжений.
Рис. 1. Упрощенная схема вращающейся электрической машины
Различают типы обмоток. Ток может работать во вращающейся машине для создания магнитного поля – этот ток называется намагничивающим .
Этот тип обмотки называется обмоткой возбуждения .Ток представляет собой маломощный постоянный ток, а обмотки также могут выдерживать ток нагрузки и будут называться A rmature. В машинах постоянного и переменного тока обмотки, несущие ток намагничивания и ток нагрузки, различаются. Однако в некоторых машинах одни и те же обмотки могут нести нагрузку и токи намагничивания — так бывает в асинхронных двигателях. Эта обмотка называется первичной обмоткой. Выходная обмотка является вторичной обмоткой.
Говоря о преобразовании энергии, электрические машины можно классифицировать следующим образом:
- Генератор – машина, создающая электрическую энергию из механической;
- Двигатель – машина, преобразующая электрическую энергию в механическую.
Классификация вращающихся машин следующая:
- Машины постоянного тока: машины постоянного тока;
- Синхронные машины: здесь постоянный ток проходит по одной обмотке, а переменный ток по другой обмотке;
- Индукционная машина: здесь переменный ток проходит через оба
Для того, чтобы вращающаяся машина вращалась и генерировала электрические токи, используются постоянные магниты, а также входные токи переменного и постоянного тока.
Магнитное поле создает крутящий момент в электродвигателе, а электромагнитные законы помогают генератору создавать электрический ток в магнитном поле.Давайте рассмотрим физику, происходящую в электрических машинах. Во всех электрических машинах сила на проводе равна f=iw[I,B], где iw – сила тока в проводе, а B — магнитное поле. Крутящий момент при минимуме на катушке T=KBiwsinα, здесь K коэффициент, зависящий от геометрии катушек, α – угол между магнитным полем B и током. Генерируются два поля – в статоре и роторе. Магнитное поле статора создает магнитное поле, которое описывается следующей формулой: B=µNi2πR.
Вращающиеся машины представляют собой машины для преобразования энергии, которые характеризуются эффективностью и потерями энергии. Генератор и ротор могут характеризоваться различными видами потерь при прохождении постоянного тока. Потери во вращающихся машинах составляют:
- Электрические потери
- Потери в сердечнике
- Механические потери
Потери в генераторе и двигателе можно классифицировать следующим образом:
- Потери при вращении
- Потери при вращении без нагрузки
- Потери выдерживаемой нагрузки
- Потери в меди в цепи якоря
- Потери в якоре
- Потери щеток
- Потери меди в полевых условиях
- Серийно-полевые потери
- Потери в шунтирующем поле
- Потери при вращении
Однако они имеют разное распределение и значение для структуры потерь генератора и двигателя.
Электрические потери обычно возникают из-за сопротивления постоянному току. Механические потери обычно происходят из-за трения или ветра. Потери могут также иметь место во вращающихся машинах для целей охлаждения. Потери в сердечнике холостого хода состоят из потерь на гистерезис и вихревых токов.Эффективность ротационной машины обычно выражается картой эффективности. Карта эффективности состоит из моментно-скоростных характеристик . Характеристики крутящий момент-скорость различаются для разных машин вращения и зависят от скорости вращения машины. Моментно-скоростные характеристики сходны с вольтамперными характеристиками источника питания схемы.
Характеристики момент-скорость определяют фактическую скорость двигателя, подключенного к нагрузке. Важным фактом является то, что двигатель может создавать ненулевую скорость вращения. Это связано с тем, что двигатель подключен к источнику электроэнергии. И этот электрический источник может быть причиной некоторого крутящего момента двигателя.
это называется пусковой момент .Важно соблюдать типовые рабочие параметры, указанные на двигателе. На заводской табличке указаны тип устройства, производитель, номинальное напряжение и частота, номинальный ток и вольт-ампер, номинальная скорость и мощность. В этом случае номинальное напряжение говорит нам о значении напряжения, необходимом для создания требуемого магнитного потока. Работа на высокой частоте увеличит потери в магнитном сердечнике.
Номинальный ток и номинальные вольт-амперные токи и мощность, необходимые для стабильной работы и предотвращения перегрева двигателя во время работы. Работа с пиковой мощностью может превышать мощность двигателя, крутящий момент и другие характеристики, но в конечном итоге это приведет к перегреву двигателя и отказу в работе.
Другим важным фактором, который следует учитывать, является регулирование напряжения и скорости электрических машин. Регулирование создает возможность поддерживать напряжение или скорость во время работы с изменяющейся нагрузкой на двигатель.
Как рассчитать важные характеристики для вращающихся машин: SR = S0–SLSL и VR = V0–VLVL.Возобновляя работу вращающихся машин, мы видим, что магнитное притяжение и отталкивание помогают создавать механический крутящий момент вращающейся машины. Магнитное поле также может генерировать напряжение и ток в обмотках вращающейся машины.
В случае нашей вращающейся машины, когда ток течет по проводникам в магнитном поле, возникает определенный крутящий момент, и вращающаяся конструкция вращается с определенной скоростью. В этом случае провода, идущие к вращающейся машине, тоже вращаются, создавая противодействующую электродвижущую силу. Если вращающаяся машина подключена к какому-либо источнику механического воздействия, вращение создает электродвижущую силу, движущуюся в магнитном поле, которое создает электрические токи через проводники.
Вращающиеся машины имеют магнитных полюсов. А крутящий момент создается совокупностью магнитных сил притяжения и отталкивания между магнитными полюсами статора и ротора.
Схема вращающихся машин, на которой показаны магниты ротора и статора. Магнит статора статичен, магнит ротора движется.
Вращающиеся машины | Power PE Exam Tools
Синхронные машины
Синхронная машина — это машина, которая вращается с той же частотой, что и переменный ток. Эта частота называется синхронизирующей частотой и в США эта частота составляет 60 Гц. Асинхронная машина вращается с частотой, несколько меньшей этой синхронной частоты.
В этом разделе основное внимание будет уделено синхронным машинам, а в следующем разделе — асинхронным машинам.
Как синхронные, так и асинхронные машины можно разделить на два основных типа машин: (1) генератор или (2) двигатель.
- Генератор: Генератор использует механическую энергию вращения для производства электрической энергии переменного тока.
- Двигатель: двигатели используют электрическую энергию переменного тока для производства механической энергии в форме вращения.
Эти два типа машин более подробно обсуждаются в этом разделе, но сначала вы должны понять общую конструкцию синхронной машины.
Конструкция
Вращающаяся машина состоит из четырех основных частей.
- Механический статор: статор является неподвижной частью синхронной машины.
- Обмотка электрического поля: Обмотка — это еще один термин для обозначения электрической катушки. Поле относится к вращающейся составляющей магнитного поля. В двигателе статор получает трехфазный переменный ток, который создает вращающееся магнитное поле, а в генераторе ротор вращается, создавая вращающееся магнитное поле.
- Механический ротор: Ротор является вращающейся частью синхронной машины.
- Электрическая обмотка якоря: Якорь относится к компоненту, производящему ток. В двигателе обмотка якоря в роторе получает магнитное поле от статора, которое вырабатывает электричество в обмотке якоря, вращающей ротор. В генераторе ротор вращается для создания вращающегося магнитного поля, которое создает ток в обмотке якоря, расположенной в статоре.
Синхронная скорость
Синхронная скорость вращающейся машины определяется приведенным ниже уравнением.
На практике скорость двигателей обычно составляет 1800 об/мин, а скорость некоторых двигателей достигает 3600 об/мин. Часто желательна более низкая скорость из-за меньшего износа двигателя из-за меньшего числа оборотов. Генераторы также работают по тому же принципу и могут варьироваться по скорости от 3600 об/мин до 360 об/мин и ниже. В следующей таблице показана соответствующая синхронная скорость в оборотах в минуту в зависимости от количества полюсов и частоты. Обратите внимание, что количество полюсов всегда будет четным, поскольку всегда должен быть северный полюс и соответствующий ему южный полюс.
Синхронный генератор
Генератор преобразует механическую энергию в электрическую. Механическая энергия используется для вращения ротора генератора, который, в свою очередь, вырабатывает энергию через статор. Для этого постоянный ток, известный как ток возбуждения, протекает через обмотки ротора, создавая магнитное поле.
Механическая энергия, или первичный двигатель, используется для вращения ротора. Первичным двигателем может быть турбина, которая вращается за счет пара, топлива или гидроэнергии. Поскольку магнитное поле в роторе вращается внутри статора, переменное напряжение и ток якоря индуцируются в обмотках статора, производя мощность переменного тока.Ток возбуждения влияет на величину напряжения, а скорость вращения ротора влияет на фазовый угол напряжения.
Эквивалентная схема
На следующем рисунке показана эквивалентная схема синхронного генератора. Понимание эквивалентной схемы и векторных диаграмм, представляющих схему конкретной системы, поможет вам разобраться в большинстве вопросов, связанных с генератором. Начнем с общей эквивалентной схемы. Схема представляет собой ротор и статор генератора, разделенных воздушным зазором, в котором индуцируется магнитный поток от ротора к статору.
Ротор: Постоянный ток возбуждения подается на клеммы F1 и F2 ротора. Ток возбуждения протекает через внутреннее сопротивление (R) и индуктивность (XL) катушки ротора.
В состав сопротивления входит регулируемый резистор, который используется для изменения тока возбуждения.Статор: Магнитный поток, создаваемый ротором, индуцирует напряжение (EA) на статоре. Это напряжение генератора, также известное как внутреннее напряжение. Ток якоря (IA) — это ток, протекающий внутри генератора по статору. На статоре происходит падение напряжения из-за реактивного сопротивления и сопротивления якоря. Сопротивление якоря обычно мало. Результирующее напряжение на клеммах (ТН) можно представить как напряжение на проводах, выходящих из генератора.
Вопросы по синхронному генератору включают поиск одной из переменных в приведенном ниже уравнении.
В синхронном генераторе существует два типа условий нагрузки, которые следует понимать: (1) запаздывающая и опережающая нагрузки. Как обсуждалось ранее в других разделах, запаздывание и опережение выражены в терминах тока на векторной диаграмме. Следующие разделы шаг за шагом проведут вас через векторную диаграмму для этих двух условий и, в конечном счете, как применить приведенное выше уравнение.
- Повышение эффективности материалов для турбомашин
Хотя турбомашины являются одними из наиболее широко используемых машин, двумя основными областями их применения являются производство электроэнергии и движение. Текущие темы исследований высокого уровня, связанные с энергетическими турбинами, включают численное моделирование полей двухфазного потока, и исследовательские усилия направлены на снижение эрозии (кавитационной и жидкокапельной эрозии) в этих машинах [8, 9]., 10]. Вычислительная гидродинамика (CFD) все чаще используется для оценки конструкции лопасти с точки зрения аэроупругой нестабильности для увеличения срока службы и эффективности компонентов [11]. Анализ CFD используется для минимизации эффектов кавитации в гидравлических турбинах, что приводит к повышению производительности, эффективности и экономии средств. Определение сокращения выбросов альтернативных видов топлива является еще одной областью исследований, поскольку экологические нормы становятся все более строгими. Направление исследований включает изучение характеристик горения альтернативных видов топлива (этанол, пальмовый метиловый эфир (ПМЭ), диметиловый эфир (ДМЭ), водород/синтез-газ и биотопливо [12, 13, 14, 15, 16, 17]).
Текущие темы исследований высокого уровня, связанные с энергетическими турбинами, включают численное моделирование полей двухфазного потока, и исследовательские усилия направлены на снижение эрозии (кавитационной и жидкокапельной эрозии) в этих машинах [8, 9]., 10]. Вычислительная гидродинамика (CFD) все чаще используется для оценки конструкции лопасти с точки зрения аэроупругой нестабильности для увеличения срока службы и эффективности компонентов [11]. Анализ CFD используется для минимизации эффектов кавитации в гидравлических турбинах, что приводит к повышению производительности, эффективности и экономии средств. Определение сокращения выбросов альтернативных видов топлива является еще одной областью исследований, поскольку экологические нормы становятся все более строгими. Направление исследований включает изучение характеристик горения альтернативных видов топлива (этанол, пальмовый метиловый эфир (ПМЭ), диметиловый эфир (ДМЭ), водород/синтез-газ и биотопливо [12, 13, 14, 15, 16, 17]).
Реклама
3. Заключительные замечания
Турбомашины необходимы, поскольку они имеют ключевые области применения, включая производство электроэнергии. Следовательно, исследования и разработки проводятся соответствующей отраслью. Таким образом, основное внимание в исследованиях уделяется повышению эффективности (направленной на экономию средств), надежности (увеличению срока службы компонента) и устойчивости (обусловленной более строгими правилами). CFD играет важную роль в проектировании и анализе компонентов турбомашин.
Ссылки
 Springer: Nature Singapore Pte Ltd.; 2019
Springer: Nature Singapore Pte Ltd.; 2019 , ICAST 2008; 2008
, ICAST 2008; 2008 Воздействие капель жидкости на твердую поверхность с применением эрозии капель воды на лопатках турбины, часть II: Осесимметричное решение и анализ эрозии. Международный журнал механических наук. 2008;50(10-11):1543-1558
Воздействие капель жидкости на твердую поверхность с применением эрозии капель воды на лопатках турбины, часть II: Осесимметричное решение и анализ эрозии. Международный журнал механических наук. 2008;50(10-11):1543-1558 Топливо. 2009;87(15-16):3373-3378
Топливо. 2009;87(15-16):3373-3378Разделы
Информация о авторе
 Опубликовано: 8 января 2020 г.
Опубликовано: 8 января 2020 г. Этот тип обмотки называется обмоткой возбуждения .
Этот тип обмотки называется обмоткой возбуждения . Магнитное поле создает крутящий момент в электродвигателе, а электромагнитные законы помогают генератору создавать электрический ток в магнитном поле.
Магнитное поле создает крутящий момент в электродвигателе, а электромагнитные законы помогают генератору создавать электрический ток в магнитном поле. Электрические потери обычно возникают из-за сопротивления постоянному току. Механические потери обычно происходят из-за трения или ветра. Потери могут также иметь место во вращающихся машинах для целей охлаждения. Потери в сердечнике холостого хода состоят из потерь на гистерезис и вихревых токов.
Электрические потери обычно возникают из-за сопротивления постоянному току. Механические потери обычно происходят из-за трения или ветра. Потери могут также иметь место во вращающихся машинах для целей охлаждения. Потери в сердечнике холостого хода состоят из потерь на гистерезис и вихревых токов. это называется пусковой момент .
это называется пусковой момент . Как рассчитать важные характеристики для вращающихся машин: SR = S0–SLSL и VR = V0–VLVL.
Как рассчитать важные характеристики для вращающихся машин: SR = S0–SLSL и VR = V0–VLVL.


 Механическая энергия, или первичный двигатель, используется для вращения ротора. Первичным двигателем может быть турбина, которая вращается за счет пара, топлива или гидроэнергии. Поскольку магнитное поле в роторе вращается внутри статора, переменное напряжение и ток якоря индуцируются в обмотках статора, производя мощность переменного тока.
Механическая энергия, или первичный двигатель, используется для вращения ротора. Первичным двигателем может быть турбина, которая вращается за счет пара, топлива или гидроэнергии. Поскольку магнитное поле в роторе вращается внутри статора, переменное напряжение и ток якоря индуцируются в обмотках статора, производя мощность переменного тока. В состав сопротивления входит регулируемый резистор, который используется для изменения тока возбуждения.
В состав сопротивления входит регулируемый резистор, который используется для изменения тока возбуждения.