Латунь как сварить: Сварка латуни в домашних условиях аргоном и другими способами
Содержание
Как сварить латунь и дюраль или как выдрать газ контроль?
PROTECTOR
Тема наболевшая: http://guns.allzip.org/topic/89/1658320.html провод подпайный к датчику и брошеный на «кузов» не очень, мона как ни будь спаять/сварить:
ну или если кто убирал эту функцию, поделитесь опытом
AZProtect
PROTECTOR
провод подпайный к датчику и брошеный на «кузов» не очень, мона как ни будь спаять/сварить
Вопро про «не очень» или про сварку конкретно?
PROTECTOR
Про сварку
кака
Попробовать спец. припой по алюминю. Ну уж латунь тож залудить обычным образом, а потом спаять. Но если по температуре не проходит, то либо болтиком с гаечкой, либо вытяжной заклёпочкой притянуть. Хотя в данном сочетании существует каменюка. При мех контакте люминя и меди возможны нюансы в виде перегрева до вспышки в месте контакта. По сему заклёпочку нужно брать стальную так же как и болтик с гаечками и шаёбочками.
Хотя в данном сочетании существует каменюка. При мех контакте люминя и меди возможны нюансы в виде перегрева до вспышки в месте контакта. По сему заклёпочку нужно брать стальную так же как и болтик с гаечками и шаёбочками.
Кстати а там случаем у Вас не многожилка в температурной обёртке, то тогда все проще.
RTDS
PROTECTOR
не очень
А что под этим понимается?
PROTECTOR
да не одножилка,к латуни подпаялись только кислотой, да и то не оч крепко.
AZProtect
Если место не будет подвергаться сильному нагреву в процессе эксплуатации, то можно паяльником:
Берете обычный припой.
Лудите детали с нужным флюсом каждую. Нужный флюс в магазине радиодеталей либо в хозмаге.
Прикладываете, нагреваете. Остывает – припаялось.
Но в качестве решения лично мне видится стяжка болтом через пару шайб и гайку.
А ещё есть спец.гильзы для того чтобы конец провода превратить в шайбу. Стоит копейки.
Обжимаете провод с гильзой и прикручиваете гайкой.
PROTECTOR
Парни тут беда и собутыльника приключилась так что я не воспринимаю инфу. Если не тяжело схематически изобраз те .
RTDS
Еще раз спрашиваю — как выглядит проблема в данную минуту? Я в вам в прошлый раз объяснял принцип действия датчика газ-контроля: два контакта, один проводной, второй через корпус. Корпусной контакт засаливается, я его предлагал пустить тоже проводом. Там схема же примитивнейшая, никакой электроники, как последовательно соединенные батарейка и лампочка — такая «сложность».
— Пустили проводом корпусной контакт?
— Если да, то как физически реализовали дополнительный корпусной контакт?
— Если да, то как выглядела ситуация до, после и сейчас?
PROTECTOR
Пустил. Винт к корпусу и к винту гайкой. Работает, но долго держать надо. Экскремент проводился с 2мя конфорками от одной провод быстро отвалился
USSR Moscow
Латунь пасется газовой горелкой и припоем особым
Алюминий тоже, но намного геморней
algol
Латунь пасется газовой горелкой и припоем особым
Латунь- не корова- она — не пасётся! 😊 Даже с «особым» припоем. А латунь паяется — с ОБЫЧНЫМ припоем.
PROTECTOR
algol
латунь паяется — с ОБЫЧНЫМ припоем.
это с каким?
кака
PROTECTOR
это с каким?
Да даже с обычным «третником», но к сожалению не всякая латунь. Помнится по молодости даже проспорил бутыль более старшему товарищу.
Помнится по молодости даже проспорил бутыль более старшему товарищу.
PROTECTOR
у нас только кислотой получилось.
SDR
А латунь паяется — с ОБЫЧНЫМ припоем.
Пайка латуни имеет свои характерные сложности. При термическом воздействии из сплава активно испаряется цинк, образуя плотную пленку из оксида цинка и меди. Пленка из оксида цинка разрушается с большими сложностями, а ее образование при содержании цинка в латуни более 15% происходит достаточно быстро. Канифоль, даже в сочетании со спиртом, не справляется с такой пленкой, что требует использования специальных флюсов.
Если использовать при пайке латуни оловянно-свинцовый припой, то соединение имеет низкую механическую прочность. Так, место спайки латуни оловянно-свинцовым припоем имеет прочность в 1,6 раз меньше, чем спайка меди. Это связано с появлением в паяном шве пор за счет испарения цинка.
Это связано с появлением в паяном шве пор за счет испарения цинка.
SDR
Припой для латуниПрипой для латуни
Припой для латуни должен быть медно-фосфористыми. припоями
Припой – это металл, который в расплавленном состоянии внедряется в паяемые металлы и после остывания соединяет их. Следовательно, он должен иметь температуру плавления значительно ниже температуры плавления латуни и при этом иметь хорошую адгезию с ней, находясь в виде расплава. Обычные сплавы олова со свинцом следует применять в латунях лишь при соединении неответственных деталей, где нет требований к механической прочности и внешнему виду.
Состав применяемого припоя зависит от вида латуни. Если в латуни преобладает медная составляющая, то можно воспользоваться серебряными припоями от ПСр12 до ПСр72, припоями с содержанием латуни от ПМЦ36 до ПМЦ54 и медно-фосфористыми припоями. В случае преобладания содержания цинка следует применять серебряный припой не ниже ПСр40.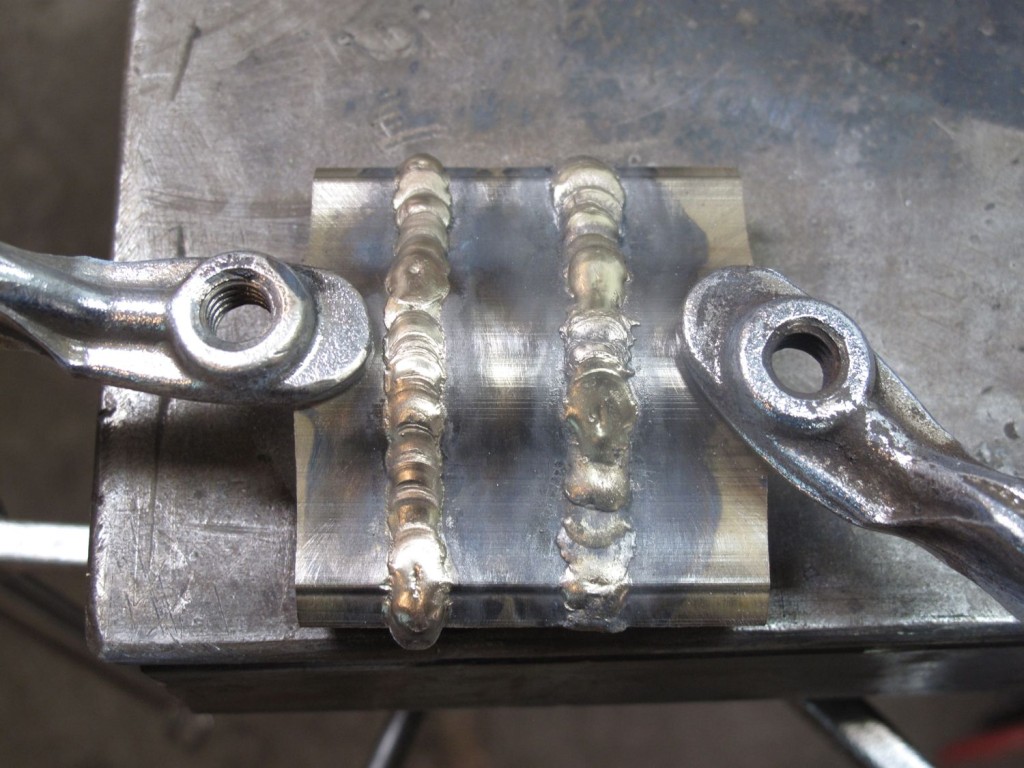 Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Использование фосфористых составов ведет к заметному снижению механической прочности соединения из-за образования непрочных фосфорных соединений цинка. Более дешевые припои на основе латуни типа ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия. При соединении серебряными и фосфористыми припоями латунь достаточно сильно растворяется, что следует учесть, и сокращать время пайки и нагрева металлов.
Для ремонта и соединения стационарно закрепленных деталей (например, радиаторов или труб) часто применяются специальные твердые припои со сложным составом. Хорошие результаты показывает припой типа L-CuP6, имеющий температуру плавления порядка 730?C.
SDR
http://moiinstrumenty.ru/svarochnyj/chem-payat-latun.html
algol
ПМЦ можно использовать только в деталях, не ощущающих вибрации и ударные воздействия.
Гуру инетный! Где в ГАЗОВОЙ пллите УДАРНЫЕ нагрузки? Тупой инетный
algol
балабол!
Пропаяй с хлористым цинком — будет щастье. Теоретегов- на …й.
algol
Там с термопары напряжениие 0 целых- хрен десятых. Можно попробовать батарейку на 1,5В присобачить.
PROTECTOR
поотваливалось то что припаялось, видать от перепадов температуры, плюнул выдрал клапана нах.
Как правильно сварить медь с медью
Медь и ее сплавы (латунь, бронза и т.п.) широко применяются в различных сферах промышленности (особенно в электротехнике и при изготовлении труб) в качестве конструкционных материалов.
Медь широко используется в промышленности ввиду того, что она хороший проводник тепла и тока.
Медь хорошо проводит электрический ток и тепло, прекрасно сопротивляется коррозии, обладает высокой пластичностью и эстетичностью. Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Каждый, кому часто приходится работать с металлами, должен знать, как варить медь.
Особенности сварки меди
Процесс работы с медными изделиями во многом зависит от наличия в ее составе различных примесей (свинца, серы и т.п.). Чем меньший процент таких примесей будет содержаться в металле, тем лучше он будет свариваться. При работе с медью необходимо учитывать следующие ее особенности:
Характеристики меди.
- Повышенная окисляемость. При термической обработке данного металла с кислородом в околосварной зоне возникают трещины и хрупкие зоны.
- Поглощение газов в расплавленном состоянии меди приводит к образованию некачественного шва. Например, водород, соединяясь с кислородом при кристаллизации металла, образует водяной пар, вследствие чего в зоне термической обработки возникают трещины и поры, уменьшающие надежность шва.
- Большая теплопроводность. Это свойство меди приводит к тому, что ее сварку необходимо осуществлять с применением источника нагрева повышенной мощности и с большой концентрацией тепловой энергии в области сварного шва.
 Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п.
Из-за быстрого ухода тепла снижается качество формирования шва и увеличивается возможность образования в нем наплывов, подрезов и т.п. - Большой коэффициент линейного расширения вызывает значительную усадку металла при затвердевании, вследствие чего могут образоваться горячие трещины.
- При возрастании температуры выше 190°C уменьшается прочность и пластичность меди. В других же металлах при повышении температуры снижение прочности происходит с одновременным увеличением пластичности. При температурах от 240 до 540°C пластичность меди достигает наименьшего показателя, в результате чего на ее поверхности могут образовываться трещины.
- Большая жидкотекучесть делает невозможным осуществить качественную одностороннюю сварку на весу. Для этого нужно дополнительно использовать прокладки с обратной стороны.
Вернуться к оглавлению
Влияние примесей на свариваемость меди
Марки меди.
Примеси, находящиеся в меди, оказывают на ее свариваемость и эксплуатационные характеристики различное влияние. Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые – снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Некоторые вещества способны облегчить процесс сварки и повысить качество сварного шва, а некоторые – снизить. Для производства различных изделий из меди наиболее популярной является листовая медь марок М1, М2, М3, которые в определенном количестве содержат серу, свинец, кислород и т.п.
Наибольшее отрицательное влияние на процесс сварки оказывает О2: чем его больше, тем труднее будет добиться качественного шва. В медных листах М2 и М3 допускается концентрация О2 не более 0,1%.
Небольшая концентрация свинца при нормальной температуре не оказывает негативного влияния на характеристики металла. При увеличении температуры наличие свинца в том же количестве вызывает красноломкость.
Висмут (Bi) в твердом металле практически не растворяется. Он обтягивает зерна меди хрупкой оболочкой, вследствие чего сварочный шов становится хрупким как в горячем, так и в холодном состоянии. Поэтому содержание висмута должно быть не более 0,003%.
Самой вредной примесью после кислорода является сера, потому что она образует сульфид, который, находясь на границах зерен, значительно уменьшает эксплуатационные характеристики меди и делает ее красноломкой. При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
При термической обработке меди с большой концентрацией серы она вступает в химическую реакцию, что приводит к появлению серного газа, который при остывании делает шов пористым.
Фосфор считается одним из наилучших раскислителей. Его содержание в медной заготовке не только не снижает прочностные характеристики шва, но и улучшает их. При этом его содержание не должно превышать 0,1%, потому что в противном случае медь становится хрупкой. Это следует учитывать при выборе присадочного материала. Фосфор также уменьшает свойство меди поглощать газы и увеличивает ее жидкотекучесть, а это может повысить скорость свариваемых работ.
Вернуться к оглавлению
Основные способы сварки меди
Основные способы сварки меди.
Сварить медь можно различными способами, самыми популярными из которых являются:
- газовая сварка;
- автоматическая под флюсом;
- аргонодуговая;
- ручная сварка.
Какой бы способ ни был выбран, перед началом работ необходимо правильно подготовить свариваемые поверхности. Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Перед тем как сварить медь, бронзу, латунь и другие сплавы, необходимо свариваемые кромки и присадочную проволоку очистить от загрязнений и окислений до металлического блеска, а затем обезжирить. Кромки зачищаются с помощью щеток по металлу или наждачной бумагой. При этом применять крупнозерновую наждачку не рекомендуется.
Травление кромок и проволоки можно проводить в растворе кислот:
- серной – 100 см3 на 1 л воды;
- азотной – 75 см3 на 1 л воды;
- соляной – 1 см3 на 1 л воды.
После процедуры травления заготовки промываются в воде и щелочи с последующей их сушкой горячим воздухом. Если толщина заготовки будет больше 1 см, то ее предварительно следует прогреть газовым пламенем, дугой или другим способом. Соединение стыков под сварку осуществляют с помощью прихваток. Зазор между стыкуемыми элементами должен быть одинаковым на всем участке.
Вернуться к оглавлению
Газовая сварка медных изделий
Схема газовой сварки меди.
С помощь сварки меди газовой сваркой и при соблюдении технологии выполнения работ можно получить качественный шов с хорошими эксплуатационными характеристиками. При этом максимальная прочность места соединения будет составлять около 22 кгс/мм2.
В связи с тем, что медь обладает большой теплопроводностью, для ее сварки необходимо использовать следующий расход газа:
- 150 л/ч при толщине изделия не более 10 мм;
- 200 л/ч при толщине более 10 мм.
Чтобы снизить процесс образования закиси меди и уберечь изделие от возникновения горячих трещин, сварку следует проводить как можно быстрее и без перерывов. В качестве присадки применяется проволока из электротехнической меди или меди с содержанием кремния (не более 0,3%) и фосфора (не более 0,2%). Диаметр проволоки должен равняться около 0,6 толщины свариваемых листов. При этом максимально допустимый диаметр – 8 мм.
При осуществлении сварки распределять тепло необходимо так, чтобы присадочный материал плавился чуть раньше заготовки.

Для раскисления металла и очищения его от шлака применяются флюсы, которые вносятся в сварочную ванную. Ими также обрабатываются концы проволоки и кромки свариваемых пластин с обеих сторон. Для измельчения зерен наплавленного металла и увеличения прочности шва после окончания работ его проковывают. Если толщина заготовки равна не более 5 мм, проковку осуществляют в холодном состоянии, а при толщине более 5 мм – при температуре около 250°C. После проковки швы отжигают при температуре 520-540°C с быстрым охлаждением водой.
Вернуться к оглавлению
Автоматическая сварка под флюсом
Схема автоматической сварки под флюсом.
Данный метод сварки производится обычным сварочным автоматом на постоянном токе обратной полярности. Если используется керамический флюс, то работать можно и на переменном токе. Чтобы сварить медь толщиной не более 1 см, можно применять обычные флюсы. Если же толщина является больше 1 см, то нужно использовать флюсы сухой грануляции.
В большинстве случаев всю работу осуществляют за 1 проход, применяя проволоку из технической меди. Если шов не должен иметь высокие теплофизические показатели, то для увеличения его прочности соединение бронзы и меди осуществляют бронзовыми электродами. Для того чтобы расплавленный металл не растекался и при этом формировался шов на обратной стороне заготовки, используются флюсовые подушки и графитовые подкладки.
Сварка латуни осуществляется под небольшим напряжением, потому что со снижением силы дуги уменьшатся вероятность испарения цинка. Сварку бронзы производят постоянным током обратной полярности. Высоту флюса ограничивают или используют флюс крупной грануляции (до 3 мм).
Вернуться к оглавлению
Аргонодуговая сварка меди
Принципиальная схема аргонодуговой сварки.
Аргонодуговая сварка широко используется для изготовления медных конструкций различной сложности. Для получения надежного соединения в качестве защитного газа применяется аргон высшего сорта или его смесь с гелием. В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
В быту такая сварка производится вольфрамовыми электродами. В роли присадки обычно выступает проволока, закладываемая встык.
Аргонодуговая сварка вольфрамовым электродом осуществляется при постоянном токе обратной полярности. Электрод должен быть сориентирован строго в полости стыка. Если заготовка имеет толщину более 5 мм, то ее предварительно разогревают до 320-420°C. Медь меньшей толщины можно варить без предварительного подогрева. Некоторые режимы аргонодуговой сварки приведены в таблице.
| Толщина заготовки, мм | Диаметр электрода, мм | Сварочный ток, А | Напряжение дуги, В | Расход газа, л/мин |
| 1,0 | 0,8-1,2 | 80-110 | 18-20 | 7-9 |
| 2-3 | 0,8-1,6 | 140-210 | 19-23 | 8-10 |
| 5-6 | 1,0-1,6 | 250-320 | 23-26 | 10-12 |
| 8,0 | 2,0-3,0 | 350-550 | 32-37 | 14-18 |
Вернуться к оглавлению
Ручная сварка изделий из меди
Схема ручной сварки.
Данный процесс выполняется на постоянном токе обратной полярности. Заготовки толщиной не более 4 мм можно сваривать без разделки кромок, до 1 см – с разделкой с одной стороны. При большей толщине специалисты рекомендуют использовать Х-образную разделку.
Для сварки бронзы и латуни используются электроды марок ММ3-2, ЦБ-1, МН-4 и др. Большую популярность имеют электроды с покрытием «Комсомолец-100». Теплопроводность шва при сварке покрытыми электродами значительно уменьшается. При использовании такой проволоки в шов проникает часть легирующих компонентов, что уменьшает его электропроводность в несколько раз.
Ручная дуговая сварка латуни используется довольно редко. Это обусловлено интенсивным испарением в процессе работ цинка. При сварке латуни заготовку предварительно подогревают. Сварку бронзы покрытыми электродами производят постоянным током обратной полярности как с подогревом, так и без него. При этом используются токи от 160 до 280 А.
Как сваривать латунь, сварка латуни и ее сплавов
Это полное руководство «Как сваривать латунь» охватывает сварку латуни с помощью сварки электродом, сварки TIG, сварки MIG, выбора электрода и присадочной проволоки, предварительного нагрева и температуры между проходами, требований PWHT, и т.д.».
Что такое латунь?
Латунь представляет собой сплав меди (Cu) и цинка (Zn). Они также известны как медно-цинковые сплавы в технических приложениях. Основные марки латуни: С2100, С2200, С2300, С2400, С2600, С2680, С2720 и С2801.
В латуни цинк является одним из основных легирующих элементов, хотя испарение цинка является критической проблемой безопасности при сварке латуни.
Эти сплавы, широко известные как латуни, имеют наибольшее коммерческое применение среди медных сплавов. Цинк растворим в меди на 37% при комнатной температуре и на 32,5% при 25°С. Латуни с низким содержанием цинка имеют содержание Zn в диапазоне от 5 до 20%, в то время как латуни с высоким содержанием цинка содержат от 30% до 40%. Латунь 60-40 известна как металл Мунца.
Латунь 60-40 известна как металл Мунца.
Добавление Zn к Cu увеличивает прочность, твердость и пластичность. Он снижает температуру плавления, плотность, электро- и теплопроводность. Цвет сплава также меняется в зависимости от содержания цинка. С увеличением Zn сплав по цвету приближается к золоту.
Во время сварки цинк испаряется при плавлении латуни, что влияет на свариваемость латуни. Проблема возникает при сварке латунных сплавов с высоким содержанием цинка. Сварщик должен носить полный комплект средств индивидуальной защиты, особенно респираторные маски и капюшоны.
Можно ли сваривать латунь?
Проще говоря, да, латунь можно успешно сваривать с помощью электродуговой сварки, сварки TIG, MIG и газовой сварки, и в этом посте вы узнаете, как эффективно сваривать латунь.
Основная проблема при сварке латуни: — Испарение цинка влияет на свариваемость латуни, что может привести к пористости и несплавлению.
Цинк при испарении создает давление газа, и эти газы, выходя из сварочной ванны, создают поры. Так, латунные сплавы с меньшим содержанием цинка обладают хорошей свариваемостью по сравнению с сплавами с высоким содержанием цинка.
Продолжите этот пост, чтобы узнать о различных методах и процессах сварки латуни с латунью, латуни с медью, латуни со сталью и латуни с нержавеющей сталью.
Можно ли сваривать латунь со сталью?
Да, можно добиться хорошего качества сварного соединения при сварке латуни со сталью. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни со сталью.
Можно ли сваривать латунь с нержавеющей сталью?
es можно добиться хорошего качества сварного соединения при сварке латуни с нержавеющей сталью. Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Выбор сварочного электрода или присадочной проволоки для сварки латуни со сталью в основном ERCuAl-A2 или ECuAl-A2. Хотя это может варьироваться в зависимости от фактического класса латуни.
Продолжайте читать этот пост, чтобы узнать о лучших сварочных электродах Stick или присадочной проволоке TIG MIG для сварки латуни и нержавеющей стали.
Сварочные процессы и машины для латуни
Латунь обычно сваривают с помощью сварки TIG (GTAW) и MIG (GMAW), так как Сварка электродом или сварка SMAW дает плохие характеристики . Сварка стержнем требует более широкого угла разделки для достижения полного провара шва и склонна к захвату шлака.
В целом сварка TIG хороша, так как обеспечивает хороший контроль над сварочной ванной и более мелкое проплавление. Сварные швы TIG отличаются высокой чистотой по сравнению со сваркой электродом или сваркой MIG и имеют лучшее качество с очень хорошим внешним видом валика.
Сварочный стержень и проволока для латуни
Из-за проблемы испарения цинка подходящая присадочная проволока/стержень для сварки латуни недоступна. Кроме того, количество испарения цинка зависит от количества подводимого тепла при сварке, поэтому точный анализ нагара, как правило, невозможен.
В таблице ниже представлены различные типы присадочных металлов, представленные на рынке, и их характеристики.
| Изображение | Продукт | Details | Price | ||
|---|---|---|---|---|---|
| Blue Demon brand ERCuAl-A2 X 1/16″ X 36″ X 1LB TIG TIG Rod | Wire Specification: ERCuAl-A2 Wire Dia: 1/16 ” TIG Welding Filler | Проверка цена | |||
| ERCUAL-A2 MIG HELDING WIRE | Спецификация проволоки: ercual-a2 | Спецификация проволоки: ercual-a2 | . | Проверка цена | |
| ERCUSI-A Силиконовый бронзовый сварки TIG-36 ″ x 1/16 ″-(1 фунт) | ercusi-a ; 1/16 ” TIG Welding Filler Wire | Проверка цена | |||
| ERCUSI-A X .030 X 2LB SPOOLS WELDIN 0,30 дюйма Сварочная проволока MIG Катушка | Проверка цена |
Сварка латуни
Сварка палки или Smaw из латуни (латунь для латуни) Grades C2100, C2200, C2300, C2400, C2600, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C2680, C268. выполняется с использованием стержня ECuSn-a, ECuSn-C и ECuAl-A2 типа . Стержни для сварки стержнями не требуют запекания перед использованием.
Рекомендуется хранить латунные сварочные прутки в печи для выдержки при температуре от 80 до 100°С.
Сварка C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 может выполняться с использованием сварочной проволоки Stick E CuSn-A, ECuSn-C, ECuSi и ECuAl-2
-A2 .
Сварка TIG или MIG C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 может выполняться с использованием присадочной проволоки ERCuSn-A, ERCuSn-C, ERCuSi и ERCuAl-A2 . Свойства этих наплавленных электродов присадочной проволоки/прутка приведены в приведенной выше таблице для справки.
Сварка TIG/MIG латуни с латунью
Пруток для сварки TIG и MIG для сварки латуни с латунью марок C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 ERCuSn-A, ERCuSi-A ЭРКуАл-А2. ERCUAl-A2 — это универсальный сварочный пруток для латуни, который также может использоваться для сварки латуни с углеродистой и нержавеющей сталью.
Чистый аргон используется для защиты при сварке латуни. Смесь аргона и гелия также можно использовать для сварки латуни. Добавление гелия к аргону дает более глубокое проникновение. При сварке открытый корень стыкового шва в трубопроводе требуется продувка. Обычно для продувки используется чистый аргон.
Добавление гелия к аргону дает более глубокое проникновение. При сварке открытый корень стыкового шва в трубопроводе требуется продувка. Обычно для продувки используется чистый аргон.
Сварочный ток Для сварки TIG и MIG латуни
Рекомендуемый сварочный ток для сварки TIG и MIG латуни приведен в таблице ниже. для толщины материала до 2 мм или листа 14 калибра требуется сварочный ток от 130 до 150 ампер. Сварка латуни требует высокого сварочного тока из-за высокой теплопроводности латуни.
Итак, для хорошего сплавления при сварке необходим сильный нагрев. Для толщины от 14 калибров до 5/32 дюйма рекомендуется сварочный ток от 140 до 180 ампер.
Какие защитные газы используются для сварки латуни методом TIG/MIG?
Чистый аргон используется в качестве защитного газа для сварки TIG и MIG латуни и ее сплавов. Требования к чистоте газа и точке росы см. в спецификации AWS A 5.32.
Гелий иногда используется в качестве защитного газа либо в чистом виде, либо в смеси с аргоном для улучшения проплавления при сварке латуни. Нажмите на ссылку ниже, чтобы узнать разницу между защитным, продувочным и остаточным газом.
Нажмите на ссылку ниже, чтобы узнать разницу между защитным, продувочным и остаточным газом.
Разница между защитой газа, продувкой газом и отводом газа?
Сколько разогревать латунь перед сваркой/пайкой?
Латунь с низким содержанием цинка должна быть предварительно нагрета от 100 до 350°C . Латунь с высоким содержанием цинка должна быть предварительно нагрета до более низкой температуры, чтобы избежать дымления цинка. Предварительный подогрев, как правило, не требуется для сварки тонких листов.
При сварке толстого латунного листа или литой латуни предварительный нагрев необходим для достижения хорошего плавления. Благодаря высокой теплопроводности латуни потери тепла при предварительном нагреве снижаются.
Медь и некоторые ее сплавы обладают высокой теплопроводностью, в результате чего во время сварки тепло быстро отводится от соединения к окружающему основному металлу. Такие потери тепла из соединения зависят от толщины или массы основного металла и его температуры.
Слишком быстрая потеря тепла снижает скорость сварки и даже может привести к непровару и пористости. Потери тепла можно свести к минимуму за счет предварительного нагрева основного металла.
Оптимальная температура предварительного нагрева зависит от типа сплава, толщины или массы металла, а также от тепловложения в процессе сварки. Сварка TIG или MIG с гелием вместо аргона в качестве защитного газа требует меньшего предварительного нагрева из-за высокого напряжения дуги, возникающего в процессе.
Сварка MIG с аргоном требует меньшего предварительного нагрева, чем сварка TIG с аргоном, поскольку дуга выделяет больше тепла.
Термическая обработка после сварки (PWHT) латунных сварных швов
Необходимость термической обработки сварного изделия зависит от состава основного металла и области применения.
Сплавы дисперсионно-твердеющего типа подвергаются термообработке после сварки для устранения изменений твердости в зоне сварки, возникающих в результате старения или перестарения, вызванного теплом сварки.
Сварные детали, склонные к коррозионному растрескиванию под напряжением в определенных условиях, должны быть сняты с напряжения.
Температуры снятия напряжений для некоторых медных сплавов, особенно подверженных этому дефекту, приведены в таблице 10.42. Нагрев должен быть постепенным, а сварной шов должен выдерживаться при температуре не менее одного часа.
Как сваривать латунь: сварка латуни с углеродистой сталью
Латунь (C2100, C2200, C2300, C2400, C2600, C2680, C2720 и C2801 ) к углеродистой стали должен быть приварен с присадочной проволокой типа ERCuSi-A .
Перед соединением необходимо нанести масло на обе поверхности сварного шва. Предварительно нагрейте латунь до температуры от 100 до 350°C перед нанесением масла. Для углеродистой стали предварительный нагрев не требуется.
Сварка также может выполняться присадочной проволокой типа ERCuAl-A2 методом сварки TIG или MIG. ERCuAl-A2 обеспечивает хорошее плавление при использовании для соединения латуни с углеродистой сталью.
ERCuAl-A2 обеспечивает хорошее плавление при использовании для соединения латуни с углеродистой сталью.
Советы по успешной сварке латуни
- Всегда направляйте дугу на сварочную ванну. Этот метод минимизирует плавление основного металла, тем самым снижая дымление цинка.
- Направление дуги к сварочной ванне также минимизирует проплавление.
- Очистите латунную поверхность от любых загрязнений, таких как масло, влага или пыль.
- Используйте большой угол скоса для сварного соединения при сварке методом SMAW.
Как сваривать латунь: точечная сварка меди с латунью
Точечная сварка латуни с медью выполняется с помощью обычного аппарата для точечной сварки с использованием подходящего электрода.
Как сваривать латунь: Сварка латуни с кислородно-ацетиленовой сваркой
Газовая сварка или кислородно-ацетиленовая сварка латуни, если требуется, выполняется с использованием стержня типа Cu 5180 (CuSn6P). Однако газовая сварка или сварка латуни не рекомендуется, так как при газовой сварке из-за тепла цинк испарится. Это испарение цинка будет производить много паров и приведет к пористости.
Однако газовая сварка или сварка латуни не рекомендуется, так как при газовой сварке из-за тепла цинк испарится. Это испарение цинка будет производить много паров и приведет к пористости.
При кислородно-ацетиленовой сварке с восстановительной пластиной над расплавленной ванной образуется оксидная пленка, подавляющая улетучивание цинка, при условии, что металл шва не перегревается.
Прутки для газовой сварки латунные рассчитаны на содержание около 40% Zn, так что металл шва имеет хорошую долю твердой и прочной бета-фазы, которая становится мягкой и пластичной при повышенных температурах, предотвращает растрескивание сварного шва.
Похожие сообщения:
- Сварка меди и сварка меди со сталью
- Руководство по ремонту алюминиевых дисков или колесных дисков
- Как сваривать алюминий серии 1100?
- Как сделать пайку чугуна?
Как сваривать латунь TIG: полное руководство
«Этот пост содержит партнерские ссылки, и я получу компенсацию, если вы совершите покупку после нажатия на мои ссылки».
Какое твое любимое хобби? Сварка — это уникальное и веселое хобби, которым любят заниматься многие люди во всем мире. С ним вы можете делать удивительные вещи и создавать отличные проекты после того, как освоите это техническое ремесло. Независимо от того, создаете ли вы небольшой творческий проект для себя или делаете бизнес на том, что вы производите, у вас есть бесконечные возможности для вашего сварочного пути. Сварка предлагает множество способов выполнения работы, в том числе сварку TIG (вольфрам в среде инертного газа).
Если вы новичок, вы можете спросить, как начать сварку TIG латунных материалов? Чтобы начать сварку латунных металлов с помощью процесса TIG, вам необходимо изучить основы сварки, узнать о свойствах плавления металлов, собрать материалы, присоединиться к классу или сообществу сварщиков, а затем попрактиковаться в точности.
Если вы заинтересованы в сварке латуни методом TIG, продолжайте читать эту статью. В этом полном руководстве по сварке латуни ВИГ вы узнаете многие основы сварки ВИГ, а также узнаете, что нужно для сварки латунных материалов. Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Прежде чем вы это узнаете, вы станете мастером сварки TIG!
Что такое сварка TIG?
В мире сварки у вас есть масса возможностей для выполнения работы. Сварщики используют более шестидесяти методов соединения и сплавления металлов. Каждый процесс определяется типом тепла, давления и оборудования, которое вы используете для выполнения работы. Некоторые из них более просты в освоении, чем другие, а некоторые требуют немного больше усилий и мастерства.
TIG означает вольфрамовый инертный газ. Этот процесс также известен как дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW). В методе сварки TIG используется неплавящийся вольфрамовый электрод для подачи тока на сварочную дугу.
Сварка ВИГ — популярный метод, который многие считают самым приятным в сварке. Это потому, что он дает вам больше контроля и точности, чем многие другие. Это может пригодиться, когда вы свариваете изделие нечетной или круглой формы.
Одним из недостатков сварки TIG является то, что необходимые материалы зачастую дороже, чем материалы, необходимые для других процессов. Существует также более крутая кривая обучения. Тем не менее, у этого процесса есть и большие преимущества.
Существует также более крутая кривая обучения. Тем не менее, у этого процесса есть и большие преимущества.
Например, при сварке ВИГ вы можете включить сварные швы как часть своей конструкции. У вас также есть возможность сваривать более экзотические материалы. Это дает много преимуществ при работе с листовым металлом, так как сварные швы небольшие и относительно мягкие. Это облегчает работу с молотком и тележкой.
Процесс сварки TIG
Сварщик создает дугу между основным металлом и вольфрамовым электродом, который не плавится. В месте соприкосновения дуги с основным металлом образуется расплавленная сварочная ванна. Во время работы вы будете медленно подавать тонкую проволоку из присадочного металла в сварочную ванну, где она расплавится.
Во время этого процесса инертный защитный газ защищает вольфрамовый электрод и сварочную ванну от загрязнения кислородом. Сварщик получает готовый продукт сварного шва без шлака, обладающий той же коррозионной стойкостью, что и основной материал.
Вольфрам и сварочная ванна охлаждаются и защищаются инертным газом, обычно аргоном. Это похоже на кислородно-ацетиленовую сварку, так как в обоих процессах вы используете присадочный материал для наращивания и усиления сварного шва.
Сварка ВИГ чаще всего используется для сварки тонких профилей из нержавеющей стали и других цветных металлов, таких как сплавы алюминия, магния и меди. Однако опытные сварщики могут использовать этот метод для других материалов, таких как латунь, с большой точностью, практикой и навыками. Это просто требует от вас понимания материала, с которым вы работаете, и использования правильных настроек на вашей горелке и установке TIG.
Изучение истории сварки ВИГ
Чтобы понять сварку ВИГ, давайте начнем с ее скромных истоков. История сварки TIG началась еще в 1800 году. Это было, когда дуговая сварка была впервые разработана после открытия короткоимпульсной электрической дуги и непрерывной электрической дуги.
Вскоре после этого К. Л. Коффину пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов по-прежнему оставалась сложной задачей для сварщиков. Это связано с тем, что они быстро реагируют с воздухом, в результате чего сварные швы становятся пористыми.
Л. Коффину пришла в голову идея сваривать в атмосфере инертного газа в 1890 году. К сожалению, сварка цветных металлов по-прежнему оставалась сложной задачей для сварщиков. Это связано с тем, что они быстро реагируют с воздухом, в результате чего сварные швы становятся пористыми.
Чтобы решить эту проблему, в 1930-х годах начали использовать инертные газы в баллонах. С тех пор продолжали появляться технологические достижения и другие разработки. Такие усовершенствования сделали сварку еще проще и сделали ее более плавной.
Приступая к работе: знакомство с частями установки TIG
Прежде чем приступить к созданию своего первого проекта сварки TIG, вы должны убедиться, что ваше рабочее место оборудовано соответствующими материалами. Вот некоторые из вещей, которые вам понадобятся, когда вы начнете сварку TIG:
- Вольфрамовый электрод: неплавящийся материал, используемый для разработки сварного шва; они могут иметь чистое или шлифованное покрытие
- Сварочный аппарат: ваш источник энергии; этот источник питания обеспечивает постоянный ток при сварке; может быть постоянного или переменного тока
- Факел: предназначен для автоматического или ручного управления для подачи тепла на работу; они включают в себя множество различных частей, которые можно разобрать
- Рабочий кабель: также известный как кабель заземления с зажимом
- Сварочный кабель: с электрической горелкой TIG на конце
- Подача защитного газа: эти газы защитить зону сварки от атмосферных газов, которые могут вызвать дефекты сплавления; сварщики часто используют 100% аргон или смесь аргона и другого газа
- Вольфрамовый стержень: расположен в электроде; его можно заточить до формы острия или шара
- Медная цанга: удерживает вольфрам и регулирует длину вольфрама, выступающего из чашки
- Керамическая чашка: при необходимости может быть заменена
- Средства индивидуальной защиты: всегда надевайте маску, кожаные перчатки и обувь, защитные очки и т.
 д.
д.
Как работает процесс сварки TIG: обзор
Все процессы сварки включают нагревание металлов для их контролируемого соединения. TIG делает это, используя сильно сфокусированную электрическую дугу, защищенную от атмосферы инертным газом. Вы можете постоянно вносить коррективы во время сварки вашего проекта, что делает процесс TIG таким точным и приятным.
TIG отличается от других методов электросварки тем, что позволяет плавно и быстро плавно запускать и останавливать нагрев. Это помогает предотвратить воздействие температуры на металл. Другие сварочные процессы могут вызвать термический удар, что приведет к хрупкости сварных швов. А мы этого не хотим!
Высококачественные сварочные аппараты TIG позволяют быстро переключать нагрев с помощью ножной педали, ручки или ползунка дистанционного управления на самой горелке, доступного кончиком пальца. Выберите материалы и терморегулятор в зависимости от положения, в котором вы хотите работать. Выберите материалы, в которых вы чувствуете себя наиболее комфортно во время работы.
Выберите материалы, в которых вы чувствуете себя наиболее комфортно во время работы.
При сварке TIG вы держите горелку в одной руке, а другой подаете присадочный стержень. Вы можете использовать сварочный колпак с автоматическим затемнением, чтобы начать сварку более точно.
Чтобы начать сварку TIG, выполните следующие действия:
- Установите на рабочем месте металлическую столешницу или металлическую пластину, надежно закрепленную на столе.
- Соберите припасы, в том числе несколько чистых металлических отходов.
- Возьмите табуретку и поместите педаль в пределах досягаемости, когда вы сидите.
- Носите защитное снаряжение, например, рубашку с длинными рукавами, сварочный шлем, кожаные перчатки и кожаную обувь.
- Установите параметры сварочного аппарата, соответствующие используемому материалу.
- Выберите подходящий сварочный электрод и убедитесь, что газовый баллон включен.
- Убедитесь, что наконечник вольфрама подходит для свариваемого металла.
 Он должен выступать из чашки примерно на одну восьмую дюйма.
Он должен выступать из чашки примерно на одну восьмую дюйма. - Держите горелку подальше от тела, затем нажмите и отпустите педаль. Вы должны услышать, как идет газ.
- Теперь можно приступать к сварке TIG!
Изучение процесса сварки латуни методом TIG
Готовы научиться сварке латуни методом TIG? Латунь — это название довольно распространенного металла, который описывает широкий спектр медных сплавов, содержащих добавки цинка. Вы обнаружите, что латунь имеет множество применений как в коммерческой, так и в личной промышленности. Латунь можно найти в декоративных предметах для дома, ручках и карандашах, украшениях, электрических клеммах, замках и многом другом.
Сварка ВИГ с латунью часто используется для ремонта отливок и соединения листов из фосфористой бронзы. Если вам интересно узнать об этом процессе, читайте дальше.
Почему сварка латуни TIG так сложна?
Сварка латуни методом ВИГ — сложный процесс, многие говорят, что это невозможно. Что делает TIG-сварку латуни такой сложной? Латунь трудно сваривается, так как она содержит цинк. Этот металл, как правило, имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипит, он часто будет прыгать на ваш электрод. Это заставит вас остановиться, отшлифовать вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Что делает TIG-сварку латуни такой сложной? Латунь трудно сваривается, так как она содержит цинк. Этот металл, как правило, имеет низкую температуру плавления, что влияет на то, как вы работаете с материалом и свариваете его. Когда цинк закипит, он часто будет прыгать на ваш электрод. Это заставит вас остановиться, отшлифовать вольфрам и продолжить работу. Кроме того, латунь очень теплопроводна, а это означает, что для сварки требуется много тепла.
Эти сложные аспекты сварки TIG латуни могут оттолкнуть многих начинающих и даже опытных сварщиков. Это требует от вас изучения и понимания свойств этих металлов, а также практики, пока вы не изучите правильную температуру, настройки устройства TIG и многое другое, чтобы создать идеальный продукт. Это сложный процесс.
Однако все латунные металлы можно успешно паять серебром, сваривать MIG и TIG при правильном подходе, технике и точности.
Защитите себя от паров цинка
Когда вы используете дуговую сварку в среде защитного газа и добавляете свинец для свободной резки латуни и бронзы, это может привести к пористости и проблемам с дымом.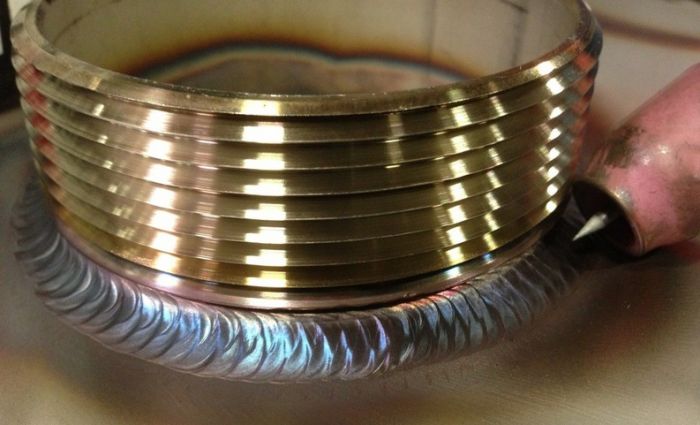 Некоторые не рекомендуют газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать дым и пористость. Тем не менее, при надлежащей подготовке и правильных защитных материалах вы можете успешно использовать этот метод.
Некоторые не рекомендуют газовую сварку латуни, так как цинк имеет тенденцию испаряться и вызывать дым и пористость. Тем не менее, при надлежащей подготовке и правильных защитных материалах вы можете успешно использовать этот метод.
Поскольку латунь содержит цинк, вы должны быть осторожны, чтобы не вдыхать пары при сварке TIG. Рекомендуется обеспечить достаточную вентиляцию рабочей зоны. Кроме того, наденьте респиратор или используйте экстрактор дыма, чтобы удалить пары цинка из зоны дыхания.
При сварке TIG используйте защитный газ, состоящий из 100 % аргона или комбинации аргона и двуокиси углерода.
Советы по нагреву металла
Латунь плавится очень быстро, поэтому важно знать свойства металла перед началом работы с ним. Начните с определения содержания цинка в конкретной латуни, с которой вы работаете. Это может помочь вам определить, насколько сильное пламя вам нужно будет использовать.
Если вы используете предварительный нагрев, начните с предварительного нагрева металла до температуры не выше 350-400 градусов по Фаренгейту. Некоторые сварщики порекомендуют вам пойти еще ниже. Если нагреть слишком сильно, структура латуни может измениться. Также важно не забывать использовать люнет для руки с горелкой во время работы.
Некоторые сварщики порекомендуют вам пойти еще ниже. Если нагреть слишком сильно, структура латуни может измениться. Также важно не забывать использовать люнет для руки с горелкой во время работы.
Регулярная пульсация сварочного тока
Опытные сварщики рекомендуют регулярно пульсировать силу тока во время сварки TIG. Вы можете настроить свой TIG-аппарат на автоматический импульсный режим или выбрать импульсный режим вручную с помощью педали.
Импульсный режим применяет регулярное изменение силы тока от высокой к низкой при сварочных работах. Это позволяет сваривать более тонкие металлы или металлы с высокой теплопроводностью, такие как латунь, не прожигая их. Для начала попробуйте подавать импульсы со скоростью 30 импульсов в секунду при силе тока, установленной на 200.
Используйте припой
Также рекомендуется использовать припой с латунью для сварки TIG. Эти припои плавятся при более низкой температуре, чем ваша латунь. Таким образом, во время работы вы никогда не достигнете температуры плавления латуни, с которой работаете. Если вы достигнете температуры плавления латуни, она может пузыриться и привести к пористости, что может быть непривлекательно для готового изделия.
Таким образом, во время работы вы никогда не достигнете температуры плавления латуни, с которой работаете. Если вы достигнете температуры плавления латуни, она может пузыриться и привести к пористости, что может быть непривлекательно для готового изделия.
Помните об этих рекомендациях при сварке латуни методом TIG
По мере того, как вы узнаете все больше и больше о процессе сварки TIG и использовании латунных материалов, вы узнаете, что лучше всего подходит для вас и вашего рабочего места. Вы обнаружите, что вам могут понадобиться материалы и настройки на вашем устройстве TIG, аналогичные тем, которые вы использовали бы для сварки алюминия TIG. Обратите внимание, что вы также можете использовать стабилизированный переменный ток, постоянный ток и отрицательный электрод для этого процесса.
Вот еще несколько советов, которые могут пригодиться вам в процессе сварки:
- Заземлите вольфрамовый электрод до очень острого конца.
- Нагревайте основной металл, а не металл сварного шва.

- Поддерживайте максимально возможную скорость движения. Продолжайте регулярно добавлять наполнитель гладким и равномерным способом.
- Убедитесь, что ваш металл чистый. Перед началом работы протрите его ацетоном или другим чистящим раствором.
Другие важные советы по сварке ВИГ, о которых следует помнить
Сварка ВИГ — это процесс, обеспечивающий большую универсальность и гибкость по сравнению с другими методами. Однако с этими преимуществами начинающий сварщик сталкивается с некоторой сложностью, требуя больше практики, чтобы убедиться, что он удобен с оборудованием.
TIG может быть сложным процессом, если вы только начинаете, но это не обязательно! Изучив правильные методы, убедившись, что у вас есть подходящее оборудование, и регулярно практикуясь, вы сможете освоить этот захватывающий метод сварки. Приступая к сварке TIG, примите во внимание следующие советы.
Держите оборудование под правильным углом
Если у вас когда-нибудь возникнут проблемы со сваркой TIG, вы чаще всего можете решить эту проблему, убедившись, что у вас есть правильный угол для удержания горелки и присадочного материала при его добавлении. к твоей расплавленной луже. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
к твоей расплавленной луже. Также важно помнить, что горелка плавит основной материал, а расплавленная основа плавит присадочный стержень.
Если вы правша, держите горелку в правой руке и работайте справа налево. Если вы левша, то будете работать слева направо.
- Расположите горелку примерно в одной восьмой дюйма от рабочей поверхности.
- Затем наклоните резак примерно на 15-20 градусов в сторону от направления движения. Это позволяет вам лучше видеть лужу, а также обеспечивает лучшую видимость вашего наполнителя.
- Затем переместите резак вдоль шва, следя за тем, чтобы он находился по центру.
- Если вам нужен присадочный материал, вводите его под как можно меньшим углом, стараясь не касаться вольфрама.
- Проведите горелкой вдоль шва, добавляя при необходимости наполнитель.
Не допускайте контакта вольфрама с заготовкой
При сварке TIG вольфрам ни в коем случае не должен касаться обрабатываемой детали. Если это так, вы услышите другой звук и цвет. Это означает, что вольфрам может быть загрязнен. Чтобы устранить эту проблему, ослабьте заднюю крышку и выньте вольфрам. Вы должны делать это с осторожностью, так как вольфрам будет горячим.
Если это так, вы услышите другой звук и цвет. Это означает, что вольфрам может быть загрязнен. Чтобы устранить эту проблему, ослабьте заднюю крышку и выньте вольфрам. Вы должны делать это с осторожностью, так как вольфрам будет горячим.
Подойдите к шлифовальному станку и очистите конец вольфрама. Измените форму конца вольфрама по мере необходимости. Изучая процесс TIG, часто погружайте вольфрам. С практикой вы будете более точны и стабильны, и эта ошибка будет случаться реже.
Подготовка вольфрамового электрода с правильным наконечником
Работа на разных поверхностях означает, что вам потребуются разные типы вольфрама. Например, когда вы работаете с алюминием, вам может понадобиться зеленый вольфрам. Сталь часто ассоциируется с красным вольфрамом. По мере продвижения вы обнаружите, что ваш вольфрам лучше работает с определенными материалами. Экспериментируйте на практике, чтобы узнать, что работает лучше всего.
В зависимости от используемого материала вам потребуется правильно подготовить вольфрамовый электрод. Однако перед шлифовкой вольфрама убедитесь, что вы прочитали руководство пользователя, в котором содержатся конкретные инструкции по технике безопасности, и узнайте о правильной технике шлифовки для вашего оборудования.
Однако перед шлифовкой вольфрама убедитесь, что вы прочитали руководство пользователя, в котором содержатся конкретные инструкции по технике безопасности, и узнайте о правильной технике шлифовки для вашего оборудования.
При работе с вольфрамом рекомендуется использовать алмазный шлифовальный круг, так как это очень твердый металл. Вы можете использовать традиционный шлифовальный круг, но вы не сможете получить такую же хорошую точку на своем вольфраме, и вы можете быстрее изнашивать свой круг.
Для начала держите электрод параллельно колесу, а не перпендикулярно. Вы хотите, чтобы следы заточки проходили по всей длине вольфрама, а не поперек него. Они помогают потоку отклонения электрода.
Обеспечьте устойчивую хватку, медленно вращая электрод, чтобы сформировать точку, подобно тому, как вы затачиваете карандаш. Постарайтесь получить острие примерно в два с половиной раза больше диаметра электрода. Создание этого острого острия — лучший метод для работы с мягкой сталью, нержавеющей сталью и хромомолибденом. Для алюминия вы бы добавили еще один шаг: возьмите заостренный вольфрам и отшлифуйте кончик, чтобы создать плоское пятно.
Для алюминия вы бы добавили еще один шаг: возьмите заостренный вольфрам и отшлифуйте кончик, чтобы создать плоское пятно.
Практика ведет к совершенству
Продолжайте практиковаться в сварке TIG с использованием металлолома по мере обучения. Во время обучения обязательно учитывайте эти простые советы:
- Сварка с минимальной мощностью. Это поможет вам создать лужу, которую вы сможете поддерживать, когда осваиваете процесс.
- Убедитесь, что ваши металлы чистые. Это гарантирует, что ваша работа будет эффективной, и вы сможете создать сильную дугу и сварку.
- Следите за процессом сварки. Сконцентрируйтесь от начала до конца, чтобы получить ровный шов.
- Понимание действия различных защитных газов. Каждое из них будет влиять на температуру и, в свою очередь, на конечный продукт вашего сварного шва.
- Заканчивая дугу, делайте это медленно, а не резко.
 Слишком быстрое отключение дуги может увеличить риск образования трещин.
Слишком быстрое отключение дуги может увеличить риск образования трещин. - Используйте таблицы присадочного металла. Они могут помочь вам определить правильные стержни для материалов, с которыми вы работаете.
- Всегда надевайте надлежащее защитное снаряжение! Попробуйте тонкие перчатки, чтобы лучше контролировать свою работу.
Позвольте мне помочь вам улучшить свои навыки сварки!
Подпишитесь на мой еженедельный информационный бюллетень и получайте полезные советы, инструменты и теоретические сведения о сварке и соединении.
Рассмотрите альтернативный метод сварки, например, метод сварки в кислородно-ацетиленовом газе для латунных материалов. начал. Не волнуйся! Есть много других методов сварки латуни, которые вы должны попробовать, и которые могут иметь менее крутую кривую обучения.
Когда вы пытаетесь определить, какой метод сварки лучше для вас, проверьте следующее:
- Дуговая сварка металлическим электродом
- Дуговая сварка угольным электродом
- Дуговая сварка металлическим электродом в среде защитного газа
- Дуговая сварка металлическим электродом в среде защитного газа
- Оксиацетиленовый газ сварка
Сварка в кислородно-ацетиленовом газе требует от вас приобретения некоторого количества газообразного кислородно-ацетиленового газа, чтобы создать защитный экран вокруг латуни во время работы.
- Смешайте флюс с водой, чтобы получилась паста. Затем нанесите его на латунную поверхность, над которой вы работаете.
- Используйте флюс для пайки твердым припоем или специально созданный для кислородно-ацетиленовой сварки.
- Запустите подачу ацетилена на низком уровне, а затем отрегулируйте его по мере работы и выясните, какая настройка является наилучшей. Вы хотите получить сильное окислительное пламя, достаточное для образования покрытия на латунном материале.
- Очень важно, чтобы на рабочем месте было достаточно кислорода. Это гарантирует, что пары цинка не будут выделяться из латуни. Однако, если у вас слишком много кислорода, это затруднит процесс сварки.
- Убедитесь, что используемый сварочный наконечник как минимум на один размер больше, чем тот, который вы выбрали бы для стали такой же или подобной толщины. Латунь обладает высокой теплопроводностью, поэтому сварка латуни значительно упрощается.
Сварка вовсе не обязательно должна быть сложным или напряженным процессом! Это может стать забавным и расслабляющим хобби, которым можно заняться, как только вы попрактикуетесь и освоите свою любимую технику.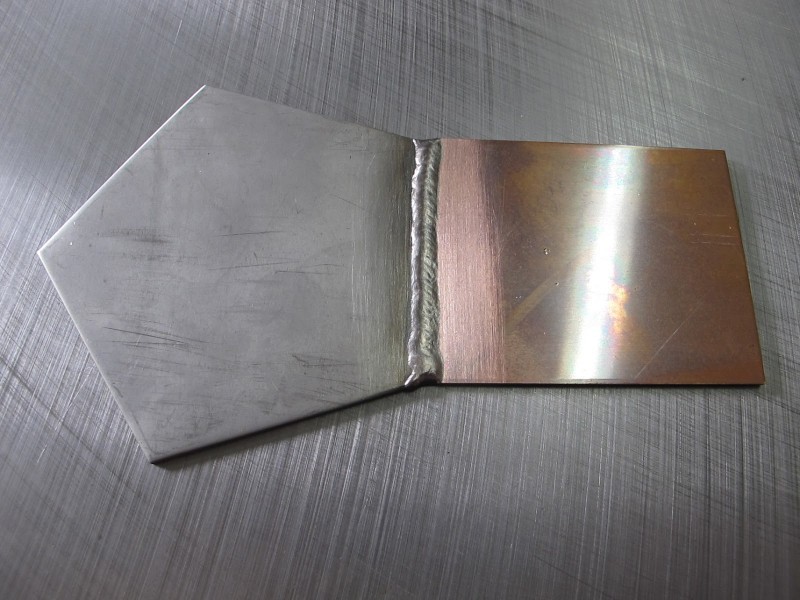 Попробуйте разные способы сварки. Затем обязательно попрактикуйтесь, проконсультируйтесь со сварщиками-ветеранами и узнайте, что лучше всего подходит для вас!
Попробуйте разные способы сварки. Затем обязательно попрактикуйтесь, проконсультируйтесь со сварщиками-ветеранами и узнайте, что лучше всего подходит для вас!
Совершенствуйте свои знания и навыки в области сварки
Сварка — отличное хобби, которым многие люди с энтузиазмом занимаются! Как вы, возможно, уже знаете, есть много способов начать работу со сваркой и улучшить свои навыки. Сварка TIG — это только один доступный вам метод, и помимо латуни можно использовать множество других материалов. Вы сможете делать практически все, как только освоите основы.
Подумайте о некоторых проектах, которые вы, возможно, захотите реализовать в будущем. Затем продолжайте учиться и практиковаться, чтобы воплотить в жизнь свои мечты о сварке.
Если вы хотите продолжить изучение сварки в качестве хобби, продолжайте читать статьи или книги, чтобы углубить свои знания. Также полезно присоединиться к местному классу или сообществу сварщиков в вашем районе. Эти ресурсы могут помочь вам учиться на демонстрациях и учиться на практике, чтобы вы могли создавать еще более подробные и творческие проекты.
