Линейно сцепная арматура: 10, 35, 110 . 10, 35, 110 , ,
Содержание
Линейно-подвесная арматура для ЛЭП | ПО «Гарантия»
Арматура СИП
Арматура для ЛЭП
Изоляторы для ЛЭП, ПС и КС
Ограничители перенапряжения
РВО, РВН, РТВ, РДИП
Разъединители РЛНД
Компания «ПО «Гарантия» осуществляет поставки таких видов линейно-подвесной арматуры, как арматура для ЛЭП, арматура СИП, ограничители перенапряжения и многое другое. Линейно-подвесная арматура используется в различных целях при прокладке ЛЭП.
«ПО «Гарантия» является официальным партнером компании «НИЛЕД», ведущего эксперта и производителя арматуры СИП в России.
Интересует линейно-подвесная арматура? Звоните по телефону:
+7 (343)287-10-33
Ниже приведено краткое описание основных видов линейной арматуры, поставляемой компанией «ПО «Гарантия».
Арматура СИП применяется для крепления самонесущих изолированных проводов. Это зажимы, гильзы, наконечники, соединители и другие вспомогательные элементы, используемые для прокладки и монтажа кабеля на ЛЭП.
|
|
- Защитная арматура – кольца, зажимы, экраны, гасители вибраций, распорки, муфты и прочее
- Натяжная арматура для ЛЭП используется для обеспечения необходимого натяжения проводов
- Соединительная арматура для ЛЭП
- Сцепная арматура для ЛЭП – выполняет соединительную функцию гирлянд изоляторов
- Арматура для ЛЭП поддерживающая – для поддержки и обеспечения нужного уровня проводов
- Контактная арматура для ЛЭП – зажимы аппаратные, ответвительные, ремонтные
Изоляторы для ЛЭП являются необходимым видом оборудования при строительстве линий электропередач. Изготавливаются из фарфора, либо из стекла или полимерных материалов (стеклопластик). Изоляторы из закаленного стекла, благодаря своей прозрачности, позволяют сразу обнаружить заломы, трещины и другие повреждения, кроме того, процесс их изготовления может быть полностью автоматизирован.
Изготавливаются из фарфора, либо из стекла или полимерных материалов (стеклопластик). Изоляторы из закаленного стекла, благодаря своей прозрачности, позволяют сразу обнаружить заломы, трещины и другие повреждения, кроме того, процесс их изготовления может быть полностью автоматизирован.
Наибольшим спросом в настоящее время пользуются изоляторы стеклянные и фарфоровые, однако полимерные являются более прочными.
Остались вопросы? Позвоните нам прямо сейчас!
|
|
Линейно сцепная арматура с доставкой в любой регион РФ от Ирбитского механического завода «Ница».
Главная \ Направления производства \ Линейно-сцепная арматура
Одним из направлений «АО «Ирбитский механический завод «НИЦА» является изготовление и поставка линейно-сцепной арматуры, востребованной при монтаже СИП и ВЛ. Возможность изготовления по ваших чертежам
Возможность изготовления по ваших чертежам
Поставка от 3-х дней
Гибкая система ценообразования
Доставка в любой регион России
Неснижаемый остаток ходовых позиций
Оставьте заявку!
Рассчитаем стоимость изготовления и поставки детали
Оставить заявку
Поставки сцепной арматуры от производителя
«АО «Ирбитский механический завод «НИЦА» предлагает следующие изделия:
№ | Тип изделия | Наименование изделия |
1 | Серьги | СРС-7-16, СР-7-16, СР-12-16, СР-16-20, СР-21-20. |
2 | Звено | ПР-7-6, ПР-12-6, ПР-16-6, ПР-21-6, ПРВ-7-1, ПРВ-12-1, ПРВ-16-1, ПРВ-21-1. |
3 | Звено | ПРТ-7-1, ПРТ-12-1, ПТМ-7-2, ПТМ-7-3, ПТМ-7-3а, ПРР-7-1, ПРР-12-1, 2ПРР-7-2, 2ПРР-12-2, 2ПР-7-1, 2ПР-12-1. |
4 | Скоба | Скоба -7-1а, Скоба -12-1а, Скоба -16-1а. |
5 | Зажим натяжной | НАС-240-1, НАС-330-1, НАС-450-1, НАС-500-1, НАС-600-1. |
6 | Коромысло | К2-7-1С, 2КУ-12-1, 3ПГН-5-7 |
7 | Крюк универсальный | CF-16, СS-16. |
8 | Кронштейн анкерный | СА-16. |
9 | Оконцеватель для изолятора | ИЛ04, ИЛ15. |


На складе поддерживается неснижаемый остаток наиболее востребованных позиций, что высоко ценят партнеры предприятия. Оплата производится перечислением средств на счет. Мы сотрудничаем с предприятиями всех регионов России. Доставка осуществляется собственным, либо привлеченным транспортом. Нацелены на долгое, взаимовыгодное сотрудничество. Будем рады приветствовать вас в числе партнеров!
Каталог продукции: линейно-сцепная арматура
Размер файла: 5 Mb
Скачать
Крупное многопрофильное предприятие
Высокую производственную мощность обеспечивают 5 цехов
Нестандартная сцепная арматура
Возможно изготовление поковок изделий по чертежам заказчика
Гарантия качества
Выпускаемая продукция соответствует ГОСТ, ТУ
Всегда в наличии на складе
Мегагрупп. ру
ру
Лучшее руководство по магнитным линейным муфтам от
Магнитная линейная муфта трубчатого типа
В этой третьей статье Tech Talk из пяти частей серии о магнитных линейных муфтах, посвященных крутящему моменту и магнитным линейным муфтам, мы более подробно рассмотрим магнитные линейные муфты. Подобно магнитной муфте крутящего момента, магнитная линейная муфта основана на магнитном взаимодействии между двумя половинами муфты. Как и в муфте крутящего момента, обычно одна половина является ведущей, а другая — ведомой. Линейные муфты часто проще спроектировать и изготовить по сравнению с муфтами крутящего момента, потому что движение является линейным и невращательным.
Линейный ответвитель может быть простым, состоящим из двух магнитов, или более сложным, состоящим из инженерных массивов, содержащих несколько магнитов различной конфигурации. Рабочий зазор между половинками муфты, требуемое усилие сцепления и условия эксплуатации являются основными параметрами конструкции.
Существует множество вариантов линейных муфт. Принципиальное сходство в том, что «половинки» стяжки «сцеплены» через зазор. Одна «половина» может распространять другую «половину» без контакта. Все распространенные и уникальные конструкции линейных муфт направлены на минимизацию стоимости, повышение производительности и использование специфической геометрии приложения.
Одним из распространенных типов линейных муфт являются простые магниты на опорной пластине. Размер магнитов зависит от зазора и желаемой передаваемой силы. (Как обсуждалось ранее, чем больше зазор, тем меньше будет связь магнитного потока, и это приводит к меньшей силе связи.) В простейшей конструкции используются два магнита, чередующиеся с СЕВЕРА на ЮГ. Подложка соединяет нерабочие грани магнитов и увеличивает эффективное поле в зазоре, а значит, и силу связи.
Площадь поперечного сечения магнита, магнитная длина, расстояние между магнитами, сплав опорной пластины и толщина опорной пластины — все это переменные в конструкции и должны быть оптимизированы для нужд конкретного применения.
Система с двумя магнитами на «половину муфты» может быть расширена до трех или более магнитов на половину для добавления дополнительной силы сцепления. Ограничением является доступное пространство и стоимость.
Во втором наиболее распространенном типе линейных муфт используются «стальные опоры» в качестве рабочих зон, и они широко используются в «круглых» устройствах, особенно при использовании труб.
Истинное радиально намагниченное кольцо
Для этой геометрии можно было бы использовать идеально «радиально» ориентированные магниты, но такая ориентация очень сложна в производстве, очень дорога и имеет ограничения на OR и IR магнитов. Дополнительную информацию о радиально ориентированных магнитах и других вариантах намагничивания можно найти здесь: Варианты неодимового намагничивания
Чтобы обойти это ограничение, аксиально ориентированные магниты используются в сочетании со стальными полюсами. Это облегчает соединение на 360°. Магниты «зажаты» стальными полюсами, а диаграмма направленности полюсов магнит-сталь чередуется до требуемой осевой длины. Осевая длина половинок муфты является основным фактором силы сцепления.
Осевая длина половинок муфты является основным фактором силы сцепления.
Подобно моментной муфте, линейная муфта этого типа имеет внутреннюю и внешнюю половины массива; однако отсутствует вращательная муфта.
Мы знаем, что дизайн, полезность и внешние переменные неразрывно связаны во многих приложениях. Магнитные линейные муфты ничем не отличаются. Пожалуйста, свяжитесь с Dura Magnetics для проектирования и выбора.
Линейный ответвитель — WESTINGHOUSE ELECTRIC CORP
Мое изобретение относится к линейным ответвителям или устройствам взаимной индуктивности и, в частности, к созданию тороидальных обмоток для таких устройств.
В некоторых защитных устройствах или системах для защиты многополюсной шины или другого электрического оборудования от внутренних неисправностей в них оказалось полезным использовать параллельно соединенные ответвители напряжения или взаимные индуктивности, которые по существу линейно реагируют на токи в сети. соответствующие клеммы шины или другого защищенного устройства. Требуется, чтобы эти трансформаторы или ответвители реагировали как по существу линейно на ток клеммы, так и по существу астатично, то есть не реагировали бы на внешние поля. Для выполнения первого требования необходимо использовать ненасыщающий сердечник, а для выполнения второго требования необходимо использовать тороидальную вторичную обмотку, в которой несколько витков расположены на равном расстоянии друг от друга.
Требуется, чтобы эти трансформаторы или ответвители реагировали как по существу линейно на ток клеммы, так и по существу астатично, то есть не реагировали бы на внешние поля. Для выполнения первого требования необходимо использовать ненасыщающий сердечник, а для выполнения второго требования необходимо использовать тороидальную вторичную обмотку, в которой несколько витков расположены на равном расстоянии друг от друга.
Эти тороидальные трансформаторы дают результаты, отличающиеся от обычных трансформаторов тока с железным сердечником тем, что они создают внутреннее напряжение, которое по существу линейно реагирует на линейный ток, а не развивают вторичный ток, который отражает фазу и величину первичного тока независимо от вторичного импеданса. . Эти тороидальные трансформаторы преодолевают ограничение трансформатора тока типа 3 с железным сердечником, который не может должным образом воспроизвести первичный ток, когда он намного превышает нормальный (во время замыканий на линии) из-за насыщения железного сердечника трансформатора тока этого типа.
Чтобы получить тороидальную обмотку трансформатора, имеющую желаемую характеристику астатичности или невосприимчивости к внешним полям, необходимо, чтобы витки обмотки были равномерно распределены по оси тороида. 4. Этого нелегко добиться при формировании таких обмоток. Обычно такие обмотки формируют вручную, используя кольцевую форму, на которую наматывается проводник, образующий обмотку.
Эта операция требует многократного пропускания 4 проводников обмотки через отверстие в тороиде столько раз, сколько витков обмотки должно быть обеспечено. Многие такие обмотки требуют многих сотен витков, что делает операцию намотки вручную очень утомительной и трудной, так как необходимо равномерно распределить различные витки вокруг оси тороида.
Целью изобретения является создание трансформатора или индуктивного соединителя, имеющего тороидальную обмотку, которая является по существу астатической и в которой витки обмотки равномерно распределены по тороиду.
Еще одной целью изобретения является создание способа формирования тороидальной обмотки, который приведет к по существу равномерному распределению витков обмотки вокруг оси тороида для обеспечения по существу астатической обмотки.
Еще одной целью изобретения является создание способа формирования обмотки вышеуказанного типа, который является недорогим и легко реализуемым и на который можно положиться, чтобы получить однородные результаты.
Другие цели и преимущества изобретения будут очевидны из следующего описания предпочтительных вариантов его осуществления со ссылкой на прилагаемый чертеж, на котором: Фигура 1 представляет собой вид сбоку, частично в отрыве и частично в разрезе обмотки. после того, как витки обмотки были сформированы в цилиндрическую структуру обмотки и до того, как они были согнуты в готовую тороидальную форму. Сечение части рисунка выполнено по линиям I-I — рис. 2, рис. 2 — вид с торца обмотки, показанной на рис. 1, со снятой оправкой.
На рис. 3 показан участок конца обмотки на рис. 1, снятый по линии сечения III-III :0 на рис. 2, на рис. 4 вид, иллюстрирующий способ гибки цилиндрической обмотки в форму тора.
На рис. 5 показано использование тороидальной обмотки, 5 на рис.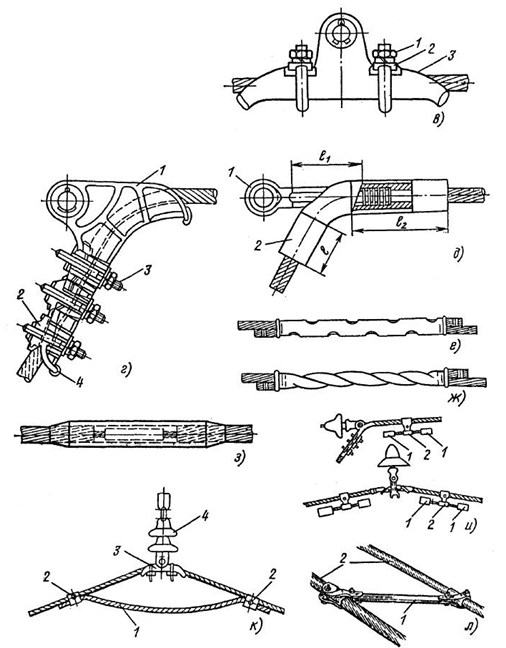 6 показана измененная форма обмотки, а на рис. 7 показан вид с торца обмотки, аналогичной рис. 2, но намотанной по существу прямоугольной формы.
6 показана измененная форма обмотки, а на рис. 7 показан вид с торца обмотки, аналогичной рис. 2, но намотанной по существу прямоугольной формы.
o В соответствии с изобретением проводник, образующий обмотку, сначала наматывают, как показано на рис. 1, в цилиндрическую или другую подходящую форму, причем витки обмотки размещают на оправке или в форме ., несколько слоев 2 , s, 4, 5, 5 и т. д., наматывая один на другой до тех пор, пока не будет обеспечено желаемое количество витков обмотки. Когда витки обмотки наматываются на оправку I, элементы 8, 7 и 8, которые могут быть выполнены из тканевой ленты, помещаются между несколькими слоями витков, как лучше всего показано на рис. 1 и 2, с одной стороны обмотки, и позиционирующие элементы 9., I и I, которые могут быть выполнены из резиновой ленты, помещаются между слоями на противоположной стороне витков.
Позиционирующие элементы на нижней стороне, как показано, обычно намного менее эластичны, чем элементы 9, 10 и 1, и имеют тенденцию связывать изгибы слоев против чрезмерного относительного перемещения, в то время как распорные элементы на противоположной стороне более эластичны, и по мере того, как они растягиваются, образуя тороид, фрикционно взаимодействуют с отдельными витками соседних слоев и имеют тенденцию вызывать аналогичное движение между витками каждого слоя. Несколько позиционирующих ленточных элементов 6, 1 и 8 при желании могут быть изготовлены из того же эластичного материала 1, что и элементы 9., 10 и 1.
Несколько позиционирующих ленточных элементов 6, 1 и 8 при желании могут быть изготовлены из того же эластичного материала 1, что и элементы 9., 10 и 1.
Также, когда обмотка формируется на оправке I, подходящие средства, такие как тканевая лента 12, лучше всего показаны на рис. 2 и 3, размещены на нескольких концевых витках обмотки для соединения друг с другом 1 противоположных концов цилиндрической обмотки после того, как она завершена и сформирована в виде тороида. Если количество слоев, используемых при формировании цилиндрической обмотки, является четным числом, противоположные концы проводника будут находиться на противоположных 2 концах обмотки, а если используется нечетное количество слоев, необходимо продеть концевой проводник. с одного конца обмотки через цилиндрическую обмотку так, чтобы два вывода обмотки находились на двух противоположных концах цилиндра.
На рис. 4 показан метод изгиба обмотки для формирования тороидальной структуры. В целях упрощения чертежа показана однослойная тороидальная обмотка, но следует иметь в виду, что фактически сформированная обмотка будет многослойной обмоткой, как показано на рис. 1, 2 и 3. Цилиндрическая обмотка 13, имеющая выводы 14 и 15, показанные штрихпунктирной линией и соответствующая обмоткам, показанным на фиг. 1 и 2, сгибают вручную или другим способом, чтобы соединить два противоположных конца вместе, и эти противоположные концы соединяют, связывая ленту 12 или крепежные элементы, предусмотренные для этой цели.
1, 2 и 3. Цилиндрическая обмотка 13, имеющая выводы 14 и 15, показанные штрихпунктирной линией и соответствующая обмоткам, показанным на фиг. 1 и 2, сгибают вручную или другим способом, чтобы соединить два противоположных конца вместе, и эти противоположные концы соединяют, связывая ленту 12 или крепежные элементы, предусмотренные для этой цели.
При изгибании цилиндрической обмотки, показанной на фиг. 1, в тороидальную форму, неупругие распорные элементы 6, 7 и 8 будут находиться внутри сформированного таким образом отверстия, а упругие элементы 9, 10 и I будут на вне. Когда упругие элементы 9, 10 и 11 растягиваются так, как требуется для образования тороидальной формы обмотки, соседние части обмотки в каждом слое равномерно расходятся вокруг оси тороида благодаря их фрикционному взаимодействию с растяжимыми элементами.
Соседние витки на внутренней стороне тороида будут, конечно, сжаты вместе и будут удерживаться распорными элементами 6, 7 и 8, так что, когда цилиндрическая обмотка изгибается в форме тороида, различные части соседних витков обмотки расходятся поровну вокруг оси тороида. Готовая обмотка показана в перспективе на рис. 5, причем на чертеже была предпринята попытка показать только двухслойную обмотку вместо обмотки с большим количеством слоев, которое можно было бы использовать. Несколько витков наматываются слой за слоем, продвигаясь от одного конца к другому в одном слое и в противоположном направлении в следующем слое, таким образом придавая виткам в последующих слоях шаг в противоположных направлениях. Следует отметить, что отдельные витки 16 во внешнем слое имеют небольшой шаг в одном направлении, в то время как витки 17 следующего нижнего слоя имеют небольшой шаг в противоположном направлении, так что чередующееся изменение шага между слоями имеет тенденцию поддерживать витки конструкции, и эффективность этой опорной характеристики повышается за счет размещения трубчатого элемента 18 в отверстии тора, плотно прилегающего к отверстию, чтобы создать небольшое внешнее давление на витки тороидальной обмотки. Обмотка и трубка также покрываются лаком или связующим составом, который закрепляет различные витки в их существующих положениях и укрепляет конструкцию.
Готовая обмотка показана в перспективе на рис. 5, причем на чертеже была предпринята попытка показать только двухслойную обмотку вместо обмотки с большим количеством слоев, которое можно было бы использовать. Несколько витков наматываются слой за слоем, продвигаясь от одного конца к другому в одном слое и в противоположном направлении в следующем слое, таким образом придавая виткам в последующих слоях шаг в противоположных направлениях. Следует отметить, что отдельные витки 16 во внешнем слое имеют небольшой шаг в одном направлении, в то время как витки 17 следующего нижнего слоя имеют небольшой шаг в противоположном направлении, так что чередующееся изменение шага между слоями имеет тенденцию поддерживать витки конструкции, и эффективность этой опорной характеристики повышается за счет размещения трубчатого элемента 18 в отверстии тора, плотно прилегающего к отверстию, чтобы создать небольшое внешнее давление на витки тороидальной обмотки. Обмотка и трубка также покрываются лаком или связующим составом, который закрепляет различные витки в их существующих положениях и укрепляет конструкцию.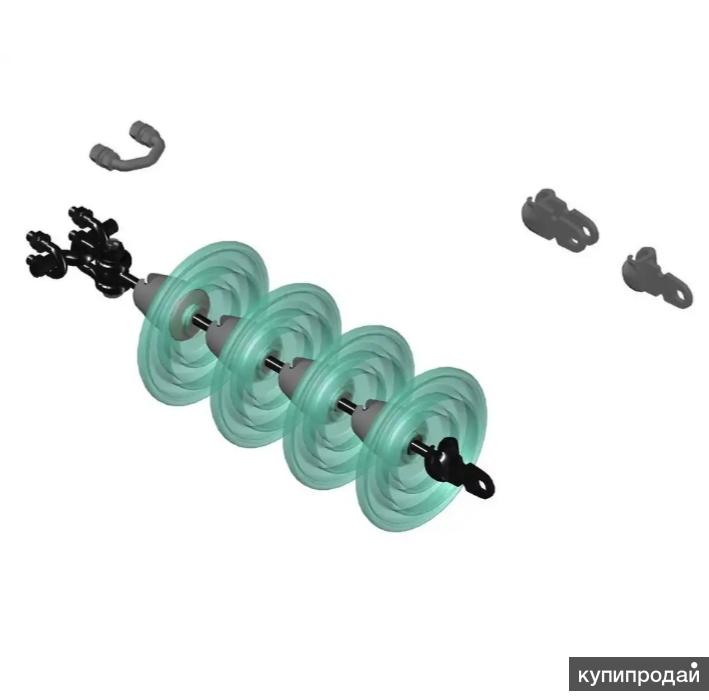 Как обычно используется, первичная обмотка трансформатора представляет собой, как показано на рис. 5, проводник 19
Как обычно используется, первичная обмотка трансформатора представляет собой, как показано на рис. 5, проводник 19
На рис. 6 показана обмотка, в которой распорные элементы 9, 10 и 11, а также элементы 6, 0, 7 и 8 меняют свое положение между витками, чтобы переплетаться назад и вперед между слоями, как показано 21 и 22 соответственно. Такое переплетение прокладочной ленты вперед и назад между слоями витков, как первоначально намотано, имеет тенденцию увеличивать фрикционный контакт между прокладочными элементами или лентами и витками обмотки. Однако было обнаружено, что обычно фрикционное зацепление, возникающее в результате размещения элементов связующей ленты между слоями способом, показанным на рис. 1 и 2 достаточно для сохранения одинакового расстояния между соответствующими частями витков обмотки, когда цилиндрическая обмотка изогнута в виде тора.
Фиг. 7 представляет собой вид с торца, аналогичный фиг. 2, показывающий 5 обмотку, намотанную на по существу прямоугольную оправку, а не на цилиндрическую оправку. Следует понимать, что может быть использовано любое подходящее поперечное сечение оправки и формы катушки, при этом намотанная катушка в каждом случае изгибается j0 в тороидальную форму.
Следует понимать, что может быть использовано любое подходящее поперечное сечение оправки и формы катушки, при этом намотанная катушка в каждом случае изгибается j0 в тороидальную форму.
Следует понимать, что обмотка, выполненная в соответствии с изобретением, имеет прочную конструкцию, в которой расстояние между отдельными проводниками по всей обмотке 35 выравнивается очень простым способом, так что аналогичные обмотки, выполненные аналогичным образом, испытаний, демонстрируют замечательную точность при чрезвычайно малых различиях в различных обмотках, что позволяет избежать ошибок, которые неизбежно приводят к изготовлению различных отдельных образцов обмоток, где обмотка формируется путем непрерывной продевания проводника через тороидальную форму в соответствии с известными методами. изготовления.
45 Специалисту в данной области будет очевидно, что модификации структурных деталей из раскрытого предмета могут быть сделаны в духе моего изобретения, и я не хочу быть ограниченным чем-либо, кроме как рамками приложения ap50.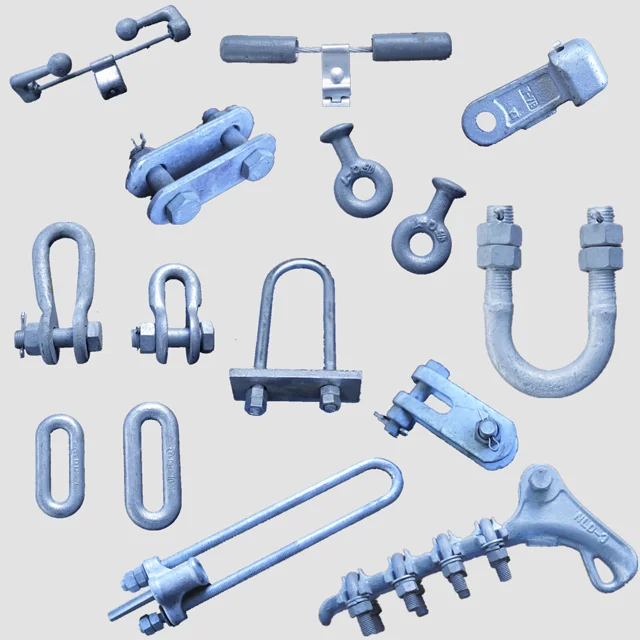 отложенные претензии.
отложенные претензии.
В качестве изобретения заявляю: 1. Способ формирования узла тороидальной обмотки, заключающийся в намотке нескольких слоев изолированного проводника на форму и размещении 55 относительно нерастяжимых лент между слоями с одной стороны витков обмотки и при размещении относительно растяжимых лент из эластичного материала между слоями витков на противоположной стороне витков обмотки, при удалении формы и сгибании сборки витков обмотки, сформированной таким образом, в виде тороида таким образом, чтобы расположить относительно нерастяжимые ленты на внутренней стороне тороида и относительно растяжимые ленты из эластичного материала на внешней стороне тороида 65, так что по мере формирования тороида ленты из эластичного материала удлиняются, чтобы равномерно распределить витки обмотки тороида.
2. Процесс формирования узла тороидальной обмотки, заключающийся в намотке нескольких слоев 70 изолированного проводника на форму и размещении относительно нерастяжимых лент между слоями с одной стороны витков обмотки и размещении растяжимых лент из эластичного материал между слоями витков на противоположной стороне обмотки 75 витков, при снятии опалубки и сгибании сборки витков обмотки, сформированной таким образом в виде тороида, таким образом, чтобы расположить практически нерастяжимые ленты на внутренней стороне тороида и растягивающиеся ленты из эластичного материала на внешней стороне тороида, так что, когда сборка витков обмотки изгибается для формирования тороида, ленты эластичного материала удлиняются, чтобы равномерно распределить витки обмотки тороида, и в после этого скрепляя концы первоначально сформированной обмотки вместе, вставляя круглую трубку через отверстие в тороиде, имеющую достаточно плотную посадку для придания формы тороиду, а затем погружая конструкцию в связующий материал, чтобы закрепить витки обмотки против относительного перемещения. 3. Процесс формирования узла тороидальной обмотки, заключающийся в намотке нескольких слоев изолированного проводника на форму и размещении практически нерастяжимой ленты между слоями с одной стороны витков обмотки и размещении растяжимой ленты из эластичного материала между ними. слоев витков на противоположной стороне витков обмотки, при удалении формы, при изгибании сборки витков обмотки для формирования тороида, имеющего практически нерастяжимую ленту на внутренней стороне обмотки и растяжимую ленту из эластичного материала на наружную сторону тороида для обеспечения равномерного удлинения эластичного материала для обеспечения равного разделения одинаковых частей витков обмотки при формировании тороида и последующего присоединения противоположных концевых витков первоначально сформированной обмотки.
3. Процесс формирования узла тороидальной обмотки, заключающийся в намотке нескольких слоев изолированного проводника на форму и размещении практически нерастяжимой ленты между слоями с одной стороны витков обмотки и размещении растяжимой ленты из эластичного материала между ними. слоев витков на противоположной стороне витков обмотки, при удалении формы, при изгибании сборки витков обмотки для формирования тороида, имеющего практически нерастяжимую ленту на внутренней стороне обмотки и растяжимую ленту из эластичного материала на наружную сторону тороида для обеспечения равномерного удлинения эластичного материала для обеспечения равного разделения одинаковых частей витков обмотки при формировании тороида и последующего присоединения противоположных концевых витков первоначально сформированной обмотки.
4. Процесс формирования узла тороидальной обмотки, заключающийся в намотке нескольких слоев изолированного проводника на форму и размещении практически нерастяжимой ленты между слоями с одной стороны витков обмотки и размещении эластичной эластичной ленты материал между слоями витков на противоположной стороне витков обмотки, при удалении формы, при изгибании сборки витков обмотки для формирования тороида, имеющего практически нерастяжимую ленту на внутренней стороне обмотки и эластичную эластичную ленту материал на внешней стороне тороида, чтобы обеспечить равномерное удлинение эластичного материала, чтобы обеспечить равное разделение одинаковых частей витков обмотки при формировании тороида, а затем прикрепить противоположные концевые витки первоначально сформированной обмотки, в размещение круглой трубы через отверстие в тороиде с достаточно плотной посадкой для придания формы тороиду, а затем погружение конструкции в связующее сопряжение риал для цементирования витков обмотки против относительного перемещения.
